Embed Size (px)
Citation preview

Chapter 1 GENERAL DESCRIPTION 1.1 IMPORTANCE OF THE LEAK TEST ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 3 1.2 THE INFLUENCE OF LEAKAGE VOLUME AND THE LEVELS OF ALLOWABLE LEAKAGE RATES ・・・ 3 1.3 A VARIETY OF LEAK TEST METHODSLEAKAGE OF GAS OR FLUID ・・・・・・・ 4 1.4 LEAKAGE OF GAS OR FLUID ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 4
1.4.1 States Of Leak Flow Through A Hole 1.4.2 Factors Influencing Flow State 1.4.3 Leakage of Gas or Fluid (Turbulent Flow) 1.4.4 Leakage of Gas or Fluid (Viscous Flow) 1.4.5 Molecular Flow
Chapter 2 LEAK TEST 2.1 DIFFERENTIAL PRESSURE TYPE LEAK TEST ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 13
2.1.1 Operating Principle 2.1.2 Basic Operation 2.1.3 Calculation Equation of Leak Volume 2.1.4 Applied Measuring Method 2.1.5 For Performance Enhancement
2.2 DIRECT PRESSURE DETECTION AIR LEAK TEST ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 22 2.2.1 Operating Principle 2.2.2 Basic Operation 2.2.3 Calculation Equation OF Leak Volume
2.3 HYDROGEN GAS DETECTION LEAK TEST ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 23 2.3.1 Operating Principle 2.3.2 Basic Operation 2.3.3 Calculation Equation OF Leak Volume 2.3.4 Applied Measurement Method
2.4 HELIUM GAS DETECTION LEAK TEST ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 27 2.4.1 Operating Principle 2.4.2 Basic Operation 2.4.3 Calculation Equation OF Leak Volume 2.4.4 Applied Measurement Method
2.5 FLOW RATE LEAK TEST ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 31 2.5.1 Operating Principle 2.5.2 Basic Operation 2.5.3 Calculation Equation of Leak Volume 2.5.4 APPLIED MEASUREMENT METHOD
Chapter 3 PERIPHERAL EQUIPMENT 3.1 EXHAUST BYPASS UNIT ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 35 3.2 PRESSURIZATION & EXHAUST BYPASS UNIT ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 35 3.3 FLOW MASTER ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 36 3.4 CALIBRATOR ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 36 3.5 SUPER ELECTROPNEUMATIC REGULATOR (APU) ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 37
Chapter 4 INFORMATION ABOUT EQUIPMENT 4.1 MANAGEMET OF WATER, OIL AND FOREIGN MATERIALS ・・・・・・・・・・・・・・・・・・・・・・・・・・ 39 4.2 MANAGEMENT OF SOURCE PRESSURE AND FLOW RATE ・・・・・・・・・・・・・・・・・・・・・・・・・・ 40 4.3 CLAMPING AND SEALING JIG ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 41
4.3.1 CLAMPING 4.3.2 SEALING JIG
4.4 CHANGE IN TEMPERATURE ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 43
CONTENTS

1
A VARIETY OF UNITS FOR PRESSURE AND THEIR CONVERSIONS
Pa atm Torr kg/c ㎡ bar mmH2O lb/in2 inchHg Note
1Pa = 1N/m2 = 1 9.869 23 ×10??
7.500 62 ×10?3
1.019 72 ×10?5
1 ×10?5
1.019 72 ×10?1
1.450 38 ×10?4
2.953 00 ×10?4 SI unit
1atm = 1ata = 1.013 25
×10? 1 7.6 ×102
1.033 23 ? *2
1.013 25 ?
1.033 23 ×104
1.469 60 ×101 *2
2.992 13 ×101
To be differentiated from gauge pressure (atg)
1Torr =1mmHg *6 = 1.333 22 ×102
1.315 79 ×10?3 1 1.359 51
×10?3 1.333 22
×10?3 1.359 51
×101 1.933 68
×10?2 3.937 01
×10?2
1kg/cm2 = 1at *7 9.806 65 ×104
9.678 41 ×10-1
7.355 59 ×102 1 9.806 65
×10?1 1
×104 1.422 34
×101 2.895 90
×101 The unit "at" is seldom used.
1bar *3 1
×105 9.869 23
×10?1 7.500 62
×102 1.019 72
? 1 1.019 72 ×104
1.450 38 ×101
2.953 00 ×101
May be used as an SI unit.
1mmH2O = 1mmAq *4 9.806 65 ?
9.678 41 ×10?5
7.355 59 ×10?2
1 ×10?4
9.806 65 ×10?5 1 1.422 34
×10?3 2.895 90
×10?3
1lb/in2 = 1psia *5 6.894 76 ×103
8.804 60 ×10?2
5.171 50 ×101
7.030 69 ×10?2
6.894 76 ×10?2
7.030 72 ×102 1 2.036 02
? To be differentiated from psig.
1inchHg = 3.386 39 ×103
3.342 10 ×10?2
2.54 ×101
3.453 15 ×10?2
3.386 39 ×10?2
3.453 15 ×102
4.911 55 ×10?1 1 Often used to indicate
negative pressure. *1: Density of water is assumed as 1000 kg/m 3 at 4 ℃. For water of 15℃ (Density: 0.9991), 1 atm = 1.03416 × 104mmH2O. *2: To avoid misprinting, ×1 is shown by ? , and ×10 by 101. *3: 1 bar = 106 dyne/cm2 = 0.1 MPa ≒1 atm *4: Often used are 1 mH2O = 1 mAq = 103mmH2O *5: Stands for pound per square inch, absolute. *6: 1μHg = 10-3mmHg = 10-3Torr , 1 Torr = 1 mmHg = 1000 μHg *7: This kg means kg forces (kgf) or kg weight (kgw). *8: This is pronounced as “pi’: e’i” until the Measurement Law is enacted.
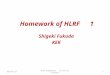
Hydraulic Submerge Method
Flow Rate Measurement Method
Direct Pressure TypeAir Leak Detection
Differential Pressure TypeAir Leak Detection
Special TypeAir Leak Detection
Hydrogen Gas Leak Detection
Helium Gas Leak Detection
10-6 10-7 10-8 10-910-2 10-3 10-4 10-5 10-10
Relationship between Measurement Hardware and Detectable Leak Rate
Detectable Range ml/sec
103 102 101 100 10-1
Mea
sure
men
t H
ardw
are

2
GENERAL DESCRIPTION
Chapter 1

3
1.1 IMPORTANCE OF THE LEAK TEST In this leaflet, the term “leakage” defines the leakage of gas or fluid from a product, which will
affect the overall quality of the product. The problem of leakage includes a variety of meanings, depending upon the industrial fields
where the term is used. For example, with fuel handling products, leakage can introduce a danger of a fire, explosion, runaway, etc., while with other products it refers to low performance and economic loss. In the food and drug industries it can cause a change in properties and/or shade, or even rot in case of food. A small leak can grow into an unexpected size then creates product liability problems, which at times, can become a crucial damage to a company.
1.2 THE INFLUENCE OF LEAKAGE VOLUME AND THE LEVELS OF ALLOWABLE LEAKAGE RATES
For example, in the automotive components and parts, a comparison is made between the
air-conditioner, gasoline filter and silencing muffler. The air-conditioner contains a fixed volume of a coolant medium that circulates to cool the air
passed into the car. Leakage of the coolant gas directly means a lower cooling effect, and the allowable leakage rate during the life of the air-conditioner (several years) must be maintained within a range that can keep the cooling effect satisfactory.
The gasoline filter is positioned close to the hot engine, and gasoline is a dangerous fuel with a high- ignition point. Leakage of gasoline is obviously dangerous, for it can cause a fire or an explosion. However a gasoline leak will evaporate by its self, therefore a leak which does not evoke a danger must be set at the allowable leakage rate.
The primary role of an automotive silencing muffler is to reduce exhaust noise. After ignition, the exhaust gas is expelled from the engine and diffused into the atmosphere through the muffler. The muffler is a tube which is placed in the path to expel the exhaust gas in to the atmosphere. A leakage from the wall of the muffler cylinder which does not affect the performance must be set at the allowable leakage rate.
As you can see from the above examples, the allowable leakage rates differ from the character to the character of the products and they must be set at leakage rates which don’t cause any performance and safety problems.

4
1.3 A VARIETY OF LEAK TEST METHODS
Table 1.3 Leak Testing Methods
1.4 LEAKAGE OF GAS OR FLUID
1.4.1 States of Leak Flow Through a Hole When considering a situation where gas flows through a leak hole, the state of the flow depends
on various conditions such as the diameter of the hole, the length of the hole (or the wall thickness of the work) and the pressure within the work. These states can be roughly classified as below and suitable leak measuring methods exist for each state.
Fig. 1.1 Leak Test Methods for Various Flow Statuses
Large Flow
Small Flow
Turbulent Flow
Viscous Flow
Molecular Flow
・
・
・
・
・
・
Measured by Flow Rate or with Direct Pressure Method
Measured with Differential Pressure Method
Measured with Helium Gas Method
Measured with Hydrogen Gas Method

5
1.4.2 Factors Influencing Flow State When considering the flow in a large pipe, the flow velocity of fluid at the wall of the pipe is 0
because the flow stays with the wall due to the viscosity of the fluid. The velocity increases as the position of the flow is measured away from the wall because the influence of viscosity reduces and the flow becomes dominated by inertia. The layer which is influenced by both viscosity and inertia is called a boundary layer and the layer becomes thin when the flow velocity of fluid is high or the viscosity of fluid is low. The flow state which is dominated by inertia is turbulent flow. By contrast, when considering the flow in a small pipe, a boundary flow develops near the wall of the pipe due to viscosity and it merges at the center area of the pipe. The flow has a velocity distribution with a parabolic shape and this flow state which is dominated by viscosity is viscous flow (or laminar flow). The Reynolds number (Re) indicates the boundary of the 2 types of flows.
Re = U・D/ν
U: Mean Flow Velocity within Pipe
D: Inner Diameter of Pipe
ν: Kinematic Viscosity Coefficient
When the Reynolds number is larger then 2200 (Re>2200), the flow is turbulent flow, when the
number is smaller than 1200 (Re<1200), the flow is viscous flow, and when the number lies between the 2 values, the flow is intermediate flow in which viscosity and inertia influence each other. If the diameter of the pipe decreases further, the flow can be described as follows. Viscosity represents a state in which the molecules of fluid collide with each other and influence each other, but the flow within a pipe becomes independent of its viscosity when the diameter of the pipe is smaller than the distances of the collision of molecules (mean free path). This state is molecular flow and the Knudsen number (Kn), a dimensionless number, determines the state of flow.
Kn = λ/D
λ: Mean Free Path of Gas
D: Inner Diameter of Pipe
Flow state can be classified as follows according to the Knudsen number:
Kn>1 Molecular Flow
Kn<0.01 (Re<1200) Viscous Flow
0.01<Kn<1 Intermediate Flow
In this leaflet, differences in the state of a pipe are considered because leak flow is being
considered. However, laminar flow or molecular flow will occur even in a large pipe when the pressure in a pipe is reduced, because it causes a smaller kinematic viscosity coefficient or a longer mean free path.

6
1.4.3 Leakage of Gas or Fluid (Turbulent Flow)
Calculation Equation of Leak Volume
Q: Air Flow Volume (L) S: Effective Sectional Area (mm2) P1: Upstream Pressure (MPa) P2: Downstream Pressure (MPa) t: Temperature (℃)
1.4.4 Leakage of Gas or Fluid (Viscous Flow) Leakage is a phenomenon which occurs when a fluid such as air, water, or oil passes through an
unintended opening such as a small hole. A resultant leak volume differs according to the difference of pressure across the opening; and relates with the ease of fluid flow through the opening; conductance.
This can be expressed by the following equation. Q = C (P1 – P2) ---------------------------------------------------(1.1)
Where Q is leak volume, P1 – P2 represents the difference between two pressures, and C is conductance. When leakage is the subjective problem, the ease of fluid flow (C) depends on a variety of factors, including the configuration of the opening, length, etc. It is therefore difficult to apply one type of equation to all cases. In this section, an explanation is given using general application equations. Theoretical Equation of Leak Volume
As a representative theoretical equation to explain the behavior of fluids passing through a very
narrow opening, the Hagan-Poiseuille Law is often used. According to this law if the opening is so small that the flow of fluid is within a range of viscous flow (laminar flow), and the ratio of the hole length vs. the hole diameter is large enough, the following equation can be applied;
-----------------------------------------(1.2) Where Qa is the volumetric flow of outlet side pressure (atmospheric pressure) converted from
compressible fluid such as air. However, if P1 is negative, the leak volume is expressed in terms of the state of atmospheric
pressure. The P2 in the denominator in equation 1.2 is replaced with P1. With a volumetric flow rate QW representing non-compressive fluid such as water, oil, etc. the following equation is applied;
-----------------------------------------(1.3)
293 Q=120×S(P1+0.1)
273+t
Q=240×S (P2+0.1)(P1-P2)293
273+t
>0.5 then the flow is subsonic flow. P2+0.1
P1+0.1
≦0.5 then the flow is chocked flow. P2+0.1
P1+0.1
2
22
21
4
a P16?6)P(PpR
Ql−
=
lW
214
W 8?)P(PpR
Q−
=

7
aQ : Volumetric flow rate of compressive fluid (air) under pressure P2
WQ : Volumetric flow rate of non-compressive fluid
P1: Primary (test) pressure
(when negative pressure, atmospheric pressure)
P2: Secondary (test) pressure
(when negative pressure, test pressure)
R: Radius of the opening
l : Length of the opening
a? : Viscosity of compressive fluid
w? : Viscosity of non-compressive fluid
The relationship of volumetric flow rate influenced by the difference between gaseous fluid and liquid, and between two pressures with the same test piece is shown in Table 1.2. Refer to equations 1.1 and 1.2.
Table 1.2 Relationship between Leak Volume vs. Test Pressure and Viscosity Condition Relative Equation
The ratio of leak volume to the different test pressures towards the same gas .
y2
2y2
1
x2
2x2
1
ay
ax
PPPP
−−
=
The ratio of leak volume to the fixed test pressures towards different gases.
ax
ay
ay
ax
??
= Gas
The ratio of leak volume to the different test pressures towards different gases.
y2
2y2
1
x2
2x2
1
ax
ay
ay
ax
PPPP
?
?
−−
×=
The ratio of leak volume to the different test pressures towards the same liquid.
2y1y
2x1x
wy
wx
PPPP
−−
=
The ratio of leak volume to the fixed test pressure towards different liquids.
wx
wy
wy
wx
??
= Fluid
The ratio of leak volume to the different test pressures towards different liquids.
wy
wx
= yy
xx
PPPP
21
21
wx
wy
?
?
−−
×
The ratio of leak volume to the different test pressures towards different gas es and liquids. )P(PP
)P(P2?
?
2y1y2x
x2
2x2
1
xa
wy
wy
ax
−−
×=
Gas/ Liquid
The ratio of leak volume to the fixed test pressure towards different gases and liquids.
=wy
ax
2
21
xa
wy
P)P(P
2?? +
×
Fig. 1.2 Theoretic Model of Leakage
?
P1
P2
Pin-hole of Radius R

8
Viscosity (Viscosity Coefficient) η Viscosity is one of the important factors when handling fluid. Different units are used in
different fields. Here are some examples; 1P = 1 dyne・sec・cm-2 = 1gr・sec-1・cm-1 = 10-1N・sec・m-2 = 10-1Pa・sec = 1.02×10-6kgf・sec・cm-2 P = Poise N = Newton kgf・sec・cm-2: Engineering Unit
(kgf second per square centimeter) Absolute Unit 1gr・sec-1・cm-1
= Engineering Unit 1.02×10-6kgf・sec・cm-2×980.4cm・ sec-2
Pa: Pascal Also, to represent kinematical viscosity of the fluid, use the equation;
?= ?/? But ?is the density of the fluid. Some examples of the viscosity coefficients for air, water, brake oil and gasoline are shown in Table 1.3.
Leak Rate Calculation Using a Variety of Units of the Viscosity Coefficient (Pressure: Absolute Pressure)
(1) Calculation of Leak Rate in Compressive Fluid
Using equation 1.2, volumetric flow rates of compressive fluid based on a variety of calculations units are summarized in Table 1.4.
Table 1.4 Leak Rate of Compressive Fluid
a
R: (m); l : (m); ? a: (Pa, sec); P1, P2: (Pa)
2
2121
a
413
PPP
2PP
?R
103.925sec)/ (m Q−
×+
××= −
l
b
R: (cm); l : (cm); ? a: (Pa, sec); P1, P2: (Pa)
2
2121
a
41
PPP
2PP
?R
103.925sec)(cc/ Q−
×+
××= −
l
c
R: (cm); l : (cm); ? a: kg・sec/ cm2; P1, P2: (kg/ cm2)
2
2121
a
41
PPP
2PP
?R
103.925sec)(cc/ Q−
×+
××= −
l
d
R: (cm); l : (cm); ? a: ( 25 sec/cm kg
109.806651
×); P1, P2: (kg/ cm2)
2
2121
a
45
PPP
2PP
?R
103.879sec)(cc/ Q−
×+
××=l
Table 1.3 Viscosity Coefficient of Gases and Liquids
Note: R: Radius of Pipe, l : Length of Pipe ,?a: Viscosity of Fluid , P1: Primary Absolute Pressure, P2: Secondary Absolute Pressure
Fluid Temperatur Viscosity0℃ 1.71×10-4P20℃ 1.81×10-4P50℃ 1.95×10-4P70℃ 2.04×10-4P0℃ 1.79×10-2P20℃ 1.00×10-2P50℃ 0.55×10-2P70℃ 0.40×10-2P20℃ 26×10-2P50℃ 10×10-2P70℃ 7×10-2P
Gasoline 20℃ 6×10-3P
Air
Water
BrakeOil
Temperature

9
(2) Calculation of Leak Rate in Non-Compressive Fluid Using equation 1.3, volumetric flow rates of non-compressive fluid based on a variety of
calculation units are summarized in Table 1.5
Table 1.5 Leak Rate of Non-compressive Fluid
a
R: (m); l : (m); ?w: (Pa, sec); P1, P2: (Pa)
)P(PR
103.925/sec)Q(m 21?
413
w
−××= −
l
b
R: (cm); l : (cm); ?w: (Pa, sec); P1, P2: (Pa)
)P(PR
103.925Q(ml/sec) 21?
41
w
−××= −
l
c
R: (m); l : (cm); ?w: kg・sec/cm2; P1, P2: (kg/cm2)
)P(PR
103.925Q(ml/sec) 21?
41
w
−××= −
l
d
R: (cm); l : (cm); ?a: )sec/cm kg109.80665
1(P 2
5×= ; P1, P2: (kg/cm2)
)P(PR
103.849Q(ml/sec) 21?
45
w
−××=l
Leak Rate Conversion from Air to Liquid
R: Radius of Pipe, l : Length of Pipe, ?w: Viscosity of Fluid, P1: Primary Absolute Pressure, P2: Secondary Absolute Pressure
Using Table 1.2 and Table 1.3 the leak rates of water, gasoline, and brake oil in reference to air are calculated, provided that the same test piece is used. The temperature of fluid is kept fixed at 20℃, and the test pressure is kept at the same level. The results are as shown Fig. 1.3.
Fig. 1.3 Volumetric Flow Rate of Fluid Referred to Air
Volum
e - Flow
Ratio
Gasoline
Water
Primary Pressure kg/ cm2
Measuring Temperature : Constant at 20℃

10
1.4.5 Molecular Flow When the mean free path ? of gas is larger than the inner diameter D of a pipe, the molecules of
gas only collide with the wall of the pipe and rarely collide with each other.
In this state, the interaction among molecules (viscosity) is weak and the flow becomes molecule flow in which collisions of the molecules and the wall are dominant. By defining the Knudsen number (Kn), a dimensionless number, as Kn = λ/D, the state of flow can be classified as follows. ・Kn<0.01 Re<1200 Viscous Flow
・Kn>1 Molecular Flow
When gas at normal temperature flows in a straight circular pipe it is called molecular flow, it can be expressed by the following equation.
Q = ×(P1-P2)
Q: Flow Rate, Pa・m3/sec
a: Radius of Pipe, cm L: Length of Pipe, cm M: Molecular Weight of Gas P1: Inlet Pressure, Pa P2: Outlet Pressure, Pa
D
○
○ ○
○
○ ○
○
○ ○ ○
○
○
○ ○
○
○ λ
Fig. 1.4 State in the Pipe (with Large Diameter)
Molecules often collide with each other in the flow.
○
λ
D
0.523a3
M1/2・L
Fig. 1.5 State in the Pipe (with Small Diameter)
Molecules rarely collide with each other in the flow.

11
MEMO

12
LEAK TEST
Chapter 2

13
2.1 DIFFERENTIAL PRESSURE TYPE LEAK TEST
2.1.1 Operating Principle In the field of medicine the use of a balancing scale is often used as a precise method for
calculating arbitrarily small amounts of substance. The instrument is used to precisely measure a weight close to the balancing weight (a reference value) by increasing the weight value on the opposite side (Fig.2.1). The FUKUDA Air Leak Testers use the same principle as the balancing scale. The same air pressure is charged to both the work to be tested and the master work and the change in pressure balance within a fixed time is checked for the presence of a leak. If there is no leakage, the charged air pressure shows no change and the balanced status is sustained for a long time (Fig. 2.2). However, if leakage occurs, the pressure in the tested work decreases with time and this leads to an unbalanced status (Fig. 2.3). The leak rate (ml/sec) determines how fast the unbalanced status occurs.
The basic circuit of the FUKUDA Air
Leak Testers is shown in Fig. 2.4 and air pressure from the source is charged into both the tested work and the master work through the valves (A) and (B). After closing the valves (A) and (B), the pressure in the tested work is measured in reference with that in the master work using the differential pressure sensor.
Fig. 2.5 shows the basic pneumatic circuit actually installed in the FUKUDA Air Leak Testers.
The solenoid valves SV1, SV2, and SV3 are opened to charge air into both the tested work and the master work at a certain pressure. Then SV2 and SV3 are closed. If the tested work has a leakage, the inside pressure of it gradually decreases according to its leak rate and a pressure difference against that in the master work occurs. This differential pressure is detected by the differential pressure sensor. The sensor converts the pressure into an electrical signal and it is displayed on the tester. The FUKUDA Air Leak Testers utilize the differential pressure value measured after a preset elapsed time to make an OK/NG judgment automatically.
Fig. 2.2 Charge Same Pressure and Check for Pressure Balance
Fig. 2.3 If Leakage Occurs, the Balance will be lost
Fig. 2.1 Precise Weight Measurement of Medicine with Balancing Scale
Master Work
No Leak With Leak (Needle Moves)
Valve (A) Valve (B)
* The master work should be the same as the tested work without leakage
Pressure Source
Fig.2.4 Basic Circuit of Differential Pressure Type Leak Test

14
Fig. 2.5 Basic Pneumatic Circuit of Differential Pressure Type Air Leak Tester
2.1.2 Basic Operation The FUKUDA Air Leak Testers perform the following 4 processes sequentially and makes an
existence/nonexistence judgment of the leakage. 1) Pressurizing Process (Fig. 2.6)
The compressed air is adjusted to the test pressure and is charged into both the tested work and the master work through the solenoid valves SV1, SV2 and SV3. 2) Balancing Process (Fig. 2.7)
The solenoid valves SV2 and SV3 are closed to seal the charged air in the tested work and the master work, and allow the pressure to stabilize. If a large leak is detected, the tester makes an “NG” judgment, and the test proceeds to the exhaust process.
3) Detection Process (Fig. 2.8) The presence or absence of a trace leak is detected in this process. If a leak is detected, the
tester makes an “NG” judgment, and the test proceeds to the exhaust process. 4) Exhaust Process (Fig. 2.9)
After an OK or NG judgment is made, the pressures in the master and the tested work is exhausted into the atmosphere.
Air Pressure Source
Filter
Pressure Gauge
3 Way Valve, SV1 Solenoid Valve, SV2
Solenoid Valve, SV3
Differential Pressure Sensor
Calibrator
Filter
Valve, V2
Valve, V1
Start OK NG Controller Amplifier
マスター
◎ ***Pa
減圧弁 電磁弁
SV1
電磁弁
SV2
電磁弁
SV3
ワーク
差圧センサー メーター
圧力計
マスター
メーター
◎ ***Pa
減圧弁 電磁弁
SV1
電磁弁
SV2
電磁弁
SV3
ワーク
差圧センサー
圧力計
Work Work
Master Master
Meter Meter
Differential Pressure Sensor Differential Pressure Sensor Pressure Reducing Valve
SV1
SV2
SV3
SV1
SV2
SV3
Pressure Reducing Valve
Fig. 2.6 Pressurizing Process Fig. 2.7 Balancing Process

15
The differential pressure sensor which converts a pressure value into an electrical signal is the
heart of the FUKUDA Air Leak Testers. Therefore, FUKUDA doesn’t rely on other manufacturers for this sensor, and has originally developed and manufactures it by ourselves.
2.1.3 Calculation Equation of Leak Volume
(1) Calculation Equation of Leak Test
VL : Leak Volume (ml/min)
T : Detection Time (sec) ⊿P : Resulting Differential Pressure (Pa) Po : Atmospheric Pressure (101325Pa) Vw : Inside Volume of Tested Work (ml) [including the inside volume of the leak tester and its piping] Vs : Inside Volume of Master Work (ml) [including the inside volume of the leak tester and its piping]
P : Test Pressure (Pa)
: Sensor Coefficient (0.4×10-5 ml/Pa)
This calculation equation is available for download at website of FUKUDA.
(2) Calculation Equation of Internal Volume of the Work
Vw : Volume to be Calculated (ml)
⊿VL : Volume Change in Calibrator (ml)
Po : Atmospheric Pressure (101325Pa)
⊿P : Resulting Differential Pressure (Pa)
Constant : 0.4 (The value calculated from the sensor coefficient)
⊿P
⊿V
Vw = - Constant ⊿VL×Po
⊿P
Fig. 2.8 Detection Process Fig. 2.9 Exhaust Process
マスター
メーター
◎ 500Pa
減圧弁 電磁弁
SV1
電磁弁
SV2
電磁弁
SV3
ワーク
差圧センサー
圧力計
リーク
マスター
◎メーター
***Pa
減圧弁 電磁弁
SV1
電磁弁 SV2
電磁弁 SV3
ワーク
差圧センサー
圧力計
Differential Pressure Sensor Differential Pressure Sensor
SV3
SV3
Work
Master
Work
Leak
SV2
SV2
SV1 SV1
Pressure Reducing Valve
Pressure Reducing Valve
⊿P
T・Po { VW+ ( 1 + ) (P+Po) }⊿P ⊿V Vw
Vs VL =

16
2.1.4 Applied Measuring Method
(1)Leak Side Measurement
This method is applied when the measurement becomes unstable due to the substance within the tested work.
(2) Sealed Work Measurement with Pressurized Tank This method is applied when the tested work cannot be pressurized.
(3) Measurement with Differential Pressure Sensor of 10 kPa Scale
This method is applied for slightly rough leak tests.
Chamber
Work
Examples: Activated Carbon, Diaphragm, Oil Seal, and Hollow Fiber
Fig. 2.10 Basic Circuit of Leak Side Measurement
Tank
Work
Examples: Semiconductor, Camera, Crystal, SAW Filter, Chemical Bag, Food Package, and Molded Parts.
Fig. 2.11 Basic Circuit of Sealed Work Measurement with Pressurized Tank

17
2.1.5 For Performance Enhancement
(1) Mastering Measurement and Fitting Measurement In a leak test the gas in the work generates heat due to adiabatic compression during
pressurization of the work and this causes a momentary temperature rise in the gas within the work. Therefore, a temperature difference between the gas inside the work and the outside air occurs and the heat of the inside gas dissipates through the wall of the work over a long time. The heat dissipation continues until the temperature inside the work becomes equal to the ambient temperature. The time required for the heat dissipation depends on the material and shape of the work, the equipment used for clamp sealing, etc. For example, in cases of aluminum work and an iron work with a same shape, the aluminum work dissipates its heat quickly, because the heat conductivity of aluminum is higher than that of iron.
Since the heat conduc tivity of metals is higher than that of air, the work with internal structure and larger internal surface area dissipates its heat quickly. However, the heat remains inside and it dissipates slowly when the outside structure of the work and its internal structure have no contact. For example, a sintered metal filter has small metal contact area between its case and the sintered metal part. The speed of heat dissipation depends on works like this. In a leak test, a leak is detected according to the pressure change in the work which is pressurized at a test pressure. Therefore, it is difficult to perform accurate leak detection when the state of the gas within the work changes due to its heat dissipation. The master- less method and the fitting method that are the measuring methods employed in our
leak tester enable measurements with correction for the influence of the heat.
Work with a few contact points of the internal structure
Work with many contact points of the internal structure Hollow Work

18
(1)-1 Mastering Measurement (PAT. No.: 3461973, 3502687)
When mastering measurement is used:
Mastering Data (Noise) Subtract the leak area from the measured data area and store the resultant value as the mastering data.
Leak (equals to leak volume)
θActual Measured Data
Characteristics ・ Reduced pressurization time and detection time when compared to the existing leak test
methods. (A detection time less than 5 sec can be set) ・ Repeatability of measurements depends on the mastering data
Time sec DET
2sec
M.DET
Same Angle
Resulting D
ifferential Pressure
Pa
When the normal measurement is used with the work to which the mastering process is performed:
Time sec DET
θMastering Data
Leak
When a leak exists in the mass production work;
Time sec DET
θ′ Mastering Data
Leak
Fig. 2.12 Mastering Measurement
Fig. 2.13 Normal Measurement
Fig. 2.14 Measurement with the Work with Leak
Stable Zone (Linearity)
Actual Measured Data
Resulting D
ifferential Pressure
Pa
Resulting D
ifferential Pressure
Pa
Actual Measured Data

19
(1)-2 Fitting Measuring (PAT. PEND.) The heat dissipation of the work is realized as follows.
In Fig. 2.15, the temperature within the work increases when the work is pressurized to the test pressure through the work port. Then the pressurization valve is closed and the pressure change within the work is detected using the differential pressure sensor. This differential pressure at the start of the detection process becomes b1 (a pressure at a different temperature from b2). After that the internal temperature of the work approaches the ambient temperature at the heat dissipation rate which is determined by the heat conductivity, C, of the work and the inside temperature of the work becomes equal to the ambient temperature (b2) over a long time. The pressure b which is the convergent point of the differential pressure due to heat dissipation
is obtained by the equation; b = |b1 – b2|. The heat dissipation curves are as shown in Fig. 2.17 when the value b varies in actual use environments.
The curves are also as shown in Fig. 2.18 when the heat conductivity varies in actual use environments.
In fitting measurement, these 2 kinds of pressure variation can be corrected at the same time. These corrections are made using a calculation method to determine constants (a, b, c) by fitting the pressure curve to the equation of heat dissipation characteristic.
y = ax + b( 1-ecx ) ・・・・・・・・・・・・・・(2.2) The constants a, b and c are calculated from the differential data at 0.1 second intervals in the detection process, thus they approximate equation 2.2 with the least error. The calculated value (of a leak) is displayed as the measurement result. (FittingSet4) In some cases, however, the error due to the approximation calculation may become large when the measurement condition is unstable and these 2 kinds of pressure variations are small. In such cases, measure the values of b and c with a long detection time and obtain their accurate values. The performance will be improved by substituting them into the equation 2.2 as constants and calculating the value with approximation in the OK/NG measurement of an actual work. (FittingSet1) The FittingSet1 is a correction function similar to that in the master-less measurement. It is also conceivable that the perfo rmance will be improved by only fixing the heat conductivity C of the work in some environments. It enhances the following ability to environmental variation. (FittingSet0)
Heat Conductivity of Work ; c Pressurization
Leak Detection Port (Work Port)
Leak from Work ; a
Inside Temperature of Work b1
Ambient Temperature of Work b2 b1, b2, and b: Constants of pressure converted from temperature
Fig. 2.15 Temperature Inside of Work Fig. 2.16 Leak Characteristic Curve
Leak Curve with a leak present
Curve without Leak
c
b
Detection Process Time
Differential Pressure
Fig. 2.17 When Resultant Differential Pressure Varies Due to Heat Dissipation
Fig. 2.18 When Heat Conductivity Varies
Differential Pressure
Differential Pressure
Detection Process Time Detection Process Time

20
FittingSet2 is a measuring mode in which fixed corrections of leak values are added to FittinSet1. FittingSet3 is similar to the existing leak testers, such as the work-master comparison method, and corresponds to the measuring method which generates the heat dissipation characteristics on both sides of the differential pressure sensor, the tested work and the master work, and counterbalances them with each other. (2) APU (Super Electropneumatic Regulator) (PAT No.: 2618368)
An APU is an electropneumatic regulator which controls an air pressure and a flow rate by changing its input voltage. The APU realizes control reproducibility of ±0.1% by employing the differential type nozzle flapper system for the precise electropneumatic proportional valve used in it. It can stably provide pressure with a large flow rate even at very low pressure or negative pressure, this has been considered difficult to realize, and it can also perform the control of a coupled pressure from negative to positive pressure. Its feedback sensor is attached externally, so the pressure control at an arbitrary point can be performed. The differential pressure between both works can be set to a constant value by using a differential pressure sensor. It is also capable of performing a constant flow rate control.
・ Stable pressure control is possible at an arbitrary setting. ・ Measurements with stable pressurization can be performed as the pressure switches
automatically by inputting the settings of the lead pressure and the test pressure for the air leak tester. (Available only for FL-600, FL-601 and FM-1061)
・ Rapid pressurization is possible thanks to the feedback sensor.
(3) (Turbo-Type) Air Leak Tester (PAT No.: 173234)
The rapid stabilizing air leak tester stabilizes the internal pressures of the works after charging the preset compressed air into the works. This air leak tester is aimed to significantly reduce the pressurization time by these operations. In addition to the test pressure source, the tester uses a compressed air source whose pressure is higher than the test pressure. The works are pressurized with the lead pressure during the pressurizing process and then the temperature rise which occurs during pressurization of air is rapidly stabilized by switching the pressure to the test pressure. The pressurization time is reduced when compared to the case in which the pressurized air is charged at one test pressure. In addition to this, the influence of air temperature due to adiabatic compression and the change in the inside volume of the tested work are cancelled by the pressurizing and depressurizing operations. As a result, the pressurized air rapidly stabilizes and this can reduce the pressurization stabilizing time to one-half or one-third when compared to the normal time. However, the setting valves for the lead pressure and the pressurization time must be determined based on preliminary investigations for the condition of the test work. (For FL-3XXX Series)
Pressure/Tem
perature
Internal Temperature Change Test Pressure
Pressure Change Due to Internal Temperature
Sealed Sealed
Lead Pressure
Stable Zone
Test Pressure
Stable Zone
Pressure/Tem
perature
Pressurization Time Pressurization Time
Internal Temperature Stabilizes Rapidly
Fig. 2.20 Pressure/Temperature Stabilizing Curve of Turbo-type Air Leal Tester

21
(4) Exhaust Bypass The exhaust bypass unit is used when a foreign material such as water, oil or swarf attaches to
or mixes into the works. The foreign material may contaminate the inside of the air leak tester because the pressurized air passes through the tester when the air is exhausted. If the foreign material mixes into the inside of the air leak tester, it may cause the malfunction of the internal solenoid valve or the failure of the differential pressure sensor. Therefore, these troubles shall be prevented by letting the pressurized air within the works exhaust through the exhaust bypass, without passing through the inside of the tester.
・ The use of the exhaust bypass is recommended when foreign materials attach to or mixes into the works.
・ By the use of the exhaust bypass unit, the causes which may lead to the failure of the air leak tester will be reduced and stable measurement results can be obtained.
(5) Pressurization & Exhaust Bypass The pressurization & exhaust bypass unit is the product to which a bypass function for
pressurization is added in addition to the exhaust bypass function. Since the pressurization flow rate increases due to the additional pressurization bypass, effects such as the reduction of pressurizing process time and the improvement of measurement stability can be expected for large works with an internal volume of 1000 ml or more.
・ By the use of the pressurization bypass unit, the reduction of test time and the improvement of measurement stability for large works can be achieved.
・ With the exhaust bypass function, the causes which may lead to the failure of the air leak tester such as foreign materials attached to the work can be reduced (see “Exhaust Bypass”).
(6) LPU-300
This is the air leak tester dedicated for the works with a small internal volume (30 ml or less). It has high detection sensitivity because its capacity is very small (0.7 ml).

22
VwTPo
P=VL
⊿
2. 2 DIRECT PRESSURE DETECTION AIR LEAK TEST
2.2.1 Operating Principle In this test method, the test pressure is charged only to the tested work and a leak is detected by measuring the pressure drop (or increase) in the work after a given time. This method is suitable for the measurement of a large leak but is not suitable for a trace leak, because the influences of temperature, deformation, etc. directly result in a pressure change. 2.2.2 Basic Operation (1) Pressurizing: The test pressure is charged into the test work through the solenoid valves SV1 and SV2 (2) Balancing: The solenoid valve SV2 is closed and allow the test pressure charged into the work to stabilize. (3) Detection: Detect the leak from the work. At the start of the detection process, the zero
correction circuit is automatically activated and the detected pressure value starts from zero at all times.
2.2.3 Calculation Equation of Leak Volume
VL : Volume Leakage to Atmosphere (ml/sec)
T : Detection Time (sec)
⊿P : Pressure Drop during Detection Time (Pa)
Po : Atmospheric Pressure (101325 x 104Pa)
Vw : Volume of Tested Work (ml)
startOKNG
Work
Fig. 21 Basic Circuit of Direct Pressure Detection
SV1 SV2

23
2.3 HYDROGEN GAS DETECTION LEAK TEST 2.3.1 Operating Principle In this test method, hydrogen molecules which infiltrate through a ceramic filter are detected using a semiconductor concentration sensor. Hydrogen molecules will diffuse from high to low concentration. By taking advantage of this nature of hydrogen molecules, the leaked hydrogen molecules which diffuse within the sensor are measured. The advantages of using hydrogen gas ・ Cheap gas price ・ Easy to leak due to low viscosity and less persistent ・ The lightest molecule. ・ Easy on the environment (no pollution) ・ Nonflammable and safe because the gas is used as a mixed gas of 5% hydrogen and 95%
nitrogen. ・ Non-corrosive inert gas (harmless to humans) ・ Low background level in the atmosphere (0.5ppm)
As described above, there are many advantages when hydrogen is used.
2.3.2 Basic Operation
① Replace hydrogen gas for air. ② Perform a leak test.
2.3.3 Calculation Equation of Leak Volume If the leaking hydrogen gas is enclosed within a closed chamber, the concentration of hydrogen
within the chamber increases consistently. This phenomenon is used to increase sensitivity in the deposition method. The mean concentration of hydrogen within the chamber is describes by the following equation.
C : Hydrogen Concentration within Chamber (ppm)
Ctracer : Hydrogen Concentration of Tracer Gas (ppm)
F Leak : Tracer Gas Leak Volume (atm ml/sec)
tAce : Deposition Time (sec)
Vchamber : Internal Volume of Chamber (ml)
The deposition time can be reduced in two ways. That is, to increase the test pressure or to
decrease the chamber internal volume. For example, if the charging pressure is tripled, the deposition time is reduced to one tenth. This is effective for the leak of a viscous gas and most gases have some viscosity.
The deposit time when the hydrogen concentration of the sample gas reaches 5ppm is shown in Table 2.1. The values in the table are reduced by half if the alarm level is set to 2.5ppm.
C=CtrancerφLeak
Vchamber・tAce

24
Table 2.1 Deposit Time Leak Volume
10-2 atm ml/sec
10-3 atm ml/sec
10-4 atm ml/sec
10-5 atm ml/sec
10-6 atm ml/sec
1ml 0sec 0.1sec 1sec 10sec 100sec
10ml 0.1sec 1sec 10sec 100sec 16min
100ml 1sec 10sec 100sec 16min 2.8h
1L 10sec 100sec 16min 2.8h 28h
Work V
olume
10L 100sec 16min 2.8h 28h 278h
2.3.4 Applied Measurement Method (1) Diffusion Scanning
In this method, a porous plastic plate or cloth-like material is applied to the leak point and retain the leaked gas, and then the leak can be detected by scanning along the surface of the plate or material with a sensor.
Hydrogen molecules will diffuse from high to low concentration. By taking advantage of this the leaked molecules which diffuse can be measured with the sensor. (2) Sniffer (Suction)
The sensor has a suction function and can ‘suck ‘ in air or gas at a constant flow rate. The leak volume from the leak point can be calculated from the suction volume, exhaust volume and detected gas concentration. In this method, the gas that leaks from a leak point at a narrow range (10 ml or so) is inhaled.
Fig. 2.22 Sniffer Method
C : Hydrogen Concentration of Sample (ppm)
CTracer : Hydrogen Concentration of Tracer Gas (ppm)
Fleak : Tracer Gas Leak Volume (atm ml/sec)
Fsample : Suction Sample Volume (atm ml/sec)
Pipe Filled with Tracer Gas Air Supply Port
Exhaust Flow for Sensor including Leaked Tracer Gas
The tracer gas leaks into the sniffer channel within the cover.
C=CtrancerφLeak
Vchamber

25
Example: If the units of Fleak and Fsample are the same, other units can be used. When the mixed gas is 5% hydrogen and the sample flow rate is 1 atm ml/sec, the equation above is expressed as follows. C = 5000 Fleak Assume that a normal sample flow rate is 1 atm ml/sec The suction probe used is the AP-55. (3) Deposition Test
In this method, the work is enclosed by a chamber or hood when its volume or surface area is large and the leaked gas is measured by depositing the gas inside the chamber or hood. With this method, even a trace leak can be measured by taking plenty of time and increasing the concentration of the leaked gas.
There are 2 measuring methods for the deposition test. 3-1 Natural Elevation Deposition
The leaked hydrogen gas diffuses and elevates within the chamber or hood and it accumulates at the upper portion. Though the concentration of hydrogen gas depends on the sampling position even with a same leak rate, this method is used when the leak should be detected quickly. Since the shape of the chamber is an important factor, its effect must be checked with experiments.
3-2 Forced Circulation The air and leaked gas in the chamber are forcibly circulated. This method is used when the same detection result should be obtained if a same leak exists at any position. Therefore, the deposition time is longer than that in the natural elevation method. If the circulation is insufficient, the use of a diaphragm pump or piston pump with an AC motor is recommended (these pumps are also used for fish tanks). Mixture can be improved by attaching a circulation fan. But, in general, a fan can only generate a very low pressure. If the diameter of its flow path is very small (30 mm or less), it is necessary to use a pump instead. A circulation system must be designed to circulate the air within the chamber at least 10 times during the deposition time. The mixing ability of the system must be fully checked by placing a standard leak device at different points on the tested work.
Work with Tracer Gas
Leaked Gas
Chamber or Hood
Fig. 2.23 Natural Elevation Deposition Method
Fan or Pump for Air Circulation
Work with Tracer Gas
Chamber or Hood
Fig. 2.24 Forced Circulation
Minimize the Dead Volume (Air)

26
3-3 On Decompression Chamber Method (An Evolved Version of Decomposition Methods) The sensor of ‘Sensistor Technologies’ leak detector which uses a mixed gas of 5% hydrogen
and 95% nitrogen as a tracer gas is necessary to conduct this measurement at atmospheric pressure. In automatic leak tests, some works can not be tested in practice because the space within the chamber has large influences on the detection capability and cycle time. In this method, the apparent space can be reduced and the pressure at the sampling position of the automatic probe can be set to atmospheric pressure by reducing the pressure within the camber to 1 kPaabs and by sucking in a certain amount of air and exhausting the same amount. As a result of this, the detection capability can be enhanced and the cycle time can also be shortened.
Exhaust Air
Detector
Work
Chamber
Charging and Exhaust System of Tracer Gas
Automatic Probe
Exhaust Compressed Air
Normal Gas
Decompression Pump
Sampling Pump
Sampling Hose
Air

27
2.4 Helium Gas Detection Leak Test 2.4.1 Operating Principle
In this method, a trace amount of helium gas which is leaked from the tested work is removed and placed in a detector (mass spectrometer), to detect the gas. The helium gas is ionized by the electron beam from the filament within the ion chamber of the analyzing tube. The ions are accelerated and move out through a slit and then pass through the magnetic field generated by the analyzer. Since the circular trajectories of the ions depend on their mass, the collector can catch the helium ions. There are several types of analyzer. The typical types include the magnetic field modification type (magnetic sector), omegatron type, and quadrupole type.
2.4.2 Basic Operation (1) Suction Method (Sniffer Method) 1-1 Charge the pressurized helium gas into the work. (Fig. 2.26) 1-2 Collect the helium gas which is leaked from the work with the a helium detector. (Fig. 2.27) 1-3 Exhaust the gas with the vacuum pump. (Fig. 2.28)
Fig. 2.25 Principle of Helium Gas Detection Leak Test
×
Slit Collector
○Molecule
A
Light ion
Heavy ion
Helium ion
Analyzer (generates magnetic field)
Heボンベ
Work
H eディテクター
VP
Heボンベ
Work
H eディテクター
VP
Fig. 2.27 Detection with Helium Detector Fig. 2.26 Pressurization with Helium Gas
He Gas Cylinder He Gas Cylinder
He Detector He Detector
Heボンベ
Work
H eディテクター
VP
Fig. 2.28 Exhaust
He Gas Cylinder
He Detector

28
(2) Vacuum Vessel Method (Bell Jar Method) 2-1 Depressurize the work and chamber. (Fig. 2.29)
Depressurize the work so that the concentration of helium gas is not decreased by atmospheric pressure. 2-2 Pressurize with helium gas. (Fig. 2.30)
Discharge the pressurized helium gas into the work. 2-3 Conduct a leak test. (Fig. 2.31)
Detect and calculate with the detector. 2-4 Clean the helium gas with nitrogen gas. (Fig. 2.32)
Exhaust the gases with the vacuum pump. 2-5 Open the work and chamber to atmospheric pressure. (Fig. 2.33)
Fig. 2.29 Depressurization of Work Fig. 2.30 Pressurization with Helium Gas
Fig. 2.31 Leak Test Fig. 2.32 Cleaning of Helium Gas
N2
ボンベ
Heボンベ
VP
Work Heディテクター
VP
N2
ボンベ
Heボンベ
VP
Work Heディテクター
VP
N2
ボンベ
Heボンベ
VP
Work Heディテクター
VP
N2
ボンベ
Heボンベ
VP
Work Heディテクター
VP
N2
ボンベ
Heボンベ
VP
Work Heディテクター
VP
He Gas Cylinder
N2 Gas Cylinder
He Gas Cylinder
N2 Gas Cylinder
He Gas Cylinder
N2 Gas Cylinder
He Gas Cylinder
N2 Gas Cylinder
He Gas Cylinder
N2 Gas Cylinder
He Detector He Detector
He Detector He Detector
He Detector
Fig. 2.33 Exhaust

29
2.4.3 Calculation Equation of Leak Volume Measurement of Detection Sensitivity (a) While opening the valve for the calibration leak, record the elapsed time and the meter reading
of the helium leak detector, and take the reading when it is stabilized as X2. In this step, the reading can be obtained from either the chart of the recorder or the time history of the reading.
(b) Close the valve of the calibration leak and take the reading when it is stabilized as X1. If the
background level varies, measure the maximum value (X1max) and minimum value (X1min) and take their average as the background X1.
(c) Calculate the detection sensitivity (S) using the equation below.
Qc : Leak volume from the calibration leak after compensated for the temperature at (Pa・m3/sec) X1 : Reading of the helium leak detector with the background level. (Output) X2 : Reading of the helium leak detector for the calibration leak. (Output)
(d) Calculate the minimum detectable leak volume (L) using the equation below.
(e) Measurement of time constant Measurement (a) Charge helium gas into the tested work. In this step, it is preferable to replace with helium gas by depressurizing
the work with a vacuum pump in advance. (b) Measure the background level and record it. (c) Record the reading on the helium gas detector when at least, the time constant (t) has elapsed, after the start of
the helium gas charge. (d) Calculate the leak volume (QT) using the equation below.
X1 = (X1max+X1min )
2
S = [1/(Pa・m3/sec)] (X2-X1)
Qc
L= S 2 (X1max-X1min ) =
2Qc(X1max-X1min )
X2-X1 (Pa・m3/sec)
X2-X
1
37% of (X2-X1) τ
X2 X
1
Background Background Level
Calibration Leak Valve, Close Calibration Leak Valve, Open
Time
Output
Fig. 2.34 How to Obtain Time Constant t

30
Xp : Value of the helium leak detector at the test
X1 : Value of the helium leak detector with the background level (Output)
S : Detection sensitivity
Open Discharge the helium gas within the work and open the vacuum vessel (bell jar) to the atmosphere.
Post-processing Perform the necessary post-processing.
Judgment Judge the result according to the inspection standard or specification. Use 1 x 10-7Pa・m3/sec unless other
wise noted. 2.4.4 Applied Measurement Method
Bombing Method (for Measurement of Sealed Work) If the work can not be pressurized, charge helium gas into it beforehand and then measure its
leak with the detector. With a defective work, the
helium gas infiltrates into the work. And then the helium gas, which had infiltrated into the defective work, is detected when it leaks to the chamber. In this method, the waiting time
between the completion of gas charge and the measurement affects the accuracy of measurement. Therefore, the waiting time must be controlled.
By combining the differential pressure detection leak test and the helium gas detection leak test, an ideal measurement environment can be configured.
QT = (XP-X1)
S
良品不良品
Heガス
Heディテクター
He
He
不良品
Fig. 2.35 Bombing Method
He Gas
Defective Work Good Work
Defective Work He Detector

31
2.5 FLOW RATE LEAK TEST
2.5.1 Operating Principle There are two major flow meter types for air (gas), a volume flow meter and mass flow meter. The volume flow meter includes a differential pressure flow meter (laminar flow meter), variable area flow meter, and volumetric flow meter, and the mass flow meter includes a thermal mass flow meter (mass flow meter) and vortex flow meter. The volume flow rate is expressed by volumetric displacement per unit time (l/min) and the mass flow rate is expressed by mass displacement per unit time (g/min). However, they are generally expressed by a volume flow rate unit at a certain condition where reference pressure and temperature are specified in pursuant to typical flow rate measurements nowadays. Among volume flow meters, the laminar flow meter has a characteristic that the pressure loss ⊿P is proportional to the flow rate Q when the flow in the pipe is a laminar flow. 128µL 32µL
pd4 d2
⊿P : Pressure Difference µ : Viscosity Coefficient L : Length of Pipe d : Diameter of Pipe Q : Flow Rate U : Average Flow Velocity of Fluid
A laminar element has a structure such that many capillary tubes are bundled along a flow path, and fluid passes through each capillary tube. Since the d of it is small, the Reynolds number is extremely small. The pressure difference ⊿P (pressure drop) of an actual laminar element is expressed as the sum of the pressure drops, ⊿P1 and ⊿P2, when the flow in it is assumed as a Poiseuille flow over the entire length. 32µL V2
d2 2g
Kr: Loss Coefficient at the End of Capillary Tube
In order to keep the linearity of the pressure difference ⊿P against the flow rate, the value of the following equation must be small enough. ⊿P1 k d
⊿P2 64 L
The FUKUDA Laminar Flow meter is designed to keep the linearity up to twice the rated flow.
The typical flow rate sensor used in a mass flow meter is a thermal mass flow rate sensor. On the capillary tubes that work as a sensor, resistive elements with a high resistance temperature coefficient are attached at the upstream (Rus) and downstream (Rds) of the tube. When electric currents are applied to the elements, they generate heats. The temperatures of these elements are same when there is no flow in the pipe. If the fluid begins to flow in the pipe under this condition, the upstream element is deprived of heat by the fluid and the down stream element receives the heat. A temperature difference ⊿T occurs between the upstream element and downstream element, and the temperature difference ⊿T has a functional relationship with the mass flow rate of the fluid. Therefore, the mass flow rate is measured by the changes of the resistances of electric signals, and then by amplifying and correcting them.
⊿P= Q= U
Fig. 2.36 Principle of Differential Pressure Flow meter
L
Pressure Difference ⊿P
⊿P=⊿P1+⊿P2= U+Kr ⊿P1 ⊿P2
Capillary Tube
⊿P
Fig. 2.37 Principle of Laminar Flow meter = Re =
Fig. 2.38 Principle of Thermal Mass Flow meter
Rus Rds
Flow

32
2.5.2 Basic Operation (1) Flow meter (at Atmospheric Pressure)
In the atmospheric pressure method, the work is positioned at the air pressure source side and the laminar at the atmospheric pressure side. The test pressure is supplied to the work and the leaked air passes through the laminar and it is exhausted into the atmosphere. The flow rate can be obtained by multiplying the pressure difference at the laminar by the laminar coefficient.The same laminar coefficient can be used when the test pressure is changed.
(2) Flow meter (at Line Pressure) In the line pressure method, the laminar is positioned between the air pressure source side and the work at the atmospheric pressure side. The test pressure passes through the laminar and is supplied to the work and is exhausted into the atmosphere. The flow rate is calculated by multiplying the pressure difference at the laminar by the laminar coefficient. The laminar coefficient in this method depends on the test pressure.
(1) Supply the test pressure. (2) Wait until the flow rate stabilizes. (3) Measure the flow rate. (4) Exhaust the pressure.
2.5.3 Calculation Equation of Leak Volume
Q = ⊿P ×k
Q : Flow Rate (ml/min)
⊿P : Pressure Difference (Pa)
k : Laminar Coefficient
Fig. 2.40 Mass Flow meter at Line Pressure
Work
Work
Fig. 2.39 Mass Flow meter at Atmospheric Pressure

33
2.5.4 Applied Measurement Method The basic methods of gas flow rate have been described in the BASIC OPERATION section above, the methods to improve the measurement performance are stated here.
When a flow rate measurement is conducted using a volume flow meter (laminar flow meter, * hereinafter referred to as laminar) or mass flow meter, the flow velocity in the pipe is extremely low if the estimated effective sectional area is extremely small. In such a case, it is necessary to take a substantially long measurement time to perform a proper flow rate measurement, because the flow velocity in the pipe is extremely low. There is a method to improve the measurement performance by using a pressurization bypass to reduce the measurement time as short as possible.
As shown in Fig. 2.41, by using a method to achieve the specified pressure in the work with holes whose flow rate is very low by the use of a circuit without the work, the area with a slow flow rate is practically limited to the holes of the work and this leads to the reduction of measurement time. When a flow rate is measured with a laminar flow meter or mass flow meter, a regulator is used to adjust a pressure to the specified pressure. Since the regulator adjusts the pressure while supplying a flow to compensate the pressure loss of the work in the secondary side, a normal regulator can not maintain the specified pressure because of its structure. When the specified pressure can not be maintained, this causes the failure to obtain stable flow rate measurement results. In such a case, the above mentioned problem can be solved by the use of an electropneumatic regulator (we call this an APU) which always supplies the specified pressure even if the pressure loss of the work varies. (The APU theory will be explained in Chapter 3.)
Work
Fig 2.41 Flow Rate Measurement Using Pressurization Bypass

34
Peripheral Equipment
Chapter 3

35
3.1 EXHAUST BYPASS UNIT
OUTLINE The exhaust bypass unit is used when foreign materials such as water, oil, or swarf attaches to
or mixes into the works. Since the pressurized air charged within the pass through the air leak tester (here after referred to as ALT) when it is exhausted, these materials may enter into the inside of the ALT. If they enter into the inside of the ALT, it may cause the malfunction of the internal solenoid valve or the failure of the differential pressure sensor. Therefore, these troubles shall be prevented by using the exhaust bypass as it lets the pressurized air within the work directly exhaust through it, without passing through the inside of the ALT. ・ The use of the exhaust bypass is recommended when foreign materials attach to or mix
within the works. ・ By using the exhaust bypass unit, the causes which may lead to the failure of the ALT will
be reduced and stable measurement results can be obtained. There is also the pressurization & exhaust bypass unit which has the pressurizing bypass function in addition to the exhaust bypass function.
3.2 PRESSURIZATION & EXHAUST BYPASS UNIT
OUTLINE The pressur ization & exhaust bypass unit is that to
which the bypass function for pressurization is added in addition to the exhaust bypass function. Since the pressurization flow rate increases due to the additional pressurization bypass, effects such as the reduction of pressurizing process time and the improvement of measurement stability can be expected for large works with an internal volume of 1000 ml or more. ・ By using the pressurization bypass unit, the
reduction of test time and the improvement of measurement stability for large works can be achieved.
・ With the exhaust bypass function, the causes which may lead to the failure of the ALT such as foreign materials attached to the work can be reduced (see “Exhaust Bypass” section).
CBU-600
FE-20

36
3.3 FLOW MASTER
OUTLINE The flow master is a flow rate device which can maintain
a constant flow rate by applying a specified pressure. It has a glass capillary tube in the body. It generates a constant flow rate at a specified pressure by adjusting the length and diameter of the glass capillary tube. By using the flow master, the daily checks of the ALT’s function and accuracy with actual leaks can be conducted easily. The OK/NG judgment condition for leak testing can be set by using the flow master in combination with a work as a leak master. It is also capable of measuring the internal volume of a work when used with a differential pressure type ALT. ・ The traceability certificates can be issued.
3.4 CALIBRATOR
OUTLINE The calibrator changes its internal volume when the scale
dial is rotated. By using it in combination with a differential pressure type ALT, the sensitivity check of ALTs and the internal volume measurement of works can be conducted by measuring the resultant pressure difference due to a volume change. ・ By using the calibrator, the sensitivity check of
differential pressure type ALTs and the internal volume measurement of works can be conducted easily.
・ The traceability certificates can be issued. ・ There are 3 types: 0.1 ml, 1.0 ml and 5 ml.
FFM-100

37
3.5 SUPER ELECTROPNEUMATIC REGULATOR (APU)
OUTLINE
The super electropneumatic regulator (here after referred to as APU) is an electropneumatic regulator which controls an air pressure and a flow rate by changing its input voltage.
The APU realizes control reproducibility of ±0.1% by employing the differential type nozzle flapper system for the precise electropneumatic proportional valve used in it. It can stably provide pressure with a large flow rate even at very low or negative pressure, this has been considered difficult to realize, and it can also perform a control of a coupled pressure from a negative pressure to a positive pressure. Its feedback sensor is attached externally, so the pressure control at an arbitrary point can be performed. The APU is also capable of performing a constant flow rate control by using a differential pressure sensor to control the pressure difference at both sides of the work. ・ Stable pressure control is possible at an arbitrary setting by using the APU. ・ Measurements with stable pressurization can be performed as the pressure switches
automatically by inputting the settings of the lead pressure and test pressure for the ALT.
APU-120
APU-300

38
Information about
Equipment
Chapter 4

39
4.1 MANAGEMET OF WATER, OIL AND FOREIGN MATERIALS
When using the air leak testers, it is most important to correctly manage the water, oil and foreign materials mixed into the air used for testing. This is because they may have various harmful effects and cause a failure, if they enter into the inside of air leak testers.
As shown in Fig. 4.1, 66% of the failures caused are due to foreign materials. According to the survey on the detail of the main cause, 74% of mix is due to primary pressure and 26% due to works as shown in Fig. 4.2. Installation of a filter set (air filter and mist separator) just before an air leak tester is recommended to prevent the mix of foreign materials from the primary pressure.
Fig. 4.3 Filter Set Installed at Primary Pressure Side
Capacity of Filter Set to be Installed (Flow rate shall be selected according to the product)
Table 4.1 Filter Capacity
Filtration Size Ambient and Gas Temp. Secondary Side Oil Mist
Concentration.
Air Filter 5µm ‐5 – 60℃ -
Mist Separator 0.01µm ‐5 - 60℃ 0.1mg/m3 *1
*1: at compressor discharge concentration of oil mist of 30mg/m3 (ANR).
Failure Causes of Repaired Products
Breakdown of the Source of Foreign Materials
Fig. 4.1 Failure Causes Fig. 4.2 Details of the Source of Foreign
Air Filter Mainly removes moisture
Mist Separator
Removes oil mist.
Air Leak Tester Compressed Air Source
Request to Customers Regarding Long and Stable Use With a filter installed, the maintenance of the filter shall not be neglected, otherwise its performance will be lowered and foreign materials will enter into the air leak tester. Make sure to conduct “Drainage at daily inspection before operation” and “Exchange of filter element at every periodic inspection”
(For the proper exchange interval of the filter element in use, refer to the instruction manual.)
Repair Causes of Leak Testers Details of the Source
Mix of Foreign Materials Customer’s Reason Aging Others
Primary Pressure (Oil) Primary Pressure (Others) Work (Oil) Work (Others)

40
One of the failure causes of the products is the suction of foreign materials from the work during exhaust. Installing an external exhaust unit (charge external exhaust unit) is recommended to prevent the suction of foreign materials.
Fig. 4.4 Basic Circuit with External Exhaust Unit
4.2 MANAGEMENT OF SOURCE PRESSURE AND FLOW RATE Since test pressures of the leak test depend on each work, the management of the primary pressure is important. The variation of the source pressure and insufficient flow rate will result in reduced detection accuracy and longer tact time
Table 4.2 Primary Pressure Management Range for Each Measurement Range
Measurement
Range Control Range Primary Pressure
V -5 - -90kPa Direct supply from vacuum pump
UL 0 - 20kPa 50kPa
L 10 – 99kPa 100 – 200kPa
M 50 – 700kPa 100 – 900kPa
H 300 – 990MPa Set Pressure + 30%
H1 0.5 - 2.0MPa Set Pressure + 30%
H2 1.0 - 4.0MPa Set Pressure + 30%
As shown in Table 4.2, the management of the primary pressure is necessary. A sufficient discharge flow rate of the regulator must also be secured for the measurement of large works.
* As the management of the primary pressure and flow rate is the key point for the equipment, please contact our sales representative.
Leak Tester
External Exhaust Unit
Work

41
4.3 CLAMPING AND SEALING JIG Clamping and sealing are the absolute requirements for leak testing. Since shape and test
pressure depend on each work, appropriate clamping pressure and seal method are required for the work. 4.3.1 Clamping Clamping pressure is expressed as follows: Cylinder diameter x Air (Oil) pressure = (Seal area x test pressure + Crush force of rubber seal) x Factor for stabilization. The factor for the stabilization of clamping depends on the seal conditions such as surface roughness, rubber hardness, etc (the normal ratio of maximum value to minimum is 2). 4.3.2 Sealing Jig (1)Reduce the volume change The measurement becomes unstable if the internal volume changes when a force is applied to the work by clamping. The typical seal methods are O-ring sealing and urethane rubber sealing. We strongly recommend the O-ring searing in consideration of the characteristics of air leak testers. The urethane rubber sealing shall be used only when it is not applicable due to the shape of the work. With the use of a core cylinder, the volume change decreases during a test using a urethane rubber seal and this leads to the improvement of detection sensitivity and accuracy.
* The O-ring may come away during unclamping, so take an appropriate preventive measure such as dovetail groove.
Fig. 4.5 Seal Method (O-ring Sealing)
Fig. 4.6 Seal Method (Urethane Rubber Sealing)
Work
Sealing Jig O-ring
Work
Sealing Jig O-ring ゙
There is almost no volume change due to a metal contact condition between the work and sealing jig.
The rubber deforms when it contacts all over the work and the change of internal volume occurs easily, and this leads to a false measurement.
* By covering the side surface of the rubber, the deformation during sealing can be reduced.
O-ring Sealing
Urethane Rubber Sealing
Sealing Jig
Urethane Rubber Urethane Rubber Sealing Jig

42
Fig. 4.7 Seal Method (Urethane Rubber Sealing with Core Cylinder)
1) Select parts with little deformation due to pressurization ・ Select hard piping parts such as those of high-pressure type even if their specifications are sufficient in terms of pressure. ・ Do not use soft materials such as polyurethane. ・ Do not include devices with a diaphragm or spring in the measurement circuit. 2) In cases of deformable works
When a measurement is done for the work of a soft material such as resin, a structure to prevent deformation shall be employed. (2) Improvement of detection sensitivity With a leak, the change of pressure becomes large when the volume of a work is small. Leak detection of high sensitivity can be realized by reducing the volume of a work. 1) Utilization of core
2) Selection of piping In leak testing, the volume of the piping is added to the volume of a work. Therefore, use piping
as short as possible and increase the detection sensitivity.
Since the deformation of the seal is restrained and the change of internal volume decreases, the measurement accuracy is improved.
Urethane Rubber Seal with Core Cylinder
Urethane Rubber
Core
Urethane Rubber
Since the volume decreases due to the volume of the core, the detection sensitivity increases.
Urethane Rubber Urethane Rubber
Sealing Jig Sealing Jig
Core Cylinder Core Cylinder

43
4.4 CHANGE IN TEMPERATURE When the temperature change of the sealed work occurs, the pressure of it also changes and the
measurement becomes unstable. Sources of heat
・ Solenoid valves ・ Change of ambient temperature (air conditioning etc.)
Measures
・ Use pneumatic valves instead of solenoid valves. ・ Enclose the test equipment with a acrylic box ・ Wrap the piping with spiral tubes etc.


























![Diagram bear fukuda toru[super]](https://img.pdfslide.net/doc/110x75/55cf36debb61eb9e1c8b45ea/diagram-bear-fukuda-torusuper.jpg)
