Embed Size (px)
Citation preview

25.06.2007
“Practical Aspects of Corrosion Protection
Dimitrios Sariklis Germanischer Lloyd
25.06.2007Corrosion Protection PEPEN June 2007 No. 2
Type of Coatings
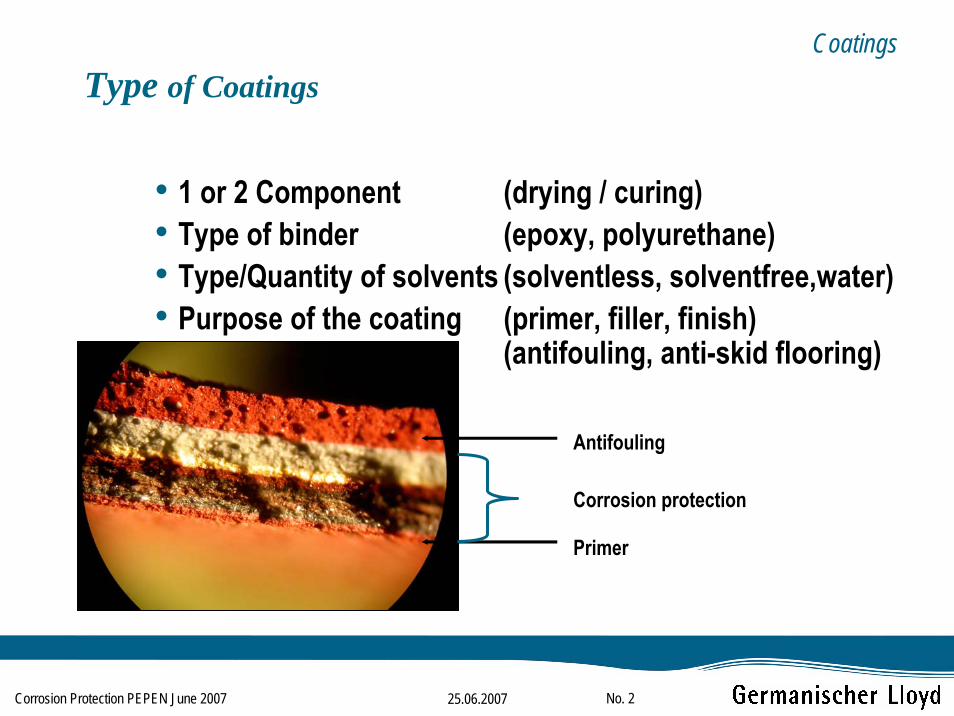
• 1 or 2 Component (drying / curing)• Type of binder (epoxy, polyurethane)• Type/Quantity of solvents (solventless, solventfree,water)• Purpose of the coating (primer, filler, finish)
(antifouling, anti-skid flooring)
Primer
Corrosion protection
Antifouling
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 3
Type of Coatings
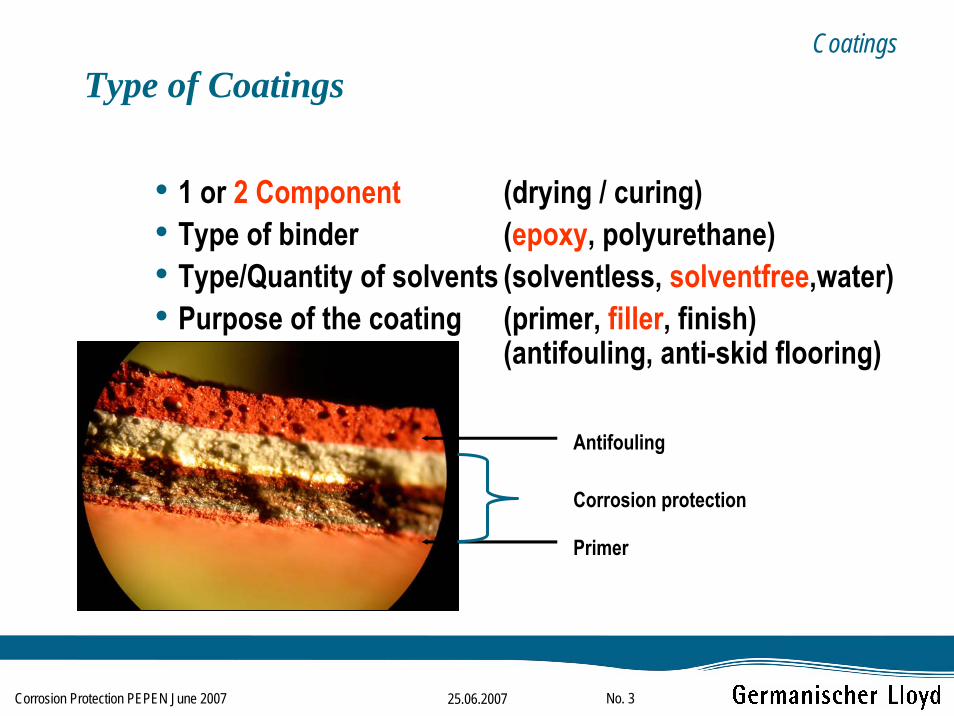
• 1 or 2 Component (drying / curing)• Type of binder (epoxy, polyurethane)• Type/Quantity of solvents (solventless, solventfree,water)• Purpose of the coating (primer, filler, finish)
(antifouling, anti-skid flooring)
Primer
Corrosion protection
Antifouling
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 4
Type of Coatings
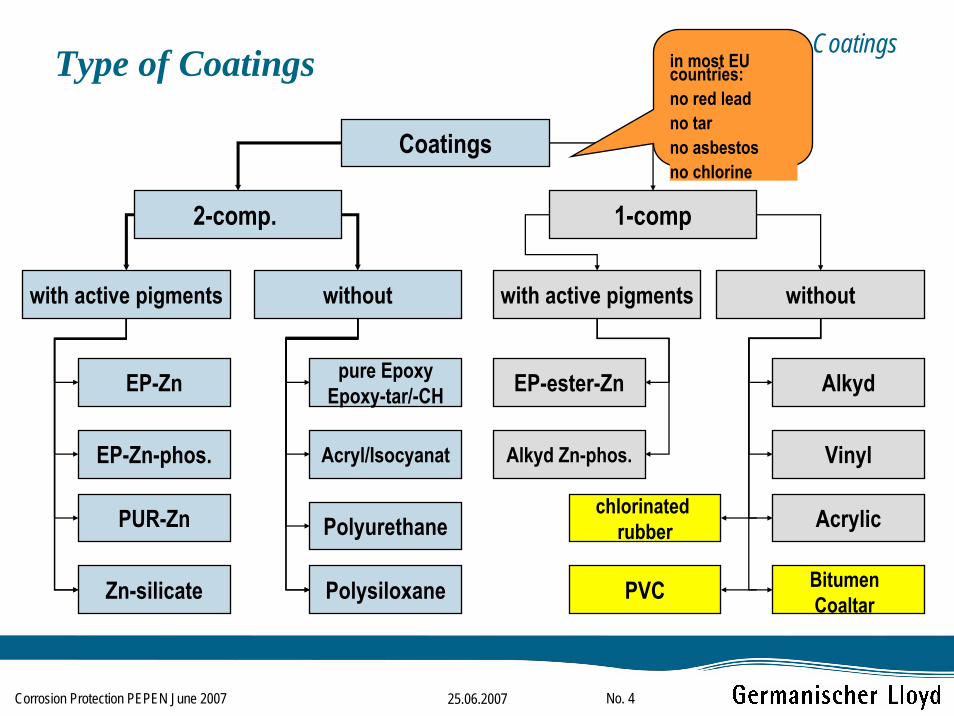
Coatings
2-comp. 1-comp
with active pigments without
EP-Zn
EP-Zn-phos.
Zn-silicate
PUR-Zn
pure EpoxyEpoxy-tar/-CH
Acryl/Isocyanat
Polyurethane
Polysiloxane
with active pigmentswithout
EP-ester-Zn
Alkyd Zn-phos.
chlorinatedrubber
PVC
Alkyd
Vinyl
Acrylic
BitumenCoaltar
in most EU countries:no red leadno tarno asbestosno chlorine
Coatings

25.06.2007Corrosion Protection PEPEN June 2007 No. 5
(Shop)-Primer Filler Finish
wetting the substrate corrosion protection Gloss
adhesion to substrate barrier against medium
stability of colour
weldable (Shoppr.) barrier against diffusion
UV-Stability
give adhesion to the next coating abrasive resistant dirt repelling
compatible to many coatings
give thicknesscolour saturation
active corrosion protection
level the structure (edges, welding seems)
smooth surface
Properties of Different LayersCoatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 6
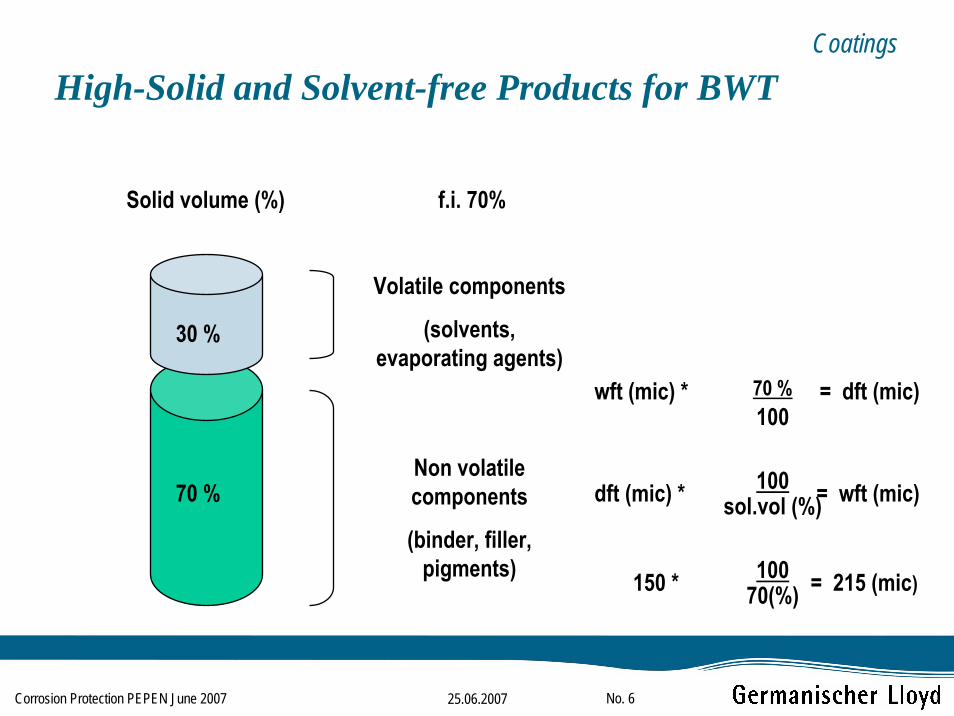
High-Solid and Solvent-free Products for BWT
Volatile components
(solvents, evaporating agents)
Solid volume (%) f.i. 70%
30 %
70 %Non volatile components
(binder, filler, pigments)
wft (mic) * = dft (mic)70 %100
dft (mic) * = wft (mic)sol.vol (%)100
150 * = 215 (mic)70(%)100
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 7
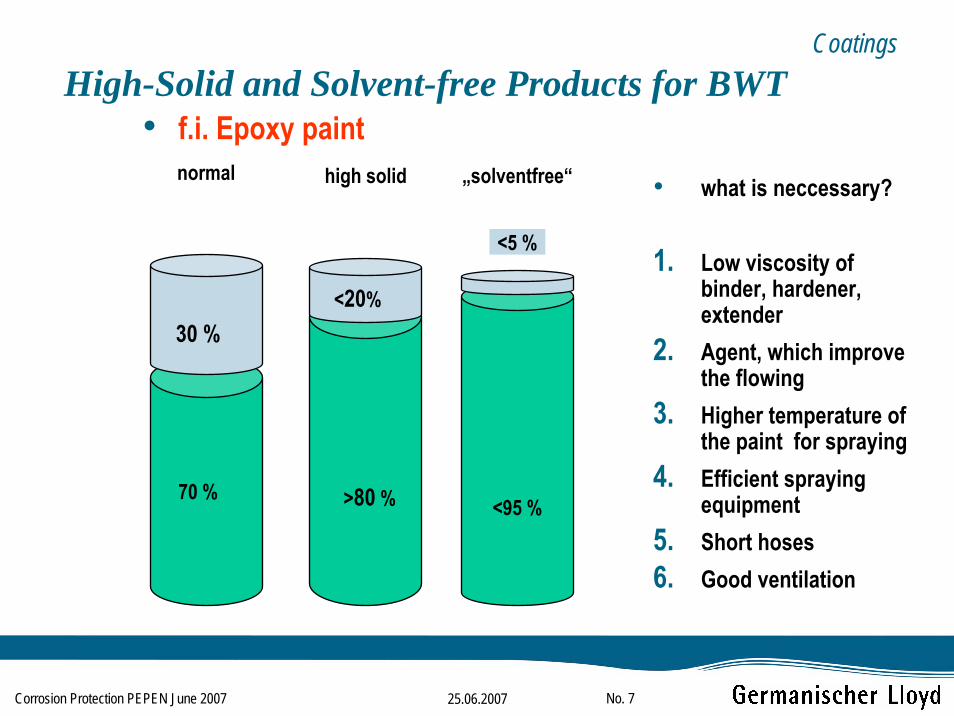
High-Solid and Solvent-free Products for BWT
• what is neccessary?
1. Low viscosity of binder, hardener, extender
2. Agent, which improvethe flowing
3. Higher temperature of the paint for spraying
4. Efficient sprayingequipment
5. Short hoses6. Good ventilation
• f.i. Epoxy paint
30 %
70 %
<5 %
<95 %
<20%
>80 %
high solidnormal „solventfree“
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 8
Chemical resistant coatings for tanks
• Resistance against- organic chemicals- crude oil- solvents- anorganic acids- alcalics
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 9
Chemical resistant coatings for tanks(Phenolic Epoxy coating)
• Surface Preparation:
--- shot blasting to Sa 3 ---needs a „coarse“ profile--- no steel defects--- no pores in welding seams--- no sputters--- round edges--- welding seams smoothened
• Application: --- avoid overspray--- avoid high thickness--- proper curing/ good tempersature
• Coating
--- 2-comp. organic coating with a high crosslinking and an excellentresistance against
... Organic chemicals
... Mechanical stress
--- 3 coatings with each layer of 100 mic
--- total thickness 300 mic--- Needs temperature for curing--- If dft is too hihg : risk of mud cracking--- Good propereties, when free of pores--- less problems with repair
Coatings

25.06.2007Corrosion Protection PEPEN June 2007 No. 10
Coatings for under water hullCoatings
• automatical grit blasting of the steel plates• zinc silicate shop primer (12 mic)• coating of the sections without the sectional
welding seams• surface preparation after assembling:
- derusting of the weldings and burnings bygrit blasting to Sa 2 1/2
• - cleaning the intact areas by sweeping- roughnening of the overlapping area
•application of a stripe coat•application of the corrosion protection
25.06.2007Corrosion Protection PEPEN June 2007 No. 11
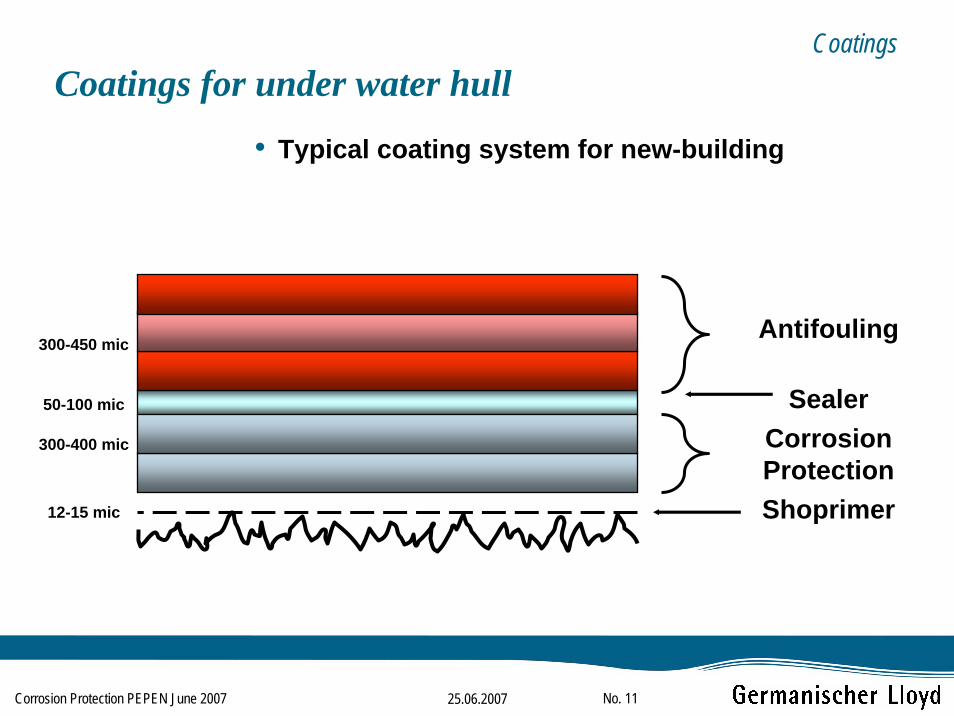
Coatings for under water hullCoatings
• Typical coating system for new-building
Antifouling
SealerCorrosionProtectionShoprimer12-15 mic
300-400 mic
50-100 mic
300-450 mic
25.06.2007Corrosion Protection PEPEN June 2007 No. 12
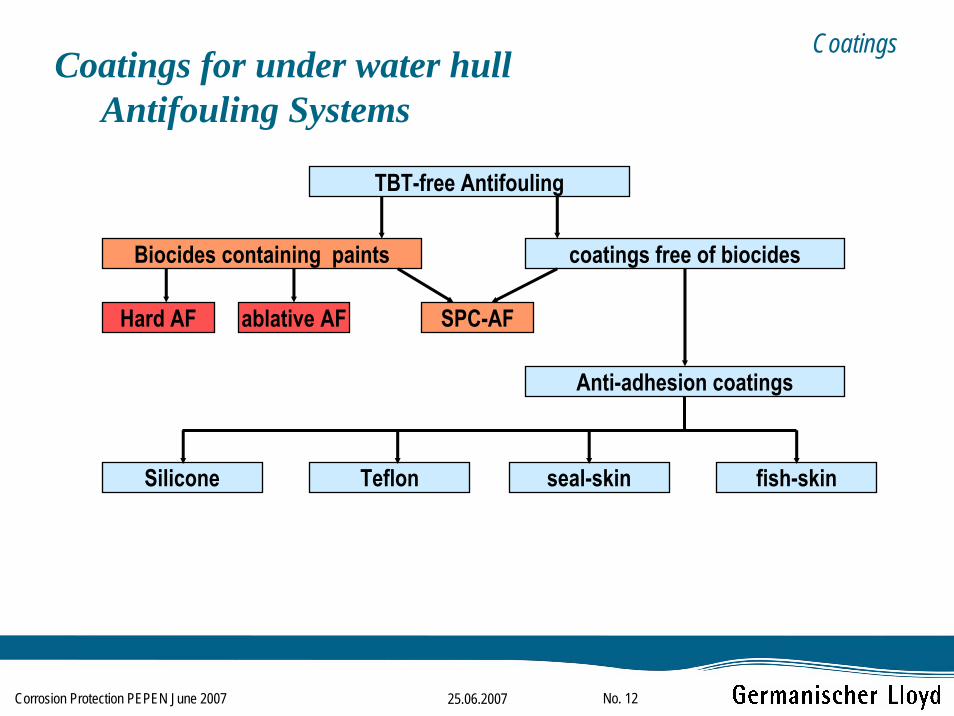
Coatings for under water hullAntifouling Systems
TBT-free Antifouling
Biocides containing paints coatings free of biocides
Hard AF SPC-AFablative AF
Anti-adhesion coatings
Silicone Teflon seal-skin fish-skin
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 13
Coatings for maintenance
Maintenance Requirements• IACS • PSC• Oil majors / charterers• Owners
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 14
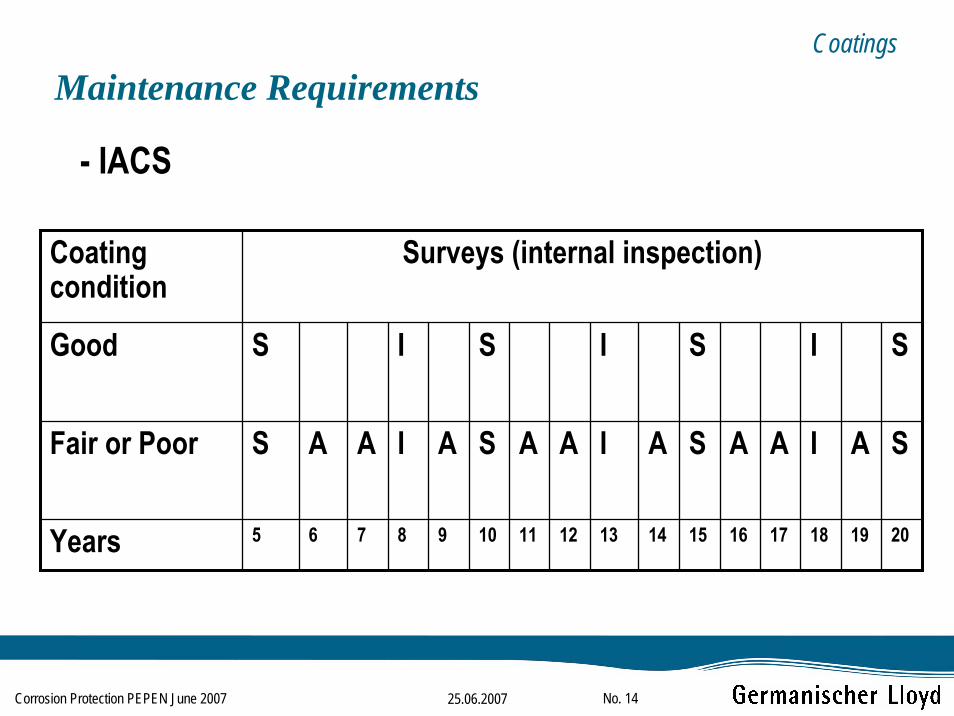
Maintenance Requirements
- IACS
Coating condition
Surveys (internal inspection)
Good S I S I S I S
Fair or Poor S A A I A S A A I A S A A I A S
Years 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 15
Maintenance Requirements
• PSC : • inspection if class records mention specific problem, leakage or
accusation
• Oil majors / charterers: • CAP category (CAP1 - CAP2)
• Owners: • To avoid annual surveys, acceptance by Oil majors / charterers,
reduce steel renewal
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 16
Surface tolerant products:
• High solid modified epoxy• Tolerant to surface preparation standards• Tolerant to weather conditions• Easy to apply• Hard coats• Self priming and coating
Coatings

25.06.2007Corrosion Protection PEPEN June 2007 No. 17
Ballast Water Tanks
• Hard coat
• Light colour
• Resistant to catholic protection
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 18
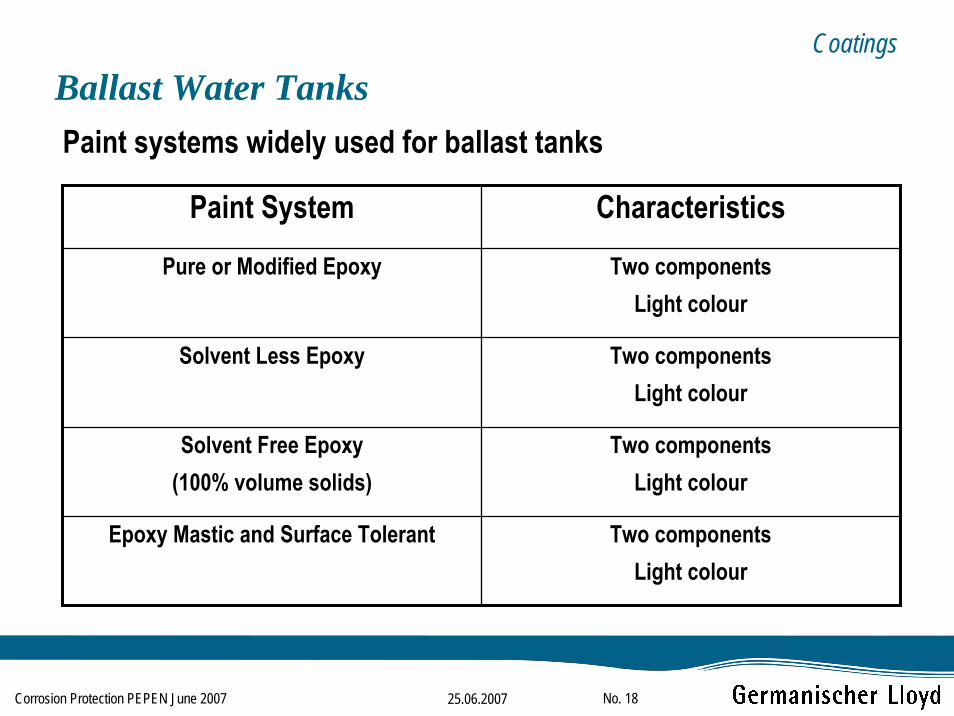
Ballast Water TanksPaint systems widely used for ballast tanks
Paint System CharacteristicsPure or Modified Epoxy Two components
Light colour
Solvent Less Epoxy Two components Light colour
Solvent Free Epoxy (100% volume solids)
Two components Light colour
Epoxy Mastic and Surface Tolerant Two components Light colour
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 19
Ballast Water Tanks
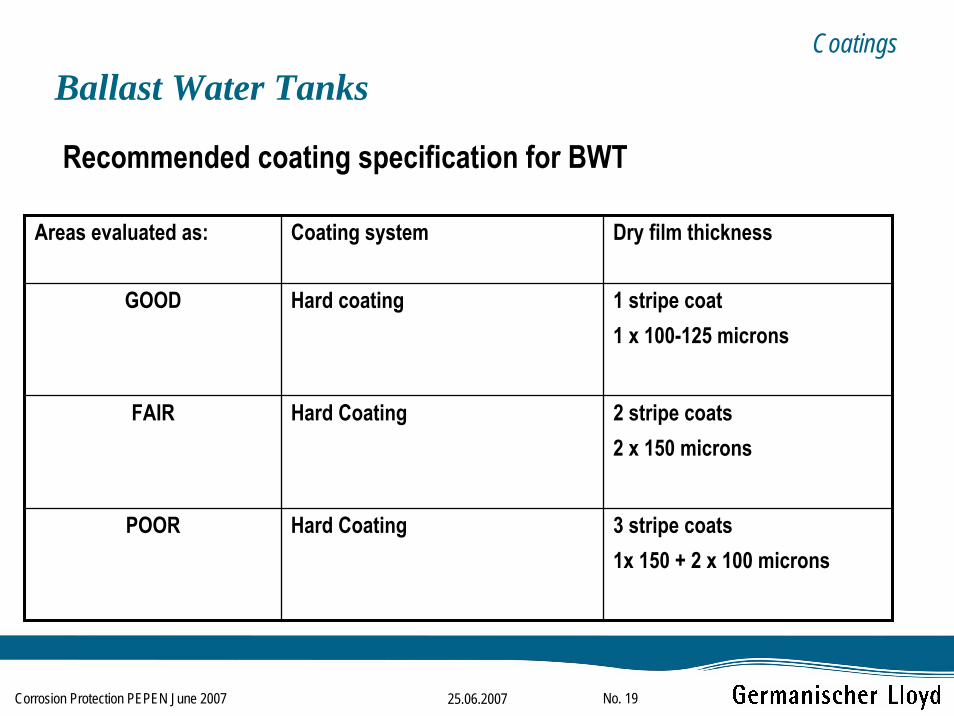
Recommended coating specification for BWT
Areas evaluated as: Coating system Dry film thickness
GOOD Hard coating 1 stripe coat1 x 100-125 microns
FAIR Hard Coating 2 stripe coats2 x 150 microns
POOR Hard Coating 3 stripe coats1x 150 + 2 x 100 microns
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 20
Cargo Holds
Depending on the size of the vessel and the cargo:• Surface Tolerant / epoxy mastic/modified epoxy• Abrasion Resistant Epoxy• Reinforced Epoxy• Solvent Free Epoxy
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 21
Cargo Holds
Charterers inspect the condition of cargo holds before loading.Special attention to steel structure and coating condition with emphasis to under deck and between hatches areas.
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 22
Cargo Holds
Recommended coating specification for Cargo Holds
• Modified Epoxy: 2 x 125 microns + 1 stripe coat• Abrasion Resistant: 1 x 50-100 Epoxy Primer
1 x 200-500 Coating• Reinforced Epoxy: 1 x 50-100 Epoxy Primer
1 x 200-500 Coating
Coatings

25.06.2007Corrosion Protection PEPEN June 2007 No. 23
Hull
Recommended epoxy coating specification for hull during major refurbishment:
1. Underwater areaA. Surface tolerant: 2 x 125 primer & coating
1 x 75 Tiecoat (if required)B. Abrasion resistant: 1 x 75 Primer
1 x 200-250 Abrasion resistant1 x 75 Tiecoat (if required)
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 24
Hull
2. Topside area:A. Surface tolerant primer & coating 2 x 125B. As above plus 1 x 50 Polyurethane finish coatC. As A plus 1 X 50 Acrylic finish coat.
Coatings
25.06.2007Corrosion Protection PEPEN June 2007 No. 25
Hull
Hull: During sailing and loading / discharging period very limited maintenance due to port restrictions. Main focus in maintenance of main deck area, piping, hatches etc.Recommended coating systems for main deck as Topside area.
Coatings

25.06.2007Corrosion Protection PEPEN June 2007 No. 26
Methods and Influence of Surface Preparation
General AspectsSurface Preparation of New Buildings
Ballast Water TanksChemical TanksHull
Surface Preparation in MaintenanceBallast Water TanksCargo Holds/TanksHull
25.06.2007Corrosion Protection PEPEN June 2007 No. 27
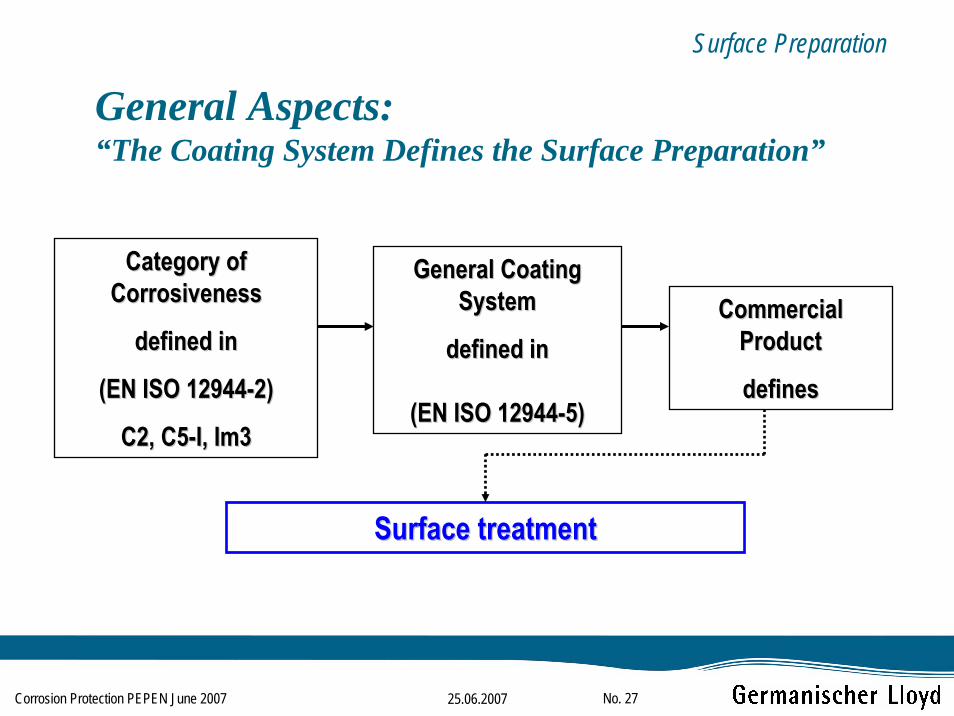
CategoryCategory of of CorrosivenessCorrosiveness
defineddefined inin
(EN ISO 12944(EN ISO 12944--2)2)
C2, C5C2, C5--I, Im3I, Im3
General General CoatingCoatingSystemSystem
defineddefined inin
(EN ISO 12944(EN ISO 12944--5)5)
Commercial Commercial ProductProduct
definesdefines
Surface treatmentSurface treatment
General Aspects:“The Coating System Defines the Surface Preparation”
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 28
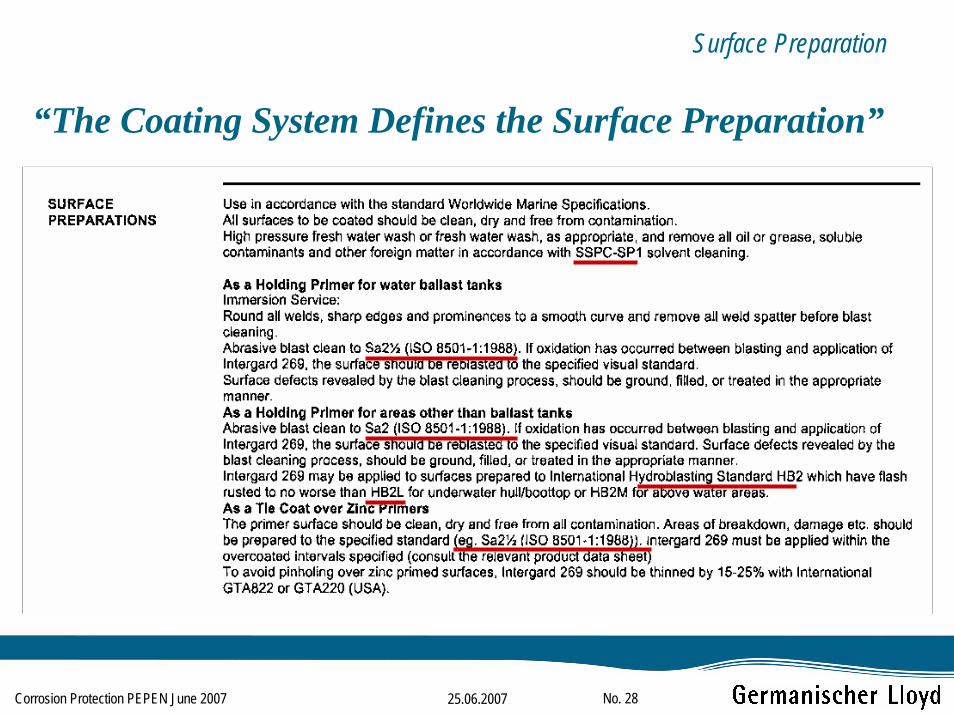
“The Coating System Defines the Surface Preparation”
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 29
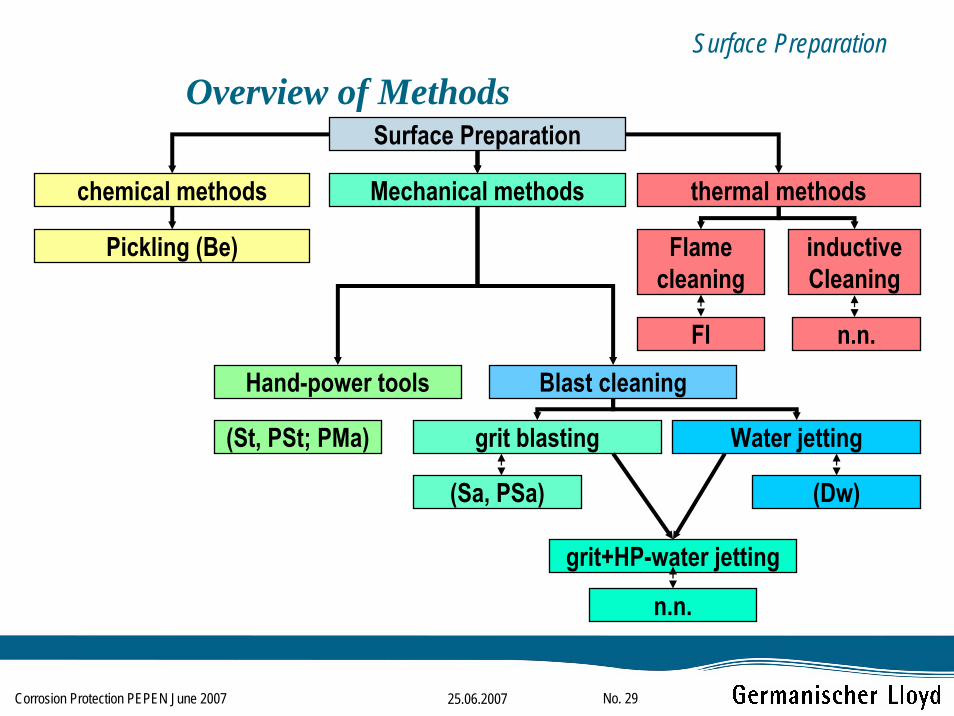
Surface Preparation
chemical methods Mechanical methods thermal methods
Pickling (Be) Flame cleaning
inductiveCleaning
(St, PSt; PMa)
Blast cleaning
grit blasting Water jetting
grit+HP-water jetting
Hand-power tools
Fl n.n.
(Sa, PSa) (Dw)
n.n.
Overview of MethodsSurface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 30
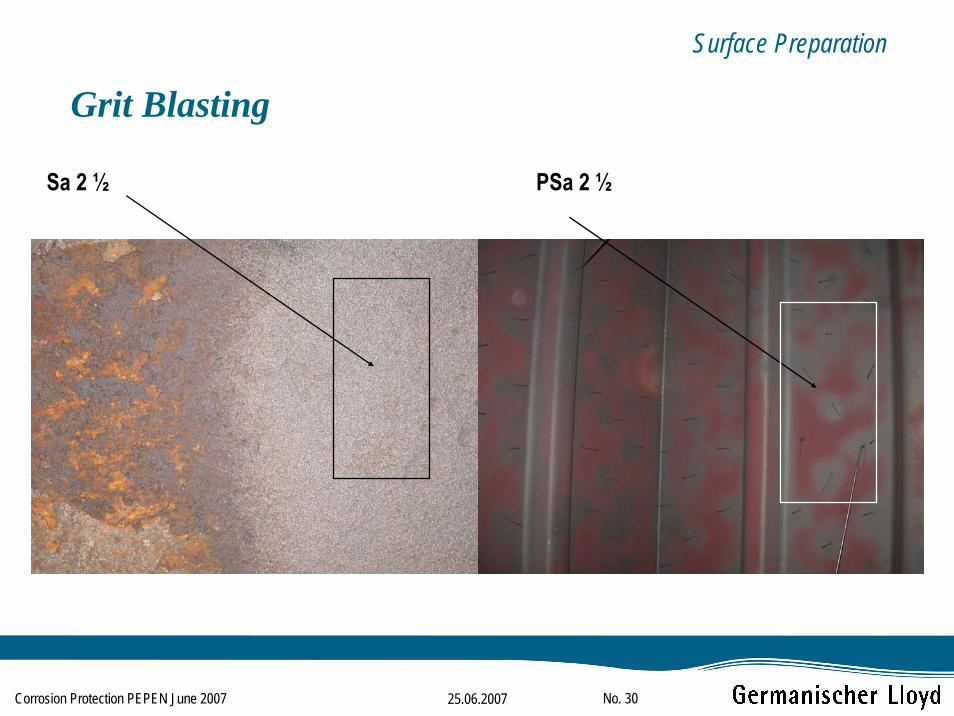
Sa 2 ½ PSa 2 ½
Surface Preparation
Grit Blasting
25.06.2007Corrosion Protection PEPEN June 2007 No. 31
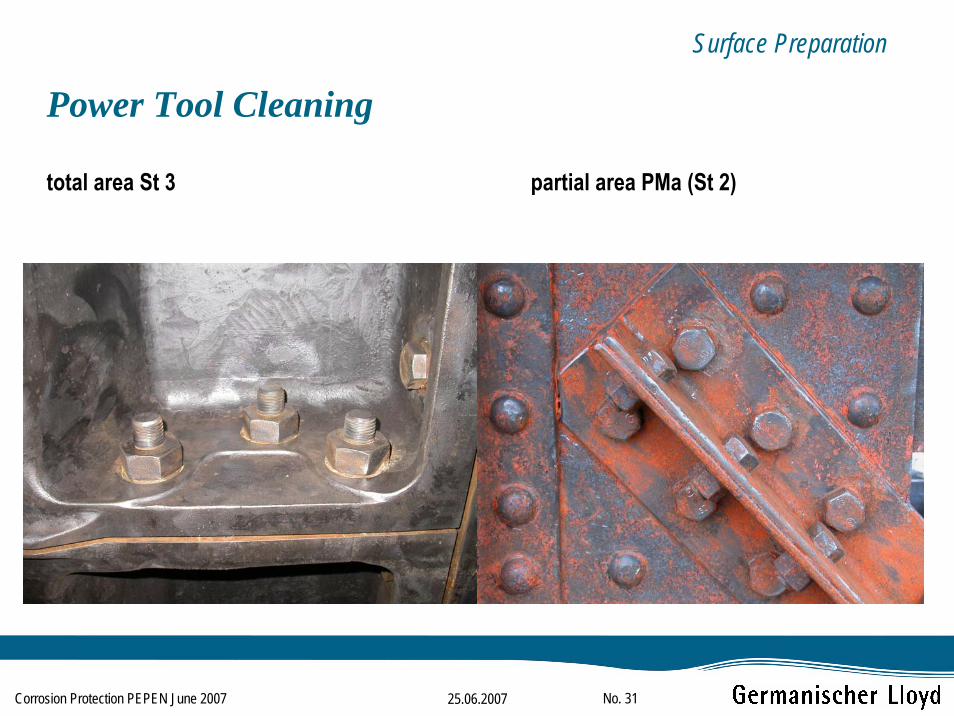
total area St 3 partial area PMa (St 2)
Surface Preparation
Power Tool Cleaning
25.06.2007Corrosion Protection PEPEN June 2007 No. 32
“The performance of protective coatings of paint … applied to steel is significantly affected by the state of the steel surface immediately prior to painting. The principle factors that are known to influence this performance are:
1. the presence of rust and mill scale;2. the presence of surface contaminants, including
salts, oils and greases3. the surface profile.”
ISO 8502: 1995
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 33
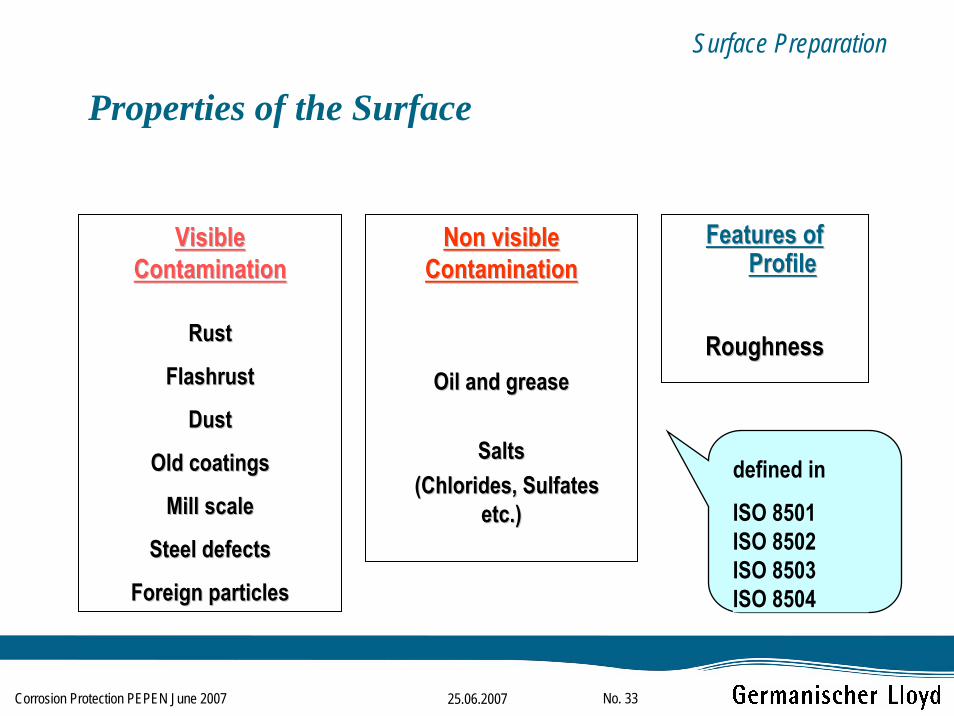
Properties of the Surface
VisibleVisibleContaminationContamination
RustRust
FlashrustFlashrust
DustDust
Old Old coatingscoatings
MillMill scalescale
Steel Steel defectsdefects
ForeignForeign particlesparticles
Non visibleNon visibleContaminationContamination
Oil and greaseOil and grease
SaltsSalts(Chlorides, (Chlorides, SulfatesSulfates
etc.)etc.)
Features of Features of ProfileProfile
RoughnessRoughness
defined in
ISO 8501ISO 8502ISO 8503ISO 8504
Surface Preparation

25.06.2007Corrosion Protection PEPEN June 2007 No. 34
Measured by
• Electrical conductivity µS/cm
• Concentration by volume ppm = µg/cm³= mg/l
• Concentration of unit per area µg/cm² = 10 mg/m²
Invisible contaminantsSalt contamination
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 35
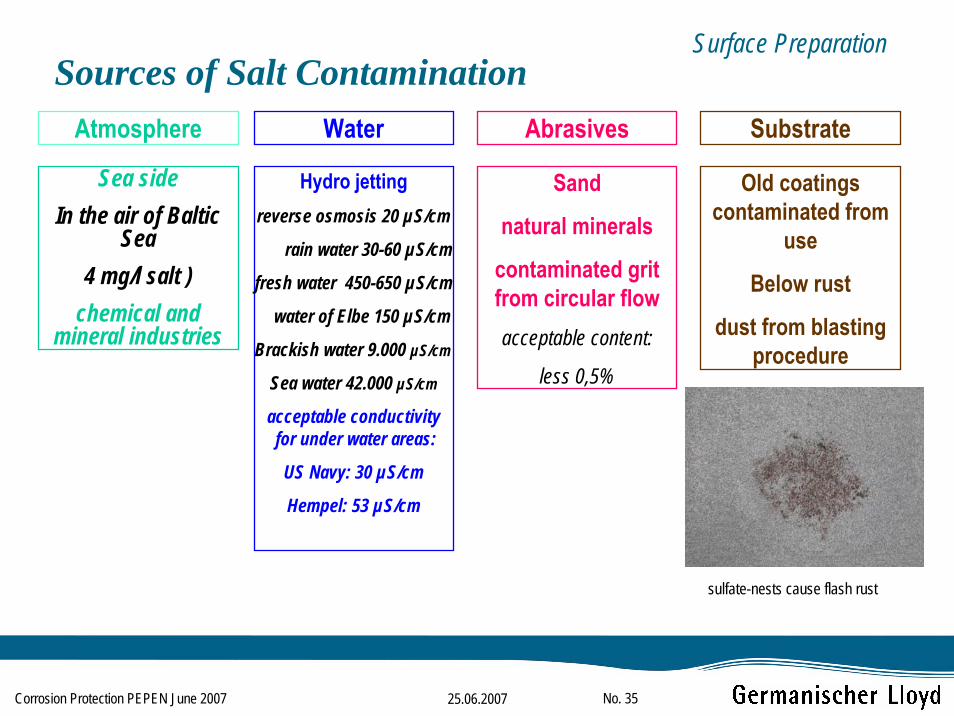
Sources of Salt ContaminationAtmosphere Water Abrasives Substrate
Sea sideIn the air of Baltic
Sea4 mg/l salt )
chemical and mineral industries
Hydro jettingreverse osmosis 20 µS/cm
rain water 30-60 µS/cm
fresh water 450-650 µS/cm
water of Elbe 150 µS/cm
Brackish water 9.000 µS/cm
Sea water 42.000 µS/cm
acceptable conductivityfor under water areas:
US Navy: 30 µS/cm
Hempel: 53 µS/cm
Sand
natural minerals
contaminated gritfrom circular flowacceptable content:
less 0,5%
Old coatingscontaminated from
use
Below rust
dust from blastingprocedure
sulfate-nests cause flash rust
Surface Preparation

25.06.2007Corrosion Protection PEPEN June 2007 No. 36
Roughness
Sa 2 ½ shot-blasting
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 37
Surface Preparation in Maintenance
• During dry-docking and major refurbishment
• During sailing (maintenance on board)
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 38
Surface Preparation in Maintenance
Ballast Water TanksCargo Holds / TanksHull
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 39
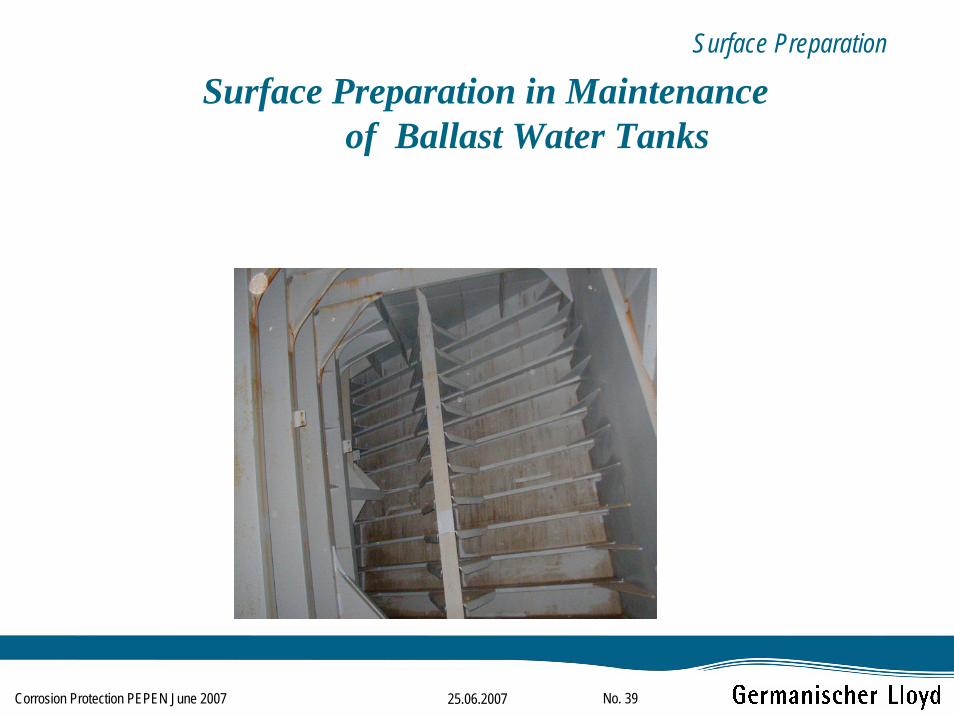
Surface Preparation in Maintenanceof Ballast Water Tanks
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 40
Surface Preparation in Maintenance
IACSGuidelines for Coating Maintenance and Repairs
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 41
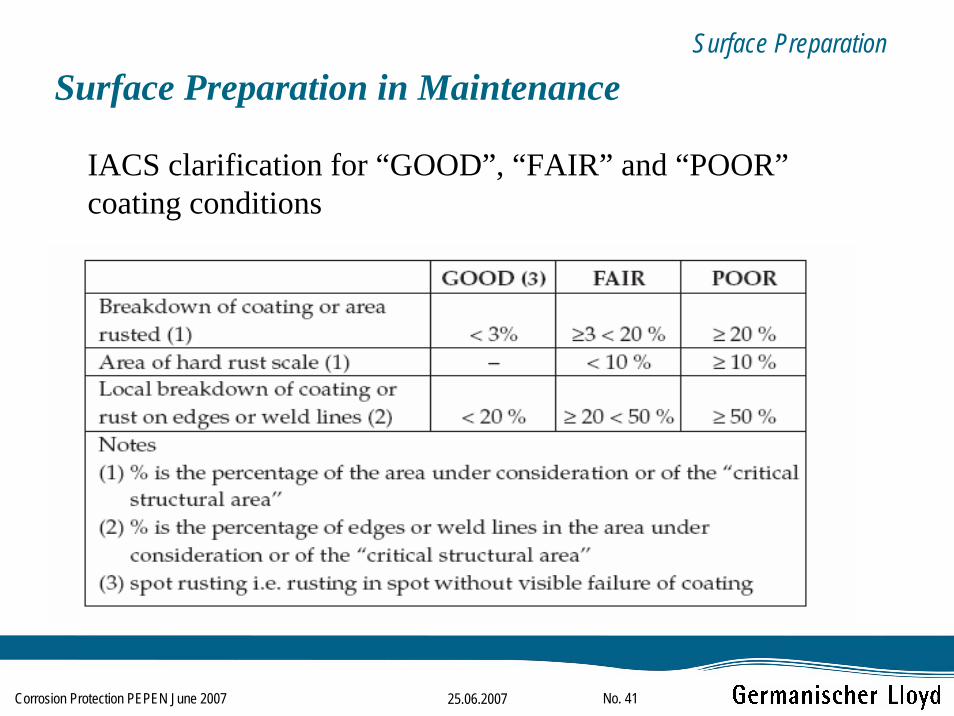
Surface Preparation in Maintenance
IACS clarification for “GOOD”, “FAIR” and “POOR” coating conditions
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 42
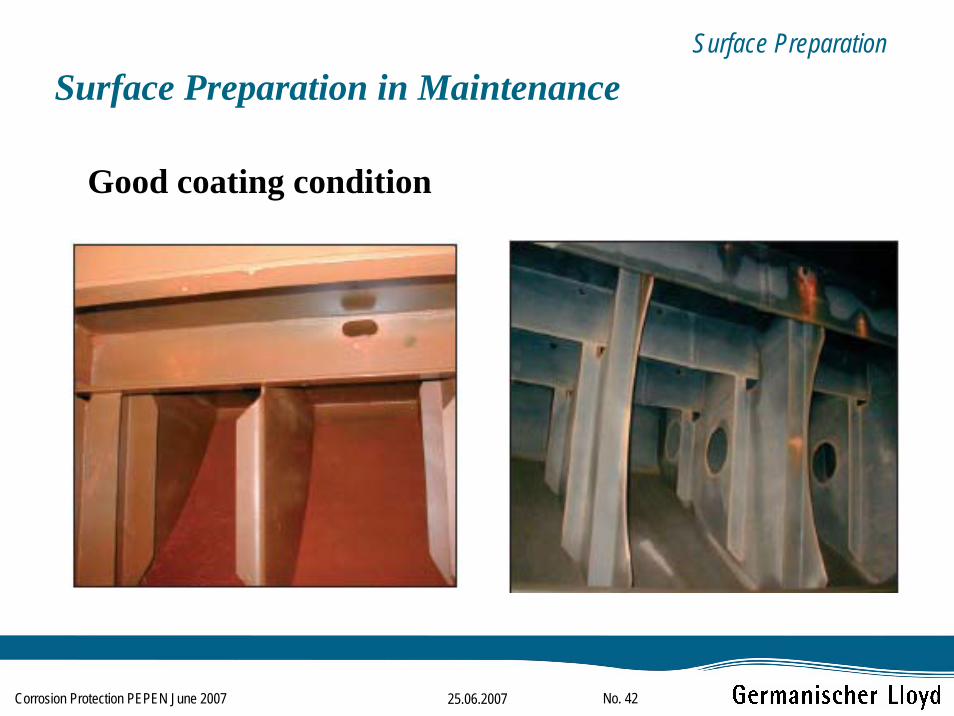
Surface Preparation in Maintenance
Good coating condition
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 43
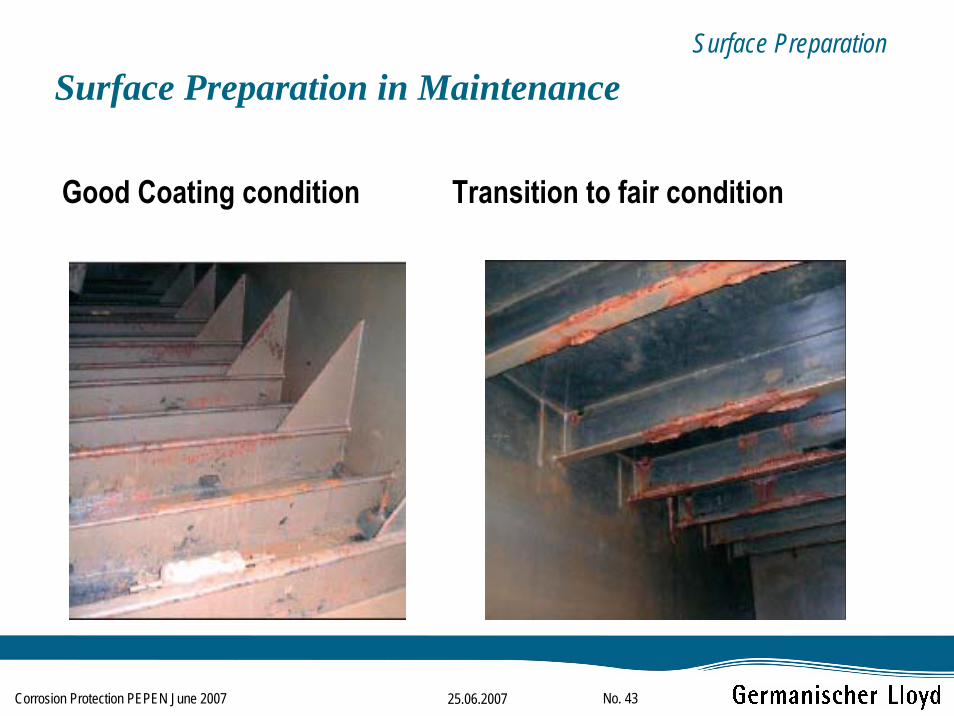
Surface Preparation in Maintenance
Good Coating condition Transition to fair condition
Surface Preparation

25.06.2007Corrosion Protection PEPEN June 2007 No. 44
Surface Preparation in Maintenance
Fair condition
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 45
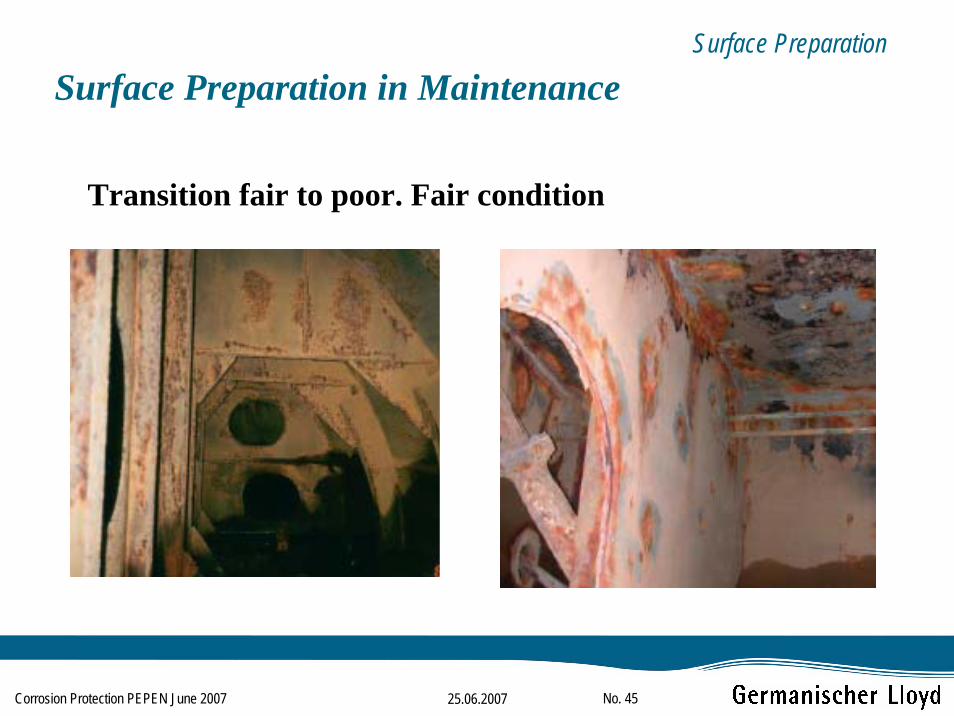
Surface Preparation in Maintenance
Transition fair to poor. Fair condition
Surface Preparation

25.06.2007Corrosion Protection PEPEN June 2007 No. 46
Surface Preparation in Maintenance
Transition fair to poor condition – poor condition
Surface Preparation

25.06.2007Corrosion Protection PEPEN June 2007 No. 47
Surface Preparation in Maintenance
Poor Condition
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 48
Surface Preparation in MaintenanceBallast Water Tanks / Cargo Holds / Cargo Tanks / HullMajor Considerations:
Safety Salt contaminationRust Scale Pitting corrosionTemperature VentilationCondensation DehumidificationCompatibility of coating systems Design / Surface area
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 49
Surface Preparation in Maintenance
• Pump out all mud / Cargo residues • All hot work to be completed • Erection of staging• De-scaling • HP Fresh water washing• Drying• Surface preparation• Anode protection• Compatibility of coating systems• Coating
Surface Preparation
Maintenance and Repair Process

25.06.2007Corrosion Protection PEPEN June 2007 No. 50
Surface Preparation in Maintenance
Recommended pre-treatment Ballast Tanks Areas considered as: Pre-treatment:
•Removal of all mud, oil, grease etc•HP Fresh water washing•Drying
GOOD •Power tool cleaning to St 2-3 or equivalent
FAIR •Damaged areas to be grit blasted to Sa 2 or equivalent
POOR •All areas under consideration to be grit blasted to Sa 2 or equivalent
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 51
Surface Preparation in Maintenance
Recommended Surface PreparationCargo Holds / Cargo Tanks / Hull
• Grit blasting to Sa 2• Grit blasting to Sa 1 / sweeping• HPFWJ for repairs in deck mainly during voyage
Surface Preparation
25.06.2007Corrosion Protection PEPEN June 2007 No. 52
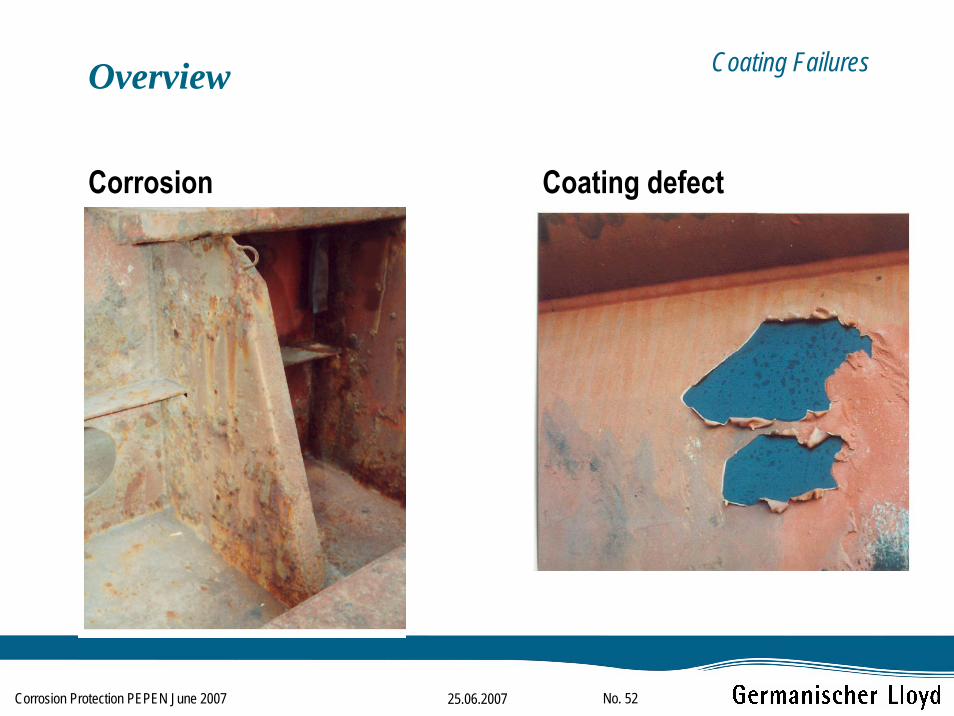
Overview
Corrosion Coating defect
Coating Failures
25.06.2007Corrosion Protection PEPEN June 2007 No. 53
Coating Failures
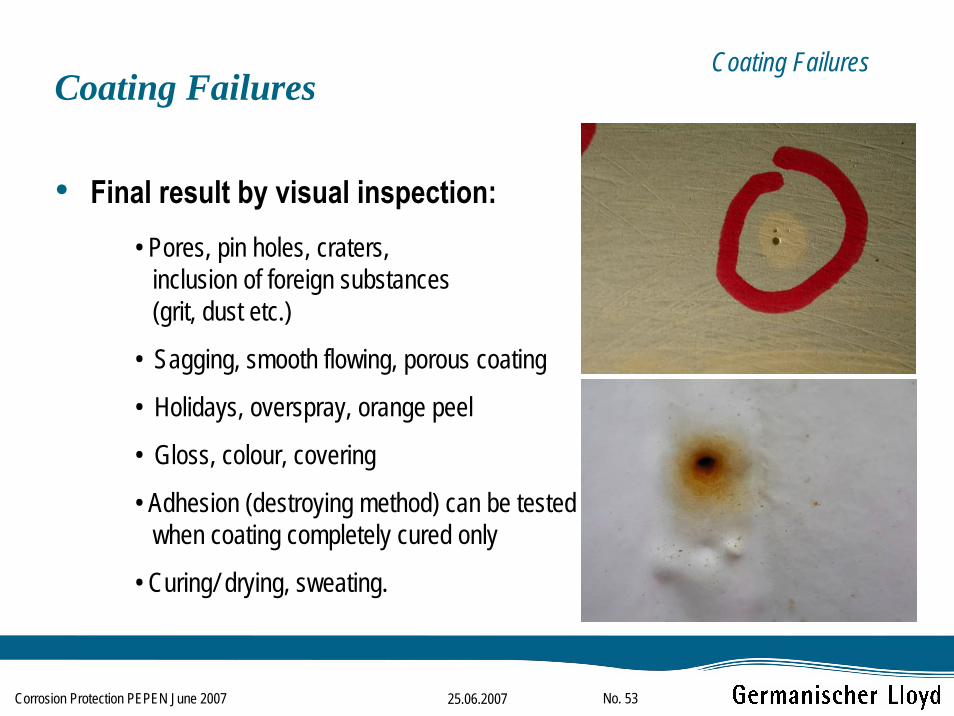
• Final result by visual inspection:• Pores, pin holes, craters,
inclusion of foreign substances(grit, dust etc.)
• Sagging, smooth flowing, porous coating
• Holidays, overspray, orange peel
• Gloss, colour, covering
• Adhesion (destroying method) can be testedwhen coating completely cured only
• Curing/ drying, sweating.
Coating Failures
25.06.2007Corrosion Protection PEPEN June 2007 No. 54
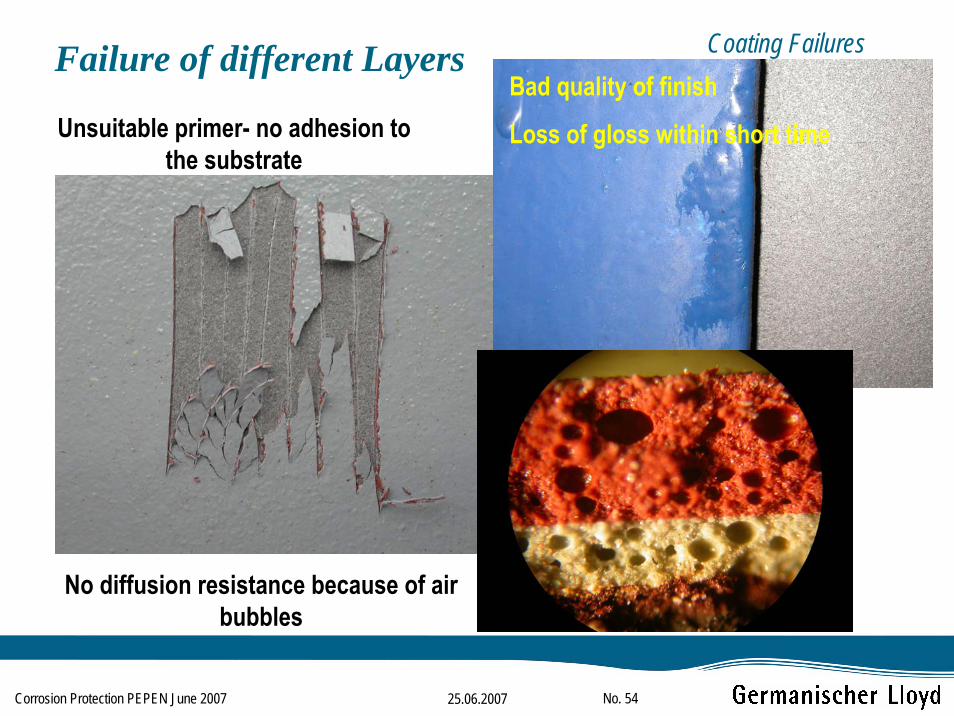
Failure of different Layers
Unsuitable primer- no adhesion to the substrate
Bad quality of finish
Loss of gloss within short time
Coating Failures
No diffusion resistance because of air bubbles

25.06.2007Corrosion Protection PEPEN June 2007 No. 55
Failure in applicationSpraying
• Some typical defects:
Spraying shadowsand porous coatings
Coating Failures
25.06.2007Corrosion Protection PEPEN June 2007 No. 56
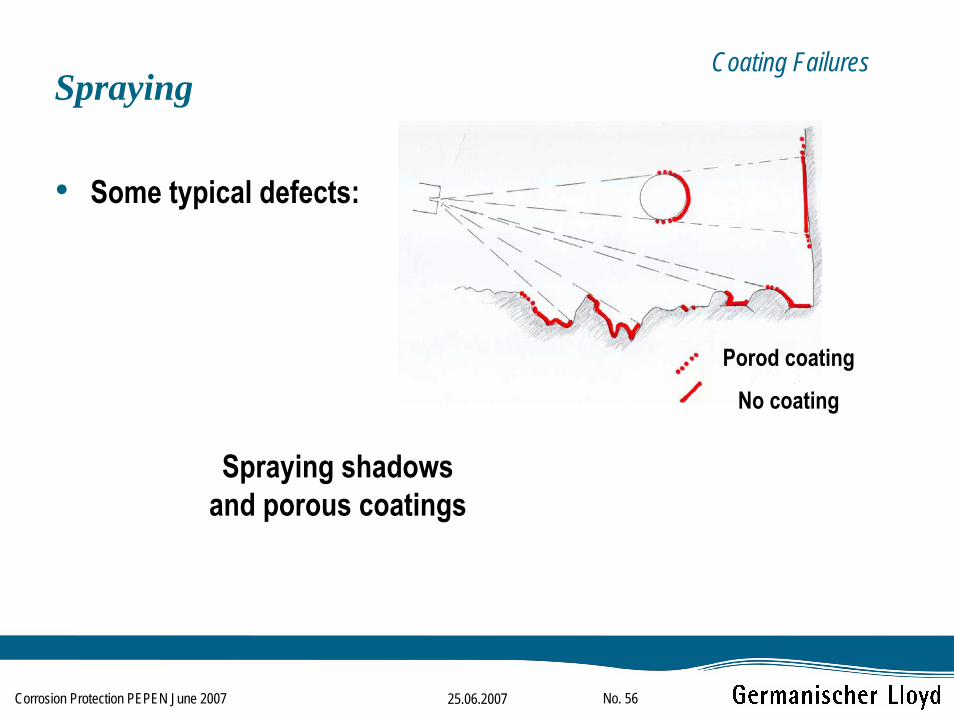
Spraying
• Some typical defects:
Spraying shadowsand porous coatings
Porod coating
No coating
Coating Failures
25.06.2007Corrosion Protection PEPEN June 2007 No. 57
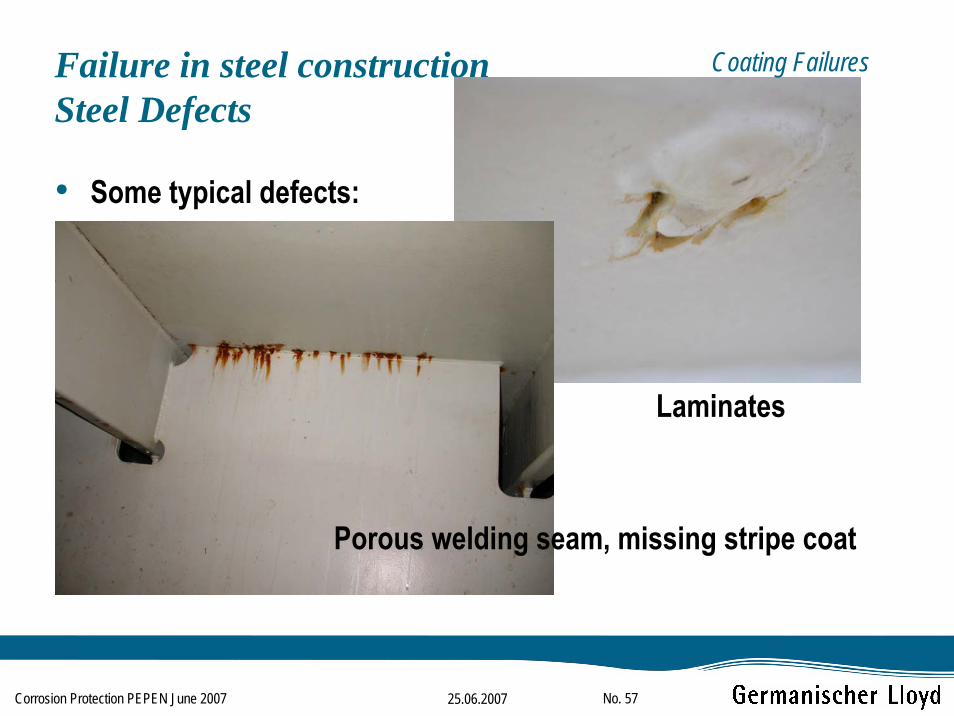
Failure in steel constructionSteel Defects
• Some typical defects:
Laminates
Porous welding seam, missing stripe coat
Coating Failures
25.06.2007Corrosion Protection PEPEN June 2007 No. 58
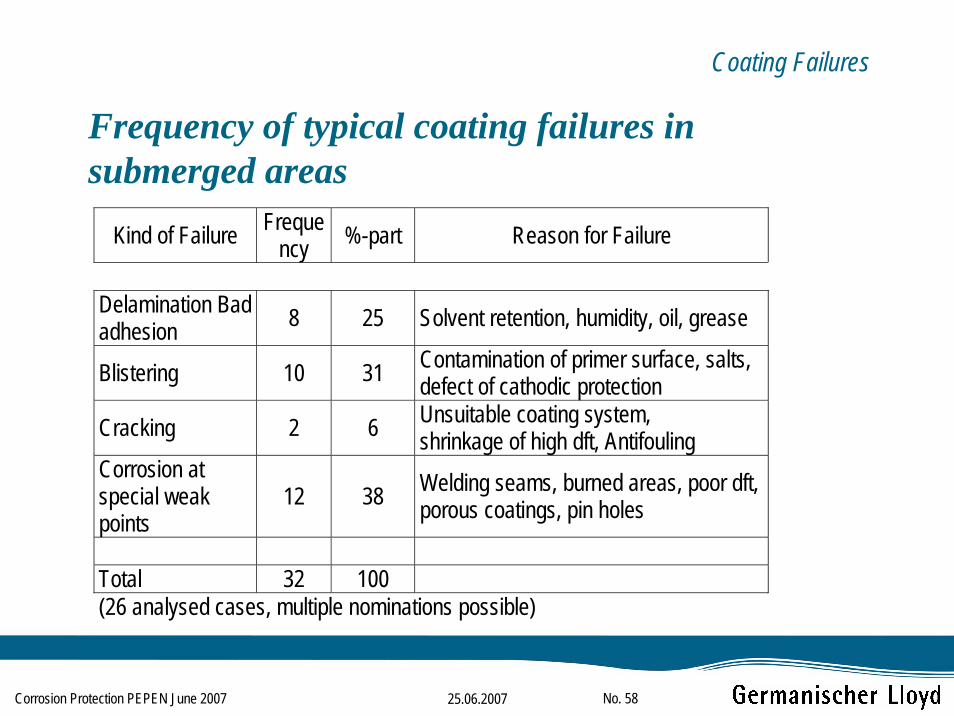
Kind of Failure Frequency %-part Reason for Failure
Delamination Bad adhesion 8 25 Solvent retention, humidity, oil, grease
Blistering 10 31 Contamination of primer surface, salts, defect of cathodic protection
Cracking 2 6 Unsuitable coating system, shrinkage of high dft, Antifouling
Corrosion at special weak points
12 38 Welding seams, burned areas, poor dft, porous coatings, pin holes
Total 32 100 (26 analysed cases, multiple nominations possible)
Frequency of typical coating failures in submerged areas
Coating Failures
25.06.2007Corrosion Protection PEPEN June 2007 No. 59
Coating system:
3 coatings of ice resistant epoxyd each 175 µm = 525 µm1 Sealer-coating 75 µm2 coating of biocides each 100 µm = 200 µmtotal dry film thickness (dft) 800 µm
Solvent retention
Coating Failures
25.06.2007Corrosion Protection PEPEN June 2007 No. 60
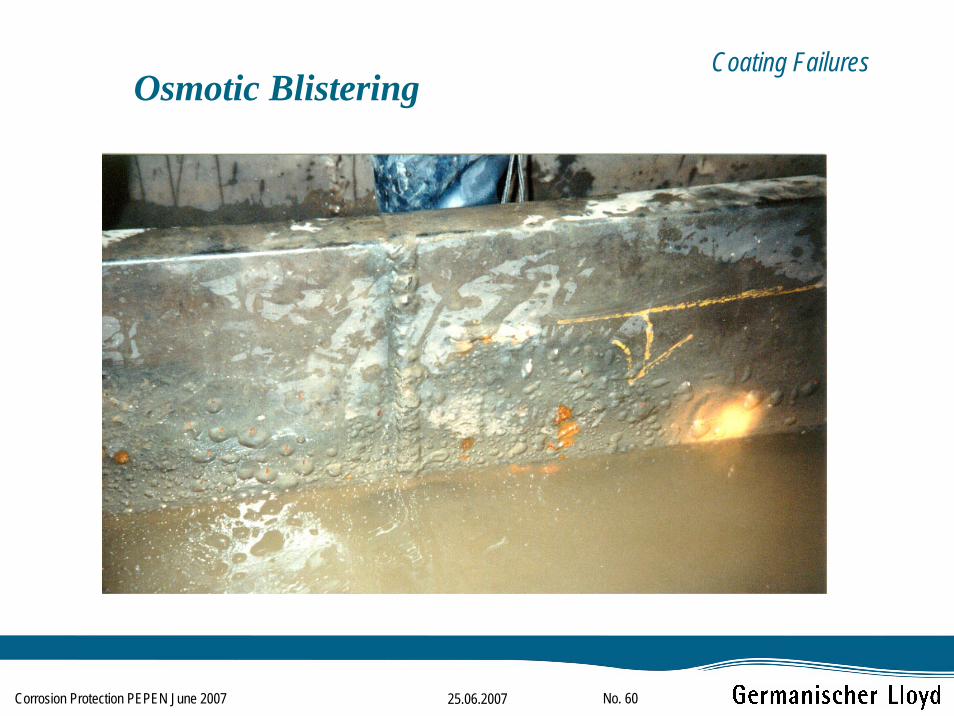
Coating FailuresOsmotic Blistering
25.06.2007Corrosion Protection PEPEN June 2007 No. 61
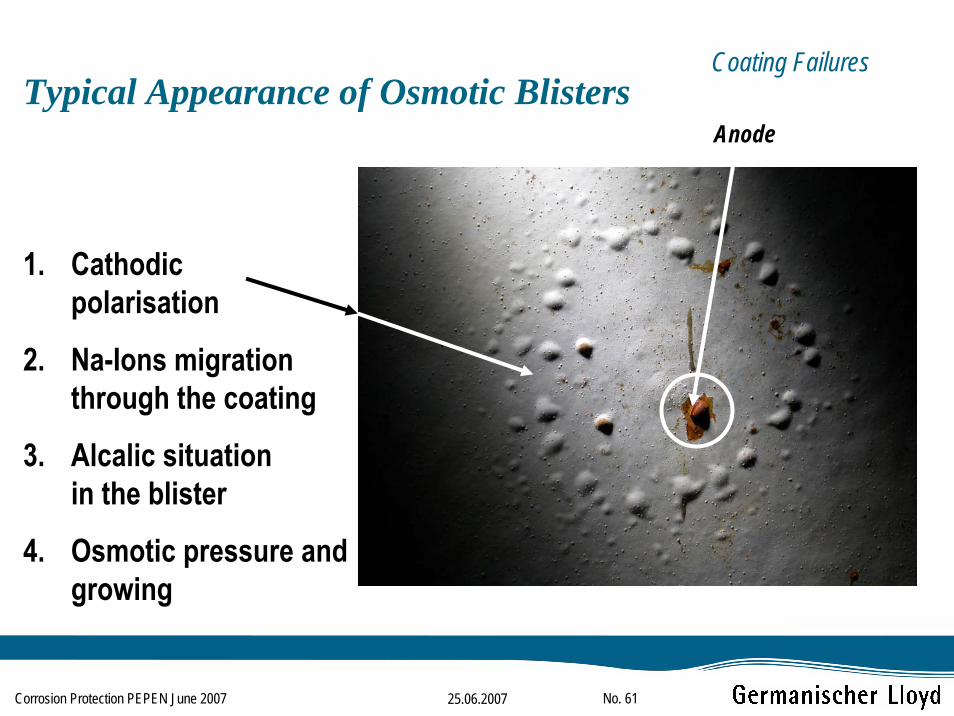
1. Cathodicpolarisation
2. Na-Ions migrationthrough the coating
3. Alcalic situationin the blister
4. Osmotic pressure and growing
Anode
Coating FailuresTypical Appearance of Osmotic Blisters
25.06.2007Corrosion Protection PEPEN June 2007 No. 62
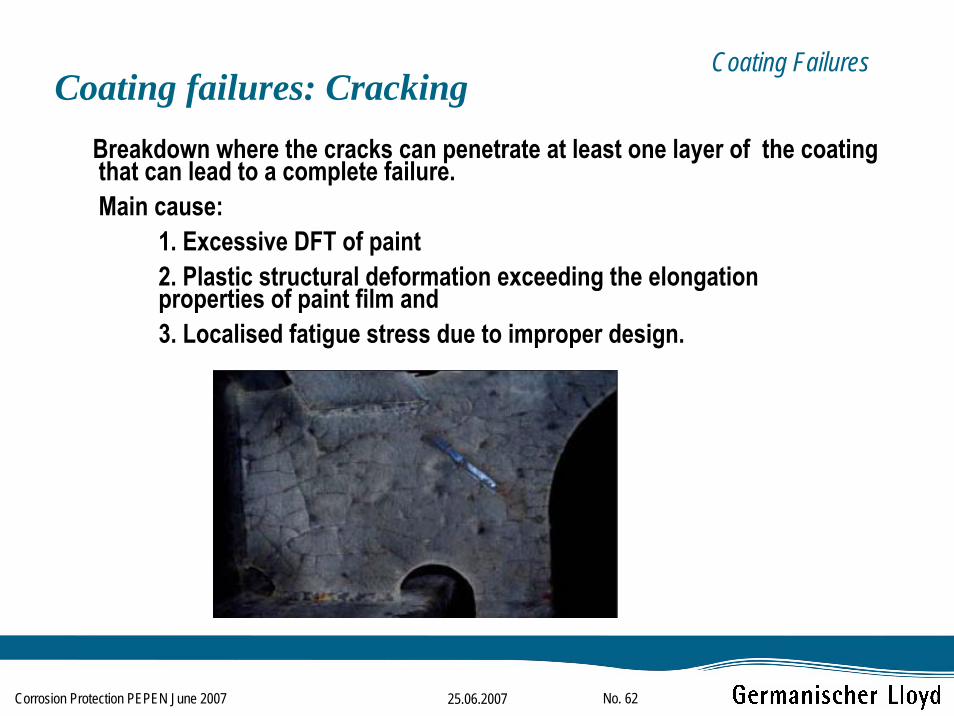
Coating failures: CrackingBreakdown where the cracks can penetrate at least one layer of the coating that can lead to a complete failure.Main cause:
1. Excessive DFT of paint2. Plastic structural deformation exceeding the elongation properties of paint film and3. Localised fatigue stress due to improper design.
Coating Failures
25.06.2007Corrosion Protection PEPEN June 2007 No. 63
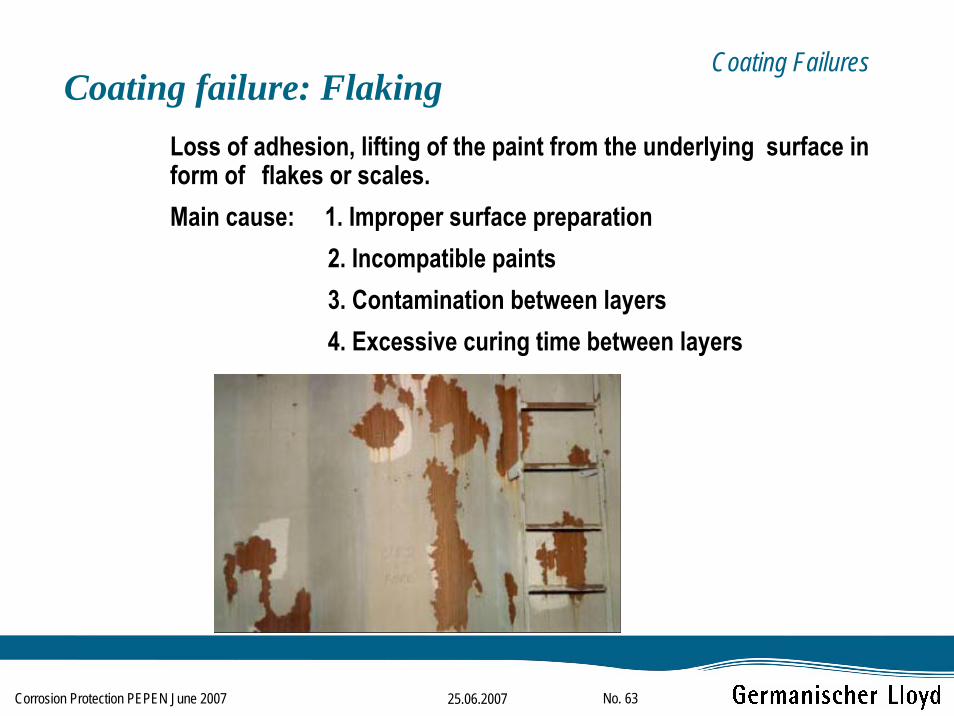
Coating failure: FlakingLoss of adhesion, lifting of the paint from the underlying surface in form of flakes or scales.Main cause: 1. Improper surface preparation
2. Incompatible paints3. Contamination between layers4. Excessive curing time between layers
Coating Failures
25.06.2007Corrosion Protection PEPEN June 2007 No. 64
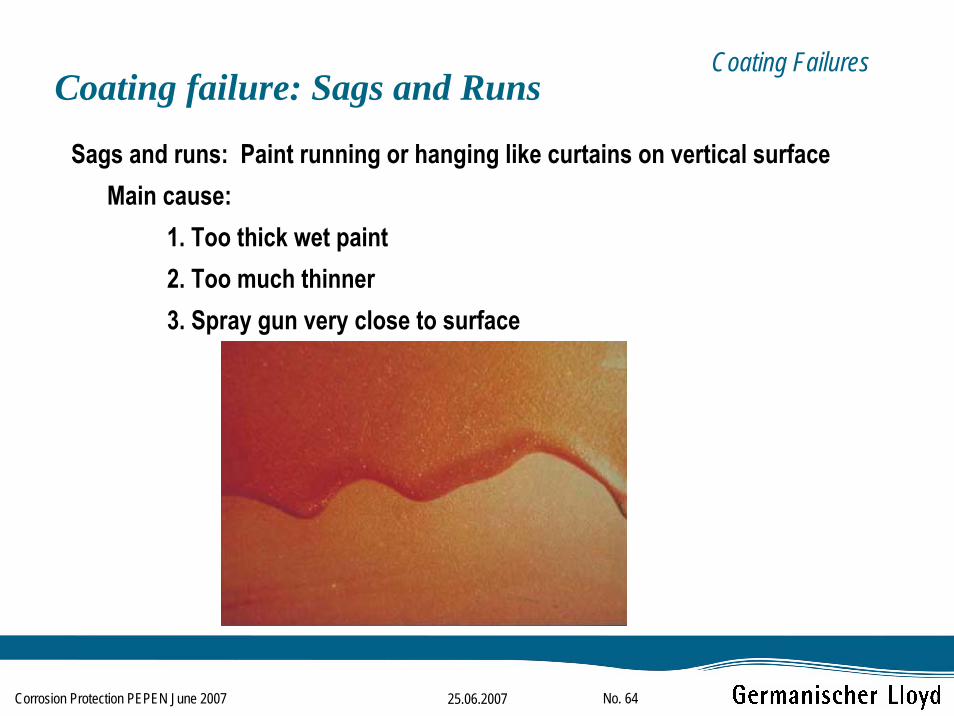
Coating failure: Sags and Runs
Sags and runs: Paint running or hanging like curtains on vertical surfaceMain cause:
1. Too thick wet paint2. Too much thinner 3. Spray gun very close to surface
Coating Failures
25.06.2007Corrosion Protection PEPEN June 2007 No. 65
OutlookIMO Coating Performance Standard BWT
• Application to ballast tanks on all types of ships• Intention is a minimum useful life of the coating of 15 years• Coating Requirements (Primary/Secondary Surface Preparation, Coating
Selection, Coating pre-qualification, etc.)• Verification and Inspection Requirements• Implementation of a „Coating Technical File (CTF)“ sort of „Logbook“ for the
Coating• specification of the applied coating system• record of shipyard’s and ship owner’s coating work• criteria for coating selection, job specifications, inspection, maintenance and repair shall be
documented• CTF shall be kept on board and maintained throughout the life of the ship
Rules and Standards
25.06.2007Corrosion Protection PEPEN June 2007 No. 66
Coating requirements
• Selection of the coating system• Coating type• Coating pre-qualification test• Job specification• NDFT (320 μm – 90/10 rule)
Rules and Standards
25.06.2007Corrosion Protection PEPEN June 2007 No. 67
Amendments to SOLAS Regulation II-1/3.2• Presently:
• Regulation 3-2 „Corrosion prevention of seawater ballast tanks“• Applicable to oil tankers and bulk carriers constructed on or after
July 1st, 1998• Amendment:
• Regulation 3-2 „ Corrosion prevention of seawater ballast tanks in all types of ships and double-side skin spaces of bulk carriers“
• Compliance with the IMO Resolution MSC.215 (82)
Rules and Standards

25.06.2007Corrosion Protection PEPEN June 2007 No. 68
Primary Surface Preparation
• Grit Blasting to Sa 2 ½• Steel profile 30-75 μm• Max. relative humidity 85%• Steel temp. more than 30 above dew point• Water soluble salt limit equivalent to NaCl 50mg/m2
• Compatibility of zinc silicate shop primer.
Rules and Standards
25.06.2007Corrosion Protection PEPEN June 2007 No. 69
Secondary Surface Preparation (1)Rules and Standards
• Steel condition to ensure even distribution of coating at the required NDFT
• Removing of all sharp edges (radius 2 mm or 3 pass grinding).
• Grit blasting to Sa 2 ½ on damaged shop primer• If shop primer has not passed pre qualification tests
then at least 70% of intact shop primer to be grit blasted to Sa 2.0
25.06.2007Corrosion Protection PEPEN June 2007 No. 70
Secondary Surface Preparation (2)Rules and Standards
• Surface treatment after erection• Profile 30-75 μm • Dust• Water soluble salts limit after blasting/grinding 50
mg/m2• No oil contamination
25.06.2007Corrosion Protection PEPEN June 2007 No. 71
Miscellaneous
• Ventilation (drying – curing period)• Environmental conditions (rel. humidity / dew point)• Testing of coatings (no destructive tests – measure DFT
of each coat and after completion of final coat)• Repair (to be marked, effected, reported)
Rules and Standards

25.06.2007Corrosion Protection PEPEN June 2007 No. 72
Implementation DatesPSPC/SOLAS Amendment: Adoption by IMO at MSC82 in December 2006
All types of shipsSize ≥ 500 GTContracted on/after 1 July 2008 orIn the absence of a contract Keel laying on/after 1 Jan. 2009 orDelivery on/after 1 July 2012.
Tanker and Bulk Carriers
Contracted on/after 8 Dec. 2006 (with adoption by IMO)
IMO CSR
WBT PSPC
19 Months
Dec. 2006 – IACS adopted a Procedural Requirement PR 34
Implementation
25.06.2007Corrosion Protection PEPEN June 2007 No. 73
Implementation procedure
• Accepted on 1 January 2008 if no objections of certain conditions have occurred
• If accepted then enter into force on 1 July 2008 under consideration of the application dates
Rules and Standards
25.06.2007Corrosion Protection PEPEN June 2007 No. 74
Further Actions
• Development of a similar standard for void spaces currently in process
• Development of a standard for maintenance
Rules and Standards
25.06.2007Corrosion Protection PEPEN June 2007 No. 75
Further International Guidelines from IACS
• Definition of coating conditions in „GOOD“, „FAIR“ und „POOR“ acc. to IACS Recommendation 87
• Assisting surveyors, owners, yards, etc.
• Intended for survey, assessment and repair of coatings in ballast tanks
• www.iacs.org.uk Guidelines and Recommendations
Rules and Standards

25.06.2007Corrosion Protection PEPEN June 2007 No. 76
Thank you for coming!
Think of maintenance!!!
Closing
25.06.2007Corrosion Protection PEPEN June 2007 No. 77
Germanischer Lloyd Academy
Vorsetzen 35
D - 20459 Hamburg
Germany
Phone: +49 40 36 149 195
Fax: +49 40 36 149 7429
http://www.gl-group.com/glacademy
Contact

25.06.2007Corrosion Protection PEPEN June 2007 No. 78
Thank you for your attention!





























