Embed Size (px)
Citation preview

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
1. DATOS DE LA EMPRESA 1.1 Nombre: QUIROPRODUCTOS DE CUAUHTEMOC S. DE R.L. DE C.V.
Av. Rio Santa Clara Lotes 12 y 13 S/N Parque Industrial Cuauhtémoc, C.P. 31543 Cd. Cuauhtémoc, Chihuahua Teléfono (625) 581-98-50
1.2 Sector al que pertenece: Industrial 1.3 Tamaño de la Empresa: Grande 1.4 Asociación a un grupo empresarial o corporativo: Somos parte de la compañía global Cardinal Health la cual, con sede en Dublín, Ohio, ofrece servicios y productos de salud integrados que brinda soluciones personalizadas para hospitales, sistemas de salud, farmacias, centros de cirugía ambulatoria, laboratorios clínicos y consultorios médicos en todo el mundo. Con el respaldo de casi 100 años de experiencia, con aproximadamente 50,000 empleados en 46 países, Cardinal Health se encuentra entre los 25 primeros en Fortune 500. Está integrada por diferentes divisiones. Nosotros, Quiroproductos de Cuauhtémoc somos parte de la división Convertos de la cual también forma parte las plantas instaladas en República Dominicana, Delicias y El Paso, Tx. A través de los años y gracias a la dedicación y excelente calidad de nuestra gente, ha logrado tener un crecimiento sostenido año con año.
1.5 Tipo de bienes que ofrece al mercado: Manufactura de productos médicos desechables para uso en hospitales. Actualmente fabricamos máscaras quirúrgicas (cubrebocas), batas para cirujano y una gran variedad de sábanas quirúrgicas para diferentes tipos de cirugías como: corazón abierto, oftálmicas, ortopédicas, cesárea y de cirugía general. Así como también tubos de succión (productos para el manejo de fluidos), bolsas para terapias termales, productos hechos a la medida para clientes especiales y kits multi empaques que contienen los productos necesarios para realizar una cirugía determinada.
1.6 Años de Experiencia: La planta inició sus labores en marzo de 1990, teniendo a la fecha 29 años de experiencia en el mercado 1.7 Población Total de la empresa: Actualmente laboran para la planta 1278 empleados de los cuales 1038 son empleados directos y 240 son indirectos. 1.8 Sistema de administración de Calidad: Al ser nuestros productos para uso médico, el cumplimiento con nuestras especificaciones de calidad es muy estricto. Contamos con Certificado en ISO 13485 versión 2016 FM 551369, además de cumplir con todos los estándares internacionales para vender nuestros productos en la Unión Europea, Canadá y Japón. Así como también el registro ante el FDA: Facilitate Registration #8030678
Figura No. 2 Nuestros productos
Figura No. 3 Principales Estándares

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
2. DATOS DEL SISTEMA DE EQUIPOS DE TRABAJO EN LA EMPRESA 2.1 Responsables del Sistema: Ing. Sergio Alfonso Avitia Sánchez Director de Manufactura Tel: (625) 58 198 50 Ext. 4308 Email: [email protected] Ing. Sonia Yuridia Ortega Vásquez Coordinadora de Equipos de Alto Rendimiento Tel: (625) 58 1 98 50 Ext. 4322 Email: [email protected] 2.2 Champion Excelencia Operacional Ing. Daniel Castañón Black Belt Planta 1 Tel: (625) 58 1 98 50 Ext. 4305 Email: [email protected] 2.3 Número total de proyectos 6 Sigma terminados y en proceso a la fecha de elaboración del reporte en la organización participante: La meta son tres proyectos 6 sigma por planta por cada año fiscal (julio 2018 a junio 2019) 2.4 Número total de proyectos 6 Sigma terminados cada año desde su inicio: La estructura de Excelencia operacional nace en nuestra planta en el año 2005, a cargo de dos Black Belts, mismos que realizan 3 proyectos 6 Sigma de alto impacto, teniendo a la fecha 42 proyectos 6 Sigma 2.5 Número de personas promedio en un proyecto 6 sigma de la organización: 5 personas. 2.6 Porcentaje de la Población total de la organización que participa en proyectos 6 Sigma: 1.4% 2.7 Tiempo promedio de resolución de un proyecto: De cuatro a ocho meses depende del grado de complejidad del proyecto. 2.8, 2.9 Breve explicación del sistema de reconocimiento y tipos de reconocimientos En Quiroproductos de Cuauhtémoc trabajamos con Equipos de Alto Rendimiento, los cuales están conformados por personal operativo, como operadores de producción, materialistas, mecánicos, inspectores de calidad y jefes de grupo. Este personal es entrenado en competencias de desarrollo personal y laboral, así como herramientas de Manufactura Esbelta. Estos equipos elaboran eventos Kaizen para la mejora de sus procesos enfocados en Seguridad, Costo, Calidad y Eficiencia. En Equipos de Alto Rendimiento formamos equipos capaces e integrados que viven y transmiten la mejora continua por lo que son medidos por los métricos de Seguridad, Calidad, Costo y Eficiencia. De igual manera los equipos de soporte (Producción, mantenimiento, ingeniería, calidad, materiales, almacén, recursos humanos, y finanzas) están integrados en 4 unidades de negocio llamados “Mininegocios”. La forma de reconocer el compromiso de nuestros equipos es las siguiente:
• Cash Award: Es un reconocimiento monetario que da la planta a las personas que participan en proyectos de mejora (Kaizen) que va de los $200 a $1,000 pesos, dependiendo del impacto de la mejora.
• Células de Excelencia: Es uno de los reconocimientos más importantes que tenemos en la planta ya que mensualmente premiamos a nuestros equipos de alto rendimiento por cumplir con sus métricos de excelencia que son Calidad, Eficiencia, Seguridad, Scrap, Ausentismo. Cada mes que el equipo gana como célula de excelencia acumula 1 punto, mismo que se acumula hasta el periodo de canje. Se tienen dos temporadas de canje de puntos: Navideño (Gran variedad de Juguetes que se entregan en el mes de diciembre), Canje Escolar y Primavera-Verano (Diferentes artículos para el regreso a clases y gran variedad de souvenirs, mismos que se entregan en el mes de Julio).
• Premio de la Excelencia: Se otorga anualmente en la Semana de Equipos de Alto Rendimiento, nuestra gente participa con el mejor proyecto Kaizen realizado en el año fiscal, se presenta en el concurso interno de trabajo en equipo y son reconocidos como el Equipo de Excelencia del Año.
• Mejor Empleado del año / Célula de Honor: Aquí reconocemos a los mejores empleados de los Departamentos de Soporte al igual que al equipo que durante todo el año logró ser Célula de Excelencia.
• Reconocimiento a unidades de negocio: Se entregan reconocimientos a los integrantes de los mininegocios (Departamentos de soporte), al finalizar proyectos especiales, estos reconocimientos son entregados en las juntas trimestrales de comunicación.
• Reconocimiento por Corporativo: Los supervisores reciben una formación de Lideres Kaizen donde se les brinda entrenamiento en herramientas Lean que les ayudaran a realizar dos proyectos de mejora, al cerrar dichos proyectos

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
logra su Certificación por la plataforma Moresteam, recibiendo un Certificado que lo acredita como Líder Kaizen, un souvenir Pisapapeles en forma de diamante y un souvenir a su elección; este reconocimiento es entregado en juntas de comunicación trimestrales del personal administrativo.
• Reconocimiento por planta: Los lideres kaizen tienen una meta de 3 proyectos por año. Al realizar sus proyectos se les reconoce en especie y/o en efectivo por haberlos finalizado.
• Ring of Honor: Cardinal Health reconoce al mejor empleado que durante el año fiscal demostró capacidades y habilidades que lo llevaron al cumplimento de las metas establecidas, siendo también ejemplo de nuestros valores institucionales (responsable, tenaz, incluyente, entusiasta, genuino, adaptable y confiable) todo esto lo hace acreedor a un anillo de oro.
2.10 Sistema en base al cual se eligió al Equipo participante: Al inicio de nuestro año fiscal se realiza una “Planeación Estratégica de Equipos”, una de las principales actividades es calendarizar las presentaciones kaizen durante todo el año, así el Staff asiste cada jueves en planta 1 y cada viernes en planta 2 al piso de producción a presenciar y evaluar proyectos Kaizen de Equipos de Alto Rendimiento, mismos que brindan soporte al cumplimiento de nuestras iniciativas. Siguiendo con el mismo esquema de calendarización de proyectos, al inicio de cada año fiscal también se realiza una planeación estratégica de Excelencia Operacional donde se asignan proyectos de alto impacto a nuestros Líderes Kaizen, quienes desarrollaran sus proyectos asignados para ser presentados y cerrados en la fecha estimada en esta planeación. Como se mencionó anteriormente, dentro de La Semana de Equipos de Alto Rendimiento se realiza una competencia llamada “Foro Interno de Trabajo en Equipo”. Durante este concurso los equipos participantes exponen los mejores Kaizen realizados durante el año, estos se clasifican en diferentes categorías de acuerdo a la complejidad y uso de las herramientas Lean, tales como Short Kaizen, EMETE y 6 Sigma. Dichos proyectos son evaluados por un panel revisor conformado por nuestro Staff Gerencial (Director de Operaciones, Gerente de Finanzas, Gerente de Calidad, Gerente de Recursos Humanos y Black Belts). Algunos elementos que son considerados en la evaluación son: uso de herramientas en cada fase de la metodología DMAIC, conocimiento del proyecto, impacto financiero, entusiasmo en la participación, lecciones aprendidas y panel de preguntas y respuestas. El equipo “Optimus Mask” con su proyecto “Reducción de tiempo muerto en el área de Máscaras” resulto ganador en la categoría 6 Sigma, por lo que será nuestro representante en el Foro Estatal de Trabajo en Equipo 2019. 2.11 Otro tipo de equipos implantados en su organización Dentro de la estructura de la compañía una de las estrategias de mejora continua es “Excelencia Operacional” (OpEx), la cual está conformada desde niveles Jefes de grupo e Inspectores de Calidad quienes reciben una formación de líderes Yellow Belt, a nivel
supervisor reciben formación de Líderes Kaizen y a niveles Superintendentes y Gerentes reciben una formación Green Belts y Black Belts, para desarrollar proyectos de mejora durante el año enfocados a eliminar desperdicios, así como a mejorar los procesos o áreas de oportunidad detectadas mediante Gemba Walk y métricos fuera de meta. (Figura No. 5). Hemos buscado la mejora continua utilizando diferentes herramientas a través del tiempo para ser más competitivos. En el año 2003 se inicia a trabajar con los conceptos de Manufactura Esbelta y Equipos de Alto
Rendimiento proporcionando a nuestros empleados más de 50 horas de entrenamiento anuales en ambos conceptos. En Excelencia Operacional desplegamos una cultura lean a través de la estructura organizacional, nos enfocamos en la eliminación de desperdicios mediante un pensamiento estratégico y juntos trabajamos para incrementar la cultura Lean, siguiendo nuestros cinco principios (Figura No. 6). 2.12 Situación actual y problemas en el sistema de administración de Equipos de Mejora: La Mejora Continua sigue siendo una iniciativa sólida para la organización. La definición de metas, procesos de medición, análisis de problemas, selección de soluciones óptimas, verificación de resultados e institucionalización de mejoras son elementos clave que nos impulsan a mejorar para compartir el aprendizaje y los logros de los equipos entre la organización.

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
3. DATOS DEL EQUIPO PARTICIPANTE 3.1 Nombre del Equipo: “Optimus Mask” 3.2 Black Belt: Daniel Castañon Bañuelos 3.3 Sponsor: Ing. Sergio Alfonso Avitia Sánchez, Director de Manufactura 3.4 Fecha de establecimiento e inicio de actividades: Abril 2018 3.5, 3.6 Nombre, escolaridad, antigüedad y puesto/cargo de los integrantes del equipo (Figura No. 7).
Figura No. 7. Equipo Optimus Mask
3.7 Funcionamiento del equipo: 3.7.1 Lugar: Sala de operaciones 3.7.2 Frecuencia: Semanal (Lunes) 3.7.3 Horario de reuniones: 3:00p.m. a 4:00 p.m.

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
3.8 Antecedentes y evolución de los miembros del equipo participante El equipo está constituido por integrantes del Mininegocio 3 (Área de máquinas, departamentos de soporte Producción, Materiales, Mantenimiento, Recursos Humanos, Finanzas, Calidad e ingeniería), la característica especial de esta unidad de negocio es que se reúnen de manera diaria para revisar el funcionamiento del área, verificar métricos y tendencias del mismo decidiendo entre ellos el plan de acción necesario para el cumplimiento de las metas establecidas, a lo largo del año fiscal el equipo ha tomado mayor solidez y se ve reflejado en la sinergia, empuje y tenacidad de cada uno de sus integrantes, realizando sus 3 proyectos kaizen año con año, una vez que lograron su certificación como Líder Kaizen. En el 2018 el mininegocio 3 participa con un caso exitoso (Reducción de daños en los convertidores de los ultrasonidos) en los foros de grupo de trabajo a nivel estatal y posteriormente a nivel nacional, siendo acreedores de reconocimientos en ambos foros. Y en esta ocasión vuelve esta unidad de negocio con integrantes del equipo Mascarita Sagrada a representarnos en el Foro Estatal de Trabajo en equipo 2019 con el equipo Optimus Mask. (Figura No. 8)
3.9 Características especiales en el funcionamiento del equipo participante Los integrantes del equipo Optimus Mask se caracterizan por su amplia experiencia en el área de Máquinas Mininegocio 3, su trayectoria dentro de la compañía los ha llevado a realizar proyectos de alto impacto que han llevado a cabo con entusiasmo y entrega.
Figura No. 8 Reconocimientos del Mininegocio 3 en Foros Estatales y Nacionales

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
4. CASO EXITOSO A. INTRODUCCION.
• Categoría: 6 Sigma
• Metodología utilizada: DMAIC
• Fecha de inicio y fin del caso exitoso: Abril 2018 – Diciembre 2018
• Nombre del caso exitoso: Reducción de tiempo perdido en área de máscaras.
• Descripción del área de trabajo o proceso donde se llevó a cabo la mejora:
Dentro de la variedad de productos que se manufacturan en Quiroproductos de Cuauhtémoc destinados a el cuidado de la salud tenemos el área de protección facial que incluye diferentes diseños de máscaras para usos muy diversos los cuales están catalogados en las siguientes familias:
Nuestro proceso de manufactura de máscaras cuenta con un total de 24 máquinas independientes que están produciendo mas de 1,000,000 de unidades diarias. La siguiente imagen muestra las maquinas con las que se manufactura los productos de máscaras. (Figura No. 9)
Figura No. 9 máquina de Máscaras
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
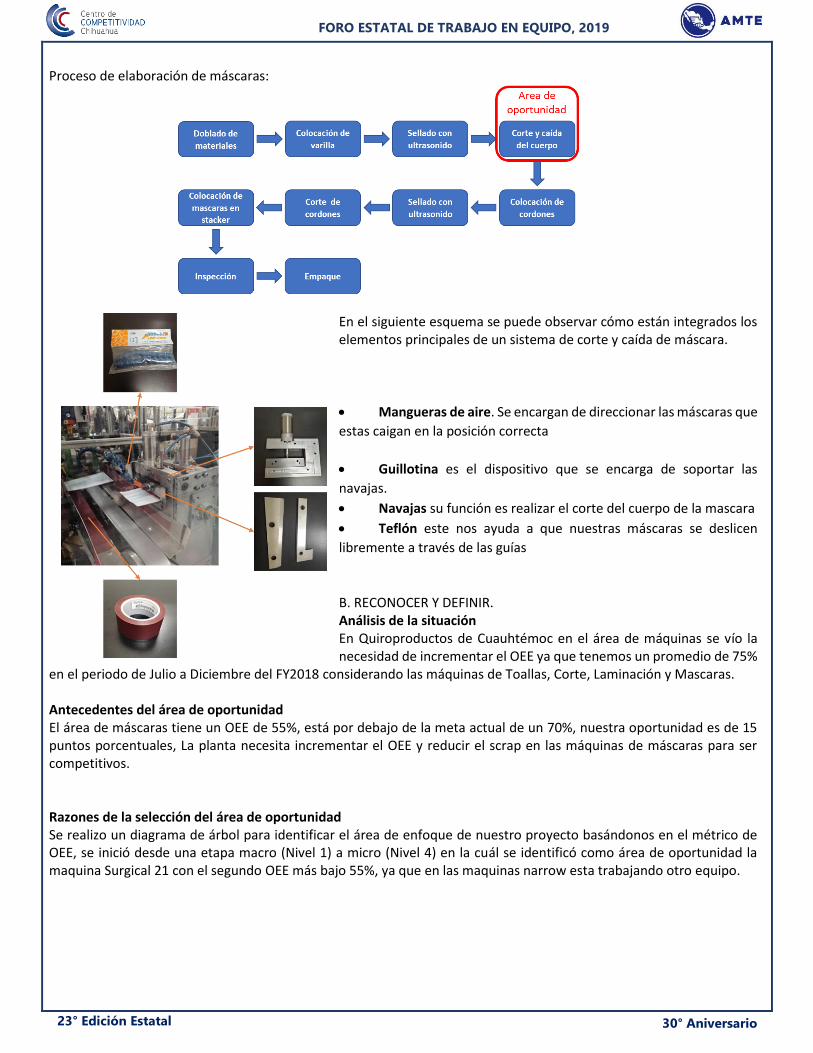
Proceso de elaboración de máscaras:
En el siguiente esquema se puede observar cómo están integrados los elementos principales de un sistema de corte y caída de máscara.
• Mangueras de aire. Se encargan de direccionar las máscaras que
estas caigan en la posición correcta
• Guillotina es el dispositivo que se encarga de soportar las
navajas.
• Navajas su función es realizar el corte del cuerpo de la mascara
• Teflón este nos ayuda a que nuestras máscaras se deslicen
libremente a través de las guías
B. RECONOCER Y DEFINIR. Análisis de la situación En Quiroproductos de Cuauhtémoc en el área de máquinas se vío la necesidad de incrementar el OEE ya que tenemos un promedio de 75%
en el periodo de Julio a Diciembre del FY2018 considerando las máquinas de Toallas, Corte, Laminación y Mascaras. Antecedentes del área de oportunidad El área de máscaras tiene un OEE de 55%, está por debajo de la meta actual de un 70%, nuestra oportunidad es de 15 puntos porcentuales, La planta necesita incrementar el OEE y reducir el scrap en las máquinas de máscaras para ser competitivos. Razones de la selección del área de oportunidad Se realizo un diagrama de árbol para identificar el área de enfoque de nuestro proyecto basándonos en el métrico de OEE, se inició desde una etapa macro (Nivel 1) a micro (Nivel 4) en la cuál se identificó como área de oportunidad la maquina Surgical 21 con el segundo OEE más bajo 55%, ya que en las maquinas narrow esta trabajando otro equipo.
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
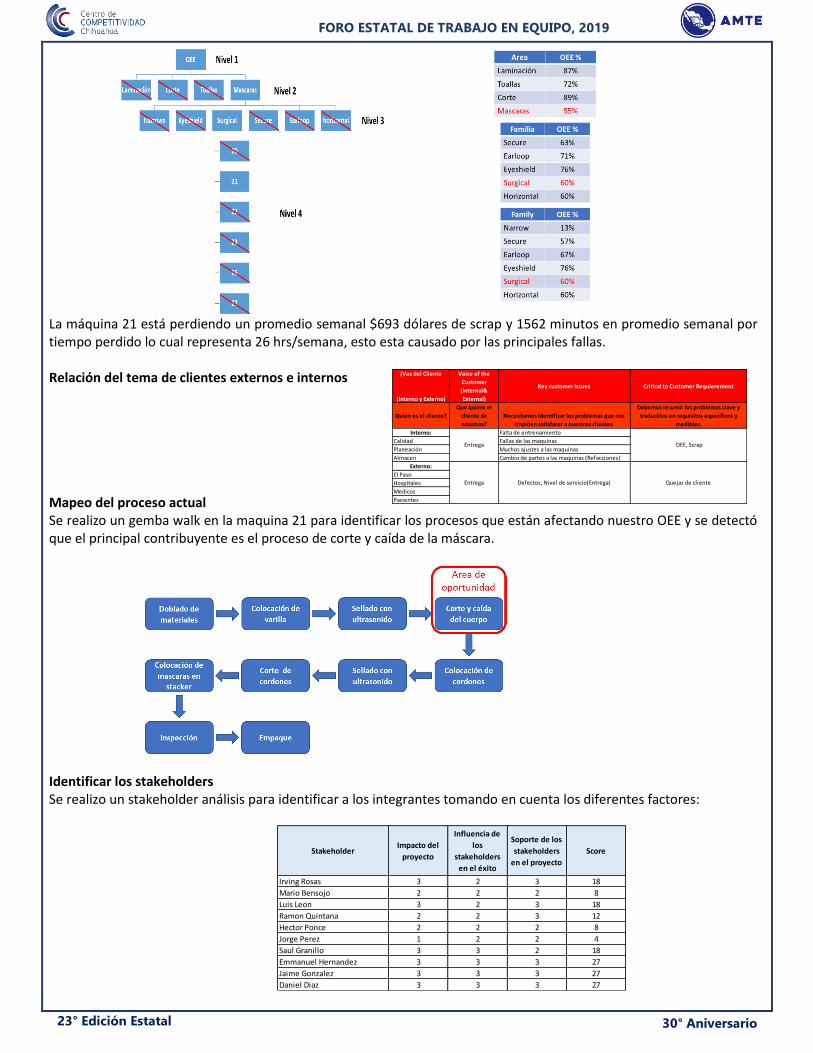
La máquina 21 está perdiendo un promedio semanal $693 dólares de scrap y 1562 minutos en promedio semanal por tiempo perdido lo cual representa 26 hrs/semana, esto esta causado por las principales fallas. Relación del tema de clientes externos e internos Mapeo del proceso actual Se realizo un gemba walk en la maquina 21 para identificar los procesos que están afectando nuestro OEE y se detectó que el principal contribuyente es el proceso de corte y caída de la máscara.
Identificar los stakeholders Se realizo un stakeholder análisis para identificar a los integrantes tomando en cuenta los diferentes factores:
StakeholderImpacto del
proyecto
Influencia de
los
stakeholders
en el éxito
Soporte de los
stakeholders
en el proyecto
Score
Irving Rosas 3 2 3 18
Mario Bensojo 2 2 2 8
Luis Leon 3 2 3 18
Ramon Quintana 2 2 3 12
Hector Ponce 2 2 2 8
Jorge Perez 1 2 2 4
Saul Granillo 3 3 2 18
Emmanuel Hernandez 3 3 3 27
Jaime Gonzalez 3 3 3 27
Daniel Diaz 3 3 3 27
(Voz del Cliente
(Interno y Externo)
Voice of the
Customer
(Internal&
External)
Key customer Issues Critical to Customer Requierement
Quien es el cliente?
Que quiere el
cliente de
nosotros?
Necesitamos identificar los problemas que nos
impiden satisfacer a nuestros clientes
Debemos resumir los problemas clave y
traducirlos en requisitos específicos y
medibles.
Interno: Falta de entrenamiento
Calidad Fallas de las maquinas
Planeación Muchos ajustes a las maquinas
Almacen Cambio de partes a las maquinas (Refacciones)
Externo:
El Paso
Hospitales
Medicos
Pacientes
Entrega OEE, Scrap
Entrega Defectos, Nivel de servicio(Entrega) Quejas de cliente

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
Proceso analítico para la selección del área de oportunidad Se verificaron los resultados de OEE maquina por máquina y se fueron descartando las diferentes áreas de la planta como lo son Laminación, corte, toallas y así llegamos a nuestra área de oportunidad Mascaras, una vez identificada el área de máscaras con un OEE de 55% se subdividió en las diferentes familias Eyeshiel, Secure, earloop , horizontal identificando la mayor oportunidad en Surgical aquí es donde se identifica que el área de oportunidad es la maquina 21 con un OEE de 55%. Integrantes del equipo
Impacto del proyecto El impacto esperado del proyecto se deriva del incremento de OEE, reducción de tiempo perdido y scrap. Se pronostica tener un beneficio de $60,000 dólares anuales($52,000 de ahorros en tiempo perdido y $12,000 de scrap) y con esto estar alineados y soportar las metas de la organización. Plan del proyecto Nuestro proyecto se desarrolló en el periodo de abril 2018 a diciembre de 2018 como se muestra en la siguiente tabla C. MEDIR Estudiar, comprender y medir el proceso actual Validación del sistema de medición – Tiempo en sistema Vorne Se elaboró un plan de recolección de datos para posteriormente realizar un MSA Análisis del Sistema de Medición.
Nombre Escolaridad Posición Antigüedad
Héctor Ponce Ing. Industrial Ing. De Calidad 14 Años
Ramon Quintana Ing. Mecánico Supte. De Producción 13 años
Jaime Gonzalez Preparatoria Operador A 10 Años
Irving Rosas Ing. Industrial Sup. De Mascaras 2 Años
Daniel Diaz Preparatoria Mecánico 5 Años
Mario Bensojo Ing. Industrial Ing. Industrial 9 Años
Saul Granillo Preparatoria Mecánico 25 años
Emmanuel Hernandez Preparatoria Mecánico 10 años
Daniel Castañón Ing. Industrial Black Belt 10 Años
Proceso de
entrada
Tipo de datos?
Definición
operacional o
especificación
Como se hace
la medición?
Es el sistema
de medición
capaz?
Quien colecto
los datos?
Cuando se
colectaron los
datos?
Tamaño de
muestra?
A donde van
los datos?
Tiempo AtributosTiempo
perdidoSistema Vorne Si
Black Belt y
supervisores
Primer turno
(TA)40 Sistema Vorne
Abril 2018 Fecha de Termino: Diciembre 2018
Definir Medir Analizar Mejorar Controlar
Plan Abril 2018 Abril 2018 Mayo 2018 Mayo 2018
Agosto-
Septiembre
2018
Real Abril 2018 Abril 2018 Mayo 2018
Mayo-
Octubre
2018
Octubre-
Diciembre
2018
Fecha de Inicio:
Fases de la Metodología

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
Descripción de sistema de medición: Para la medición de nuestro problema de tiempo perdido en la maquina 21 se cuenta con un equipo (Vorne System) el cual nos ayuda automáticamente a recolectar toda la información de la maquina referente a tiempo perdido, se realizó un MSA por auditorias por atributos con 40 muestras tomadas durante un turno, las muestras se tomaron con un cronometro con certificado de calibración. Posterior a la realización de las mediciones se utilizó la herramienta de Engine room para hacer una prueba de proporción en la cual se concluyó lo siguiente: Hay suficiente evidencia para concluir que la coincidencia de la auditoria de tiempo (% Proporción) es mayor que el objetivo de 90% Conclusión práctica: Se acepta el MSA con un nivel de 100% de coincidencia en los tiempos. Revisar y validar el flujo del proceso Se realizo un gemba walk, posteriormente nos apoyamos de la herramienta SIPOC para identificar a nuestros Proveedores, Entradas, Proceso, Salidas y Clientes.
Proveedores Entradas Proceso Salida Clientes
Materiales en piso Rollos de Material
Proveer material para las
maquinas de mascaras Mascaras Producto terminado Maquinas de eyeshield
Almacén Varilla Montar Materiales Scrap almacén
Cuarto de etiquetas Bies Enhebrar material MUV Planeación
Mantenimiento Cajas interiores Arrancar la maquina Eficiencia El Paso
Calidad Cajas exteriores Doblado de material OEE Hospitales
Ingeniería cinta Cristalina Colocación de varilla Defectos Médicos
Planeación Etiquetas
Sellado de cuerpo de mascar con
ultrasonido Pacientes
RH electricidad Corte y caída de mascaras
SDI Aire a presión Transporte mascaras en banda
Refacciones Colocación de cordones
Operador A
Sellado de cordones con
ultrasonido
Empacadores transporte de mascaras en banda
Corte de cordones
colocación de mascaras en stacker
Inspección de mascaras
empaque de mascaras
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
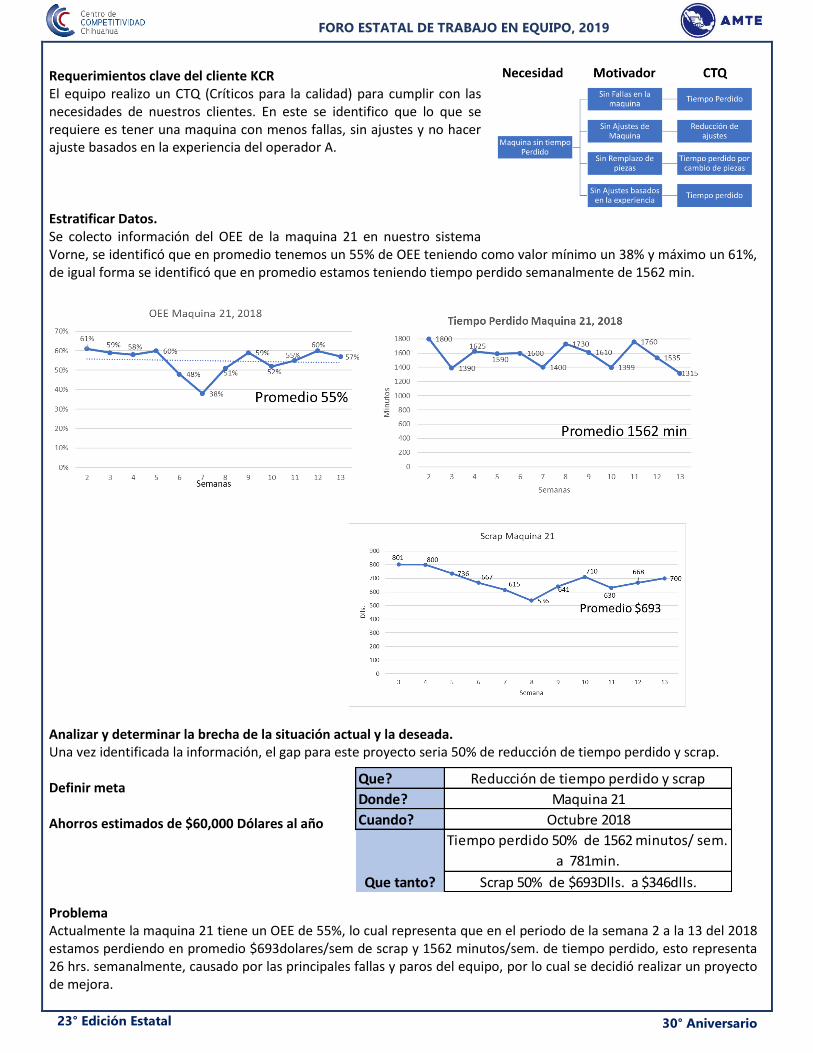
Requerimientos clave del cliente KCR El equipo realizo un CTQ (Críticos para la calidad) para cumplir con las necesidades de nuestros clientes. En este se identifico que lo que se requiere es tener una maquina con menos fallas, sin ajustes y no hacer ajuste basados en la experiencia del operador A. Estratificar Datos. Se colecto información del OEE de la maquina 21 en nuestro sistema Vorne, se identificó que en promedio tenemos un 55% de OEE teniendo como valor mínimo un 38% y máximo un 61%, de igual forma se identificó que en promedio estamos teniendo tiempo perdido semanalmente de 1562 min.
Analizar y determinar la brecha de la situación actual y la deseada. Una vez identificada la información, el gap para este proyecto seria 50% de reducción de tiempo perdido y scrap. Definir meta Ahorros estimados de $60,000 Dólares al año Problema Actualmente la maquina 21 tiene un OEE de 55%, lo cual representa que en el periodo de la semana 2 a la 13 del 2018 estamos perdiendo en promedio $693dolares/sem de scrap y 1562 minutos/sem. de tiempo perdido, esto representa 26 hrs. semanalmente, causado por las principales fallas y paros del equipo, por lo cual se decidió realizar un proyecto de mejora.
Que?
Donde?
Cuando?
Reducción de tiempo perdido y scrap
Maquina 21
Octubre 2018
Tiempo perdido 50% de 1562 minutos/ sem.
a 781min.
Que tanto? Scrap 50% de $693Dlls. a $346dlls.
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
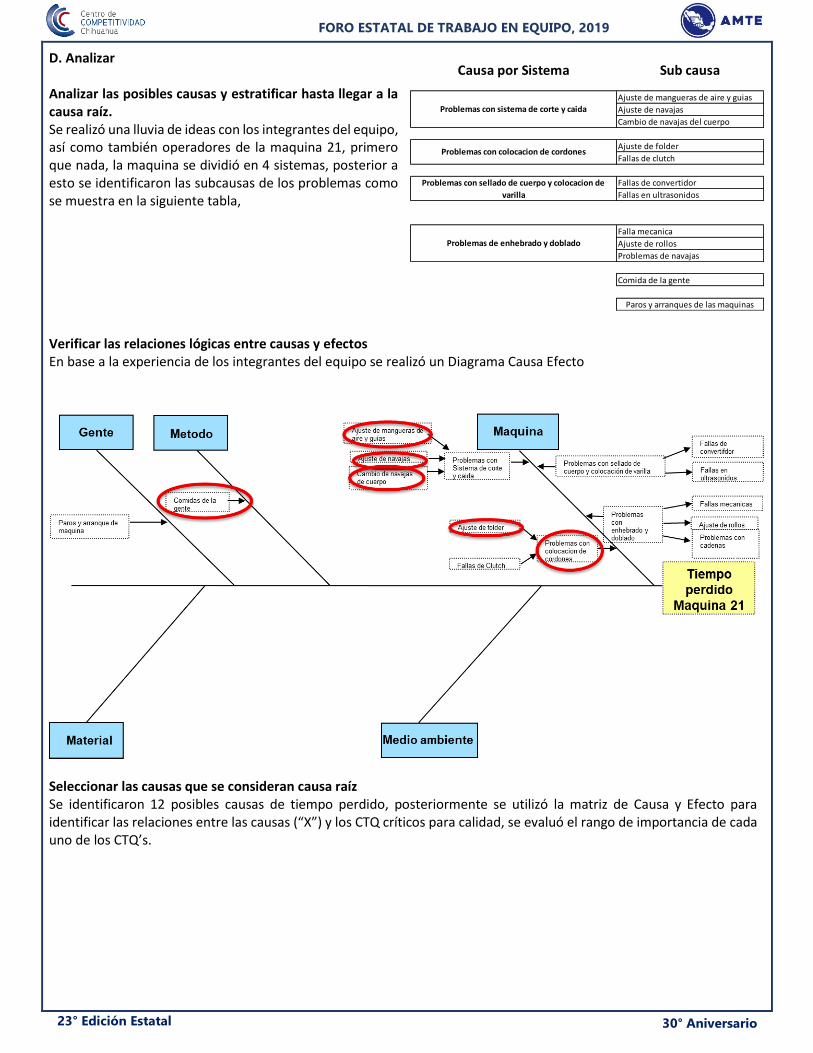
D. Analizar Analizar las posibles causas y estratificar hasta llegar a la causa raíz. Se realizó una lluvia de ideas con los integrantes del equipo, así como también operadores de la maquina 21, primero que nada, la maquina se dividió en 4 sistemas, posterior a esto se identificaron las subcausas de los problemas como se muestra en la siguiente tabla, Verificar las relaciones lógicas entre causas y efectos En base a la experiencia de los integrantes del equipo se realizó un Diagrama Causa Efecto
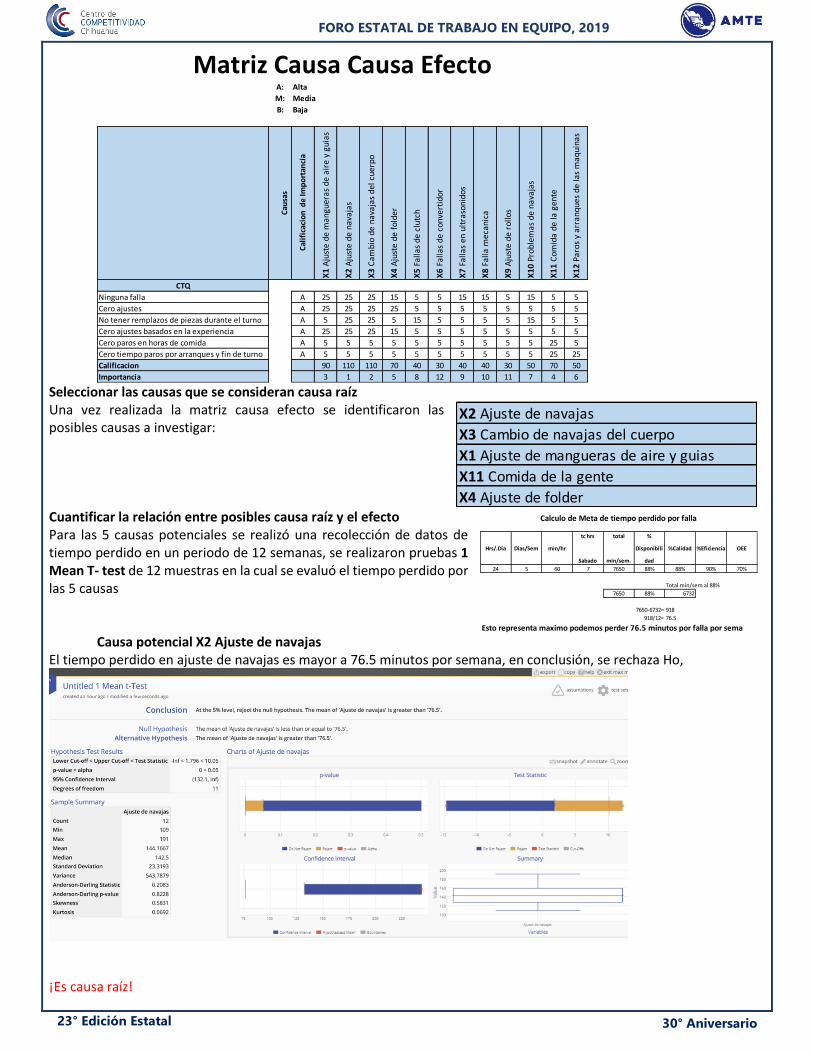
Seleccionar las causas que se consideran causa raíz Se identificaron 12 posibles causas de tiempo perdido, posteriormente se utilizó la matriz de Causa y Efecto para identificar las relaciones entre las causas (“X”) y los CTQ críticos para calidad, se evaluó el rango de importancia de cada uno de los CTQ’s.
Causa por Sistema Sub causa
Ajuste de mangueras de aire y guias
Ajuste de navajas
Cambio de navajas del cuerpo
Ajuste de folder
Fallas de clutch
Fallas de convertidor
Fallas en ultrasonidos
Falla mecanica
Ajuste de rollos
Problemas de navajas
Comida de la gente
Paros y arranques de las maquinas
Problemas de enhebrado y doblado
Problemas con sistema de corte y caida
Problemas con colocacion de cordones
Problemas con sellado de cuerpo y colocacion de
varilla
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
Seleccionar las causas que se consideran causa raíz Una vez realizada la matriz causa efecto se identificaron las posibles causas a investigar: Cuantificar la relación entre posibles causa raíz y el efecto Para las 5 causas potenciales se realizó una recolección de datos de tiempo perdido en un periodo de 12 semanas, se realizaron pruebas 1 Mean T- test de 12 muestras en la cual se evaluó el tiempo perdido por las 5 causas
Causa potencial X2 Ajuste de navajas
El tiempo perdido en ajuste de navajas es mayor a 76.5 minutos por semana, en conclusión, se rechaza Ho,
¡Es causa raíz!
A: Alta
M: Media
B: Baja
Cau
sas
Cal
ific
acio
n d
e Im
po
rtan
cia
X1
Aju
ste
de m
angu
eras
de
aire
y g
uias
X2
Aju
ste
de n
avaj
as
X3
Cam
bio
de n
avaj
as d
el c
uerp
o
X4
Aju
ste
de f
olde
r
X5
Falla
s de
clu
tch
X6
Falla
s de
con
vert
idor
X7
Falla
s en
ult
raso
nido
s
X8
Falla
mec
anic
a
X9
Aju
ste
de r
ollo
s
X10
Pro
blem
as d
e na
vaja
s
X11
Com
ida
de la
gen
te
X12
Par
os y
arr
anqu
es d
e la
s m
aqui
nas
CTQ
Ninguna falla A 25 25 25 15 5 5 15 15 5 15 5 5
Cero ajustes A 25 25 25 25 5 5 5 5 5 5 5 5
No tener remplazos de piezas durante el turno A 5 25 25 5 15 5 5 5 5 15 5 5
Cero ajustes basados en la experiencia A 25 25 25 15 5 5 5 5 5 5 5 5
Cero paros en horas de comida A 5 5 5 5 5 5 5 5 5 5 25 5
Cero tiempo paros por arranques y fin de turno A 5 5 5 5 5 5 5 5 5 5 25 25
Calificacion 90 110 110 70 40 30 40 40 30 50 70 50
Importancia 3 1 2 5 8 12 9 10 11 7 4 6
Matriz Causa Causa Efecto
X2 Ajuste de navajas
X3 Cambio de navajas del cuerpo
X1 Ajuste de mangueras de aire y guias
X11 Comida de la gente
X4 Ajuste de folder
Hrs/.Dia Dias/Sem min/hr
tc hrs
Sabado
total
min/sem.
%
Disponibili
dad
%Calidad %Eficiencia OEE
24 5 60 7 7650 88% 88% 90% 70%
Total min/sem al 88%
7650 88% 6732
7650-6732= 918
918/12= 76.5
Esto representa maximo podemos perder 76.5 minutos por falla por sema
Calculo de Meta de tiempo perdido por falla

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
Causa potencial X3 Cambio de navajas del cuerpo El tiempo perdido en cambio de navaja del cuerpo es mayor a 76.5 minutos por semana, en conclusión, se rechaza Ho, ¡Es causa raíz!
Causa potencial X1 Ajuste de mangueras de aire y guías El tiempo perdido en Ajuste de mangueras de aire y guías es mayor a 76.5 minutos por semana, en conclusión, se rechaza Ho,
¡Es causa raíz!

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
Causa potencial X11 Comida de la gente El tiempo perdido en comidas de la gente es mayor a 76.5 minutos por semana, en conclusión, se rechaza Ho,
¡Es causa raíz! Causa potencial X4 Ajuste de Folder El tiempo perdido en Ajuste de folder es mayor a 76.5 minutos por semana, en conclusión, se rechaza Ho,
¡Es causa raíz!

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
Adicional a estas pruebas de hipótesis se realizó un Pareto comparando las diferentes fallas o paros que ocasionan tiempo perdido en un periodo de 12 semanas y se confirmó lo antes mencionado Como pueden ver en la siguiente tabla 4 de las 5 principales causas están relacionadas al sistema de corte y caída 59.96% y el resto 28.81% a las comidas de la gente.
Un efecto adicional del tiempo perdido en la máquina 21 es la inconsistencia del tamaño de la máscara causada por el Sistema de Corte y Caída. Para verificar las dimensiones corrimos un (MSA) con 2 evaluadores y 10 muestras, Basado en los estándares de AIAG se acepta el Sistema de medición con un % de tolerancia de 8.53% Se realizo un X bar &R Chart en el cual se identificaron los limites en base a especificación del cuerpo de la máscara, nominal 7”, LSL 6.75” and USL 7.25”. para confirmar esto se recolectá información con 25 subgrupos con un tamaño de muestra de 5 durante todo un día, como pueden ver en la gráfica de control tenemos algunas mascaras fuera de especificación y esto es causado por el sistema de corte y caída.
Con la información obtenida identificamos que el proceso tiene un valor sigma de 2.39 y una desviación estándar de .0685
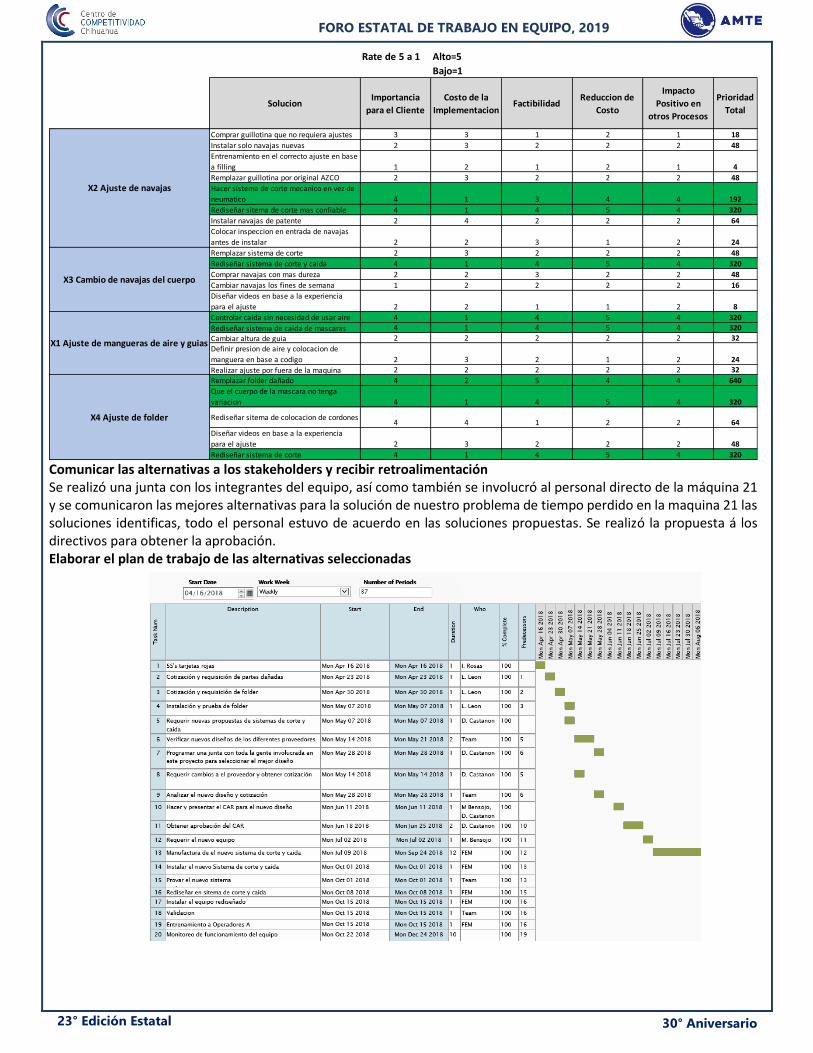
El equipo determinó trabajar con las 4 causas relacionadas al proceso y al mismo tiempo realizar un Kaizen enfocado en la reducción del tiempo perdido por comidas de la gente, liderado por Ismael Ochoa Sup. De Máscaras. E. Mejorar Selección de la mejor alternativa El método utilizado para definir la mejor solución fue el uso de la Matriz de prioridad de soluciones
Ajuste de folder
Cambio de navajas de cuerpo
Ajuste de navajas
Ajuste de mangueras de aire y guias
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
Comunicar las alternativas a los stakeholders y recibir retroalimentación Se realizó una junta con los integrantes del equipo, así como también se involucró al personal directo de la máquina 21 y se comunicaron las mejores alternativas para la solución de nuestro problema de tiempo perdido en la maquina 21 las soluciones identificas, todo el personal estuvo de acuerdo en las soluciones propuestas. Se realizó la propuesta á los directivos para obtener la aprobación. Elaborar el plan de trabajo de las alternativas seleccionadas
Rate de 5 a 1 Alto=5
Bajo=1
SolucionImportancia
para el Cliente
Costo de la
ImplementacionFactibilidad
Reduccion de
Costo
Impacto
Positivo en
otros Procesos
Prioridad
Total
Comprar guillotina que no requiera ajustes 3 3 1 2 1 18
Instalar solo navajas nuevas 2 3 2 2 2 48
Entrenamiento en el correcto ajuste en base
a filling 1 2 1 2 1 4
Remplazar guillotina por original AZCO 2 3 2 2 2 48
Hacer sistema de corte mecanico en vez de
neumatico 4 1 3 4 4 192
Rediseñar sitema de corte mas confiable 4 1 4 5 4 320
Instalar navajas de patente 2 4 2 2 2 64
Colocar inspeccion en entrada de navajas
antes de instalar 2 2 3 1 2 24
Remplazar sistema de corte 2 3 2 2 2 48
Rediseñar sistema de corte y caida 4 1 4 5 4 320
Comprar navajas con mas dureza 2 2 3 2 2 48
Cambiar navajas los fines de semana 1 2 2 2 2 16
Diseñar videos en base a la experiencia
para el ajuste 2 2 1 1 2 8
Controlar caida sin necesidad de usar aire 4 1 4 5 4 320
Rediseñar sistema de caida de mascaras 4 1 4 5 4 320
Cambiar altura de guia 2 2 2 2 2 32
Definir presion de aire y colocacion de
manguera en base a codigo 2 3 2 1 2 24
Realizar ajuste por fuera de la maquina 2 2 2 2 2 32
Remplazar folder dañado 4 2 5 4 4 640
Que el cuerpo de la mascara no tenga
variacion 4 1 4 5 4 320
Rediseñar sitema de colocacion de cordones4 4 1 2 2 64
Diseñar videos en base a la experiencia
para el ajuste 2 3 2 2 2 48
Rediseñar sistema de corte 4 1 4 5 4 320
X2 Ajuste de navajas
X3 Cambio de navajas del cuerpo
X1 Ajuste de mangueras de aire y guias
X4 Ajuste de folder

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
F. Implementar Aprobación del grupo directivo de las soluciones y asignación de actividades para su implementación. Una vez identificada la mejor solución nos dimos a la tarea la realización de un CAR*(Requisición de Aprobación de Capital) en el cual se presenta el objetivo, Cantidad requerida, situación actual, razones estratégicas, ahorros, solución propuesta y el time line de la implementación
Ya aprobado el CAR nos dimos a la tarea de contactar al proveedor seleccionado para la realización de la mejora. Enseguida se muestra evidencia de la implementación de las soluciones al tiempo perdido por el sistema de corte y caída.
Este sistema era muy ineficiente ya que no era capaz de cortar las máscaras a la misma dimensión, de igual manera esto ocasionaba que al momento de colocar el Cordón a las máscaras, en el siguiente proceso se generaban paros y defectos ya que se tenía que estar realizando ajustes a los folders dependiendo el tamaño de la máscara. De igual forma la caída de la máscaras una vez cortadas se controlaba por medio de flujo de aire atreves de las mangueras y esta no era muy efectiva ya que las máscaras caían desalineadas y en el siguiente proceso se generaba el defecto de cordones mal colocados.
Con el nuevo sistema de corte y caída se controló la dimensión del corte e incrementamos el CPK un 26%, por consecuencia en el siguiente proceso no se atoran y no se genera ningún defecto ya que también se redujo la desviación estándar en el tamaño de la mascaras un 31%, esto se muestra en la siguiente pagina. Se remplazaron los folders de la máscara y estos nos permiten guiar correctamente las máscaras hasta el siguiente proceso. Hablando acerca de las mangueras con que se controlaba la caída de la máscara en el conveyor se rediseño
Sistema de Corte y Caída Después

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
este sistema y se colocó un motor de velocidad variable el cual nos ayuda a la correcta colocación de la máscara sin necesidad de utilizar aire Diseñar el proceso de cambio, entrenar al personal clave y monitoreo del plan de implementación. Ya definido el nuevo proceso y operación del equipo se realizó el entrenamiento en el correcto uso y mantenimiento del nuevo sistema de corte y caída por parte del proveedor de automatización FEM al personal involucrado. Todo el personal estuvo involucrado, informado y entrenado en los cambios al sistema en cada una de las fases. Verificación cuantitativa de los efectos y beneficios reales Con la implementación de este proyecto la planta se vío beneficiada económicamente con: Comparación Cuantitativa Situación Anterior vs Actual Como se muestra en las siguientes graficas se redujo el tiempo perdido en la maquina 21 un 88%, así también el scrap en un 55% con esto se lograron las metas planteadas al inicio de este proyecto. Se logro incrementar el OEE un 14% derivado de estas mejoras. Un beneficio adicional fue la reducción de ruido en la maquina (4 decibeles). Después de la mejora se realizó un X bar & R con 25 subgrupos con una muestra 5 referente a la dimensión de la máscara y el resultado fue que todos los datos se encuentran dentro los límites, así como también se tuvo una reducción de un 31% en la desviación estándar y se incrementó el nivel Sigma de 2.39 a 4.15.
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
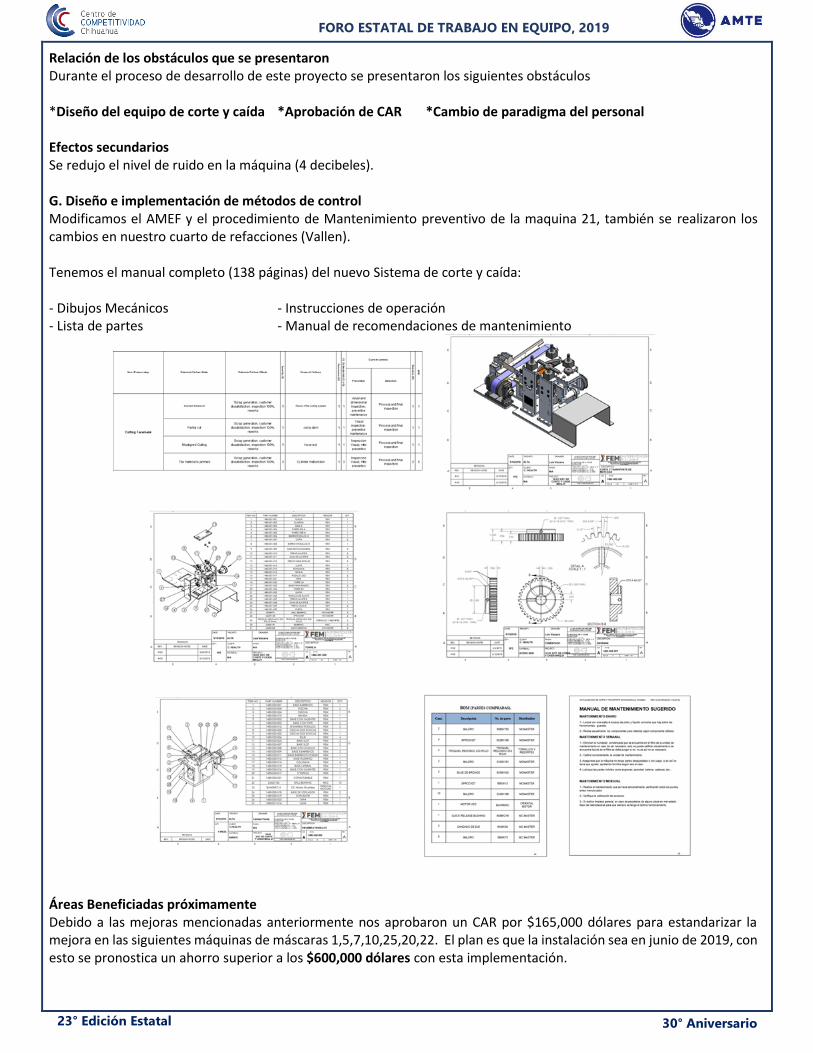
Relación de los obstáculos que se presentaron Durante el proceso de desarrollo de este proyecto se presentaron los siguientes obstáculos *Diseño del equipo de corte y caída *Aprobación de CAR *Cambio de paradigma del personal Efectos secundarios Se redujo el nivel de ruido en la máquina (4 decibeles). G. Diseño e implementación de métodos de control Modificamos el AMEF y el procedimiento de Mantenimiento preventivo de la maquina 21, también se realizaron los cambios en nuestro cuarto de refacciones (Vallen). Tenemos el manual completo (138 páginas) del nuevo Sistema de corte y caída: - Dibujos Mecánicos - Instrucciones de operación - Lista de partes - Manual de recomendaciones de mantenimiento
Áreas Beneficiadas próximamente Debido a las mejoras mencionadas anteriormente nos aprobaron un CAR por $165,000 dólares para estandarizar la mejora en las siguientes máquinas de máscaras 1,5,7,10,25,20,22. El plan es que la instalación sea en junio de 2019, con esto se pronostica un ahorro superior a los $600,000 dólares con esta implementación.

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
30° Aniversario
23° Edición Estatal
H. Conclusiones Reflexión objetiva de lo realizado, obstáculos, aprendizaje como grupo y uso de la metodología 6 Sigma. Para nuestro equipo fue un gran reto el trabajar en un proyecto de diseño de equipo, así como también fue un proceso de aprendizaje para todos ya que conocimos diferentes herramientas estadísticas que nos ayudan a encontrar la causa raíz de nuestros problemas.
Aspectos Positivos Aspectos negativos Aprendizaje
Reconocer
y Definir
El stakeholder análisis es una
herramienta que nos ayudo
bastante en la correcta
selección de los integrantes
del equipo
N/A
Esta es una de las fases claves
de la metodología , se dice
que el éxito de cada proyecto
depende de una buena
definición del problema
Medir
El sistema Vorne es una
herramienta que nos facilito
el obtener información
El recolectar información de
scrap no es tan sencillos, se
tiene que mejorar nuestro
proceso
Las bases de datos o lo
sistemas nos facilitan el
trabajo
Analizar
El equipo tuvo una
actualizacion en el uso de
herramientas lean
N/A
El personal del equipo
conoció nuevas herramientas
para la detección de la causa
raíz
Mejorar
Todo el equipo incluido el
personal directo de la
maquina estuvo muy al
pendiente de la instalación
del equipo ya que les
parecido una buena mejora
El trabaja en proyectos que la
solución sea el rediseño algún
equipo toma demasiado
tiempo y esfuerzo
Es clave la correcta selección
de proveedores en mejoras
de diseño, si no eres el
experto contra a alguien que
si lo sea
Controlar
el equipo aprendió que todas
nuestras mejoras deben estar
documentadas por sistema
para que se mantengan en el
tiempo
Es complejo el tener al
personal de TC disponible
para darle el respectivo
entrenamiento
el equipo aprendió que todas
nuestras mejoras deben estar
documentadas por sistema
para que se mantengan en el
tiempo