Embed Size (px)
Citation preview

Syrah Resources Limited Recarburiser Overview – October 2014
Image: Core from Ativa Zone being logged at Balama
Various types of recarburiser pellets
For
per
sona
l use
onl
y

What are recarburisers?
Carbon additives, carbon riser and recarburiser all refer to the same product
Recarburisers are carbon materials that are typically used to adjust the carbon content of steel before casting whilst it is still in liquid form
High quality recarburisers are also used in the production of other ferroalloys such as casting iron
Syrah intends to target the steel making and iron casting markets due to their size, growth outlook and requirement for high quality
recarburisers which the Balama Project is ideally position to supply
1
Casting of liquid steel
For
per
sona
l use
onl
y

Types of recarburisers
There are three main categories of recarburisers:
recarburisers for steel production
recarburisers for casting iron
recarburisers for special materials
There can be a wide variation in the characteristics and quality of recarburisers used, depending on the input materials, production method and the type of ferroalloy that is being produced
Natural graphite can be used as a substitute for existing low quality recarburisers such as metallurgical coke and calcined petroleum coke
Graphite is highly suitable for use as a recarburiser because it comprises pure carbon, is soluble in molten metal and typically has lower impurities compared to other sources of carbon material
2
Calcined petroleum coke
Trial Balama graphite recarburiser pellet
For
per
sona
l use
onl
y

What is steel?
Steel is an alloy consisting of iron and <2% carbon that is widely used in construction and other applications
Carbon (and other elements) acts as hardening agents in the production of steel alloys During the steel production process:
there is an initial reduction of carbon content (decarburisation) as input materials (e.g. pig iron, scrap iron/steel, direct-reduced iron, etc.) are heated to temperatures of up to 1,500⁰C in order to adjust for impurities and homogenise the molten steel
subsequently, carbon needs to be re-added (via recarburisers) to the molten steel in order to produce the required specification
In addition, recarburisers are also used to surface-harden some grades of steel by converting an outer layer of low carbon steel to
high carbon steel by heating it to a temperature above its transformation range in the presence of carbonaceous material
3
For
per
sona
l use
onl
y

Types of steel
The main types of steel are:
Alloy steel – steel produced with an intended amount of one or more alloying elements in specified proportions to impart specific physical, mechanical, metallurgical and electrical properties. Common alloying elements are manganese, silicon, nickel, lead, copper, chromium, tungsten, molybdenum, niobium, vanadium
Non-alloy / Carbon steel – steel which does not contain any alloying element in specified proportions and is divided into the following categories:
o low carbon steel or mild steel (normally containing up to 0.3% carbon)
o medium carbon steel (normally containing 0.3 to 0.6% carbon)
o high carbon steel (normally containing more than 0.6% carbon)
Special steel – steel which requires special care during production in order to attain the special/desired properties such as cleanliness, surface qualities and mechanical/metallurgical properties
Carbon steel constitutes approximately 90% of total global steel production of which the majority consists of low carbon steel for
general purpose use [1]
4
[1] Reference: Government of India, Ministry of Steel
For
per
sona
l use
onl
y

5
Low carbon steel pipes (left), medium carbon steel gears and pinions (centre) and high carbon steel spring (right) For
per
sona
l use
onl
y

Steel production methods
To produce steel, facilities use the following processes [1]:
Basic Oxygen Furnace – 70% of global steel production
Electric Arc Furnace – 29% of global steel production
Open Hearth Furnace – 1% of global steel production and an extremely energy intensive process which is declining in use due to its environmental and economic disadvantages
6
[1] Reference: World Steel Association
Basic Oxygen Furnace Electric Arc Furnace
For
per
sona
l use
onl
y

Basic Oxygen Furnace (BOF)
The BOF process is autogenous as the required thermal energy is produced during the oxidation process
Input materials consist of 70% to 75% hot metal and scrap steel for the balance Hot metal is liquid pig iron from the blast furnace that typically contains 3.5% to 4.5% carbon and less than 1% silicon
These input materials are transported (“charged”) to the BOF vessel via refractory lined torpedo cars or ladles
99% pure oxygen is “blown” into the BOF at supersonic velocities which oxidises the carbon and silicon contained in the hot metal,
generating significant heat (up to 1,500⁰C) which melts the scrap steel
Fluxes (burnt lime or dolomite) are fed into the BOF vessel to form slag which absorbs impurities (e.g. phosphorous, sulphur, aluminium, etc.) during the steel making process
Molten steel is then poured through a tap hole into a refractory lined steel ladle with basic refractory lining in a process known as “tapping”
This steel is further then refined in the ladle furnace by adding alloying materials to give it the properties required by the customer
7
For
per
sona
l use
onl
y

Electric Arc Furnace (EAF)
Heats input material in a refractory lined vessel by means of an electric arc to produce batches of molten steel in a process known as the “tap-to-tap” cycle
Input material consists of almost 100% scrap steel which greatly reduces the energy required to make steel compared to primary steel making from ores
Initially, the grade of steel required is selected in order to determine the composition of scrap steel “charged” to the furnace
Fluxes and recarburisers are “charged” or injected into the furnace during the heat
As the melting time is crucial to operations, EAFs have a highly efficient melting apparatus and modern designs are focussed on maximising melting capacities
Melting is predominately accomplished by the supply of electrical energy via graphite electrodes to EAF
Chemical energy is also supplied via oxy-fuel burners and oxygen lances Once the input materials are completely melted, refining operations in the EAF take place to remove impurities (e.g. phosphorous,
sulphur, aluminium, etc.)
Subsequently, “tapping” of the steel occurs and alloying materials are added to give it the properties required by the customer
8
For
per
sona
l use
onl
y

Advantages of EAF over BOF
According to Metal Bulletin, compared to BOFs, EAFs:
use 75% to 85% less energy, 90% less virgin materials and 52% less water
produce 76% fewer water pollutants, 86% fewer air pollutants and 97% less mining waste
on average, recycling 1 tonne of steel saves about 1.1 tonnes of iron ore, 630 kg of coal, and 55 kg of limestone
recycling 1 tonne of steel saves 642 kWh of power, 1.8 barrels (287 litres) of oil, 10.9 million Btu of energy and 2.3 cubic metres of landfill space
carbon dioxide emissions are reduced by 58% through the use of ferrous scrap
In addition, Metal Bulletin also notes EAFs also offer significant cost advantages:
new integrated BOF mills costs US$600 to US$1,200 per tonne compared to US$200 to US$350 per tonne for new EAF capacity
annual maintenance costs are, on average, 6% of capital expenditure which is US$46 to US$75 per tonne for integrated BOF mills and US$18 to US$20 per tonne for EAFs
moreover, in integrated mills, reinvestments often require significant outlays to replace major items of equipment e.g. a new coking battery can cost US$350 to US$400 million and costs incurred for environmental protection exacerbates the difficulties
9
For
per
sona
l use
onl
y

Steel production and recarburisers
BOF:
primary input material is hot metal (liquid pig iron) which typically contains 3.5% to 4.5% carbon as a result of the smelting process
pig iron is produced by smelting iron ore with a high carbon fuel such as metallurgical coke
minimal use of graphite recarburisers in the BOF process (except for refractory purposes in ladles) as smelting requires autogenous heat and graphite is difficult to ignite
EAF:
significant usage of recarburisers during the EAF process
heat source is exogenous and hence the melting time of input materials is crucial to operations and recarburisers are added in
order to increase temperatures and reduce the energy requirements of the EAF
selected recarburiser must have minimum impurities as the input material is scrap iron/steel and hence tolerance for impurities is low
similarly, to produce high carbon steel using the EAF process, a high quality recarburiser with low impurities must be used to surface-harden low carbon steel by heating it at high temperatures
10
For
per
sona
l use
onl
y

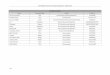
Global steel production and estimated recarburiser demand
Statistics from the World Steel Association show that the top 18 producing countries accounted for approximately 89% of total global steel production in 2012
Of the total 1.37 Bt of steel produced by the top 18 countries, approximately 382 Mt were produced via the EAF process
Roskill (2012) notes that recarburisers used in the initial “charge” during EAF steel production should have a carbon content of around 0.15% to 0.25% higher than is required in the finished steel to allow for losses during the production process
Accordingly, Syrah estimates demand for recarburisers by the top 18 global steel producers may be in the range of 573,000 to 955,000 tonnes per annum (tpa)
11
Total
Country (Mt) BOF EAF BOF EAF 0.15% C 0.25% C
China 716.5 89.8% 10.1% 643.4 72.4 108,550 180,916
Japan 107.2 76.8% 23.2% 82.3 24.9 37,306 62,176
United States 88.7 40.9% 59.1% 36.3 52.4 78,633 131,054
India 77.6 31.2% 67.5% 24.2 52.4 78,570 130,950
Russia 70.4 63.4% 27.0% 44.6 19.0 28,512 47,520
South Korea 69.1 62.4% 37.6% 43.1 26.0 38,972 64,954
Germany 42.7 67.7% 32.3% 28.9 13.8 20,688 34,480
Turkey 35.9 26.0% 74.0% 9.3 26.6 39,849 66,415
Brazil 34.5 76.3% 23.7% 26.3 8.2 12,265 20,441
Italy 27.3 34.2% 65.8% 9.3 18.0 26,945 44,909
Taiwan 20.7 51.0% 49.0% 10.6 10.1 15,215 25,358
Mexico 18.1 27.6% 72.4% 5.0 13.1 19,657 32,761
France 15.6 60.9% 39.1% 9.5 6.1 9,149 15,249
Iran 14.5 14.9% 85.1% 2.2 12.3 18,509 30,849
Spain 13.6 25.1% 74.9% 3.4 10.2 15,280 25,466
Canada 13.5 57.8% 42.2% 7.8 5.7 8,546 14,243
Egypt 6.6 8.0% 92.0% 0.5 6.1 9,108 15,180
Saudi Arabia 5.2 0.0% 100.0% - 5.2 7,800 13,000
Total 1,378 987 382 573,552 955,920
Proportion (%) Proportion (Mt)
Estimated carbon
cosumption via EAF (t)
For
per
sona
l use
onl
y

Forecast global crude steel production and scrap steel usage
12
[1] The scrap steel ratio is scrap consumption by steel mills divided by crude steel production. Scrap consumption is net of estimated consumption from foundry sector and is based on steel production and consumption
Source: BHP October 2014 Iron Ore Presentation, World Steel
Scra
p s
teel usage
For
per
sona
l use
onl
y

Scrap steel - The next phase of China’s industrialisation story
BHP Billiton and World Steel forecast that global crude steel production will grow at a compound annual growth rate (CAGR) of between 2.5% to 3.0% to 2030
This implies global crude steel production to reach a total of ~2.5 Bt by 2030
China is currently the largest crude steel producer in the world and its production is forecast to peak at 1 Bt to 1.1 Bt by early to mid- 2020s before plateauing to 2030
China’s current scrap usage ratio of ~15% is the lowest among key steel-making countries and reflects low scrap availability
However, China’s scrap steel availability is forecast to increase significantly as continued economic development and a maturing manufacturing sector will increase the available scrap pool
By early 2020s, China’s scrap usage is forecast to increase to ~20% and will reach 30% to 40% by 2030
Given that scrap steel is predominately processed by EAFs, the scrap usage ratio can be viewed as a proxy for the proportion of Chinese crude steel that will produced by EAFs in the next 15+ years
Accordingly, this may imply that China will produce ~200 Mt of crude steel by EAFs in the early 2020s, increasing to ~350 Mt of crude by 2030
Assuming carbon consumption of 0.15% to 0.25% per EAF tonne, this may equate to potential recarburiser demand of 525,000 tpa to 875,000 tpa by 2030 in China alone which is almost equivalent to the entire current global demand
13
For
per
sona
l use
onl
y

What is cast iron?
Cast iron is a ferroalloy consisting of iron, >2% carbon and 1% to 3% silicon
The high carbon and silicon content in cast irons make them excellent casting alloys and they have a lower melting temperature than steel
Molten iron is more fluid than molten steel and less reactive with moulding materials
Since silicon is a graphite stabilising element in cast iron, it helps the alloy produce graphite instead of iron carbides from the carbon additive
Formation of lower density graphite during cooling and solidification reduces the change in volume of the metal from liquid to solid and makes the production of more complex castings possible
However, cast irons do not have sufficient ductility to be rolled or forged
The main types of cast iron are gray iron and ductile iron
14
For
per
sona
l use
onl
y

Types of cast iron
Gray iron: the oldest and most common form of cast iron so named due to the gray appearance of its fracture which consists of
carbon in the form of flake graphite in matrix consisting of ferrite, pearlite or a mixture of the two
the fluidity of liquid gray iron and its expansion during solidification due to the formation of graphite makes the metal ideal for the economical production of shrinkage free, intricate castings such as motor blocks
graphite flakes in gray iron act as stress raisers, bestowing resistance to tension and deformation as well as providing excellent machinability, damping characteristics and self-lubricating properties
uses for gray iron include internal combustion engine cylinder blocks, pump housings, valve bodies, electrical boxes, and decorative castings
15
Gray iron engine block Gray iron electrical boxes
For
per
sona
l use
onl
y

Types of cast iron
Ductile iron: a group of cast graphitic irons that possesses high strength, ductility and resistance to shock which duplicates many grades
of steel and far exceed those of standard grey iron
in addition, annealed ductile iron can be bent, twisted or deformed without fracturing
graphite formation occurs as small spheroids in ductile iron instead of flakes in gray iron due to the addition of miniscule amounts of magnesium or cerium
these graphite spheroids create fewer discontinuities in the structure of the metal and produce a stronger and more ductile iron
ductile iron is primarily used for water and sewer line pipes as well as in many automotive components
16
Ductile iron pipes Ductile iron wheel hubs
For
per
sona
l use
onl
y

Composition of cast iron [1]
17
Graphitic microstructure of ductile iron Graphitic microstructure of gray iron
Type Carbon Silicon Manganese Sulfur Phosphorous
Gray 2.5 - 4.0 1.0 - 3.0 0.2 - 1.0 0.02 - 0.25 0.02 - 1.0
Ductile 3.0 - 4.0 1.8 - 2.8 0.1 - 1.0 0.01 - 0.03 0.01 - 0.1
Percentage (%)
[1] Reference: Atlas Foundry Company
For
per
sona
l use
onl
y

Cast iron production method
Cast iron is made by re-melting pig iron often along large quantities of scrap iron and steel, lime stone, carbon (coke) at temperatures exceeding 1,500⁰C
Input materials can be melted in a special type of blast furnace known as a cupola, but are more often melted in electric induction furnaces or EAFs
Contaminants are removed from the melted pig iron and whilst impurities such as phosphorus and sulphur may be burnt off during the melt, so is the carbon which needs to be replaced
Depending on the type of cast iron required, carbon and silicon content are adjusted to the desired levels, which will range from 2.0% to 4.0% and 1.0% to 3.0%, respectively
Other elements are then added to the melt before the final form is produced by casting
After the iron is cast, it is allowed to solidify and ensuring even cooling is crucial to producing a high quality product
18
Cupola furnace
For
per
sona
l use
onl
y

Cast iron production and recarburisers
Gray iron:
although low quality recarburisers such as anthracite coal, metallurgical coke and calcined petroleum coke can be used to make cast iron, it produces a poor quality product
this is due to the high degree of impurities in these carbons such as sulphur, nitrogen, hydrogen, ash, moisture and volatiles
Ductile iron:
the impurities from low quality recarburisers are particular harmful to ductile iron
foundries have recognised that many defects may originate from such recarburisers
Consequently, a shift towards high quality recarburisers is becoming common practice in the industry despite the higher costs as this is often justified by the increased productivity and operational cost savings (e.g. lower energy costs)
19
For
per
sona
l use
onl
y

Global cast iron production and estimated recarburiser demand
Statistics from the 47th Census of World Casting Production shows that the top 12 countries produced approximately 93% of total global cast iron production in 2013
Roskill (2012) notes that in the case of cast
iron made from scrap steel in an EAF, around 30 kg to 40 kg of recarburisers are used per tonne of cast iron
Accordingly, Syrah estimates demand for recarburisers by the top 12 global cast iron producers may be approximately 2,300,000 tpa for gray iron and ductile iron combined
20
Gray iron Ductile iron
Country Gray iron (t) Ductile iron (t) 3.5% C 3.5% C
China 20,100,000 10,900,000 703,500 381,500
India 6,254,000 981,000 218,890 34,335
United States 4,296,420 4,479,680 150,375 156,789
Germany 2,392,654 1,641,528 83,743 57,453
Japan 2,209,307 1,377,385 77,326 48,208
Russia 1,857,600 897,840 65,016 31,424
Brazil 1,655,903 685,197 57,957 23,982
Korea 1,062,900 671,500 37,202 23,503
France 657,700 675,700 23,020 23,650
Turkey 610,000 502,000 21,350 17,570
Italy 626,435 416,805 21,925 14,588
Spain 328,600 580,700 11,501 20,325
Total 42,051,519 23,809,335 1,471,803 833,327
Estimated average carbon
cosumption (t)
For
per
sona
l use
onl
y

Customer selection criteria for recarburisers
Efficiency and cost effectiveness are crucial to foundry and steel mill operations
Accordingly, the key requirements for recarburisers are:
Consistently high carbon content (≥92%) and recoveries Rapid solubility to reduce energy requirements and melt times Low impurities (volatile matter, sulphur and ash) to reduce slag
production and rejection rates
Through its market research, Syrah understands that the presence of volatiles and sulphur will affect the absorption rate of carbon
Hence, steel mills may pay a premium for carbon material with low impurities
Consistency of supply and high quality may also attract a price premium
21
Indian steel mill
Chinese steel mill
For
per
sona
l use
onl
y

Balama Graphite Project – Ideally suited to make Syrah a leading supplier of Recarburisers
Using natural graphite as a recarburiser is not a new concept for the iron and steel industries, especially in Brazil and China where it has been used extensively for decades
Syrah has established through market research that the superior quality of the recarburised graphite produced from the Balama Graphite Project (Balama) will allow it to substitute into the existing recarburiser market, displacing lower quality recarburised product
At sample scale production of Balama recarburised product, which have been provided to trading companies, these companies have
shown a keen interest in marketing the Syrah product, given the Balama’s key attributes which include:
High Carbon Content, Low Impurities – since graphite is pure carbon, it has a higher carbon content compared to low quality recarburisers (metallurgical coke and calcined petroleum coke) and typically lower impurities. Metallurgical testing to date has shown that Balama Graphite can be produced via simple flotation with low impurities (<0.01% sulphur) and high carbon content (≥95%) across all size fractions including fine grained material. Low volatiles also enables a high absorption rate which will decrease costs for steel mills and foundries
High Carbon Recovery – as graphite is resistant to heat but is soluble in molten metal, there is greater carbon recovery compared to low quality recarburisers where a significant of amount carbon is burnt out by the high temperatures in the steel furnaces
High Solubility – the crystalline structure of natural graphite results in high solubility in molten metal. When combined with the thermal and electrical conductivity properties of graphite, this leads to greater efficiency and cost savings via reduced melting times and energy requirements
22
For
per
sona
l use
onl
y

Balama Graphite Project – Ideally suited to make Syrah a leading supplier of Recarburisers
Substantial Size, Expected Low Capex & Opex – with a resource of 1.15 Bt at 10.2% total graphitic carbon (TGC) and 0.23% V2O5 (including high grade zones of 382.2 Mt at 17.0% TGC and 0.43% V2O5)[1], Syrah has the ability to satisfy demand for the high volumes required by iron and steel producers. In addition, extensive outcropping mineralisation will result in low strip ratios and make the Balama Graphite Project one of the lowest cost producers in the world
Long Term, Consistent Supply – the size of the resource and excellent metallurgy means that Syrah has the potential to be a consistent, high quality supplier over a period of decades if not longer
Enhanced Nucleation & Nodular Count – in relation to ductile
iron, the crystalline structure of graphite combined with a low sulphur level enhances the nucleation and nodular count (number of graphite spheroids) in the metal which will enable foundries to produce lower cost and higher quality products
Syrah believes that Balama has the characteristics to make graphite recarburisers the NORM and not just the high quality alternative
23
Balama fine grained graphite
[1] Using a 13% TGC cut off
For
per
sona
l use
onl
y

Summary
Recarburisers are used extensively during EAF steel production and for upgrading low carbon steel to higher specifications
High quality recarburisers are also increasingly the preferred option for casting gray iron and the critical input for casting ductile iron
The estimated current market for recarburisers in the iron and steel industries is substantial[1]:
EAF steel production – 573,000 tpa to 955,000 tpa Gray iron and ductile iron – 2,300,000 tpa combined
Currently, the proportion of EAF steel production in China, the largest global steel producer, is limited by the availability of scrap
However, this is forecast to change and by 2030, forecast Chinese recarburiser demand for EAF production may be between 525,000 tpa
to 875,000 tpa, which is almost equivalent to the current entire global demand
Using natural graphite as a recarburiser is NOT a new concept for the iron and steel industries and has been used extensively for decades
Natural graphite is ideal as a high quality recarburiser as it meets customer requirements for high carbon content, high carbon recovery, high solubility and low impurities
Balama Graphite Project is strongly positioned to be leading supplier of high quality graphite carburisers to the iron and steel industries
due to high carbon content, low impurities and a world class resource that can ensure consistent supply and satisfy high volume demand
24
[1] Reference: World Steel Association, Roskill (2012)
For
per
sona
l use
onl
y

25
Disclaimer This presentation is for information purposes only. Neither this presentation nor the information contained in it constitutes an offer, invitation, solicitation or recommendation in relation to the purchase or sale of shares in any jurisdiction. This presentation may not be distributed in any jurisdiction except in accordance with the legal requirements applicable in such jurisdiction. Recipients should inform themselves of the restrictions that apply in their own jurisdiction. A failure to do so may result in a violation of securities laws in such jurisdiction. This presentation does not constitute financial product advice and has been prepared without taking into account the recipient's investment objectives, financial circumstances or particular needs and the opinions and recommendations in this presentation are not intended to represent recommendations of particular investments to particular persons. Recipients should seek professional advice when deciding if an investment is appropriate. All securities transactions involve risks, which include (among others) the risk of adverse or unanticipated market, financial or political developments. Certain statements contained in this presentation, including information as to the future financial or operating performance of Syrah Resources Limited (Syrah Resources) and its projects, are forward-looking statements. Such forward-looking statements: are necessarily based upon a number of estimates and assumptions that, whilst considered reasonable by Syrah Resources, are inherently subject to significant technical, business, economic, competitive, political and social uncertainties and contingencies; involve known and unknown risks and uncertainties that could cause actual events or results to differ materially from estimated or anticipated events or results reflected in such forward-looking statements; and may include, among other things, Statements regarding targets, estimates and assumptions in respect of metal production and prices, operating costs and results, capital expenditures, ore reserves and mineral resources and anticipated grades and recovery rates, and are or may be based on assumptions and estimates related to future technical, economic, market, political, social and other conditions. Syrah Resources disclaims any intent or obligation to update publicly any forward looking statements, whether as a result of new information, future events or results or otherwise. The words “believe”, “expect”, “anticipate”, “indicate”, “contemplate”, “target”, “plan”, “intends”, “continue”, “budget”, “estimate”, “may”, “will”, “schedule” and other similar expressions identify forward-looking statements. All forward-looking statements made in this presentation are qualified by the foregoing cautionary statements. Investors are cautioned that forward-looking statements are not guarantees of future performance and accordingly investors are cautioned not to put undue reliance on forward-looking statements due to the inherent uncertainty therein. Syrah Resources has prepared this presentation based on information available to it at the time of preparation. No representation or warranty, express or implied, is made as to the fairness, accuracy or completeness of the information, opinions and conclusions contained in the presentation. To the maximum extent permitted by law, Syrah Resources, its related bodies corporate (as that term is defined in the Corporations Act 2001 (Cth)) and the officers, directors, employees, advisers and agents of those entities do not accept any responsibility or liability including, without limitation, any liability arising from fault or negligence on the part of any person, for any loss arising from the use of the Presentation Materials or its contents or otherwise arising in connection with it.
For
per
sona
l use
onl
y

26
Competent Persons Statement
The information in this report as it relates to geology, geochemical, geophysical and exploration results was compiled by Mr Grant McLatchie, MAIG, who is a Competent Person and Exploration Manager of Syrah Resources Ltd. Mr McLatchie has more than 20 years experience in the activities being reported on and has sufficient expertise which is relevant to the style of mineralization and type of deposit under consideration and to the activity undertaken to qualify as a Competent Person as defined in the 2012 Edition of the ‘Australasian Code for Reporting of Exploration Results, Mineral Resources and Ore Reserves’. Mr McLatchie consents to the inclusion of this information in the form and context in which it appears in this report. The information in this report as it relates to mineral processing and metallurgical testing was compiled by Mr Michael T.N. Chan, MAusIMM, who is a Competent Person and General Manager of Project Development at Syrah Resources Ltd. Mr Chan has more than 20 years of experience in the activities being reported on and has sufficient expertise which is relevant to the style of mineralisation and type of deposit under consideration and to the activity being undertaken to qualify as a Competent Person as defined in the 2012 Edition of the ‘Australasian Code for Reporting of Exploration Results, Mineral Resources and Ore Reserves’. Mr Chan consents to the inclusion of this information in the form and context in which it appears in this report.
For
per
sona
l use
onl
y