Embed Size (px)
Citation preview

Fluid Bed Air Gasification of Wood, Plastic, and RDF Pellets
T. Robinson1, P. Gogolek2, B. Bronson2, F. Preto2, P. Mehrani1
1Department of Chemical and Biological Engineering, University of Ottawa2Natural Resources Canada - CanmetENERGY

Why Gasification of Wood/Plastic/RDF Pellets?
Many remote and isolated communities face waste management challenges inadequate landfill practices insufficient supply for proper thermal destruction technologies non-uniform composition handling of plastic wastes can be problematic
Many remote and isolated communities rely on imported diesel for heat and power at great cost Unsubsidized cost ~$1.3/kWh in Canada’s Northern Remote
Communities* Co-gasification of locally produced waste and biomass is
one option that may reduce waste management challenges and reduce diesel consumption
*M. Arriaga, C. A. Canizares and M. Kazerani, "Northern Lights," IEEE Power and Energy Magazine, pp. 50-59, 17 June 2014.

The objective of this work was to evaluate co-gasification of wood and waste mixtures: Evaluate pelletized feedstocks and understand feedstock related
operational issues Generate data on raw producer gas composition and tar content
to determine gas cleaning requirements using representative scale and conversion technology
Objective

Feedstock Blends
Impact of blending fractions of RDF and PET into the feedstock assessedWood Pellets Commercial hardwood pellets Used to determine baseline performance for the gasifierRefuse-Derived Fuel (RDF) pellets Commercial fuel pellets - surrogate for processed, whole municipal waste Ground and re-pelletized down to ¼” diameter to match wood pellet sizePolyethylene Terephthalate (PET) pellets Potential product stream from waste sorting Raw material obtained from a recycled plastic supplier and pelletizedWood-PET pellets Composite pellets – from a homogenized ground mixture of PET pellets
and wood pellets.

Feed Material Properties
Wood
Pellets
RDF
Pellets
Wood-PET
Pellets
Moisture (wt% ar) 6.2 5.5 5.1
Volatiles (wt% ar) 79.0 70.5 84.8
Fixed Carbon (wt% ar) 14.4 9.5 9.9
Ash (wt% ar) 0.41 14.6 0.24
Carbon (wt% daf) 49.8 55.4 55.4
Hydrogen (wt% daf) 5.9 7.1 5.2
Oxygen (wt% daf) 44.2 37.2 39.4
Gross calorific value
(MJ/kg ar)18.5 18.9 20.0
ar – as received, daf – dry, ash-free basis
Mixture of wood pellets (tan coloured) and RDF pellets (grey-green coloured) on feed belt before entering the gasifier

Pilot-Scale Gasifier
Bubbling bed of olivine sand, SMD = 600 μm.
ID = 16 cm (6 in.), height = 4.55 m (180 in)
Preheat with electric band heaters, auto-thermal operation for gasification.
Metered belt feeder. Over-bed feed.

Operational Issues - RDF Steady state could not be maintained at highest temperature level
tests with RDF in feedstock blend (bed temperature = 875°C) Despite feed rate adjustments, 875°C could not be maintained in
the bed, freeboard temperatures steadily increasing.
100% Wood Pellets
0
5
10
15
20
25
30
35
40
45
50
500
550
600
650
700
750
800
850
900
8:00:00 9:12:00 10:24:00 11:36:00 12:48:00
Bed
Pres
sure
(in
H2O
)
Tem
pera
ture
(°C
)
Time
Bed Temp Freeboard Temp Bed Pressure0
5
10
15
20
25
30
35
40
45
50
500
550
600
650
700
750
800
850
900
8:00:00 9:12:00 10:24:00 11:36:00 12:48:00
Bed
Pres
sure
(in
H2O
)
Tem
pera
ture
(°C
)
Time
Bed Temp Freeboard Temp Bed Pressure
Gasification @800°C
Gasification @800°C
Gasification @875°C
Lost control via feed rate adjustmentsof reactor
temperature
Bed accumulation
100% RDF Pellets

Observed Agglomeration with RDF Observed with all feedstock blends containing RDF
pellets at 875°C Time to loss of control increased with increased proportion of
RDF in feed.
Original Olivine sand.Agglomerated bed material.

Operational Issues – PET pellets Steady state could not be maintained when PET pellets were used Carbonaceous plug formed in freeboard just above the height of the
bed (occurred with both 10/90 and 50/50 mixes of wood and PET)
0
5
10
15
20
25
30
35
40
45
50
500
550
600
650
700
750
800
850
900
10:00:00 11:00:00 12:00:00 13:00:00 Bed
Pres
sure
(in
H2O
)
Tem
pera
ture
(°C
)
Time
Bed Temp Freeboard Temp Bed Pressure
Warm-up
Gasification, wood pellets
10/90 Wood Pellets & PET pellets
Shutdown
Freeboard temperature decline

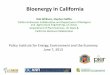
Increased fractions of RDF pellets in the total feedstock blend decreased the amount of H2, CO and CH4 and increased the proportion of C2 gases (ethane, ethylene, and acetylene).
The gasification of the wood and RDF appear to proceed as approximately independent processes
Impact of RDF on gas composition
0
4
8
12
16
20
0% 25% 50% 75% 100%
Gas
Con
cent
ratio
n (v
ol%
db)
Percentage of feed as RDF pellets
Hydrogen Carbon Monoxide MethaneCarbon Dioxide Sum of C2 gases
0
4
8
12
16
20
0% 25% 50% 75% 100%G
as C
once
ntra
tion
(vol
% d
b)
Percentage of feed as RDF pelletsHydrogen Carbon Monoxide MethaneCarbon Dioxide Sum of C2 gases
800°C bed temperature725°C bed temperature

Despite the composition differences, the heating value remained relatively constant regardless of amount of RDF incorporated into the feedstock.
Impact of RDF on heating value and tar
0
1
2
3
4
5
6
7
8
0% 20% 40% 60% 80% 100%
Dry
gas
high
er h
eatin
g va
lue,
MJ/
m3
Percentage of feed as RDF pellets
800°C 725°C
Gravimetric tar – relatively non-volatile tar that remains after evaporating the sampling solution
0
10
20
30
40
50
0% 25% 50% 75% 100%Ta
r Con
cent
ratio
n (g
/m3
dry)
Percentage of feed as RDF pelletsGravimetric tar - 800°C GC tar (incl. Benzene) - 800°CGravimetric tar - 725°C GC tar (incl. Benzene) - 725°C
GC tar - Aromatic and phenolic compounds amenable to GC analysis
RDF increased the level of GC detectable tar, but had little effect on gravimetric tar

Impact of PET on gas composition In order to successfully gasify some fraction of PET, it had to be
formed into composite pellets together with wood Gasification carried out a lower gasifier throughput compared to wood
& RDF experiments Different effects observed than with RDF
PET had small impacts on gas composition PET decreased gas heating value
02468
101214161820
Hydrogen CarbonMonoxide
Methane Carbon Dioxide C2 gases
Con
cent
rati
on (
vol%
dry
)
Wood-PET, 725°C Wood-PET, 800°C Wood-PET, 875°C
Wood, 725°C Wood, 800°C Wood, 875°C
0
1
2
3
4
5
6
7
8
725 800 875
Dry
gas
hig
her
heat
ing
valu
e,
MJ/
m3
Bed Temperature (°C)
Wood-PET pellets Wood Pellets

Impact of PET on tar production The incorporation of PET into the wood-PET pellets had a large impact
on the tar production. PET yielded much higher levels of tar in the gas >70% of the GC tar produced from PET gasification was Benzene,
>85% was single ring aromatics
0
10
20
30
40
50
60
70
80
90
100
725 800 875
Dry
gas
tar
con
cent
rati
on,
g/m
3
Bed Temperature (°C)
Wood-PET, grav. tar Wood-PET, GC tar (incl. Benzene)
Wood, grav. tar Wood, GC tar (incl. Benzene)
*Benzene, Toluene, Ethylbenzene, Xylenes, Styrene, & Indene
Wood, 800°C
Single ring O-containing 2-3 rings >3 rings
Wood-PET, 725°C Wood-PET, 800°C Wood-PET, 875°C
Wood, 725°C Wood, 875°C
Tar composition

Conclusions Distinct operational issues found for the two waste
derived feedstocks: Mineral component (i.e glass) in mixed wastes led to
agglomeration of bed particles at high bed temperatures Pure PET pellets: carbonaceous agglomeration above the bed –
addressed with the generation of a composite wood-PET pellet
Incorporation of a processed waste (RDF) into a biomass gasifier leads to predictable gas composition changes and negligible impacts on gas heating value

Conclusions and Recommendations Blending PET into the wood feedstock for the gasifier led
to declines in gas heating value Incorporation of the PET leads to very high production of
tar, the majority of which is single ring aromatics The response of simple gas cleaning approaches (those
suitable for small scale, remote applications) to long term operation on the gases needs to be evaluated

Supplementary Slide – Pictures of carbonaceous deposits from PET pellets

400
500
600
700
800
900
1000
0 1 2 3 4
Tem
pera
ture
(°C
)
Vertical distance from distributor (m)
Wood, no secondary air Wood, secondary airWood-PET, no secondary air Wood-PET, no secondary airWood-PET, secondary air
0
20
40
60
80
100
120
Wood Pellets,no secondary
air
Wood Pellets,secondary air
Wood-PETPellets, no
secondary air
Wood-PETPellets, no
secondary air
Wood-PETPellets,
secondary air
Tar
Conc
entr
atio
n (g
/Nm
3 )
Gr. 1 Gr. 2 Gr. 3 Gr. 4 Grav. Tar
0
1
2
3
4
5
6
Wood Pellets, nosecondary air
Wood Pellets,secondary air
Wood-PET Pellets,no secondary air
Wood-PET Pellets,no secondary air
Wood-PET Pellets,secondary air
Low
er H
eatin
g Va
lue
(MJ/
Nm
3 )
Hydrogen Carbon Monoxide Methane C2-C3
Supplementary Slide – Use of secondary air addition to reduce tar content