Embed Size (px)
Citation preview

Estampados Martinrea A DIVISION OF MARTINREA INTERNATIONAL
DIE SPECIFICATIONS
MRE-SPEC-001 REV. A
3131 Av. De la Transformacion. Parque industrial Ramos Arizpe
Ramos Arizpe Coahuila Tel: 844-866-10-00
Fax: 844-866-10-01

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 2 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Purpose: To establish standard Tool & Die-making and manufacturing practices that ensures reliability, repeatability, and produces quality parts.
Scope:
• All new Dies
• All refurbished Dies
• All changes to Dies
• Stamping Dies
Responsibility: The Program Manager will ensure that all quotes acknowledge Die Specification conformance.
Review and Approval: This Die Specification has been thoroughly reviewed and deemed worthy and acceptable as representing the standard of excellence of Estampados Martinrea.
Date of Approval: March 7, 2008
Approved By: David Rashid General Manager
Approved By: Frank Barbara Assistant General Manager
Approved By: TBD Engineering Manager
Approved By: John Clark Tool room Manager

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 3 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
PREFACE
Dear Vendor, We are pleased to release to you a copy of our Die Specifications. This specification becomes effective immediately on any new orders issued for dies for Estampados Martinrea. In order to decrease paper flow, you will only receive one copy and are asked to keep it on file. You will receive an update only when a revision has been made. Our Program Managers will refer to this document on any Request for Quotations. Once you have reviewed this document initially, a signed and dated copy of the Acknowledgement Form (Section 19.0) must be sent by facsimile to Estampados Martinrea to the attention of the responsible Program Manager. Updates to this specification will be tracked in the Revision Record (Section 22.0). This document has been compiled with the help of our Program Managers, Toolmakers, and Quality Assurance Department. The specification itself is a guideline and our Program Managers can choose to deviate, if it proves to be a quality, processing or cost improvement. This specification is a guideline for our vendors and adherence does not alleviate responsibility for die performance to the mutually agreed specification.
Should you have any comments or questions please direct them to our Engineering Department.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 4 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
TABLE OF CONTENTS ESTAMPADOS MARTINREA APPROVAL SIGNOFF 2
PREFACE 3
SECTION 1.0 GENERAL GUIDELINES 6 SECTION 2.0 VENDOR RESPONSIBILITY 7
SECTION 3.0 DIE DESIGN 9
SECTION 4.0 GENERAL DRAWING REQUIREMENTS 10 SECTION 5.0 CONSTRUCTION TOLERANCES 11
SECTION 6.0 SAFETY REQUIREMENTS 12
SECTION 7.0 PART AND SCRAP DISPOSAL 13 SECTION 8.0 GENERAL DIE CONSTRUCTION 14 Section 8.1 Progressive Die Specific Information 18 Section 8.2 Compound Die Specific Information 18 Section 8.3 Form & Restrike Specific Information 19 Section 8.4 Trim & Pierce Specific Information 19
SECTION 9.0 UPPER DIE SET INFORMATION 20
SECTION 10.0 LOWER DIE SET INFORMATION 21 SECTION 11.0 PUNCHES, BUTTONS AND SPRINGS 23
SECTION 12.0 STRIPPER PADS 25
SECTION 13.0 PILOTS 26 SECTION 14.0 STAMPED PART IDENTIFICATION 27
SECTION 15.0 FINE BLANK TOOLING GENERAL 28
SECTION 16.0 FINE BLANK PUNCHES & DIES 29 SECTION 17.0 QUALITY ASSURANCE REQUIREMENTS 30
SECTION 18.0 TOOLING QUOTATION FORM (REQUEST FOR QUOTATION) 31
SECTION 19.0 DIE SPECIFICATIONS ACKNOWLEDGEMENT FORM 32 SECTION 20.0 EXHIBITS
Exhibit 1 Vendor Die Progress ReportAAAAAAAAAAAAAAAAAAAAAAAAA..A. 34 Exhibit 2 Parallel/Clamping Slot RequirementsAAAAAAAAAAAAAAAAAAAAAA.. 40 Exhibit 2.1 Scrap Chutes RequirementsAAAAAAAAAAAAAAAAAAAAAAAAAA.. 41 Exhibit 3 Micro Switch Mounting BlockAAAAAAAAAAAAAAAAAAAAAAAAAA 43 Exhibit 4 Cam Station ConstructionAAAAAAAAAAAAAAAAAAAAAAAAAAA., 44 Exhibit 5 Press Data SheetsAAAAAAAAAAAAAAAAAAAAAAAAAAAAA 45. Exhibit 6 Nitrogen Quick DisconnectAAAAAAAAAAAAAAAAAAAAAAAAAA 47 Exhibit 7 Tapped HolesAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAA 48 Exhibit 8 First PilotAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAA 49 Exhibit 9 Identification Stamp BlockAAAAAAAAAAAAAAAAAAAAAAAAAAA. 50 Exhibit 10 Bolster specs details. 200 Ton Minster PressAAAAAAAAAAAAAAAAAA A. 51 Exhibit 11 Bolster specs details. 300 Ton Minster Press AAAAAAAAAAAAAAAAAAA.. 52 Exhibit 12 Bolster specs details. 400 Ton Minster Press AAAAAAAAAAAAAAAAAAA.. 53

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 5 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Exhibit 13 Bolster specs details. 400 Ton Minster Press AAAAAAAAAAAAAAAAAAA.. 54 Exhibit 14 Bolster specs details. 400 Ton Minster Press AAAAAAAAAAAAAAAAAAA.. 55 Exhibit 15 Bolster specs details. 600 Ton PTC Press AAAAAAAAAAAAAAAAAAAA.. 56 Exhibit 16 Bolster specs details. 600 Ton PTC Press AAAAAAAAAAAAAAAAAAA.. ... .57 Exhibit 17 Bolster specs details. 1000 Ton Minster Press AAAAAAAAAAAAAAAAAA.... 58 Exhibit 18 Bolster specs details. 2500 Ton Clearing Press AAAAAAAAAAAAAAAAAA...59 Exhibit 18.1 Transfer specification 1000 – 2000 -2500 - Ton Press AAAA.AAAAAAAAAA.. .60 Exhibit 18.2 Auto clamp specification 2500 Ton Clearing Press AAAAAAAAAAAAAAAAA. 61 Exhibit 19 Bolster specs details. 2000 Ton Danly Press AAAAAAAAAAAAAAAAAA..... .62
Exhibit 20 Tool Buy Off - Requirements AAAAAAAAAAAAAAAAAA.. .. .. .. .. .. .. .. .. .. ..63 SECTION 21.0 TOOL DESIGN/VERIFICATION CHECKLIST 64
BUY OFF ESTAPADOS MARTINREA
SECTION 22.0 REVISION RECORD 68

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 6 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 1.0 General Guidelines
1. The top portion of the Tooling Quotation Form (Section 18.0) is completed by the Program Manager and the vendor is expected to complete the bottom portion and return it with the completed copy of the Die Specifications Acknowledgment form (Section 19.0).
2. All geometry and/or CNC program files relating to the tool, including all the wire E.D.M.
programs must be supplied on CD (IGES compatible). Re-order of any CNC or wire cut die block must be totally accomplished from the drawing and the CD record. If vendor subcontracts any CNC or wire cutting function then a CD containing the program path of the item must be included, along with whatever other records are necessary.
3. On-site inspection(s) of tooling during construction will be granted to Estampados Martinrea
by vendor. The vendor is expected to be well prepared for the visitation with all documentation in order, (example progress charts, delivery dates, etc). It is also expected that the vendor’s shop be in neat order should Estampados Martinrea customer wish to accompany the visit.
4. No deviation from these tooling specifications will be accepted unless written permission is
given. Failure to comply will result in rework at the vendor’s expense. If it is not possible to return the tool due to a production commitment, Estampados Martinrea will rework it and the vendor will be charged with the rework cost.
5. Estampados Martinrea personnel will be present during tool tryout & initial sample run (300
to 1000 pieces) at the vendor’s facility. This may include representatives from Engineering, Tool Room, Press Room, and QA.
6. A tool tryout and initial sample run will occur at Estampados Martinrea and the Vendor must
be present for the initial try-out and run rate if required.
7. The last strip and sample from each die must be sent along with the die.
8. Vendor addresses for purchased components must be included in Bill of Material (BOM).

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 7 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 2.0 Vendor Responsibility
1. All dies must be designed and constructed to meet the standards contained in this specification as a minimum.
2. The vendor is responsible to design and build a tool that will produce parts within part print
tolerance (GD&T) and meet SPC requirements on designated SC (significant characteristics) or CC (critical characteristics) with a minimum Cpk of 1.67. If the die cannot produce the part to print, as agreed upon at die design, the die and applicable check fixtures will be corrected at the vendor’s expense.
3. All die designs are the property of Estampados Martinrea and should not be given, in total
or part, to another company or duplicated without written approval of the Engineering Department.
4. Any changes in delivery or cost of a die or tool requested by a vendor should be
communicated in writing immediately to Estampados Martinrea Engineering Department. Should the vendor fail to make delivery as promised, any and all costs or penalties, which result from this failure, will be deducted from the total value of your purchase order.
5. Any request for information pertaining to a die being built for Estampados Martinrea,
regardless of origin, should be redirected to Estampados Martinrea Engineering Department.
6. Weekly submission of the Vendor Die Progress Report (Section 20.0 - Exhibit 1) is required
at the beginning of every week. The first Vendor Die Progress Report is due 5 days after design approval.
7. Updated original Mylar drawings and drawing files, (on CD), are to be supplied to
Estampados Martinrea completion of the tool. All original design tracings are the property of Estampados Martinrea and must be delivered with one complete set of original blueprints (all changes recorded) prior to final payment of tool or machine.
8. Vendor is responsible to supply Estampados Martinrea with a diagram showing the position
and location of screw holes, wire start holes and punch outlines in relation to the block of material from which they were cut. All screw hole locations to be three place decimals. All dowel hole locations to be four place decimals. This applies to all perishable items.
9. The vendor need to make minimum 1 tryout and 2 buy off(include the Run and Rate of 300 pcs. Continues), one their workshop and one in Martinrea Estampados. (See the exhibit 20)

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 8 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 9 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 3.0 Die Design
1. Tool design must be performed on an IGES, DWG, UG compatible system.
2. All design concepts are to be approved by Estampados Martinrea subsequent to construction. Vendor’s ideas and suggestions are both encouraged and welcomed. Two copies of design must be submitted. If any changes are required, both sets will be marked up and one copy will be returned indicating changes desired. After changes are incorporated into the design, a full set of prints must then be submitted to Estampados Martinrea.
3. Detailed drawings of all replaceable items as designated by Estampados Martinrea (i.e. die
blocks, special punch holders, strippers, form blocks, etc.) are required. These shall consist of all perishable items (that is punches, die sections, strippers, etc.). Relevant items can be confirmed at die design review.
4. All designs must have a stock strip layout, plan of die, plan of punch, longitudinal cross
section (section “A-A”). Typical cross sections through all major areas of the die and any auxiliary cross sections are required to clarify die conditions.
5. A stock strip layout must be submitted for approval to the appropriate Engineer/Program
Manager/Production Manager/Toolroom Manager before the design of the die can begin.
6. The completed die design and detailing should be submitted to Estampados Martinrea for approval prior to tool manufacturing.
7. Maximum material utilization is a necessity within the constraints of good die design. Final
stock size to be confirmed in writing to the appropriate Engineer/Program Manager/Production Manager/Toolroom Manager after blank development is complete.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 10 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 4.0 General Drawing Requirements
1. All designs must have a complete bill of materials, including standard commercial die components.
2. All designs must be ballooned with split indicators containing the detail number and material
used.
3. All die drawings must have details of the following: all sensors and routing of wiring, air nozzles and piping, lubrication nozzles and piping, scrap chutes, part-off chutes, bumper blocks.
4. Each sheet of a design must contain a title block in the lower right hand corner.
5. Vendor must submit parallel set up layout drawings for approval prior to manufacturing.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 11 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 5.0 Construction Tolerances Estampados Martinrea will instruct the vendor of which system of dimensioning to use (i.e.: metric unless otherwise specified). The following tolerance standards should be adhered to when detailing a progressive die:
Metric System
Three place decimal ± 0.005
Two place decimal ± 0.05
One place decimal ± 0.1
Angles ± 0.5 degree (unless otherwise specified on part drawings).
Or use imperial, only with the approval of Estampados Martinrea. The following tolerance standards should be adhered to when detailing a progressive die:
Imperial System
Four place decimal ± 0.0005
Three place decimal ± 0.0050
Two place decimal ± 0.0100
One place decimal ± 0.0150
Whole dimensions ± 0.032
Angles ± 0.5 degree (unless otherwise specified on part drawings). Metric conversions must be calculated using 25.4 mm to 1 inch.
NOTE:
1. The acceptable tolerance for screw locations is ± 0.010 (0.25 mm)
2. Linear dimensions in the direction of progression cannot be stacked.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 12 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 6.0 Safety Requirements
1. The Vendor is to provide two mechanical means of mis-feed production activated with proximity switch (three mechanical means for a 2-up die) at the start and end of each die. Die protection is to be mounted on the operator side of the tool. Both proximity switches must be detailed and supplied. All proximity switches and connections are to be supplied with the die. Design for proximity micro switch must be adjustable and quick change at the press.
2. Install spring guards over all exposed springs (when insertion of nitrogen gas springs is not possible).
3. All punch pads, die sections, and die components must be mistake proofed for mis-
assembly.
4. Guide pins protruding through die must have pinch points guarded.
5. Any cams or mandrels that form the part must have positive returns or proximity switch sensors.
6. Any block over 40 lb must have a minimum of 2 lifter holes.
7. All die components must have non-functional sharp edges chamfered.
For the press: P1 TO P7
Kind of sensor: Brand: ______PEPPEREL+FUCHS_____________ Model: NBB4-12GMSO-EO-V1
Kind of wire: Brand: BALLUFF Model: C04EEL04TY020M
Box Connection: Brand: HARTING Model: 70.300.1040 (FEMALE) Quantity. Of cavities: 10
For the press: P8 TO P10
Kind of sensor: Brand: ____Syron _________________ Model: SDS30137
Kind of sensor: Brand: ____Syron _________________ Model: _SGS40015

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 13 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 7.0 Part and Scrap Disposal
1. All skeleton scrap must not exceed 6”.
2. All die shoes and die steels should be cleared as necessary to prevent parts and/or scrap from accumulating. Clearance holes for scrap from die buttons should be of a progressively larger diameter through die steel, sub-plate, and die shoe. Parallels should not be through-drilled; clearance for slugs should be provided by open, machined channels.
3. Shedder pins should be mounted in critical areas of the die in the cut-off area to prevent
parts from sticking.
4. When parts are blanked through the die they must be discharged toward the end of the Die. When a conveyor is used to remove parts an adequate size opening should be provided under the die.
5. All parts must be gravity or mechanically ejected from the surface of the die (no air blow-off).
6. Parts and scrap cannot be mixed as they are discharged from the die.
7. Parallels or other die components under lower die shoe should be positioned so not to
interfere with scrap or part ejection. Where it is necessary to machine parallels to prevent
scrap buildup, an angle of no more than 30° to the vertical should be used.
8. End cut-off stations must be well cleared to allow parts to fall off freely and clear part feed sensor. Exposed screw holes or dowel holes in the path of parts that exit the die will not be accepted.
9. See the draws of the presses
Exhibit 10 Bolster specs details. 200 Ton Minster Press Exhibit 11 Bolster specs details. 300 Ton Minster Press Exhibit 12 Bolster specs details. 400 Ton Minster Press Exhibit 13 Bolster specs details. 400 Ton Minster Press Exhibit 14 Bolster specs details. 400 Ton Minster Press Exhibit 15 Bolster specs details. 600 Ton PTC Press Exhibit 16 Bolster specs details. 600 Ton PTC Press Exhibit 17 Bolster specs details. 1000 Ton Minster Press Exhibit 18 Bolster specs details. 2500 Ton Clearing Press Exhibit 19 Bolster specs détails. 2000 Ton Danly Press

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 14 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 8.0 General Die Construction 1. Use four-post die set with bronze plated bushings fitted with grease nipples. 2. Die sets are to be supplied with one guide pin offset ¼” to eliminate the possibility of the top
shoe being fitted incorrectly. 3. Die sets are to be 3” minimum thickness on lower die shoe and 2.5” minimum thickness on
upper die shoe. 4. Provide clamping slots on both top and bottom die shoes or sub plate. (Section 20 Exhibit #2)
For press mounting, four clamping slots are required for dies under 48” in length, and six clamping slots for dies over 48” in length). (Section 20 Exhibit #10 Section 20 Exhibits # 19).
5. Parallels to be mounted through die set, the die set should have counter-bored clearance holes
for the screws; the parallels should have threaded mounting holes. Clamping parallels to be secured to die set with minimum of four 5/8” diameter screws. If a sub-plate is required, it must be easily accessible for detachment from die shoe or parallels.
6. Parallels to be stamped with a number on an area adjacent to the edge of the die set, to
prevent assembly error. 7. Vendor to install parallels for quick tool change capability. Relevant information can be found in
press data sheets (Section 20 Exhibit #5). 8. Parallels or quick change plate to be doweled or keyed to the die set according to the press
data sheets to ensure position repeatability when in press. 9. Shut height of the die including parallels, should be kept to the size given on the press data
sheets supplied in the Die Specifications with a tolerance of plus 0.000” minus 0.020”. 10. Eyebolt holes to be tapped on the sides of the top and bottom die shoes. All die sets shall have
1.5” tapped holes and lifting bars in the top & bottom for dies weighting 15000 lbs or greater. All die sets shall have 1” tap holes in top and bottom dies weighting 15000 lbs or less. All tapped holes must be a minimum of 2” in depth. Eyebolts must not interfere with the location of clamping slots.
11. Nitrogen manifolds must be part of your quotation for both upper & lower dies. Filling station
must be easily accessible on operator side using standard fittings. Please use Dadco nitrogen cylinders with body locks and must have positive retention.
12. If self-contained nitrogen cylinders are approved, they must be the Dadco type.
13. Nitrogen cylinders not to exceed 80% of maximum stroke. 14. Nitrogen loaded pressure pads to have no pre load.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 15 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 8.0 General Die Construction (Continued)
15. All dies requiring forming, folding, flanging, etcA must be built to accommodate the maximum material thickness. Mutual agreement with Estampados Martinrea is required.
16. All forms, extrusion and some trims need to be coated for tools running over 100,000 hits per
year, after of to make the last run and rate and the last buy off. Ion Bond is preferred.(Please check the next matrix)
FOR PIERCING AND BLANKING TRIMMING
DESCRIPTION COATING PROCESS
MATERIAL SISTEM
TYPYCAL THICKNESS
MICRO-HARDNESS
(HV) SERVICE
TEMPERATURE FRICTION
COEFFICIENT
IonBond TiN PVD MONOLAYER 3 TO 5 2900 600 0.64
IonBond TiCN PVD MONOLAYER 1 TO 3 4000 400 0.45
FOR FORMING,FLANGING AND COLD EXTRUSION
DESCRIPTION COATING PROCESS
MATERIAL SISTEM
TYPYCAL THICKNESS
MICRO-HARDNESS
(HV) SERVICE
TEMPERATURE FRICTION
COEFFICIENT
TriboBond 40 PVD a-C:H:Me UP TO 10 800-1800 400 0,1-0,2
TriboBond 41 PVD a-C:H:Me+a-C:H UP TO 5 1500-3000 400 0,02-0,1
IonBond MoST PVD MoS2 variant 2 TO 12 2000 450 0.05
COATING PROCESS
Coating process
Compatible Materials Considerations
PVD Any Tempering temperature welds or cracks in
tools
17. Adjustability must be provided at all critical form or re-strike stations both on punches and dies.
This will be determined at die design review. 18. All punch pads to be supplied with a hardened backing plate fastened with socket head cap
screws. 19. Hardened back-up plates to be a minimum of 3/8” thick. Use on top and bottom of die so as to
support punches and bushings. Back-up plates to be fastened with socket head cap screws. 20. Jack screw holes to be provided in close proximity to dowel holes in die sections or any
removable components, pocketed punches, etc. 21. Dowels must be pull type and should be 0.0002” slip fit in all retainers and die sections, with
clearance drilled in the top half of all die sections. Blind dowel holes will not be permitted.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 16 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
22. All tapped holes in hardened blocks to be relieved 0.125” deep to prevent chipping. All holes to
be tapped with 0.005” oversize tap (Section 20 Exhibit #8). 23. All cams should be 1 ½” long, for every 1” it is wide, and fitted with a 4140 pre-hard or lamina
bronze insert on either the cam or the driver. All cams should have keepers where possible. Neoprene strippers are not allowed (Section 20 Exhibit #4).
24. On cam pierce station, design to facilitate punch removal for in-press maintenance. 25. Grease slots and nipples to be supplied on stripper keepers, cams, and cam drivers. 26. Rest buttons (Kiss blocks) for strippers are required. 27. All formed radii must be fully covered by the punch steel to provide the ability to coin the radius
of the part. Use of Redi-Benders is acceptable. 28. Minimum requirements for tool steels are as follows:
a) Cutting for 060 KSI & above grade material – Vanadis 4 b) Cutting general – A2 c) Shaving – Vanadis 4 d) Forming – D2 e) Stripper Plate – 4140 prehard f) Keeper Blocks – A2 g) Back-up Plates – A2

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 17 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 8.0 General Die Construction (Continued) h) Punch Pads
• General – 4140 prehard • Ball-lock – A2
i) Stripper Plate Inserts – O1 29. All heat-treated tool steel to have minimum double draw. 30. Socket Head Cap Screws (S.H.C.S.) thread engagement must be a minimum of 1-1/2 times
thread diameter. 31. Damaged or poor quality fasteners are not acceptable. Holo-Krome or Allen screws are
preferred. 32. Weld dimples, male and female, must be easily adjustable in press. 33. Ejector and shedder pins must be hardened. DME pins are acceptable. 34. The welded will be accepted, if the application isn’t too much, some reasonable but that will be
decided and accepted for MRE. 34.1. All shims must be fastened at the tool and only must be one solid piece. 35. Paint dies as per Estampados Martinrea instructions. Tool number / letter to be painted white in
2” stencilled letters and numbers on front and rear of top and bottom shoe. (Paint color specification will be identified on the Tooling Quotation Form, see Section 18).
36. All dies to have parking blocks. 37. Wire cut die blocks should have 3/8 land and 1 degree back taper. 38. Slug ejection should be easy (build up of no more than 3). 39. Die blocks should have the same size screws, dowels, and jack screws. 40. All dies to be fitted with air release holes where required. 41. All dies to have quick mount plates or parallels with clamping toes machined to standard height
(2.5”). See Section 20, Exhibit #2. 42. Die pins must enter a min. of 1.5 times the diameter before any other component makes
contact. 43. Dies must have indicated area for forks for easy and safe transport. Spacing between lower die
parallels to suit forklift access.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 18 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
43.1. When nitrogen cylinders exist between the parallels is necessary to put steel stoppers to prevent damage with the fork lift. 44. Tool source may be required to participate in Estampados Martinrea APQP functional meetings.
Section 8.1 Progressive and Transfer Die Specific Information 1. Die must have enough lifters to allow free strip travel (must be able to lift strip clear of any
components above the die level. 2. All moving parts to have grease groove nipples built in. 3. Stripper must have bronze inserts to guide keepers on high volume dies. All keepers
should be made with caps; the caps should be left soft. 4. All progressive dies must contain scrap cutters.
5. All progressive and transfers dies must contain scrap chutes (solids no removals) in side of the die. 5. All progressive dies that they can’t has a solid chutes need to contain removal scrap chutes
(for the shakers) and the supplier need to deliver one matrix of all scrap chutes ( Quantity per die and dimensions of each one) Exhibit 2.1
6. All progressive dies must contain IDLE stations, this issue need to be reviewed during the
strip and die design.
Section 8.2 Compound Die Specific Information 1. All dies to be large enough to accommodate four guide pins, four bumper blocks, and
sufficient clamping surface. 2. Where possible, compound dies and other cutting dies should have the area of the cutting
face decreased by relief to reduce the time taken when regrinding to sharpen.
3. Knockouts must have built in spring ejectors.
4. Stamps/knockouts are to be made out of two pieces (when possible).
5. Area underneath knockout (top punch holder) must have insert to absorb force of the knockout.
5.1

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 19 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
6. Area underneath the punches (top die shoe) also to include insert.
7. Bottom die shoe should also contain insert underneath punch.
8. Compound dies will have part sensor (window sensor). This may be part of press
equipment.
Section 8.3 Forming and Restrike Specific Information 1. Wiping blocks must travel past entire length of flange when possible.
2. Flange area must be heeled and inserted to allow for adjustment.
3. Heeling blocks to have lamina inserts.
4. Heeling blocks are to be as wide as they are high, with a base to height ratio of 3 to 2 min.
5. Heeling blocks are to be keyed in.
6. Forms must be spotted to at least 80% of the surface area,
7. Do not restrike skin area.
Section 8.4 Trim and Pierce Specific Information
1. All punch “straight before radius” to be kept to a minimum for added strength. 2. Punches that trim on one side only to be heeled.
3. Modify sharp corner trim conditions by the application of a radius as per conditions of part
tolerance.
4. Cookie bites to be added on all trim transitions to eliminate fang burrs or mismatches.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 20 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 9.0 Upper Die Set Information
1. All punch heel blocks are to be doweled and located on a square key.
2. All dies must have keeper blocks to hold down the stripper. They should be of a two piece construction, with a 4140 steel body and a CRS soft retaining cap. Shoulder bolts are not allowed.
3. All gut punches must have slug ejectors.
4. Piercing of critical holes to be performed in one station where feasible. All holes on angular
plane should be cam pierced where applicable.
5. Micro notch punch must pierce material minimum .250” deep by .500” wide. 7. All dies must to have four stop blocks. The minimum diameter for the stop blocks are 21/2”. 8. The material must be mild steel and must be of the yellow color.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 21 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 10.0 Lower Die Set Information
1. Stamp all dies on the bottom die shoe on operator side with:
• Part number
• Tool number (if different than the part #)
• Shut height
• Material gauge
• Material width
• Material progression
• Weight of upper die – total die weight
• Date of manufacture
• Customer Property
• Sizes of the die
• Front part of the die
• Vendor name
2. All dies must have 4 stop blocks. Each stop block to be grooved at centre ½” wide and .050” deep and must be removable when die is in the press. Minimum diameter of stop blocks is 2-1/2”. When die bottoms out with lead in the groove, lead should measure 1mm with die loaded. Stop blocks to be stamped .050” in centre of grove.
2.1. The material must be mild steel and must to be of the yellow color.
3. Lead in guide rails must be hardened and precede die sections by 6” on the back rail and 5” on the front rail with 3/16” tie plate.
4. Start lines should be located in the die (1/16” machined groove into guide rail or die
sections) so as to avoid partial piercing, trimming, or forming which could cause die damage. Location must be easily visible by operator.
4.1. Progression lines need to be provided to the point where the finger stop is active.
5. Use spring loaded start fingers wherever possible. Finger stop to be fitted in the guide rail
on the operator side as a strip starting aid. Where possible, the finger stop and micro notch should be combined. Guide rails: one side adjustable on keys and the other side stationary and dowelled.
6. Spring-loaded stock guides are not preferred. Full guide rails are preferred.
7. The driving angle on cam driver should be 40 degrees off the vertical.
8. All die components to be marked with material description and hardness as well as detail
number to match drawings. All identification markings to have a milled slot, minimum .020”

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 22 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
deep for stamps. (For example: for D2 material with hardness of 60-62 RC and Detail #17 the marking would read: D-2 60-62 #17)
9. Die sections shall be contained with keys. Keyways should be milled ½” deep in die set with
the key being 1” wide and 1” high.
10. Sub plates must be keyed in on the outside

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 23 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 11.0 Punches, Buttons, and Springs
Purchased
1. It is preferred that all punches and die buttons be supplied by Typco or Dayton Progress.
2. Standard size punches and buttons to be noted on the punch and button list supplied at
design approval. Specially shaped punches and buttons to be orientated with square keys or “D” shape bushings only.
3. All pierce punches must be ball lock (heavy-duty type). All punches must have ejector pins.
3.1. If isn’t possible to use ball lock, can use headed punch.(only with the MRE Authorization).
4. All critical holes must be pierced as a group and set in a jig ground A-2 hardened punch
pad accessible in the press.
5. All piercing die bushings must be of headless construction and held in with keys.
6. All punches and pilots must have the working (“P” dimension) diameter a minimum .005” smaller than the shank diameter (“D” dimension) or step up to the next size punch shank (“D” dimension).
7. Punch and die clearance: 10% to 12% per side unless otherwise specified.
8. Button retainers and die buttons should be “poke-yoke” to prevent buttons being put into
wrong retainer holes.
All Others
1. As a minimum, all form punches must be made of A2, or D-2 when coating is required.
2. All punches to have ¼” die entry.
3. All wire cut punches are to be parallel and located in a wire cut 4140 prehardened punch
pad. In the case of punches with very narrow profiles or cross-sections, it is permissible to leave sufficient material at the base of the punch to facilitate the use of substantial screws.
4. All hardened punches, cutting forming, and die sections to be double drawn after
hardening.
5. Wire-cut die slug cannot be used as a punch or die section under any circumstances.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 24 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 11.0 Punches, Buttons, and Springs (Continued)
Will not accept die springs unless be the unique option and be approved for MRE, in this
one case these are the requirements
Springs
1. Danly type springs are preferred; no cut springs will be accepted. Vendor shall supply spring list along with the punch and button list at design approval.
2. Spring cages must be used on all springs. No less than 1/16”, no more than 1/8” clearance
between O.D. of spring cage and diameter of spring hole.
3. Vendor will fill out spring information sheet at design approval indicating type spring, free length; pre-load, maximum compressed length, and percentage of total deflection. Maximum allowable deflections are:
Light Load (Green) 35% Medium Load (Blue) 30% Heavy Load (Red) 25% Extra Heavy Load (Yellow) 20%
4. Springs must be pocketed into the stripper. Stacking springs is not permitted.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 25 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 12.0 Stripper Pads
1. Fabricated stripper pads are not acceptable.
2. Split all stripper windows that exceed 12” in length.
3. Stripper must be guided if small punches are necessary.
4. Stripper must be minimum 2” thick.
5. Shedder pins to be fitted in the stripper at the end cut-off to keep finished parts from sticking to stripper, push pins with springs.
6. All stripper pilots must have knock out hole from reverse side for easy replacement. Two
ejectors on either side of pilot to help strip the strip off pilot.
7. Stripper clearance not to exceed 50% of material thickness to a maximum of .060” (wire E.D.M openings preferable).
8. Areas subject to excessive wear on stripper face will require a removable insert, suitably
hardened, ground with jacking screw holes. All inserts must be a slip fit to the stripper with jackscrew holes so they can be removed in the press.
9. Vendor to drill and tap a minimum of 4 lifter holes in stripper plates 5/8” UNC.
10. In all cases, the stripper must have “pocket relief” to allow for shimming of the punches after
regrind. Relief in the stripper must allow a ¼” minimum.
11. Form inserts in the stripper cannot be used to form the part. 12. The material for stripper must be 4140 hardness. 13. Each holder or stripper need to have like the minimum 4 guides 14. Each pierce punch or cutting steel must to have removable windows for quick changes in press. 15. The holder or stripper must be easier of remove in press, if is necessary.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 26 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 13.0 Pilots
1. It is preferred that all pilots and pilot buttons be supplied by Typco or Dayton Progress. Standard size pilots and buttons to be noted on the pilot and button list supplied at design approval. All pilot bushings must be of headed construction. All pilots must have an ejector per side.
2. A die must have sufficient pilots to control the stock strip adequately in order to consistently
produce parts to part print tolerances. All pilots must have sufficient lead angle.
3. Pilot clearance should not exceed .003” total.
4. Press fit Bottom Pilots to have holes drilled through from reverse side for easy removal and maintenance.
5. Do not bore pilot holes in die section. Use a standard die button when the end of a pilot
needs to be supported. No pilot holes to be blind.
6. The full diameter of the pilot should extend beyond the surface of stripper plate by no more than 70% of material thickness in the “open-die” position.
7. The first pilot should be a positive pick-up pilot tapering almost to a point and ¾” longer than
other pilots. (Section 20 Exhibit #10). 8. The material must be A2 OR D2 with 52-56RC.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 27 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 14.0 Stamped Part Identification 1. Stamps must be located on a non-functional surface as per customer requirements.
Identification must be visible after assembly and approved at die design. 2. Part identification consists of part number and source identification. Customer requirements
will be determined based on specific part requirements. (I.e. customer logo, Julian date, character size, etc.)
3. Vendor to supply one quick-change stamp holders (must use Tate Industries, see Section 20 Exhibit #11) and back-up plates complete with stamps. When multiple parts are produced in the die, each part requires two stamp holders. Number stamps to make contact with a hardened insert (01 hardened). If numbers are mounted in stripper there must be a bottoming block behind them. Mounting to die shoe is preferred.
4. Type of stamp number. Brand: ARGON Model: ARG-090
and the retainer (holder box) need to be for twelve spaces. Brand: ARGON Model: MR-7
5. The identification form, need to have the last four digits of the part number, the side( LH or RH), the Juliana date and the shift (1,2 or 3). 6. The identification form needs to have 14 spaces. 7. Example.
9 9 2 L 3 6 4 1 1
PART NUMBER SIDE (LH O RH) JULIANA DATE
SHIFT
H
SPACE
Part Number: MR-7
Retainer

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 28 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 15.0 Fine Blank Tooling - General
1. Tool must be fixed punch construction. Use four posts, three tiers, ball bearing die sets. Guide sleeves to be no higher than 1.50” above the die shoe.
2. Guide pins between guide plate and die shoe must be positioned so as not to interfere with
part and scrap ejection.
3. Guide plate and die plate must be contained by shrink ring.
4. Ejector and pressure pins must be high-speed steel.
5. The “V” ring height and position must conform to dimensions on chart.
6. Material guides to be located on both sides of the guide plate and must conform to sketch.
7. Air vents to be in the die shoe, not in the die plate.
8. Two 5/8” – 11 NC lift holes on two opposite sides of die shoe to be positioned.
9. Drill one to two holes ¼” diameter through guide plate for oil drainage.
10. Counter punches must have suitably sized oil breakers.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 29 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 16.0 Fine Blank Punches and Dies
1. All blanking punches must be made from Vasco Wear, A2, Vanadis 4 or D2
2. All die inserts in die plate to be Vasco Wear, A2, Vanadis 4 or D2 3. Pedestal type punches are not acceptable.
4. The punch back up blocks must be hardened and be inserted through upper and lower die
shoe.
5. Machine die shoes and punch shoe to facilitate die to press clamping.
6. Identification stamps to be located on die plate. Spare number holder must be provided.
7. Top and bottom hardened plugs to be drilled and tapped 3/8” –16 NC with eye bolts for lifting.
8. All pierce punches need to be Ball lock.
9. Counter punch thickness = (Die plate thickness) – (1.5 x material thickness).
10. Blank punch to be straight wire cut with detachable bases where necessary.
11. Die shut height must be within +.000” to -.020”.
12. Holes in punch holder plate to be .005” - .010” larger in diameter than punch shank/point.
13. Die plate thickness to be 2.625”. Punch height including base to be 3.625”. (For small parts
only).
14. Tool steel to be used as follows:
Die Plate D2 Guide Plate D2 Shrink Ring H13 Punch Holder H13 Counter Punch D2 Back Up Block D2

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 30 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 17.0 Quality Assurance Requirements
1. The numbers of tool made samples required for delivery will be requested by the Program Manager and must be submitted complete with full layout reports.
Reports consist of:
• 6 pieces full 100% dimensional layout
• All significant characteristics (SC’s) and critical dimensions will require a 30 piece capability study complete with graphs and data tables (Note: This will be determined no later than the approval of die design)
2. If vendor is producing tooling and manufacturing parts from tooling, then PPAP as per AIAG,
including, PFMEA, Control Plan, Process Charts and Material Certifications are required. 3. Vendor is advised to save two original first-off parts and retain for future reference.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 31 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 18.0 Tooling Quotation Form (REQUEST FOR QUOTATION) (Example)
Date of RFQ: Program Name:
Requested
by: Customer:
Reply RFQ
to:
Production
Tooling:
RFQ due
date:
Length of
Program:
Part No. Description Type of Tool Annual
Volume
Tooling
Cost
Lead
Time
SUPPLIER INFORMATION
Supplier Name:
RFQ authorized by: (Please Print)
Date:(mm/dd/yy)

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 32 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Document: Rev 1

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 33 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 19.0 Die Specifications Acknowledgement Form A signed and dated Die Specifications Acknowledgement Form must accompany all quotations for dies submitted to Estampados MartinRea. If any section of Die Specifications needs further definition, contact Estampados MartinRea Engineering subsequent to quote submission. This Die Specifications Acknowledgement indicates vendor fully understands and agrees to comply with information found in Die Specifications.
Comments
Vendor Name and Address:
Authorized Vendor Representative Name: Title:
Signature: Date:

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 34 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 35 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 19.1 Requirement for the transfer dies in press 8-9 and10
IN CASE OF TO BUILT TRANSFER DIES FOR THE PRESSES 8-9 AND 10 PLEASE, TO TAKE IN COUNT THE NEXT. THE TRANSFER CURVES
P-8 TBD
P9 Exhibit 18.1
P10 TBD AUTOCLAMP SPECIFICATIONS
P-8 TBD
P-9 Exhibit 18.2
P-10 TBD THE MINIMUM EXTERNAL DIMENSIONS FOR THE PRESS 8-9-10 ARE THE NEXT. (F.B) P-8 N/A EXHIBIT 17 P-9 68” (INCHES) EXHIBIT 18 P-10 80” (INCHES) EXHIBIT 19

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 36 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits
Exhibit #1 - Vendor Die Progress Report Complete the following information. (Type into the grey areas) Part Name: Part No:
Job No: ECL:
Mat’l Spec: Mat’l Thickness: mm
Part Per Stroke: Progression inches Strip Width inches
Press Tonnage Req’d. Try Out Mat’l Req’d Yes No No. of Stations In Die
Tool Length inches Tool Width inches Tool Shut Height inches
Tool Feed Ht
inches Upper Clamping Ht inches Lower Clamping Ht inches
Vendor:
To show your progress complete the following steps: 1. Double-click on the table image to bring up a Microsoft Excel file. 2. Enter a 1 (the number one) in each box that you feel you have completed. (Each box
represents 1%) To get the Overall Percentage Completed click here then double-click the table again to get back in. The value will appear in the Overall Percentage Completed box.
3. The graph indicating Percentage Completed vs Tool Build Time can be updated by entering the value of the Overall Percentage Completed for that week in the corresponding cell in the tab titled “Enter the weekly percentage here”.
4. To view the graph click on the tab titled “Chart”. 5. When finished viewing, click back to the “Data” tab then click here .
Final Tool Adjustments
Approved Sample Submission
Description 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% Comments
Tool Design
Purchased Components Req뭗Material Req뭗 & SquaredMaterial Drilled & Machined
Material Harden & Ground
Blank Development
Wire Cut Sections
Initial Try Out
Die Assembly
Tool Try Out
0
Start Date:
Delivery Date:
Overall Percentage Completed:
Document: EF-023 Rev 1

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 37 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
2.5”
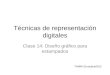
Section 20.0 Exhibits (continued) Exhibit # 2- Parallel/Clamping Slot Requirements
B
A
C
D
Where
A = 3”or 2.5”
B = To suit die set
C = To suit total shut heights and feed height
D = Depends of the press to using

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 38 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 39 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 40 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 41 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 42 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 43 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
1”
Section 20.0 Exhibits (continued) Exhibit # 2.1- Scrap Chutes Requirements
C
NYLON
B
A
D
Where
A = 25mm min.
B = The thickness is of 1.5mm
C = Depends of the press to using (W)
D = Depends of the press to using (L)
THE NYLON IS
IN THE CENTER
OF THE SCRAP
CHUTE

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 44 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued) Exhibit # 2.1- Scrap Chutes Requirements
The Sizes proposal for the scrap chutes is the next.
PRESS 1: 52” OF LENGTH
PRESS 2: 67” OF LENGTH
PRESS 3: 58” OF LENGTH
PRESS 4: 60” OF LENGTH
PRESS 5: 60” OF LENGTH
PRESS 6: 73” OF LENGTH
PRESS 7: 70” OF LENGTH
PRESS 8: 85” OF LENGTH
The width depends of the distance between the parallels of the die.

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 45 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued) Exhibit #3 - Micro Switch Mounting Block

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 46 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #4 - Cam Station Construction

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 47 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #5 - Press Data Sheet
PRESS SPECIFICATIONS
COIL SPECIFICATIONS

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 48 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
SAFETY BLOCKS SPECIFICATIONS

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 49 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #6- Nitrogen Quick Disconnect
DADCO
COMMON CONTROL PANEL
90.406.03

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 50 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #7- Tapped Holes

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 51 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #8 First Pilot

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 52 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #9- Identification Stamp Block

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 53 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
6IN
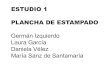
Section 20.0 Exhibits (continued
Exhibit #10 Bolster specs details. 200 Ton Minster Press
72IN
42IN
THE
DISTANCE
DIE TO
SCRAP IS
OF 13 IN
THE
3.5
DISTANCE
BETWEEN
THE
SHAKER
AND THE
PRESS
TUBE 2IN
6 “
C
2.5”
2.5”
The distance
between T
Slot are 6” at
the Bolster
and Slide

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 54 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
THE
8.625
DISTANCE
BETWEEN
THE
SHAKER
AND THE
PRESS
6IN
Section 20.0 Exhibits (continued)
Exhibit #11 – Bolster specs details. 300 Ton Minster Press
84IN
48IN
THE
DISTANCE
DIE TO
SCRAP IS
OF 21 IN
2IN
6 “
C
2.5”
2.5”
The distance
between T
Slot are 6” at
the Bolster
and Slide

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 55 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #12 – Bolster specs details. 400 Ton Minster Press
96IN
48IN
6IN
THE
DISTANCE
DIE TO
SCRAP IS
OF 13 IN
THE
3.5
DISTANCE
BETWEEN
THE
SHAKER
AND THE
PRESS
2IN
6 “
C
2.5”
2.5”
The distance
between T
Slot are 6” at
the Bolster
and Slide

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 56 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
THE
DISTANCE
BETWEEN
THE
SHAKER
AND THE
PRESS
Section 20.0 Exhibits (continued)
Exhibit #13 – Bolster specs details. 400 Ton Minster Press
5
96IN
48IN
6IN
THE
DISTANCE
DIE TO
SCRAP IS
OF 13 IN
2IN
6 “
C
2.5”
2.5”
The distance
between T
Slot are 6” at
the Bolster
and Slide

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 57 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #14 – Bolster specs details. 400 Ton Minster Press 4
98IN
46IN
6IN
THE
DISTANCE
DIE TO
SCRAP IS
OF 13.5 IN
THE
DISTANCE
BETWEEN
THE
SHAKER
AND THE
PRESS
2IN
6 “
C
2.5”
2.5”
The distance
between T
Slot are 6” at
the Bolster
and Slide

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 58 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #15 – Bolster specs details. 600 Ton PTC Press
132IN
60IN
THE
DISTANCE
DIE TO
SCRAP IS
OF 14.5 IN
THE
5
DISTANCE
BETWEEN
THE
SHAKER
AND THE
PRESS
6IN
2IN
6 “
C
2.5”
2.5”
The distance
between T
Slot are 6” at
the Bolster
and Slide

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 59 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #16 – Bolster specs details. 600 Ton PTC Press
144IN
60IN
THE
DISTANCE
DIE TO
SCRAP IS
OF 12.5 IN
THE
3.75
DISTANCE
BETWEEN
THE
SHAKER
AND THE
PRESS
6IN
2IN
6 “
C
2.5”
2.5”
The distance
between T
Slot are 6” at
the Bolster
and Slide

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 60 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #17 – Bolster specs details. 1000 Ton Minster Press
168IN
72IN
6IN
THE
DISTANCE
DIE TO
SCRAP IS
OF 13 IN
2IN
6 “
C
2.5”
2.5”
The distance
between T
Slot are 6” at
the Bolster
and Slide

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 61 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
12in
6in
Section 20.0 Exhibits (continued)
Exhibit #18– Bolster specs details. 2500 Ton Clearing Press
270IN
108 IN
The distance
between T
Slot are 6” at
the Bolster
and Slide

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 62 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 63 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit 18.1 Transfer Curves 2500 specification

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 64 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit 18.2 Auto clamps Press 2500 specifications
HCR-2135-210

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 65 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #19 – Bolster specs details. 2000 Danly Press
The distance
between T
Slot are 6” at
the Bolster
and Slide

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 66 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 20.0 Exhibits (continued)
Exhibit #20 – Tool Buy Off Requirements
Section 1 Die Designs, Die Process Layouts and Simulation Report in Electronic Hard Copy
Section 2 Checking Fixture – This section must contain the Guage Certification Files from the Construction
Source. 3rd Party certification ( if Required ) and R& R Studies.
Section 3 Part Acceptance Sheet – Last engineering level to which the dies were manufactured.
Section 4 Tool Buy Off Check List
Section 5 Open Issues Log
Section 6 Thirty (30) pieces capability study with roadmap (CMM checked)
Parts are to meet minimum Cpk = 1.67
Section 7 100% dimensional documentation on SIX (6) panels form the THIRTY (30) pieces study (Holes, Trim, gap & flush checked by CMM with roadmap) Note: One panel must be blued with layout ink and all the trim, gap and flush checks Recorded on the panel, holes boxed, body lines scribed on the edge, and shipped With the fixture after buy off. Label panel number from 30 –pc study on both the panel and documentation. (Ex: panel 9 of 30).Non- blued panel is also shipped with the checking fixture.
Section 8 Digital photos’ of spotting blued panels are required from each operation.
Note: Spotting blue is applied on only the working areas of the panel. Min. of 80% pattern will be accepted.
(Bearing)
Section 9 Material Certs from steel company to validate the try out material.
Section 10 Hardness Road Maps for all die operations and casting certification files. Test pieces are required for all castings
Section 11 Die Set Up Information Document supplied by Die Shop should contain customer name, date, part number, part name, tool number, operation number, description for operation, progression, cushion tonnage, nitro tonnage, total tons and produce parts, upper weight, lower weight and total weight, latest engineering level.
Section 12 Punch and Button inventory List Information obtained from Number 1 sheet
Section 13 Spare Detail Information List for all the components.
Section 14 Dies are to be shipped with stage panels in every station. Progressive dies- the last strip
Section 15 Circle grid analysis Reports for the Draw and Restrike Dies Thinning must be according to the customer requirements with NO EXCEPTION

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 67 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 21.0 Verification Checklist – Buy off Estampados Martinrea

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 68 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 69 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
INFERIOR

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 70 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08

Die Specifications
3131 Av. De la Transformacion. Parque Industrial Ramos Arizpe Ramos Arizpe Coahuila Tel: 844-866-10-00 Fax:
Fax:844-866-10-01
Page 71 of 71 FORMA:FO-INGO25-A
EMISION:5/SEP/08
REVISION: 5/SEP/08
Section 22.0 Tool Design/Completion Verification Checklist
Description of Change Revision
Date
Revision
Level
Approved
By