Embed Size (px)
DESCRIPTION
TERBAIK
Citation preview

KOLEJ VOKASIONAL SHAH ALAM
SEMESTER 6 / TAHUN 3
2014
TAJUK :
CNC DIE SINKING OPERATION
&
CNC EDM WIRE CUT
NAMA : NUR FARISHA ADILLA BT AZMAN
NO I/C : 960131 – 06 – 5540
KELAS : PEMESINAN INDUSTRI 4 / DIPLOMA TAHUN 3
NAMA PENSYARAH : EN . KAMARULZAMAN BIN SALLEH
PENGHARGAAN
Bismillahirahmanirahim..
Alhamdullilah , bersyukur keatas ilahi , nyawa tenaga yang dianugerahkan
kepada saya dapat juga saya menyiapkan tugasan ini dengan jayanya.
Pertamanya, saya ingin mendedikasikan ucapan penghargaan ini kepada
pensyarah saya, Encik Kamarulzaman Bin Salleh kerana dengan tunjuk ajar serta
bimbingan daripadanya membuka ruang untuk saya menyiapkan tugasan ini dengan
suksesnya. Selain itu , saya juga berterima kasih kerana telah memberi peluang
kepada kami untuk membuat kursus di IKBNP , Pagoh , Johor.
Saya juga ingin mengucapkan terima kasih yang tidak terhingga kepada
ibubapa saya yang memberi saya pemudah cara untuk menyiapkan kerja kursus ini.
Mereka telah memberikan saya segala kemudahan dan sokongan moral yang tidak
terhingga sampai saya berjaya menghabiskan tugasan ini.
Ucapan penghargaan ini juga saya tujukan kepada rakan-rakan yang banyak
memberi peringatan terhadap setiap apa yang saya telah alpa. Mereka membantu
saya dengan menjawab setiap pertanyaan yang saya uterakan kepada mereka.
Akhir madah, saya mengucapkan terima kasih kepada mereka yang terlibat
secara lansung atau sebaliknya dalam melaksanakan kerja kursus ini. Terima kasih.

PENGENALAN EDM
EDM bermakana ³electrical discharge machine ́atau pun pemesinan discharge
elektrik.
merupakan satu proses peleburan atau pembuangan zarah-zarah logam
dengantempakan bunga api dari sebatang electrod khas. Keseluruhan proses
inidijalankan di dalam ekektrolisis.
Elektrolisis ini adalah cecair yang bukan konduktor iaitu seperti petroleumdistillate
dengan bahan campuran ataupun air suling dan voltan yang digunakan adalah kecil
(dari 1 hingga 45v) manakala arus yang dialir adalah tinggi iaitu diantara 5 hingga
60Amp atau melebihi.
Digunakan secara meluas turutamenya pada industry berat seperti Kilang pencetak
logam dan plastik acuan.
Terdapat banyak jenis mesin EDM diantara tersebut EDM WIRE CUT dan EDM DIE
SINKING
Pengenalan Electrical Discharge Machining (EDM)
EDM Die Sinking adalah proses menghakis logam dengan menggunakan electrical discharge. Electrical discharge ini berlaku di antara elektrod ( Mata alat ) dan bendakerja yang bersifat konduktor ( Pengalir Elektrik dan haba ).
Elektrod dan bendakerja mestilah direndam oleh dielektrik fluid kerana elektrod akan bergerak turun – naik sepanjang operasi pemesinan dijalankan. Apabila arus elektrik disalurkan kepada elektrod ke bendakerja , dielektirk fluid akan ter “ ion “ yang akan menyebabkan terjadinya spark discharge ( percikan arus elektrik ).
Kesan Spark discharge boleh mencapai suhu antara 8000 – 12000 °C ini akan menyebabkan terjadinya pencairan bahan antara elektrod dan bendakerja. Bahan yang telah cair atau terhakis ini akan beku menjadi paktikel karbon yang halus yang mesti dibersihkan oleh semburan flushing dielectric fluid.
EDM Die Sinking juga dikenali dengan nama Spark Erosion Machine , spark machining , spark eroding , efficient domestic manufacturing , every design is manufacturable.
Kegunaan Electrical Discharge Machining (EDM)
1. Membuat bentuk core atau cavity acuan suntikan plastic , bentuk profile yang
sukar boleh dibuat terus sebagaimana bentuk elektrod yang dihasilkan
mengikut kehendak.
2. Memesin ( menghakis ) bahan logam yang keras atau logam tersebut telah
melalui proses harderning dikeraskan pada ≥ 60 HRC seperti mesin turning ,
milling , grinding dan drilling yang menggunakan mata alat pemotong jenis
High speed steel or carbon steel dan lain – lain.
3. Banyak digunakan dalam bidang pembuatan seperti plastic extrusion dies ,
stamping dies , die casting , forging dies , aluminium extrusion dies , turret
punch , tool dan gauge , jig dan fixture yang memerlukan kerja EDM
dilakukan pada alatan tersebut.
Kegunaan EDM Wire Cut
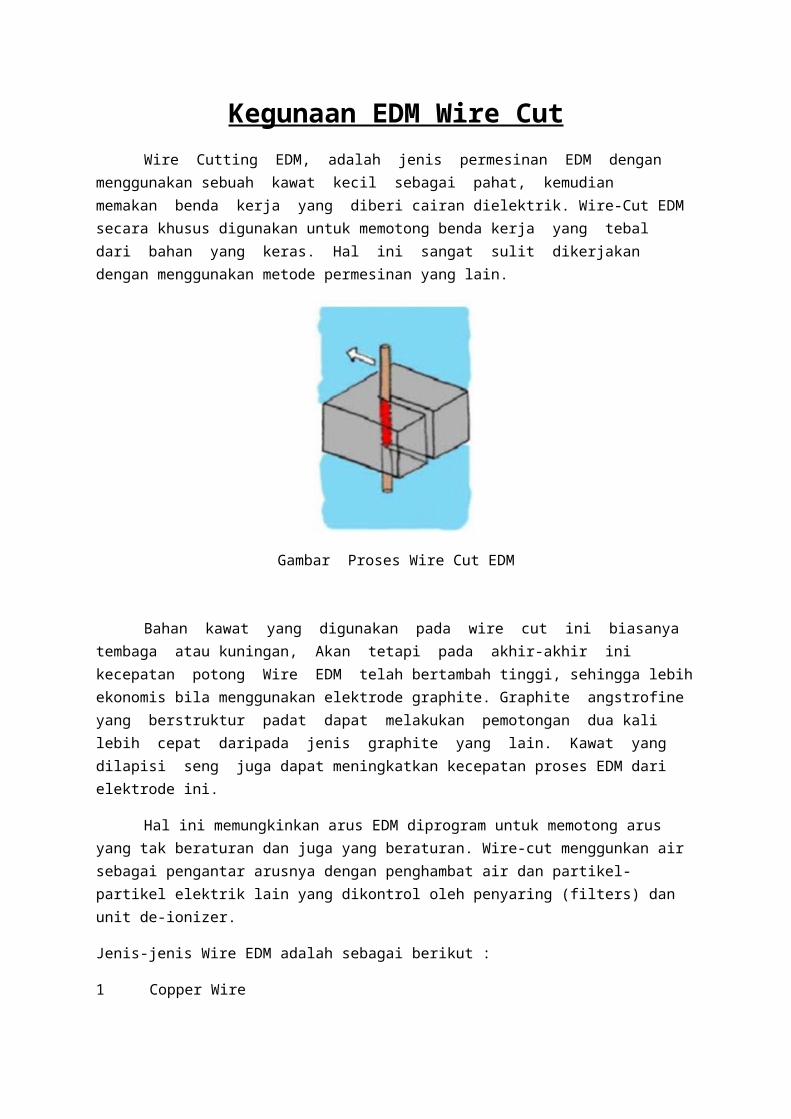
Wire Cutting EDM, adalah jenis permesinan EDM dengan menggunakan sebuah kawat kecil sebagai pahat, kemudian memakan benda kerja yang diberi cairan dielektrik. Wire-Cut EDM secara khusus digunakan untuk memotong benda kerja yang tebal dari bahan yang keras. Hal ini sangat sulit dikerjakan dengan menggunakan metode permesinan yang lain.
Gambar Proses Wire Cut EDM
Bahan kawat yang digunakan pada wire cut ini biasanya tembaga atau kuningan, Akan tetapi pada akhir-akhir ini kecepatan potong Wire EDM telah bertambah tinggi, sehingga lebih ekonomis bila menggunakan elektrode graphite. Graphite angstrofine yang berstruktur padat dapat melakukan pemotongan dua kali lebih cepat daripada jenis graphite yang lain. Kawat yang dilapisi seng juga dapat meningkatkan kecepatan proses EDM dari elektrode ini.
Hal ini memungkinkan arus EDM diprogram untuk memotong arus yang tak beraturan dan juga yang beraturan. Wire-cut menggunkan air sebagai pengantar arusnya dengan penghambat air dan partikel-partikel elektrik lain yang dikontrol oleh penyaring (filters) dan unit de-ionizer.
Jenis-jenis Wire EDM adalah sebagai berikut :
1 Copper Wire
Kawat ini terbuat dari tembaga murni dan digunakan dalam tahap awal pada proses EDM. Mempunyai ciri-ciri :
Kekuatan tarik rendah, tingkat elongasi tinggi, tingkat kerusakan yang berlebihan. Kondisi Flushing Miskin akibat penguapan temperatur tinggi. Kecepatan pemrosesan lambat karena konduktivitas yang tinggi. Pencairan lambat dan efisiensi rendah karena panas yang diserap oleh kawat bukan
pekerjaan sepotong.
2 Brass Wire
Mempunyai ciri – cirri :
Rasio Alloy tembaga dan seng 65/35 – 63/37, kekuatan tarik 50,000-145,000 psi. Kekuatan tarik tinggi dibandingkan dengan kawat tembaga. Flushing dapat berjalan dengan sempurna karena rendahnya suhu penguapan. Wires dengan beberapa jumlah Aluminium atau Titanium memiliki kekuatan tarik tinggi,
tetapi efisiensi pembilasan yang memburuk.
3 Zn Coated Brass Core Wire
Kawat dengan ketebalan seng konstan yang dilapisi pada permukaan kawat kuningan.
4 Zn Diffusion annealed Bruss Core wire
Kawat berlapis seng yang terdapat pada permukaan kawat kuningan dan mendapatkan diperlakukan panas membuat seng yang akan dilapisi meleleh dan harus terpasang erat pada kawat kuningan. Seng biasanya digunakan sebagai bahan coating dan paduan, untuk meningkatkan kecepatan pemotongan dan untuk mengurangi kemungkinan kerusakan. Seng meningkatkan efisiensi pembilasan dengan temperatur penguapan yang rendah dibandingkan dengan kuningan. Coated atau seng anil difusi melakukan peran melindungi kuningan, jadi kemungkinan kerusakan kawat secara drastis menurun.

Komponen dan fungsinya :
a. Meja mesin EDM
digunakan sebagai tempat dudukan mesin EDM
b. Cairan dielektrik
merupakan fluida pendingin dan pembersih kotoran benda kerja
c. Elektroda
merupakan pahat yang digunakan untuk menghantarkan tegangan listrik dan mengerosi benda kerja menjadi bentuk yang diinginkan
d. Kepala Mesin
sebagai tempat pahat dan komponen utama dari mesin EDM
e. Kapasitor
berfungsi untuk menyimpan energi listrik yang akan dilepaskan pada proses pengerjaan benda kerja
f. Voltmeter
digunakan untuk mengukur beda potensial pada rangkaian mesin
g. Amperemeter
digunakan untuk mengukur besar arus yang mengalir pada mesin
Kesimpulan
EDM (Electrical Discharge Machining) atau Pemesinan Energi Listrik adalah suatu metode pemesinan yang pada dasarnya digunakan untuk logam keras atau logam -logam yang tidak mungkin dapat diolah dengan menggunakan mesin tradisional. EDM hanya dapat digunakan untuk bendabenda yang dapat dialiriarus listrik. Cara kerja mesin ini merujuk spark (percikan) machining atau spark eroding (mengikis permukaan logam sedikit demi sedikit/erosi). EDM juga kadang kadang diasumsikan sebagai sebuah metode non-tradisional atas perpindahan materi melalui suatu rangkaian pelepasan busur elektrik yang berulang antara elektroda (tool pemotong).
Setelah mengenali mesin EDM, maka penjelasan berikut merupakan
ringkasan dari karakteristik yang diutamakan dalam penggunaan EDM Disarankan
menggunakan EDM jika bentuk benda kerja sebagai berikut.
• Dinding yang sangat tipis.
• Lubang dengan diameter sangat kecil.
• Rasio ketinggian dan diameter sangat besar.
• Benda kerja sangat kecil.
• Sulit dicekam.
Disarankan menggunakan EDM jika material benda kerja:
• Keras.
• Liat.
• Meninggalkan sisa penyayatan.
• Harus mendapat perlakuan panas.
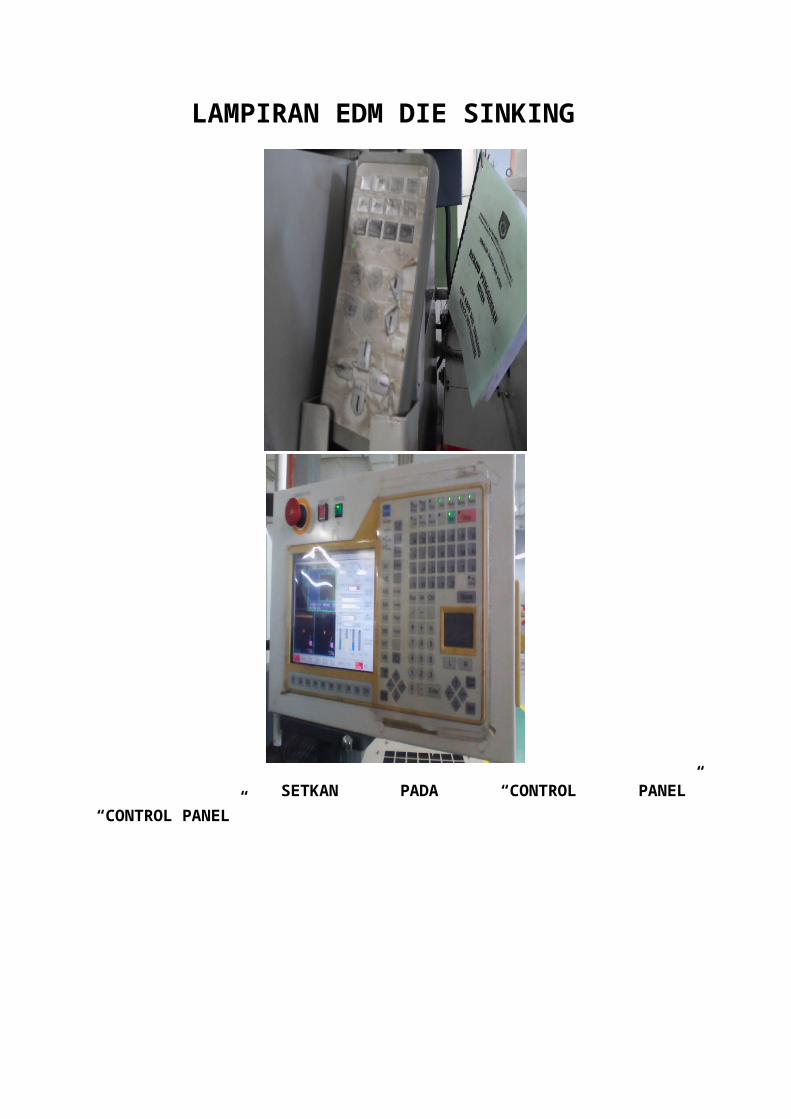
LAMPIRAN EDM DIE SINKING
SETKAN PADA “CONTROL PANEL” “CONTROL PANEL”
OPERASI “DATUM” “FLUSHING”

OPERASI EDM DIE SINKING SEDANG DILAKUKAN
LAMPIRAN EDM WIRE CUT
PROGRAM DALAM MESIN