Embed Size (px)
Citation preview

High -End Fibersby Compact Spinning
Erwin Glawion
Coordinator of Technological Innovations
Fleissner GmbH
Phone: +49 - (0)6103 - 401 – 409Fax: +49 - (0)6103 - 401 – 440E-mail: [email protected]: www.fleissner.de
Better machines. Better Fibers.
Moscow 12. February 2008

28.05.2012 Fleissner GmbH 2
Company profile
Fleissner headquarters Egelsbach / Germany
Fleissner GmbH
Founded in: 1848
Turnover 2007: > 50 Mio. €
Global workforce: 300
Fields of activity: Complete systems & individual machinery for nonwovens, man-made fibers, carpet & textile lines

28.05.2012 Fleissner GmbH 3
Company profile
Tradition and technical milestones of Fleissner
1848: Founded by Johann Christian Fleissner in Asch/Bohemia as blacksmith‘s shop
1929: Hans Fleissner receives first patent for Through Air Dryer
1951: Family Fleissner moved to current location in Egelsbach with growing reputation as textile machinery supplier
1960: Worldwide leading supplier for man-made fiber lines
1975: Development of machines for the Nonwovens production
2006: Trützschler acquires Fleissner GmbH

28.05.2012 Fleissner GmbH 4
Tradition & Innovation
ITMA 2007
Impressions
Company profile

28.05.2012 Fleissner GmbH 5
Company profile
Technical Centre in Egelsbach
Water-entangling
System
AQUAJET
Conventional and compact spinning
with complete draw line

28.05.2012 Fleissner GmbH 6
Company profile
Manufactured by Fleissner
Drums
Draw
stands
Drier
Rolls

28.05.2012 Fleissner GmbH 7
Company profile
Products made on Fleissner machinery
Man Made Fiber
Paper / Tissue
Textile / Carpet
Nonwovens

28.05.2012 Fleissner GmbH 8
High -end fibers
Colorfast & uniformity
Low shrinkage
Some fiber applications and their requirements
Bulk & resilienceCotton-like
High -endfiber

28.05.2012 Fleissner GmbH 9
52%
21%
17%
9% 1%
Fibers
Films
Bottles
Straps
others
Applications of bottle flakes in Europe
Source: PETcore/PCI 2007
High -end fibers

28.05.2012 Fleissner GmbH 10
Crimp & bulk
free ofdefects
elongation& tenacity,shrinkageColor
matching&uniformity
High-endfibres
Rawmaterial
costs
High -end fibers
Balance of raw -material and fiber quality
Rawmaterial
costsCrimp & bulk
free ofdefects
elongation& tenacity,shrinkageColor
matching&uniformity
High-endfibres
Quality

28.05.2012 Fleissner GmbH 11
Raw material qualitylow
high
fiber
sta
ndar
d le
vel
lowhigh
Cotton type 1,4 dtex
Fill fiber 6,7 dtex
Carpet fiber 17 dtex
Nonwoven fiber 3,3 dtex
Productivity
Investment costs
Chips virgin chips recycled bottle flakes straps fiber waste
High -end fibers
Discrepancy of fiber production

28.05.2012 Fleissner GmbH 12
Material handling ( Drying, dosing)
Melt preparationMelting, Homogenizing, Filtration
Melt distribution (Pipes, beam)Fiber formation (Quenching, spin finish application
Polymer/melt part
Drawing
Texturing/ Crimping+Heat setting
Winding/ Cutting+Baling
Textile part
Basic process steps of fiber spinning
Technological basics

28.05.2012 Fleissner GmbH 13
Technological basics
10 100 1 000 10 000 100 000
Number of holes per spinneret1
1000
2000
3000
4000
5000
Spi
nnin
g sp
eed
(m/m
in)
Spinning processes for fibers and filaments
FilamentsFDYPOYBCF… Staple
1-stepStaple2-step

28.05.2012 Fleissner GmbH 14
Influence of quenching and number of rows of holes
Quench
Que
nch
tem
p. high
low
Isotherms
backfront
Low dpf = many rows
High dpf = few rows
draw
abili
ty
Technological basics

28.05.2012 Fleissner GmbH 15
Up to 300 m/minUp to 200 m/minFiber line speed
10 to 60 (100) tpd10 to 60 tpdTotal output
1,5 – 6,8 cN/dtex1,5 – 5 cN/dtexTenacity
1.000 – 6.0008.000 – 70.000Holes per spinning plate
1.000 – 1500 m/min
30 – 60 m/minSpinning speed
conventional plant (two-stage)
compact plant (single-stage)
160 – 260 kg/h80 – 200 kg/hTypical output per spinning position depending on dpf
0,8 – 30 dtex1,5 – 30 dtexTiter range
2, 3, 4, 6, 8, 12, 163, 4, 6, 8, 12, 16Spinning positions
Typical values for PET staple fibers
Technological basics

28.05.2012 Fleissner GmbH 16
Cryst./ Drying
Melt preparation
Melt distribution
Fiber formation
Drawing
Crimping
Heatsetting
Cutting
Baling
CompactCompact
Can creel
Cryst./ Drying
Melt preparation
Melt distribution
Fiber formation
Drawing
Crimping
Heatsetting
Cutting
Baling
Tow plaiter
Conventional
Staple fibers by…
Technological basics

28.05.2012 Fleissner GmbH 17
Lower investment
Less personnel
Less space
High flexibility
Ideal for melt-dyeing!
More economicalfor low dpf
Ideal for hugecapacities
Much cheaperspin packs forbicomponent
Staple fibers by…
Conventionalspinning
Compactspinning
Technological basics

28.05.2012 Fleissner GmbH 18
Bulk [%]
Tenacity [cN/dtex]
Capacity compact [kg/h]
Capacity conventional [kg/h]
Trends of crimp and bulk vs. fineness
Single Titer [dtex]diameter [µm]4032271510
17116,73,31
Technological basics

28.05.2012 Fleissner GmbH 19
10 20 30 40 50 60
Ten
acity
cN/d
tex
7
6
5
4
3
2
Conventionalline two-stage
Compact linesingle-stage
Fiber types by tenacity and elongation
Elongation (%)
wool type normal
viscose type
HM/HT cotton type
Technological basics

28.05.2012 Fleissner GmbH 20
mas
terb
atch
L
b
a
optical testing
refe
renc
e
spinning drawing ?Conventional
spinning + drawing
Compact
Technological basics

28.05.2012 Fleissner GmbH 21
Defects, undrawn fibers and fiber fusions after drawing
Most typical problem
Technological basics

28.05.2012 Fleissner GmbH 22
Filament breaks with
wraps on thedraw stands
Most typical problems
Technological basics

28.05.2012 Fleissner GmbH 23
MELT FIBER
Defects and fiber fusions after drawing
Filament breaks inspinningNormal
viscosity
Lowviscosity
The effect…
Technological basics

28.05.2012 Fleissner GmbH 24
Wrapping fiber Drawing
amorphousfibers
Fiber fusions Crystallized fibers+ amorphous defects
… and the consequences on the draw line
Technological basics

28.05.2012 Fleissner GmbH 25
+30%
-25%
0,003% H20Chewing
gum
honey0,2% H20
Influence of moisture on PET viscosities
Limit: ±5%!!
Technological basics

28.05.2012 Fleissner GmbH 26
Technological basics
mmcmmkmLength of defect
mssminhrdaysweeksmonthsDuration of trouble
Flakes
Cryst./ Drying
Melt preparation
Melt distribution
Fiber formation
Drawing
Crimping
Heatsetting
Cutting&Baling
No influence
Defect analysis

28.05.2012 Fleissner GmbH 27
Hopperdrier
Twinscrew
Processing time for different drying methods
1 hour1 min1 sec 1 day
Vacuumreactor
Technological basics
Dwell time
Tumbledrier

28.05.2012 Fleissner GmbH 28
Ideal drier
Inadmissibledistribution
Sha
re o
f con
tent
[%]
Dwell time variation
Residence time distribution for different drying method s
Technological basics
Gauss Real time

28.05.2012 Fleissner GmbH 29
Correlation between Fiber dia and viscosity
Viscosity (Pas)
Fiber dia (µm)
time (ms)
High peak
Low peak
Technological basics

28.05.2012 Fleissner GmbH 30
Tumble drier
Technological basics
Drawbacks:-Space-Manpower-Investment costs-Batch process with risksduring emptying and bysucceeding conveying
Advantages:-Low energy consumption-Perfect quality

28.05.2012 Fleissner GmbH 31
Technological basics
Vacuum reactor
Advantages:-Low energyconsumption-Little space
Drawbacks:-Wear parts-Investment costs-Wide dwell time spectrum

28.05.2012 Fleissner GmbH 32
Technological basics
Twin Screw Extruder
Drawbacks:-Sensitive process withcomplicated pressurecontrol
Advantages:-Low energy consumption-Minimum space
28.05.2012 Fleissner GmbH 33
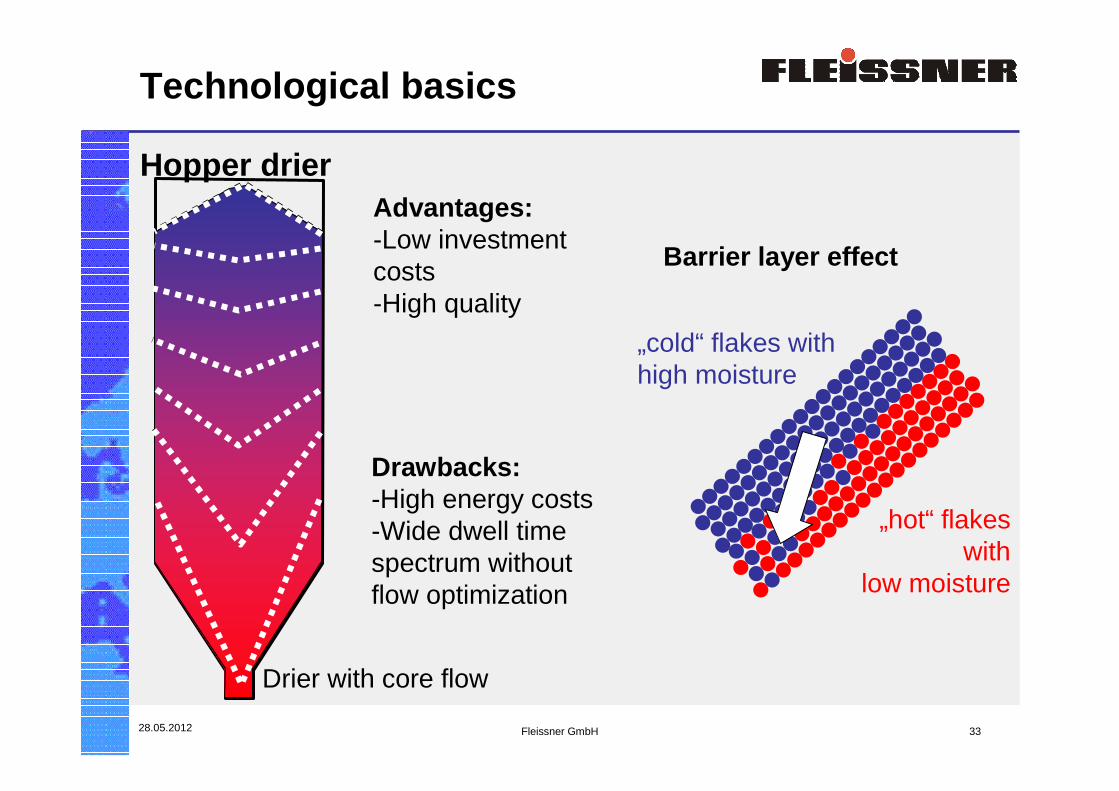
Technological basics
Barrier layer effect
„cold“ flakes withhigh moisture
„hot“ flakeswith
low moisture
Drier with core flow
Hopper drierAdvantages:-Low investmentcosts-High quality
Drawbacks:-High energy costs-Wide dwell time spectrum withoutflow optimization

28.05.2012 Fleissner GmbH 34
Solutions
Barrier layer effect
„cold“ flakes withhigh moisture
„hot“ flakeswith
low moisture
Flow-optimized drierDrier with core flow
Hopper drier

28.05.2012 Fleissner GmbH 35
Solutions
Flakes
Melt distribution
Fiber formation
Cryst./ Drying
Melt preparation
Filt
ratio
n
Dos
ing
Ext
rusi
on
TRADITIONAL

28.05.2012 Fleissner GmbH 36
Solutions
Flakes
Melt distribution
Fiber formation
Melt preparation
Filt
ratio
n
Dos
ing
Ext
rusi
on
Met
erin
g
Deg
assi
ng
TWIN-SCREW

28.05.2012 Fleissner GmbH 37
Solutions
Flakes
Melt distribution
Fiber formation
Crystallizer
Melt preparation
Filt
ratio
n
Dos
ing
Ext
rusi
on
Met
erin
g
Deg
assi
ng
TWIN-SCREW

28.05.2012 Fleissner GmbH 38
Solutions
Flakes
Melt distribution
Fiber formation
Vacuum reactor
Melt preparation
Filt
ratio
n
Dos
ing
Ext
rusi
on
Met
erin
g
Deg
assi
ng
SINGLE SCREW

28.05.2012 Fleissner GmbH 39
Very longVery shortVery shortVery longColor changing time
Medium to low
Medium to high
Medium
Medium
Twin Screw Extruder(with crystallizer)
Low
Medium
Medium
Very short
Twin Screw Extruder(without crystallizer and drier)
High to Medium
Reasonable
High to low(depending on drier)
Long
Single ScrewExtruder(with drier and crystallizer)
LowEnergy costs
MediumTime for Drying
Very lowChance to getviscosity variationsfrom drying
Single ScrewVacuumExtruder(with vacuumreactor)
HighInvestment volume
Pressure sensivity Low High High Medium
Solutions
Comparison of extrusion systems

28.05.2012 Fleissner GmbH 40
Further features of Fleissner compact spinning plant
1. Quick color change => central melt distribution
Solutions
2. Uniform temperature distribution =>
Dowtherm heating
3. Melt homogenization => sand filtration
4. Uniform drawing conditions =>outflow quench
5. Easy handling => Quick bottom loading(Zimmer-design)
6. Minimized fiber wrapping => optimized spin
finish application

28.05.2012 Fleissner GmbH 41
Minimization of influence of pressure variations
<1
Rotary typePiston type
Solutions
PMT
Piston type
Rotary type

28.05.2012 Fleissner GmbH 42
3,7 - 4,2
3,4 - 3,7
3,0 - 3,4
Max. TenacitycN/dtex
40 – 602
60 – 801
80 – 1001
Min. Elongation%
Draw Frame 3
Draw Frame 2
Draw Frame 1
Draw Zones
Post treatment on draw line
2
Examples of draw line configurations

28.05.2012 Fleissner GmbH 43
Post treatment on the draw line
Finish applicator
CompactSpinning line
Draw zone with steam duct
View on draw line with 1st drawing section
28.05.2012 Fleissner GmbH 44
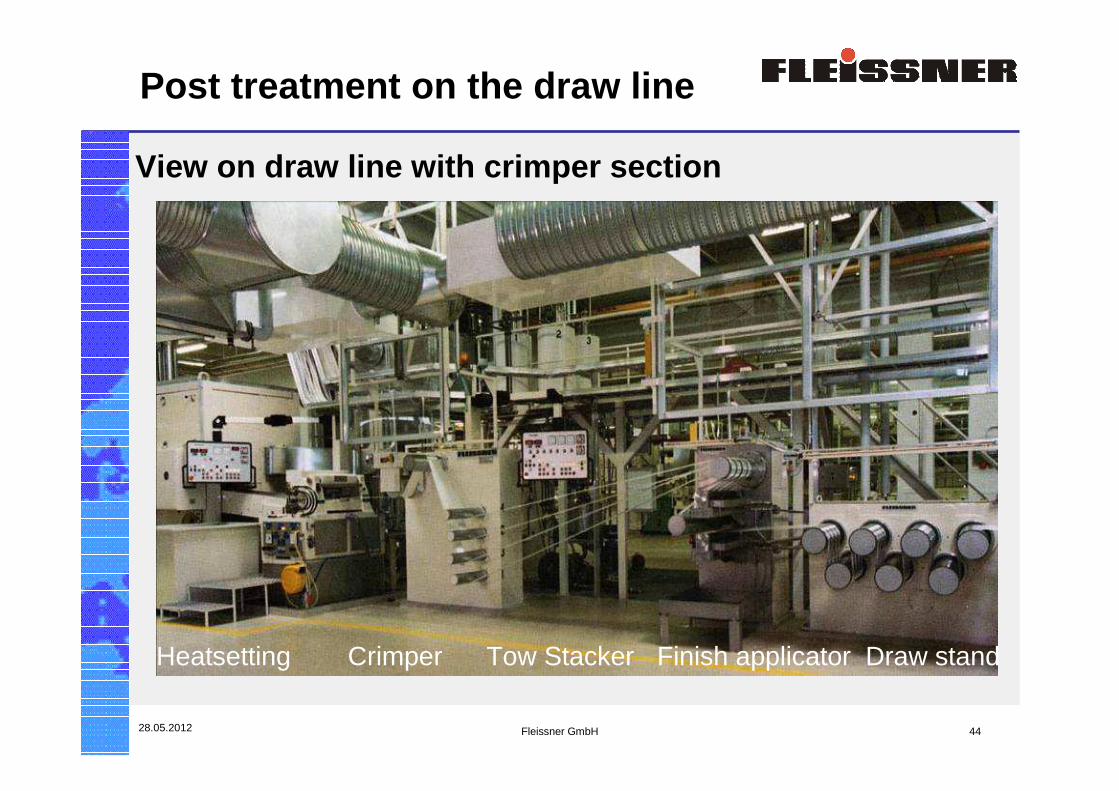
Post treatment on the draw line
Heatsetting Crimper Tow Stacker Finish applicator Draw stand
View on draw line with crimper section

28.05.2012 Fleissner GmbH 45
Summary
- Compact spinning is ideal for the recycling of bottle flakes
- Compact spinning is the best process to produce coarse and/or melt-dyed high-end fibers especially for the automotive industry
- Defects and fiber wrapping can only be avoided or eliminated by suitable hardware components
- Twin-screw extruders in combination with rotary screens are the best technological choice
- Fleissner has the technological know how to be a competent supplier and partner for fiber manufacturers

28.05.2012 Fleissner GmbH 46
Thank youfor your
attention .Our representative: Textima GmbH
Phone: +49 – (0)30 24004 160Mobile: +49 – (0)172 3868 448E-mail: [email protected]
[email protected]: www.fleissner.de









![WORLD’S LARGEST MANUFACTURER OF COMPACT MESH … · top roller Kluber grease UFP HJ4-3 Compact Spinning System [ Less Hairiness ] Represented in India by, media.bridge@gmail.com](https://img.pdfslide.net/doc/110x75/5e494b97f254481f7d767d4c/worldas-largest-manufacturer-of-compact-mesh-top-roller-kluber-grease-ufp-hj4-3.jpg)