Embed Size (px)
Citation preview

1
A State of the Art Paper on Improving Salt Extraction from Lake Katwe Raw Materials In Uganda
Kasedde H12 Kirabira JB2 Baumlbler MU3 Tilliander A1 Jonsson S1
1 Department of Materials Science and Engineering Royal Institute of Technology
KTH Brinellvaumlgen 23 SE-100 44 Stockholm Sweden 2 Department of Mechanical Engineering College of Engineering Design Art and
Technology Makerere University PO Box 7062 Kampala Uganda 3 Department of Chemical Engineering and Technology Royal Institute of
Technology KTH Teknikringen 42 SE-100 44 Stockholm Sweden
Abstract The characteristics of Katwe salt lake are briefly discussed The lake is the largest of the eight saline lakes in the Katwe-Kikorongo volcanic field and is a major source of salt production in Uganda Today salt production at the lake is carried out using traditional and artisanal mining methods Attempts to mechanize the production of domestic and commercial grade salt at the lake were unsuccessful due to the use of a wrong technology In this paper the most common available technologies for salt extraction from brine are described These are divided into four broad categories namely thermal membrane chemical and hybrid processes A review of the state of the art previous research and developments in these technologies is presented A detailed analysis of the processes used was done based on studies reported in the literature From the analysis it was observed that thermal salt production processes especially distillation and solar evaporation have the highest share in installed capacities worldwide Membrane technologies such as Electro-dialysis Reverse Osmosis and chemical technologies have not found wide application in the commercial salt industry Electro-dialysis and Reverse Osmosis have been used mainly as pre-concentration processes for subsequent thermal processes Prospects for application of hybrid systems for salt production through integration of thermal desalting processes should be investigated for better performance efficiencies and recoveries at the salt lake Keywords Lake Katwe salt salt recovery and purification separation processes 1 Introduction
Salt also known as sodium chloride the most common evaporate salt is an ionic chemical compound which has a chemical formula NaCl It is an inexpensive bulk mineral also known as halite which can be found in concave rocks of coastal areas or in lagoons where sea water gets trapped and deposits salt as it evaporates in the sun Originally salt was produced for human consumption purposes and later on its significant applications were discovered This has made salt one of the most important commodities for centuries comparable to the importance of oil in the present times (Korovessis and Lekkas 2009) The use of salt as a food preservative together with its economic significance began to decline after the industrial revolution hence finding its extensive use in the chemical industry and other applications There are more than 14000 reported usages of halite and it along with other salts has played a very important role in human affairs (Kilic and Kilic 2005)
2
Today the annual world production of salt has increased to an estimated 270 million tonnes (US Geological Survey 2011) Statistics also indicate that the chemical industry accounts for about 60 percent of the total production followed by 30 per cent for human consumption and lastly 10 per cent for other applications such as road de-icing water treatment production of cooling brines and in agriculture The chemical industry uses the salt as a raw material for production of chlorine caustic soda and soda ash for petroleum refining petro-chemistry organic synthesis and glass production (Sedivy 2009) Almost two thirds of the world countries have salt producing facilities ranging from traditional solar evaporation in salt pans to advanced multi-stage evaporation in salt refineries (Abu-Khader 2006) Over 100 countries produce a significant amount of salt with many others on a small scale The Chinese salt industry is the largest world producer of salt (US Geological Survey 2011) In the year 2011 its production accounted for about 222 percent of the worldrsquos total production followed by the United States at 167 percent Other major producers are India Australia Mexico Germany and Canada There are three methods used to produce dry salt based on the method of recovery (Abu- Khader 2006)
(a) Underground mining Also known as rock salt mining this process involves conventional mining of the underground deposits through drilling and blasting whereby solid rock salt is removed Mining is carried out at depths between 100 m to more than 1500 m below the surface
(b) Solar evaporation method This method involves extraction of salt from oceans and saline water bodies by evaporation of water in solar ponds leaving salt crystals which are then harvested using mechanical means Solar energy of the wind and sun is used in the evaporation process The method is used in regions where the evaporation rate exceeds the precipitation rate Over a third of the total global annual salt production is produced using this method
(c) Solution mining Evaporated or refined salt is produced through solution mining of the underground halite deposit and removing the water from the saline brine which is pumped to the surface The water is evaporated from the brine using mechanical means such as steam-powered multiple effect or electric powered vapour compression evaporators In the process thick slurry of brine and salt crystals is formed
Among the above methods solar evaporation is the most widely used salt production technique at Lake Katwe in Uganda The process is carried out following ancient traditional and artisanal methods leading to low qualities and limited production An attempt to mechanize the production of domestic and commercial grade salt from the lake was conceived in 1975 with a chemical plant being installed to enable purification of the brines The plant was commissioned worked for a few years and later collapsed mainly due to a poor design that subsequently led to corrosion of the poorly designed heat exchanger tubes (Mathers 1994) Several attempts to revamp salt production through re-establishment of the plant or a process that would recover the salt together with its purification failed and thus the plant has remained inactive implying that the countryrsquos salt resources have not been fully exploited to effectively contribute towards the countryrsquos economic growth
3
The objective of this study is to gain an understanding of the available salt mining and extraction technologies determine the previous and current state of research in the salt recovery techniques highlighting benefits and limitations of the processes with a view to devise suitable practical and sustainable methodologies that could be implemented in order to realize the commercial potential of Lake Katwe salt raw materials 2 Lake Katwe general characteristics
21 Location and Access
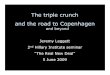
Lake Katwe is the largest of the eight saline crater lakes within the Katwe-Kikorongo volcanic field in Western Uganda and situated on the floor of the western rift valley and south-east of the Rwenzori mountains (Figure 1) Preliminary investigative fieldwork studies indicate that the lake contains the best salt reserves evident in its brines and evaporate deposits There are 225 million tonnes of crystalline salts in Lake Katwe which can sustain a plant for over 30 years at 40000 tonnesa NaCl production (UDC 1997)
Figure 1 Location of Katwe salt deposit and surrounding areas (Hinton 2011)
Apart from Lake Katwe it is reported that limited quantities of salt for human and animal consumption have been extracted from the hot spring waters at Lake Kibiro located in the Albertine region and at Lake Kasenyi on the shores of Lake George At Kibiro salt is produced from the waters of the spring and the saline muds around the lake Reserves for industrial salts such as Trona also occur at Katwe Kasenyi and Kibiro respectively They however exist on a larger scale at Lake Katwe and Kasenyi (Mathers 1994) 22 Geological setting
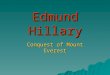
The salt lake lies on the floor of an explosion crater formed in tuffs with about 230 meters of rock separating Lake Edward from the crater at the closest point The explosion crater ejected pyroclastics tuffs with abundant granite and gneissic rocks from the basement which dominate the area (Figure 2) The volcanic rocks are mainly composed of pyroclastics and
4
ultramafic xenoliths which are deposited on the extensive Pleistocene lacustrine and fluvial Kaiso beds and in some places directly on Precambrian rocks The salinity of Lake Katwe and the other closed saline lakes is derived mainly by evaporative concentration of mineral spring waters (Arad and Morton 1969) The saline spring waters filled the crater during Pleistocene vulcanism Suggestions have indicated that salt has also been leached out of the surrounding tuffs by water percolating from Lake Edward into Katwe crater which lies about 30 m below the fresh lake level (Barnes 1961)
Figure 2 The geology of the Katwe-Kikorongo volcanic field and surroundings
(Bahati and Natukunda 2008)
23 Climate
Although there is not much detailed meteorological data available the region experiences two dry seasons between January to March and July to September every year It is within these periods that salt is traditionally mined and extracted from the lake
24 Chemistry of the deposit
A number of studies have been done on the Lake Katwe salt deposit mainly in the chemistry of the mineral springs feasibility of commercial production through estimation of the salt reserves and chemical characterization of the salt resources
Arad and Morton 1969 investigated the mineral springs and saline lakes of the Western rift valley Analysis of the brine samples from various depths in the evaporite deposit at Lake Katwe reported various concentrations in the solutes Interstitial brines from over 6 meters deep were poorer in K+ Cl- and Br+ than those near the surface at about 2 meters from the top of the deposit There was also a high proportion of sodium carbonate and bicarbonate in the evaporate deposit In addition the mineral waters within the region possess relatively high
5
sulphate contents as compared to those of the Eastern Rift They also possess lower fluoride contents hence suitable for usage in production of food grade salt In another investigation Morton 1969 carried out a sample chemical analysis of salt grades produced at the lake It was observed that Lake Katwe salt varies in composition due to presence of a number of impurities It was observed from the analyses that the chief minerals present in the Lake Katwe salts were Halite (NaCl) Hanksite (9Na2SO42Na2CO3KCl) Burkeite (Na2CO32Na2SO4) and Trona (Na2CO3NaHCO32H2O) Indeed composition varies considerably even within the same grades of the salts produced The best quality (No1) salt grade contains over 90 NaCl but the remainder contains as much as 50 of Na2CO3 Na2SO4 KCl and mud No purification was carried out as the complex chemistry of the deposit prevents this from being done by simple methods (Dixon and Morton 1970) Morton 1973 reported systematic sampling of the Lake Katwe brine done in 1967 at different depths of the lake both in the dry and wet season respectively It was noted that the salt lake brine had its ion composition mainly dominated by Na+ and Cl- with lesser amounts of SO4
2- K+ and CO3
2- ions Furthermore it was noted that the compositional extremes resulted from the effects of dilution during the wet and evaporation during the dry season There was no determination of the mean ion concentration of the salt lake brine in a yearly cycle and thus no detailed study was done to determine the mineralogical and chemical composition of the raw material Nielsen and Dahi 1995 carried out a study on the fluoride contamination and mineralogical composition of a rock salt sample from Lake Katwe Through chemical and mineralogical analysis it was concluded that the salt lake contains no fluoride holding minerals This was attributed to a very low fluoride concentration of about 002 mgg In addition the salt lake raw material also consists of Trona mixed with Burkeite and Halite The evaporite from Lake Katwe contains much more halite than that from other saline lakes in East Africa such as Lake Natron and Lake Magadi This is attributed to the high chloride concentration of Lake Katwe brine which have an equivalent ClTAL ratio of 2-3 as compared to 023-10 for Lake Magadi and Lake Natron brines
3 Salt extraction technologies To date several technologies can be used to extract valuable domestic and commercial salts and minerals from saline water Based on the type of separation process the technologies are classified into four categories
(a) Thermal processes These are phase change processes involving use of thermal energy to evaporate feed water to generate steam which is then condensed a process known as distillation Alternatively saline water is frozen followed by the separation of pure ice and salts Distillation can use any heating source such as fossil fuels nuclear energy with solar energy being a low-tech option Application of this technique includes solar distillation (SD) multi-effect distillation (MED) or multiple effect evaporation (MEE) multi-stage flash distillation (MSF) mechanical vapour compression (MVC) eutectic freezing crystallization (EFC) and open pan boilers
6
(b)Membrane processes They involve separation of dissolved salts from the feed water by mechanical or chemicalelectrical means using a selective membrane barrier between the feed water and product This principle is applied in Reverse Osmosis (RO) and Electro-dialysisElectro-dialysis Reversal (EDEDR) These processes do not lead to a phase change
(c) Chemical change processes These involve application of chemical techniques to extract salts from feed water The principle is applied in the ion exchange reactive precipitation and calcination processes
(d)Hybrid processes They involve combination of the above processes in a single unit
or in sequential unit or in sequential steps Examples include membrane distillation (MD) membrane crystallization (MCr) RO with MSF or MED (Gude et al 2010)
In the salt crystallization plants saturated brine or rock salt and solar salt can be used as a raw material for the process A summary of the possible processes for the production of crystallized salt based on rock salt deposits is shown in Figure 3 Processes that are used in the production of vacuum salt from sea water or lake brines as a raw material are also shown in Figure 4 The present technologies together with emerging technologies for salt production are discussed next
Figure 3 Processes for production of crystallized salt based on rock salt deposits
(Westphal et al 2010)
7
Figure 4 Processes for salt production from brine (Westphal et al 2010)
4 Thermal processes 41 Distillation Several forms of distillation are used for salt recovery and are classified into conventional and commercial salt production techniques Processing methods other than solar evaporation are used commercially in the production of salts usually in the making of refined (table salt) and purification of crude salt These involve MSF MEE MVC and open pan boilers Such techniques are used to make refined salt in many countries where the climate is temperate or cold (Aral et al 2004) The operating principle behind these processes is that the vapour pressure of the feed water within the unit is lowered for boiling to occur at lower temperatures without further heat addition Conventional distillation Solar distillation of saline water is a conventional salt production process practised widely all over the world It is a simple operation carried out in specially designed shallow salt pans or ponds It is within the shallow ponds that the sun evaporates most of the water Within the ponds brine from the sea or lake evaporates due to the effects of the sun and wind followed by the crystallization process Here the salt crystals begin to grow to a point when the salt layer is thick enough for harvesting After harvesting the salts are washed to meet the required standards and stockpiled to drain and dewater Notable areas where the method is predominantly used for salt production on a large scale include Great Salt Lake in the United States Dead Sea in Jordan and Salar de Atacama in Chile (Aral et al 2004) Open pan evaporation is another conventional salt production technique involving addition of heat in open pans The large and shallow open pans or boilers are made in dimensions of 6 m x 12 m x 1 m Evaporated salt forms on the brine surface supported by surface tension This
8
is an outdated technology that was replaced by wood burning furnaces which have also been observed to be unsustainable in terms of the energy use (Bauschlicher 1983) Commercial distillation The Multi-Stage Flash process is based on the principle where saline feed water is heated and evaporated by pressure reduction as opposed to temperature increment It involves regenerative heating where saline water flashing in each flash stage gives up some of its heat to the saline water going through the flashing process Heated water from an initial stage passes to another stage at a lower pressure hence forming vapour which is led off and condensed to pure water using cold brine which feeds the first heating stage Concentrated brine is then passed to a second chamber at a lower pressure hence more water evaporates with vapour being condensed The principle of operation of the process is shown in Figure 5 The process is repeated through other stages up to atmospheric pressure It can contain from 4 to about 40 stages The process is considered to be the most reliable and most widely used Recrystallization is a similar technique as MSF involving saturation of under saturated re-circulating brine with solid solar or rock salt at about 100oC and fed downstream to several flash crystallizers (Westphal et al 2010)
Figure 5 Schematic diagram of a basic multi-stage flash (MSF) system (Evans and Miller 2002)
Multiple Effect Evaporation is similar to Multi Stage Flash in principle except that energy from an external source is used to heat up the saline water in only the initial stage The resulting vapour or steam is used in the subsequent stages to evaporate the water and the brine is used to cool and condense the vapour in each successive stages hence having a temperature fall across each stage (Figure 6)
9
Figure 6 Schematic diagram of multiple-effect evaporation technique (Hartzikioseyian et al 2011)
In the Mechanical Vapour Compression process the heat for evaporation of the saline water comes from the evaporator The process operates on the principle of compressing vapour to increase its temperature and pressure The saline water feed is heated by steam and part of it is vapourised A mechanical compressor and a steam jet are used to condense water vapour which produces sufficient heat to evaporate the incoming saline feed water (Figure 7)
Figure 7 Schematic diagram of a mechanical vapour-compression system (Evans and Miller 2002)
Multiple distillation methods have been used to extract salts from a salt lake as reported by Kilic and Kilic 2005 In their study sodium chloride (NaCl) was produced from the lake
10
brine through evaporation up to a specific gravity of 1240 This was followed by cooling to -10oC thus forming Thenardite and Bloedite Further evaporation produced Carnalite Halite Langbeinite and Sylivite At the last stage Bischofite and Kieserite were obtained The same technique demonstrated by Nie et al 2009 recovered salts from a salt lake using multiple isothermal evaporation technique at 25oC In another similar laboratory investigation Wang et al 2011 performed multiple-evaporation after freezing of salt lake brine to recover salts In their study brine was first frozen at 26315plusmn02 K for a period of two days to a specific gravity of 11115 gcm3 where Natron (NaCO310H20) and Hydrohalite (NaCl2H2O) precipitated Isothermal evaporation at 28815plusmn02 K was then performed on the mother liquor to recover more salts with increasing specific gravities In previous studies salts have been recovered from desalination plants effluent using this technique Mohammadesmaeili et al 2010 recovered mixed salts through isothermal evaporation of RO concentrate Specifically sodium sulphate sodium chloride and potassium salts were produced through continuous evaporation of the desalination concentrate The feedstock concentrate had been previously treated with a lime-soda process before evaporation In addition isothermal and isobaric evaporation of reject brine of a desalination plant has also been carried out to recover various salts for industry and agriculture Various salts such as NaCl KCl CaSO4 MgSO47H2O were recovered from the process (Hajbi et al 2009 2011) Further research studies have also demonstrated the feasibility of extracting commercial salts from saline effluent using the SAL-PROC technology SAL-PROC is an integrated process for the selective recovery of dissolved elements from saline waters in the form of valuable salt minerals slurries and liquid compounds It involves controlled chemical reactions in combination with evaporation andor cooling stages thus causing precipitation and crystallization followed by conventional mineral and chemical processing The process is particularly suitable for brine with high levels of dissolved sulphate potassium and magnesium salts and can be operated at a commercial scale (Ahmed et al 2001 2003) Ahmed et al 2003 did not implement the feasibility study experimentally Sedivy 2000 describes the THERMOSAL salt processing technology developed at Sales Monzon in Spain as an option for the enhancement of natural evaporation of brine in open ponds through the use of residual waste heat When combined with SALEX salt purification process the process is the economic alternative to vacuum crystallization for production of top quality industrial and food grade salt The process is applicable whenever the raw salt is available as brine Domestic and commercial salts have been produced from geothermal brines in Iceland using the vacuum evaporation technique with the geothermal wells being the source of salt-brine and process steam Specifically multiple effect evaporation is used to concentrate the brine before crystallization (Kristjaacutensson 1992) A refrigerator heat pump desalination scheme has been used for recovery of fresh water and salt from sea water as proposed by Reali 1984 In the investigation sea water was continuously refilled in a salt-water chamber via atmospheric pressure Evaporation of the sea water into a vacuum chamber was done hence allowing the water vapour to condense on top of the fresh water chamber while the salt precipitated at the bottom of the evaporation chamber
11
The evaporation and cooling technique has also been used as an initial or final stage in the recovery of salts from lake brine and sea waters and for disposal of the effluent from desalination plants (Vergara-Edwards and Parada-Frederick 1983 Al-Harahsheh and Al-Itawi 2005 Ravizky and Nadav 2007) An advanced solar dryer has been demonstrated to optimize the recovery of salts from brine effluent of a desalination plant (Pereira et al 2007) A number of processes for salt recovery based on the evaporation and cooling technique have been developed Winkler 1985 developed a process for the treatment of brine elutriate drawn off after evaporation of the brine at an elevated temperature in order to separate some of the sodium chloride In the investigation crude brine containing sodium sulphate and potassium chloride is cooled in a chamber whereby NaCl KCl and Na2SO4 salt mixture is separated off by crystallization The remaining parent solution can be returned for renewed evaporation to recover NaCl without disturbing the equalized balance of the secondary salts in the brine to be processed The NaCl present in the mixture is recovered by deposition with refrigerated water and separation of Na2SO4 Ninawe and Breton 1989 invented a process for the production of salt in which sodium chloride is crystallized in form of spheres by evaporation of sodium chloride brine and the spheres obtained are then broken up The salt produced by the process is particularly suitable for the food industry Extension of the research by Ninawe et al 2004 developed a process for the production of sodium chloride crystals from sodium chloride brine contaminated by potassium chloride and sulphate ions In their research a calcium compound is added to brine to crystallize Glauberite (Na2CaSO4)2 which is isolated The resulting solution is then subjected to evaporation in order to crystallize sodium chloride which is then collected and the mother liquor from the crystallization is subjected to cooling hence crystallization of Glaserite (K3Na(SO4)2) Vohra et al 2004 developed a process for recovery of common salt potassium chloride concentrated magnesium chloride with enriched bromide and high purity magnesia from brine in an integrated manner Chirico 1979 also presented a continuous process for the recovery of chemicals in saline water which involves converting the sulphates in the saline water feed to sodium sulphate separating and recovering in the oxide forms essentially all of the magnesium and calcium from the saline water feed preparation of sodium chloride fortified solution by mixing the feed with recycled sodium chloride crystallizing and re-crystallizing and then separating sodium chloride crystals in two evaporative crystallization processes 42 Eutectic Freezing Crystallization The eutectic freezing crystallization separates aqueous solutions of inorganic solutions into pure water and pure salt (Van der Ham et al 1999) The process is characterized by operation near the eutectic point of the solution where both ice and salt crystallize simultaneously (Vaessen et al 2003) Figure 8 shows a typical EFC process scheme
12
Figure 8 Schematic representation of EFC for production of pure water and salt from
waste or process streams (Van der Ham 1998) Compared with the conventional evaporation and cooling techniques this process is capable of reducing energy costs by up to 70 However the high investment costs together with the scale limitations make the process unfavourable but can be overcome with time (Van der Ham et al 1998) Experimental investigations of the eutectic temperatures of various proportions of ions commonly found in natural waters show that the process operates well at temperatures not lower than -25oC (Bardurn and Manudhane 1979) The process has been used to demonstrate separation of ice and KCl crystals from brine based on the direct cooling technique (Stepakoff et al 1974) In another investigation Van der Ham et al 2004 demonstrated separation of ice from CuSO45H20 crystals in a cooled disk column crystallizer based on indirect cooling The process has also been applied at an industrial scale to study the recovery of purified MgSO4H2O from a magnesium sulphate industrial stream emitted from a flue gas desulphurization process (Himawan et al 2006) Experimental techniques have also been used to validate theoretical models developed for predicting alternative pathways for seawater freezing and crystallization (Marion et al1999) However according to Westphal et al 2010 the freezing process for the production of salt from saline water has not got practical importance 5 Membrane processes These processes use a selective synthetic polymeric membrane or resin to recover dissolved salts when subjected to a pressure gradient or an electrical potential across the membrane surface This technique is currently used in RO and EDEDR Other pressure driven membrane processes similar to the RO principle are Ultrafiltration (UF) and Nanofiltration (NF) EDEDR is an electro-membrane process 51 Pressure driven membrane processes Osmosis is the transfer of water through a semi-permeable membrane from a lowly concentrated to a highly concentrated solution until an equilibrium osmotic pressure is achieved In the RO process pressure greater than the osmotic pressure is applied to the
13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

2
Today the annual world production of salt has increased to an estimated 270 million tonnes (US Geological Survey 2011) Statistics also indicate that the chemical industry accounts for about 60 percent of the total production followed by 30 per cent for human consumption and lastly 10 per cent for other applications such as road de-icing water treatment production of cooling brines and in agriculture The chemical industry uses the salt as a raw material for production of chlorine caustic soda and soda ash for petroleum refining petro-chemistry organic synthesis and glass production (Sedivy 2009) Almost two thirds of the world countries have salt producing facilities ranging from traditional solar evaporation in salt pans to advanced multi-stage evaporation in salt refineries (Abu-Khader 2006) Over 100 countries produce a significant amount of salt with many others on a small scale The Chinese salt industry is the largest world producer of salt (US Geological Survey 2011) In the year 2011 its production accounted for about 222 percent of the worldrsquos total production followed by the United States at 167 percent Other major producers are India Australia Mexico Germany and Canada There are three methods used to produce dry salt based on the method of recovery (Abu- Khader 2006)
(a) Underground mining Also known as rock salt mining this process involves conventional mining of the underground deposits through drilling and blasting whereby solid rock salt is removed Mining is carried out at depths between 100 m to more than 1500 m below the surface
(b) Solar evaporation method This method involves extraction of salt from oceans and saline water bodies by evaporation of water in solar ponds leaving salt crystals which are then harvested using mechanical means Solar energy of the wind and sun is used in the evaporation process The method is used in regions where the evaporation rate exceeds the precipitation rate Over a third of the total global annual salt production is produced using this method
(c) Solution mining Evaporated or refined salt is produced through solution mining of the underground halite deposit and removing the water from the saline brine which is pumped to the surface The water is evaporated from the brine using mechanical means such as steam-powered multiple effect or electric powered vapour compression evaporators In the process thick slurry of brine and salt crystals is formed
Among the above methods solar evaporation is the most widely used salt production technique at Lake Katwe in Uganda The process is carried out following ancient traditional and artisanal methods leading to low qualities and limited production An attempt to mechanize the production of domestic and commercial grade salt from the lake was conceived in 1975 with a chemical plant being installed to enable purification of the brines The plant was commissioned worked for a few years and later collapsed mainly due to a poor design that subsequently led to corrosion of the poorly designed heat exchanger tubes (Mathers 1994) Several attempts to revamp salt production through re-establishment of the plant or a process that would recover the salt together with its purification failed and thus the plant has remained inactive implying that the countryrsquos salt resources have not been fully exploited to effectively contribute towards the countryrsquos economic growth
3
The objective of this study is to gain an understanding of the available salt mining and extraction technologies determine the previous and current state of research in the salt recovery techniques highlighting benefits and limitations of the processes with a view to devise suitable practical and sustainable methodologies that could be implemented in order to realize the commercial potential of Lake Katwe salt raw materials 2 Lake Katwe general characteristics
21 Location and Access
Lake Katwe is the largest of the eight saline crater lakes within the Katwe-Kikorongo volcanic field in Western Uganda and situated on the floor of the western rift valley and south-east of the Rwenzori mountains (Figure 1) Preliminary investigative fieldwork studies indicate that the lake contains the best salt reserves evident in its brines and evaporate deposits There are 225 million tonnes of crystalline salts in Lake Katwe which can sustain a plant for over 30 years at 40000 tonnesa NaCl production (UDC 1997)
Figure 1 Location of Katwe salt deposit and surrounding areas (Hinton 2011)
Apart from Lake Katwe it is reported that limited quantities of salt for human and animal consumption have been extracted from the hot spring waters at Lake Kibiro located in the Albertine region and at Lake Kasenyi on the shores of Lake George At Kibiro salt is produced from the waters of the spring and the saline muds around the lake Reserves for industrial salts such as Trona also occur at Katwe Kasenyi and Kibiro respectively They however exist on a larger scale at Lake Katwe and Kasenyi (Mathers 1994) 22 Geological setting
The salt lake lies on the floor of an explosion crater formed in tuffs with about 230 meters of rock separating Lake Edward from the crater at the closest point The explosion crater ejected pyroclastics tuffs with abundant granite and gneissic rocks from the basement which dominate the area (Figure 2) The volcanic rocks are mainly composed of pyroclastics and
4
ultramafic xenoliths which are deposited on the extensive Pleistocene lacustrine and fluvial Kaiso beds and in some places directly on Precambrian rocks The salinity of Lake Katwe and the other closed saline lakes is derived mainly by evaporative concentration of mineral spring waters (Arad and Morton 1969) The saline spring waters filled the crater during Pleistocene vulcanism Suggestions have indicated that salt has also been leached out of the surrounding tuffs by water percolating from Lake Edward into Katwe crater which lies about 30 m below the fresh lake level (Barnes 1961)
Figure 2 The geology of the Katwe-Kikorongo volcanic field and surroundings
(Bahati and Natukunda 2008)
23 Climate
Although there is not much detailed meteorological data available the region experiences two dry seasons between January to March and July to September every year It is within these periods that salt is traditionally mined and extracted from the lake
24 Chemistry of the deposit
A number of studies have been done on the Lake Katwe salt deposit mainly in the chemistry of the mineral springs feasibility of commercial production through estimation of the salt reserves and chemical characterization of the salt resources
Arad and Morton 1969 investigated the mineral springs and saline lakes of the Western rift valley Analysis of the brine samples from various depths in the evaporite deposit at Lake Katwe reported various concentrations in the solutes Interstitial brines from over 6 meters deep were poorer in K+ Cl- and Br+ than those near the surface at about 2 meters from the top of the deposit There was also a high proportion of sodium carbonate and bicarbonate in the evaporate deposit In addition the mineral waters within the region possess relatively high
5
sulphate contents as compared to those of the Eastern Rift They also possess lower fluoride contents hence suitable for usage in production of food grade salt In another investigation Morton 1969 carried out a sample chemical analysis of salt grades produced at the lake It was observed that Lake Katwe salt varies in composition due to presence of a number of impurities It was observed from the analyses that the chief minerals present in the Lake Katwe salts were Halite (NaCl) Hanksite (9Na2SO42Na2CO3KCl) Burkeite (Na2CO32Na2SO4) and Trona (Na2CO3NaHCO32H2O) Indeed composition varies considerably even within the same grades of the salts produced The best quality (No1) salt grade contains over 90 NaCl but the remainder contains as much as 50 of Na2CO3 Na2SO4 KCl and mud No purification was carried out as the complex chemistry of the deposit prevents this from being done by simple methods (Dixon and Morton 1970) Morton 1973 reported systematic sampling of the Lake Katwe brine done in 1967 at different depths of the lake both in the dry and wet season respectively It was noted that the salt lake brine had its ion composition mainly dominated by Na+ and Cl- with lesser amounts of SO4
2- K+ and CO3
2- ions Furthermore it was noted that the compositional extremes resulted from the effects of dilution during the wet and evaporation during the dry season There was no determination of the mean ion concentration of the salt lake brine in a yearly cycle and thus no detailed study was done to determine the mineralogical and chemical composition of the raw material Nielsen and Dahi 1995 carried out a study on the fluoride contamination and mineralogical composition of a rock salt sample from Lake Katwe Through chemical and mineralogical analysis it was concluded that the salt lake contains no fluoride holding minerals This was attributed to a very low fluoride concentration of about 002 mgg In addition the salt lake raw material also consists of Trona mixed with Burkeite and Halite The evaporite from Lake Katwe contains much more halite than that from other saline lakes in East Africa such as Lake Natron and Lake Magadi This is attributed to the high chloride concentration of Lake Katwe brine which have an equivalent ClTAL ratio of 2-3 as compared to 023-10 for Lake Magadi and Lake Natron brines
3 Salt extraction technologies To date several technologies can be used to extract valuable domestic and commercial salts and minerals from saline water Based on the type of separation process the technologies are classified into four categories
(a) Thermal processes These are phase change processes involving use of thermal energy to evaporate feed water to generate steam which is then condensed a process known as distillation Alternatively saline water is frozen followed by the separation of pure ice and salts Distillation can use any heating source such as fossil fuels nuclear energy with solar energy being a low-tech option Application of this technique includes solar distillation (SD) multi-effect distillation (MED) or multiple effect evaporation (MEE) multi-stage flash distillation (MSF) mechanical vapour compression (MVC) eutectic freezing crystallization (EFC) and open pan boilers
6
(b)Membrane processes They involve separation of dissolved salts from the feed water by mechanical or chemicalelectrical means using a selective membrane barrier between the feed water and product This principle is applied in Reverse Osmosis (RO) and Electro-dialysisElectro-dialysis Reversal (EDEDR) These processes do not lead to a phase change
(c) Chemical change processes These involve application of chemical techniques to extract salts from feed water The principle is applied in the ion exchange reactive precipitation and calcination processes
(d)Hybrid processes They involve combination of the above processes in a single unit
or in sequential unit or in sequential steps Examples include membrane distillation (MD) membrane crystallization (MCr) RO with MSF or MED (Gude et al 2010)
In the salt crystallization plants saturated brine or rock salt and solar salt can be used as a raw material for the process A summary of the possible processes for the production of crystallized salt based on rock salt deposits is shown in Figure 3 Processes that are used in the production of vacuum salt from sea water or lake brines as a raw material are also shown in Figure 4 The present technologies together with emerging technologies for salt production are discussed next
Figure 3 Processes for production of crystallized salt based on rock salt deposits
(Westphal et al 2010)
7
Figure 4 Processes for salt production from brine (Westphal et al 2010)
4 Thermal processes 41 Distillation Several forms of distillation are used for salt recovery and are classified into conventional and commercial salt production techniques Processing methods other than solar evaporation are used commercially in the production of salts usually in the making of refined (table salt) and purification of crude salt These involve MSF MEE MVC and open pan boilers Such techniques are used to make refined salt in many countries where the climate is temperate or cold (Aral et al 2004) The operating principle behind these processes is that the vapour pressure of the feed water within the unit is lowered for boiling to occur at lower temperatures without further heat addition Conventional distillation Solar distillation of saline water is a conventional salt production process practised widely all over the world It is a simple operation carried out in specially designed shallow salt pans or ponds It is within the shallow ponds that the sun evaporates most of the water Within the ponds brine from the sea or lake evaporates due to the effects of the sun and wind followed by the crystallization process Here the salt crystals begin to grow to a point when the salt layer is thick enough for harvesting After harvesting the salts are washed to meet the required standards and stockpiled to drain and dewater Notable areas where the method is predominantly used for salt production on a large scale include Great Salt Lake in the United States Dead Sea in Jordan and Salar de Atacama in Chile (Aral et al 2004) Open pan evaporation is another conventional salt production technique involving addition of heat in open pans The large and shallow open pans or boilers are made in dimensions of 6 m x 12 m x 1 m Evaporated salt forms on the brine surface supported by surface tension This
8
is an outdated technology that was replaced by wood burning furnaces which have also been observed to be unsustainable in terms of the energy use (Bauschlicher 1983) Commercial distillation The Multi-Stage Flash process is based on the principle where saline feed water is heated and evaporated by pressure reduction as opposed to temperature increment It involves regenerative heating where saline water flashing in each flash stage gives up some of its heat to the saline water going through the flashing process Heated water from an initial stage passes to another stage at a lower pressure hence forming vapour which is led off and condensed to pure water using cold brine which feeds the first heating stage Concentrated brine is then passed to a second chamber at a lower pressure hence more water evaporates with vapour being condensed The principle of operation of the process is shown in Figure 5 The process is repeated through other stages up to atmospheric pressure It can contain from 4 to about 40 stages The process is considered to be the most reliable and most widely used Recrystallization is a similar technique as MSF involving saturation of under saturated re-circulating brine with solid solar or rock salt at about 100oC and fed downstream to several flash crystallizers (Westphal et al 2010)
Figure 5 Schematic diagram of a basic multi-stage flash (MSF) system (Evans and Miller 2002)
Multiple Effect Evaporation is similar to Multi Stage Flash in principle except that energy from an external source is used to heat up the saline water in only the initial stage The resulting vapour or steam is used in the subsequent stages to evaporate the water and the brine is used to cool and condense the vapour in each successive stages hence having a temperature fall across each stage (Figure 6)
9
Figure 6 Schematic diagram of multiple-effect evaporation technique (Hartzikioseyian et al 2011)
In the Mechanical Vapour Compression process the heat for evaporation of the saline water comes from the evaporator The process operates on the principle of compressing vapour to increase its temperature and pressure The saline water feed is heated by steam and part of it is vapourised A mechanical compressor and a steam jet are used to condense water vapour which produces sufficient heat to evaporate the incoming saline feed water (Figure 7)
Figure 7 Schematic diagram of a mechanical vapour-compression system (Evans and Miller 2002)
Multiple distillation methods have been used to extract salts from a salt lake as reported by Kilic and Kilic 2005 In their study sodium chloride (NaCl) was produced from the lake
10
brine through evaporation up to a specific gravity of 1240 This was followed by cooling to -10oC thus forming Thenardite and Bloedite Further evaporation produced Carnalite Halite Langbeinite and Sylivite At the last stage Bischofite and Kieserite were obtained The same technique demonstrated by Nie et al 2009 recovered salts from a salt lake using multiple isothermal evaporation technique at 25oC In another similar laboratory investigation Wang et al 2011 performed multiple-evaporation after freezing of salt lake brine to recover salts In their study brine was first frozen at 26315plusmn02 K for a period of two days to a specific gravity of 11115 gcm3 where Natron (NaCO310H20) and Hydrohalite (NaCl2H2O) precipitated Isothermal evaporation at 28815plusmn02 K was then performed on the mother liquor to recover more salts with increasing specific gravities In previous studies salts have been recovered from desalination plants effluent using this technique Mohammadesmaeili et al 2010 recovered mixed salts through isothermal evaporation of RO concentrate Specifically sodium sulphate sodium chloride and potassium salts were produced through continuous evaporation of the desalination concentrate The feedstock concentrate had been previously treated with a lime-soda process before evaporation In addition isothermal and isobaric evaporation of reject brine of a desalination plant has also been carried out to recover various salts for industry and agriculture Various salts such as NaCl KCl CaSO4 MgSO47H2O were recovered from the process (Hajbi et al 2009 2011) Further research studies have also demonstrated the feasibility of extracting commercial salts from saline effluent using the SAL-PROC technology SAL-PROC is an integrated process for the selective recovery of dissolved elements from saline waters in the form of valuable salt minerals slurries and liquid compounds It involves controlled chemical reactions in combination with evaporation andor cooling stages thus causing precipitation and crystallization followed by conventional mineral and chemical processing The process is particularly suitable for brine with high levels of dissolved sulphate potassium and magnesium salts and can be operated at a commercial scale (Ahmed et al 2001 2003) Ahmed et al 2003 did not implement the feasibility study experimentally Sedivy 2000 describes the THERMOSAL salt processing technology developed at Sales Monzon in Spain as an option for the enhancement of natural evaporation of brine in open ponds through the use of residual waste heat When combined with SALEX salt purification process the process is the economic alternative to vacuum crystallization for production of top quality industrial and food grade salt The process is applicable whenever the raw salt is available as brine Domestic and commercial salts have been produced from geothermal brines in Iceland using the vacuum evaporation technique with the geothermal wells being the source of salt-brine and process steam Specifically multiple effect evaporation is used to concentrate the brine before crystallization (Kristjaacutensson 1992) A refrigerator heat pump desalination scheme has been used for recovery of fresh water and salt from sea water as proposed by Reali 1984 In the investigation sea water was continuously refilled in a salt-water chamber via atmospheric pressure Evaporation of the sea water into a vacuum chamber was done hence allowing the water vapour to condense on top of the fresh water chamber while the salt precipitated at the bottom of the evaporation chamber
11
The evaporation and cooling technique has also been used as an initial or final stage in the recovery of salts from lake brine and sea waters and for disposal of the effluent from desalination plants (Vergara-Edwards and Parada-Frederick 1983 Al-Harahsheh and Al-Itawi 2005 Ravizky and Nadav 2007) An advanced solar dryer has been demonstrated to optimize the recovery of salts from brine effluent of a desalination plant (Pereira et al 2007) A number of processes for salt recovery based on the evaporation and cooling technique have been developed Winkler 1985 developed a process for the treatment of brine elutriate drawn off after evaporation of the brine at an elevated temperature in order to separate some of the sodium chloride In the investigation crude brine containing sodium sulphate and potassium chloride is cooled in a chamber whereby NaCl KCl and Na2SO4 salt mixture is separated off by crystallization The remaining parent solution can be returned for renewed evaporation to recover NaCl without disturbing the equalized balance of the secondary salts in the brine to be processed The NaCl present in the mixture is recovered by deposition with refrigerated water and separation of Na2SO4 Ninawe and Breton 1989 invented a process for the production of salt in which sodium chloride is crystallized in form of spheres by evaporation of sodium chloride brine and the spheres obtained are then broken up The salt produced by the process is particularly suitable for the food industry Extension of the research by Ninawe et al 2004 developed a process for the production of sodium chloride crystals from sodium chloride brine contaminated by potassium chloride and sulphate ions In their research a calcium compound is added to brine to crystallize Glauberite (Na2CaSO4)2 which is isolated The resulting solution is then subjected to evaporation in order to crystallize sodium chloride which is then collected and the mother liquor from the crystallization is subjected to cooling hence crystallization of Glaserite (K3Na(SO4)2) Vohra et al 2004 developed a process for recovery of common salt potassium chloride concentrated magnesium chloride with enriched bromide and high purity magnesia from brine in an integrated manner Chirico 1979 also presented a continuous process for the recovery of chemicals in saline water which involves converting the sulphates in the saline water feed to sodium sulphate separating and recovering in the oxide forms essentially all of the magnesium and calcium from the saline water feed preparation of sodium chloride fortified solution by mixing the feed with recycled sodium chloride crystallizing and re-crystallizing and then separating sodium chloride crystals in two evaporative crystallization processes 42 Eutectic Freezing Crystallization The eutectic freezing crystallization separates aqueous solutions of inorganic solutions into pure water and pure salt (Van der Ham et al 1999) The process is characterized by operation near the eutectic point of the solution where both ice and salt crystallize simultaneously (Vaessen et al 2003) Figure 8 shows a typical EFC process scheme
12
Figure 8 Schematic representation of EFC for production of pure water and salt from
waste or process streams (Van der Ham 1998) Compared with the conventional evaporation and cooling techniques this process is capable of reducing energy costs by up to 70 However the high investment costs together with the scale limitations make the process unfavourable but can be overcome with time (Van der Ham et al 1998) Experimental investigations of the eutectic temperatures of various proportions of ions commonly found in natural waters show that the process operates well at temperatures not lower than -25oC (Bardurn and Manudhane 1979) The process has been used to demonstrate separation of ice and KCl crystals from brine based on the direct cooling technique (Stepakoff et al 1974) In another investigation Van der Ham et al 2004 demonstrated separation of ice from CuSO45H20 crystals in a cooled disk column crystallizer based on indirect cooling The process has also been applied at an industrial scale to study the recovery of purified MgSO4H2O from a magnesium sulphate industrial stream emitted from a flue gas desulphurization process (Himawan et al 2006) Experimental techniques have also been used to validate theoretical models developed for predicting alternative pathways for seawater freezing and crystallization (Marion et al1999) However according to Westphal et al 2010 the freezing process for the production of salt from saline water has not got practical importance 5 Membrane processes These processes use a selective synthetic polymeric membrane or resin to recover dissolved salts when subjected to a pressure gradient or an electrical potential across the membrane surface This technique is currently used in RO and EDEDR Other pressure driven membrane processes similar to the RO principle are Ultrafiltration (UF) and Nanofiltration (NF) EDEDR is an electro-membrane process 51 Pressure driven membrane processes Osmosis is the transfer of water through a semi-permeable membrane from a lowly concentrated to a highly concentrated solution until an equilibrium osmotic pressure is achieved In the RO process pressure greater than the osmotic pressure is applied to the
13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

3
The objective of this study is to gain an understanding of the available salt mining and extraction technologies determine the previous and current state of research in the salt recovery techniques highlighting benefits and limitations of the processes with a view to devise suitable practical and sustainable methodologies that could be implemented in order to realize the commercial potential of Lake Katwe salt raw materials 2 Lake Katwe general characteristics
21 Location and Access
Lake Katwe is the largest of the eight saline crater lakes within the Katwe-Kikorongo volcanic field in Western Uganda and situated on the floor of the western rift valley and south-east of the Rwenzori mountains (Figure 1) Preliminary investigative fieldwork studies indicate that the lake contains the best salt reserves evident in its brines and evaporate deposits There are 225 million tonnes of crystalline salts in Lake Katwe which can sustain a plant for over 30 years at 40000 tonnesa NaCl production (UDC 1997)
Figure 1 Location of Katwe salt deposit and surrounding areas (Hinton 2011)
Apart from Lake Katwe it is reported that limited quantities of salt for human and animal consumption have been extracted from the hot spring waters at Lake Kibiro located in the Albertine region and at Lake Kasenyi on the shores of Lake George At Kibiro salt is produced from the waters of the spring and the saline muds around the lake Reserves for industrial salts such as Trona also occur at Katwe Kasenyi and Kibiro respectively They however exist on a larger scale at Lake Katwe and Kasenyi (Mathers 1994) 22 Geological setting
The salt lake lies on the floor of an explosion crater formed in tuffs with about 230 meters of rock separating Lake Edward from the crater at the closest point The explosion crater ejected pyroclastics tuffs with abundant granite and gneissic rocks from the basement which dominate the area (Figure 2) The volcanic rocks are mainly composed of pyroclastics and
4
ultramafic xenoliths which are deposited on the extensive Pleistocene lacustrine and fluvial Kaiso beds and in some places directly on Precambrian rocks The salinity of Lake Katwe and the other closed saline lakes is derived mainly by evaporative concentration of mineral spring waters (Arad and Morton 1969) The saline spring waters filled the crater during Pleistocene vulcanism Suggestions have indicated that salt has also been leached out of the surrounding tuffs by water percolating from Lake Edward into Katwe crater which lies about 30 m below the fresh lake level (Barnes 1961)
Figure 2 The geology of the Katwe-Kikorongo volcanic field and surroundings
(Bahati and Natukunda 2008)
23 Climate
Although there is not much detailed meteorological data available the region experiences two dry seasons between January to March and July to September every year It is within these periods that salt is traditionally mined and extracted from the lake
24 Chemistry of the deposit
A number of studies have been done on the Lake Katwe salt deposit mainly in the chemistry of the mineral springs feasibility of commercial production through estimation of the salt reserves and chemical characterization of the salt resources
Arad and Morton 1969 investigated the mineral springs and saline lakes of the Western rift valley Analysis of the brine samples from various depths in the evaporite deposit at Lake Katwe reported various concentrations in the solutes Interstitial brines from over 6 meters deep were poorer in K+ Cl- and Br+ than those near the surface at about 2 meters from the top of the deposit There was also a high proportion of sodium carbonate and bicarbonate in the evaporate deposit In addition the mineral waters within the region possess relatively high
5
sulphate contents as compared to those of the Eastern Rift They also possess lower fluoride contents hence suitable for usage in production of food grade salt In another investigation Morton 1969 carried out a sample chemical analysis of salt grades produced at the lake It was observed that Lake Katwe salt varies in composition due to presence of a number of impurities It was observed from the analyses that the chief minerals present in the Lake Katwe salts were Halite (NaCl) Hanksite (9Na2SO42Na2CO3KCl) Burkeite (Na2CO32Na2SO4) and Trona (Na2CO3NaHCO32H2O) Indeed composition varies considerably even within the same grades of the salts produced The best quality (No1) salt grade contains over 90 NaCl but the remainder contains as much as 50 of Na2CO3 Na2SO4 KCl and mud No purification was carried out as the complex chemistry of the deposit prevents this from being done by simple methods (Dixon and Morton 1970) Morton 1973 reported systematic sampling of the Lake Katwe brine done in 1967 at different depths of the lake both in the dry and wet season respectively It was noted that the salt lake brine had its ion composition mainly dominated by Na+ and Cl- with lesser amounts of SO4
2- K+ and CO3
2- ions Furthermore it was noted that the compositional extremes resulted from the effects of dilution during the wet and evaporation during the dry season There was no determination of the mean ion concentration of the salt lake brine in a yearly cycle and thus no detailed study was done to determine the mineralogical and chemical composition of the raw material Nielsen and Dahi 1995 carried out a study on the fluoride contamination and mineralogical composition of a rock salt sample from Lake Katwe Through chemical and mineralogical analysis it was concluded that the salt lake contains no fluoride holding minerals This was attributed to a very low fluoride concentration of about 002 mgg In addition the salt lake raw material also consists of Trona mixed with Burkeite and Halite The evaporite from Lake Katwe contains much more halite than that from other saline lakes in East Africa such as Lake Natron and Lake Magadi This is attributed to the high chloride concentration of Lake Katwe brine which have an equivalent ClTAL ratio of 2-3 as compared to 023-10 for Lake Magadi and Lake Natron brines
3 Salt extraction technologies To date several technologies can be used to extract valuable domestic and commercial salts and minerals from saline water Based on the type of separation process the technologies are classified into four categories
(a) Thermal processes These are phase change processes involving use of thermal energy to evaporate feed water to generate steam which is then condensed a process known as distillation Alternatively saline water is frozen followed by the separation of pure ice and salts Distillation can use any heating source such as fossil fuels nuclear energy with solar energy being a low-tech option Application of this technique includes solar distillation (SD) multi-effect distillation (MED) or multiple effect evaporation (MEE) multi-stage flash distillation (MSF) mechanical vapour compression (MVC) eutectic freezing crystallization (EFC) and open pan boilers
6
(b)Membrane processes They involve separation of dissolved salts from the feed water by mechanical or chemicalelectrical means using a selective membrane barrier between the feed water and product This principle is applied in Reverse Osmosis (RO) and Electro-dialysisElectro-dialysis Reversal (EDEDR) These processes do not lead to a phase change
(c) Chemical change processes These involve application of chemical techniques to extract salts from feed water The principle is applied in the ion exchange reactive precipitation and calcination processes
(d)Hybrid processes They involve combination of the above processes in a single unit
or in sequential unit or in sequential steps Examples include membrane distillation (MD) membrane crystallization (MCr) RO with MSF or MED (Gude et al 2010)
In the salt crystallization plants saturated brine or rock salt and solar salt can be used as a raw material for the process A summary of the possible processes for the production of crystallized salt based on rock salt deposits is shown in Figure 3 Processes that are used in the production of vacuum salt from sea water or lake brines as a raw material are also shown in Figure 4 The present technologies together with emerging technologies for salt production are discussed next
Figure 3 Processes for production of crystallized salt based on rock salt deposits
(Westphal et al 2010)
7
Figure 4 Processes for salt production from brine (Westphal et al 2010)
4 Thermal processes 41 Distillation Several forms of distillation are used for salt recovery and are classified into conventional and commercial salt production techniques Processing methods other than solar evaporation are used commercially in the production of salts usually in the making of refined (table salt) and purification of crude salt These involve MSF MEE MVC and open pan boilers Such techniques are used to make refined salt in many countries where the climate is temperate or cold (Aral et al 2004) The operating principle behind these processes is that the vapour pressure of the feed water within the unit is lowered for boiling to occur at lower temperatures without further heat addition Conventional distillation Solar distillation of saline water is a conventional salt production process practised widely all over the world It is a simple operation carried out in specially designed shallow salt pans or ponds It is within the shallow ponds that the sun evaporates most of the water Within the ponds brine from the sea or lake evaporates due to the effects of the sun and wind followed by the crystallization process Here the salt crystals begin to grow to a point when the salt layer is thick enough for harvesting After harvesting the salts are washed to meet the required standards and stockpiled to drain and dewater Notable areas where the method is predominantly used for salt production on a large scale include Great Salt Lake in the United States Dead Sea in Jordan and Salar de Atacama in Chile (Aral et al 2004) Open pan evaporation is another conventional salt production technique involving addition of heat in open pans The large and shallow open pans or boilers are made in dimensions of 6 m x 12 m x 1 m Evaporated salt forms on the brine surface supported by surface tension This
8
is an outdated technology that was replaced by wood burning furnaces which have also been observed to be unsustainable in terms of the energy use (Bauschlicher 1983) Commercial distillation The Multi-Stage Flash process is based on the principle where saline feed water is heated and evaporated by pressure reduction as opposed to temperature increment It involves regenerative heating where saline water flashing in each flash stage gives up some of its heat to the saline water going through the flashing process Heated water from an initial stage passes to another stage at a lower pressure hence forming vapour which is led off and condensed to pure water using cold brine which feeds the first heating stage Concentrated brine is then passed to a second chamber at a lower pressure hence more water evaporates with vapour being condensed The principle of operation of the process is shown in Figure 5 The process is repeated through other stages up to atmospheric pressure It can contain from 4 to about 40 stages The process is considered to be the most reliable and most widely used Recrystallization is a similar technique as MSF involving saturation of under saturated re-circulating brine with solid solar or rock salt at about 100oC and fed downstream to several flash crystallizers (Westphal et al 2010)
Figure 5 Schematic diagram of a basic multi-stage flash (MSF) system (Evans and Miller 2002)
Multiple Effect Evaporation is similar to Multi Stage Flash in principle except that energy from an external source is used to heat up the saline water in only the initial stage The resulting vapour or steam is used in the subsequent stages to evaporate the water and the brine is used to cool and condense the vapour in each successive stages hence having a temperature fall across each stage (Figure 6)
9
Figure 6 Schematic diagram of multiple-effect evaporation technique (Hartzikioseyian et al 2011)
In the Mechanical Vapour Compression process the heat for evaporation of the saline water comes from the evaporator The process operates on the principle of compressing vapour to increase its temperature and pressure The saline water feed is heated by steam and part of it is vapourised A mechanical compressor and a steam jet are used to condense water vapour which produces sufficient heat to evaporate the incoming saline feed water (Figure 7)
Figure 7 Schematic diagram of a mechanical vapour-compression system (Evans and Miller 2002)
Multiple distillation methods have been used to extract salts from a salt lake as reported by Kilic and Kilic 2005 In their study sodium chloride (NaCl) was produced from the lake
10
brine through evaporation up to a specific gravity of 1240 This was followed by cooling to -10oC thus forming Thenardite and Bloedite Further evaporation produced Carnalite Halite Langbeinite and Sylivite At the last stage Bischofite and Kieserite were obtained The same technique demonstrated by Nie et al 2009 recovered salts from a salt lake using multiple isothermal evaporation technique at 25oC In another similar laboratory investigation Wang et al 2011 performed multiple-evaporation after freezing of salt lake brine to recover salts In their study brine was first frozen at 26315plusmn02 K for a period of two days to a specific gravity of 11115 gcm3 where Natron (NaCO310H20) and Hydrohalite (NaCl2H2O) precipitated Isothermal evaporation at 28815plusmn02 K was then performed on the mother liquor to recover more salts with increasing specific gravities In previous studies salts have been recovered from desalination plants effluent using this technique Mohammadesmaeili et al 2010 recovered mixed salts through isothermal evaporation of RO concentrate Specifically sodium sulphate sodium chloride and potassium salts were produced through continuous evaporation of the desalination concentrate The feedstock concentrate had been previously treated with a lime-soda process before evaporation In addition isothermal and isobaric evaporation of reject brine of a desalination plant has also been carried out to recover various salts for industry and agriculture Various salts such as NaCl KCl CaSO4 MgSO47H2O were recovered from the process (Hajbi et al 2009 2011) Further research studies have also demonstrated the feasibility of extracting commercial salts from saline effluent using the SAL-PROC technology SAL-PROC is an integrated process for the selective recovery of dissolved elements from saline waters in the form of valuable salt minerals slurries and liquid compounds It involves controlled chemical reactions in combination with evaporation andor cooling stages thus causing precipitation and crystallization followed by conventional mineral and chemical processing The process is particularly suitable for brine with high levels of dissolved sulphate potassium and magnesium salts and can be operated at a commercial scale (Ahmed et al 2001 2003) Ahmed et al 2003 did not implement the feasibility study experimentally Sedivy 2000 describes the THERMOSAL salt processing technology developed at Sales Monzon in Spain as an option for the enhancement of natural evaporation of brine in open ponds through the use of residual waste heat When combined with SALEX salt purification process the process is the economic alternative to vacuum crystallization for production of top quality industrial and food grade salt The process is applicable whenever the raw salt is available as brine Domestic and commercial salts have been produced from geothermal brines in Iceland using the vacuum evaporation technique with the geothermal wells being the source of salt-brine and process steam Specifically multiple effect evaporation is used to concentrate the brine before crystallization (Kristjaacutensson 1992) A refrigerator heat pump desalination scheme has been used for recovery of fresh water and salt from sea water as proposed by Reali 1984 In the investigation sea water was continuously refilled in a salt-water chamber via atmospheric pressure Evaporation of the sea water into a vacuum chamber was done hence allowing the water vapour to condense on top of the fresh water chamber while the salt precipitated at the bottom of the evaporation chamber
11
The evaporation and cooling technique has also been used as an initial or final stage in the recovery of salts from lake brine and sea waters and for disposal of the effluent from desalination plants (Vergara-Edwards and Parada-Frederick 1983 Al-Harahsheh and Al-Itawi 2005 Ravizky and Nadav 2007) An advanced solar dryer has been demonstrated to optimize the recovery of salts from brine effluent of a desalination plant (Pereira et al 2007) A number of processes for salt recovery based on the evaporation and cooling technique have been developed Winkler 1985 developed a process for the treatment of brine elutriate drawn off after evaporation of the brine at an elevated temperature in order to separate some of the sodium chloride In the investigation crude brine containing sodium sulphate and potassium chloride is cooled in a chamber whereby NaCl KCl and Na2SO4 salt mixture is separated off by crystallization The remaining parent solution can be returned for renewed evaporation to recover NaCl without disturbing the equalized balance of the secondary salts in the brine to be processed The NaCl present in the mixture is recovered by deposition with refrigerated water and separation of Na2SO4 Ninawe and Breton 1989 invented a process for the production of salt in which sodium chloride is crystallized in form of spheres by evaporation of sodium chloride brine and the spheres obtained are then broken up The salt produced by the process is particularly suitable for the food industry Extension of the research by Ninawe et al 2004 developed a process for the production of sodium chloride crystals from sodium chloride brine contaminated by potassium chloride and sulphate ions In their research a calcium compound is added to brine to crystallize Glauberite (Na2CaSO4)2 which is isolated The resulting solution is then subjected to evaporation in order to crystallize sodium chloride which is then collected and the mother liquor from the crystallization is subjected to cooling hence crystallization of Glaserite (K3Na(SO4)2) Vohra et al 2004 developed a process for recovery of common salt potassium chloride concentrated magnesium chloride with enriched bromide and high purity magnesia from brine in an integrated manner Chirico 1979 also presented a continuous process for the recovery of chemicals in saline water which involves converting the sulphates in the saline water feed to sodium sulphate separating and recovering in the oxide forms essentially all of the magnesium and calcium from the saline water feed preparation of sodium chloride fortified solution by mixing the feed with recycled sodium chloride crystallizing and re-crystallizing and then separating sodium chloride crystals in two evaporative crystallization processes 42 Eutectic Freezing Crystallization The eutectic freezing crystallization separates aqueous solutions of inorganic solutions into pure water and pure salt (Van der Ham et al 1999) The process is characterized by operation near the eutectic point of the solution where both ice and salt crystallize simultaneously (Vaessen et al 2003) Figure 8 shows a typical EFC process scheme
12
Figure 8 Schematic representation of EFC for production of pure water and salt from
waste or process streams (Van der Ham 1998) Compared with the conventional evaporation and cooling techniques this process is capable of reducing energy costs by up to 70 However the high investment costs together with the scale limitations make the process unfavourable but can be overcome with time (Van der Ham et al 1998) Experimental investigations of the eutectic temperatures of various proportions of ions commonly found in natural waters show that the process operates well at temperatures not lower than -25oC (Bardurn and Manudhane 1979) The process has been used to demonstrate separation of ice and KCl crystals from brine based on the direct cooling technique (Stepakoff et al 1974) In another investigation Van der Ham et al 2004 demonstrated separation of ice from CuSO45H20 crystals in a cooled disk column crystallizer based on indirect cooling The process has also been applied at an industrial scale to study the recovery of purified MgSO4H2O from a magnesium sulphate industrial stream emitted from a flue gas desulphurization process (Himawan et al 2006) Experimental techniques have also been used to validate theoretical models developed for predicting alternative pathways for seawater freezing and crystallization (Marion et al1999) However according to Westphal et al 2010 the freezing process for the production of salt from saline water has not got practical importance 5 Membrane processes These processes use a selective synthetic polymeric membrane or resin to recover dissolved salts when subjected to a pressure gradient or an electrical potential across the membrane surface This technique is currently used in RO and EDEDR Other pressure driven membrane processes similar to the RO principle are Ultrafiltration (UF) and Nanofiltration (NF) EDEDR is an electro-membrane process 51 Pressure driven membrane processes Osmosis is the transfer of water through a semi-permeable membrane from a lowly concentrated to a highly concentrated solution until an equilibrium osmotic pressure is achieved In the RO process pressure greater than the osmotic pressure is applied to the
13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

4
ultramafic xenoliths which are deposited on the extensive Pleistocene lacustrine and fluvial Kaiso beds and in some places directly on Precambrian rocks The salinity of Lake Katwe and the other closed saline lakes is derived mainly by evaporative concentration of mineral spring waters (Arad and Morton 1969) The saline spring waters filled the crater during Pleistocene vulcanism Suggestions have indicated that salt has also been leached out of the surrounding tuffs by water percolating from Lake Edward into Katwe crater which lies about 30 m below the fresh lake level (Barnes 1961)
Figure 2 The geology of the Katwe-Kikorongo volcanic field and surroundings
(Bahati and Natukunda 2008)
23 Climate
Although there is not much detailed meteorological data available the region experiences two dry seasons between January to March and July to September every year It is within these periods that salt is traditionally mined and extracted from the lake
24 Chemistry of the deposit
A number of studies have been done on the Lake Katwe salt deposit mainly in the chemistry of the mineral springs feasibility of commercial production through estimation of the salt reserves and chemical characterization of the salt resources
Arad and Morton 1969 investigated the mineral springs and saline lakes of the Western rift valley Analysis of the brine samples from various depths in the evaporite deposit at Lake Katwe reported various concentrations in the solutes Interstitial brines from over 6 meters deep were poorer in K+ Cl- and Br+ than those near the surface at about 2 meters from the top of the deposit There was also a high proportion of sodium carbonate and bicarbonate in the evaporate deposit In addition the mineral waters within the region possess relatively high
5
sulphate contents as compared to those of the Eastern Rift They also possess lower fluoride contents hence suitable for usage in production of food grade salt In another investigation Morton 1969 carried out a sample chemical analysis of salt grades produced at the lake It was observed that Lake Katwe salt varies in composition due to presence of a number of impurities It was observed from the analyses that the chief minerals present in the Lake Katwe salts were Halite (NaCl) Hanksite (9Na2SO42Na2CO3KCl) Burkeite (Na2CO32Na2SO4) and Trona (Na2CO3NaHCO32H2O) Indeed composition varies considerably even within the same grades of the salts produced The best quality (No1) salt grade contains over 90 NaCl but the remainder contains as much as 50 of Na2CO3 Na2SO4 KCl and mud No purification was carried out as the complex chemistry of the deposit prevents this from being done by simple methods (Dixon and Morton 1970) Morton 1973 reported systematic sampling of the Lake Katwe brine done in 1967 at different depths of the lake both in the dry and wet season respectively It was noted that the salt lake brine had its ion composition mainly dominated by Na+ and Cl- with lesser amounts of SO4
2- K+ and CO3
2- ions Furthermore it was noted that the compositional extremes resulted from the effects of dilution during the wet and evaporation during the dry season There was no determination of the mean ion concentration of the salt lake brine in a yearly cycle and thus no detailed study was done to determine the mineralogical and chemical composition of the raw material Nielsen and Dahi 1995 carried out a study on the fluoride contamination and mineralogical composition of a rock salt sample from Lake Katwe Through chemical and mineralogical analysis it was concluded that the salt lake contains no fluoride holding minerals This was attributed to a very low fluoride concentration of about 002 mgg In addition the salt lake raw material also consists of Trona mixed with Burkeite and Halite The evaporite from Lake Katwe contains much more halite than that from other saline lakes in East Africa such as Lake Natron and Lake Magadi This is attributed to the high chloride concentration of Lake Katwe brine which have an equivalent ClTAL ratio of 2-3 as compared to 023-10 for Lake Magadi and Lake Natron brines
3 Salt extraction technologies To date several technologies can be used to extract valuable domestic and commercial salts and minerals from saline water Based on the type of separation process the technologies are classified into four categories
(a) Thermal processes These are phase change processes involving use of thermal energy to evaporate feed water to generate steam which is then condensed a process known as distillation Alternatively saline water is frozen followed by the separation of pure ice and salts Distillation can use any heating source such as fossil fuels nuclear energy with solar energy being a low-tech option Application of this technique includes solar distillation (SD) multi-effect distillation (MED) or multiple effect evaporation (MEE) multi-stage flash distillation (MSF) mechanical vapour compression (MVC) eutectic freezing crystallization (EFC) and open pan boilers
6
(b)Membrane processes They involve separation of dissolved salts from the feed water by mechanical or chemicalelectrical means using a selective membrane barrier between the feed water and product This principle is applied in Reverse Osmosis (RO) and Electro-dialysisElectro-dialysis Reversal (EDEDR) These processes do not lead to a phase change
(c) Chemical change processes These involve application of chemical techniques to extract salts from feed water The principle is applied in the ion exchange reactive precipitation and calcination processes
(d)Hybrid processes They involve combination of the above processes in a single unit
or in sequential unit or in sequential steps Examples include membrane distillation (MD) membrane crystallization (MCr) RO with MSF or MED (Gude et al 2010)
In the salt crystallization plants saturated brine or rock salt and solar salt can be used as a raw material for the process A summary of the possible processes for the production of crystallized salt based on rock salt deposits is shown in Figure 3 Processes that are used in the production of vacuum salt from sea water or lake brines as a raw material are also shown in Figure 4 The present technologies together with emerging technologies for salt production are discussed next
Figure 3 Processes for production of crystallized salt based on rock salt deposits
(Westphal et al 2010)
7
Figure 4 Processes for salt production from brine (Westphal et al 2010)
4 Thermal processes 41 Distillation Several forms of distillation are used for salt recovery and are classified into conventional and commercial salt production techniques Processing methods other than solar evaporation are used commercially in the production of salts usually in the making of refined (table salt) and purification of crude salt These involve MSF MEE MVC and open pan boilers Such techniques are used to make refined salt in many countries where the climate is temperate or cold (Aral et al 2004) The operating principle behind these processes is that the vapour pressure of the feed water within the unit is lowered for boiling to occur at lower temperatures without further heat addition Conventional distillation Solar distillation of saline water is a conventional salt production process practised widely all over the world It is a simple operation carried out in specially designed shallow salt pans or ponds It is within the shallow ponds that the sun evaporates most of the water Within the ponds brine from the sea or lake evaporates due to the effects of the sun and wind followed by the crystallization process Here the salt crystals begin to grow to a point when the salt layer is thick enough for harvesting After harvesting the salts are washed to meet the required standards and stockpiled to drain and dewater Notable areas where the method is predominantly used for salt production on a large scale include Great Salt Lake in the United States Dead Sea in Jordan and Salar de Atacama in Chile (Aral et al 2004) Open pan evaporation is another conventional salt production technique involving addition of heat in open pans The large and shallow open pans or boilers are made in dimensions of 6 m x 12 m x 1 m Evaporated salt forms on the brine surface supported by surface tension This
8
is an outdated technology that was replaced by wood burning furnaces which have also been observed to be unsustainable in terms of the energy use (Bauschlicher 1983) Commercial distillation The Multi-Stage Flash process is based on the principle where saline feed water is heated and evaporated by pressure reduction as opposed to temperature increment It involves regenerative heating where saline water flashing in each flash stage gives up some of its heat to the saline water going through the flashing process Heated water from an initial stage passes to another stage at a lower pressure hence forming vapour which is led off and condensed to pure water using cold brine which feeds the first heating stage Concentrated brine is then passed to a second chamber at a lower pressure hence more water evaporates with vapour being condensed The principle of operation of the process is shown in Figure 5 The process is repeated through other stages up to atmospheric pressure It can contain from 4 to about 40 stages The process is considered to be the most reliable and most widely used Recrystallization is a similar technique as MSF involving saturation of under saturated re-circulating brine with solid solar or rock salt at about 100oC and fed downstream to several flash crystallizers (Westphal et al 2010)
Figure 5 Schematic diagram of a basic multi-stage flash (MSF) system (Evans and Miller 2002)
Multiple Effect Evaporation is similar to Multi Stage Flash in principle except that energy from an external source is used to heat up the saline water in only the initial stage The resulting vapour or steam is used in the subsequent stages to evaporate the water and the brine is used to cool and condense the vapour in each successive stages hence having a temperature fall across each stage (Figure 6)
9
Figure 6 Schematic diagram of multiple-effect evaporation technique (Hartzikioseyian et al 2011)
In the Mechanical Vapour Compression process the heat for evaporation of the saline water comes from the evaporator The process operates on the principle of compressing vapour to increase its temperature and pressure The saline water feed is heated by steam and part of it is vapourised A mechanical compressor and a steam jet are used to condense water vapour which produces sufficient heat to evaporate the incoming saline feed water (Figure 7)
Figure 7 Schematic diagram of a mechanical vapour-compression system (Evans and Miller 2002)
Multiple distillation methods have been used to extract salts from a salt lake as reported by Kilic and Kilic 2005 In their study sodium chloride (NaCl) was produced from the lake
10
brine through evaporation up to a specific gravity of 1240 This was followed by cooling to -10oC thus forming Thenardite and Bloedite Further evaporation produced Carnalite Halite Langbeinite and Sylivite At the last stage Bischofite and Kieserite were obtained The same technique demonstrated by Nie et al 2009 recovered salts from a salt lake using multiple isothermal evaporation technique at 25oC In another similar laboratory investigation Wang et al 2011 performed multiple-evaporation after freezing of salt lake brine to recover salts In their study brine was first frozen at 26315plusmn02 K for a period of two days to a specific gravity of 11115 gcm3 where Natron (NaCO310H20) and Hydrohalite (NaCl2H2O) precipitated Isothermal evaporation at 28815plusmn02 K was then performed on the mother liquor to recover more salts with increasing specific gravities In previous studies salts have been recovered from desalination plants effluent using this technique Mohammadesmaeili et al 2010 recovered mixed salts through isothermal evaporation of RO concentrate Specifically sodium sulphate sodium chloride and potassium salts were produced through continuous evaporation of the desalination concentrate The feedstock concentrate had been previously treated with a lime-soda process before evaporation In addition isothermal and isobaric evaporation of reject brine of a desalination plant has also been carried out to recover various salts for industry and agriculture Various salts such as NaCl KCl CaSO4 MgSO47H2O were recovered from the process (Hajbi et al 2009 2011) Further research studies have also demonstrated the feasibility of extracting commercial salts from saline effluent using the SAL-PROC technology SAL-PROC is an integrated process for the selective recovery of dissolved elements from saline waters in the form of valuable salt minerals slurries and liquid compounds It involves controlled chemical reactions in combination with evaporation andor cooling stages thus causing precipitation and crystallization followed by conventional mineral and chemical processing The process is particularly suitable for brine with high levels of dissolved sulphate potassium and magnesium salts and can be operated at a commercial scale (Ahmed et al 2001 2003) Ahmed et al 2003 did not implement the feasibility study experimentally Sedivy 2000 describes the THERMOSAL salt processing technology developed at Sales Monzon in Spain as an option for the enhancement of natural evaporation of brine in open ponds through the use of residual waste heat When combined with SALEX salt purification process the process is the economic alternative to vacuum crystallization for production of top quality industrial and food grade salt The process is applicable whenever the raw salt is available as brine Domestic and commercial salts have been produced from geothermal brines in Iceland using the vacuum evaporation technique with the geothermal wells being the source of salt-brine and process steam Specifically multiple effect evaporation is used to concentrate the brine before crystallization (Kristjaacutensson 1992) A refrigerator heat pump desalination scheme has been used for recovery of fresh water and salt from sea water as proposed by Reali 1984 In the investigation sea water was continuously refilled in a salt-water chamber via atmospheric pressure Evaporation of the sea water into a vacuum chamber was done hence allowing the water vapour to condense on top of the fresh water chamber while the salt precipitated at the bottom of the evaporation chamber
11
The evaporation and cooling technique has also been used as an initial or final stage in the recovery of salts from lake brine and sea waters and for disposal of the effluent from desalination plants (Vergara-Edwards and Parada-Frederick 1983 Al-Harahsheh and Al-Itawi 2005 Ravizky and Nadav 2007) An advanced solar dryer has been demonstrated to optimize the recovery of salts from brine effluent of a desalination plant (Pereira et al 2007) A number of processes for salt recovery based on the evaporation and cooling technique have been developed Winkler 1985 developed a process for the treatment of brine elutriate drawn off after evaporation of the brine at an elevated temperature in order to separate some of the sodium chloride In the investigation crude brine containing sodium sulphate and potassium chloride is cooled in a chamber whereby NaCl KCl and Na2SO4 salt mixture is separated off by crystallization The remaining parent solution can be returned for renewed evaporation to recover NaCl without disturbing the equalized balance of the secondary salts in the brine to be processed The NaCl present in the mixture is recovered by deposition with refrigerated water and separation of Na2SO4 Ninawe and Breton 1989 invented a process for the production of salt in which sodium chloride is crystallized in form of spheres by evaporation of sodium chloride brine and the spheres obtained are then broken up The salt produced by the process is particularly suitable for the food industry Extension of the research by Ninawe et al 2004 developed a process for the production of sodium chloride crystals from sodium chloride brine contaminated by potassium chloride and sulphate ions In their research a calcium compound is added to brine to crystallize Glauberite (Na2CaSO4)2 which is isolated The resulting solution is then subjected to evaporation in order to crystallize sodium chloride which is then collected and the mother liquor from the crystallization is subjected to cooling hence crystallization of Glaserite (K3Na(SO4)2) Vohra et al 2004 developed a process for recovery of common salt potassium chloride concentrated magnesium chloride with enriched bromide and high purity magnesia from brine in an integrated manner Chirico 1979 also presented a continuous process for the recovery of chemicals in saline water which involves converting the sulphates in the saline water feed to sodium sulphate separating and recovering in the oxide forms essentially all of the magnesium and calcium from the saline water feed preparation of sodium chloride fortified solution by mixing the feed with recycled sodium chloride crystallizing and re-crystallizing and then separating sodium chloride crystals in two evaporative crystallization processes 42 Eutectic Freezing Crystallization The eutectic freezing crystallization separates aqueous solutions of inorganic solutions into pure water and pure salt (Van der Ham et al 1999) The process is characterized by operation near the eutectic point of the solution where both ice and salt crystallize simultaneously (Vaessen et al 2003) Figure 8 shows a typical EFC process scheme
12
Figure 8 Schematic representation of EFC for production of pure water and salt from
waste or process streams (Van der Ham 1998) Compared with the conventional evaporation and cooling techniques this process is capable of reducing energy costs by up to 70 However the high investment costs together with the scale limitations make the process unfavourable but can be overcome with time (Van der Ham et al 1998) Experimental investigations of the eutectic temperatures of various proportions of ions commonly found in natural waters show that the process operates well at temperatures not lower than -25oC (Bardurn and Manudhane 1979) The process has been used to demonstrate separation of ice and KCl crystals from brine based on the direct cooling technique (Stepakoff et al 1974) In another investigation Van der Ham et al 2004 demonstrated separation of ice from CuSO45H20 crystals in a cooled disk column crystallizer based on indirect cooling The process has also been applied at an industrial scale to study the recovery of purified MgSO4H2O from a magnesium sulphate industrial stream emitted from a flue gas desulphurization process (Himawan et al 2006) Experimental techniques have also been used to validate theoretical models developed for predicting alternative pathways for seawater freezing and crystallization (Marion et al1999) However according to Westphal et al 2010 the freezing process for the production of salt from saline water has not got practical importance 5 Membrane processes These processes use a selective synthetic polymeric membrane or resin to recover dissolved salts when subjected to a pressure gradient or an electrical potential across the membrane surface This technique is currently used in RO and EDEDR Other pressure driven membrane processes similar to the RO principle are Ultrafiltration (UF) and Nanofiltration (NF) EDEDR is an electro-membrane process 51 Pressure driven membrane processes Osmosis is the transfer of water through a semi-permeable membrane from a lowly concentrated to a highly concentrated solution until an equilibrium osmotic pressure is achieved In the RO process pressure greater than the osmotic pressure is applied to the
13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

5
sulphate contents as compared to those of the Eastern Rift They also possess lower fluoride contents hence suitable for usage in production of food grade salt In another investigation Morton 1969 carried out a sample chemical analysis of salt grades produced at the lake It was observed that Lake Katwe salt varies in composition due to presence of a number of impurities It was observed from the analyses that the chief minerals present in the Lake Katwe salts were Halite (NaCl) Hanksite (9Na2SO42Na2CO3KCl) Burkeite (Na2CO32Na2SO4) and Trona (Na2CO3NaHCO32H2O) Indeed composition varies considerably even within the same grades of the salts produced The best quality (No1) salt grade contains over 90 NaCl but the remainder contains as much as 50 of Na2CO3 Na2SO4 KCl and mud No purification was carried out as the complex chemistry of the deposit prevents this from being done by simple methods (Dixon and Morton 1970) Morton 1973 reported systematic sampling of the Lake Katwe brine done in 1967 at different depths of the lake both in the dry and wet season respectively It was noted that the salt lake brine had its ion composition mainly dominated by Na+ and Cl- with lesser amounts of SO4
2- K+ and CO3
2- ions Furthermore it was noted that the compositional extremes resulted from the effects of dilution during the wet and evaporation during the dry season There was no determination of the mean ion concentration of the salt lake brine in a yearly cycle and thus no detailed study was done to determine the mineralogical and chemical composition of the raw material Nielsen and Dahi 1995 carried out a study on the fluoride contamination and mineralogical composition of a rock salt sample from Lake Katwe Through chemical and mineralogical analysis it was concluded that the salt lake contains no fluoride holding minerals This was attributed to a very low fluoride concentration of about 002 mgg In addition the salt lake raw material also consists of Trona mixed with Burkeite and Halite The evaporite from Lake Katwe contains much more halite than that from other saline lakes in East Africa such as Lake Natron and Lake Magadi This is attributed to the high chloride concentration of Lake Katwe brine which have an equivalent ClTAL ratio of 2-3 as compared to 023-10 for Lake Magadi and Lake Natron brines
3 Salt extraction technologies To date several technologies can be used to extract valuable domestic and commercial salts and minerals from saline water Based on the type of separation process the technologies are classified into four categories
(a) Thermal processes These are phase change processes involving use of thermal energy to evaporate feed water to generate steam which is then condensed a process known as distillation Alternatively saline water is frozen followed by the separation of pure ice and salts Distillation can use any heating source such as fossil fuels nuclear energy with solar energy being a low-tech option Application of this technique includes solar distillation (SD) multi-effect distillation (MED) or multiple effect evaporation (MEE) multi-stage flash distillation (MSF) mechanical vapour compression (MVC) eutectic freezing crystallization (EFC) and open pan boilers
6
(b)Membrane processes They involve separation of dissolved salts from the feed water by mechanical or chemicalelectrical means using a selective membrane barrier between the feed water and product This principle is applied in Reverse Osmosis (RO) and Electro-dialysisElectro-dialysis Reversal (EDEDR) These processes do not lead to a phase change
(c) Chemical change processes These involve application of chemical techniques to extract salts from feed water The principle is applied in the ion exchange reactive precipitation and calcination processes
(d)Hybrid processes They involve combination of the above processes in a single unit
or in sequential unit or in sequential steps Examples include membrane distillation (MD) membrane crystallization (MCr) RO with MSF or MED (Gude et al 2010)
In the salt crystallization plants saturated brine or rock salt and solar salt can be used as a raw material for the process A summary of the possible processes for the production of crystallized salt based on rock salt deposits is shown in Figure 3 Processes that are used in the production of vacuum salt from sea water or lake brines as a raw material are also shown in Figure 4 The present technologies together with emerging technologies for salt production are discussed next
Figure 3 Processes for production of crystallized salt based on rock salt deposits
(Westphal et al 2010)
7
Figure 4 Processes for salt production from brine (Westphal et al 2010)
4 Thermal processes 41 Distillation Several forms of distillation are used for salt recovery and are classified into conventional and commercial salt production techniques Processing methods other than solar evaporation are used commercially in the production of salts usually in the making of refined (table salt) and purification of crude salt These involve MSF MEE MVC and open pan boilers Such techniques are used to make refined salt in many countries where the climate is temperate or cold (Aral et al 2004) The operating principle behind these processes is that the vapour pressure of the feed water within the unit is lowered for boiling to occur at lower temperatures without further heat addition Conventional distillation Solar distillation of saline water is a conventional salt production process practised widely all over the world It is a simple operation carried out in specially designed shallow salt pans or ponds It is within the shallow ponds that the sun evaporates most of the water Within the ponds brine from the sea or lake evaporates due to the effects of the sun and wind followed by the crystallization process Here the salt crystals begin to grow to a point when the salt layer is thick enough for harvesting After harvesting the salts are washed to meet the required standards and stockpiled to drain and dewater Notable areas where the method is predominantly used for salt production on a large scale include Great Salt Lake in the United States Dead Sea in Jordan and Salar de Atacama in Chile (Aral et al 2004) Open pan evaporation is another conventional salt production technique involving addition of heat in open pans The large and shallow open pans or boilers are made in dimensions of 6 m x 12 m x 1 m Evaporated salt forms on the brine surface supported by surface tension This
8
is an outdated technology that was replaced by wood burning furnaces which have also been observed to be unsustainable in terms of the energy use (Bauschlicher 1983) Commercial distillation The Multi-Stage Flash process is based on the principle where saline feed water is heated and evaporated by pressure reduction as opposed to temperature increment It involves regenerative heating where saline water flashing in each flash stage gives up some of its heat to the saline water going through the flashing process Heated water from an initial stage passes to another stage at a lower pressure hence forming vapour which is led off and condensed to pure water using cold brine which feeds the first heating stage Concentrated brine is then passed to a second chamber at a lower pressure hence more water evaporates with vapour being condensed The principle of operation of the process is shown in Figure 5 The process is repeated through other stages up to atmospheric pressure It can contain from 4 to about 40 stages The process is considered to be the most reliable and most widely used Recrystallization is a similar technique as MSF involving saturation of under saturated re-circulating brine with solid solar or rock salt at about 100oC and fed downstream to several flash crystallizers (Westphal et al 2010)
Figure 5 Schematic diagram of a basic multi-stage flash (MSF) system (Evans and Miller 2002)
Multiple Effect Evaporation is similar to Multi Stage Flash in principle except that energy from an external source is used to heat up the saline water in only the initial stage The resulting vapour or steam is used in the subsequent stages to evaporate the water and the brine is used to cool and condense the vapour in each successive stages hence having a temperature fall across each stage (Figure 6)
9
Figure 6 Schematic diagram of multiple-effect evaporation technique (Hartzikioseyian et al 2011)
In the Mechanical Vapour Compression process the heat for evaporation of the saline water comes from the evaporator The process operates on the principle of compressing vapour to increase its temperature and pressure The saline water feed is heated by steam and part of it is vapourised A mechanical compressor and a steam jet are used to condense water vapour which produces sufficient heat to evaporate the incoming saline feed water (Figure 7)
Figure 7 Schematic diagram of a mechanical vapour-compression system (Evans and Miller 2002)
Multiple distillation methods have been used to extract salts from a salt lake as reported by Kilic and Kilic 2005 In their study sodium chloride (NaCl) was produced from the lake
10
brine through evaporation up to a specific gravity of 1240 This was followed by cooling to -10oC thus forming Thenardite and Bloedite Further evaporation produced Carnalite Halite Langbeinite and Sylivite At the last stage Bischofite and Kieserite were obtained The same technique demonstrated by Nie et al 2009 recovered salts from a salt lake using multiple isothermal evaporation technique at 25oC In another similar laboratory investigation Wang et al 2011 performed multiple-evaporation after freezing of salt lake brine to recover salts In their study brine was first frozen at 26315plusmn02 K for a period of two days to a specific gravity of 11115 gcm3 where Natron (NaCO310H20) and Hydrohalite (NaCl2H2O) precipitated Isothermal evaporation at 28815plusmn02 K was then performed on the mother liquor to recover more salts with increasing specific gravities In previous studies salts have been recovered from desalination plants effluent using this technique Mohammadesmaeili et al 2010 recovered mixed salts through isothermal evaporation of RO concentrate Specifically sodium sulphate sodium chloride and potassium salts were produced through continuous evaporation of the desalination concentrate The feedstock concentrate had been previously treated with a lime-soda process before evaporation In addition isothermal and isobaric evaporation of reject brine of a desalination plant has also been carried out to recover various salts for industry and agriculture Various salts such as NaCl KCl CaSO4 MgSO47H2O were recovered from the process (Hajbi et al 2009 2011) Further research studies have also demonstrated the feasibility of extracting commercial salts from saline effluent using the SAL-PROC technology SAL-PROC is an integrated process for the selective recovery of dissolved elements from saline waters in the form of valuable salt minerals slurries and liquid compounds It involves controlled chemical reactions in combination with evaporation andor cooling stages thus causing precipitation and crystallization followed by conventional mineral and chemical processing The process is particularly suitable for brine with high levels of dissolved sulphate potassium and magnesium salts and can be operated at a commercial scale (Ahmed et al 2001 2003) Ahmed et al 2003 did not implement the feasibility study experimentally Sedivy 2000 describes the THERMOSAL salt processing technology developed at Sales Monzon in Spain as an option for the enhancement of natural evaporation of brine in open ponds through the use of residual waste heat When combined with SALEX salt purification process the process is the economic alternative to vacuum crystallization for production of top quality industrial and food grade salt The process is applicable whenever the raw salt is available as brine Domestic and commercial salts have been produced from geothermal brines in Iceland using the vacuum evaporation technique with the geothermal wells being the source of salt-brine and process steam Specifically multiple effect evaporation is used to concentrate the brine before crystallization (Kristjaacutensson 1992) A refrigerator heat pump desalination scheme has been used for recovery of fresh water and salt from sea water as proposed by Reali 1984 In the investigation sea water was continuously refilled in a salt-water chamber via atmospheric pressure Evaporation of the sea water into a vacuum chamber was done hence allowing the water vapour to condense on top of the fresh water chamber while the salt precipitated at the bottom of the evaporation chamber
11
The evaporation and cooling technique has also been used as an initial or final stage in the recovery of salts from lake brine and sea waters and for disposal of the effluent from desalination plants (Vergara-Edwards and Parada-Frederick 1983 Al-Harahsheh and Al-Itawi 2005 Ravizky and Nadav 2007) An advanced solar dryer has been demonstrated to optimize the recovery of salts from brine effluent of a desalination plant (Pereira et al 2007) A number of processes for salt recovery based on the evaporation and cooling technique have been developed Winkler 1985 developed a process for the treatment of brine elutriate drawn off after evaporation of the brine at an elevated temperature in order to separate some of the sodium chloride In the investigation crude brine containing sodium sulphate and potassium chloride is cooled in a chamber whereby NaCl KCl and Na2SO4 salt mixture is separated off by crystallization The remaining parent solution can be returned for renewed evaporation to recover NaCl without disturbing the equalized balance of the secondary salts in the brine to be processed The NaCl present in the mixture is recovered by deposition with refrigerated water and separation of Na2SO4 Ninawe and Breton 1989 invented a process for the production of salt in which sodium chloride is crystallized in form of spheres by evaporation of sodium chloride brine and the spheres obtained are then broken up The salt produced by the process is particularly suitable for the food industry Extension of the research by Ninawe et al 2004 developed a process for the production of sodium chloride crystals from sodium chloride brine contaminated by potassium chloride and sulphate ions In their research a calcium compound is added to brine to crystallize Glauberite (Na2CaSO4)2 which is isolated The resulting solution is then subjected to evaporation in order to crystallize sodium chloride which is then collected and the mother liquor from the crystallization is subjected to cooling hence crystallization of Glaserite (K3Na(SO4)2) Vohra et al 2004 developed a process for recovery of common salt potassium chloride concentrated magnesium chloride with enriched bromide and high purity magnesia from brine in an integrated manner Chirico 1979 also presented a continuous process for the recovery of chemicals in saline water which involves converting the sulphates in the saline water feed to sodium sulphate separating and recovering in the oxide forms essentially all of the magnesium and calcium from the saline water feed preparation of sodium chloride fortified solution by mixing the feed with recycled sodium chloride crystallizing and re-crystallizing and then separating sodium chloride crystals in two evaporative crystallization processes 42 Eutectic Freezing Crystallization The eutectic freezing crystallization separates aqueous solutions of inorganic solutions into pure water and pure salt (Van der Ham et al 1999) The process is characterized by operation near the eutectic point of the solution where both ice and salt crystallize simultaneously (Vaessen et al 2003) Figure 8 shows a typical EFC process scheme
12
Figure 8 Schematic representation of EFC for production of pure water and salt from
waste or process streams (Van der Ham 1998) Compared with the conventional evaporation and cooling techniques this process is capable of reducing energy costs by up to 70 However the high investment costs together with the scale limitations make the process unfavourable but can be overcome with time (Van der Ham et al 1998) Experimental investigations of the eutectic temperatures of various proportions of ions commonly found in natural waters show that the process operates well at temperatures not lower than -25oC (Bardurn and Manudhane 1979) The process has been used to demonstrate separation of ice and KCl crystals from brine based on the direct cooling technique (Stepakoff et al 1974) In another investigation Van der Ham et al 2004 demonstrated separation of ice from CuSO45H20 crystals in a cooled disk column crystallizer based on indirect cooling The process has also been applied at an industrial scale to study the recovery of purified MgSO4H2O from a magnesium sulphate industrial stream emitted from a flue gas desulphurization process (Himawan et al 2006) Experimental techniques have also been used to validate theoretical models developed for predicting alternative pathways for seawater freezing and crystallization (Marion et al1999) However according to Westphal et al 2010 the freezing process for the production of salt from saline water has not got practical importance 5 Membrane processes These processes use a selective synthetic polymeric membrane or resin to recover dissolved salts when subjected to a pressure gradient or an electrical potential across the membrane surface This technique is currently used in RO and EDEDR Other pressure driven membrane processes similar to the RO principle are Ultrafiltration (UF) and Nanofiltration (NF) EDEDR is an electro-membrane process 51 Pressure driven membrane processes Osmosis is the transfer of water through a semi-permeable membrane from a lowly concentrated to a highly concentrated solution until an equilibrium osmotic pressure is achieved In the RO process pressure greater than the osmotic pressure is applied to the
13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

6
(b)Membrane processes They involve separation of dissolved salts from the feed water by mechanical or chemicalelectrical means using a selective membrane barrier between the feed water and product This principle is applied in Reverse Osmosis (RO) and Electro-dialysisElectro-dialysis Reversal (EDEDR) These processes do not lead to a phase change
(c) Chemical change processes These involve application of chemical techniques to extract salts from feed water The principle is applied in the ion exchange reactive precipitation and calcination processes
(d)Hybrid processes They involve combination of the above processes in a single unit
or in sequential unit or in sequential steps Examples include membrane distillation (MD) membrane crystallization (MCr) RO with MSF or MED (Gude et al 2010)
In the salt crystallization plants saturated brine or rock salt and solar salt can be used as a raw material for the process A summary of the possible processes for the production of crystallized salt based on rock salt deposits is shown in Figure 3 Processes that are used in the production of vacuum salt from sea water or lake brines as a raw material are also shown in Figure 4 The present technologies together with emerging technologies for salt production are discussed next
Figure 3 Processes for production of crystallized salt based on rock salt deposits
(Westphal et al 2010)
7
Figure 4 Processes for salt production from brine (Westphal et al 2010)
4 Thermal processes 41 Distillation Several forms of distillation are used for salt recovery and are classified into conventional and commercial salt production techniques Processing methods other than solar evaporation are used commercially in the production of salts usually in the making of refined (table salt) and purification of crude salt These involve MSF MEE MVC and open pan boilers Such techniques are used to make refined salt in many countries where the climate is temperate or cold (Aral et al 2004) The operating principle behind these processes is that the vapour pressure of the feed water within the unit is lowered for boiling to occur at lower temperatures without further heat addition Conventional distillation Solar distillation of saline water is a conventional salt production process practised widely all over the world It is a simple operation carried out in specially designed shallow salt pans or ponds It is within the shallow ponds that the sun evaporates most of the water Within the ponds brine from the sea or lake evaporates due to the effects of the sun and wind followed by the crystallization process Here the salt crystals begin to grow to a point when the salt layer is thick enough for harvesting After harvesting the salts are washed to meet the required standards and stockpiled to drain and dewater Notable areas where the method is predominantly used for salt production on a large scale include Great Salt Lake in the United States Dead Sea in Jordan and Salar de Atacama in Chile (Aral et al 2004) Open pan evaporation is another conventional salt production technique involving addition of heat in open pans The large and shallow open pans or boilers are made in dimensions of 6 m x 12 m x 1 m Evaporated salt forms on the brine surface supported by surface tension This
8
is an outdated technology that was replaced by wood burning furnaces which have also been observed to be unsustainable in terms of the energy use (Bauschlicher 1983) Commercial distillation The Multi-Stage Flash process is based on the principle where saline feed water is heated and evaporated by pressure reduction as opposed to temperature increment It involves regenerative heating where saline water flashing in each flash stage gives up some of its heat to the saline water going through the flashing process Heated water from an initial stage passes to another stage at a lower pressure hence forming vapour which is led off and condensed to pure water using cold brine which feeds the first heating stage Concentrated brine is then passed to a second chamber at a lower pressure hence more water evaporates with vapour being condensed The principle of operation of the process is shown in Figure 5 The process is repeated through other stages up to atmospheric pressure It can contain from 4 to about 40 stages The process is considered to be the most reliable and most widely used Recrystallization is a similar technique as MSF involving saturation of under saturated re-circulating brine with solid solar or rock salt at about 100oC and fed downstream to several flash crystallizers (Westphal et al 2010)
Figure 5 Schematic diagram of a basic multi-stage flash (MSF) system (Evans and Miller 2002)
Multiple Effect Evaporation is similar to Multi Stage Flash in principle except that energy from an external source is used to heat up the saline water in only the initial stage The resulting vapour or steam is used in the subsequent stages to evaporate the water and the brine is used to cool and condense the vapour in each successive stages hence having a temperature fall across each stage (Figure 6)
9
Figure 6 Schematic diagram of multiple-effect evaporation technique (Hartzikioseyian et al 2011)
In the Mechanical Vapour Compression process the heat for evaporation of the saline water comes from the evaporator The process operates on the principle of compressing vapour to increase its temperature and pressure The saline water feed is heated by steam and part of it is vapourised A mechanical compressor and a steam jet are used to condense water vapour which produces sufficient heat to evaporate the incoming saline feed water (Figure 7)
Figure 7 Schematic diagram of a mechanical vapour-compression system (Evans and Miller 2002)
Multiple distillation methods have been used to extract salts from a salt lake as reported by Kilic and Kilic 2005 In their study sodium chloride (NaCl) was produced from the lake
10
brine through evaporation up to a specific gravity of 1240 This was followed by cooling to -10oC thus forming Thenardite and Bloedite Further evaporation produced Carnalite Halite Langbeinite and Sylivite At the last stage Bischofite and Kieserite were obtained The same technique demonstrated by Nie et al 2009 recovered salts from a salt lake using multiple isothermal evaporation technique at 25oC In another similar laboratory investigation Wang et al 2011 performed multiple-evaporation after freezing of salt lake brine to recover salts In their study brine was first frozen at 26315plusmn02 K for a period of two days to a specific gravity of 11115 gcm3 where Natron (NaCO310H20) and Hydrohalite (NaCl2H2O) precipitated Isothermal evaporation at 28815plusmn02 K was then performed on the mother liquor to recover more salts with increasing specific gravities In previous studies salts have been recovered from desalination plants effluent using this technique Mohammadesmaeili et al 2010 recovered mixed salts through isothermal evaporation of RO concentrate Specifically sodium sulphate sodium chloride and potassium salts were produced through continuous evaporation of the desalination concentrate The feedstock concentrate had been previously treated with a lime-soda process before evaporation In addition isothermal and isobaric evaporation of reject brine of a desalination plant has also been carried out to recover various salts for industry and agriculture Various salts such as NaCl KCl CaSO4 MgSO47H2O were recovered from the process (Hajbi et al 2009 2011) Further research studies have also demonstrated the feasibility of extracting commercial salts from saline effluent using the SAL-PROC technology SAL-PROC is an integrated process for the selective recovery of dissolved elements from saline waters in the form of valuable salt minerals slurries and liquid compounds It involves controlled chemical reactions in combination with evaporation andor cooling stages thus causing precipitation and crystallization followed by conventional mineral and chemical processing The process is particularly suitable for brine with high levels of dissolved sulphate potassium and magnesium salts and can be operated at a commercial scale (Ahmed et al 2001 2003) Ahmed et al 2003 did not implement the feasibility study experimentally Sedivy 2000 describes the THERMOSAL salt processing technology developed at Sales Monzon in Spain as an option for the enhancement of natural evaporation of brine in open ponds through the use of residual waste heat When combined with SALEX salt purification process the process is the economic alternative to vacuum crystallization for production of top quality industrial and food grade salt The process is applicable whenever the raw salt is available as brine Domestic and commercial salts have been produced from geothermal brines in Iceland using the vacuum evaporation technique with the geothermal wells being the source of salt-brine and process steam Specifically multiple effect evaporation is used to concentrate the brine before crystallization (Kristjaacutensson 1992) A refrigerator heat pump desalination scheme has been used for recovery of fresh water and salt from sea water as proposed by Reali 1984 In the investigation sea water was continuously refilled in a salt-water chamber via atmospheric pressure Evaporation of the sea water into a vacuum chamber was done hence allowing the water vapour to condense on top of the fresh water chamber while the salt precipitated at the bottom of the evaporation chamber
11
The evaporation and cooling technique has also been used as an initial or final stage in the recovery of salts from lake brine and sea waters and for disposal of the effluent from desalination plants (Vergara-Edwards and Parada-Frederick 1983 Al-Harahsheh and Al-Itawi 2005 Ravizky and Nadav 2007) An advanced solar dryer has been demonstrated to optimize the recovery of salts from brine effluent of a desalination plant (Pereira et al 2007) A number of processes for salt recovery based on the evaporation and cooling technique have been developed Winkler 1985 developed a process for the treatment of brine elutriate drawn off after evaporation of the brine at an elevated temperature in order to separate some of the sodium chloride In the investigation crude brine containing sodium sulphate and potassium chloride is cooled in a chamber whereby NaCl KCl and Na2SO4 salt mixture is separated off by crystallization The remaining parent solution can be returned for renewed evaporation to recover NaCl without disturbing the equalized balance of the secondary salts in the brine to be processed The NaCl present in the mixture is recovered by deposition with refrigerated water and separation of Na2SO4 Ninawe and Breton 1989 invented a process for the production of salt in which sodium chloride is crystallized in form of spheres by evaporation of sodium chloride brine and the spheres obtained are then broken up The salt produced by the process is particularly suitable for the food industry Extension of the research by Ninawe et al 2004 developed a process for the production of sodium chloride crystals from sodium chloride brine contaminated by potassium chloride and sulphate ions In their research a calcium compound is added to brine to crystallize Glauberite (Na2CaSO4)2 which is isolated The resulting solution is then subjected to evaporation in order to crystallize sodium chloride which is then collected and the mother liquor from the crystallization is subjected to cooling hence crystallization of Glaserite (K3Na(SO4)2) Vohra et al 2004 developed a process for recovery of common salt potassium chloride concentrated magnesium chloride with enriched bromide and high purity magnesia from brine in an integrated manner Chirico 1979 also presented a continuous process for the recovery of chemicals in saline water which involves converting the sulphates in the saline water feed to sodium sulphate separating and recovering in the oxide forms essentially all of the magnesium and calcium from the saline water feed preparation of sodium chloride fortified solution by mixing the feed with recycled sodium chloride crystallizing and re-crystallizing and then separating sodium chloride crystals in two evaporative crystallization processes 42 Eutectic Freezing Crystallization The eutectic freezing crystallization separates aqueous solutions of inorganic solutions into pure water and pure salt (Van der Ham et al 1999) The process is characterized by operation near the eutectic point of the solution where both ice and salt crystallize simultaneously (Vaessen et al 2003) Figure 8 shows a typical EFC process scheme
12
Figure 8 Schematic representation of EFC for production of pure water and salt from
waste or process streams (Van der Ham 1998) Compared with the conventional evaporation and cooling techniques this process is capable of reducing energy costs by up to 70 However the high investment costs together with the scale limitations make the process unfavourable but can be overcome with time (Van der Ham et al 1998) Experimental investigations of the eutectic temperatures of various proportions of ions commonly found in natural waters show that the process operates well at temperatures not lower than -25oC (Bardurn and Manudhane 1979) The process has been used to demonstrate separation of ice and KCl crystals from brine based on the direct cooling technique (Stepakoff et al 1974) In another investigation Van der Ham et al 2004 demonstrated separation of ice from CuSO45H20 crystals in a cooled disk column crystallizer based on indirect cooling The process has also been applied at an industrial scale to study the recovery of purified MgSO4H2O from a magnesium sulphate industrial stream emitted from a flue gas desulphurization process (Himawan et al 2006) Experimental techniques have also been used to validate theoretical models developed for predicting alternative pathways for seawater freezing and crystallization (Marion et al1999) However according to Westphal et al 2010 the freezing process for the production of salt from saline water has not got practical importance 5 Membrane processes These processes use a selective synthetic polymeric membrane or resin to recover dissolved salts when subjected to a pressure gradient or an electrical potential across the membrane surface This technique is currently used in RO and EDEDR Other pressure driven membrane processes similar to the RO principle are Ultrafiltration (UF) and Nanofiltration (NF) EDEDR is an electro-membrane process 51 Pressure driven membrane processes Osmosis is the transfer of water through a semi-permeable membrane from a lowly concentrated to a highly concentrated solution until an equilibrium osmotic pressure is achieved In the RO process pressure greater than the osmotic pressure is applied to the
13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

7
Figure 4 Processes for salt production from brine (Westphal et al 2010)
4 Thermal processes 41 Distillation Several forms of distillation are used for salt recovery and are classified into conventional and commercial salt production techniques Processing methods other than solar evaporation are used commercially in the production of salts usually in the making of refined (table salt) and purification of crude salt These involve MSF MEE MVC and open pan boilers Such techniques are used to make refined salt in many countries where the climate is temperate or cold (Aral et al 2004) The operating principle behind these processes is that the vapour pressure of the feed water within the unit is lowered for boiling to occur at lower temperatures without further heat addition Conventional distillation Solar distillation of saline water is a conventional salt production process practised widely all over the world It is a simple operation carried out in specially designed shallow salt pans or ponds It is within the shallow ponds that the sun evaporates most of the water Within the ponds brine from the sea or lake evaporates due to the effects of the sun and wind followed by the crystallization process Here the salt crystals begin to grow to a point when the salt layer is thick enough for harvesting After harvesting the salts are washed to meet the required standards and stockpiled to drain and dewater Notable areas where the method is predominantly used for salt production on a large scale include Great Salt Lake in the United States Dead Sea in Jordan and Salar de Atacama in Chile (Aral et al 2004) Open pan evaporation is another conventional salt production technique involving addition of heat in open pans The large and shallow open pans or boilers are made in dimensions of 6 m x 12 m x 1 m Evaporated salt forms on the brine surface supported by surface tension This
8
is an outdated technology that was replaced by wood burning furnaces which have also been observed to be unsustainable in terms of the energy use (Bauschlicher 1983) Commercial distillation The Multi-Stage Flash process is based on the principle where saline feed water is heated and evaporated by pressure reduction as opposed to temperature increment It involves regenerative heating where saline water flashing in each flash stage gives up some of its heat to the saline water going through the flashing process Heated water from an initial stage passes to another stage at a lower pressure hence forming vapour which is led off and condensed to pure water using cold brine which feeds the first heating stage Concentrated brine is then passed to a second chamber at a lower pressure hence more water evaporates with vapour being condensed The principle of operation of the process is shown in Figure 5 The process is repeated through other stages up to atmospheric pressure It can contain from 4 to about 40 stages The process is considered to be the most reliable and most widely used Recrystallization is a similar technique as MSF involving saturation of under saturated re-circulating brine with solid solar or rock salt at about 100oC and fed downstream to several flash crystallizers (Westphal et al 2010)
Figure 5 Schematic diagram of a basic multi-stage flash (MSF) system (Evans and Miller 2002)
Multiple Effect Evaporation is similar to Multi Stage Flash in principle except that energy from an external source is used to heat up the saline water in only the initial stage The resulting vapour or steam is used in the subsequent stages to evaporate the water and the brine is used to cool and condense the vapour in each successive stages hence having a temperature fall across each stage (Figure 6)
9
Figure 6 Schematic diagram of multiple-effect evaporation technique (Hartzikioseyian et al 2011)
In the Mechanical Vapour Compression process the heat for evaporation of the saline water comes from the evaporator The process operates on the principle of compressing vapour to increase its temperature and pressure The saline water feed is heated by steam and part of it is vapourised A mechanical compressor and a steam jet are used to condense water vapour which produces sufficient heat to evaporate the incoming saline feed water (Figure 7)
Figure 7 Schematic diagram of a mechanical vapour-compression system (Evans and Miller 2002)
Multiple distillation methods have been used to extract salts from a salt lake as reported by Kilic and Kilic 2005 In their study sodium chloride (NaCl) was produced from the lake
10
brine through evaporation up to a specific gravity of 1240 This was followed by cooling to -10oC thus forming Thenardite and Bloedite Further evaporation produced Carnalite Halite Langbeinite and Sylivite At the last stage Bischofite and Kieserite were obtained The same technique demonstrated by Nie et al 2009 recovered salts from a salt lake using multiple isothermal evaporation technique at 25oC In another similar laboratory investigation Wang et al 2011 performed multiple-evaporation after freezing of salt lake brine to recover salts In their study brine was first frozen at 26315plusmn02 K for a period of two days to a specific gravity of 11115 gcm3 where Natron (NaCO310H20) and Hydrohalite (NaCl2H2O) precipitated Isothermal evaporation at 28815plusmn02 K was then performed on the mother liquor to recover more salts with increasing specific gravities In previous studies salts have been recovered from desalination plants effluent using this technique Mohammadesmaeili et al 2010 recovered mixed salts through isothermal evaporation of RO concentrate Specifically sodium sulphate sodium chloride and potassium salts were produced through continuous evaporation of the desalination concentrate The feedstock concentrate had been previously treated with a lime-soda process before evaporation In addition isothermal and isobaric evaporation of reject brine of a desalination plant has also been carried out to recover various salts for industry and agriculture Various salts such as NaCl KCl CaSO4 MgSO47H2O were recovered from the process (Hajbi et al 2009 2011) Further research studies have also demonstrated the feasibility of extracting commercial salts from saline effluent using the SAL-PROC technology SAL-PROC is an integrated process for the selective recovery of dissolved elements from saline waters in the form of valuable salt minerals slurries and liquid compounds It involves controlled chemical reactions in combination with evaporation andor cooling stages thus causing precipitation and crystallization followed by conventional mineral and chemical processing The process is particularly suitable for brine with high levels of dissolved sulphate potassium and magnesium salts and can be operated at a commercial scale (Ahmed et al 2001 2003) Ahmed et al 2003 did not implement the feasibility study experimentally Sedivy 2000 describes the THERMOSAL salt processing technology developed at Sales Monzon in Spain as an option for the enhancement of natural evaporation of brine in open ponds through the use of residual waste heat When combined with SALEX salt purification process the process is the economic alternative to vacuum crystallization for production of top quality industrial and food grade salt The process is applicable whenever the raw salt is available as brine Domestic and commercial salts have been produced from geothermal brines in Iceland using the vacuum evaporation technique with the geothermal wells being the source of salt-brine and process steam Specifically multiple effect evaporation is used to concentrate the brine before crystallization (Kristjaacutensson 1992) A refrigerator heat pump desalination scheme has been used for recovery of fresh water and salt from sea water as proposed by Reali 1984 In the investigation sea water was continuously refilled in a salt-water chamber via atmospheric pressure Evaporation of the sea water into a vacuum chamber was done hence allowing the water vapour to condense on top of the fresh water chamber while the salt precipitated at the bottom of the evaporation chamber
11
The evaporation and cooling technique has also been used as an initial or final stage in the recovery of salts from lake brine and sea waters and for disposal of the effluent from desalination plants (Vergara-Edwards and Parada-Frederick 1983 Al-Harahsheh and Al-Itawi 2005 Ravizky and Nadav 2007) An advanced solar dryer has been demonstrated to optimize the recovery of salts from brine effluent of a desalination plant (Pereira et al 2007) A number of processes for salt recovery based on the evaporation and cooling technique have been developed Winkler 1985 developed a process for the treatment of brine elutriate drawn off after evaporation of the brine at an elevated temperature in order to separate some of the sodium chloride In the investigation crude brine containing sodium sulphate and potassium chloride is cooled in a chamber whereby NaCl KCl and Na2SO4 salt mixture is separated off by crystallization The remaining parent solution can be returned for renewed evaporation to recover NaCl without disturbing the equalized balance of the secondary salts in the brine to be processed The NaCl present in the mixture is recovered by deposition with refrigerated water and separation of Na2SO4 Ninawe and Breton 1989 invented a process for the production of salt in which sodium chloride is crystallized in form of spheres by evaporation of sodium chloride brine and the spheres obtained are then broken up The salt produced by the process is particularly suitable for the food industry Extension of the research by Ninawe et al 2004 developed a process for the production of sodium chloride crystals from sodium chloride brine contaminated by potassium chloride and sulphate ions In their research a calcium compound is added to brine to crystallize Glauberite (Na2CaSO4)2 which is isolated The resulting solution is then subjected to evaporation in order to crystallize sodium chloride which is then collected and the mother liquor from the crystallization is subjected to cooling hence crystallization of Glaserite (K3Na(SO4)2) Vohra et al 2004 developed a process for recovery of common salt potassium chloride concentrated magnesium chloride with enriched bromide and high purity magnesia from brine in an integrated manner Chirico 1979 also presented a continuous process for the recovery of chemicals in saline water which involves converting the sulphates in the saline water feed to sodium sulphate separating and recovering in the oxide forms essentially all of the magnesium and calcium from the saline water feed preparation of sodium chloride fortified solution by mixing the feed with recycled sodium chloride crystallizing and re-crystallizing and then separating sodium chloride crystals in two evaporative crystallization processes 42 Eutectic Freezing Crystallization The eutectic freezing crystallization separates aqueous solutions of inorganic solutions into pure water and pure salt (Van der Ham et al 1999) The process is characterized by operation near the eutectic point of the solution where both ice and salt crystallize simultaneously (Vaessen et al 2003) Figure 8 shows a typical EFC process scheme
12
Figure 8 Schematic representation of EFC for production of pure water and salt from
waste or process streams (Van der Ham 1998) Compared with the conventional evaporation and cooling techniques this process is capable of reducing energy costs by up to 70 However the high investment costs together with the scale limitations make the process unfavourable but can be overcome with time (Van der Ham et al 1998) Experimental investigations of the eutectic temperatures of various proportions of ions commonly found in natural waters show that the process operates well at temperatures not lower than -25oC (Bardurn and Manudhane 1979) The process has been used to demonstrate separation of ice and KCl crystals from brine based on the direct cooling technique (Stepakoff et al 1974) In another investigation Van der Ham et al 2004 demonstrated separation of ice from CuSO45H20 crystals in a cooled disk column crystallizer based on indirect cooling The process has also been applied at an industrial scale to study the recovery of purified MgSO4H2O from a magnesium sulphate industrial stream emitted from a flue gas desulphurization process (Himawan et al 2006) Experimental techniques have also been used to validate theoretical models developed for predicting alternative pathways for seawater freezing and crystallization (Marion et al1999) However according to Westphal et al 2010 the freezing process for the production of salt from saline water has not got practical importance 5 Membrane processes These processes use a selective synthetic polymeric membrane or resin to recover dissolved salts when subjected to a pressure gradient or an electrical potential across the membrane surface This technique is currently used in RO and EDEDR Other pressure driven membrane processes similar to the RO principle are Ultrafiltration (UF) and Nanofiltration (NF) EDEDR is an electro-membrane process 51 Pressure driven membrane processes Osmosis is the transfer of water through a semi-permeable membrane from a lowly concentrated to a highly concentrated solution until an equilibrium osmotic pressure is achieved In the RO process pressure greater than the osmotic pressure is applied to the
13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

8
is an outdated technology that was replaced by wood burning furnaces which have also been observed to be unsustainable in terms of the energy use (Bauschlicher 1983) Commercial distillation The Multi-Stage Flash process is based on the principle where saline feed water is heated and evaporated by pressure reduction as opposed to temperature increment It involves regenerative heating where saline water flashing in each flash stage gives up some of its heat to the saline water going through the flashing process Heated water from an initial stage passes to another stage at a lower pressure hence forming vapour which is led off and condensed to pure water using cold brine which feeds the first heating stage Concentrated brine is then passed to a second chamber at a lower pressure hence more water evaporates with vapour being condensed The principle of operation of the process is shown in Figure 5 The process is repeated through other stages up to atmospheric pressure It can contain from 4 to about 40 stages The process is considered to be the most reliable and most widely used Recrystallization is a similar technique as MSF involving saturation of under saturated re-circulating brine with solid solar or rock salt at about 100oC and fed downstream to several flash crystallizers (Westphal et al 2010)
Figure 5 Schematic diagram of a basic multi-stage flash (MSF) system (Evans and Miller 2002)
Multiple Effect Evaporation is similar to Multi Stage Flash in principle except that energy from an external source is used to heat up the saline water in only the initial stage The resulting vapour or steam is used in the subsequent stages to evaporate the water and the brine is used to cool and condense the vapour in each successive stages hence having a temperature fall across each stage (Figure 6)
9
Figure 6 Schematic diagram of multiple-effect evaporation technique (Hartzikioseyian et al 2011)
In the Mechanical Vapour Compression process the heat for evaporation of the saline water comes from the evaporator The process operates on the principle of compressing vapour to increase its temperature and pressure The saline water feed is heated by steam and part of it is vapourised A mechanical compressor and a steam jet are used to condense water vapour which produces sufficient heat to evaporate the incoming saline feed water (Figure 7)
Figure 7 Schematic diagram of a mechanical vapour-compression system (Evans and Miller 2002)
Multiple distillation methods have been used to extract salts from a salt lake as reported by Kilic and Kilic 2005 In their study sodium chloride (NaCl) was produced from the lake
10
brine through evaporation up to a specific gravity of 1240 This was followed by cooling to -10oC thus forming Thenardite and Bloedite Further evaporation produced Carnalite Halite Langbeinite and Sylivite At the last stage Bischofite and Kieserite were obtained The same technique demonstrated by Nie et al 2009 recovered salts from a salt lake using multiple isothermal evaporation technique at 25oC In another similar laboratory investigation Wang et al 2011 performed multiple-evaporation after freezing of salt lake brine to recover salts In their study brine was first frozen at 26315plusmn02 K for a period of two days to a specific gravity of 11115 gcm3 where Natron (NaCO310H20) and Hydrohalite (NaCl2H2O) precipitated Isothermal evaporation at 28815plusmn02 K was then performed on the mother liquor to recover more salts with increasing specific gravities In previous studies salts have been recovered from desalination plants effluent using this technique Mohammadesmaeili et al 2010 recovered mixed salts through isothermal evaporation of RO concentrate Specifically sodium sulphate sodium chloride and potassium salts were produced through continuous evaporation of the desalination concentrate The feedstock concentrate had been previously treated with a lime-soda process before evaporation In addition isothermal and isobaric evaporation of reject brine of a desalination plant has also been carried out to recover various salts for industry and agriculture Various salts such as NaCl KCl CaSO4 MgSO47H2O were recovered from the process (Hajbi et al 2009 2011) Further research studies have also demonstrated the feasibility of extracting commercial salts from saline effluent using the SAL-PROC technology SAL-PROC is an integrated process for the selective recovery of dissolved elements from saline waters in the form of valuable salt minerals slurries and liquid compounds It involves controlled chemical reactions in combination with evaporation andor cooling stages thus causing precipitation and crystallization followed by conventional mineral and chemical processing The process is particularly suitable for brine with high levels of dissolved sulphate potassium and magnesium salts and can be operated at a commercial scale (Ahmed et al 2001 2003) Ahmed et al 2003 did not implement the feasibility study experimentally Sedivy 2000 describes the THERMOSAL salt processing technology developed at Sales Monzon in Spain as an option for the enhancement of natural evaporation of brine in open ponds through the use of residual waste heat When combined with SALEX salt purification process the process is the economic alternative to vacuum crystallization for production of top quality industrial and food grade salt The process is applicable whenever the raw salt is available as brine Domestic and commercial salts have been produced from geothermal brines in Iceland using the vacuum evaporation technique with the geothermal wells being the source of salt-brine and process steam Specifically multiple effect evaporation is used to concentrate the brine before crystallization (Kristjaacutensson 1992) A refrigerator heat pump desalination scheme has been used for recovery of fresh water and salt from sea water as proposed by Reali 1984 In the investigation sea water was continuously refilled in a salt-water chamber via atmospheric pressure Evaporation of the sea water into a vacuum chamber was done hence allowing the water vapour to condense on top of the fresh water chamber while the salt precipitated at the bottom of the evaporation chamber
11
The evaporation and cooling technique has also been used as an initial or final stage in the recovery of salts from lake brine and sea waters and for disposal of the effluent from desalination plants (Vergara-Edwards and Parada-Frederick 1983 Al-Harahsheh and Al-Itawi 2005 Ravizky and Nadav 2007) An advanced solar dryer has been demonstrated to optimize the recovery of salts from brine effluent of a desalination plant (Pereira et al 2007) A number of processes for salt recovery based on the evaporation and cooling technique have been developed Winkler 1985 developed a process for the treatment of brine elutriate drawn off after evaporation of the brine at an elevated temperature in order to separate some of the sodium chloride In the investigation crude brine containing sodium sulphate and potassium chloride is cooled in a chamber whereby NaCl KCl and Na2SO4 salt mixture is separated off by crystallization The remaining parent solution can be returned for renewed evaporation to recover NaCl without disturbing the equalized balance of the secondary salts in the brine to be processed The NaCl present in the mixture is recovered by deposition with refrigerated water and separation of Na2SO4 Ninawe and Breton 1989 invented a process for the production of salt in which sodium chloride is crystallized in form of spheres by evaporation of sodium chloride brine and the spheres obtained are then broken up The salt produced by the process is particularly suitable for the food industry Extension of the research by Ninawe et al 2004 developed a process for the production of sodium chloride crystals from sodium chloride brine contaminated by potassium chloride and sulphate ions In their research a calcium compound is added to brine to crystallize Glauberite (Na2CaSO4)2 which is isolated The resulting solution is then subjected to evaporation in order to crystallize sodium chloride which is then collected and the mother liquor from the crystallization is subjected to cooling hence crystallization of Glaserite (K3Na(SO4)2) Vohra et al 2004 developed a process for recovery of common salt potassium chloride concentrated magnesium chloride with enriched bromide and high purity magnesia from brine in an integrated manner Chirico 1979 also presented a continuous process for the recovery of chemicals in saline water which involves converting the sulphates in the saline water feed to sodium sulphate separating and recovering in the oxide forms essentially all of the magnesium and calcium from the saline water feed preparation of sodium chloride fortified solution by mixing the feed with recycled sodium chloride crystallizing and re-crystallizing and then separating sodium chloride crystals in two evaporative crystallization processes 42 Eutectic Freezing Crystallization The eutectic freezing crystallization separates aqueous solutions of inorganic solutions into pure water and pure salt (Van der Ham et al 1999) The process is characterized by operation near the eutectic point of the solution where both ice and salt crystallize simultaneously (Vaessen et al 2003) Figure 8 shows a typical EFC process scheme
12
Figure 8 Schematic representation of EFC for production of pure water and salt from
waste or process streams (Van der Ham 1998) Compared with the conventional evaporation and cooling techniques this process is capable of reducing energy costs by up to 70 However the high investment costs together with the scale limitations make the process unfavourable but can be overcome with time (Van der Ham et al 1998) Experimental investigations of the eutectic temperatures of various proportions of ions commonly found in natural waters show that the process operates well at temperatures not lower than -25oC (Bardurn and Manudhane 1979) The process has been used to demonstrate separation of ice and KCl crystals from brine based on the direct cooling technique (Stepakoff et al 1974) In another investigation Van der Ham et al 2004 demonstrated separation of ice from CuSO45H20 crystals in a cooled disk column crystallizer based on indirect cooling The process has also been applied at an industrial scale to study the recovery of purified MgSO4H2O from a magnesium sulphate industrial stream emitted from a flue gas desulphurization process (Himawan et al 2006) Experimental techniques have also been used to validate theoretical models developed for predicting alternative pathways for seawater freezing and crystallization (Marion et al1999) However according to Westphal et al 2010 the freezing process for the production of salt from saline water has not got practical importance 5 Membrane processes These processes use a selective synthetic polymeric membrane or resin to recover dissolved salts when subjected to a pressure gradient or an electrical potential across the membrane surface This technique is currently used in RO and EDEDR Other pressure driven membrane processes similar to the RO principle are Ultrafiltration (UF) and Nanofiltration (NF) EDEDR is an electro-membrane process 51 Pressure driven membrane processes Osmosis is the transfer of water through a semi-permeable membrane from a lowly concentrated to a highly concentrated solution until an equilibrium osmotic pressure is achieved In the RO process pressure greater than the osmotic pressure is applied to the
13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

9
Figure 6 Schematic diagram of multiple-effect evaporation technique (Hartzikioseyian et al 2011)
In the Mechanical Vapour Compression process the heat for evaporation of the saline water comes from the evaporator The process operates on the principle of compressing vapour to increase its temperature and pressure The saline water feed is heated by steam and part of it is vapourised A mechanical compressor and a steam jet are used to condense water vapour which produces sufficient heat to evaporate the incoming saline feed water (Figure 7)
Figure 7 Schematic diagram of a mechanical vapour-compression system (Evans and Miller 2002)
Multiple distillation methods have been used to extract salts from a salt lake as reported by Kilic and Kilic 2005 In their study sodium chloride (NaCl) was produced from the lake
10
brine through evaporation up to a specific gravity of 1240 This was followed by cooling to -10oC thus forming Thenardite and Bloedite Further evaporation produced Carnalite Halite Langbeinite and Sylivite At the last stage Bischofite and Kieserite were obtained The same technique demonstrated by Nie et al 2009 recovered salts from a salt lake using multiple isothermal evaporation technique at 25oC In another similar laboratory investigation Wang et al 2011 performed multiple-evaporation after freezing of salt lake brine to recover salts In their study brine was first frozen at 26315plusmn02 K for a period of two days to a specific gravity of 11115 gcm3 where Natron (NaCO310H20) and Hydrohalite (NaCl2H2O) precipitated Isothermal evaporation at 28815plusmn02 K was then performed on the mother liquor to recover more salts with increasing specific gravities In previous studies salts have been recovered from desalination plants effluent using this technique Mohammadesmaeili et al 2010 recovered mixed salts through isothermal evaporation of RO concentrate Specifically sodium sulphate sodium chloride and potassium salts were produced through continuous evaporation of the desalination concentrate The feedstock concentrate had been previously treated with a lime-soda process before evaporation In addition isothermal and isobaric evaporation of reject brine of a desalination plant has also been carried out to recover various salts for industry and agriculture Various salts such as NaCl KCl CaSO4 MgSO47H2O were recovered from the process (Hajbi et al 2009 2011) Further research studies have also demonstrated the feasibility of extracting commercial salts from saline effluent using the SAL-PROC technology SAL-PROC is an integrated process for the selective recovery of dissolved elements from saline waters in the form of valuable salt minerals slurries and liquid compounds It involves controlled chemical reactions in combination with evaporation andor cooling stages thus causing precipitation and crystallization followed by conventional mineral and chemical processing The process is particularly suitable for brine with high levels of dissolved sulphate potassium and magnesium salts and can be operated at a commercial scale (Ahmed et al 2001 2003) Ahmed et al 2003 did not implement the feasibility study experimentally Sedivy 2000 describes the THERMOSAL salt processing technology developed at Sales Monzon in Spain as an option for the enhancement of natural evaporation of brine in open ponds through the use of residual waste heat When combined with SALEX salt purification process the process is the economic alternative to vacuum crystallization for production of top quality industrial and food grade salt The process is applicable whenever the raw salt is available as brine Domestic and commercial salts have been produced from geothermal brines in Iceland using the vacuum evaporation technique with the geothermal wells being the source of salt-brine and process steam Specifically multiple effect evaporation is used to concentrate the brine before crystallization (Kristjaacutensson 1992) A refrigerator heat pump desalination scheme has been used for recovery of fresh water and salt from sea water as proposed by Reali 1984 In the investigation sea water was continuously refilled in a salt-water chamber via atmospheric pressure Evaporation of the sea water into a vacuum chamber was done hence allowing the water vapour to condense on top of the fresh water chamber while the salt precipitated at the bottom of the evaporation chamber
11
The evaporation and cooling technique has also been used as an initial or final stage in the recovery of salts from lake brine and sea waters and for disposal of the effluent from desalination plants (Vergara-Edwards and Parada-Frederick 1983 Al-Harahsheh and Al-Itawi 2005 Ravizky and Nadav 2007) An advanced solar dryer has been demonstrated to optimize the recovery of salts from brine effluent of a desalination plant (Pereira et al 2007) A number of processes for salt recovery based on the evaporation and cooling technique have been developed Winkler 1985 developed a process for the treatment of brine elutriate drawn off after evaporation of the brine at an elevated temperature in order to separate some of the sodium chloride In the investigation crude brine containing sodium sulphate and potassium chloride is cooled in a chamber whereby NaCl KCl and Na2SO4 salt mixture is separated off by crystallization The remaining parent solution can be returned for renewed evaporation to recover NaCl without disturbing the equalized balance of the secondary salts in the brine to be processed The NaCl present in the mixture is recovered by deposition with refrigerated water and separation of Na2SO4 Ninawe and Breton 1989 invented a process for the production of salt in which sodium chloride is crystallized in form of spheres by evaporation of sodium chloride brine and the spheres obtained are then broken up The salt produced by the process is particularly suitable for the food industry Extension of the research by Ninawe et al 2004 developed a process for the production of sodium chloride crystals from sodium chloride brine contaminated by potassium chloride and sulphate ions In their research a calcium compound is added to brine to crystallize Glauberite (Na2CaSO4)2 which is isolated The resulting solution is then subjected to evaporation in order to crystallize sodium chloride which is then collected and the mother liquor from the crystallization is subjected to cooling hence crystallization of Glaserite (K3Na(SO4)2) Vohra et al 2004 developed a process for recovery of common salt potassium chloride concentrated magnesium chloride with enriched bromide and high purity magnesia from brine in an integrated manner Chirico 1979 also presented a continuous process for the recovery of chemicals in saline water which involves converting the sulphates in the saline water feed to sodium sulphate separating and recovering in the oxide forms essentially all of the magnesium and calcium from the saline water feed preparation of sodium chloride fortified solution by mixing the feed with recycled sodium chloride crystallizing and re-crystallizing and then separating sodium chloride crystals in two evaporative crystallization processes 42 Eutectic Freezing Crystallization The eutectic freezing crystallization separates aqueous solutions of inorganic solutions into pure water and pure salt (Van der Ham et al 1999) The process is characterized by operation near the eutectic point of the solution where both ice and salt crystallize simultaneously (Vaessen et al 2003) Figure 8 shows a typical EFC process scheme
12
Figure 8 Schematic representation of EFC for production of pure water and salt from
waste or process streams (Van der Ham 1998) Compared with the conventional evaporation and cooling techniques this process is capable of reducing energy costs by up to 70 However the high investment costs together with the scale limitations make the process unfavourable but can be overcome with time (Van der Ham et al 1998) Experimental investigations of the eutectic temperatures of various proportions of ions commonly found in natural waters show that the process operates well at temperatures not lower than -25oC (Bardurn and Manudhane 1979) The process has been used to demonstrate separation of ice and KCl crystals from brine based on the direct cooling technique (Stepakoff et al 1974) In another investigation Van der Ham et al 2004 demonstrated separation of ice from CuSO45H20 crystals in a cooled disk column crystallizer based on indirect cooling The process has also been applied at an industrial scale to study the recovery of purified MgSO4H2O from a magnesium sulphate industrial stream emitted from a flue gas desulphurization process (Himawan et al 2006) Experimental techniques have also been used to validate theoretical models developed for predicting alternative pathways for seawater freezing and crystallization (Marion et al1999) However according to Westphal et al 2010 the freezing process for the production of salt from saline water has not got practical importance 5 Membrane processes These processes use a selective synthetic polymeric membrane or resin to recover dissolved salts when subjected to a pressure gradient or an electrical potential across the membrane surface This technique is currently used in RO and EDEDR Other pressure driven membrane processes similar to the RO principle are Ultrafiltration (UF) and Nanofiltration (NF) EDEDR is an electro-membrane process 51 Pressure driven membrane processes Osmosis is the transfer of water through a semi-permeable membrane from a lowly concentrated to a highly concentrated solution until an equilibrium osmotic pressure is achieved In the RO process pressure greater than the osmotic pressure is applied to the
13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

10
brine through evaporation up to a specific gravity of 1240 This was followed by cooling to -10oC thus forming Thenardite and Bloedite Further evaporation produced Carnalite Halite Langbeinite and Sylivite At the last stage Bischofite and Kieserite were obtained The same technique demonstrated by Nie et al 2009 recovered salts from a salt lake using multiple isothermal evaporation technique at 25oC In another similar laboratory investigation Wang et al 2011 performed multiple-evaporation after freezing of salt lake brine to recover salts In their study brine was first frozen at 26315plusmn02 K for a period of two days to a specific gravity of 11115 gcm3 where Natron (NaCO310H20) and Hydrohalite (NaCl2H2O) precipitated Isothermal evaporation at 28815plusmn02 K was then performed on the mother liquor to recover more salts with increasing specific gravities In previous studies salts have been recovered from desalination plants effluent using this technique Mohammadesmaeili et al 2010 recovered mixed salts through isothermal evaporation of RO concentrate Specifically sodium sulphate sodium chloride and potassium salts were produced through continuous evaporation of the desalination concentrate The feedstock concentrate had been previously treated with a lime-soda process before evaporation In addition isothermal and isobaric evaporation of reject brine of a desalination plant has also been carried out to recover various salts for industry and agriculture Various salts such as NaCl KCl CaSO4 MgSO47H2O were recovered from the process (Hajbi et al 2009 2011) Further research studies have also demonstrated the feasibility of extracting commercial salts from saline effluent using the SAL-PROC technology SAL-PROC is an integrated process for the selective recovery of dissolved elements from saline waters in the form of valuable salt minerals slurries and liquid compounds It involves controlled chemical reactions in combination with evaporation andor cooling stages thus causing precipitation and crystallization followed by conventional mineral and chemical processing The process is particularly suitable for brine with high levels of dissolved sulphate potassium and magnesium salts and can be operated at a commercial scale (Ahmed et al 2001 2003) Ahmed et al 2003 did not implement the feasibility study experimentally Sedivy 2000 describes the THERMOSAL salt processing technology developed at Sales Monzon in Spain as an option for the enhancement of natural evaporation of brine in open ponds through the use of residual waste heat When combined with SALEX salt purification process the process is the economic alternative to vacuum crystallization for production of top quality industrial and food grade salt The process is applicable whenever the raw salt is available as brine Domestic and commercial salts have been produced from geothermal brines in Iceland using the vacuum evaporation technique with the geothermal wells being the source of salt-brine and process steam Specifically multiple effect evaporation is used to concentrate the brine before crystallization (Kristjaacutensson 1992) A refrigerator heat pump desalination scheme has been used for recovery of fresh water and salt from sea water as proposed by Reali 1984 In the investigation sea water was continuously refilled in a salt-water chamber via atmospheric pressure Evaporation of the sea water into a vacuum chamber was done hence allowing the water vapour to condense on top of the fresh water chamber while the salt precipitated at the bottom of the evaporation chamber
11
The evaporation and cooling technique has also been used as an initial or final stage in the recovery of salts from lake brine and sea waters and for disposal of the effluent from desalination plants (Vergara-Edwards and Parada-Frederick 1983 Al-Harahsheh and Al-Itawi 2005 Ravizky and Nadav 2007) An advanced solar dryer has been demonstrated to optimize the recovery of salts from brine effluent of a desalination plant (Pereira et al 2007) A number of processes for salt recovery based on the evaporation and cooling technique have been developed Winkler 1985 developed a process for the treatment of brine elutriate drawn off after evaporation of the brine at an elevated temperature in order to separate some of the sodium chloride In the investigation crude brine containing sodium sulphate and potassium chloride is cooled in a chamber whereby NaCl KCl and Na2SO4 salt mixture is separated off by crystallization The remaining parent solution can be returned for renewed evaporation to recover NaCl without disturbing the equalized balance of the secondary salts in the brine to be processed The NaCl present in the mixture is recovered by deposition with refrigerated water and separation of Na2SO4 Ninawe and Breton 1989 invented a process for the production of salt in which sodium chloride is crystallized in form of spheres by evaporation of sodium chloride brine and the spheres obtained are then broken up The salt produced by the process is particularly suitable for the food industry Extension of the research by Ninawe et al 2004 developed a process for the production of sodium chloride crystals from sodium chloride brine contaminated by potassium chloride and sulphate ions In their research a calcium compound is added to brine to crystallize Glauberite (Na2CaSO4)2 which is isolated The resulting solution is then subjected to evaporation in order to crystallize sodium chloride which is then collected and the mother liquor from the crystallization is subjected to cooling hence crystallization of Glaserite (K3Na(SO4)2) Vohra et al 2004 developed a process for recovery of common salt potassium chloride concentrated magnesium chloride with enriched bromide and high purity magnesia from brine in an integrated manner Chirico 1979 also presented a continuous process for the recovery of chemicals in saline water which involves converting the sulphates in the saline water feed to sodium sulphate separating and recovering in the oxide forms essentially all of the magnesium and calcium from the saline water feed preparation of sodium chloride fortified solution by mixing the feed with recycled sodium chloride crystallizing and re-crystallizing and then separating sodium chloride crystals in two evaporative crystallization processes 42 Eutectic Freezing Crystallization The eutectic freezing crystallization separates aqueous solutions of inorganic solutions into pure water and pure salt (Van der Ham et al 1999) The process is characterized by operation near the eutectic point of the solution where both ice and salt crystallize simultaneously (Vaessen et al 2003) Figure 8 shows a typical EFC process scheme
12
Figure 8 Schematic representation of EFC for production of pure water and salt from
waste or process streams (Van der Ham 1998) Compared with the conventional evaporation and cooling techniques this process is capable of reducing energy costs by up to 70 However the high investment costs together with the scale limitations make the process unfavourable but can be overcome with time (Van der Ham et al 1998) Experimental investigations of the eutectic temperatures of various proportions of ions commonly found in natural waters show that the process operates well at temperatures not lower than -25oC (Bardurn and Manudhane 1979) The process has been used to demonstrate separation of ice and KCl crystals from brine based on the direct cooling technique (Stepakoff et al 1974) In another investigation Van der Ham et al 2004 demonstrated separation of ice from CuSO45H20 crystals in a cooled disk column crystallizer based on indirect cooling The process has also been applied at an industrial scale to study the recovery of purified MgSO4H2O from a magnesium sulphate industrial stream emitted from a flue gas desulphurization process (Himawan et al 2006) Experimental techniques have also been used to validate theoretical models developed for predicting alternative pathways for seawater freezing and crystallization (Marion et al1999) However according to Westphal et al 2010 the freezing process for the production of salt from saline water has not got practical importance 5 Membrane processes These processes use a selective synthetic polymeric membrane or resin to recover dissolved salts when subjected to a pressure gradient or an electrical potential across the membrane surface This technique is currently used in RO and EDEDR Other pressure driven membrane processes similar to the RO principle are Ultrafiltration (UF) and Nanofiltration (NF) EDEDR is an electro-membrane process 51 Pressure driven membrane processes Osmosis is the transfer of water through a semi-permeable membrane from a lowly concentrated to a highly concentrated solution until an equilibrium osmotic pressure is achieved In the RO process pressure greater than the osmotic pressure is applied to the
13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

11
The evaporation and cooling technique has also been used as an initial or final stage in the recovery of salts from lake brine and sea waters and for disposal of the effluent from desalination plants (Vergara-Edwards and Parada-Frederick 1983 Al-Harahsheh and Al-Itawi 2005 Ravizky and Nadav 2007) An advanced solar dryer has been demonstrated to optimize the recovery of salts from brine effluent of a desalination plant (Pereira et al 2007) A number of processes for salt recovery based on the evaporation and cooling technique have been developed Winkler 1985 developed a process for the treatment of brine elutriate drawn off after evaporation of the brine at an elevated temperature in order to separate some of the sodium chloride In the investigation crude brine containing sodium sulphate and potassium chloride is cooled in a chamber whereby NaCl KCl and Na2SO4 salt mixture is separated off by crystallization The remaining parent solution can be returned for renewed evaporation to recover NaCl without disturbing the equalized balance of the secondary salts in the brine to be processed The NaCl present in the mixture is recovered by deposition with refrigerated water and separation of Na2SO4 Ninawe and Breton 1989 invented a process for the production of salt in which sodium chloride is crystallized in form of spheres by evaporation of sodium chloride brine and the spheres obtained are then broken up The salt produced by the process is particularly suitable for the food industry Extension of the research by Ninawe et al 2004 developed a process for the production of sodium chloride crystals from sodium chloride brine contaminated by potassium chloride and sulphate ions In their research a calcium compound is added to brine to crystallize Glauberite (Na2CaSO4)2 which is isolated The resulting solution is then subjected to evaporation in order to crystallize sodium chloride which is then collected and the mother liquor from the crystallization is subjected to cooling hence crystallization of Glaserite (K3Na(SO4)2) Vohra et al 2004 developed a process for recovery of common salt potassium chloride concentrated magnesium chloride with enriched bromide and high purity magnesia from brine in an integrated manner Chirico 1979 also presented a continuous process for the recovery of chemicals in saline water which involves converting the sulphates in the saline water feed to sodium sulphate separating and recovering in the oxide forms essentially all of the magnesium and calcium from the saline water feed preparation of sodium chloride fortified solution by mixing the feed with recycled sodium chloride crystallizing and re-crystallizing and then separating sodium chloride crystals in two evaporative crystallization processes 42 Eutectic Freezing Crystallization The eutectic freezing crystallization separates aqueous solutions of inorganic solutions into pure water and pure salt (Van der Ham et al 1999) The process is characterized by operation near the eutectic point of the solution where both ice and salt crystallize simultaneously (Vaessen et al 2003) Figure 8 shows a typical EFC process scheme
12
Figure 8 Schematic representation of EFC for production of pure water and salt from
waste or process streams (Van der Ham 1998) Compared with the conventional evaporation and cooling techniques this process is capable of reducing energy costs by up to 70 However the high investment costs together with the scale limitations make the process unfavourable but can be overcome with time (Van der Ham et al 1998) Experimental investigations of the eutectic temperatures of various proportions of ions commonly found in natural waters show that the process operates well at temperatures not lower than -25oC (Bardurn and Manudhane 1979) The process has been used to demonstrate separation of ice and KCl crystals from brine based on the direct cooling technique (Stepakoff et al 1974) In another investigation Van der Ham et al 2004 demonstrated separation of ice from CuSO45H20 crystals in a cooled disk column crystallizer based on indirect cooling The process has also been applied at an industrial scale to study the recovery of purified MgSO4H2O from a magnesium sulphate industrial stream emitted from a flue gas desulphurization process (Himawan et al 2006) Experimental techniques have also been used to validate theoretical models developed for predicting alternative pathways for seawater freezing and crystallization (Marion et al1999) However according to Westphal et al 2010 the freezing process for the production of salt from saline water has not got practical importance 5 Membrane processes These processes use a selective synthetic polymeric membrane or resin to recover dissolved salts when subjected to a pressure gradient or an electrical potential across the membrane surface This technique is currently used in RO and EDEDR Other pressure driven membrane processes similar to the RO principle are Ultrafiltration (UF) and Nanofiltration (NF) EDEDR is an electro-membrane process 51 Pressure driven membrane processes Osmosis is the transfer of water through a semi-permeable membrane from a lowly concentrated to a highly concentrated solution until an equilibrium osmotic pressure is achieved In the RO process pressure greater than the osmotic pressure is applied to the
13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

12
Figure 8 Schematic representation of EFC for production of pure water and salt from
waste or process streams (Van der Ham 1998) Compared with the conventional evaporation and cooling techniques this process is capable of reducing energy costs by up to 70 However the high investment costs together with the scale limitations make the process unfavourable but can be overcome with time (Van der Ham et al 1998) Experimental investigations of the eutectic temperatures of various proportions of ions commonly found in natural waters show that the process operates well at temperatures not lower than -25oC (Bardurn and Manudhane 1979) The process has been used to demonstrate separation of ice and KCl crystals from brine based on the direct cooling technique (Stepakoff et al 1974) In another investigation Van der Ham et al 2004 demonstrated separation of ice from CuSO45H20 crystals in a cooled disk column crystallizer based on indirect cooling The process has also been applied at an industrial scale to study the recovery of purified MgSO4H2O from a magnesium sulphate industrial stream emitted from a flue gas desulphurization process (Himawan et al 2006) Experimental techniques have also been used to validate theoretical models developed for predicting alternative pathways for seawater freezing and crystallization (Marion et al1999) However according to Westphal et al 2010 the freezing process for the production of salt from saline water has not got practical importance 5 Membrane processes These processes use a selective synthetic polymeric membrane or resin to recover dissolved salts when subjected to a pressure gradient or an electrical potential across the membrane surface This technique is currently used in RO and EDEDR Other pressure driven membrane processes similar to the RO principle are Ultrafiltration (UF) and Nanofiltration (NF) EDEDR is an electro-membrane process 51 Pressure driven membrane processes Osmosis is the transfer of water through a semi-permeable membrane from a lowly concentrated to a highly concentrated solution until an equilibrium osmotic pressure is achieved In the RO process pressure greater than the osmotic pressure is applied to the
13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

13
highly concentrated side of the membrane hence leading to the diffusion of water through the membrane to the fresh water side leaving dissolved salts behind with an increase in salt concentration Higher salt concentration in the feed water would require higher pressure An illustration of both processes is shown in Figure 9
Figure 9 Reverse osmosis vs osmosis (Krukowski 2001 cited in Younos and Tolou
2005) NF and UF in concept and operation are similar to RO NF is used to partially soften water and is successful at removing low total dissolved solids as well as dissolved organic carbon It uses a coarse form of RO membranes hence has feed pressures lower than those used in RO systems UF is a technique for separation of dissolved molecules on the basis of size implying that larger molecules than the membrane pore size are retained at the surface of the membrane The only difference between UF NF and RO is the size of the molecules that each process retains Pre-treatment is very important for RO processes since the membrane is prone to fouling due to dissolved solutes and impurities UF is used for the pre-treatment of Seawater Reverse Osmosis (SWRO) plants (Van Hoof et al 1999) Commercial RO membranes are manufactured from modern plastic materials in the form of sheets or hollow fibres Pressure driven membrane processes are widely being used for separation and recovery of salts from water However such processes do not recover salts from water to the low levels achieved in distillation processes (Clayton 2006) An assessment of the capacities of NF and RO high-pressure membrane systems to separate a high-concentration water solution was done by Karelin et al 1996 In their study RO membranes were capable of retaining NaCl at a very high concentration in an aqueous solution even when the concentration is near the saturation level In addition NF membranes were capable of separating multi-component solutions into binary ones from which salts can be recovered by vaporization In other previous works the membrane separation technique has been used for salt recovery from waste brine at a sugar decolourisation plant on a pilot-scale (Wadley et al 1995) dye-salt separation using weak acid polyelectrolyte membranes (Xu and Spencer 1997) brackish water desalting (Almulla et al 2002 Lee et al 2004) separation of salts from concentrated organicinorganic salt mixtures (Freger et al 2000) salt recovery from industrial effluents resulting directly from a dyeing industry (Allegravegre et al 2004)
14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

14
52 Electro-chemical separation processes EDEDR is an electro-membrane process which consists of a stack of ion-exchange membranes (Figure 10) which are arranged between an anode and a cathode These membranes are selective to positive and negative ions Under the influence of an applied electric potential difference the ions are forced to migrate towards the electrodes The cations pass through a cation membrane while the anions pass through the anion membrane thus converting the feed saline water into two streams of concentrated brine and fresh water Fouling of the ion exchange membranes by dissolved impurities is overcome by EDR which involves reversing the direction of the electric current The process is applicable for pre-concentration of brine in arid regions unsuitable for solar ponds and having no rock salt deposits (Bauschlicher et al 1983)
Figure 10 An Electrodialysis stack (Brunner 1990 cited in Younos and Tolou 2005)
The production of table salt from sea water by use of ED to concentrate NaCl up to 200 gl prior to evaporation is a technique developed and used exclusively in Japan More than 350000 tons of table salt are produced annually using this technique thus requiring more than 500000 m2 of installed ion-exchange membranes (Noble and Stern 1995) The process has also been used for salt production in the Middle East (Kobuchi et al 1983) ED-MSF-crystallization was also demonstrated for a dual purpose desalination-salt production system (Turek 2002) ED-EDR double step electrodialytic pre-treatment and pre-concentration of coal-mine brine was examined for purposes of salt production (Turek et al 2005) Furthermore the technique was also demonstrated for table salt production using waste brine accompanied with a mining process (Kawahara 1994) brine discharged from a RO seawater desalination plant (Tanaka et al 2003) ED has been observed to be more economically advantageous compared to the evaporation process according to Tanaka 1999 In this analysis it was observed that to produce a ton of NaCl ED would consume 1513 kWh as compared to 1000 kWh for evaporation However Turek and Dydo 2003 noted that electricity as an energy carrier is about 7-10 times more expensive than in the form of steam
15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

15
6 Chemical processes 61 Ion exchange This process involves a chemical reaction involving exchange of ions between a liquid phase and a solid phase The solid phase also known as an organic resin is contained in a column where the liquid phase is passed hence leading to the exchange of ions For salt recovery purposes the feed saline water is passed over the organic resin beds where dissolved Na+ Cl- and other ions are exchanged for other ions of similar charge The beds are normally arranged in series as shown in Figure 11 Ion exchange materials are classified as either cationic or anionic implying that the cation resins interchange H+ ions for positively charged ions while the anion resins exchange OH- ions for negatively charged Cl- ions hence producing water and salt It should be noted that the number of charges on the ions removed from solution must be equivalent to number of charges on the ions exchanged from the material
Figure 11 Schematic diagram of the ion exchange process (Al-Kharabsheh 2003) This technique is environmentally friendly has cheap maintenance and long life of the resins None the less it has limitations in that the volume of desalted water produced in the process is inversely proportional to the ionic concentration in the water In addition the higher salinity of the water requires larger ion exchange equipment which at times is not economical due to the high cost of the organic resins This therefore implies that the process is suitable for low salinity water (Guyer 2010) The process is also prone to fouling of the resin due to organic matter or Fe3+ ions The technique also has environmental implications in that the waste water for disposal after regeneration contains all the minerals removed from the water and the salt Previous studies investigations and assessments have demonstrated the feasibility of this process for recovery of salt from saline water (Ginde and Chu 1972 Kobuchi et al 1983 Tanaka 2003 Ghaly and Verma 2008) 62 Chemical extraction techniques Saline water is an inexhaustible source of common salt together with other valuable salts such as sodium sulphate magnesium chloride magnesium sulphate calcium sulphate etc Chemical process techniques have been developed and applied to purify crude salts from
16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

16
saline waters and their preparation as feedstock for production of value added products from the salts (Aral et al 2004) Attractive chemical processes involve calcination which is a thermal decomposition process and reactive precipitation Chemical processes are conventionally applied in extraction of salts having similar chemical properties which would make it difficult for high purity extraction (Lee and Bauman 1980) The technique is not applicable in extraction of sodium potassium and magnesium chlorides since they somewhat possess similar chemical properties Sodium and potassium chlorides would be extracted out of solution by the evaporation and cooling technique (Kilic and Kilic 2005) Recovery of magnesium hydroxide Mg(OH)2 from samples of waste brine or bitterns at a salt processing plant in Ghana by precipitation has been demonstrated by Lartey 1997 In this study the waste brine samples were precipitated with NaOH followed by washing to yield products which contained some NaCl and Potassium impurities Calcination of Mg(OH)2
yielded MgO which also contained some impurities Rigorous washing of Mg(OH)2 was suggested for quality improvement Reactive precipitation has also been applied to recover CaCO3 from nanofilitration retentate by adding NaHCO3Na2CO3 aqueous solutions to the retentate In this investigation the sodium (bi) carbonate solutions had been produced by reactive absorption of CO2 into sodium hydroxide solutions (Drioli et al 2004) The same technique has also been used in the precipitation of magnesium sulphate from lake brine (Estefan and Nassif 1976) precipitation of basic magnesium carbonate from high sulphate content brines followed by calcinations at 1100oC to produce high quality magnesia (Estefan and Nassif 1980) The recovery of potassium chloride from Dead Sea brines by precipitation and solvent extraction has been demonstrated by Epstein et al 1975 In their study Potassium was recovered from brines by precipitation as potassium perchlorate followed by conversion to potassium chloride by liquid anion exchange with a tertiary amine in the form of its hydrochloride The Dow chemical process has also been observed as a classical economic process of MgCl2 extraction from desalination brines It is accomplished by addition of lime to sea water bitterns to precipitate Mg(OH)2 followed by addition of HCl to precipitate MgCl2 (Al Mutaz and Wagialia 1990) Chemical precipitation techniques have been coupled with evaporation-crystallization processes for more efficiency and purity of recovered salts (Atashi et al 2010) 7 Hybrid technologies
Conventional salt recovery technologies are both energy and cost intensive if they were to operate stand-alone (Gude 2010) In this regard several conventional techniques have been combined in order to hybridize the salt recovery process to increase system performance efficiency and reduction of final disposable brine hence maintaining zero-discharge Examples would involve integration of UF-NF-MSF-crystallization or UF-NF-RO-MSF-crystallization systems (Turek 2002) MCr-NF-RO (Drioli et al 2006) Such processes have been applied to desalt solutions of extremely high concentration which other conventional techniques such as RO are incapable of handling MD and crystallization have been used to obtain pure crystalline products and pure water from solutions of NaCl and MgSO4 of concentrations near to saturation (Mariah 2006) Drioli et al 2004 demonstrated an integrated system for recovery of CaCO3 NaCl and
17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

17
MgSO47H2O as solid products from a NF retentate stream Specifically chemical precipitation techniques were used to precipitate Ca2+ ions followed by a final membrane crystallization unit to recover both NaCl and Epsom salts Pre-filtration neutralization NF and RO have been used for recovery and re-use of salts present in dye house effluent (Allegravegre 2004) Innovative techniques have developed to desulfate brine according to Bader 2007 The techniques are an alternative to NF as a stand-alone process for desulfating brine due to scale and hydraulic boundaries at the membrane surface The proposed techniques integrate NF with liquid-phase precipitation (LPP) and MD with LPP Hybrid techniques involving RO chemical separation and crystallization have been applied for salt production from coal mine brines in Poland (Ericsson and Hallmans 1996) Further research investigations by (Turek et al 2005 2008) have demonstrated that EDEDR-evaporation-crystallization and NF-evaporation-crystallization as opposed to a stand-alone evaporation-crystallization method can be applied to the recovery of salt from coal mine brines In both investigations it was observed that there were considerable improvements in the plant outcome There was a reduction in the unit energy consumption and reduced amount of salt in post-crystallization lye 8 Discussion and synthesis of the findings This section provides a discussion and synthesis of the literature review findings of this paper The discussion includes a comparison of the different salt extraction processes and technologies The discussion primarily addresses the following fundamental questions (a) How do the processes and technologies compare with each other in terms of their
performance characteristics (b) What are the potential challenges and benefits of the technologies 81 Comparison of the processes and techniques The review elucidated the different available salt production technologies In the evaluation of the different processes it is important to select a technique that is suitable for a particular operation The important factors that should be considered for such a selection in particular are the following (Wade 1993 Gude et al 2010 Westphal et al 2010)
(a) Availability of raw materials (brine raw salt) (b) Impurities of the raw material (c) Availability reliability and energy costs (power steam primary energy) (d) Water situation (quantity and quality) (e) Commercial readiness (f) Environment (waste products disposal use of chemicals) (g) Economic feasibility (financing capital costs operating costs)
Based on the above criteria a comparative summary of the relative pros and cons of the identified technologies together with their characteristics as applied to salt production from brine is provided in Table 1 A few notable salt production plants based on the extraction technique are highlighted in Table 2
18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

18
Table 1 Comparison of the salt production processes (Bauschlicher 1983 Ericsson and Hallmans 1996 Kilic and Kilic 2005 Turek and Dydo 2003 2008 Westphal et al 2010 Blumenthal and Losordo 2011) Process Size of
application Brine initial concentration (ppm)
Energy consumption (kWht of salt)
Output quality (Purity NaCl)
Main key features (Benefits and limitations)
Thermal Processes
MSF Medium-large
10000-50000 45 (Output 20 tons hour)
9997 bull High initial capital investments bull Requires highly qualified personnel and
intense process control bull Undersaturated brine causes serious
problems bull Prone to corrosion and erosion
MEE Small - medium
10000-50000 25 (Output 150 tons hour)
9997 bull Has moderate to good efficiency bull Easy to operate since itrsquos a once through bull Preferred for simple process operation and
dual purposes bull Expensive to start bull Prone to corrosion and erosion
MVC Small 10000-50000 155 (Output 30 tons hour)
9997 bull Has high energy efficiency bull Requires electricity high maintenance and
pressure for operation bull Great potential for corrosion and erosion
Solar Evaporation
Small-medium
30000 155 (Output 36 kgm2year)
9854 (un washed) 9975 (washed)
bull Uses free energy requires no maintenance and is environmentally friendly Simple and cheap technique
bull Can achieve up to 72 salt retrieval bull Difficult to get high quality salt bull Has significant waste of salt bull Requires a lot of space and time
19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

19
Open pan evaporation
Small to medium
30000 2708 (Output of 5 tonshour)
9998 bull Process is energy inefficient costly outdated and unsustainable
bull Cannot be operated in high humidity region EFC - - - - bull Process capable of reducing energy costs by
up to 70 compared to distillation bull High investment costs and scale limitations bull Process has not got commercial application
Membrane Processes
RO Small 1000-10000 - - bull Used as a pre-concentration stage for evaporation crystallization Mainly for desalination
bull More pre-treatment of brine needed than thermal process
bull Uneconomical for salt production EDEDR Small-
large 1000-5000 1513
9747 bull Concentrates brine from 35 to 15-20
NaCl before thermal evaporation bull Energy use proportional to salt recovered bull Long membrane lifetime and high
efficiency bull High capital and operational costs
Chemical Processes
Ion exchange Small 1000-5000 - 9747 bull Environmental limitations with disposal of chemical resins
bull Impractical for high saline water hence uneconomical for salt production
Precipitation - - - - bull No commercial importance in table salt manufacturing industry
Hybrid Processes
(1)Pretreatment-RO-Separation-Crystallization (2)NF-Evaporation etc
Small -large
10000-30000 318 (Output 125 tonshour) 450
gt996 bull Low energy consumption and high performance efficiencies
bull Able to overcome problems of scale formation caused by CaSO4 CaCO3 and Mg(OH)2
20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

20
Table 2 Some notable commercial salt production plants Plant Location Total
capacity tonnesyear
Process and remarks Reference
Poland (Debiensko)
109500 Hybrid First stage-Pretreatment and RO Second stage Post- treatment of permeate Third stage Evaporative crystallization
Ericsson and Hallmans 1996
Japan Korea Taiwan
1722990
ED with exchange membranes and MEE
Kobuchi et al 1983 Kawate et al 1983 Noble and Stern 1995 Tanaka et al 2003
Dead Sea Jordan 25000 Solar evaporative crystallization Abu-Khader 2006 Bashitialshaaer et al 2011
Mexico (Guerrero Negro)
175 x 106 Solar evaporative crystallization Baja Quest 2011 Westphal et al 2010
Spain 1 Sals Monzon 2 Torrevieja
120000 700000
Brine purification-crystallization ponds-SALEX Crystallization based on THERMOSOL technique Evaporation due to solar radiation and wind
Sedivy 2000 Nolan 2011
Netherlands 12 x 106 MEE Westphal et al 2010 Italy (Magherita Di Sovoia)
550000
Solar evaporative crystallization
Zeno 2009
United States (Louisiana)
820000 Brine pre-treatment-Crystallization driven by MVR Westphal et al 2010 Shintech Inc 2011
France 1 (Varangeville) 2 Aigues-Mortes
600000 400000
Hybrid MVC-MSF Solar evaporation
Westphal et al 2010
Algeria Bangladesh Germany Greece Iran and Turkey
260000 Recrystallization also similar to MSF Westphal et al 2010
21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

21
Considering Tables 1 and 2 above it can be observed that thermal processes are in a mature phase of technical development and have gained commercial readiness in the salt industry However there is scope for further improvement in the materials selection in order to address issues regarding to corrosion and erosion which would lead to break downs and huge maintenance costs MED has the least energy consumption among the thermal processes The technology is less complex than MSF and MVC in terms of auxiliary equipment and pumps hence well suited for remote applications Thermal methods are more effective than membrane methods in terms of production of highly concentrated brines (Turek and Dydo 2003) The procedures of ED and RO have not found commercial application in the salt industry though They remain restricted to special cases since they involve high energy costs most especially in driving the process pumps In places where they have been applied for salt production purposes they have only been used for production of concentrated brine (Westphal et al 2010) This brine is fed to crystallization plants to avoid expensive evaporation of water thus maintaining high energy efficiencies According to Wade 1993 these processes have considerable scope for future technology in regard to the membrane technology pre-treatment and detail engineering Membrane technologies are not tolerant of the initial feed water concentrations than distillation technologies In this regard membrane performance and life can be adversely affected by contamination of the feed water thus having a big effect on reliability and availability More research efforts are being done in integrating the different salt production technologies (Ericsson and Hallmans 1996 Ahmed et al 2001 Turek and Dydo 2003 Turek et al 2008) 9 Conclusions and outlook Various salt production technologies from brine have been reviewed and analysed in literature with respect to energy consumption raw material treatment needs cost availability reliability and commercial readiness It was observed from the literature that distillation involving evaporation either by solar or thermal processes and the cooling techniques are the most widely used technologies for both traditional and commercial salt production worldwide today Membrane chemical and hybrid salt production technologies are also emerging Several research efforts in these areas have been conducted most especially at demonstration scale thus their full scale commercialisation for salt production has not been fully realized The use of solar evaporation technologies and distillation techniques mainly multiple-effect evaporation would be appropriate in terms of sustainability Thermal processes have the largest share in the installed capacity of commercial salt production implying that these technologies have gained technical maturity over the years With increasing demand for usage of renewable energy technologies for sustainability there is need to investigate the feasibility of integrating solar thermal technologies with proven distillation processes such as MEE for commercial salt production most especially in areas with favourable climatic conditions such as Lake Katwe This would ensure better recovery and process efficiencies low costs and simple brine pre-treatment procedures hence sustainable salt production
22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

22
References Abu-Khader M M 2006 Viable engineering options to enhance the NaCl quality from the Dead Sea in Jordan Journal of Cleaner Production 14 80-86 Ahmed M Arakel A Hoey D and Coleman M 2001 Integrated power water and salt production a discussion paper Desalination 134 37-45 Ahmed M Arakel A Hoey D Thurmarukudy MR Goosen M Al-Haddabi M and Al-Bellushi A 2003 Feasibility of salt production from inland RO desalination plant reject brine a case study Desalination 158 109-117 Al-Harahsheh AM and Al-Itawi HI 2005 Salt production from Dead Sea by using different technological methods prospective outlook Journal of Applied Sciences 5 (8) 1334-1339 Al-Kharabsheh S 2003 Theoretical and experimental analysis of water desalination system using low grade solar heat PhD Thesis University of Florida USA Allegravegre C Moulin P Maisseu M and Charbit F 2004 Savings and re-use of salts and water present in dye house effluents Desalination 162 13-22 Almulla A Eid M Cote P and Coburn J 2002 Developments in high recovery brackish water desalination plants as part of the solution to water quantity problems Desalination 153 237-243 Al Mutaz IS and Wagialia KM 1990 Production of magnesium from desalination brines Resources Conservation and Recycling 3 231-239 Aral H Hill BD and Sparrow G J 2004 Production of Salts from Brines and Bitterns CSIRO Minerals Report DMR-2378B Aral H Hill BD and Sparrow GJ 2004 Salts from saline waters and value added products from the salts CSIRO Minerals Report DMR-2378C Arad A and Morton W H 1969 Mineral springs and saline lakes of the Western Rift Valley Uganda Geochimica et Cosmochimica Acta Volume 33 Issue 10 1169-1181 Atashi W Sarkari M Zeinali M and Aliabadi Z H 2010 Recovery of Magnesium Chloride from resulting potash unit concentrate Case study Iran Great Desert Brine Australian Journal of Basic and Applied Sciences 4 (10) 4766-4771 Bader MSH 2008 Innovative processes to desulfate the Paradox Valley brine Desalination 229 52-67 Bahati G and Natukunda JF 2008 Status of Geothermal exploration and development in Uganda Paper presented at a short course on Geothermal Project Management and Development UNU-GTP KenGen and MEMD-DGSM Imperial Botanical Beach Hotel Entebbe Uganda November 20-22
23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

23
Baja Quest 2011 The salt works Guerreo Baja California Sur Mexico Available at httpwwwbajaquestcomguerreronegrobaja15j_5htm Accessed 20th October 2011 Barduhn JA and Manudhane A 1979 Temperatures required for eutectic freezing of natural waters Desalination 28 233-241 Barnes J W 1961 The Mineral Resources of Uganda Geological Survey of Uganda Bulletin No 4 Bashitialshaaer AI R Persson MK and Aljaradin M 2011 The Deadsea Future Elevation International Journal of Sustainable Water and Environmental Systems Volume 2 No 2 67-76 Bauschlicher HW 1983 Production of Vacuum Salt Based on Seawater as Raw Material in B Ch Schreiber (ed) 6th International Symposium on Salt vol 2 Toronto Canada May 24ndash28 pp 495 ndash 497 Blumenthal I and Losordo Z 2011 Nyanza mines analysis of salt production Available at httphttpswikithayerdartmouthedudownloadattachments41353461Nyanza+Mines2pptxversion=1ampmodificationDate=1291580712000 ENGS 36 Final Project Accessed 21st October 2011 Brunner RE 1990 Electro-dialysis Saline Water Processing Hans-Gunter Heitmann VCH Verlagsgesellschaft Federal Republic of Germany 197-217 Cited in Younos T and Tulou E K 2005 Overview of Desalination Techniques Journal of contemporary water research and education 132 3-10 Chirico AN 1979 A process for recovery of chemicals from saline water United States Patent No 4180 547 Clayton R 2006 Desalination for Water Supply Review of Current Knowledge Foundation for Water Research Dixon CG and Morton WH 1970 Thermal and mineral springs in Uganda Geothermics UN Symposium on the development and utilization of Geothermal resources Pisa 1979 Vol 2 Part 2 Drioli E Curcio E Criscuoli A and Di Profio G 2004 Integrated system for recovery of CaCO3 NaCl and MgSO4middot7H2O from nanofiltration rentate Journal of Membrane Science 239 27-38 Drioli E Curcio E Di Profio G Macedonio F and Crisculi A2006 Integrating membrane contractorrsquos technology and pressure-driven membrane operations for sea water desalination energy exergy and cost analysis Chemical Engineering Research and Design 84 209-220 Ericsson B and Hallmans B 1996 Treatment of saline waste water for zero discharge at the Debiensko coal mines in Poland Desalination 105 115-123
24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

24
Espetein JA Altaras D Feist EM and Rosenzweig J 1975 The recovery of Potassium Chloride from Dead Sea Brines by precipitation and solvent extraction Hydrometallurgy 1 39-50 Estefan SF and Nassif HE 1976 Recovery of valuable mineral salts from Lake Quarun The Chemical Engineering Journal 11 239-240 Estefan SF Nassif HE and Yousef AA 1980 Process technology for recovery of magnesia from brines Powder Technology 27 233-240 Evans LR and Miller JE 2002 Sweeping gas membrane desalination using commercial hydrophobic hollow fiber membranes SAND REPORT SAND 2002-0138 Available at httpprodsandiagovtechlibaccess-controlcgi2002020138pdf Accessed on 14th September 2011 Hajbi F Hammi H and Mrsquonlf A 2010 Re-use of RO Desalination Plant Reject Brine JEPDAV 31341-347 Hajbi F Hammi H Solimando R and Mrsquonlf A 2011 Evaporation of a reverve osmosis discharge by Pitzer model and solubility phase diagrams Fluid Phase Equilibra doi101016jfluid201104014 Hinton J 2011 Gender Differentiated impacts and benefits of artisanal mining Engendering pathways out of poverty A case study in Katwe Kabatooro Town Council Uganda PhD Thesis University of British Columbia Freger V Arnot TC and Howell JA 2000 Separation of concentrated organicinorganic salt mixtures by nanofiltration Journal of Membrane Science 178 185-193 Ghaly AE and Verma M 2008 Desalination of saline sludges using ion-exchange column with zeolite American Journal of Environmental Sciences 4 (4) 388-396 Ginde VR and Chu C 1972 An apparatus for desalination with ion exchange resins Desalination 10 (1972) 309-317 Gude VG Nirmalakhandan N and Deng S 2010 Renewable and sustainable approaches for desalination Renewable and Sustainable Energy Reviews 14 2641ndash2654 Guyer P 2010 An Introduction to Water Desalination 2010 Available at http wwwcedengineeringcomIntro20to20Water20Desalinationpdf Accessed 17th September 2011 Hatzikioseyian A Vidali R and Kousi P 2011 Modelling and thermodynamic analysis of a multi effect distillation plant for seawater desalination Available at httpwwwmetalntuagruploads3024179Modelling_and_thermodynamic_analysis_of_a_MED_plant_for_seawater_desalinationpdf Accessed on 08th October 2011
25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

25
Himawan C Kramer HJM and Witkamp GJ 2006 Study on the recovery of purified MgSO47H2O crystals form industrial solution by eutectic freezing Separation and Purification Technology 50 240-248 Karelin FN Askerniya AA Gril ML and Parilova OF 1996 Salt concentration and recovery from aqueous solutions using pressure-driven membrane processes Desalination 104 69-74 Kawahara T 1994 Construction and operation experience of a large-scale electrodialysis water desalination plant Desalination 96 341-348 Kawate H Miyaso K and Takiguchi M 1983 Energy savings in salt manufacture by ion exchange membrane electro dialysis Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Kilic Ouml and Kilic AM 2005 Recovery of salt co-products during salt production from brine Desalination 186 11-19 Kobuchi Y Terada Y and Tani Y 1983 The first salt plant in the Middle East using electro dialysis and ion exchange membranes Sixth International Symposium on salt Toronto Ontario Canada May 24-28 Korovessis NA and Lekkas TD 2009 Solar salt worksrsquo wetland function Global NEST Journal 11(1) 49-57 Kristjaacutensson I 1992 Commercial production of salt from geothermal brine at Reykjanes Iceland Geothermics 21(56) 765-771 Lartey RB 1997 Recovery of useful chemicals from local salt bitterns Journal of Applied Science and Technology 2 (1 amp 2) 77-84 Lee JM and Bauman WC 1980 Recovery of Mg++ from brines The DOW Chemical Company Midland Mich App NO 939544 Lee S Cho J and Elimelech M 2004 Influence of colloidal fouling and feed water recovery on salt rejection of RO and NF membranes Desalination 160 (1) 1-12 Vergara-Edwards L and Parada-Frederick N 1983 Study of the Phase Chemistry of the Salar de Atacama brine Sixth International Symposium on Salt 1983-Vol 11 Salt Institute Mariah L Buckley AC Brouckaert JC Curcio E Drioli E Jaganyi D and Ramjugemath D 2006 Membrane distillation of concentrated brines-Role of water activities in the evaluation of driving force Journal of Membrane Science 280 937-947 Marion GM Farren RE and Komrowski AJ 1999 Alternative pathways for seawater freezing Cold Regions Science and Technology 29(3) 259-266 Mathers SJ 1994 The industrial mineral resource potential of Uganda British Geological Survey Technical Report WC941
26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

26
Mohammadesmaeili F Badr M K Abbaszadegan M and Fox P 2010 Mineral recoveries from inland reverse osmosis concentrate using isothermal evaporation Water Research 44 6021-6030 Morton W H 1969 Further Notes on Lake Katwe Geological Survey and Mines Department Report No WHM9 March 1969 Morton W H 1973 Investigation of the brines and evaporite deposits of Lake Katwe western Uganda Overseas Geology and Mineral Resources No 41 Institute of Geological Sciences 107-118 Nie Z Bu L Zheng M and Zhang Y 2009 Crystallization path of salts from brine in Zabuye Salt Lake Tibet during isothermal evaporation ldquoNatural Resources and Environmental Issues Vol 15 Article 40 Available at httpdigitalcommonsusuedunreivol15iss140 Accessed 20th June 2011 Nielsen JM and Dahi E 1995 Fluoride Contamination and Minerological Composition of East African Magadi (TRONA) 2nd International Workshop on Prevention and Defluoridation of Water Ninawe L and Breton C 1989 Process for the production of salt United States Patent No 4797981 January 17 1989 Ninawe L Humblot C and Gerard P 2004 Method for producing sodium chloride crystals United States Patent No 6692720 Noble RD and Stern SA 1995 Membrane separations technology principles and applications Elsevier 1995 Technology and Engineering Nolan M T 2011 Salt Production Up Available at httpwwwtheleaderinfo382article30024torrevieja-salt-production-up Accessed on 20th October 2011 Pereira MC Mendes JF Horta P and Korovessis N 2007 Final design of an advanced solar dryer for salt recovery from brine effluent of an MED desalination plant Desalination 211 (1-3) 222-231 Ravizky A and Nadav N 2007 Salt production by the evaporation of SWRO brine in Eilat a success story Desalination 205 374-379 Reali M 1984 A refrigerator- heat-pump desalination scheme for fresh water and salt recovery Energy 9 (7) 583-588 Sedivy VM 2000 ldquoSalt from Hot Airrdquo Industrial Minerals no 9 40 ndash 45 Sedivy VM 2009 Processing of salt for chemical and human consumption Volume 2 1385 - 1402 of 9th International Symposium on Salt (ISBN 978-7-80251-213-9) 4th ndash 6th September 2009 Beijing International Convention Centre Beijing China
27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

27
Shintech Inc 2011 Plaquemine Louisiana USA Turnkey Salt Purification amp Chlor-alkali Concentration System httpwwwhpdsystemscomenreferencesshintech1saltcausticsystem6974shintech1saltcausticsystemhtm Accessed 20th October 2011 Stepakoff GL Siegelman R Johnson R and Gibson W 1974 Development of a eutectic freezing process for brine disposal Desalination 14 25-38 Tanaka Y 1999 Regularity in ion-exchange membrane characteristics and concentration of sea water Journal of Membrane Science 163 277-287 Tanaka Y Ehara R Itoi S and Goto T 2003 Ion exchange membrane electrodialytic salt production using brine discharged from a reverse osmosis seawater desalination plant Journal of Membrane Science 222 71-86 Turek M 2002 Dual-purpose desalination-salt production electrodialysis Desalination 153 377-381 Turek M 2003 Seawater desalination and salt production in a hybrid membrane-thermal process Desalination 153 173-177 Turek M and Dydo P 2003 Hybrid membrane ndash thermal versus simple membrane systems Dealination 157 51-56 Turek M Dydo P and Klimek R 2005 Salt production from coal-mine brine in ED-evaporation-crystallization system Desalination 184 439-446 Turek M Dydo P and Klimek R 2008 Salt production from coal-mine brine in NF-evaporation-crystallization system Desalination 221 238-243 UDC 1997 Feasibility study of the rehabilitation of Lake Katwe Salt Project Uganda Development Cooperation Republic of Uganda US Geological Survey 2011 Mineral Commodity Summaries January 2011 Prepared by Dennis S Kostick Available at httpmineralsusgsgovmineralspubscommoditysaltmcs-2011-saltpdf Accessed 8th August 2011 Vaessen RJC Janse JH Seckler MM and Witkamp GJ 2003 Evaluation of the perofmance of a newly developed eutectic freeze crystallizer Scraped cooled wall crystallizer Institution of Chemical Engineers Trans IChemE Vol 81 Part A November 2003 Van der Ham F Witkamp GJ De Graauw J and Van Rosmalen GM 1998 Eutectic freeze crystallization Application to process streams and waste water purification Chemical Engineering and Processing 37 207-213
28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal

28
Van der Ham Witkamp GJ De Graauw J and Van Rosmalen GM 1999 Eutectic freeze crystallization simultaneous formation and separation of two solid phases Journal of Crystal Growth 198199 744-748 Van der Ham F Seckler MM and Witkamp J G 2004 Eutectic freeze crystallization in a new apparatus the cooled disk column crystallizer Chemical Engineering and Processing 43 161-167 Van Hoof SCJM Hashim A and Kordes AJ1999 The effect of ultrafiltration as pre-treatment to reverse osmosis in waste water reuse and seawater desalination applications Desalination 124 231-242 Vohra RN Ghosh PK Mohandas VP Joshi HL Deraiya HH Dave RH Halder K Yadav RB Daga SL Majeethia K and Saraiya UP 2004 Recovery of common salt and marine chemicals from brine United States Patent No 6776972 Wade NM 1993 Technical and economic evaluation of distillation and reverse osmosis desalination processes Desalination 93 342-363 Wadley S Brouckaert CJ and Braddock LAD 1995 Modelling of Nano filtration applied to the recovery of salt from waste brine at a sugar decolourisation plant Journal of membrane science 102 163-175 Wang S Guo Y Zhang N Bu L Deng T and Zheng M 2011 Caloric evaporation of the brine in Zangnan Salt Lake Higher Education Press and Springer-Verlag Berlin Heidelberg 2011 DOI 101007s11705-010-1029-0 Westphal G Kristen G Wegener W Ambatiello P Geyer H Epron B Bonal C Steinhauser G and Goumltzfried F 2010 Sodium Chloride 2010 Wiley-VCH Verlag GmbH amp Co KGaA Weinheim 10100214356007a24_317pub4 Winkler R 1985 Treatment of brine elutriate United States Patent Number 4547197 Zeno C 2009 The ecological importance of the Margherita Di Savoia saltworks Global Nest Journal 11(1) 1-9
Ian Blumenthal