Embed Size (px)
Citation preview
68
Leichtbau
Titelthema
ATZ Automobiltechnische Zeitschrift 101 (1999) 2
1 Einleitung
In den vergangenen Jahren hat der Einsatzvon Leichtbau-Werkstoffen einen immerhöheren Stellenwert erreicht. Die wachsen-den Ansprüche an Leistung, Komfort undSicherheit und das damit verbundene ste-tig steigende Gewicht sowie das erhöhtegesellschaftliche Umweltbewusstsein ha-ben Automobilkonstrukteure veranlasst,das Fahrzeuggewicht zu verringern, umden Benzinverbrauch zu senken. Ebenso be-deutsam sind die laufenden Anstrengun-gen zur Verbesserung der aktiven und pas-siven Sicherheit eines Pkw, die zwangsläu-fig zu crashtauglichen Strukturen führen.Außerdem sind Versicherungen inzwi-schen dazu übergegangen, Autos nichtmehr nur ihrer Leistung nach in Versiche-rungsklassen einzustufen, sondern auchgutes Crashverhalten entsprechend zu ho-norieren.
2 Mehr Schutz beim Seitenaufprall
Untersuchungen haben ergeben, dass beietwa 25 % aller Pkw-Unfälle im Straßenver-kehr in Deutschland die Flanken einesFahrzeugs beschädigt werden, knapp einDrittel aller Verkehrstoten sind auf einenSeitenaufprall zurückzuführen. Besondersdie Seitenteile der Fahrgastzelle aber warenbisher am schlechtesten gegen Unfälle ge-schützt: – nur wenig Platz für Knautschzonen– zu tief angebrachte oder gar nicht vor-
handene Versteifungen der Karosserieüber den Türschwellern
Reduzierung des Gewichts, Senkung des Kraftstoffverbrauchs, Er-höhung der Sicherheit und Wiederverwertbarkeit der verwende-ten Materialien sind zentrale Kriterien für die Entwicklung im mo-dernen Automobilbau. Das Aluminium-Strangpressverfahren, derzielstrebige Einsatz der CAD/CAE-Technik und maßgeschneiderteAluminium-Werkstoffe bestimmen die Konstruktion von Seiten-aufprallträgern und Stoßfängern mit und ohne zusätzliche Crash-box. Als langjähriger Entwicklungspartner und Zulieferer kenntdie algroup alusuisse die Kundenforderungen.
Fortschritt im Automobilbau:Sicherheit durch Aluminiumstrukturen
– keine Seitenairbags oder andere Sicher-heitsvorkehrungen.
Daher haben die Forschungs- und Entwick-lungsabteilungen aller Pkw-Hersteller be-deutende Anstrengungen unternommen,um den Flankenschutz der Automobiledurch besonders widerstandsfähige Seiten-aufprallträger nachhaltig zu verbessern.Wichtigste Bedingung: Seitenaufprallträ-ger müssen auf einem vorgezeichnetenVerformungsweg die Energie des auftref-fenden Fahrzeugs kontrolliert umwandeln.Die Träger dürfen weder nach oben nochnach unten entweichen, sie dürfen nichteinknicken oder sogar brechen.
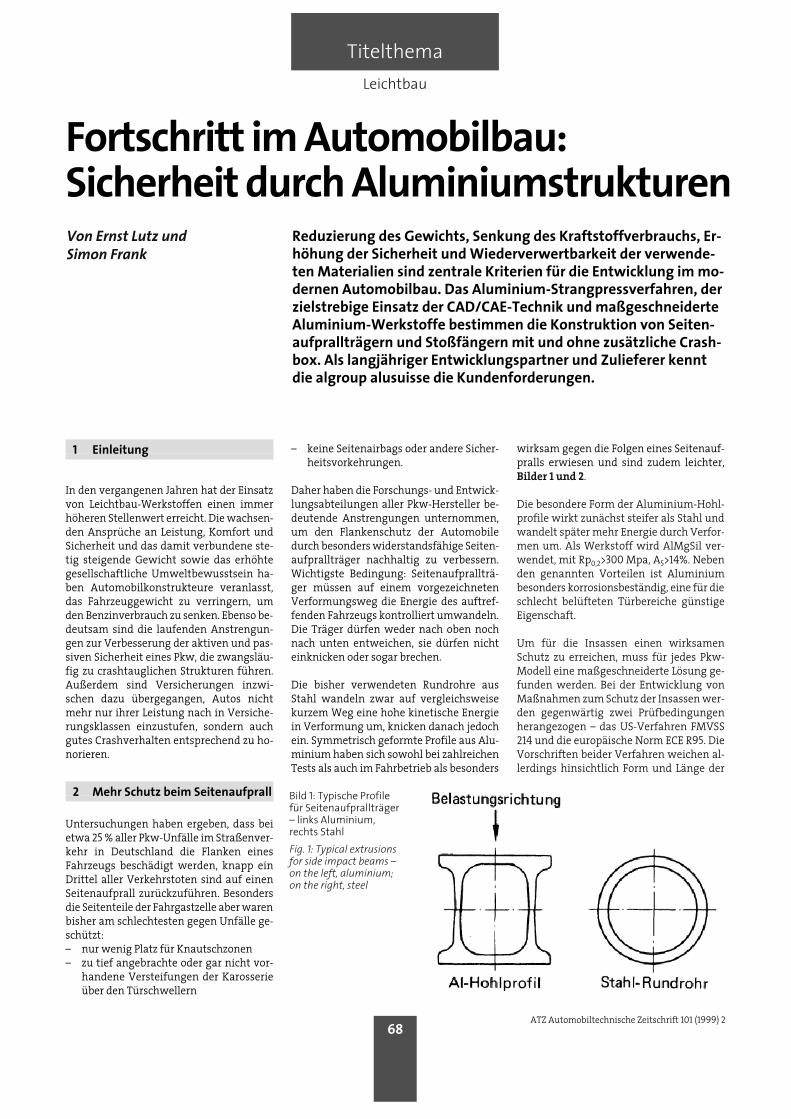
Die bisher verwendeten Rundrohre ausStahl wandeln zwar auf vergleichsweisekurzem Weg eine hohe kinetische Energiein Verformung um, knicken danach jedochein. Symmetrisch geformte Profile aus Alu-minium haben sich sowohl bei zahlreichenTests als auch im Fahrbetrieb als besonders
wirksam gegen die Folgen eines Seitenauf-pralls erwiesen und sind zudem leichter,Bilder 1 und 2.
Die besondere Form der Aluminium-Hohl-profile wirkt zunächst steifer als Stahl undwandelt später mehr Energie durch Verfor-men um. Als Werkstoff wird AlMgSil ver-wendet, mit Rp0,2>300 Mpa, A5>14%. Nebenden genannten Vorteilen ist Aluminiumbesonders korrosionsbeständig, eine für dieschlecht belüfteten Türbereiche günstigeEigenschaft.
Um für die Insassen einen wirksamenSchutz zu erreichen, muss für jedes Pkw-Modell eine maßgeschneiderte Lösung ge-funden werden. Bei der Entwicklung vonMaßnahmen zum Schutz der Insassen wer-den gegenwärtig zwei Prüfbedingungenherangezogen – das US-Verfahren FMVSS214 und die europäische Norm ECE R95. DieVorschriften beider Verfahren weichen al-lerdings hinsichtlich Form und Länge der
Von Ernst Lutz und Simon Frank
Bild 1: Typische Profilefür Seitenaufprallträger– links Aluminium,rechts StahlFig. 1: Typical extrusionsfor side impact beams –on the left, aluminium;on the right, steel
70
Leichtbau
Titelthema
ATZ Automobiltechnische Zeitschrift 101 (1999) 270
Barrieren voneinander ab, auf welche dieTestfahrzeuge aufprallen. Der homogenenStruktur der Barrieren im US-Verfahrenund einem Aufprallwinkel von 27° stehenim ECE-Verfahren Barrieren unterschiedli-cher Härte, ein Aufprallwinkel von 90° undeine vorgegebene Aufprallgeschwindigkeitvon 50 km/h gegenüber.
Ein weiteres wichtiges Kriterium im ECE-Prüfverfahren ist die höhere Unterkanteder Barriere von 300 mm über dem Grund-niveau im Vergleich zu 260 mm im US-Ver-fahren. Für die Konstruktion eines Automo-bils mit hohen Sicherheitsreserven ist dasvon entscheidender Bedeutung. Gemein-sam mit der Audi AG hat algroup alusuissehierfür einen Aufprallträger mit integrier-tem Flankenschutz entwickelt, der das Ein-ziehen der Tür über den Schweller hinwegverhindert, Bild 3. Besonders wichtig istdiese Konstruktion bei Automobilen mitgroßen Türen, Bild 4. Beim Offsetcrashmuss der Träger zusätzlich zum Seitenauf-prall noch weitere Anforderungen erfüllen,
um den Schutz der Insassen zu gewährlei-sten. Insbesondere müssen die Kräfte, diedurch den Längsträger über das Scharnierin die Tür gelangen, in den Schweller unddas Radhaus weitergeleitet werden.
Die Tabelle 1 vergleicht die zur Zeit ange-wandten Verfahren zur Produktion von Sei-tenaufprallträgern: Strangpress-Profil in Aluminium, tiefgezogener Stahlblechträ-ger und Stahlrohr.
Die technischen und wirtschaftlichen Vor-teile von Aluminium im Vergleich zu Stahlsind offensichtlich, vor allem wenn dieOberfläche der Seitenaufprallträger wirk-sam gegen Korrosion geschützt werdensoll.
3 Bessere Verformung – geringeres Gewicht: Stoßfänger aus Aluminium
Moderne Stoßfängersysteme beeinflussenmaßgeblich die Einstufung der Automobilein günstige Kasko-Versicherungsklassen,für die der Test des Allianzzentrums fürTechnik in München die Grundlage bildet.Das noch unter der Leitung von Prof. MaxDanner entwickelte Verfahren ermöglichtden Vergleich von Schadenshöhe und Repa-raturfreundlichkeit verschiedener Automo-delle und wirkt sich deutlich auf die Arbeit
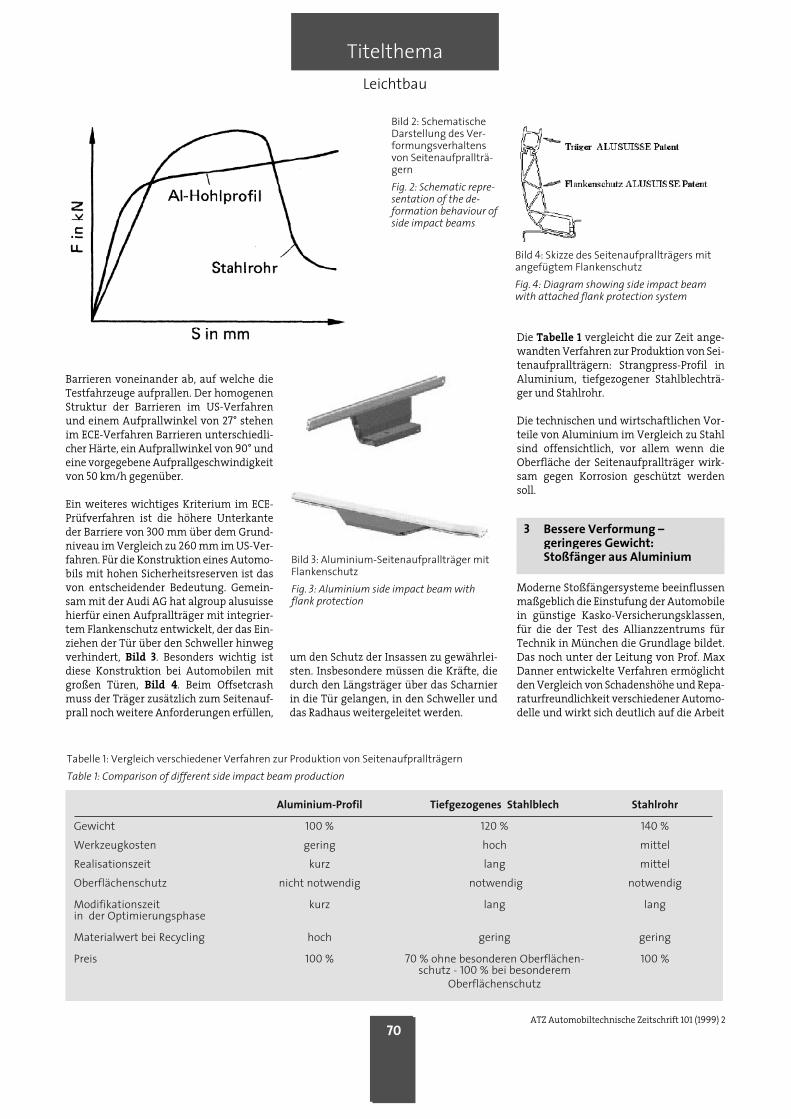
Bild 2: SchematischeDarstellung des Ver-formungsverhaltensvon Seitenaufprallträ-gernFig. 2: Schematic repre-sentation of the de-formation behaviour ofside impact beams
Bild 3: Aluminium-Seitenaufprallträger mitFlankenschutzFig. 3: Aluminium side impact beam withflank protection
Bild 4: Skizze des Seitenaufprallträgers mitangefügtem FlankenschutzFig. 4: Diagram showing side impact beamwith attached flank protection system
Aluminium-Profil Tiefgezogenes Stahlblech Stahlrohr
Gewicht 100 % 120 % 140 %Werkzeugkosten gering hoch mittelRealisationszeit kurz lang mittelOberflächenschutz nicht notwendig notwendig notwendig
Modifikationszeit kurz lang langin der Optimierungsphase
Materialwert bei Recycling hoch gering gering
Preis 100 % 70 % ohne besonderen Oberflächen- 100 %schutz - 100 % bei besonderem
Oberflächenschutz
Tabelle 1: Vergleich verschiedener Verfahren zur Produktion von SeitenaufprallträgernTable 1: Comparison of different side impact beam production
72
Leichtbau
Titelthema
ATZ Automobiltechnische Zeitschrift 101 (1999) 2
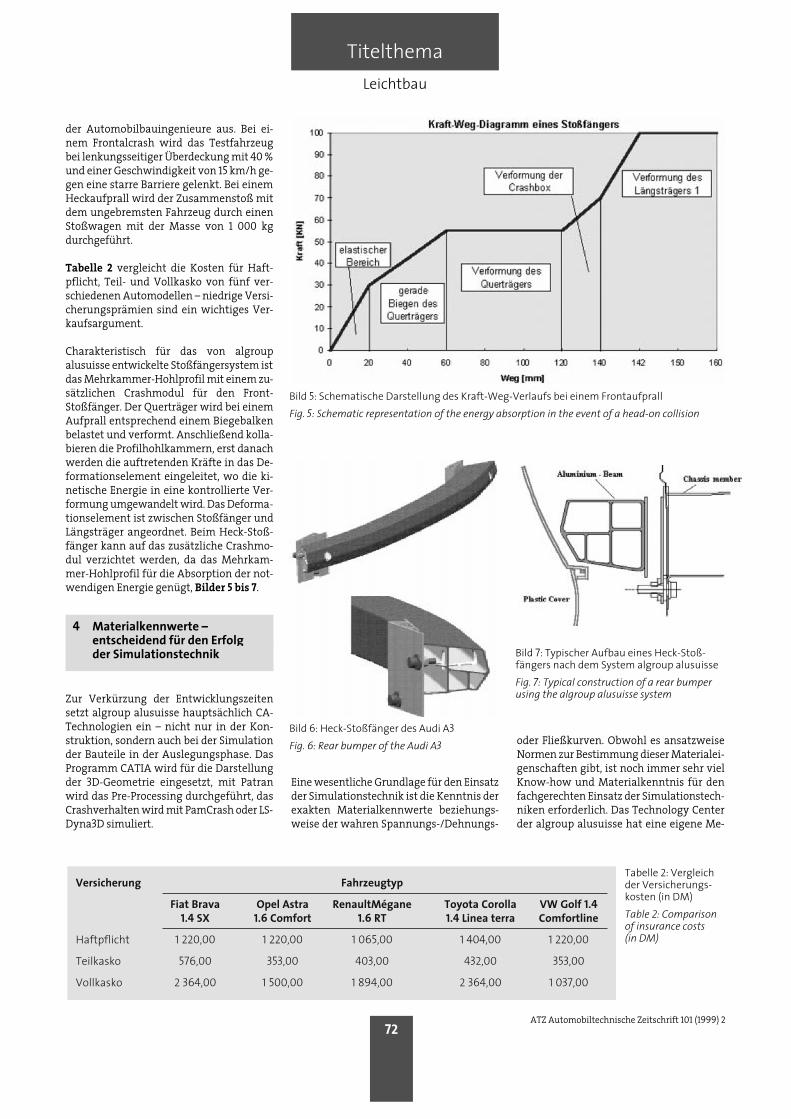
der Automobilbauingenieure aus. Bei ei-nem Frontalcrash wird das Testfahrzeugbei lenkungsseitiger Überdeckung mit 40 %und einer Geschwindigkeit von 15 km/h ge-gen eine starre Barriere gelenkt. Bei einemHeckaufprall wird der Zusammenstoß mitdem ungebremsten Fahrzeug durch einenStoßwagen mit der Masse von 1 000 kgdurchgeführt.
Tabelle 2 vergleicht die Kosten für Haft-pflicht, Teil- und Vollkasko von fünf ver-schiedenen Automodellen – niedrige Versi-cherungsprämien sind ein wichtiges Ver-kaufsargument.
Charakteristisch für das von algroupalusuisse entwickelte Stoßfängersystem istdas Mehrkammer-Hohlprofil mit einem zu-sätzlichen Crashmodul für den Front-Stoßfänger. Der Querträger wird bei einemAufprall entsprechend einem Biegebalkenbelastet und verformt. Anschließend kolla-bieren die Profilhohlkammern, erst danachwerden die auftretenden Kräfte in das De-formationselement eingeleitet, wo die ki-netische Energie in eine kontrollierte Ver-formung umgewandelt wird. Das Deforma-tionselement ist zwischen Stoßfänger undLängsträger angeordnet. Beim Heck-Stoß-fänger kann auf das zusätzliche Crashmo-dul verzichtet werden, da das Mehrkam-mer-Hohlprofil für die Absorption der not-wendigen Energie genügt, Bilder 5 bis 7.
4 Materialkennwerte – entscheidend für den Erfolg der Simulationstechnik
Zur Verkürzung der Entwicklungszeitensetzt algroup alusuisse hauptsächlich CA-Technologien ein – nicht nur in der Kon-struktion, sondern auch bei der Simulationder Bauteile in der Auslegungsphase. DasProgramm CATIA wird für die Darstellungder 3D-Geometrie eingesetzt, mit Patranwird das Pre-Processing durchgeführt, dasCrashverhalten wird mit PamCrash oder LS-Dyna3D simuliert.
Eine wesentliche Grundlage für den Einsatzder Simulationstechnik ist die Kenntnis derexakten Materialkennwerte beziehungs-weise der wahren Spannungs-/Dehnungs-
oder Fließkurven. Obwohl es ansatzweiseNormen zur Bestimmung dieser Materialei-genschaften gibt, ist noch immer sehr vielKnow-how und Materialkenntnis für denfachgerechten Einsatz der Simulationstech-niken erforderlich. Das Technology Centerder algroup alusuisse hat eine eigene Me-
Versicherung Fahrzeugtyp
Fiat Brava Opel Astra RenaultMégane Toyota Corolla VW Golf 1.41.4 SX 1.6 Comfort 1.6 RT 1.4 Linea terra Comfortline
Haftpflicht 1 220,00 1 220,00 1 065,00 1 404,00 1 220,00
Teilkasko 576,00 353,00 403,00 432,00 353,00
Vollkasko 2 364,00 1 500,00 1 894,00 2 364,00 1 037,00
Tabelle 2: Vergleichder Versicherungs-kosten (in DM)Table 2: Comparisonof insurance costs (in DM)
Bild 5: Schematische Darstellung des Kraft-Weg-Verlaufs bei einem FrontaufprallFig. 5: Schematic representation of the energy absorption in the event of a head-on collision
Bild 6: Heck-Stoßfänger des Audi A3Fig. 6: Rear bumper of the Audi A3
Bild 7: Typischer Aufbau eines Heck-Stoß-fängers nach dem System algroup alusuisse Fig. 7: Typical construction of a rear bumperusing the algroup alusuisse system

Leichtbau
Titelthema
thode zur Ermittlung der Fließkurve ent-wickelt. Es hat sich gezeigt, dass der Ein-fluss der Verformungsgeschwindigkeit aufdie Materialkennwerte der eingesetzten Aluminiumlegierungen für die betrachte-ten Crashvorgänge von 15 km/h vernach-lässigbar gering sind. Simulierte und expe-rimentelle Werte korrelieren gut miteinan-der, so dass auf die Herstellung von Ver-suchsteilen weitgehend verzichtet werdenkann. Ein neuer Stoßfänger beispielsweiseentsteht hauptsächlich am Computer, erstdanach wird ein Prototyp hergestellt, getes-tet und falls notwendig noch leicht modifi-ziert, Bild 8.
Damit die Vorteile moderner CAD/CAE-Technik bei der Automobilentwicklung ge-nutzt werden können, ist der Datentransfervon entscheidender Bedeutung. Unver-zichtbar sind daher direkte Verbindungenzwischen Lieferant und Kunde (FTP-Odette)sowie gut funktionierende Schnittstellenzwischen den eingesetzten Software-Pake-ten und Hardware-Plattformen. Umfassen-des Material-Know-how und der Einsatzmodernster Computertechnik sind heuteunabdingbare Voraussetzungen für neue,technisch hoch stehende und wirtschaft-lich sinnvolle Lösungskonzepte im Auto-mobilbau.
Bild 8: Dar-stellung derSimulationeinesStoßfängersin beschädig-tem und un-beschädig-tem ZustandFig. 8: Repre-sentation of abumper simu-lation, in da-maged andundamagedcondition
Die Verfasser
Dr. Ernst Lutz trat 1996als Entwicklungsinge-nieur für crashabsor-bierende Strukturen inder Abteilung Compu-ter Aided Engineering-bei der Alusuisse Tech-nology & Manage-ment AG ein. Seit 1997 leitet er dieseAbteilung.
Dipl.-Ing. Simon Frankist seit 1980 in der Ent-wicklungs- und Anwen-dungstechnik Fahr-zeugbau/Straße bei derAlusuisse Singen GmbH,Singen/Hohentwiel be-schäftigt. Seit 1996 lei-tet Frank die Produktgruppe für SafetySystems, zu denen auch Türaufprallträgerund Stoßfängerquerträger gehören.





























