Embed Size (px)
Citation preview
1
CIP Strategies Food safety issues
Biofilm control
Tony Erickson
Principal Chemist
12 June 2013
2
CIP in Biofilm Control
Good cleaning and effective sanitizing are the base of any biofilm control program
Hard to reach biofilms are a substantial issue
Standard chemistry less effective on established biofilm
Microclimates in equipment are varied and widespread
“Non-traditional” biofilms common C&S issue
General observations for discussion
3
CIP in Biofilm Control
Chemical concentration verification
Proper wash time
Mechanical design
Flow rates
Spray balls
Dead legs
Heating capacity etc
Proper use of heat
Critical component – Gasket maintenance
Key elements of a good program
4
Biofilm Issues
Traditional biofilms generally not an issue
Stainless steel pipes and tanks are clean and sanitized
- Confirmed by ATP swabs and micro sampling
Residual soil acts as hybrid biofilm/soil matrix
- Non-traditional biofilms
Nooks and Crannies
Gasketed joints
Valves
Plate heat exchangers
Evaporators
Low flow areas
Biofilms newly generated during long runs

5
Difficult to Reach Biofilms
6
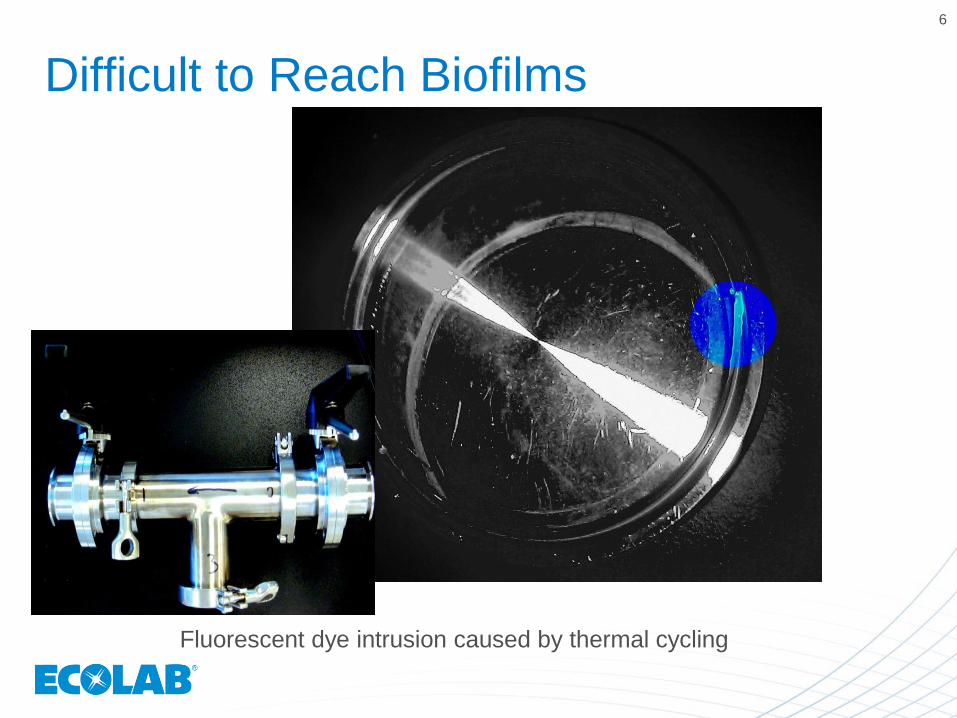
Difficult to Reach Biofilms
Fluorescent dye intrusion caused by thermal cycling
7
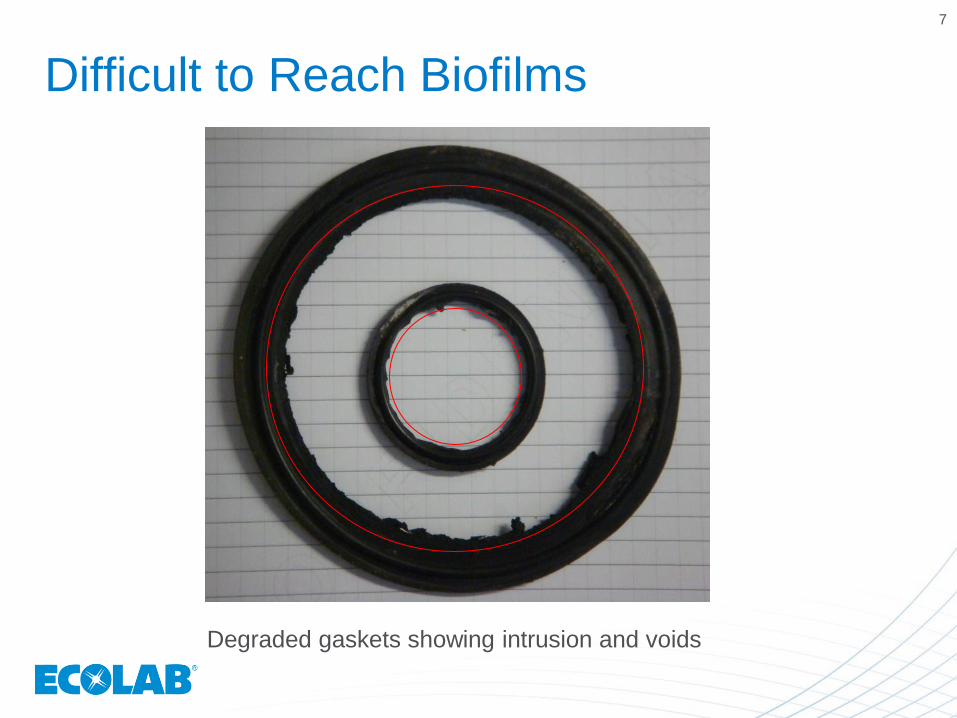
Difficult to Reach Biofilms
Degraded gaskets showing intrusion and voids
8
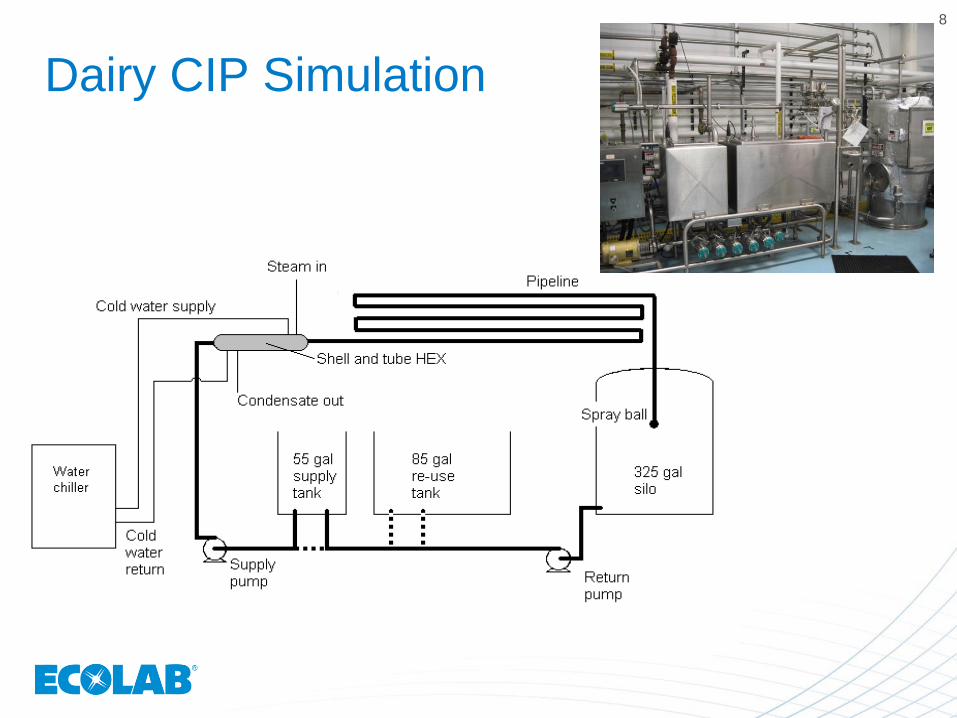
Dairy CIP Simulation
9
Dairy CIP Simulation
CIP system ‘standardized’ with 175°F water for 10 min
Inoculated milk circulated 5 hours at 40 °F
Gram negative field isolate
CIP using high temp (145°F) or low temp (110°F)
Sanitized
Circulated water recovery performed
Plate counts run on recovery water
10
Dairy CIP Simulation
0.1
1
10
100
1000
100003/8
/20
11-E
xcel C
IP 1
45
3/9
/20
11-E
xcel C
IP 1
45
3/1
0/2
011
-Advan
tis L
T 1
10
3/1
5/2
011
-Exce
l C
IP 1
45
3/1
6/2
011
-Advan
tis L
T 1
10
3/1
7/2
011
-Advan
tis L
T 1
10
3/1
8/2
011
-Exce
l C
IP 1
45
3/2
2/2
011
-Exce
l C
IP 1
45
3/2
3/2
011
-Advan
tis L
T 1
10
3/2
4/2
011
-Exce
l C
IP 1
45
3/2
5/2
011
-Advan
tis L
T 1
10
3/2
9/2
011
-Advan
tis L
T 1
10
3/3
0/2
011
-Advan
tis L
T 1
10
3/3
1/2
011
-Exce
l C
IP 1
45
4/1
/20
11-E
xcel C
IP 1
45
4/5
/20
11-N
o C
he
mis
try 1
10
4/6
/20
11-A
dvantis L
T 1
10
4/7
/20
11-A
dvantis L
T 1
10
4/8
/20
11-N
o C
he
mis
try 1
10
4/1
2/2
011
-Advan
tis L
TF
E 1
10
4/1
3/2
011
-Advan
tis L
TF
E 1
10
4/1
4/2
011
-Advan
tis L
TF
E 1
10
4/1
5/2
011
-Advan
tis L
TF
E 1
10
4/1
9/2
011
-Advan
tis L
TF
E 1
10
4/2
0/2
011
-Advan
tis L
TF
E 1
10
4/2
1/2
011
-Advan
tis L
T 1
10
4/2
2/2
011
-Exce
l C
IP 1
45
4/2
9/2
011
-Advan
tis L
TF
E 1
10
5/3
/20
12-A
dvantis L
TF
E 1
10
5/4
/20
12-A
dvantis L
TF
E 1
10
5/5
/20
12-A
dvantis L
TF
E 1
10
5/6
/20
12-A
dvantis L
TF
E 1
10
5/2
0/2
012
-Advan
tis L
TF
E 1
10
Av
era
ge P
late
Co
un
t (C
FU
/L)
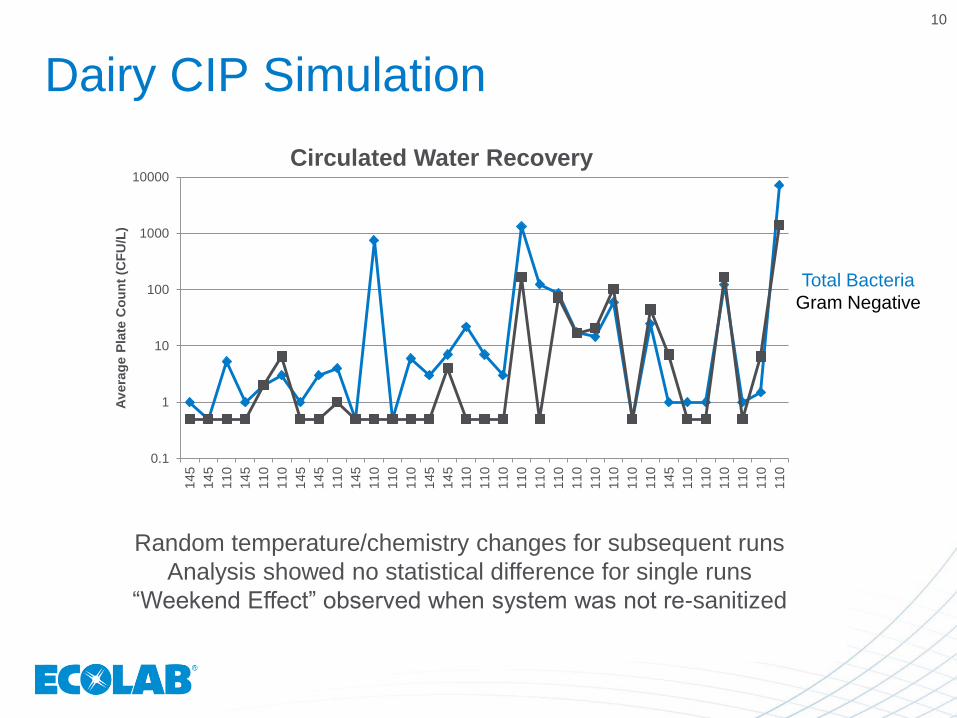
Circulated Water Recovery
Total Bacteria
Gram Negative
Random temperature/chemistry changes for subsequent runs
Analysis showed no statistical difference for single runs
“Weekend Effect” observed when system was not re-sanitized
11
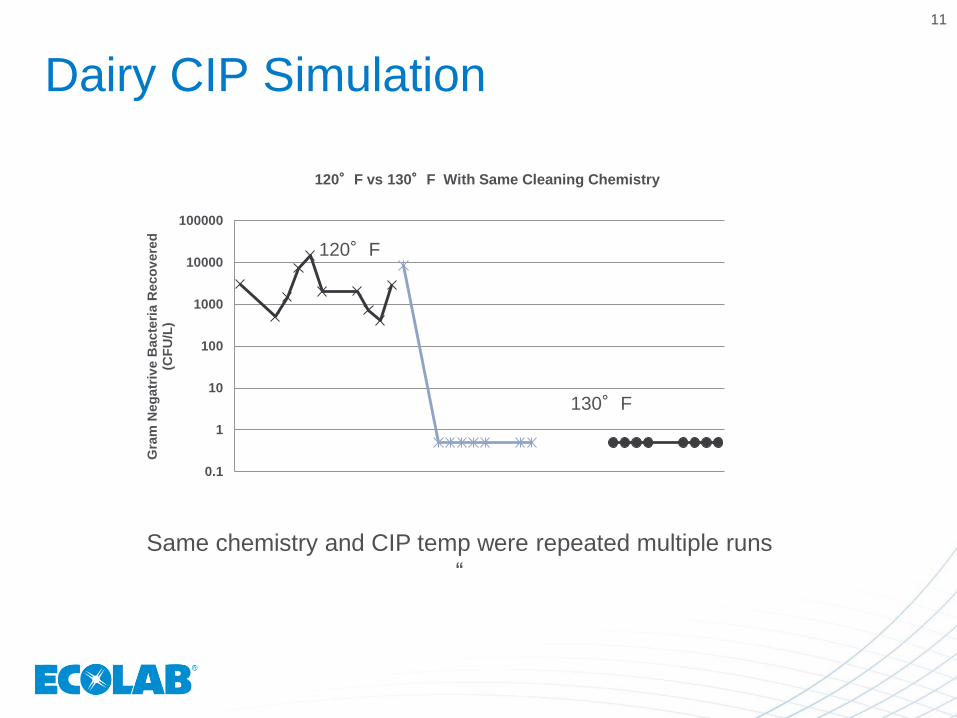
Dairy CIP Simulation
Same chemistry and CIP temp were repeated multiple runs
“
0.1
1
10
100
1000
10000
100000
Gra
m N
eg
atr
ive B
acte
ria R
eco
vere
d
(CF
U/L
) 120°F vs 130°F With Same Cleaning Chemistry
130°F
120°F
12
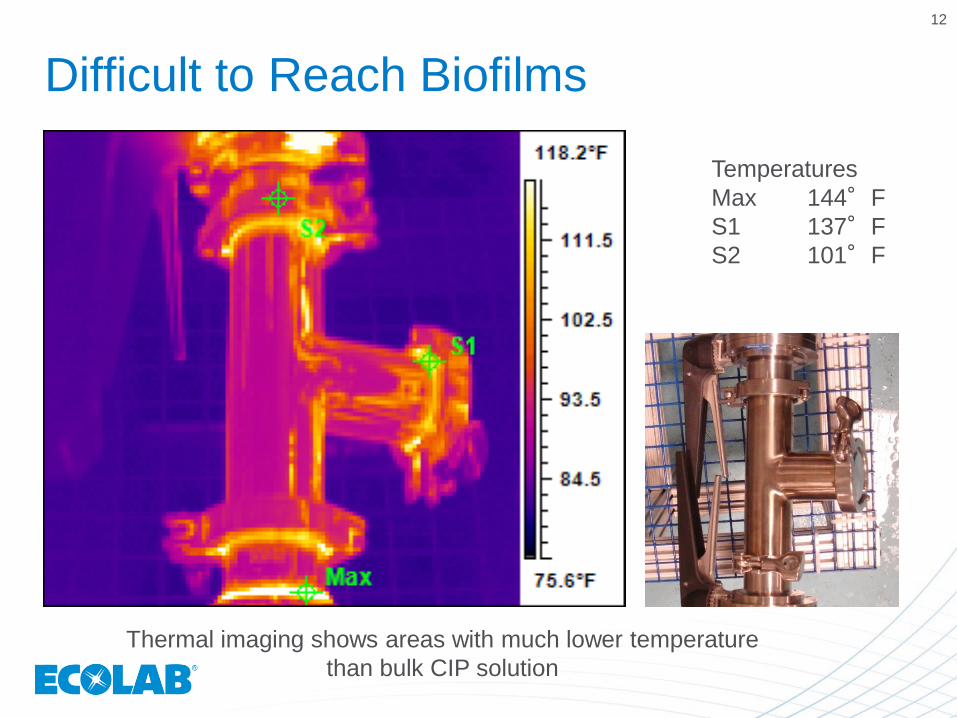
Difficult to Reach Biofilms
Temperatures
Max 144°F
S1 137°F
S2 101°F
Thermal imaging shows areas with much lower temperature
than bulk CIP solution
13
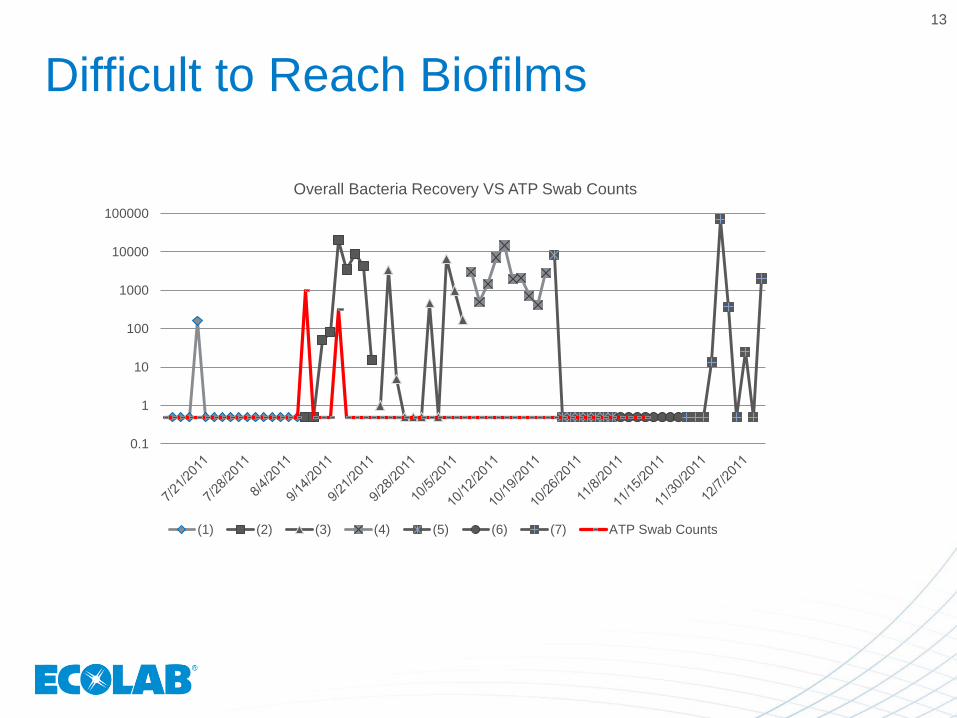
Difficult to Reach Biofilms
0.1
1
10
100
1000
10000
100000
Overall Bacteria Recovery VS ATP Swab Counts
(1) (2) (3) (4) (5) (6) (7) ATP Swab Counts
14
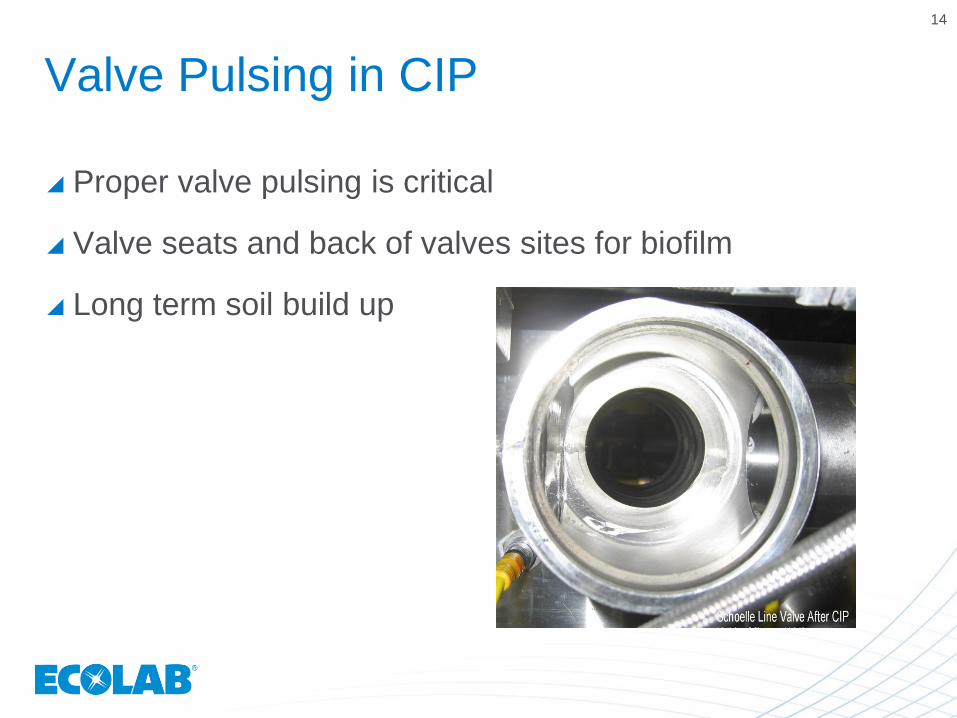
Valve Pulsing in CIP
Proper valve pulsing is critical
Valve seats and back of valves sites for biofilm
Long term soil build up
15
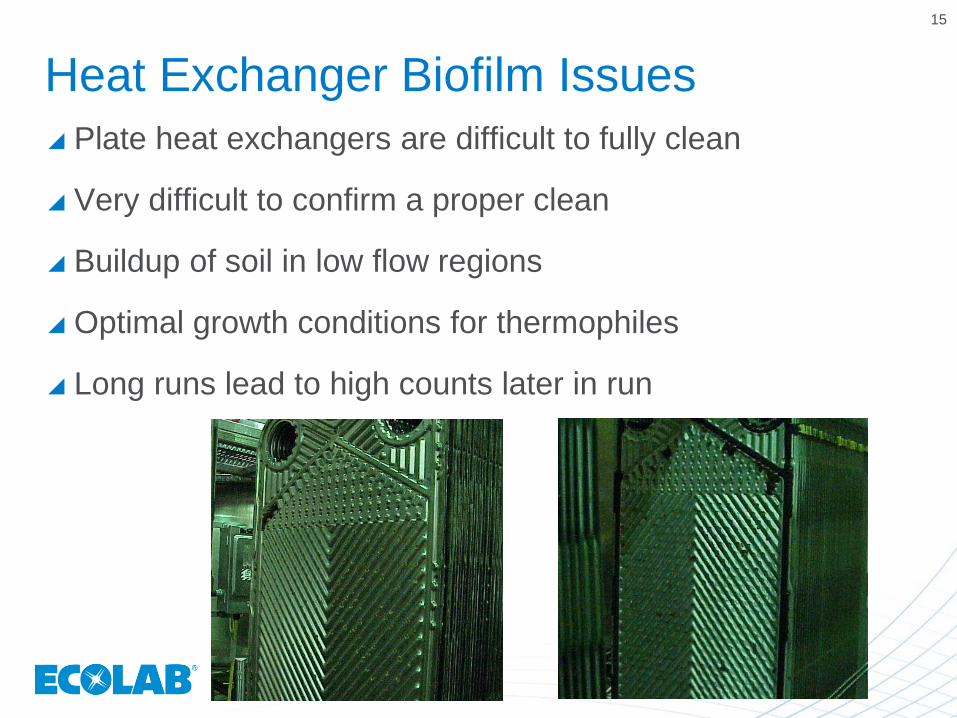
Heat Exchanger Biofilm Issues
Plate heat exchangers are difficult to fully clean
Very difficult to confirm a proper clean
Buildup of soil in low flow regions
Optimal growth conditions for thermophiles
Long runs lead to high counts later in run
16
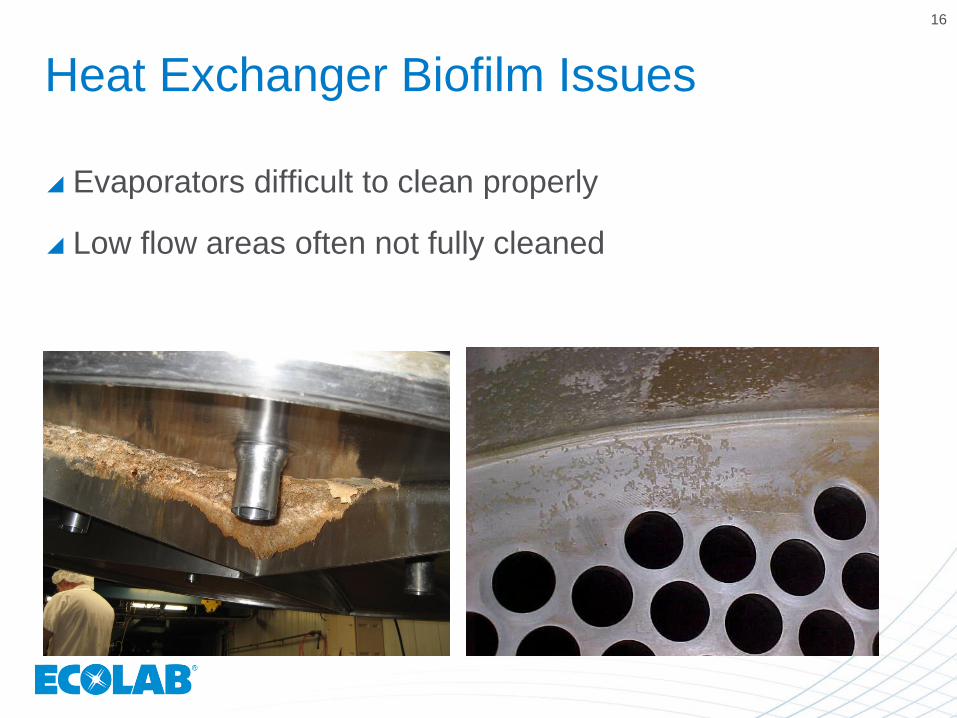
Heat Exchanger Biofilm Issues
Evaporators difficult to clean properly
Low flow areas often not fully cleaned
17
Interventions
Premium SEEC chemistry
Peracid sanitizing
Sanitizer use – Membranes, Evaporators, Pasteurizers
Aggressive C&S every CIP, not when problems arise
Global Best Practices for Biofilm Issues
18
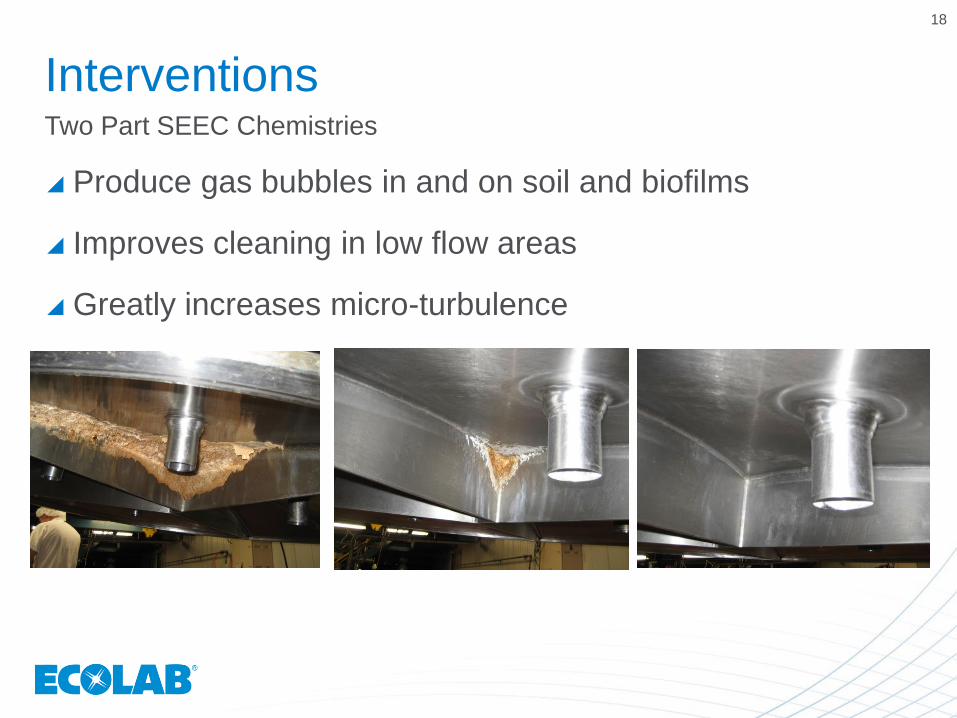
Interventions
Produce gas bubbles in and on soil and biofilms
Improves cleaning in low flow areas
Greatly increases micro-turbulence
Two Part SEEC Chemistries
19
Difficult to Reach Biofilms
;
*.
;
°
;
:
;
:
;
*.
;
°
;
:
;
:
;
*.
;
°
;
:
;
:
;
*.
;
°
;
:
;
:
;
*.
;
°
;
:
;
:
;
*.
;
°
;
:
;
:
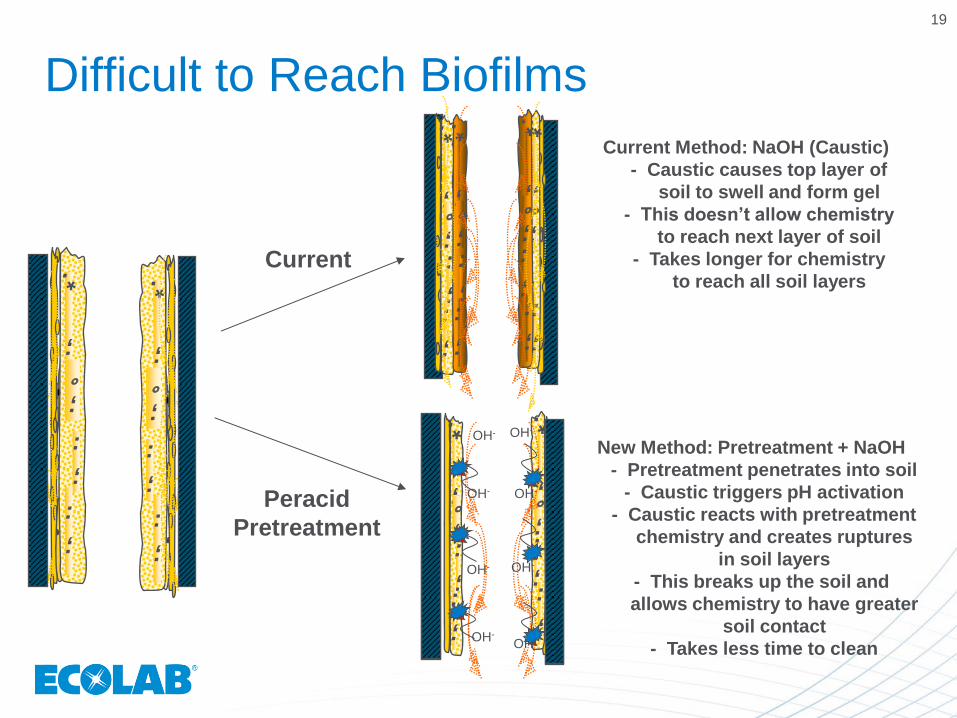
Current Method: NaOH (Caustic)
- Caustic causes top layer of
soil to swell and form gel
- This doesn’t allow chemistry
to reach next layer of soil
- Takes longer for chemistry
to reach all soil layers
;
*.
;
°
;
:
;
:
;
*.
;
°
;
:
;
:
OH-
OH-
OH-
OH- OH-
OH-
OH-
OH-
New Method: Pretreatment + NaOH
- Pretreatment penetrates into soil
- Caustic triggers pH activation
- Caustic reacts with pretreatment
chemistry and creates ruptures
in soil layers
- This breaks up the soil and
allows chemistry to have greater
soil contact
- Takes less time to clean
Peracid
Pretreatment
Current
20
Interventions
Peracid Sanitizers on Heat Processing Equipment
Traditionally not performed – “Heat will take care of it”
Thermophiles / Thermoduric
Hot peracetic acid very volatile and pungent
Good and Bad – can get at hard to reach areas
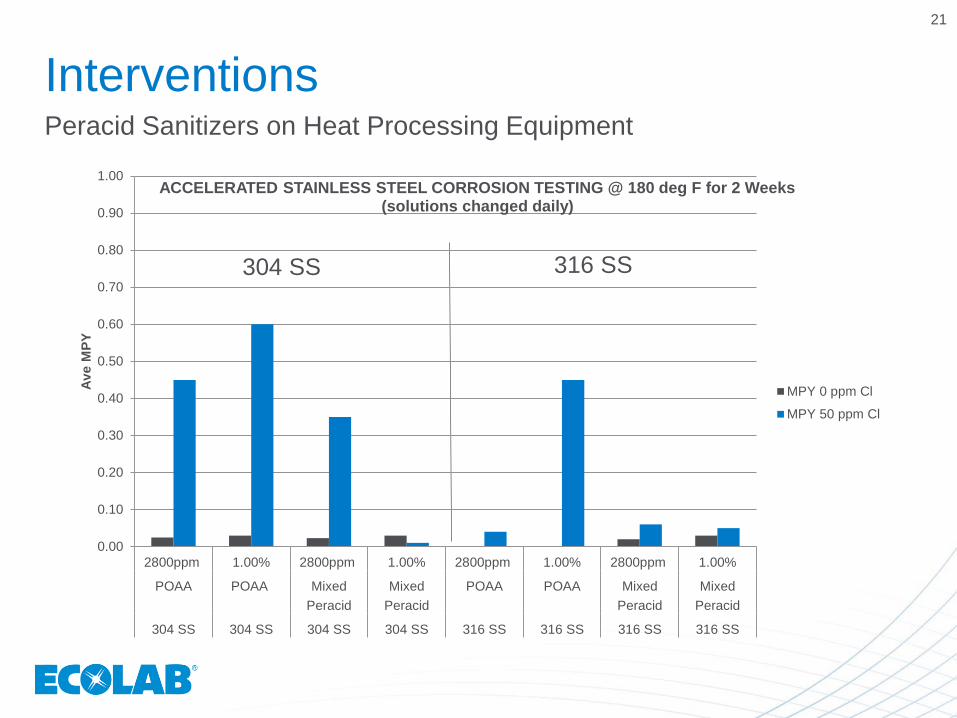
Corrosion levels low if Chloride levels under 500 ppm
304 / 316 SS at required use concentration
21
Interventions
Peracid Sanitizers on Heat Processing Equipment
304 SS 316 SS
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
2800ppm 1.00% 2800ppm 1.00% 2800ppm 1.00% 2800ppm 1.00%
POAA POAA Mixed
Peracid
Mixed
Peracid
POAA POAA Mixed
Peracid
Mixed
Peracid
304 SS 304 SS 304 SS 304 SS 316 SS 316 SS 316 SS 316 SS
Av
e M
PY
ACCELERATED STAINLESS STEEL CORROSION TESTING @ 180 deg F for 2 Weeks (solutions changed daily)
MPY 0 ppm Cl
MPY 50 ppm Cl
22
Interventions
Peracid Sanitizers on Heat Processing Equipment
Global survey of plants producing low count powder
Some of the highest performing were using ‘hot’ sanitizer
Research project conducted to look at the spore survival rate with a variety of hot peracid formulations

23
Interventions - Spores
50°C
Test Contact Average Average Log
Substance Time Survivors Log Reduction
(min) (CFU/mL)
Mixed 2 2.2 x 104 4.3 1.8
Peracid 5 1.0 x 101 1 5.1
2600 ppm 10 <10 <1 >5.1
Peracid 2 <10 <1 >5.1
Cleaner 5 <10 <1 >5.1
5000 ppm 10 1.0 x101 1 5.1
Experimental 2 <10 <1 >5.1
Peracid 5 <10 <1 >5.1
2000 ppm 10 <10 <1 >5.1
Proprietary Information of Ecolab, Inc.
Bacillus spp spore cocktail

24
CIP in Biofilm Control
The Goal – Get back up and running ASAP
New Zealand has proven ability to produce low spore count powder
Source of spores is primarily biofilm in Evap and other equipment
Interventions
SEEC products when appropriate – Peracid or peroxide
Fast Washes or Peracid Flush
Add sanitizer or antimicrobials to PHE, evaps, membranes
Gasket maintenance
Global Best Practices
25
CIP in Biofilm Control
A sound C&S program is the base of a biofilm control program
Selective interventions may be appropriate
Non traditional use of detergents, sanitizers and heat can yield improved outcomes
We are open to discussing specific problems
Ecolab R&D is currently trialing best practices and interventions with outcome-based metrics.
Conclusion