Embed Size (px)
Citation preview

Acknowledgements:Crispin Allen, Angela Dawson,
Don Fleming, Adrian Kelly, Barry Howarth,
Flow Properties of Filled Materials and Standards Update
Martin Rides 29 March 2006

Outline
• Introduction• Intercomparison on slip flow measurements• Uncertainties in measurement• Modelling slip flow• Rheological standards in ISO • Discussion of plans for current project “H4”• Summary

Background
The flow behaviour of multi-phase/highly filled materials can be complex
Multi-phase materials exhibit flow behaviours that are difficult to characterise, but are often essential to their processability, e.g.:– extreme shear thinning (e.g. thixo-casting)– slip (e.g. plastics extrusion)
The reliable measurement of the flow behaviour of multi-phase is relevant to many industrial sectors and is important to, for example: – materials design, selection, QC,– process modelling (design, optimisation)– reducing scrap rates and time to market

Project summary (MPP7.4)
Task 1: Review of measurement and modelling technology for multi-phase materials, and initial experimental and modelling assessment of slip flow
Task 2: Measurement for slip and shear thinning flow behaviour of multi-phase materials
Task 3: Appraisal of effect of slip phenomenon
Task 4: Standards and dissemination activities

of
Rheological characterisationof filled materials: a review
available from the NPL website

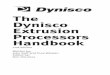
Schematic of a capillary extrusion rheometer
Piston head
Piston
Pressuretransducer
Capillary die
Heater
Barrel wall
Sample
Entrance pressure drop
Shear flow pressure drop
Stagnant / vortexregion
Piston head
Piston
Pressuretransducer
Capillary die
Heater
Barrel wall
Sample
Entrance pressure drop
Shear flow pressure drop
Stagnant / vortexregion
Viscosity = f(flow rate, pressure, geometry, temperature)Slip velocity potentially by using different die diameters

Slip flow mechanisms
• Adhesive failure (failure between polymer molecules and wall)
• Cohesive failure (failure between molecules adjacent to wall)
• Depletion (migration)• Shear banding (constitutive instabilities)

0
10
20
30
40
50
60
0 50 100 150 200 250 300 350 400Time
Ext
rusi
on p
ress
ure,
MP
a
Ps, Ros257, H002Pl, Ros257, H002
Entrance pressure drop of filled polymer using different diameter dies at 165 °C (H002)

Entrance pressure drop of filled polymer using different diameter dies at 165 °C (H005)
0
10
20
30
40
50
60
0 50 100 150 200 250Time
Ext
rusi
on p
ress
ure,
MP
a
Ps, Ros248, H005Pl, Ros248, H005
No extrudate distortion

Entrance pressure drop of filled polymer using different diameter dies at 165 °C
1
10
100
10 100 1000 10000Apparent shear rate, 1/s
Ext
rusi
on p
ress
ure,
MP
aa
Pl, ros248 h005Ps, ros248 h005

Slip flow theory for flow in a tube - Mooney
Total flow = slip flow + shear flow
QQ = Q shearslipT +
( )∫+=w
dRV
w
sa
τ
ττγττ
γ0
23
44&&
1 + 3
44 = 4 w
/n1
3
+
Knn
RV
RQ sT σ
π
Vslip
Vshear
.4 = 4
3const
RV
RQ sT +
π

Different flow regimes and die diameters indicating a die dependence of results above the slip transition.
AAEHH005 at 165 °C.
100000
1000000
1 10 100 1000 10000 100000
Apparent shear rate, 1/s
She
ar s
tress
, Pa
0.5mm
1mm
1.5mm
2mm

Intercomparison results for different die diameters
AAEHH005 at 165 °C.
100000
1000000
1 10 100 1000 10000 100000
Apparent shear rate, 1/s
She
ar s
tress
, Pa
A, 2 mm
A, 1.5 mm
A, 1 mm
A, 0.75 mm
A, 0.5 mm
C, 2 mm
C, 1.5 mm
C, 1 mm
C 0.5 mm
D, 2 mm
D, 1.5 mm
D, 1mm

Intercomparison results for 1 mm die diameter only
AAEHH005 at 165 °C.
100000
1000000
10 100 1000 10000
Apparent shear rate, 1/s
She
ar s
tress
, Pa
A, 1 mm
C, 1 mm
D, 1mm
1 mm die only

Constant shear stress data to determine slip velocity
AAEHH005 at 165 °C.
y = 500x + 2000
y = 693.46x + 501.54
y = 532.04x + 375.96
y = 366.37x + 263.23
y = 278.36x + 196.75
0
500
1000
1500
2000
2500
3000
3500
4000
4500
0 1 2 3 4 51/(die radius, mm)
App
aren
t she
ar ra
te, 1
/s
325 kPa350 kPa400 kPa450 kPa500 kPaLinear (500 kPa)Linear (450 kPa)Linear (400 kPa)Linear (350 kPa)Linear (325 kPa)
Shear stress

Intercomparison results for wall slip velocity
AAEHH005 at 165 °C.
10
100
1000
100 1000Shear stress, kPa
Wal
l slip
vel
ocity
, mm
/s
.
Lab ALab CLab D

Uncertainty analysis of slip velocity determination
2
22
2
11
2
22
2
11
)(.)(.)(.)(. )(
∂∂
+
∂∂
+
∂∂
+
∂∂
= RuRV
RuRV
QuQV
QuQV
Vu ssT
T
sT
T
ssc
For detail see: Measurement Good Practice Guide No. 90

Uncertainties in slip velocity
Parameter Symbol Units Probability distribution
Divisor,φ
Parameter value,
x
Parameter range, +/-,
δ
Standard uncertainty,
u(xi) = δ/φ δ/x
Sensitivity coefficient,
∂y/∂xi [(∂y/∂xi).u(xi)]2
Flow rate 1 QT1 m3/s Normal 1 1.61E-08 3.22E-09 3.22E-09 0.2 6790611 4.77E-4
Flow rate 2 QT2 m3/s Normal 1 3.73E-07 7.46E-08 7.46E-08 0.2 -106103 6.27E-05
Die radius 1 R1 m Rectangular 1.7321 0.00025 3.5E-06 2.02E-06 0.014 -939.043 3.6E-06
Die radius 2 R2 m Rectangular 1.7321 0.001 3.5E-06 2.02E-06 0.0035 95.58083 3.73E-08
Combined standard uncertainty, m/s 0.0233
Coverage factor 2
Expanded uncertainty (95% confidence level), m/s 0.0466
Slip velocity, m/s 0.0696
Relative expanded uncertainty of slip velocity (95% confidence level), % 67%
Using two dies: 0.5 mm and 2 mm diameter.
20% standard deviation in the determination of flow rate (or apparent shear rate). Shear stress 325 kPa. EVA AAEHH005 at 165 °C.

Uncertainties in slip velocity
Parameter Symbol Units Probability distribution
Divisor,φ
Parameter value,
x
Parameter range, +/-,
δ
Standard uncertainty,
u(xi) = δ/φ
δ/x Sensitivity coefficient,
∂y/∂xi
[(∂y/∂xi).u(xi)]2
Flow rate 1 QT1 m3/s Normal 1 7.4E-08 1.48E-08 1.48E-08 0.2 2546479 0.001419
Flow rate 2 QT2 m3/s Normal 1 3.73E-07 7.46E-08 7.46E-08 0.2 -318310 0.000564
Die radius 1 R1 m Rectangular 1.7321 0.0005 3.5E-06 2.02E-06 0.007 -851.845 2.96E-06
Die radius 2 R2 m Rectangular 1.7321 0.001 3.5E-06 2.02E-06 0.0035 286.7425 3.36E-07
Combined standard uncertainty, m/s 0.0446
Coverage factor 2
Expanded uncertainty (95% confidence level), m/s 0.0892
Slip velocity, m/s 0.0696
Relative expanded uncertainty of slip velocity (95% confidence level), % 128%
Using two dies: 1 mm and 2 mm diameter. 20% standard deviation in the determination of flow rate (or apparent shear rate).
Shear stress 325 kPa. EVA AAEHH005 at 165 °C.

Uncertainties in slip velocity
Shear stress, kPa 1/R 325 400 450 325 400
1 500 940 - 500 940
1.333333 500 950 1350 500 -
2 806 1572 1990 806 1572
4 1300 2475 3250 - 2475
Maximum radius ratio 4 4 3 2 4
95% confidence range on gradient value 118 254 838 1443 657
Relative expanded uncertainty of slip velocity (95% conf. level), % 42% 48% 121% 440% 131%
Using at least three dies
EVA AAEHH005 at 165 °C.

Intercomparison results with 40% uncertainty bars
10
100
1000
100 1000Shear stress, kPa
Wal
l slip
vel
ocity
, mm
/s
.
Lab ALab CLab D

Measurement Good Practice Guide
Slip flow measurements by capillary extrusion rheometry

Task 3Numerical simulation to validate data generated by improved techniques
Demonstration of effect of slip assumption on modelling predictions
In collaboration with Don Fleming, Fleming Polymer Testing and Consultancy

Slip flow modelling
Scaled radial position
Vel
ocity
, mm
/s
0 10.2 0.4 0.6 0.80
10
20
30
40
50
Scaled radial position
Vel
ocity
, mm
/s
0 10.2 0.4 0.6 0.80
10
20
30
40
50
Scaled radial position
Vel
ocity
, mm
/s
0 10.2 0.4 0.6 0.80
10
20
30
40
50
Scaled radial position
Vel
ocity
, mm
/s
0 10.2 0.4 0.6 0.80
10
20
30
40
50
Compuplast Flow2000™ Virtual Extrusion Laboratory™simulation software for extrusion processing

Slip flow modelling
y = 2E-22x4.2399
R2 = 0.999
10
100
1000
100000 1000000
Corrected shear stress, Pa
Wal
l slip
vel
ocity
, mm
/s
bws aV τ=
100000
1000000
10 100 1000 10000
Apparent shear rate, 1/s
She
ar s
tress
, Pa
A, 1 mm
C, 1 mm
D, 1mm
1 mm die only

Slip flow modelling
No-slip region Slip region Apparent shear rate, s-1 100 250 1000 3000
Measured pressure drop, MPa 18.3 24.6 22.9 31.8
Predicted pressure drop – no-slip, MPa 19.2 (5%)
24.5 (-1%)
32.2 (43%)
38.8 (22%)
Predicted pressure drop - with slip, MPa 13.1 (-28%)
16.8 (-32%)
23.6 (3%)
30.3 (-5%)
Comparison of pressure drop predictions with and without slip model

Slip flow modelling
DEPC-MN 40
Polymer flow incorporating slip and implications for polymer processing simulation
M. Rides, D. Fleming and C.R.G. Allen

Slip flow characterisation
• Intercomparison of determination of slip velocity measurement
• Assessment of uncertainties in slip velocity determination
• Good Practice Guide• Input to development of ISO 11443 on capillary
and slit die extrusion rheometry• Input to flow simulation software development


International standards activities on rheological measurement of plastics
http://www.npl.co.uk/materials/polyproc/iso.html
Next ISO TC61 meeting to be held in September 2006

Developments in rheology standards
ISO TC 61 (Plastics) SC5 (Thermophysical properties) WG9 (Rheology) -Chairman
Represent UK interests in the revision of ISO rheological standards and the drafting of new standards
– Melt flow rate (MFR/MVR) – ISO 1133 – Capillary extrusion rheometry – ISO 11443– Extensional viscosity (tensile drawing method) – ISO 20965– Drawing characteristics of molten thermoplastics (fibre-spinning method) – ISO 16790– Oscillatory rheometry - ISO 6721-10– Pressure-volume-temperature (pvT) – ISO 17744– Acquisition and presentation of comparable multipoint data: Thermal and processing
properties – ISO 11403-2– ISO guide for the acquisition and presentation of design data for plastics - ISO 17282

ISO 1133 Melt mass-flow rate (MFR) and melt volume-flow rate (MVR)
Recently revised (published 2005):Incorporation of additional die (half
normal length and half normal diameter) to enable higher MFR/MVR value materials (MFR>75) to be measured
Removal of dead-weight specificationRevised temperature tolerances
Future revisions:
moisture sensitive/high MFR/MVR materials
preparation of a consolidated charge
inclusion of novel NPL tests features

Melt flow rate testing for moisture sensitive materials
Application:PET, PBT, PEN, Nylons, other polyesters
Avoidance of intrinsic viscosity measurement ISO 1628-5 Determination of the viscosity of polymers in dilute solution using capillary viscometers – Part 5: thermoplastic polyester (TP) homopolymers and copolymers
Benefits in time, cost, not requiring toxic / hazardous solvents
Problems:• hydrolysis
• low viscosity (high MVR)
• air entrapment problem and consequences (especially with recyclate, e.g. flake)
• greater sensitivity to thermal history

Melt flow rate testing for moisture sensitive materials
More stringent temperature tolerances – multi zone heating
Table 1 — Maximum allowable variation in temperature with distance and with time throughout the test
Maximum variation in test temperature with distance a
Maximum variation in test temperature with
time a
Test Temperature, Τ °C
at 0 mm above the die surface,
°C
with distance between 10 mm and 70 mm
above the die surface,°C
at 0 mm, 10 mm, 40 mm and 70 mm above the die
surface, °C
125 ? T < 300 ± 0,5 ± 0,3 ± 0,2
300 ? T ± 0,5 ± 0,5 ± 0,3 a Variation is over the normal time of a test, typically less than 10 min, and can be verified during calibration of the equipment.
Plastics — Determination of the melt volume-rate (MVR) and melt mass-flow rate (MFR) of thermoplastic: Part 2 Moisture sensitive plastics
<
<
Currently: < 300 °C: 2/2.5 °C (split at 250°C) 0.5 °C> 300 °C: 3 °C 1 °C

Melt flow rate testing for moisture sensitive materials
Plastics — Determination of the melt volume-rate (MVR) and melt mass-flow rate (MFR) of thermoplastic: Part 2 Moisture sensitive plastics
Is the material moisture sensitive?
Are data of high precision required?
ISO 1133 Part 2; using less stringent
temperature tolerances in
ISO 1133 Part 1
Are data of high precision required?
ISO 1133 Part 2; using more stringent
temperature tolerances
ISO 1133 Part 1
Yes No
No Yes
No
Yes

Melt flow rate testing for moisture sensitive materials
PET proposal:Proposal for 1.000 mm +/- 0.005 mm diameter die, 8.000 mm +/- 0.025 mm length
(option for 4 mm length if MVR too low for accuracy)
Drying 160 °C +/- 3 °C for 4 hours (+ 2 hours, - 0 hours)
Test temperature 285 °C, test load 5 kg, 6 g to 8 g charge
CEN PET proposal (prEN 15348:2005)2.16 kg, 285 °C
PBT proposal:Die dimensions: to be confirmed (potentially as current ISO 1133)
Drying > 4 hours at 100 °C and under pressure of < 100 mbar and N2 atmosphere. Moisture < 0.02% (m/m) before testing
Test temperature 250 °C

Proposed test conditions for MVR determination
Material Moisture content 1)
MVR test conditions; T, m nom, Die
Remarks
Type Unfilled / F illed
% Test temperature
ºC
Die 2)
Load Kg
PET U & F <0,005 270 N 2,16 U & F <0,005 270 N 5,0 U & F <0,005 270 N 21,6
Low viscosity (bottle) PET
U <0,005 280 H 5
Drying conditions; Hot air: 160ºC/4 (+2-0) h or
Vacuum oven: 130ºC/3 (+2-0) h
Low viscosity (bottle) PET
Reclaimed flakes
U <0,005 280 H 5 Drying conditions; Hot air: 160ºC/4 (+2-0) h or
Vacuum oven: 130 ºC/3 (+2-0) hSample Pre-form: ISO 1133-1 -Annex
Temp/load: 240(+5-5)ºC/2kN PBT U & F <0,02 250 N 2,16
U & F <0,02 250 N 5,0 U & F <0,02 250 N 21,6
PA6 U & F < 0,05 250 N 2,16 U & F < 0,05 250 N 5 U & F < 0,05 275 N 2,16 U & F < 0,05 275 N 5 U & F < 0,05 275 N 21,6
PA66 U & F <0,05 275 N 1,2 U & F <0,05 275 N 2,16 U & F <0,05 275 N 5
SAN PC/ABS
N: Normal die 2,095 mm dia., 8,000 mm length, H: die 1,050 dia., 4,000 mm length

Melt flow rate testing: potential developments
Sample preparation:
Related problem for recycled polymer, flakes, film, shredded product samples, e.g. PET bottles (low bulk density).
Pre-forming of charge using cylinder (9.55 mm diameter) under vacuum.
Temperature 241 °C +/- 1 °C
Load 1.5 kN +/- 0.5 kN
Charge 6 g to 10 g sample
Incorporation of short die specification:
For determination of extensional flow properties
Particularly relevant to blow moulding, film blowing, vacuum forming

Potential future developments in standards for plastics
• On-line viscosity measurement
• Rotational rheometry- steady shear, creep/stress relaxation, calibration of,
• Determination of no-flow temperature

Processing Programme 2005 – 2008
H4 - Flow properties of filled materialsProject ends: 31 March 2008

H4: Flow properties of filled materials
Project objectives:• development of new/improved measurement methods/procedures for monitoring flow properties of filled materials, with particular emphasis on mixing/compounding processes
RAPRA – supply of nano-composite samples / mix quality
• evaluation of the use and capability of innovative piezoelectric devices, to facilitate rheological measurement and improved process monitoring
• development of the Melt Flow Rate method for moisture sensitive materials (e.g. PET, PBT, nylon), to avoid the need for solvent-based testing
• development of Melt Flow Rate precision and uncertainty statements in support of ISO standardisation activities, through intercomparison

H4: Flow properties of filled materials
Industrial input: e.g. materials,
industrial trials, equipment
Measurements for dispersion Case studies:
Compounding for nano-fillers,
micro-mouldingRheometry, Tg, other
Your input to steer the project
to maximise the benefits to youSimple QC / inline techniques

U4: Dynamic properties of solid/liquid materials systems at the nano and micro-scale (2005-08)
Industry need to measure and understand the behaviour of materials on the nano and micro-scale, particularly where scale effects are significant, if they are to develop successfully micro- and nano-technologies (e.g HTT).
Process monitoring is key to improving quality and profitability but is often expensive to implement. Through the development of small-scale instrumentation, process monitoring will become more attractive and cost effective.
To address such issues this project aims to develop new innovative capability to measure the dynamic properties of materials
• Development of a macro scale resonating piezoelectric cantilever device for fluid rheology, and validated using a range of reference fluids
• Design and development of prototype nano-mechanical tester (NTM3D) based in an SEM for measurement of solids

Micro-rheology
l = 4.5mm, h=0.16mm, w=0.4mm
0
50
100
150
200
250
300
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8Viscosity, Pa.s
Q fa
ctor
25 °C
Q factor = resonant frequency/bandwidthbandwith = width where the level falls below 1/sq root 2

Next six months
• Identify and initiate technical/industrial case studies
• Explore use of techniques for evaluating dispersion quality
• Develop innovative small-scale rheological devices
• Progress moisture sensitive MVR method
• Develop and progressing other Standards activities
• Other?

Summary
• MPP7.4 focusing on characterisation of filled materials and slip flow behaviour now completed.
• Standards activity on a number of rheological methods progressing – in particular proposal for MVR of moisture sensitive materials
• Project H4 on-going, particularly in standards activity, industrial input now sought for case studies

Acknowledgements:DTI
Crispin Allen, Angela Dawson, Don Fleming, Adrian Kelly, Barry Howarth,
http://www.npl.co.uk/materials/polyproc/