Embed Size (px)
DESCRIPTION
this project deals with the faults occur in the mechanical devices like gear, clutch and shaft. We use MEMS technology to monitor the fault in the systems
Citation preview

INTRODUCTION
The modern automobile consists of many mechanical systems such as
power seats, windshield wipers, mirrors, trunks, and windows, which are all
susceptible to breakdown. Without any condition monitoring system, the
breakdown is usually catastrophic, and requires an expensive part replacement.
Real-time condition monitoring allows for early detection of faults, which could
require a simple solution such as the application of a lubricant, to fix. This
prolongs the useful life of the component, and prevents sudden and unexpected
failure. Real-time condition monitoring can be accomplished by examining the
vibration signature of a mechanical system. For example, an automobile power
window consists of a DC motor and its associated bearings and couplings, a
gear reduction system consisting of worm and spur gears, and kinematic links.
Faults resulting in excessive vibrations may be caused by coupling
misalignment, bearing failure or gear train failure. Coupling misalignments
occur at the connection between the drive shaft and the driven shaft, and are
typically due to imperfect manufacturing. Bearing failure is caused by lack of
lubrication or moisture contamination causing rusting, while gear train failure is
caused by misaligned, broken, cracked or chipped gear teeth [1]. Each fault
occurs at a characteristic frequency, and so the state of the mechanical system
can be determined by monitoring the amplitudes of the relevant frequencies.
Vibrations due to coupling misalignments occur at harmonics of the shaft
rotational speed. Gear vibrations occur at the gear turn speed or at sidebands of
the gear mesh frequency. Ball bearing vibrations may be caused by outer
bearing race defects By monitoring the real time vibration signature of the
mechanical system, anomalies can be quickly identified and fixed. In the
proposed method, vibration signals are obtained using piezo-electric sensor
and motor current signature analysis is performed using Hall Effect sensor. The
features of the signal are analyzed using wavelet packet transform. Besides

other signal processing techniques, wavelet packet transform is preferred
because it has certain advantages. Traditional signal processing techniques like
Fourier transform can perform only on stationary signals. Since it is not well
suited for non-stationary signals short time Fourier transform (STFT) is used.
STFT uses a constant window function as a base to obtain the frequency
spectrum coefficients. The size of the window function cannot be changed
which led to the need for wavelet transform. Wavelet transform uses a varying
size window function as its base.
In wavelet transform low frequency signals are decomposed repeatedly to
obtain low frequency information. In wavelet transform the information about
high frequency signals are limited. In the proposed method, wavelet packet
transform decomposes both low frequency and high frequency information. It
can analyze both stationary and non-stationary signals.
There are many classifier models to effectively classify the faulty data from the
healthy one. They are: Analytical model-based methods, Artificial Intelligence-
based methods.
Analytical model based methods are efficient monitoring systems for
providing warning and predicting certain faults in their early stages. Artificial
Intelligence based methods are of two categories: Knowledge based models and
Data based models. When considering fault diagnostics of gear system it is
difficult to develop an analytical model that describes the performance of a gear
under all its operation points. It is difficult for a human expert to distinguish
faults from the healthy operation. Though analytical based methods and
knowledge based methods are effective classification methods, their
performance in induction motors is not good. Moreover conventional methods
cannot be applied effectively for vibration signal diagnosis due to their lack of
adaptability and the random nature of vibration signal. In such a situation, data
based models are used to classify faults in gear system.
Data based models are applied when:
— the process model is not known in the analytical form
— expert knowledge of the process performance under faults is not available
Some of the popular data based models are neural networks, fuzzy systems and
Support vector machine. Neural networks and fuzzy logic are widely used in the
field of fault diagnostics. Fuzzy logic provides a systematic framework to
process vague and qualitative knowledge. Using fuzzy logic it is possible to
classify a fault in terms of its degree of severity. Artificial neural network are
modeled with artificial neurons. Each artificial neuron accepts several inputs,
applies preset weights to each input and generates a non-linear output based on
the result. The neurons are connected in layers between the inputs and outputs.
Support Vector Machine, a novel machine learning technique is used in this
paper. It is based on statistical learning theory, and is introduced during the
early 90’s. SVM is opted in this paper since it is shown to have better
generalization properties than traditional classifiers.
Efficiency of SVM does not depend on the number of features of
classified entities. property is very useful in fault diagnostics, because the
number of features to be chosen to be the base of fault classification is thus not
limited. Gear system’s condition monitoring systems collect data from the main
components such as the generator, the gearbox, the main bearing, and the shaft.
The purpose of this data-gathering is to minimize downtime and maintenance
costs while increasing energy availability and the lifetime service of wind
turbine components. An ideal condition monitoring system would monitor all
the components using a minimum number of sensors.
There have been a few literature reviews on Industrial Motor’s condition
monitoring. This chapter aims to review the most recent advances in condition
monitoring and fault diagnostic techniques with a focus on wind turbines and
their subsystems related to mechanical fault. This section summarizes the
monitoring and diagnostic methods for the major subsystems in Industrial

Motor’s such as gearbox, bearing, and generator which are the primary focus of
this study.
2.1.1 Gearbox and Bearing
Gearbox fault is widely acknowledged as the leading issue for wind
turbine drive train condition monitoring among all subsystems [11-19]. Gear
tooth damage and bearing faults are both common in the Industrial Motor’s.
According to McNiff [27], bearing failure is the leading factor in turbine
gearbox problems. In particular, it was pointed out that the gearbox bearings
tend to fail in different rates. Among all bearings in a planetary gearbox, the
planet bearings, the intermediate shaft-locating bearings, and the high-speed
locating bearings tend to fail at the fastest rate, while the planet carrier bearings,
hollow shaft bearings, and non-locating bearings are least likely to fail. This
study indicates that more detailed stress analysis of the gearbox is needed in
order to achieve a better understanding of the failure mechanism and load
distribution which would lead to improvement of drive train design and sensor
allocation. Vibration measurement and spectrum analysis are typical choices for
gearbox monitoring and diagnostics. For instance, Yang et al. developed a
neural network based diagnostic framework for gearboxes in [28]. The
relatively slow speed of the wind turbine sets a limitation in early fault
diagnosis using the vibration monitoring method. Therefore, acoustic emission
(AE) sensing, which detects the surface stress waves generated by the rubbing
action of failed components, has recently been considered a suitable
enhancement to the classic vibration based methods for multisensory
monitoring scheme for gearbox diagnosis, especially for early detection of
pitting, cracking, or other potential faults.
Lekou et al. presented their study using AE in parallel with vibration,
temperature, and rotating speed data for health monitoring [29]. It was shown

that monitored periodic statistics of AE data can be used as an indicator of
damage presence and damage severity in Industrial Motor’s.
Chen et al. set up a finite-element (FE) simulation study of stress wave
based diagnosis for the rolling element bearing of the wind turbine gearbox. It is
noteworthy that FE analysis is a good complementary tool to the experimental
based study, with which the physical insight of various levels of faults can be
investigated. Notice that AE measurement features very high frequencies
compared to other methods, so the cost of data acquisition systems with high
sampling rates needs to be considered. Besides, it is noise-rich information from
AE measurement. Advanced algorithms are needed to extract useful
information. For mechanical faults of the drive train, the electrical analysis was
investigated. Diagnosis of gear eccentricity was studied using current and power
signals. It is noteworthy that the data were obtained from a wind turbine
emulator, incorporating the properties of both natural wind and the turbine rotor
aerodynamic behavior. Although the level of turbulence simulated was not
described, the demonstrated performance was still promising for practical
applications. Torque measurement has also been utilized for drive train fault
detection. The rotor faults may cause either a torsional oscillation or a shift in
the torque-speed ratio. Also, shaft torque has a potential to be used as an
indicator for decoupling the fault-like perturbations due to higher load.
However, inline torque sensors are usually expensive and difficult to install.
Therefore, using torque measurement for drive train fault diagnosis and
condition monitoring is still not practically feasible.
2.1.2 Generators
The Industrial generators are also subject to failures in bearing, stator, and
rotor among others components. For induction machines, about 40% of failures
are related to bearings, 38% to the stator, and 10% to the rotor. The major faults
in induction machine stators and rotors include inter-turn faults in the opening

or shorting of one or more circuits of a stator or rotor winding, abnormal
connection of the stator winding, dynamic eccentricity, broken rotor bars of
cracked end-rings for cage rotor, static and/or dynamic air-gap eccentricities,
among others. Faults in induction machines may produce some of the following
phenomena: unbalances and harmonics in the air-gap flux and phase currents,
increased torque oscillation, decreased average torque, increased losses and
reduction in efficiency, and excessive heating in the winding.
2.1.3 Machine Vibration Analysis
Vibration analysis is a proven and effective technology being used in
condition monitoring. For the measurement of vibration, different vibration
transducers are applied, according to the frequency range. Vibration
measurement is commonly done in the gearbox, turbines, bearings, and shaft.
For wind turbine application, the measurement is usually done at critical
locations where the load condition is at maximum, for example, wheels and
bearings of the gearbox, the main shaft of turbine, and bearings of the generator.
Different types of sensors are employed for the measurement of vibration:
acceleration sensors, velocity sensors, and displacement sensors. Different
vibration frequencies in a rotation machine are directly correlated to the
structure, geometry, and speed of the machine. By determining the relation
between types of defects and their characteristic frequencies, the causality of
problems can be determined, and the remaining useful life of components can
be estimated. The history of the equipment, its failure statistic, vibration trend,
and degradation pattern are of vital importance in determining the health of the
system and its future operating condition. Using vibration analysis, the presence
of a failure, or even an upcoming failure, can be detected because of the
increase or modification in vibrations of industrial equipment. Since an analysis
of vibrations is a powerful tool for the diagnosis of equipment, a number of
different techniques have been developed. There are methods that only

distinguish failures at a final state of evolution and there are others, more
complex, that identify defects at an early phase of development.
2.2 Review Conclusions
To achieve an accurate and reliable condition monitoring system for
wind turbines, it is necessary to select measurable parameters as well as to
choose suitable signal processing methods. In some examples, electrical sensors
installed around the generator are highly recommended as they are non-invasive
and easy to implement compared to the mechanical ones. In wind turbines,
because of the noisy environment due to the presence of power electronics
converters, signal to noise ratio of measured signals is low and the usage of
electrical parameters are often more problematic than in a lab environment.
Inaccurate signal analysis leads to various false alarms which makes fault
detection unreliable. To overcome this drawback, several approaches have been
proposed by introducing the vibration measurement and using vibrations as an
index for detecting mechanical fault in the system. However, those methods
have been applied mostly for drive train failure, bearing faults, and gear tooth
damage by using acoustic emission (AE) techniques for detection. Therefore, to
enhance the effectiveness and thorough of condition-based predictive
maintenance, dissertation proposes a vibration based monitoring system for
rotor imbalance conditions.

Literature review
Gearbox Speed Sensor Design and Performance Optimization
The speed sensing applications of a gearbox demand high operational air-
gaps, tight switching and timing accuracy, and excellent overall reliability. High
teeth density and smalldiameter helical (nonsymmetrical) teeth profiles with
fine teeth pitch pose significant challenges to rotational speed sensing. For
many embedded control systems, such as an automated mechanical
transmission, it is critical that before the transmission control module decides
whether to open or close a clutch, the speed of a shaft and the corresponding
gear have to be synchronized. This requires high fidelity in the accuracy of the
computed shaft’s speed. This paper presents a low-cost rotational speed sensor
module with high output accuracy and resolution for gear speed sensing in a
commercial vehicle gearbox. The sensor performance has been modeled using
finite element analysis, and the model has been validated against experimental
data from the sensor prototype. The complete sensor module is designed
for ease of manufacturing and application in harsh transmission environments
such as high temperature profiles ranging from −40 °C to 125 °C.
Application of MEMS technology in automotive sensors and actuators
Sensors and actuators are the critical system components that collect and
act on information in the analog environment and link it to the world of digital
electronics. The functional groups of sensors, software, controller hardware, and

actuators from the backbone of present and future automotive systems. Unit
volumes for sensors and actuators in the automotive industry are measured in
millions per year and at a unit cost of a few dollars. The design of sensors and
actuators has increasingly made use of microelectromechanical systems
(MEMS) technology. This technology is well suited to producing a class of
micromachined sensors and actuators that combines signal processing and
communications on a single silicon chip or contained within the same package.
This paper contains a discussion of the issues in producing MEMS sensors and
actuators from the concept selection stage to the manufacturing platform.
Examples of commercial and emerging automotive sensors and actuators are
given, which illustrate the various aspects of device development. Future trends
in MEMS technology as applied to automotive components are also discussed
Sinusoidal behavior of a dipole magnetization for position sensing
applications
Position sensing is needed in a large variety of applications, where more
specifically Hall-effect position sensors, due to their simplicity and versatility,
are elegant solutions. This paper describes a reverse engineering approach to
investigate the mismatch in measured Hall-effect voltage ofa dipole permanent
magnet ring. Using severalmagnetization patterns, the position signal is
reproduced, and it is concluded that by substitution of these patterns, the
measured voltage can be recreated
Planetary Gearbox Fault Detection Using Vibration Separation Techniques
Studies were performed to demonstrate the capability to detect planetary
gear and bearing faults in helicopter rotor transmissions. The work supported

the Operations Support and Sustainment (OSST) program with the U.S. Army
Aviation Applied Technology Directorate (AATD) and Bell helicopter Textron.
Vibration data from the OH-58C planetary system were collected on a healthy
transmission as well as with various seeded-fault components. Planetary fault
detection algorithms were used with the collected data to evaluate fault
detection effectiveness. Planet gear tooth cracks and spalls were detectable
using the vibration separation techniques. Sun gear tooth cracks were not
discernibly detectable from the vibration separation process. Sun gear tooth
spall defects were detectable. Ring gear tooth cracks were only clearly
detectable by accelerometers located near the crack location or directly across
from the crack. Enveloping provided an effective method for planet bearing
inner- and outer-race spalling fault detection

3.1 HARDWARE IMPLEMETATION
3.1.1 ADXL330 MEMS Accelerometer
Figure 3.1 MEMS Accelerometer
The ADXL330 is a complete three-axis acceleration measurement
system on a single monolithic IC. The ADXL330 has a measurement range of
±6g.The block diagram is illustrated in Figure 3.2. It contains a micro-
machined sensor and signal conditioning circuit to implement the open loop
acceleration measurement architecture. The output signals are analog voltages
that are proportional to acceleration. The accelerometer can measure the static
acceleration of gravity in tilt sensing applications as well as dynamic

acceleration resulting from motion, shock, or vibration. Deflection of the
structure is measured using a differential capacitor that consists of
independent fixed plates and plates attached to the moving mass. The fixed
plates are driven by 180° out-of-phase square waves. Acceleration deflects the
moving mass and unbalances the differential capacitor resulting in a sensor
output whose amplitude is proportional to acceleration. Phase-sensitive
demodulation techniques are then used to determine the magnitude and
direction of the acceleration.
Figure 3.2 Block Diagram of ADXL330 MEMS Accelerometer
The demodulator output is amplified and brought off-chip
through a 32kΩ resistor. The user then sets the signal bandwidth of the
device by adding a capacitor. This filtering improves measurement
resolution and helps prevent aliasing. The user selects the bandwidth of
the accelerometer using the CX, CY, and CZ capacitors at the XOUT,
YOUT, and ZOUT pins. Bandwidths can be selected to suit the
application, with a range of 0.5 Hz to 1600 Hz for X and Y axes, and a
range of 0.5 Hz to 550 Hz for the Z axis.
3.1.1.1 Features
3-axis sensing

Small, low-profile package : 4 mm × 4 mm × 1.45 mm
LFCSP
Low power: 180μA at VS = 1.8 V (typical)
Single-supply operation: 1.8 V to 3.6 V
10,000 g shock survival
Excellent temperature stability
BW adjustment with a single capacitor per axis
RoHS/WEEE lead-free complian
3.1.1.2 Pin configuration
Figure 3.3 Pin Configuration
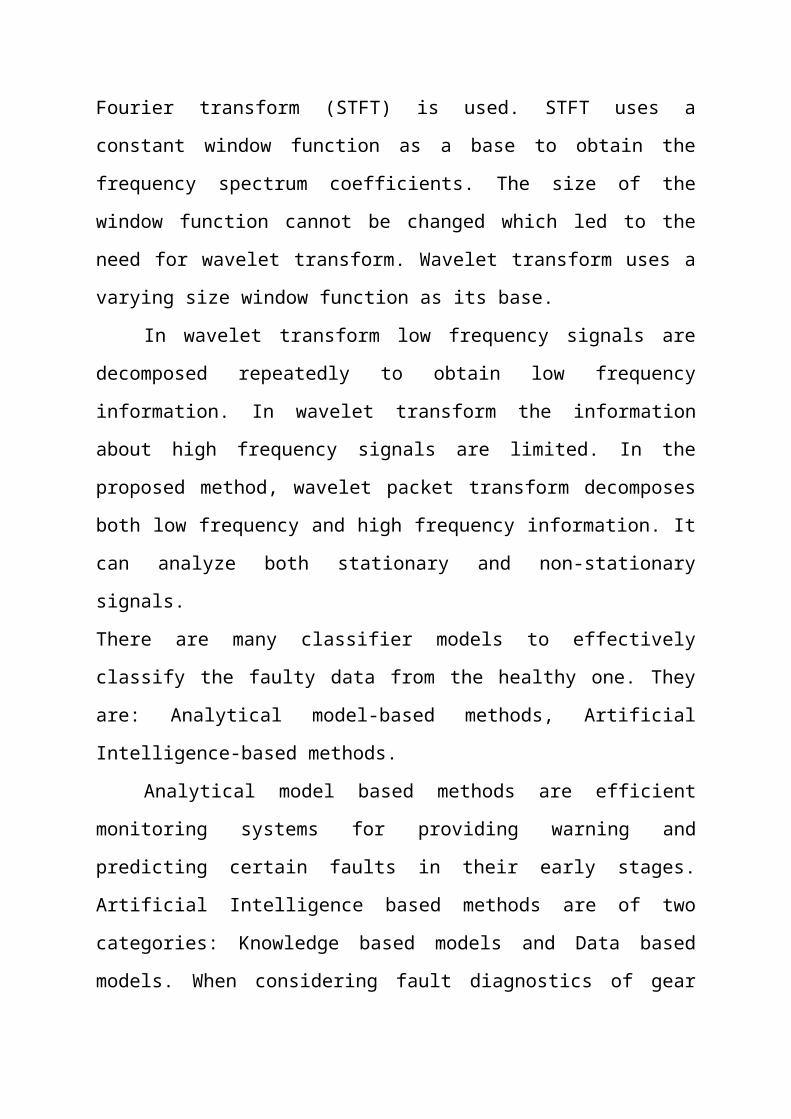
Table 3.1 Pin function Description of ADXL330 Tri-axial AccelerometerPin no. Mnemonic Description Pin no. Mnemonic Description
1. NC No connect 9. NC No Connect
2. ST Self test 10. YOUT Y Channel Output
3. COM Common 11. NC No Connect
4. NC No connect 12. XOUT X Channel Output
5. COM Common 13. NC No Connect
6. COM Common 14. VS Supply Voltage (1.8V to 3.6V)
7. COM Common 15. VS Supply Voltage (1.8V to 3.6V)
8. ZOUT Z Channel Out 16. NC No Connect

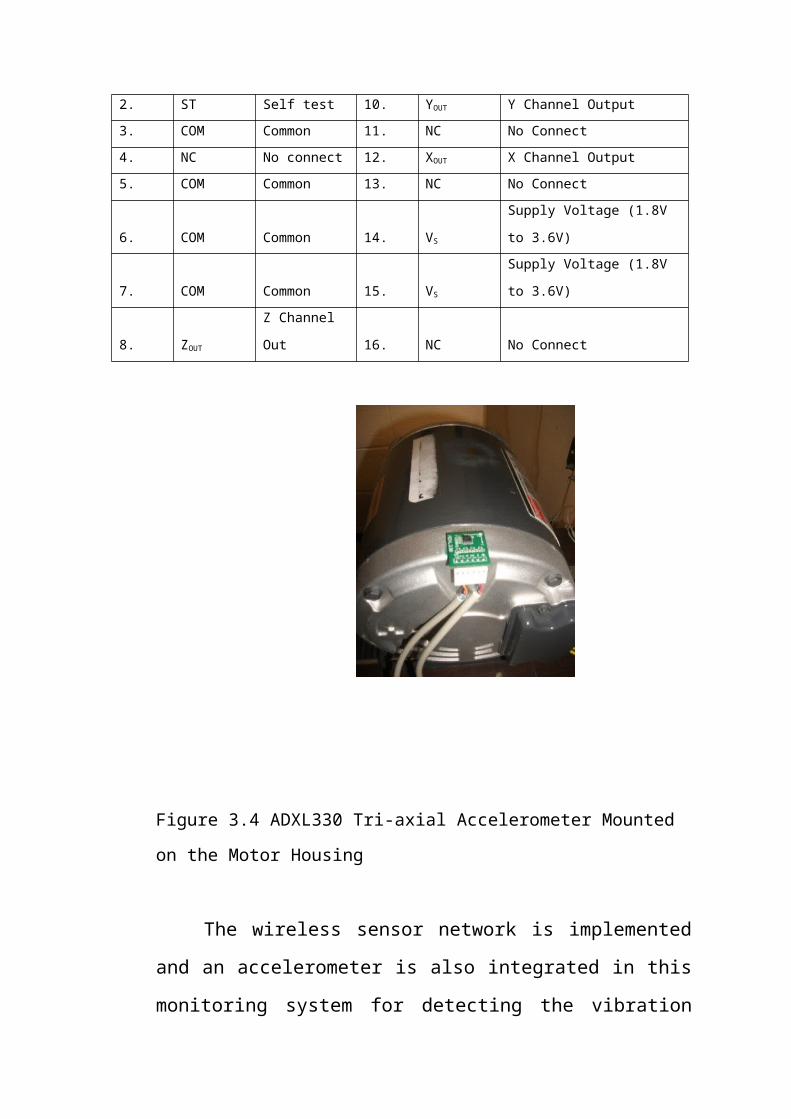
Figure 3.4 ADXL330 Tri-axial Accelerometer Mounted on the Motor
Housing
The wireless sensor network is implemented and an
accelerometer is also integrated in this monitoring system for detecting
the vibration signals. Vibration signals were collected using ADXL330
tri-axial accelerometer mounted on the motor housing in Figure 3.3
All three-axis vibration signals are acquired at a sampling rate of
2kHz by a 12-bit ADC conversion.
3.1.1.3 Applications
Cost-sensitive, low power, motion- and tilt-sensing
applications
Mobile devices
Gaming systems
Disk drive protection

Image stabilization
Sports and health devices
3.1.1.4 Advantages
Apart from the significant cost saving over traditional force-
balance accelerometers, due to the nature of their design micro-
electromechanical systems sensors have a much better high frequency
response. Where most earthquake accelerometers are specified as
having a frequency response of DC to 50Hz, 100Hz or in some cases
200Hz, the seismic-oriented MEMS sensors have a much higher
frequency range. For example, the Silicon Designs units used in the
ESS-1221 sensor have a frequency response of DC to 400Hz, and the
Colibrys SF3000L MEMS sensors extend to 1000Hz.
Frequency response is important when recording strong motion,
particularly for events at close range where high frequencies have not
been attenuated with distance. In blast monitoring, where the source
can be only dozens of metres away from the sensor, frequencies of
5000Hz or more can be recorded, so it is possible that large, nearby
earthquakes could achieve their peak accelerations in frequencies above
200Hz. Earthquake recorders typically record data at 100sps and
200sps, meaning that frequencies above 50Hz or 100Hz are not
recorded. More can be learnt about earthquakes by using MEMS
accelerometers and recorders capable of sampling at up to 2000sps.
Condition monitoring and fault diagnosis of induction motors are
of great importance in production lines. It can significantly reduce the
cost of maintenance and the risk of unexpected failures by allowing the
early detection of potentially catastrophic faults. In condition based
maintenance, one does not schedule maintenance or machine
replacement based on previous records or statistical estimates of

machine failure. Rather, one relies on the information provided by
condition monitoring systems assessing the machine's condition.
Thus the key for the success of condition based maintenance is
having an accurate means of condition assessment and fault diagnosis.
On-line condition monitoring uses measurements taken while a
machine is in operating condition.
There are around 1.2 billion of electric motors used in the United
States, which consume about 57% of the generated electric power.
Over 70% of the electrical energy used by manufacturing and 90% in
process industries are consumed by motor driven systems.
Among these motor systems, squirrel-cage induction motors
(SCIM) have a dominant percentage because they are robust, easily
installed, controlled, and adaptable for many industrial applications.
SCIM find applications in pumps, fans, air compressors, machine
tools, mixers, and conveyor belts, as well as many other industrial
applications. Moreover, induction motors may be supplied directly
from a constant frequency sinusoidal power supply or by an a.c.
variable frequency drive. Thus condition based maintenance is essential
for an induction motor.
It is estimated that about 38% of the induction motor failures are
caused by stator winding faults, 40% by bearing failures, 10% by rotor
faults, and 12% by miscellaneous faults. Bearing faults and stator
winding faults contribute a major portion to the induction motor
failures. Though rotor faults appear less significant than bearing faults,
most of the bearing failures are caused by shaft misalignment, rotor
eccentricity, and other rotor related faults. Besides, rotor faults can also
result in excess heat, decreased efficiency, reduced insulation life, and

iron core damage. So detection of mechanical and electrical faults are
equally important in any electrical motor.
In the proposed method, vibration signals are obtained using
piezo-electric sensor and motor current signature analysis is performed
using Hall Effect sensor. The features of the signal are analyzed using
wavelet packet transform. Besides other signal processing techniques,
wavelet packet transform is preferred because it has certain advantages.
Traditional signal processing techniques like Fourier transform
can perform only on stationary signals. Since it is not well suited for
non-stationary signals short time Fourier transform (STFT) is used.
STFT uses a constant window function as a base to obtain the
frequency spectrum coefficients. The size of the window function
cannot be changed which led to the need for wavelet transform.
Wavelet transform uses a varying size window function as its base. In
wavelet transform low frequency signals are decomposed repeatedly to
obtain low frequency information. In wavelet transform the information
about high frequency signals are limited. In the proposed method,
wavelet packet transform decomposes both low frequency and high
frequency information. It can analyze both stationary and non-
stationary signals. There are many classifier models to effectively
classify the faulty data from the healthy one. They are: Analytical
model-based methods, Artificial Intelligence-based methods. analytical
model based methods are efficient monitoring systems for providing
warning and predicting certain faults in their early stages. Artificial
Intelligence based methods are of two categories: Knowledge based
models and Data based models. When considering fault diagnostics of
induction motor it is difficult to develop an analytical model that
describes the performance of a motor under all its operation points. It is

difficult for a human expert to distinguish faults from the healthy
operation. Though analytical based methods and knowledge based
methods are effective classification methods, their performance in
induction motors is not good. Moreover conventional methods cannot
be applied effectively for vibration signal diagnosis due to their lack of
adaptability and the random nature of vibration signal. In such a
situation, data based models are used to classify faults in induction
motors.
Data based models are applied when:
— the process model is not known in the analytical form
— expert knowledge of the process performance under faults is not
available
Some of the popular data based models are neural networks,
fuzzy systems and Support vector machine. Neural networks and
fuzzy logic are widely used in the field of fault diagnostics. Fuzzy
logic provides a systematic framework to process vague and
qualitative knowledge. Using fuzzy logic it is possible to classify a
fault in terms of its degree of severity. Artificial neural network are
modeled with artificial neurons. Each artificial neuron accepts several
inputs, applies preset weights to each input and generates a non-linear
output based on the result. The neurons are connected in layers
between the inputs and outputs.
Support Vector Machine, a novel machine learning technique is used in this
paper. It is based on statistical learning theory, and is introduced during the
early 90’s. SVM is opted in this paper since it is shown to have better
generalization properties than traditional classifiers. Efficiency of SVM does
not depend on the number of features of classified entities. property is very

useful in fault diagnostics, because the number of features to be chosen to be
the base of fault classification is thus not limited.
1.MICROELECTRO MECHANICAL SENSORS
Microelectro mechanical systems (MEMS) inertial sensors provide a small
footprint with sensitivities that are either comparable or exceed any macro
sensor, along with the capability of mass production and low unit cost. These
sensors utilize compliant micro-flexures attached to a proof mass that
displaces in response to an environmental acceleration. Many transduction
mechanisms have been developed that convert the displacement into a
measurable electric signal and include thermal, piezoresistive, piezoelectric,
optical, and capacitive methods. Most MEMS sensors are silicon based, and
are fabricated using surface or bulk micromachining. Surface micromachining
creates free standing movable structures on top of a substrate using a
combination of sacrificial layers, and structural layers which are commonly
polysilicon [3]. In bulk micromachining, the mechanical structures are
defined using a removal process where bulk material, typically silicon, is
etched away. MEMS sensors have been used for vibration and shock
monitoring on industrial systems and robotics, guidance and navigation in
global positioning systems (GPS), seismometry in earthquake prediction,
image stabilization in digital cameras, and automobile safety and stability [4].
2.AUTOMOTIVE SENSORS
Sensors cover every major aspect of a modern automobile: power-train
sensors monitor fuel combustion and emissions, chassis sensors monitor road
traction and tire condition, and body sensors facilitate air-bag deployment and
vehicle proximity for radar guided cruise control [5]. Pressure sensors,
whichtypically consist of a piezoresistive strain sensing element attached to a
silicon diaphragm that deflects when exposed to an applied pressure, are one
of the first micro-machined sensors used in an automobile. Implemented as

manifold absolute pressure (MAP) sensors, they allow precise control of the
air fuel ratio, which allows the catalytic converter to efficiently reduce
tailpipe emissions [6]. Variable reluctance sensors based on electromagnetics
are used for automobile traction control, and produce a voltage output that is
dependant on the magnetic flux variations between a rotating component and
the sensor bias magnet [5,7]. MEMS based linear accelerometers are utilized
for airbag deployment upon impact, and provide a lower cost and small
package over the older ball-in-tube accelerometers [6].
3.EXISTING METHODS FOR FAULT DETECTION
As this thesis develops a sensor for fault detection using vibration
monitoring, this section overviews three existing methods for fault detection in
mechanical systems. First, motor current monitoring is discussed as it has the
ability to measure significant bearing faults in motor systems. Next, temperature
sensors specifically thin film thermocouples (TFTC) and MEMS temperature
sensors, are discussed. These sensors are mounted in the chamber of a
lubricating fluid or in close proximity to a moving component, and monitor
temperature fluctuations caused by increased wear. Finally, acoustic emission
(AE) sensors are discussed which have the ability to detect ultrasonic emissions
generated by plastic deformation in the crystalline lattice of a mechanical
component.
3.1TEMPERATURE SENSORS
Temperature sensors are largely used in high temperature, high load and
high speed environments, typically turbine engines and industrial tools.
Thermocouple sensors consist of two dissimilar metals joined together at two
junctions, and when exposed to a temperature difference generate a
thermoelectric voltage dependant only on the material properties and junction
temperature difference [11]. In turbine engines these sensors can be placed on
bearing casings or in the lubricant to monitor temperature fluctuations due to

increased friction. The thermocouples are fabricated using bulk materials or
micro-machined thin films (TFTC), with the latter providing a faster response,
small package and substantially lower production costs [12]. The TFTC can be
embedded for in situ monitoring of processes in hostile environments: One
study successfully embedded TFTC into electroplated nickel and attained
device characteristics on par with surface mounted devices [13]. More recently
MEMS temperature sensors have been developed that consist of micro-
machined semiconductor material that undergoes structural deformation with
temperature changes. A common implementation is a bent beam structure
whose temperature induced deflection, δ, is expressed as [14]: Temperature
sensors are well suited for localized fault monitoring and detection, but can only
characterize a mechanical system consisting of multiple components through
the use of multiple sensors. 9
3.2 ACOUSTIC EMISSION SENSORS
Acoustic emission (AE) sensors have been used to characterize wear in
machine tools, and monitor bearing and gear problems in centrifugal pumps
[15,16]. First developed as a Non-Destructive Testing (NDT) technique to
detect cracks in civil structures, these sensors detect acoustic emissions
generated by the release of vibration waves in a crystalline lattice due to plastic
deformation or crack growth [16]. Measurements are made using piezoelectric
transducers with high natural frequencies, 100 kHz to 1 MHz, to capture the
ultrasonic AE emissions. An AE sensor is useful as it has the ability to detect
subsurface cracks in gear teeth or bearings before appearing on the surface
causing further damage [17]. More recently MEMS acoustic sensors have been
developed, and one design includes multiple transducers on a single substrate,
which each detect acoustic emission energy at different frequencies [18]. This
helps distinguish spurious acoustic emissions arising from impact and friction,
from those arising from plastic deformation. When compared to typical
piezoelectric sensors, the MEMS devices have lower sensitivities and fail to
detect some acoustic emissions [18,19]. In addition, the acoustic emission signal
suffers severe attenuation as is crosses various interfaces, such as a gearbox or
bearing casings. In one experiment consisting of a pinion gear and an associated
bearing, a 44dB attenuation was seen between an AE sensor placed directly on
the pinion to one placed on the bearing casing, and in some cases, intermediate
loss of the signal was observed [20].
4. MEMS VIBRATION SENSORS
This thesis focuses on the development of a MEMS vibration sensor for fault
detection, as the vibration signature of a mechanical system has the potential to
give an overview of the entire system. Many types of MEMS vibration sensors
exist with different operating principals based on resonance, the piezoelectric
effect, and displacement variation.
4.1 RESONANT SENSORS
Resonant sensors are based on the resonant frequency shift of a fixed-
fixed micro-beam that is excited into resonance using electrostatic, thermal or
piezoelectric methods. The performance of resonant sensors are dependant on
the quality factor, Q, which is the ratio of total energy stored in the system to
the energy lost per cycle, and determines the sharpness and amplitude of the
resonance peak. A high Q resonator develops a peak that is easily
distinguishable in a phase locked loop control circuit, and allows for improved
performance and resolution [3]. A resonator Q value is lowered by energy
losses to the surrounding fluid, attached supports, and material. Losses to the
fluid surrounding the MEMS structure is the dominant loss mechanism for
MEMS sensors operated in air, and can be greatly reduced by vacuum
packaging, which can be accomplished using glass-silicon anodic bonding [22].
In addition to increasing fabrication cost, the long term stability of the vacuum

degrades with ultimate device failure stemming from leakage through micro
cracks and defects, and out-gassing [22]. Support losses arise from the restoring
forces they generate, and can be reduce by balanced designs such as a double
ended tuning fork (DETF) or operation in higher modes [3]. In addition, the
sensitivity of a resonant sensor can be increased by the addition of micro-levers
to increase the axial force. In one such design, a two stage micro-lever increased
the sensitivity by an order of magnitude over a more conventional single lever
arm [23,24].
4.2 PIEZOELECTRIC SENSORS
Piezoelectric materials produce a charge in response to an applied force.
This is an intrinsic effect in materials such as Zinc Oxide (ZnO), whereas
materials such as Barium Titanate or Lead Zirconate Titanate (PZT) need to be
poled by placing the material in a strong electric field at an elevated temperature
[3]. The subscripts i=1,2,3, j=1,2,3,4,5,6, and k=1,2,3 represent the direction to
which the physical property is related. For micro-sensors poled in the out of
plane direction, only the D3 term is relevant, and if fabricated using ZnO or
PZT only the charge coefficients d31, d32, and d33 are relevant [25]. The
piezoelectric material is commonly deposited as a thin film on the surface of
compliant structures in bulk micro-machined sensors or incorporated as a layer
in surface micro-machining on a similar structure [26]. However, the inclusion
of multiple materials introduces large temperature variations, causing out of
plane bending especially in surface micro-machined devices [26,27]. Poled
piezoelectric
materials could be depolarized, which serves to reduce the piezoelectric affect
in the material. This can occur if the sensor is exposed to a strong electric field
of the opposite polarity, high temperatures in excess of the Curie point, or high
mechanical stress. Also, the piezoelectric effect reduces over time, an effect that
can be reduced with the addition of composite elements [28]. Foundry processes

such as PolyMUMPS and SoiMUMPS do not incorporate piezoelectric layers,
thus sensors using this method of transduction must use a customized process.
The piezoelectric sensor outlined in [26] uses polysilicon surface micro-
machining similar to PolyMUMPS, however it incorporates a ZnO layer that is
not available in the foundry process.
4.3 DISPLACEMENT VARIATION SENSORS
Displacement variation sensors consist of a proof mass connected to a
compliant micro-flexure. The movement of the proof mass is sensed using
optical, electron tunneling, or more commonly, capacitive methods. A recent
optical accelerometer utilized a novel multilayer nano-grating for in-plane
displacement sensing of the proof mass [29]. For small space variations between
the nano-gratings, a large change in the optical reflection amplitude of the
grating was observed [30]. Even though optical sensors offer resolutions
approaching the Brownian noise limit, they are not available in small packages
that are easily placed in space constricted areas for a low cost [29].
The electron tunneling effect is observed when the proximity between
two electrodes, one flexible and the other fixed, is on the order of 10Ǻ [31].
When the flexible electrode moves in response to acceleration, a feedback
controller maintains the original distance while determining the applied
acceleration. Electron tunneling sensors are able to sense accelerations in the
μg-ng range due to the exponential relation between tunneling current and gap.
However, these highly sensitive devices are susceptible to thermo-mechanical
noise, which could be reduced by operation at low pressure [32]. It is also
important for the two electrodes to be coated with metal, which is difficult to
achieve with foundry fabrication.
Capacitive sensors are based on the parallel plate capacitor, and are
implemented using inter-digitated comb fingers in an in-plane lateral or

transverse drive, or in an out of plane parallel plate drive [33]. These sensors
have the advantage of high sensitivity, low power consumption, small package,
low temperature dependence and are easily integrated with existing foundry
fabrication processes [34]. The lateral drive offers a fully linear response but
low sensitivity, whereas the transverse and parallel plate drives achieve high
sensitivity if gap distances are of a few microns and large capacitance areas are
utilized. However, both drives have a non-linear response and are prone to pull-
in. Also, if these sensors are fabricated using a surface micromachining process
such as PolyMUMPS, where the ground plane is a few microns above the
structural layer, they are prone to electrical failure due to shorting. This was
observed in an experiment where similar sensors were placed in a vibrating
environment with a peak of 120g, and shorting between the structural layer and
ground plane was found to be the predominate mode of failure [35]. However,
with certain fabrication processes, such as SoiMUMPS, this issue can be
neglected as the substrate material below any moving component is removed.
Most capacitance sensors are fabricated using an integrated CMOS
(Complementary Metal Oxide Semiconductor)-MEMS technique, where the
MEMS sensor is fabricated before, during or after the CMOS circuit fabrication
[36]. Although these sensors offer high-sensitivity and small parasitic
capacitance, they suffer from in-plane and out of plane curling of the beam
which reduces the capacitance between adjacent comb fingers [37]. In addition,
multiple processing steps are required for device fabrication.
More than the other transduction methods, MEMS capacitive
displacement sensors are attractive for practical implementation in an
automobile, and therefore is the selected method for the vibration sensor
presented in this work. Their low temperature dependence is an ideal
characteristic for an automobile environment that faces varying temperature. If
implemented with off-chip readout circuitry, they require a standard foundry

fabrication process, which provides a strong platform for mass production and
low unit cost.
Damaged Gearbox Investigation
Experiments were conducted to investigate the progression of a tooth
defect on a high speed shaft (HSS) pinion, which was introduced into the
WTCMTR at variable-speed and generator load. The behaviour of a healthy
pinion and of four faults of increasing severity were investigated by introducing
progressive damage to the leading contact edge of one tooth of the gearbox
pinion. shows the healthy pinion, Figures 3(b), (c), and (d) show early stages of
tooth wear, while Figure 3(e) depicts the entire tooth missing. The most
important components in gear vibration spectra are the tooth meshing frequency
and its harmonics, together with sidebands caused by modulation phenomena.
The increment in the number and amplitude of such sidebands may indicate a
fault condition. Moreover, the spacing of the sidebands is related to their source
[12]. Damaged Gearbox Investigation Experiments were conducted to
investigate the progression of a tooth defect on a high speed shaft (HSS)
pinion, which was introduced into the WTCMTR at variable-speed and
generator load. The behaviour of a healthy pinion and of four faults of
increasing severity were investigated by introducing progressive damage to the
leading contact edge of one tooth of the gearbox pinion. Figure 3(a) shows the
healthy pinion, Figures 3(b), (c), and (d) show early stages of tooth wear, while
Figure 3(e) depicts the entire tooth missing. The most important components in
gear vibration spectra are the tooth meshing frequency and its harmonics,
together with sidebands caused by modulation phenomena. The increment in
the number and amplitude of such sidebands may indicate a fault condition.
Moreover, the spacing of the sidebands is related to their source [12].






























