Embed Size (px)
Citation preview

c. v. White
Kettering University
G. Krauss and D.K. MatlockColorado School of Mines
INTRODUCTION
The traditional steel
production processconsisted of the
refining and teeming
of liquid steel into
large ingots. These in-
gots required exten-
sive high temperature
soaking and hot roll-
ing to produce slabs,
blooms and billets that
were subsequently hot
rolled to finished
product shapes. Although some ingot
casting capacity still exists, continuous
casting directly to slabs, blooms and
billets has largely displaced ingot cast-
ing. Continuous casting has grown to
more than 80 percent of steel produc-
tion in North America, and to more than85 percent in the United Kingdom.1, 2
The popularity of continuous casting
has been driven by improvements in
surface quality, greater uniformity in
composition (due to the elimination of
top-to-bottom ingot segregation) , en-
ergy savings, high yields and increased
production efficiency. The history and
evolution of continuous caster design
and technology have been described in
detail by IMng.2A concern exists that smaller as-cast
sections of continuously cast steel prod-
ucts may not receive sufficient hot work
to produce microstructures and prop-
erties characteristic of more highly de-
formed steel products. This is especially
a concern in bar steels that are forged to
complex shapes. This article will review
the literature related to the effects of hot
reduction on the properties and perfor-
mance of continuously cast bar steels.
Diminished mechanical properties and
fatigue performance have been reported
in strand-cast steels subjected to limited
reduction. Properties representative of
wrought steel eventually are attained
with increasing hot reduction. The
amount of hot reduction required to
achieve the transition from cast to
wrought structure and properties is of
great interest, especially in small con-
tinuously cast billets that may receive
little hot reduction to finished bar sizes.
The causes of reduced performance
as a function of limited hot work have
been difficult to unravel. Performance
depends on a multitude of factors: the
homogenizing effects of hot work; steel-
making, which establishes the cleanli-
ness and inclusion content of the prod-
uct; caster design, which establishes the
size and geometry of the as-cast product;
the nature ofhotwork or roll pass design
of the hot rolling stands used to produce
bars of various sizes; and, ultimately, the
microstructure of the heat-treated bar or
forgings, such as ferrite-pearlite or high
strength tempered martensite.Thus, the amount of hot work re-
quired to produce wrought propertiesis caster- and mill-specific. A universal
criterion for acceptability, such as a
single value of the commonly used hot
reduction ratio, based on reduction of
SEPTEMBER 1998 g 73


Figure 3 The histogram shows the frequency of inclusions with various shape factors as afunction of the hot reduction ratio.9 JO The shape factor is defined in the text.
and a central zone with equiaxed den-
drites with random orientations. As dis-
cussed here, extensive porosity may exist
in the central equiaxed zone. The relative
areas of the columnar and equiaxed zones
depend on caster speed, which deter-
mines thermal gradients and solidifica-
tion velocity. Electromagnetic stirring is
used to promote the size of the equiaxed
zone, minimize centerline porosity and
reduce the size of the columnar zone.
The scale of the dendritic structure
determines the distribution of inter-
dendrite chemical segregation and
porosity due to solidification shrinkage
or gas evolution. These factors may
be detrimental to mechanical proper-
ties and performance. The fine-scale
and recrystallization of the austenite grain
structure is achieved by the same method.
Despite this, microsegregation persists
even after extensive hot deformation.
Figure 6 presents evidence for
interdendritic microsegregation, al-
though with increasingly finer spacing,
in bars of 10V45 steel for reduction
ratios between 7:1 and 49:1.10 The
chemical segregation was revealed by
etching with picric acid and sodium
tridecylbenzene. The austenite grain
structure and the ferrite-pearlite micro-
structure formed on cooling of this steel
were superimposed on the chemical
variations. When tested in torsional fa-
tigue, all specimens showed wrought
behavior and fatigue crack initiation at
inclusions within the ferritic compo-
nent of the microstructure.
Thus, in this experiment, microstruc-
ture and inclusions controlled fatigue
performance. The coarser effects of so-
lidification, such as columnar dendrite
crystal orientation and porosity, were
dissipated by a reduction ratio of 7: 1.
Residual effects of dendritic segrega-
tion may contribute to ferritelpearlite
banding beyond association with as-cast
structures! Also, residual chemical seg-
regation effects from the corners of square
billets eventually may contribute to
distribution of porosity often is charac-
terized by secondary dendrite arm spac-
ing, which is directly related to heat
transfer during solidification.
Figure 5 shows secondary dendrite
arm spacing as a function of the dis-
tance from the chill surface for a num-ber of casters. 14 The larger the section
size and further the distance from the
surface, the coarser the dendrite spac-
ing and associated micro segregation
and porosity.
M.CROSEGREGA T.ON
Center macroporosity and interdendrite
microporosity are healed by hot work,
~
1- Chill zone
Columnar zone
3.~ .Low carbon steels22 .
2 .Stainless steels (type 304) .
...A
1.8 ~ .. .-14 ..
! 1.0I = .6 ..
I 2
= -.2
o -.6..I -1.0
-2.4 -1.6 -0.8 -0.0 0.8 1.6 2.4
Log x (mm) Figure 6 A picric acid-sodiumtridecylbenzene etchJO depicts effectsassociated with residual interdendriticmicrosegregation in bars of 10V45 steelsubjected to hot reduction ratios of (a)7:1, (b) 10:1, (c) 27:1 and (d) 49:1.
Equiaxed zone
Figure 5 The secondary dendrite armspacingfor a number of dijJerent castersis shown as a function of distance fromthe chill surface. !4
Figure 4 The diagram shows various
solidification zones in a continuously
cast billet.12
SEPTEMBER 1998 a 75

nonsyrnmetrical distortion during finalheat treatment of bars and forgings.15. 16
with discontinuities caused by speci-
men machining.17
Solidification porosity increases with
greater distance from the surface of as-
cast billets. As the dendritic structure
coarsens, the interior cooling rate de-
creases, the last liquid steel solidifies and
final shrinkage develops. Density mea-
surements, as a function of distance from
the surfaces of 140-mm-square cast bil-
lets, show porosity is low in columnar
dendrite solidification zones and in-
creases to high levels close to and at billet
centerlines.18 Brada has shown that cor-
ners of square billets, where columnar
dendrite zones from orthogonal surface
impinge, also are locations of high po-
rosity in continuous cast billets.19
Figure 9 shows macroetched trans-
verse sections of electromagnetically
stirred and unstirred continuously
cast billets of 4140 steel,171n the unstirred
billet, the columnar dendrite zone occu-
pies most of the cross section, and mac-
roscopic porosity is present at the
centerline of the billet. Electromagnetic
SOLIDIFICATION POROSITY
Porosity is a major consequence of so-
lidification and has been shown to cause
diminished fatigue performance. For
example, Figures 7 and 8 show fatigue
crack initiation at porosity in as-cast
continuously cast 152-mm-square bil-lets and hardened 4140 steeV 7 Figure 7
illustrates fatigue fracture surfaces de-
veloped by axial fatigue testing of
specimens removed from the columnar
dendritic zone. Meanwhile, Figure 8
illustrates fatigue in the equiaxed
zone. The interdendritic morphology
of the porosity is revealed, especially in
the second example; the former re-
vealed better fatigue life. Specimens
removed from bars of the same billet
subjected to hot reduction ratios of
3.3: lor greater showed marked im-
provement in fatigue resistance. Fatigue
initiation of hardened specimens from
hot worked bars largely was associated
stirring produces an extensive equiaxed
dendritic zone and eliminates macro-
scopic centerline shrinkage. A light-
etching band, because of solute deple-
tion, marks the initiation of electromag-
netic stirring.
In addition to stirring, porosity and
the extent of the equiaxed central zone
of billets also are affected by superheat.
High superheat in unstirred billets in-
creases the extent of columnar solidifi-
cation by retarding the nucleation ofequiaxed dendrites:Q, 21 High superheats
also have been found to increase
interdendrite segregation and internal
porosity, requiring higher reduction
ratios for the elimination of porosity.21
Electromagnetic stirring offsets the ef-
fect of high superheats, but does not
compensate completely for the in-
creased size of columnar solidification
zones at higher superheat temperatures.
Hot work eliminates porosity, but
the amount required to produce full
density in bars is a function of the meth-
ods by which the hot work is applied.
~ ~10J.lrn
I Figure 7 Porosity is a major conseqltence of solidification. The micrographs show theporosity at the fatigue crack initiation in a hardened 4140 steel specimen taken from thecolumnar dendritic zone of an as-cast sti"ed billet.ll
76 H SEPTEMBER 1998

etching effects associated with chemicalsegregation are still apparent.
Figure 12, taken from the work of Fett
and Ross, shows strength and ductility
parameters as a function of the reduc-
tion ratio for normalized specimens of
1040 steel,24 As noted previously, ulti-
mate strength and hardness are not
degraded in as-cast structures, but elon-
gation and reduction of area are re-
duced by the effects of solidification.
Figure 13, from the same study, shows
dependence of impact energy on the
reduction ratio, similar to that of the
ductility parameters. Both the impact
and ductility measures of fracture resis-
tance reach constant values at the low
reduction ratio of 3:1. Morris et al.
show similar sets of data for tensile
properties, but greater variation in im-
pact properties in specimens is obtained
from billets subjected to low reduction
ratios of between 3:1 and 7:1.18
The studies of fatigue in as-cast and
hot rolled continuously cast billets show
that specimens from as-cast billets fail
for one of two reasons: coarse as-cast
columnar grain structure or porosity
incorporated during solidification.17
After relatively small amounts of hot
reduction, the effects of residual solidi-
fication no longer playa significant role
in the initiation of fatigue cracks. In-
stead, fatigue initiates at inclusions or
surface defects, which are determined
by steel cleanliness, specimen prepara-
tion and microstructure.
For example, Figure 10 shows poros-
ity is eliminated by relatively low reduc-
tion ratios, and rolling schedules with
heavy passes increase density more
readily than those with light passes.22The
heavy passes were accomplished with
larger diameter cylindrical rolls. A study
of the elimination of porosity in continu-
ously cast slabs also emphasized that a
combination of rolling reduction and
rolling shape factor (as related to radius
of the work rolls) must be considered for
the elimination of porosity.23
Another study was conducted on the
effectiveness of various deformation
processes on consolidating central
looseness and voids in bars produced
from strand-cast billets. Morris et al.
found that hammer forging restored full
density at a nominal reduction ratio of
3:1.18 But, when continuous forging,
groove rolling and flat rolling were used
for hot deformation, reduction ratios of
at least 5:1 were required.
Figure 11, from the study by Schultz et
al., shows in continuously cast 4140 bars
subjected to a reduction ratio of 3:3,
some residual center porosity persists in
the bar produced from an unstirred bil-let. 17 No macroscopic evidence ofporos-
ity is visible in the bar produced from an
electromagnetically stirred billet, but
MINIMUM HOT REDUCTION
RATIOS
Table I lists a number of investigations
that have been designed to evaluate the
transition from cast to wrought me-
chanical behavior and structure in con-
tinuously cast steels. The criteria, as
identified by each set of authors, dif-
fered for an effective transition. The
criteria included an elimination of
porosity, mechanical behavior charac-
teristic of products produced from in-
got cast steels or mechanical behavior
that attained a stable high level as a
function of increasing hot reduction.
A number of the investigations of
mechanical properties determined by
tensile testing show yield and tensile
strength are relatively insensitive to
microstructural components intro-
duced by solidification or hot work ofthe as-cast structures. 17, 18,21,24 How-
ever, the properties that measure duc-
tility, such as reduction of area or total
elongation, are sensitive to solidifica-
tion structures and improve with in-
creasing hot reduction.
The ductility parameters are deter-
mined by ductile fracture mechanisms
related to pore and inclusion distribu-
tions, and are adversely affected by
those distributions in as-cast specimens.0
Heavy pass~ ~C')-
E()
...
s 01
I
.02
/
.031 15
Rolling Ratio
2 2.5 3
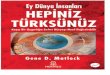
Figure 10 Density differences betweencore and surface zones of cast plates, shownas a function of reduction ratio and rollingseverity, indicate that porosity is eliminatedby relatively low reduction ratios!2
SEPTEMBER 1998 a 77


the Advanced Steel Processing and Prod-
ucts Research Center, a National Sci-
ence Foundation Industry-University Co-
operative Research Center at the
Colorado School of Mines. ~
superheat and electromagnetic stirring.
Deternlination of the success of these
efforts must then be made on a case-by-
case basis. The mechanical properties
must be evaluated and demonstrate that
the properties are adequate for the pro-
posed application.This article has reviewed a number
of technical papers on the effect of hot
reduction on the properties of continu-
ously cast steel. Two of the most com-
prehensive papers regarding mill proc-
essing were commissioned by theEuropean Commission.18, 21 Producers
and users of steels should perform more
work to be published and evaluated.
This work would enable the establish-
ment of clear limits of the minimum
amounts of hot reduction for specific
steel compositions, steelmaking condi-
tions and product applications.
ACKNOWLEDGMENTS
C.V. White acknowledges the support of
American Iron and Steel Institute, Deere
& Company, Chaparral Texas Steel Re-
cycling, Caterpillar Inc. and Inland Steel
Company. This support made possible
a sabbatical leave from GMI Engineer-
ing and Management Institute (now
Kettering University) at the Colorado
School of Mines. The program on the
effects of the hot reduction ratio on
continuous cast steels is supported by
References
I. G. Millar , "Strand Cast Bar Steels in North America,"
Bar Applications Group/American Iron and Steel
Institute, 1995, pp. 3-4.2. W .R.lrving, "Continuous Casting of Steel, " Book 584,
The Institute of Materials, 1993, pp. 1-20.
3. W .C. Leslie, "Inclusions and Mechanical Properties,"
Trans. oftbe ISS, ISS, Vol. 2, 1983, pp. 1-24.
4. L.E. Samuels, OpticalMicroscopy ofCarbon Steels,
ASM, Materials Park, OH, 1980.
5. D. Schauwinhold, "Characteristic Properties and Ap-
plications ofProducts from Continuously Cast Steel,"
4th Internationallron and Steel Conference, 1982 ,
pp. 3/3-3/12.
6. R.L. Widner, "Value Creation Through Investment
and Continuous Improvement," SAE, Warrendale,
PA, 1992, Paper No.921678.
7. J.D. StoverandR.V. Kolarikll, "Air-MeltedSteel With
Ultra-Low Inclusion Content Further ImpToves Bear-
ing Fatigue Life," SME, Paper No.871208.
8. N .Islam, "Developments in the continuous casting of
steel," Metals and Materials, 1989, pp. 392-396.
9. B. Rittgers et al., "Effect of Hot Working Reduction
Ratios on the Torsional Fatigue of Strand Cast AISI
4140 Steel," 31st Mechanical Working and Steel
Processing Proceedings, ISS, Vol. XXVII, 1989, pp.
99-113.
10. J. Dyek et al., "Effects of Hot Reduction and Bar
Diameter on Torsional Fatigue of a Strand-Cast
Microalloyed Steel," 30thMechanical Working and
Steel Processing Proceedings, ISS, 1988, Vol. VVXI,
pp. 83-94.
II. G.R. Speich and W.A. Spitzig, "Effect of Volume
Fraction and Shape of Sulfide Inclusions on Through-
Thickness Ductility and Impact Energy ofHigh Strength
4340 Plate Steels," Metall. TransactionsA, Vo113A,
1982, pp 2,239-2,257.
12. Y. Tomita, "Effect of Hot Rolling Reduction on Shape
of Sulfide Inclusions and Fracture Toughness of A/SI
4340 mtrahigh Strength Steel," Metall. Transac-
tionsA, Vol. 19A, 1988, pp. 1,555-1,561.
13. T. Ototani, Calcium Clean Steel, Springer Verlag,
Berlin, 1986.
14. A.W. Cramb, "Secondary Dendrite Arm Spacings
in Continuous Cast, Thin Steel Sections," Casting
of Near Net Shape Products, TMS, 1988, pp.
673-682.
15. S. Gunnarson, "Effect of Strand Casting on Distortion
of Carburized Steel Crown Wheels," Harterei-
TechniscbeMitteilungen, Vol. 46,1991, p. 216.
16. H. Mallender, "Dimension and Shape Changes by
Carburizing," Einsatzharten, J. Grosch and J.
Wunning, Editors, AWT, 1989, pp. 285-303.
17. E.J. Schultz et al., "The Effect of Hot-RoU Reduction
Ratio on the Axial Fatigue of Cuntinuously-Cast and
Hardened 4140 Steel," 34th Mechanical Working
and Steel Processing Proceedings, ISS, Vol. XXX,
1992, pp. 309-319.
18. P.W. Morris, S.P. Ryalls and B.A. Wade, "Optimiza-
tiun of the defonnation process for continuously cast
billets to provide the most appropriate materi:j! prop-
erties," Final Report, Contract No. 7210.EB/804 (DI-
D5.5/88), European Commission, 1994.
19. G. Brada, "Characterization ofContinuouslyCastAISI
4130 Steel and the Effects of Hot-Reductiun Ratio on
Structure and Axial Fatigue," M.S. Thesis, Colorado
School of Mines, 1993.
20. D.J. Hurtuk, "Aberrations Observed in the Relation-
ship ofDendrite Size-Alloying Elements for Low Alloy
Steel," Proceedings of the International Confer-
ence on Solidification, The Metals Society, London,
England, 1979, pp. 21-29.
21. F. Fattorini and B. Grifoni, "Effect of the Rolling
Reduction Ratio on the Quality and Properties of
Rolled Engineering Steel Bars Deriving from Cast
Billets and Blooms via C. C. Route," Final Report,
Contract No. 7210-EB/402 (1.7.1985-30.6.1988),
European Commission, 1990.
22. J-C. Brunet, "Reduction Ratios In Continuous Cast-
ing: How Important Are They? ," Metal Progress, Vol.
XX, 1985, pp. 45-53.
23. N. Okumura et al., "Hot Rolling Conditions in Cun-
tinuous Cast Slabs," pp. 217-228.
24. G.A. FettandJ.W. Ross, "The Effect of Reduction Ratio
on the Mechanical Properties of Strand Cast Steel,"
Impact of Improved Material Quality on Proper-
ties, Product Performance and Design, ASME, MD
Vol. 28,1991, pp. 1-14.
25. R.H. McCreery , "Effects of Reduction On the Minimill
Steel," Metal Progress, 1984, pp. 29-31.
26. H.B. Emerick, "Evaluatiun of Continuous Cast Steel
for Seamless Tube Production," Continuous Cast-
ing, Gordun and Breach, 1962, pp. 197-208.
SEPTEMBER 1998 la 79