Embed Size (px)
Citation preview

6 7
FROM FABRIC TO FURNITURE
JOURNEY OF AUSTRALIAN DESIGN Photography by Kate Ballis
8 9
Fabric to Furniture - Journey of Australian Design, is a beautiful, unglossed portrayal of the people, practices and processes of our local industry.
The series, documented by fine art photographer Kate Ballis, captures the raw beauty of an industry rich in skilled craftspeople and quality manufacturing, as seen from two of the industry’s most experienced operators, Arthur G and Instyle.
The series of images follows the journey of one textile, Instyle’s Source from its benchmark LIFE Sustainable Textiles® collection and its eventual use, upholstered onto one of Arthur G’s designs, the Carmen MKII.
INTRODUCTION
Kate Ballis captures the raw beauty of an industry rich in skilled craftspeople and quality manufacturing
10 11
Instyle was established in 1987 by Michael Fitzsimons with the aim to support and promote quality local textile design and manufacturing.
“Most of Instyle’s textiles are designed by our inhouse design studio and woven by local mills. This often surprises many people, given the industry’s competitive and challenging environment, however these long-term partnerships provide a consistent and reliable supply of high quality textiles for our clients” says Fitzsimons.
Today, Instyle has grown into an internationally recognised brand renowned for developing sophisticated, high quality interior finishes made with integrity including textiles, leathers, acoustic solutions and wallcoverings.
INSTYLEThis campaign was created through Instyle and Arthur G’s dedication to local design and manufacturing
1312
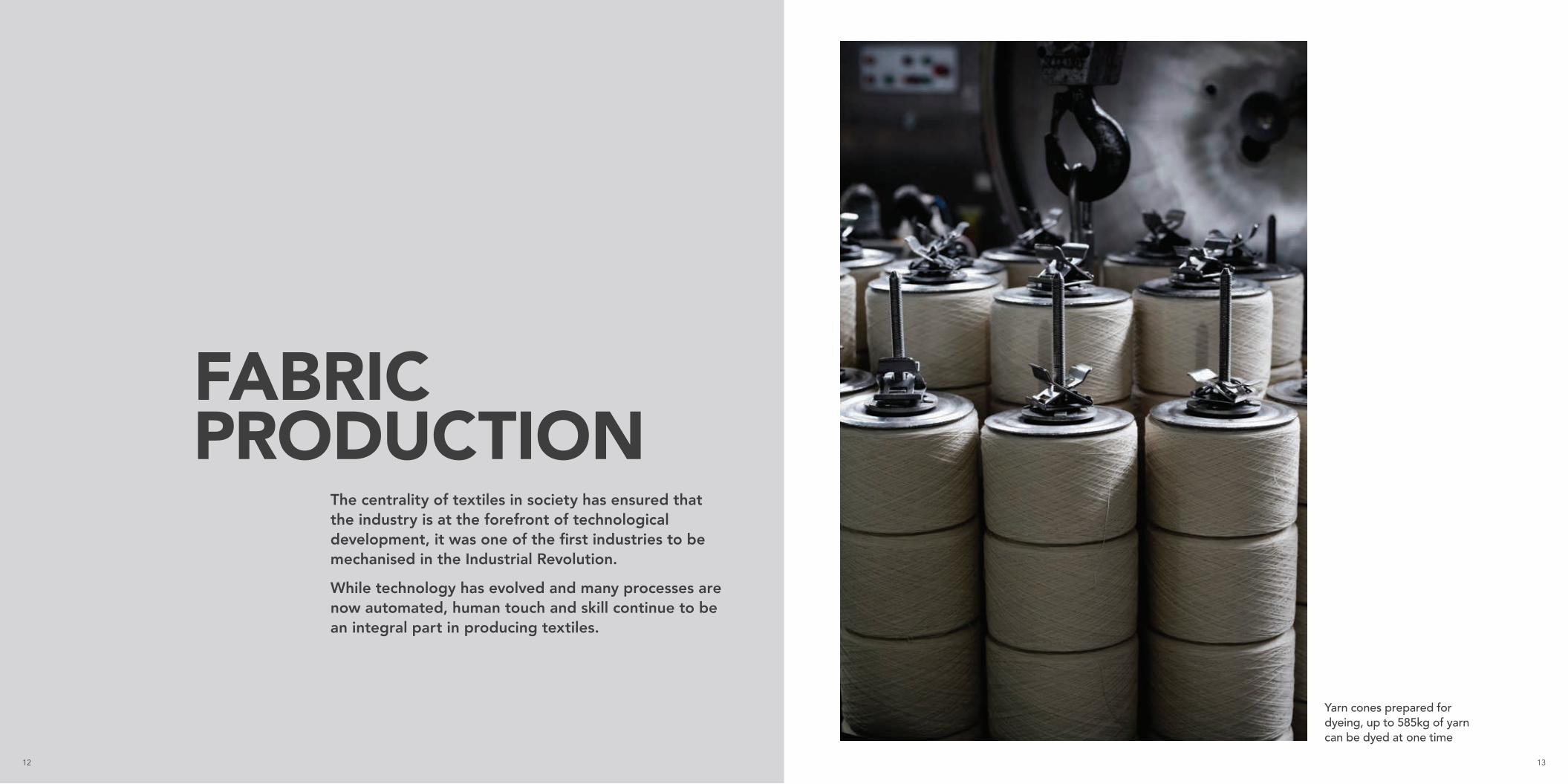
The centrality of textiles in society has ensured that the industry is at the forefront of technological development, it was one of the first industries to be mechanised in the Industrial Revolution.
While technology has evolved and many processes are now automated, human touch and skill continue to be an integral part in producing textiles.
FABRIC PRODUCTION
Yarn cones prepared for dyeing, up to 585kg of yarn can be dyed at one time

14 15
Mixing dyes in the dyehouse laboratory to match colours selected by Instyle Design Studio

16 17
Piece dyeing machine for dyeing rolls of fabric such as Atlas from Instyle’s LIFE Sustainable Textiles® collection
Manager Tom has worked at the dyehouse since 1997

18 19
The weaving mill operates in the historic Returned Soldiers Mill situated on the bank of the Barwon River, this site was opened by Prime Minister Billy Hughes in 1922
Piece or roll dyeing machine for dyeing rolls of fabric such
as Atlas from Instyle’s LIFE Sustainable Textiles® collection

20 21
Winding machine used for yarn preparation in order to create different sizes of yarn cones suitable for production
Warping Operator Sandra has worked at the mill since 2002. Warping involves preparing the yarn to feed through the weaving loom,
a job that requires attention to detail, good eye sight and nimble hand skills
22 23
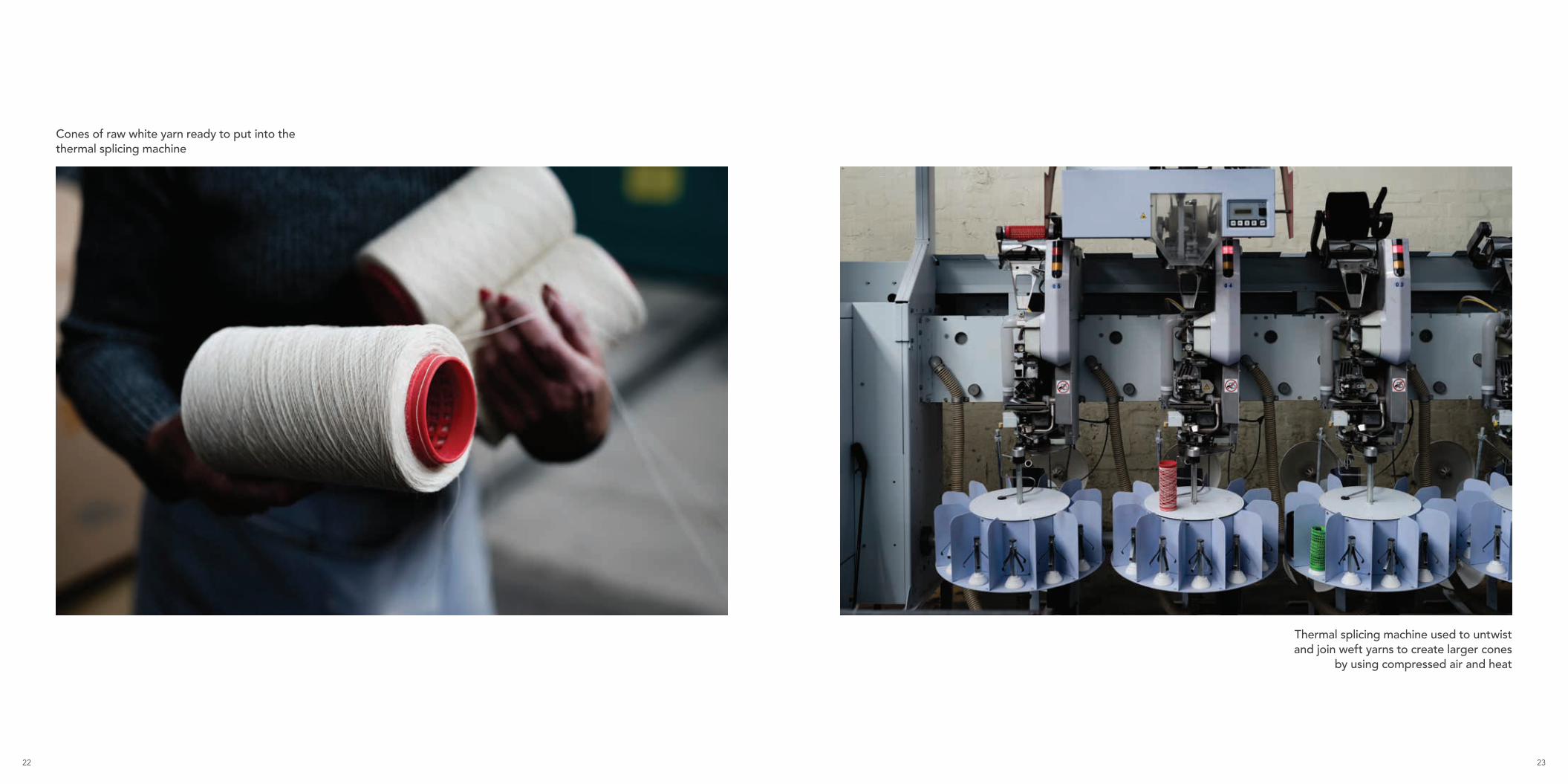
Cones of raw white yarn ready to put into the thermal splicing machine
Thermal splicing machine used to untwist and join weft yarns to create larger cones
by using compressed air and heat
24 25
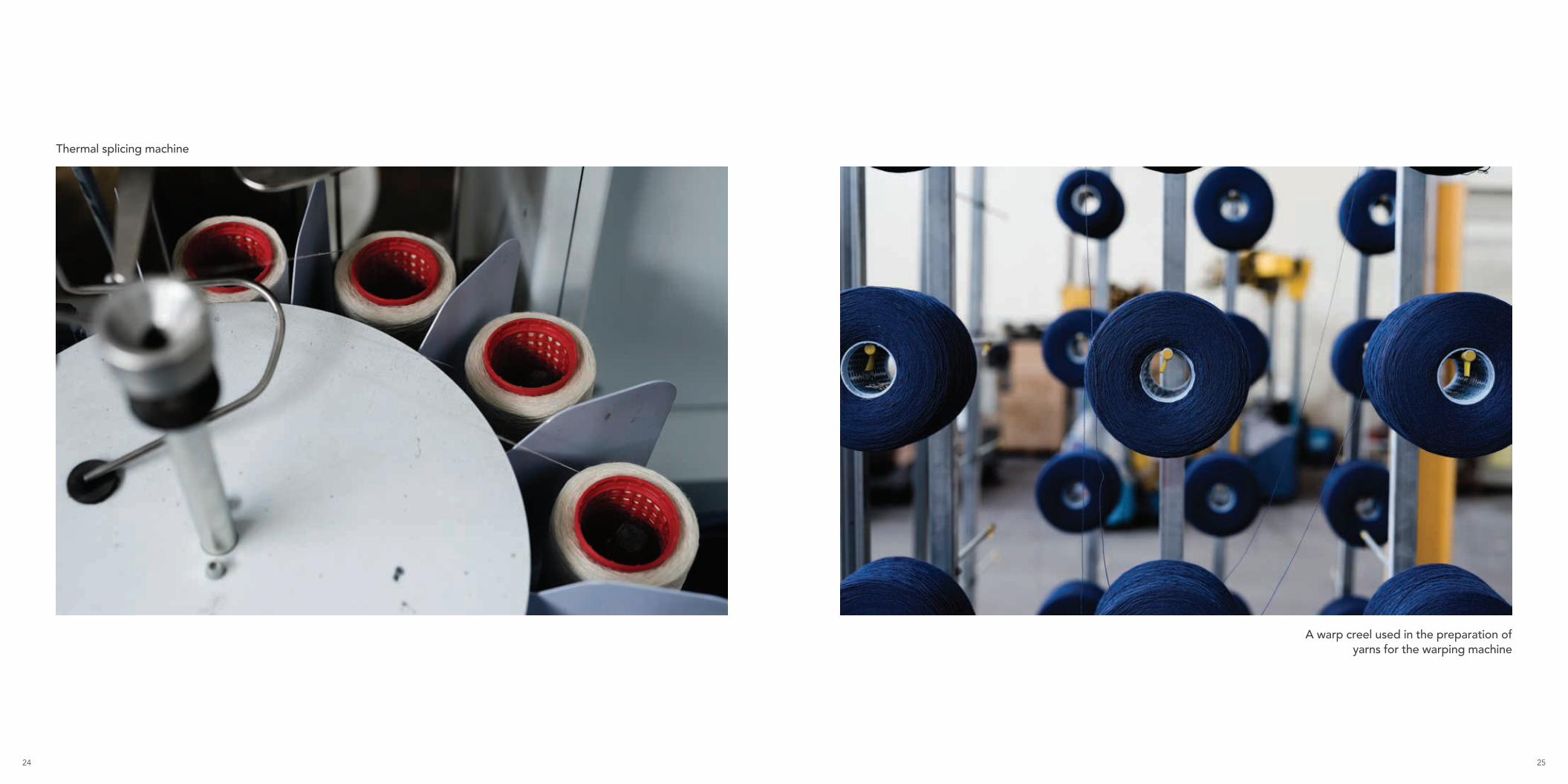
Thermal splicing machine
A warp creel used in the preparation of yarns for the warping machine

26 27
Warping machine drum, the number of warp yarns determines the width of the fabric, Source has 2800 warp ends (individual vertical yarns in the fabric)
Starting a new section on the warping machine, a process that requires dedication
and a skilful knot-tying hand

28 29
Start of beaming-off process, Jacky removes the knots and attaches each section to a warp beam by placing the yarns into the holes and twisting around the warp beam
Beaming off a new warp, after the knots are tied the drum is turned and then placed at the back
of the weaving loom
30 31
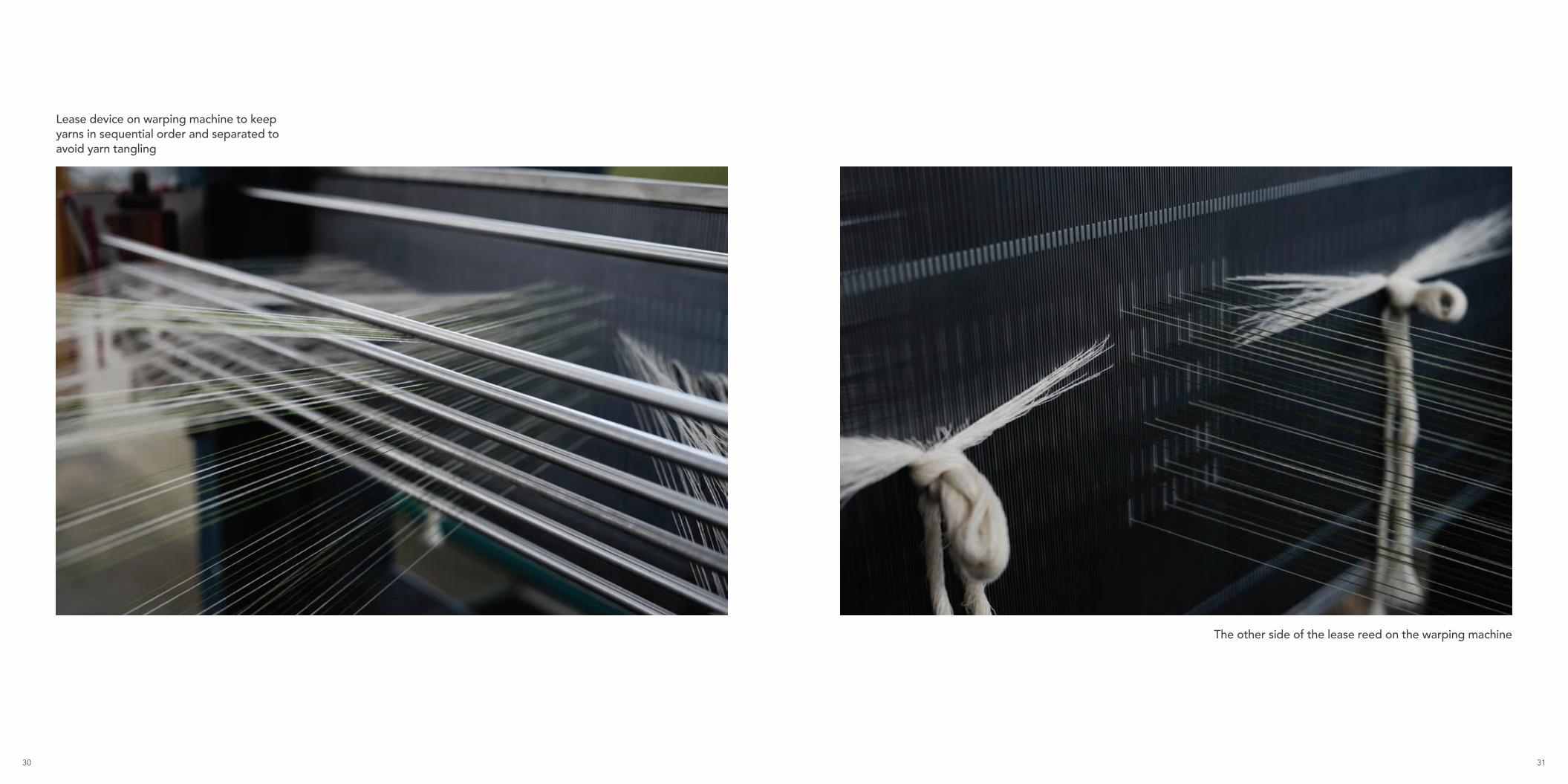
Lease device on warping machine to keep yarns in sequential order and separated to avoid yarn tangling
The other side of the lease reed on the warping machine

32 33
Drawing in involves threading each warp end through the heddles. Today this process is automated and takes half a day, here Gines is doing this process manually, which takes one and a half days
Heddle wires, heddles are an integral part of a weaving loom
34 35
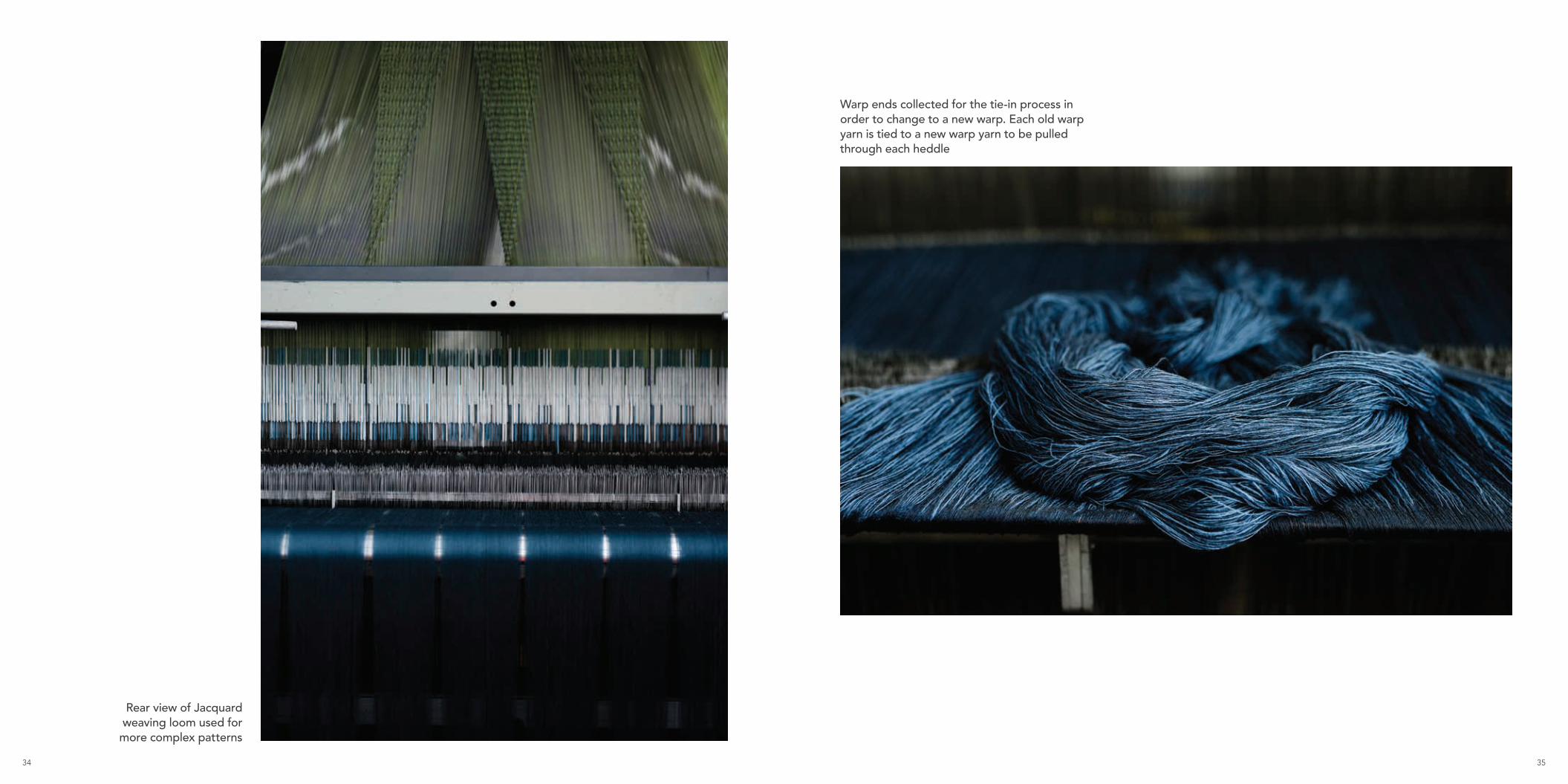
Warp ends collected for the tie-in process in order to change to a new warp. Each old warp yarn is tied to a new warp yarn to be pulled through each heddle
Rear view of Jacquard weaving loom used for
more complex patterns

36 37
Warp beams

38 39
All yarns are fed through the weft accumulator on the loom to control the yarn
tension during weaving to optimise efficiency and maintain quality of the fabric
The leno and selvedge device on weaving loom produces a false selvedge that is cut off so that the sides of the fabric roll remains intact

40 41
Weaving loom heddle frame, the heddles are connected to
shafts that go up and down to allow for the interlacing of
the weft yarns through the warp
42 43
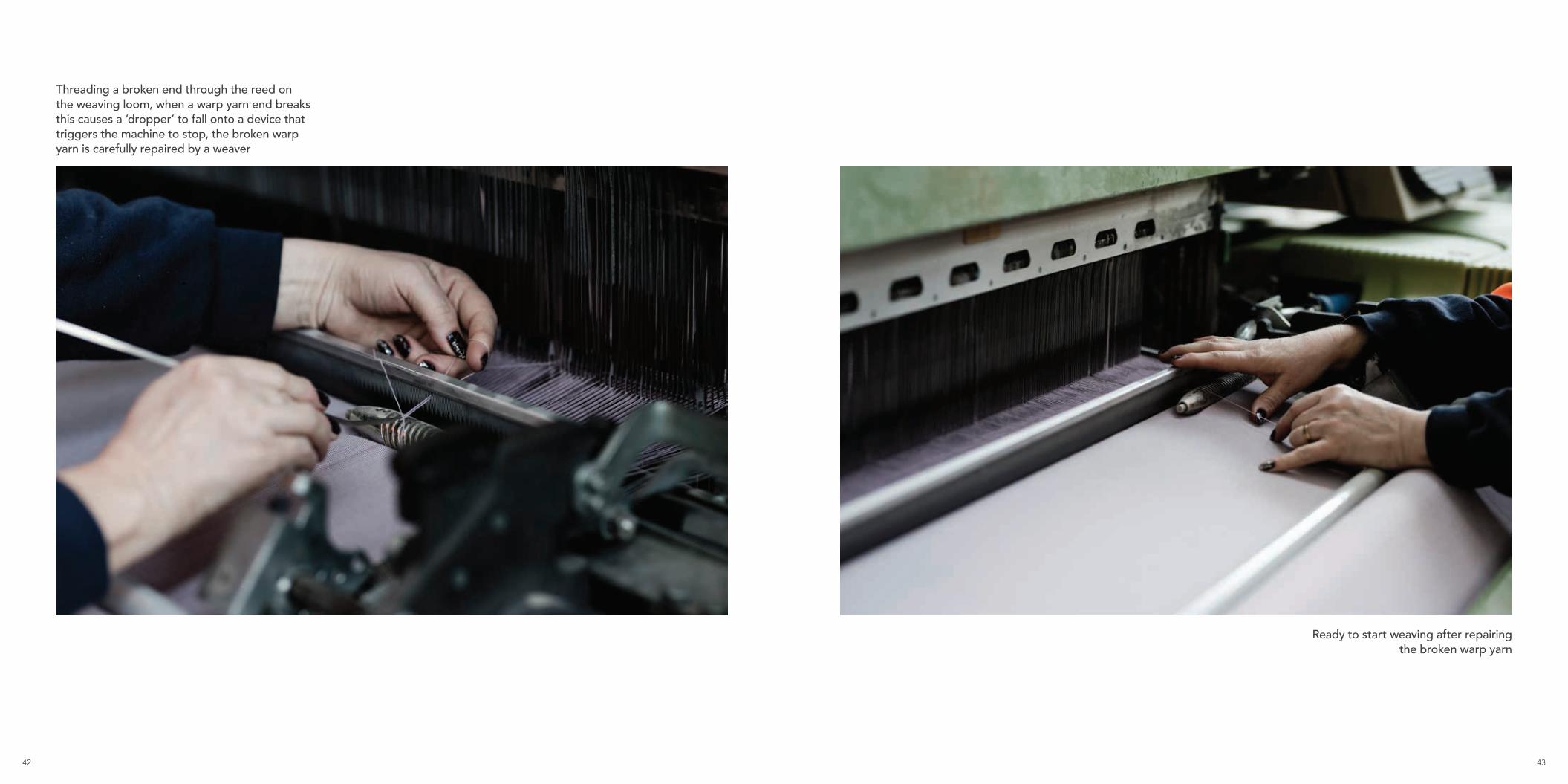
Threading a broken end through the reed on the weaving loom, when a warp yarn end breaks this causes a ‘dropper’ to fall onto a device that triggers the machine to stop, the broken warp yarn is carefully repaired by a weaver
Ready to start weaving after repairing the broken warp yarn

44 45
Tensioned warp yarns in perfect alignment on beam in the weaving loom
Rear view of weaving loom

46 47
Weaving loom
Spare yarn ready for repairing any broken threads
48 49
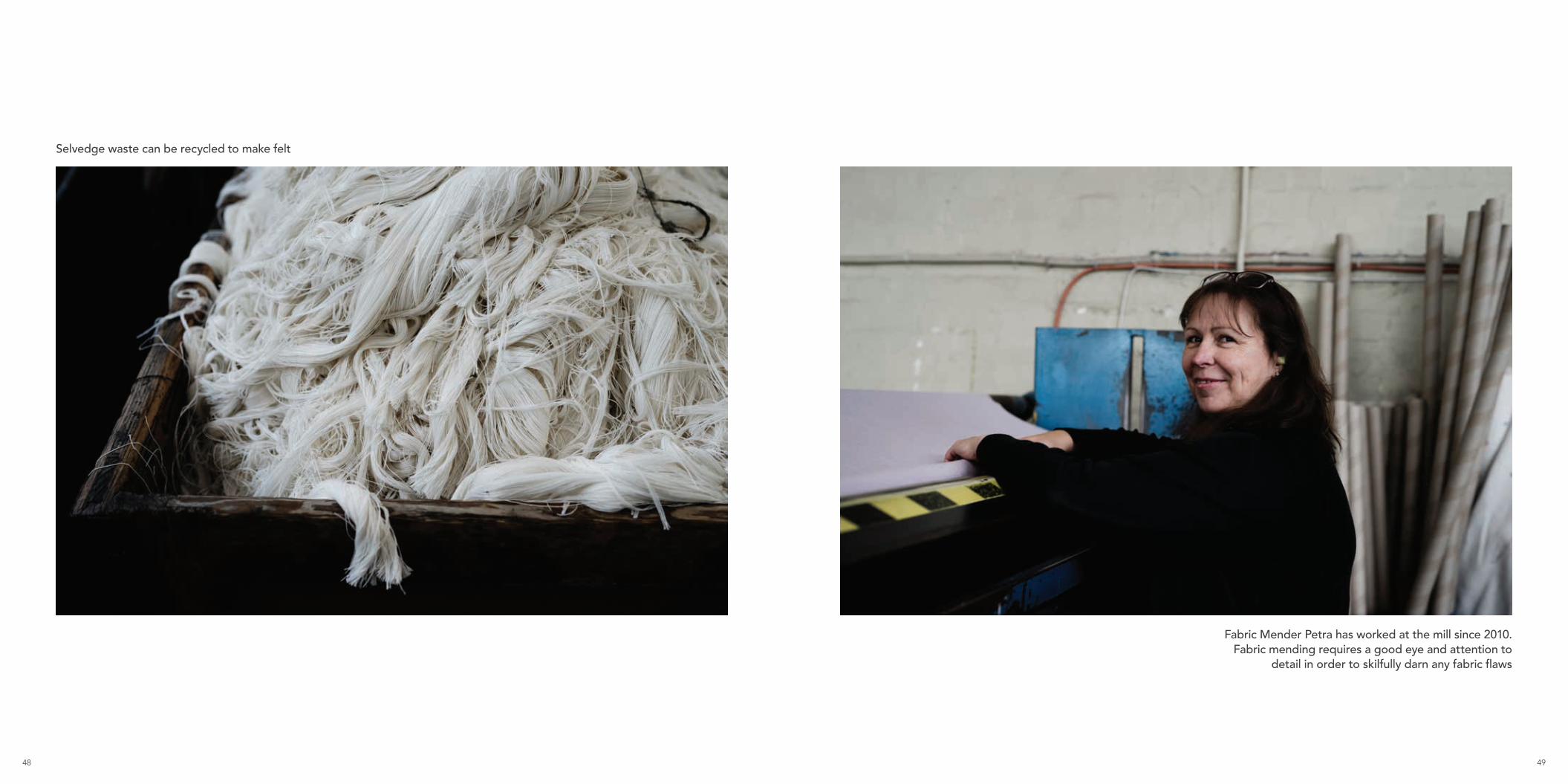
Selvedge waste can be recycled to make felt
Fabric Mender Petra has worked at the mill since 2010. Fabric mending requires a good eye and attention to
detail in order to skilfully darn any fabric flaws

50 51
Each roll of fabric is inspected for flaws and mended by hand to ensure the highest quality
Inspecting fabric for faults, Petra can check up to 20 rolls per day
52 53
“I like the notion of making the
unseen, seen. I experiment with
the patterns and textures found
in the environment, combining
scale and context to create images
that, while being wholly grounded
in reality, feel other-worldly.”
Kate Ballis
Manager Derek has worked at the mill since 1985
5554
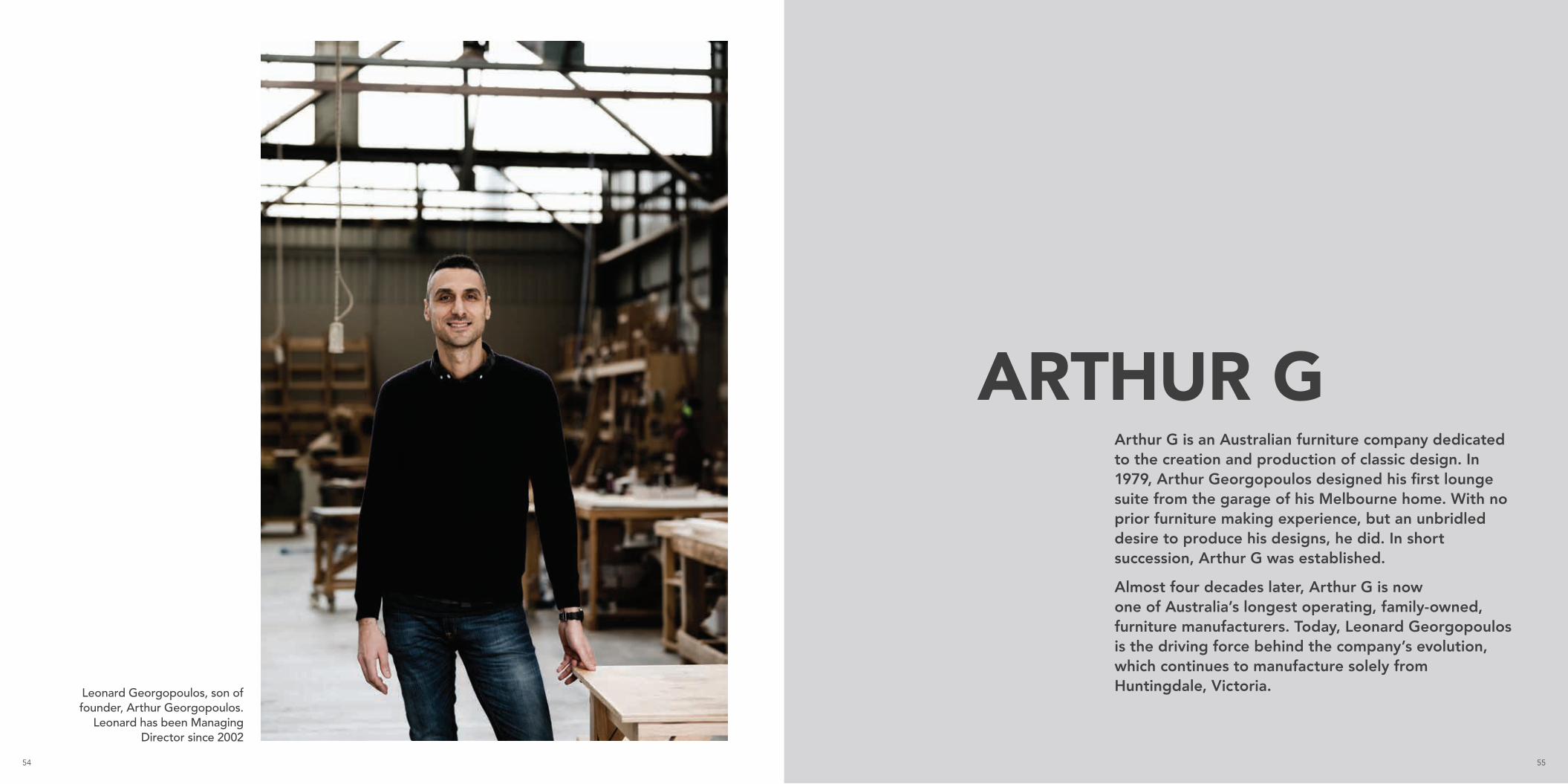
Arthur G is an Australian furniture company dedicated to the creation and production of classic design. In 1979, Arthur Georgopoulos designed his first lounge suite from the garage of his Melbourne home. With no prior furniture making experience, but an unbridled desire to produce his designs, he did. In short succession, Arthur G was established.
Almost four decades later, Arthur G is now one of Australia’s longest operating, family-owned, furniture manufacturers. Today, Leonard Georgopoulos is the driving force behind the company’s evolution, which continues to manufacture solely from Huntingdale, Victoria.
ARTHUR G
Leonard Georgopoulos, son of founder, Arthur Georgopoulos.
Leonard has been Managing Director since 2002
56 57
All Arthur G furniture is made to order in Melbourne. Each piece is manufactured from solid hardwood and finished by hand. While technological advancements have improved the efficiency of manufacture, the success of a completed design still relies on the skilled hands of a trained craftsman.
Uniquely, the upholstery process is one of the few manufacturing steps which requires individual interpretation; each design dictates a different order of assemblage and relies heavily upon the upholsterer’s expertise.
FURNITURE MAKING
In contrast to the production of Instyle’s fabric Source, each piece of Arthur G’s furniture is made individually by hand

58 59
Stacks of Victorian Ash

60 61
A bandsaw slices the wing of the Carmen MKII from a piece of Plywood
Frame pieces cut to size and ready for assemblage: Victorian Ash and Plywood are used
in the construction of all Arthur G frames

62 63
Frame assemblage process: a combination square marks the centre of the Carmen MKII leg
A biscuit joiner cuts a hole in the leg

64 65
Wafers of wood, known as biscuits, are glued and inserted into the leg
Biscuits align the leg joints at the correct angle during gluing. These are secured firstly by hand
before being clamped together
66 67
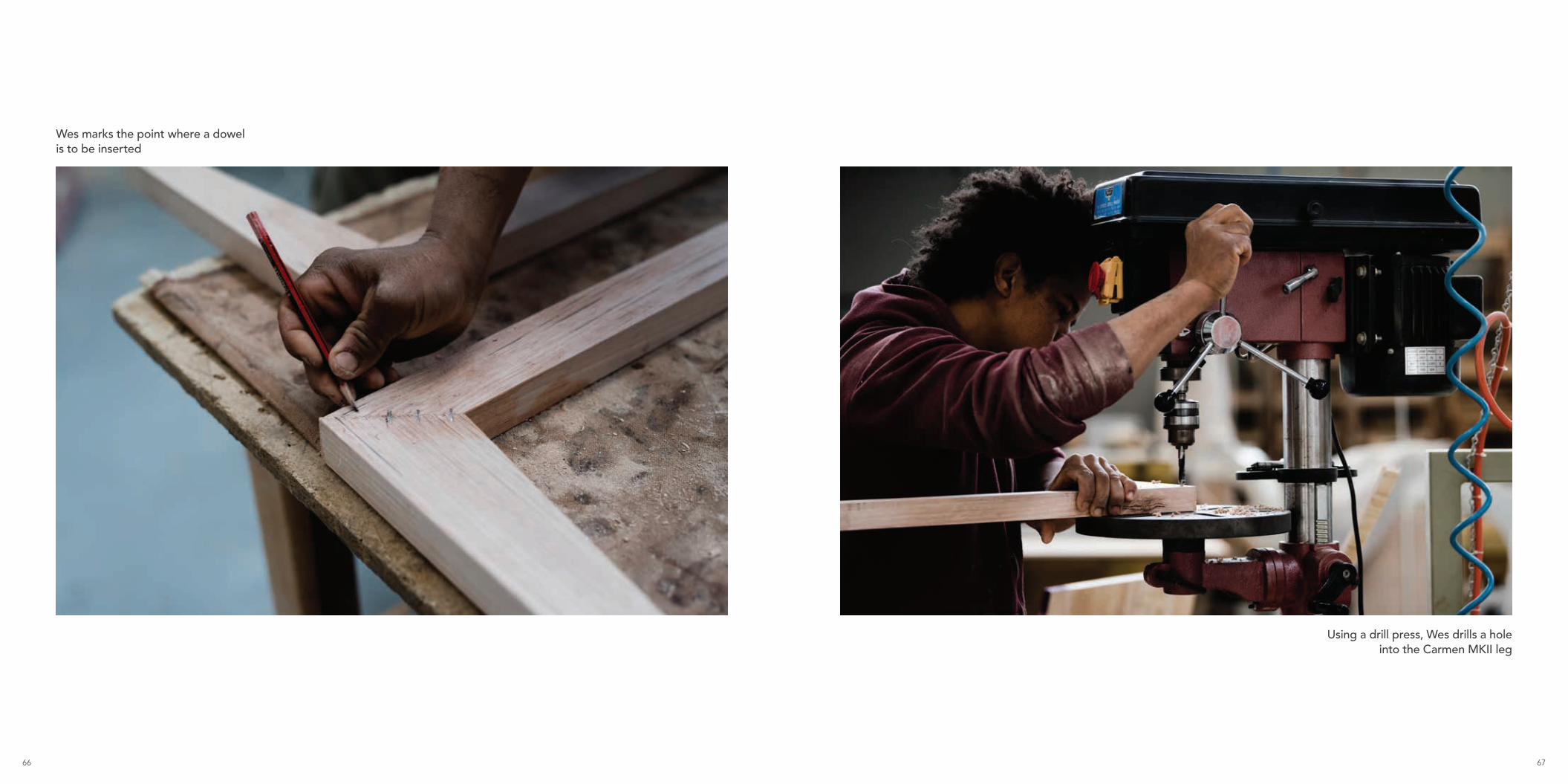
Wes marks the point where a dowel is to be inserted
Using a drill press, Wes drills a hole into the Carmen MKII leg

68 69
Once drilled, dowels are glued, inserted and hammered into place to provide
strength and stability to the frame
70 71
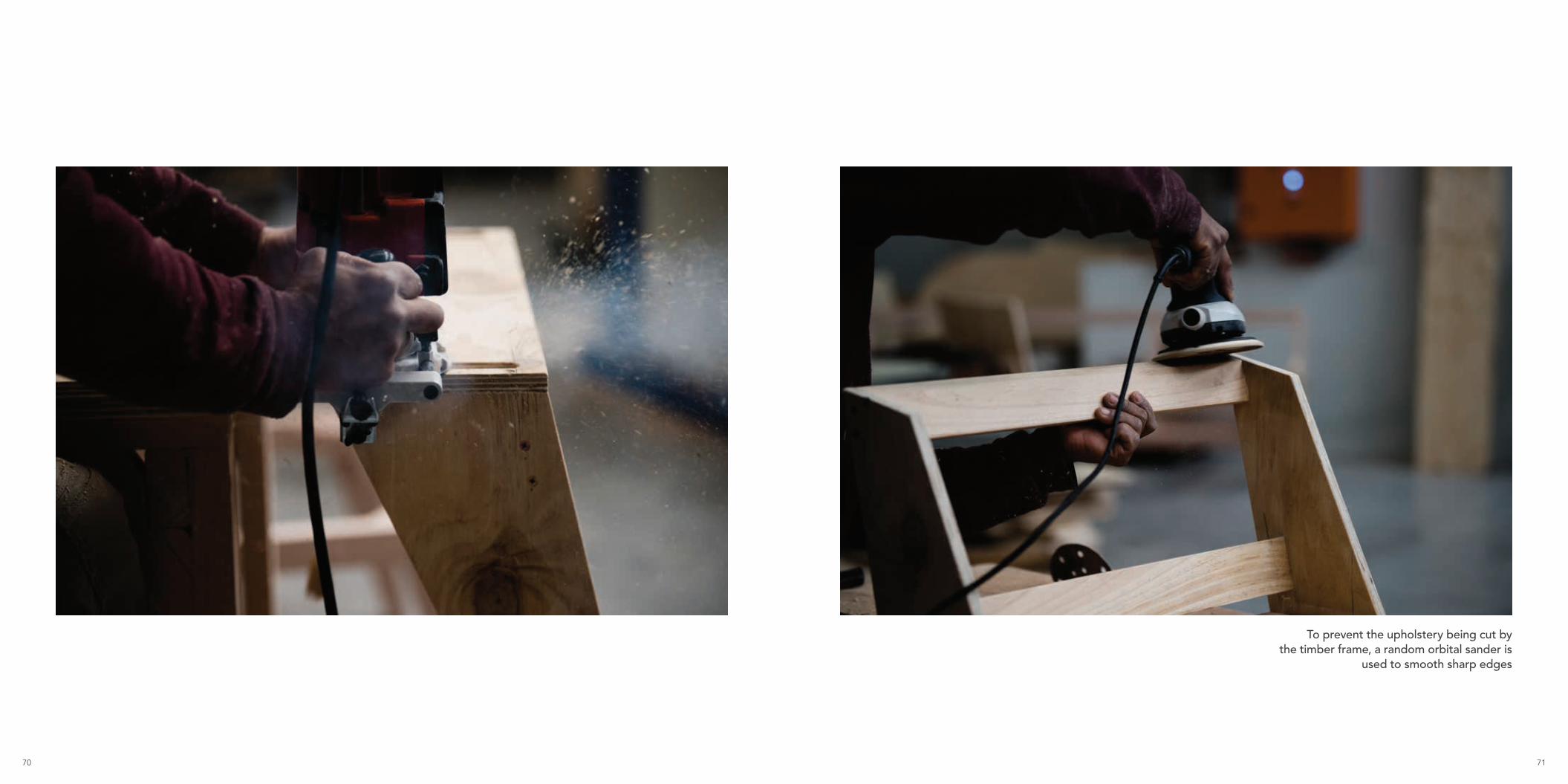
To prevent the upholstery being cut by the timber frame, a random orbital sander is
used to smooth sharp edges
72 73
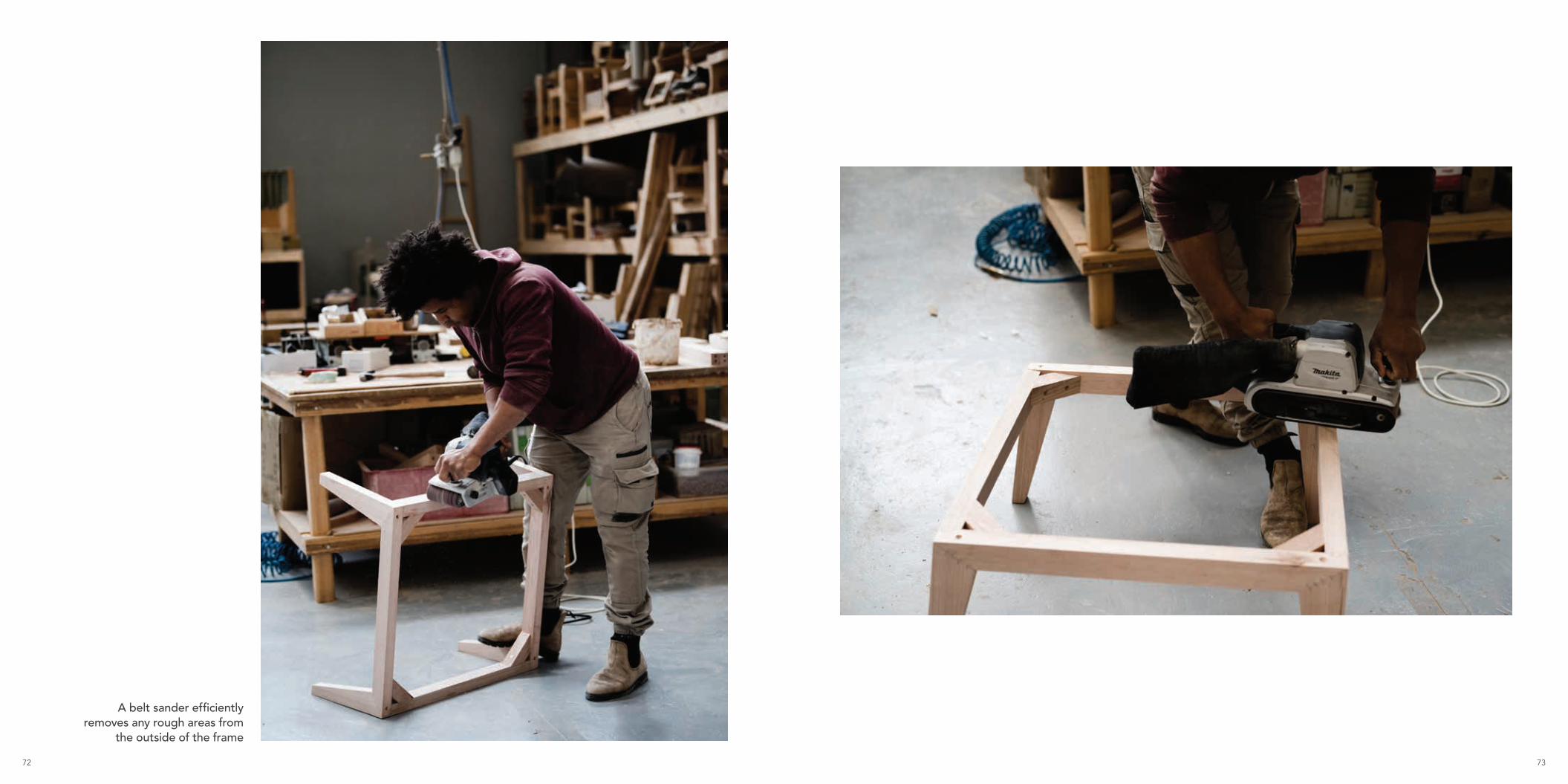
A belt sander efficiently removes any rough areas from
the outside of the frame

74 75
Carmen MKII frame
Head Joiner, Wesley. Hailing from Mauritius, Wes has worked
at Arthur G since 2011

76 77
Plywood frame patterns

78 79
The upholstery process: Source is unfurled on the cutting table, and the Carmen MKII pattern is placed and traced
Peter operates the fabric cutter, slicing each pattern piece to size

80 81
After the individual pattern pieces have been overlocked, Peng sews the panels together. Peng has worked at Arthur G since 2007
Loan operates the twin needle sewing machine, responsible for all top stitches. She has been
working at Arthur G since 2012

82 83
Fabricating the frame: Aaron commences this process by covering each leg in 10mL thick foam. A ‘skirt’ of Source is then placed over the legs
Source is cut and wrapped around each leg

84 85
Staples secure the fabric in place
To finish each upholstered leg, Aaron ‘back-tacks’ the fabric to the frame.
The method of ‘back-tacking’ allows the fabric to be adhered almost invisibly

86 87
Two different types of webbing are used in the Carmen MKII; Elastobelt webbing is used on the back, and the heavy duty Black Cat webbing is used on the seat
Remnants of fabric from the upholstered wing are tucked into the frame

88 89
High density premium foam is applied over the framework giving the Carmen MKII its comfort
The order to which a frame is fabricated, depends on the design. This decision is
made by the upholsterer. Fabricating the Carmen MKII begins with the leg,
followed by the wing, seat and back

90 91
High density premium foam is secured to the seat back
Arthur G lining is applied to the edges of fabric, which is then tucked in and pulled taught,
ensuring a smooth finish

92 93
Aaron folds the fabric over the inside back of the framework
Aaron has been an upholsterer at Arthur G since 2009

94 95
The upholsterer’s role exceeds simply covering the frame. Here Aaron drills into the base, allowing the seat to be attached
The seat and base are aligned and screwed together

96 97
‘No Sag’ steel springs

98 99
Carmen MKII upholstered in Instyle's Source Peace fabric

100
Kate Ballis is a Melbourne-based portrait, lifestyle, travel and fine art photographer.
A natural aestheticist, Kate plays with light, complexity and finding beauty in the darkness and shadows.
KATE BALLIS