Embed Size (px)
Citation preview
From Pharmaceutical Substance
to Product – An Industrial
Perspective on Continuous
Processing
Amy L Robertson
AstraZeneca, Pharmaceutical Development
CMAC Open Day
12th September 2013
Overview of Presentation
• Challenges of continuous processing in the
pharmaceutical industry
• Continuous processing in AstraZeneca
• Drug substance • Flow chemistry
• Equipment
• Continuous crystallisation
• Drug product • Wet granulation
• Conclusions
• Acknowledgements
Amy Robertson | 12th September 2013 2 Pharmaceutical Development | Global Chemical Development
Continuous Processing in the Pharmaceutical
Industry
A unique challenge? • Attrition
- Only a small percentage of what R&D work on is commercialised.
- Capital Investment – existing facilities and supply chains, return on investment
- Gaps in what we know; the science and traditional skills
• Regulation - The industry is highly regulated, risk averse and conservative. - Culture, ‘It’s not how we do things around here’
• The Product
- A safe, efficacious, differentiated (and increasingly reimbursable) clinical outcome, not the medicine itself.
- Focus of R&D investment
• These challenge the adoption of new manufacturing methodologies and technologies.
Amy Robertson | 12th September 2013 3 Pharmaceutical Development | Global Chemical Development
AZ Journey
4 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
• GOAL – to design and use continuous processes to generate value for the business throughout the lifecycle of the product. • Different challenges in the different areas need different solutions
- Outsourced API manufacture - Historically low investment in linking substance properties and product
performance. - Internal, Global formulated product manufacture
• Winning hearts and minds - Overcoming techno-economic barriers - Addressing skills gaps - Changing culture
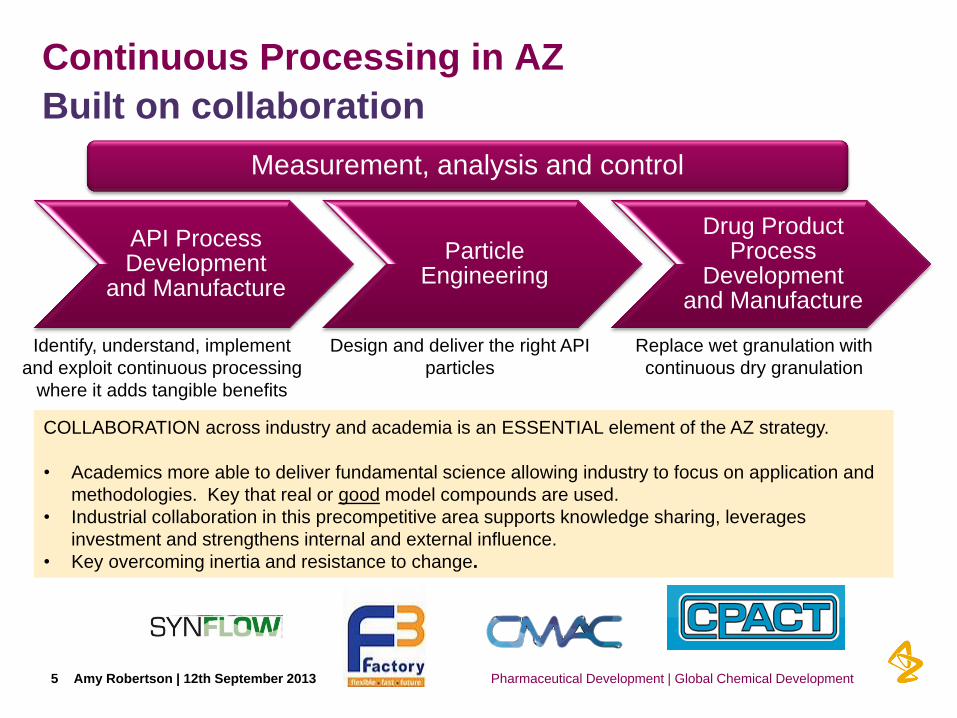
Continuous Processing in AZ
API Process Development
and Manufacture
Particle Engineering
Drug Product Process
Development and Manufacture
Built on collaboration
5 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Replace wet granulation with
continuous dry granulation
Design and deliver the right API
particles
Identify, understand, implement
and exploit continuous processing
where it adds tangible benefits
Measurement, analysis and control
COLLABORATION across industry and academia is an ESSENTIAL element of the AZ strategy.
• Academics more able to deliver fundamental science allowing industry to focus on application and
methodologies. Key that real or good model compounds are used.
• Industrial collaboration in this precompetitive area supports knowledge sharing, leverages
investment and strengthens internal and external influence.
• Key overcoming inertia and resistance to change.
Drug Substance
6 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Benefits of Reactions in Flow
Why? • Selectivity • Safety
• unstable/difficult to handle reagents • Reactive/explosive intermediates
• Critical mixing control • Highly exothermic/endothermic reactions • Excess temperatures
• Cryogenic or high temperatures • Unstable products/substrates • Precise reaction times Challenges • Solids block flow reactors • Work-up in batch may be a bottle-neck
• Telescopes, liquid/liquid separations, continuous distillation, SMB chromatography
If the manufacture is not going well the process can be stopped and starting materials preserved – not possible in batch!
7 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
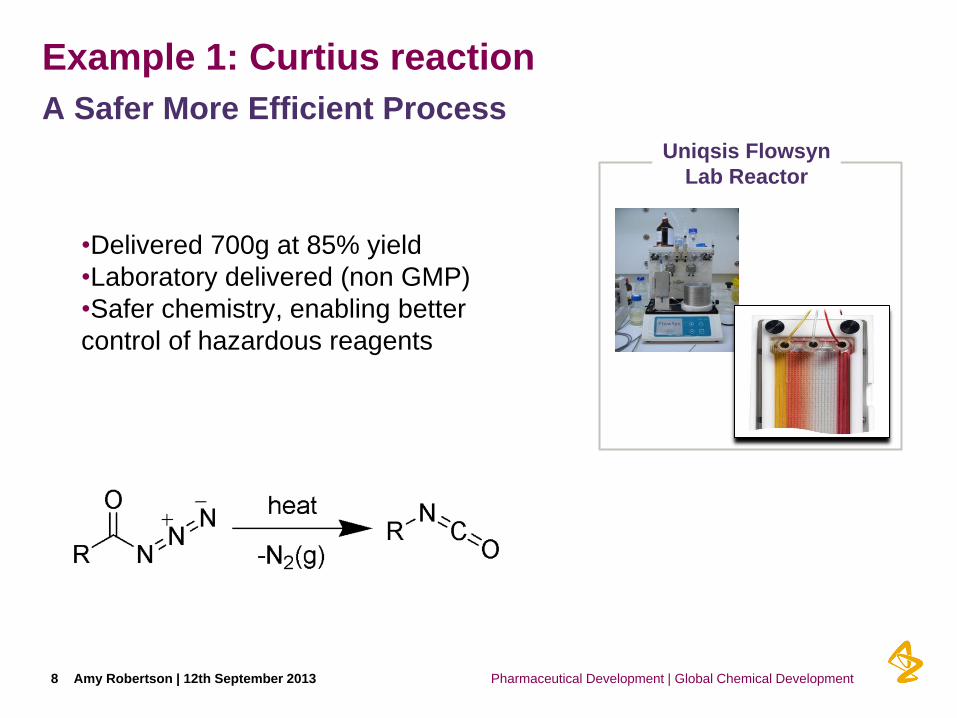
Example 1: Curtius reaction
A Safer More Efficient Process
8 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
•Delivered 700g at 85% yield
•Laboratory delivered (non GMP)
•Safer chemistry, enabling better
control of hazardous reagents
Uniqsis Flowsyn
Lab Reactor
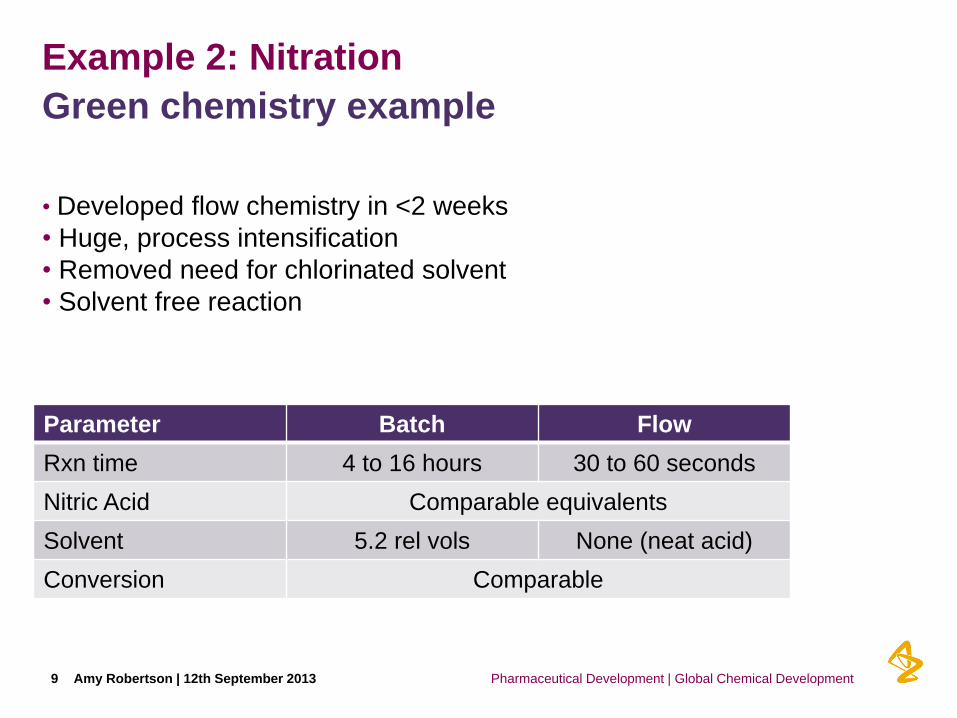
Example 2: Nitration
Green chemistry example
9 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
• Developed flow chemistry in <2 weeks
• Huge, process intensification
• Removed need for chlorinated solvent
• Solvent free reaction
Parameter Batch Flow
Rxn time 4 to 16 hours 30 to 60 seconds
Nitric Acid Comparable equivalents
Solvent 5.2 rel vols None (neat acid)
Conversion Comparable

Equipment & Technology
New Lab Equipment
10 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Karr Extraction
Column
Centrifugal
Extractor
Gas Membrane
Reactor
Reaction
Improving Laboratory Capability
Work Up
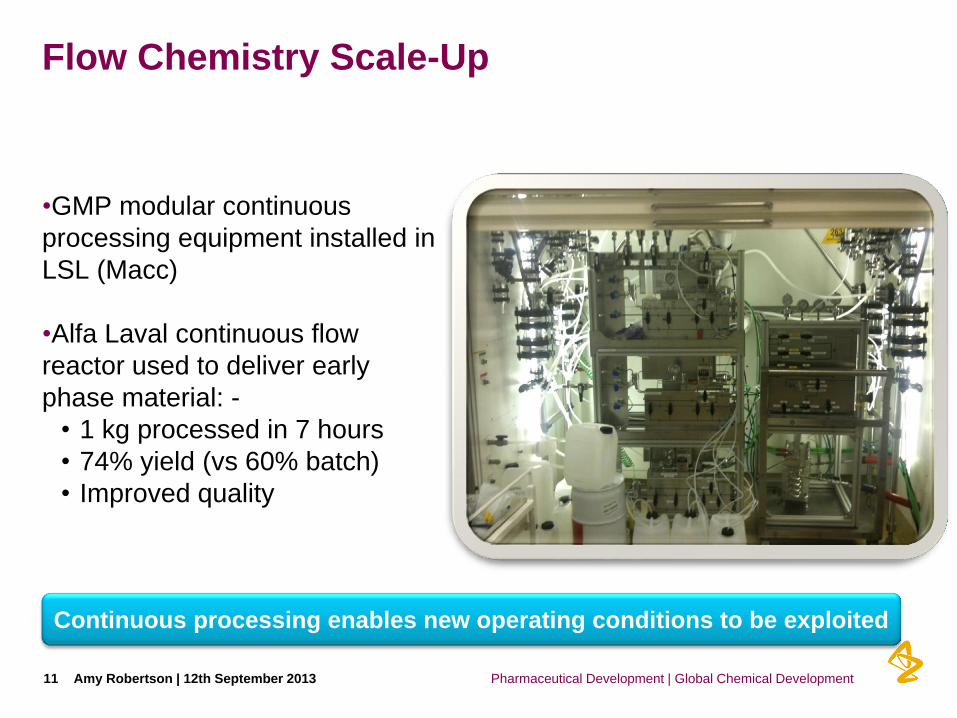
Flow Chemistry Scale-Up
•GMP modular continuous
processing equipment installed in
LSL (Macc)
•Alfa Laval continuous flow
reactor used to deliver early
phase material: -
• 1 kg processed in 7 hours
• 74% yield (vs 60% batch)
• Improved quality
11 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Continuous processing enables new operating conditions to be exploited
Crystallisation
12 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Benefits of Crystallisation in Flow
• Batch to batch, campaign to campaign consistency in particle properties
• ‘same particles as last time’
• Increased quality
• Variable ‘batch size’
• Faster
• Leaner
• Avoid milling and micronising by achieving tighter control over particle
size
• Control over particle size, shape and agglomeration
13 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
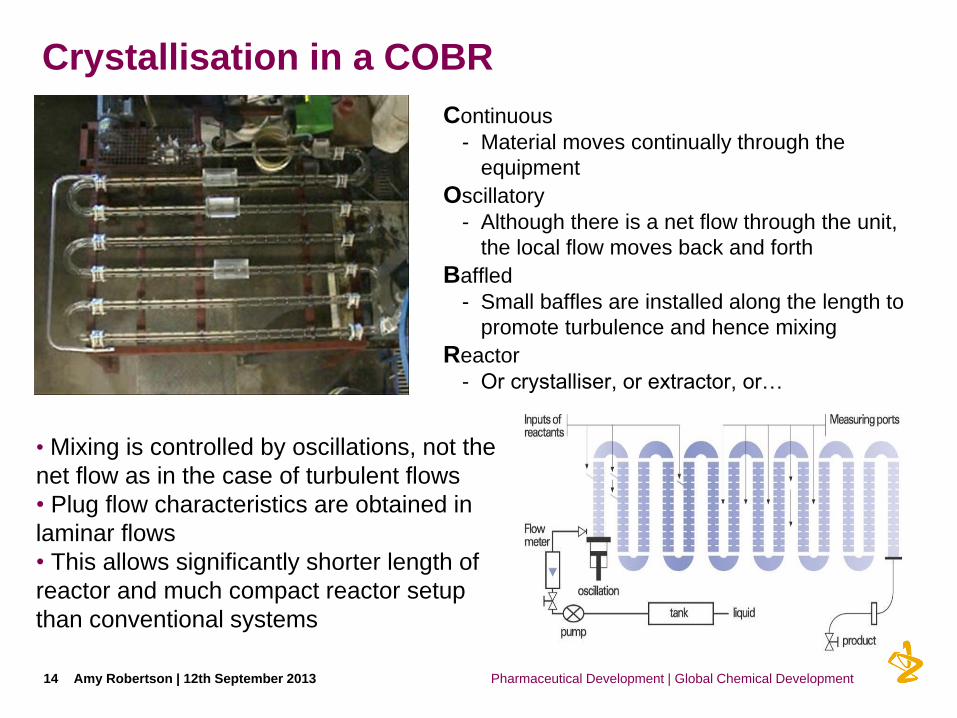
Crystallisation in a COBR
• Mixing is controlled by oscillations, not the
net flow as in the case of turbulent flows
• Plug flow characteristics are obtained in
laminar flows
• This allows significantly shorter length of
reactor and much compact reactor setup
than conventional systems
14 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Continuous
- Material moves continually through the
equipment
Oscillatory
- Although there is a net flow through the unit,
the local flow moves back and forth
Baffled
- Small baffles are installed along the length to
promote turbulence and hence mixing
Reactor
- Or crystalliser, or extractor, or…
Process Description
• Crude API is dissolved in solvent at reflux
• Heat to reflux and hold for dissolution
• Agitate and cool the flask contents by 20°C
• Hold
• Reduce the agitation speed and cool to 10°C
• Hold
• Total cycle time 9 hours 40 minutes
• Concentration of the order of 0.062kg/litre (or 6.2g/100ml)
15 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
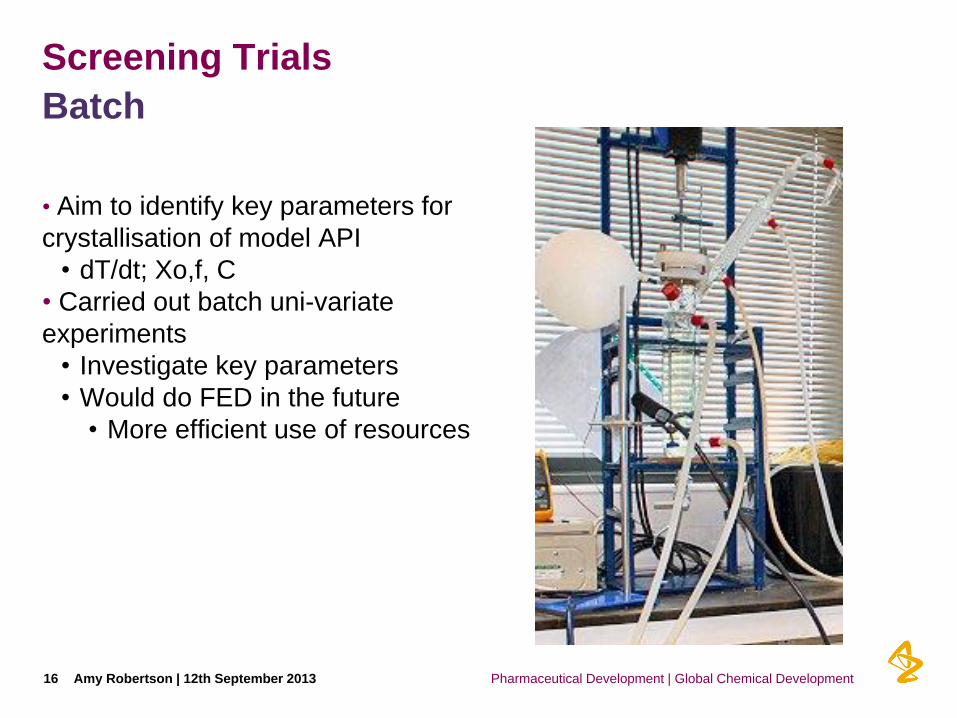
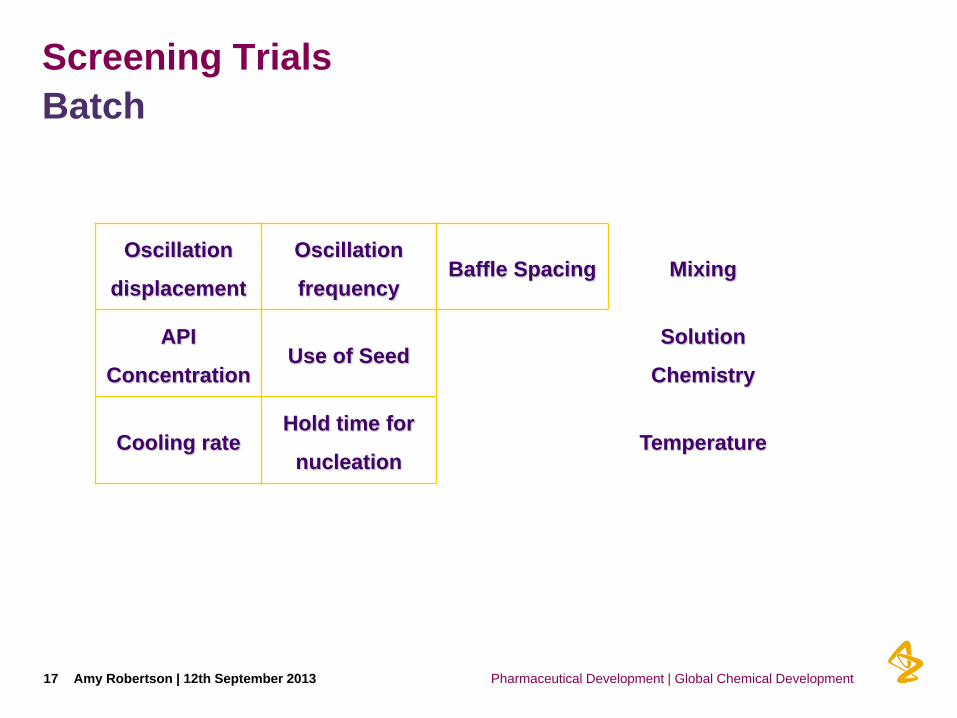
Screening Trials
Batch
• Aim to identify key parameters for
crystallisation of model API
• dT/dt; Xo,f, C
• Carried out batch uni-variate
experiments
• Investigate key parameters
• Would do FED in the future
• More efficient use of resources
16 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Screening Trials
Batch
17 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Oscillation
displacement
Oscillation
frequency Baffle Spacing Mixing
API
Concentration Use of Seed
Solution
Chemistry
Cooling rate Hold time for
nucleation Temperature
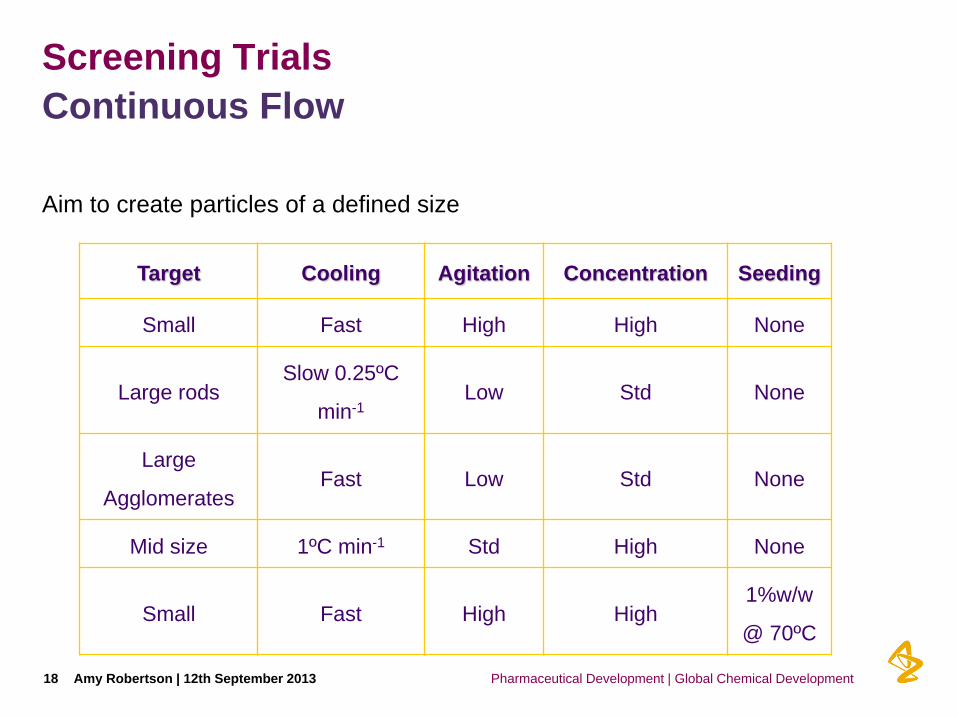
Screening Trials
Continuous Flow
Aim to create particles of a defined size
18 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Target Cooling Agitation Concentration Seeding
Small Fast High High None
Large rods Slow 0.25ºC
min-1 Low Std None
Large
Agglomerates Fast Low Std None
Mid size 1ºC min-1 Std High None
Small Fast High High 1%w/w
@ 70ºC
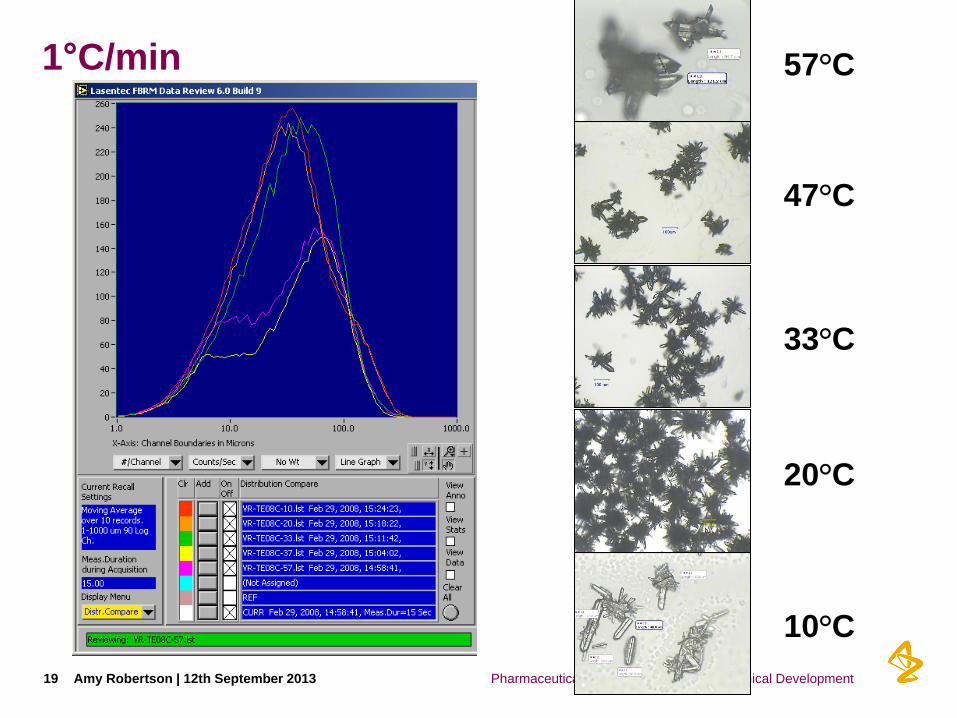
1°C/min
19 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
57°C
47°C
33°C
20°C
10°C
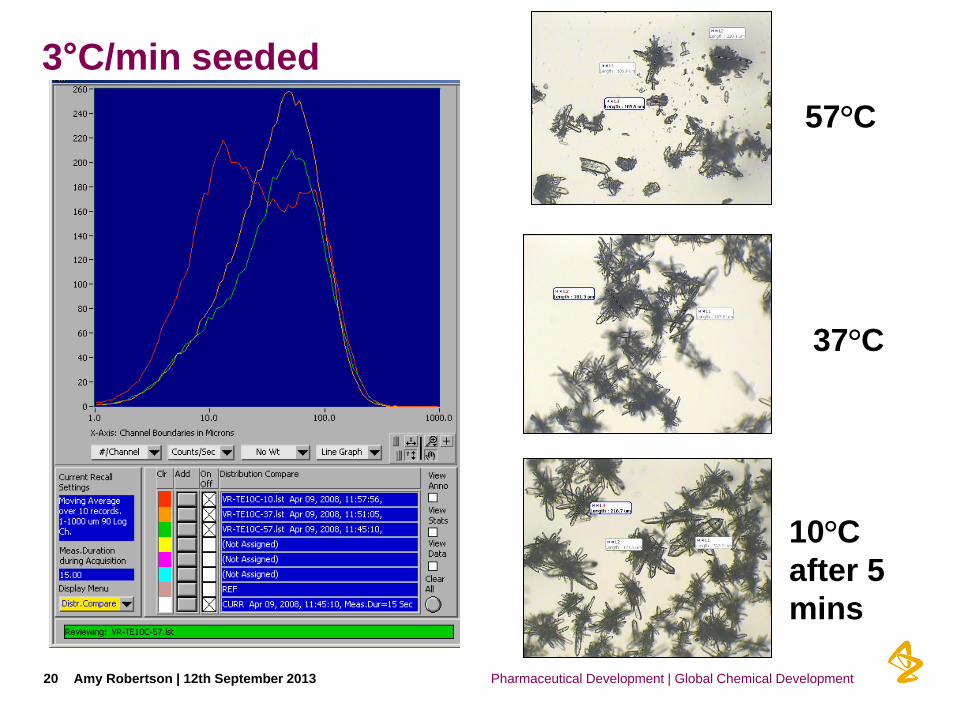
3°C/min seeded
20 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
57°C
37°C
10°C
after 5
mins
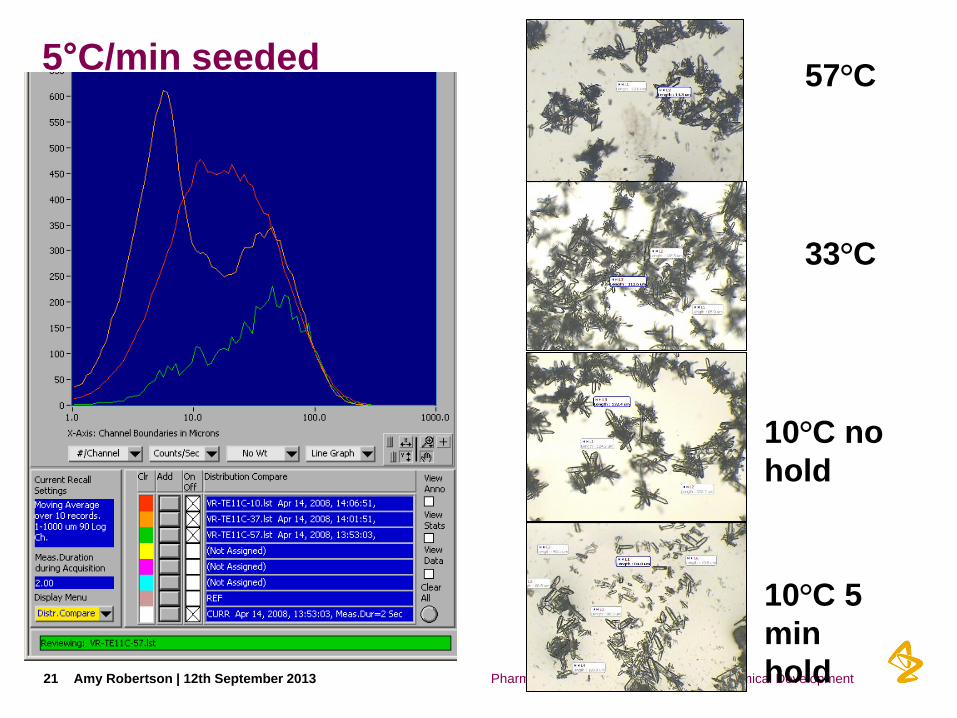
5°C/min seeded
21 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
57°C
33°C
10°C no
hold
10°C 5
min
hold
Aggregation or Agglomeration?
• Lasentec and microscopy data suggest that model API crystals form
aggregates/agglomerates, even when seeded
• These aggregates/agglomerates appear to be broken down when a
hold period is incorporated i.e. any crystalline bridges between the
primary particles are not yet completely desolvated and cemented
• Any bonds that are formed can therefore be relatively easily broken by
agitation
22 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
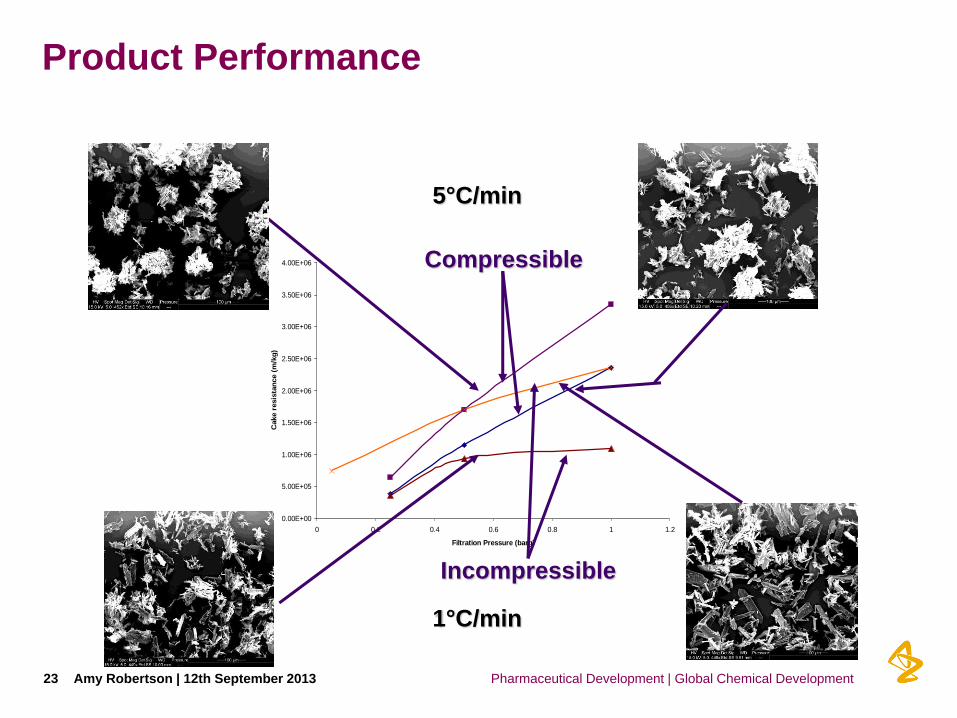
Product Performance
23 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
0.00E+00
5.00E+05
1.00E+06
1.50E+06
2.00E+06
2.50E+06
3.00E+06
3.50E+06
4.00E+06
0 0.2 0.4 0.6 0.8 1 1.2
Filtration Pressure (barg)
Cake r
esis
tan
ce (
m/k
g)
1°C/min
5°C/min
Compressible
Incompressible

Product Performance
• All continuously generated material filters very well
• Agglomerated/ aggregated material appears
compressible
• Rods appear relatively uncompressible following cake
consolidation
24 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development

Drug Product
25 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Benefits of Continuous Wet Granulation
• Cost, time and material saving throughout the product life-cycle
- More experiments in less time with less drug substance
leading to greater accrual of knowledge and consequent
increases in process control and robustness
- Greater flexibility of batch size leading to reduced inventories
and fewer issues of scale-up
- Increased yield through fewer losses during processing
- Smaller footprint with reduced infrastructure and energy costs
- Potential for real-time release and reduced analytical costs
26 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Early Observations
• Potential for rapid prototyping and process evaluation
• Partial process understanding
• Impact of screw configuration and water quantity, throughput and
screw speed
• Some differences in process and product attributes experienced
between batch and continuous processes
• Rapid scale-up achievable by extending processing time
• Stabilisation of the process critical to flexibility in batch size
27 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
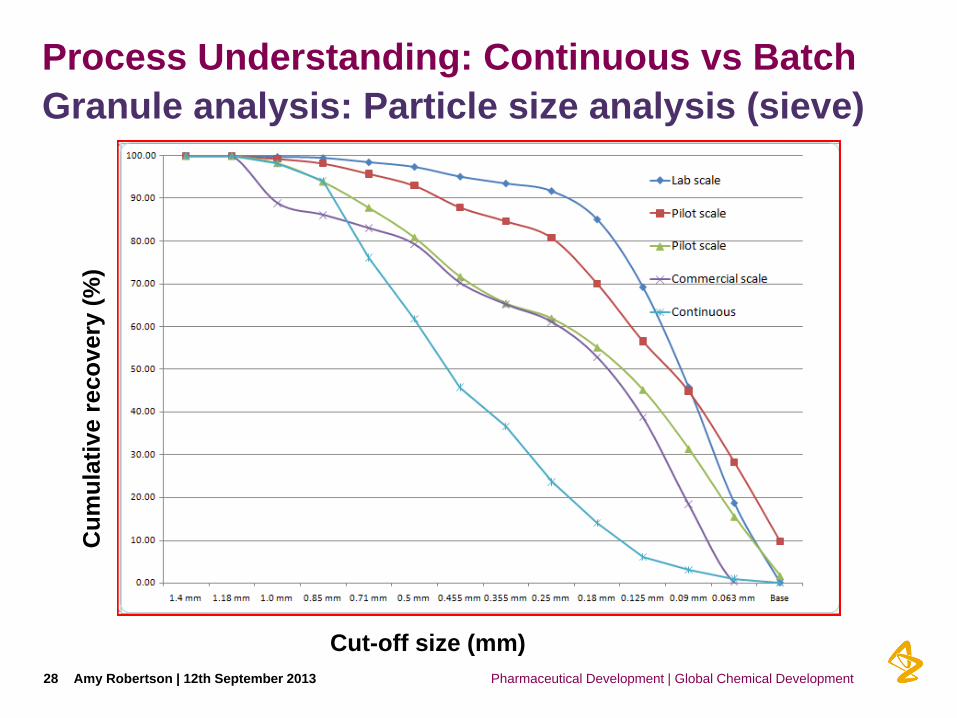
Process Understanding: Continuous vs Batch
Granule analysis: Particle size analysis (sieve)
28 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Cu
mu
lati
ve
re
co
ve
ry (
%)
Cut-off size (mm)
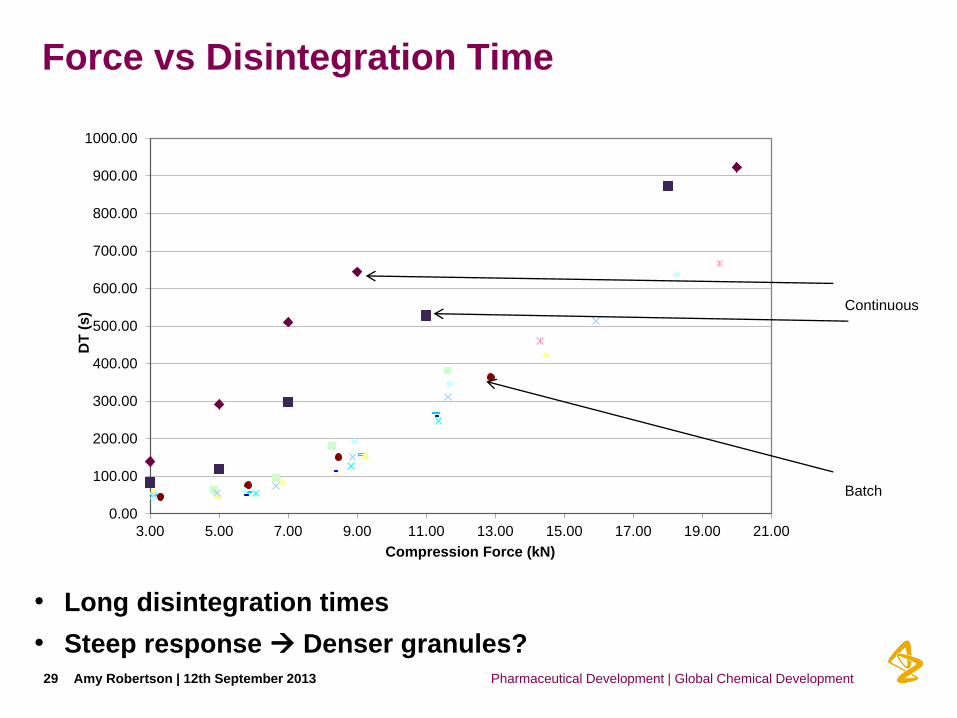
Force vs Disintegration Time
29 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
0.00
100.00
200.00
300.00
400.00
500.00
600.00
700.00
800.00
900.00
1000.00
3.00 5.00 7.00 9.00 11.00 13.00 15.00 17.00 19.00 21.00
DT
(s)
Compression Force (kN)
Continuous
Batch
• Long disintegration times
• Steep response Denser granules?
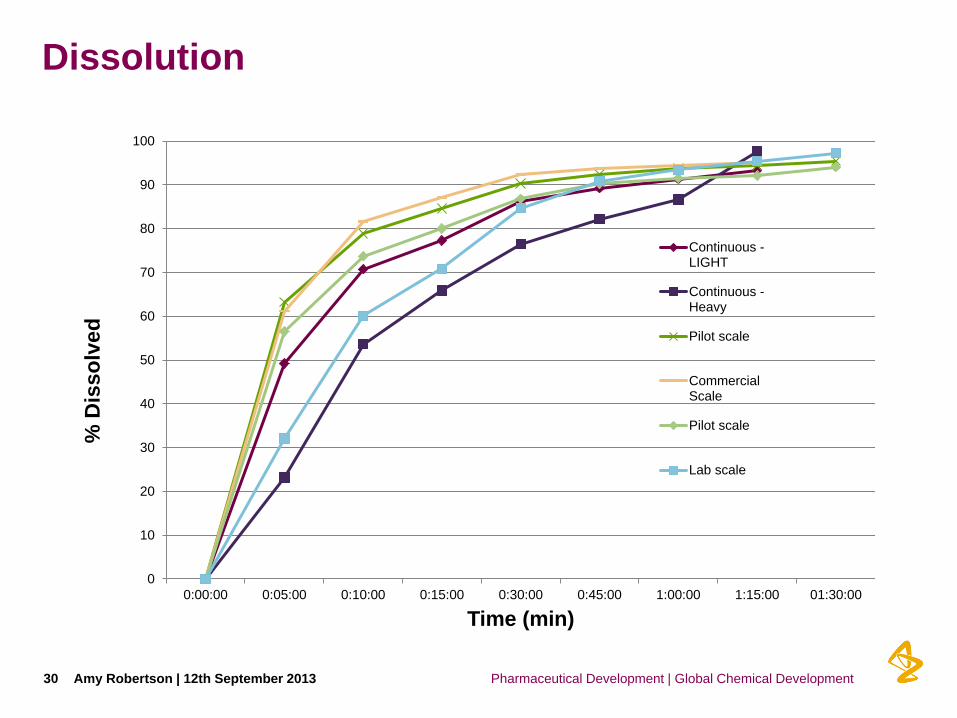
Dissolution
30 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
0
10
20
30
40
50
60
70
80
90
100
0:00:00 0:05:00 0:10:00 0:15:00 0:30:00 0:45:00 1:00:00 1:15:00 01:30:00
% D
iss
olv
ed
Time (min)
Continuous -LIGHT
Continuous -Heavy
Pilot scale
CommercialScale
Pilot scale
Lab scale
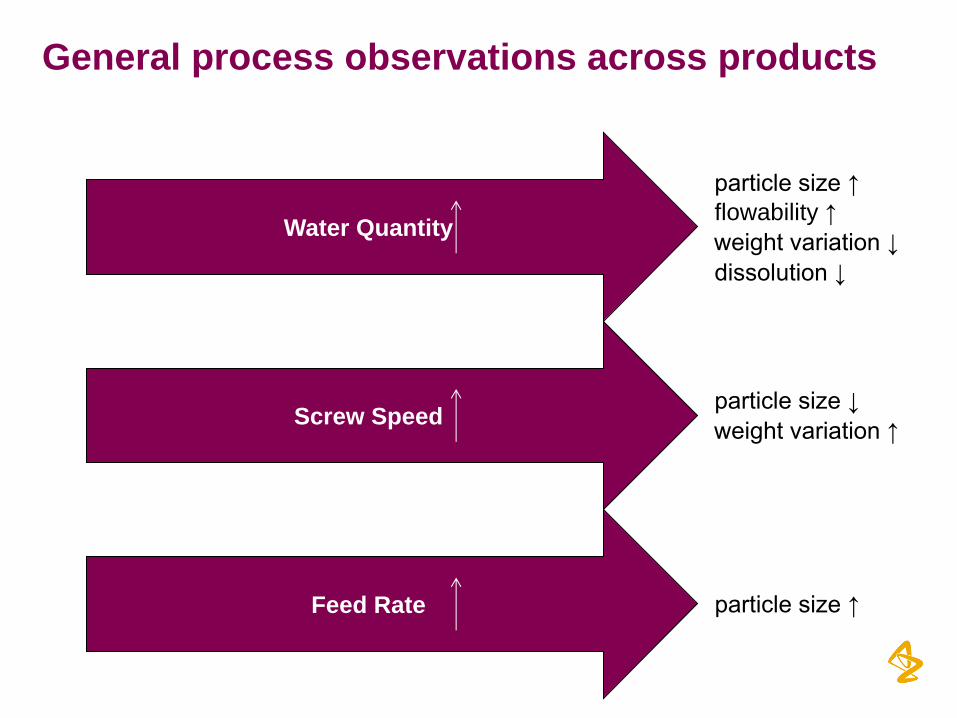
General process observations across products
Water Quantity
particle size ↑
flowability ↑
weight variation ↓
dissolution ↓
Screw Speed particle size ↓
weight variation ↑
Feed Rate particle size ↑
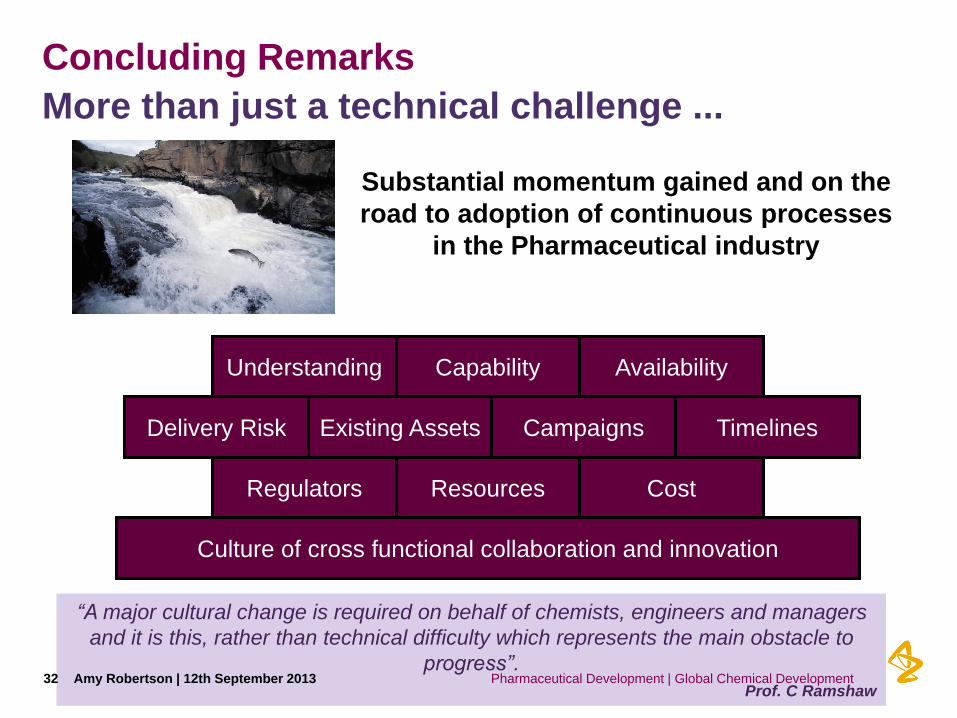
Concluding Remarks
More than just a technical challenge ...
“A major cultural change is required on behalf of chemists, engineers and managers
and it is this, rather than technical difficulty which represents the main obstacle to
progress”.
Prof. C Ramshaw
Culture of cross functional collaboration and innovation
Cost
Existing Assets
Capability Understanding
Campaigns Delivery Risk
Resources
Availability
Timelines
Regulators
Substantial momentum gained and on the
road to adoption of continuous processes
in the Pharmaceutical industry
Amy Robertson | 12th September 2013 32 Pharmaceutical Development | Global Chemical Development
Acknowledgements
AstraZeneca: • Ali Boyd • Marcel de Matas • Henry Huang • Stuart Jolly • Mark Jones • Wyn Jones • James Kraunsoe • Simon Lawton • Anne O’Kearney-McMullen • Gerry Steele • Phil Shering • Jon-Paul Sherlock • Jon Sutch NiTech: • Ian Laird • Xiong-Wei Ni • Vishal Raval • Craig Sinclair • Lihua Zhao
33 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
34 Amy Robertson | 12th September 2013 Pharmaceutical Development | Global Chemical Development
Confidentiality Notice
This file is private and may contain confidential and proprietary information. If you have received this file in error, please notify us and
remove it from your system and note that you must not copy, distribute or take any action in reliance on it. Any unauthorized use or
disclosure of the contents of this file is not permitted and may be unlawful. AstraZeneca PLC, 2 Kingdom Street, London, W2 6BD, UK,
T: +44(0)20 7604 8000, F: +44 (0)20 7604 8151, www.astrazeneca.com









![Secondary Pharmaceutical Patents: A Global Perspective · Secondary Pharmaceutical Patents: A Global Perspective Kenneth C. Shadlen (LSE) [Bhaven N. Sampat (Columbia)] WHO-WIPO-WTO](https://img.pdfslide.net/doc/110x75/5ea3393d0f1a3a0d1948b29f/secondary-pharmaceutical-patents-a-global-perspective-secondary-pharmaceutical.jpg)



















