-
7/30/2019 Gear Lubrication 1
1/9
'1 8 GUill T!!,CHNOLOQY
factors mu st b e c on sid er ed : G ea r to oth geo metry G ear
tooth motion (k in ema ti cs ) Gear tooth f orc es ( sta tic a nd
dynamic) Gear t o o m material and su rface characte ri st ic s
( Ph ys ic al a nd c hemi ca l) Lubricant characteristics
'(physical and
chemical) Envi ro nmen t c ha ra ct er is ti cs ( ph ys ic al an
d
ehemicaf)
The Lubricationof G ears Part 1
Int roduct ionT his is a three-p artarticle exp la in ing the p
rin- T he ch oice o f lu brica nt an d its a pp lica tio n m eiho
d
c ip les o f g ea r Iub rica tio n. It review s current is as im
po rtant ss the choice o f steel a lloy and heatknowledge of th e f
ie ld o f g ea r tr ib ol og y a nd is in- treatment. The
interrelation hip of m e followingt en de d f or b oth g ea r d es
ig ne rs a nd g ea r o p er at or s ..P art 1 c l as si fi es gea r
tooth failures i nt o f ive modesa nd exp la ms the fac to rs tha t
a g ea r design er an do pe ra to r m us t c on sid er to a vo id g
ea r fa ilu res . [td efin es th e n om en cla tu re a nd g iv es a
. list o f ref-e re nc es fo r th os e in te re ste d in fu rth er
r es ea rc h.It also contains an in-depth discussion o f thegear
tooth f ail ur e m o de s that ar e influenced byIu br ic atio na
nd g iv es m et ho ds f or p re ve nt in g g ea rtooth
failures.
The s econd pa n g ives an equa tion fo r calculatingth e
lubricant film th ic kn es s w h ic h determinesw heth er the g ea
rs o pera te in thebo und ary, elas-t oh yd ro dy nam ic , o r f ul
l- film l ub ric at io n r eg im e.A ls o g iv en is a n 'e qu at
io n f or B lo k 's f la sh tem pe r-ature, which isused fo r
predicting th e risk o f s c uf -fing. Finally , a reco mm endatio
n fo r selectinglubricant type. , v is co sity , a nd a pp lic at
io n m et ho d
Gear 'Ieeth Failure ModesTo o bta in o p tim um ..m in im um -w
eig ht g ea rs et s
th e gea r d esign er m ust be aw are o f th e intric atedetails
o f many competing modes o f f a ilu re . In itsn om e nc la tu re
p ub lic atio n.t !' t he American GearManufactllrers Assoc ia ti
on fAGMM ha s classified20 modes o f g ea r f ai lu re W Ide r t he
b ro a d categories
a nd a c as e h isto ry , which demonstrates many of o f wear, s
ur fa ce f at ig ue , p la st ic f low . b re ak ag e,the princip
les of gear lubrica tion, m e given. and asso cia ted gear fa
ilures. R eferences 2 thro ugh
6 a ls o g iv e g ea r fa il ur e m od es . F or o ur p ur po se
s,'Gear Tn1JoIogy the basic categories are over lo a d, be nd ing
:f at ig u e,
B eca usegea rs are suc h co mm on m ac hine co m- H ertzia n
fati,g ue, wea r, a nd s cu ff in g.p on en ts . th ey m ay be
taken for granted .. N ot 'T able 1 s ubdivides the five basic fa
ilure m odes.gener:ally appreciated is that th.ey a re c om pl ex M
a n r y gea r fa ilures are k no wn b y s ev era l n am essystems
requiring know ledge from all th e a nd /o r q ua lif yin g te rm
s, s uc h a s in itia l, m od er ate,enginee r ing cfuci :P l ines
f o r t hei r successful d esign . destruc tive, etc . These names
and terms are in-G ear design is a process of synthesis w here gear
eluded in t he l is t s inp a re nt he se s. Th e term. "seer-g
eome tr y, ma te ria ls , h ea t t re a tment , m anuf ac tu r-
ing" has been u se d inth e past inth e U .S .A ., w hil eingm eth
od s, a nd lu bric atio n a re s ele cte d to m ee t theterm " sc
uf fm g " is u se d in. Eur op e to d es cr ib ethe req uirem ents
o f agiven app lica tio n. The th e s ev ere fo rm o f a dh es iv e
wear wh ich invol ve sdesigner m ust design the gearset w ith
adequate tbe welding and tearing o f the surfaces o f gearstrength,
wear re sis ta nc e. a nd s cu ffin g re sis ta nc e. te eth . 'T o
a gr ee with current usage, th e term scuf-To do this, he o r she m
ust eo nsidergear ttibo lo gy. fing w ill be used in this article w
hen referring to
-
7/30/2019 Gear Lubrication 1
2/9
Bask F aU ure M od es
OverloadBrittle fractureDuctile fractureP l a s ti c de fo rma t
ion
c old f lo wbot flowinden ta tio n (ro lling, bruis ing, p een
ing,brineUing)rippling (fish scal ing)ridgingb end in g. y ie ld in
gtip-to-root interferenceBending Fatigue
Low-c y c le f a ti gu e 1000 c yc le s t o f ail ur e)H igh-c
yc le fa tig ue 10 00 c yc les to fa ilure)
this fai lure mode. The te rm s co ri ng im p lie s s er ar-c
hin g, a nd it will b e u se d to describe a br as iv e wea rrather
than scuffing.
Lubrication - Related Failure ModesT hese a rticles a re
concerned with gear tooth.
fai lures that. a re lnfluenced by l ubr ic a t ion . P i tt
ingo r s cu ffin g m ay ca use the gea r t ee th t o deterioratea
nd g en er at e d yn am i c fo rces. which intumcauseth e gear
teeth to fa il by bending fa ti gue . Intheseea ses the b end ing
failurre is secondary and no tdi:reo!:lyrelated to l ub ri ca t ion
, w1 i ll ep i tt ing o r scuf-fing a re th e primary fa il ure m o
de s, a nd both aredefinitely iniJiuenced by lubrication. The fai
lurea na ly st m us t d is ce rn tile d if fe ren ce b etween pri-m
ary a nd sec ond ary fai lure modes b ec au se th ew ro ng c orr ec
tiv e a ctio n is l ikely to be recom -mended if a s ec ond a ry
fa:i luremode is mistaken fo rth e primary fai lure mode. F or e
xamp le , in cr ea s-i ng 't he size o fd le g ea r tee th to
'prevent reoccurenceof the above-men ti oned bending fa il u re
would onlym ak e tb e s itu atio n w ors e by lowering
thepittingand scuffing resistance. GodfreyO) gives a go odd es cr
ip tio n o f l ub ric atio n- re la te d fa il ure m o de s.
W ith the above consideration~, o verlo ad a ndbending fa tigue
a re judged to be u nre la te d to
TABLE 1
He rt zia n Fa ti gu eP itting (initial. superficial,
destructive, spa1lioa)Micropitting (frosting. grey s ta in iDg . pe
el ing )S ub -c a se f at ig ue ( ca se c ru sh in g)
Wea rAdhe si on ( no nn al , r un ni ng -i n, mild. modera te
.severe . exces s ive )Ab ra si on ( sc o ri ng . s cr at ch in g.
p low in g, cul l ing,gouging)CorrosionF retting -
corrosionCavitationE le ct ric al d is ch ar ge d am a gePo li sh
ing (bu rn ishing )
ScuffingScut fmg (scoring. gal l ing, seizing, welding.smearing
. initial, mode ra t e, de st ruc ti ve )
l ub ri ca tio n and a r e e lim i na te d f rom further
discus-sion to ge th er w il ih s ub -c as e, H ertzia n fatigue.AI
lihough cor rosion , fr :e t ti llg-cor ros ion, cavit a tion ,an d
'e lectrical discharge d am ag e a re in fl ue nc ed b yl ub ric
atio n, ru ey are n ot d is cu ss ed b ec au se th es efai lure
modes occurrelativelyrarel.y ingearteeth,H en ce , th e fo llo win
g fa il ure modes ar e includedin th e sc op e o f th is a rtic le:
H ertz ia n f atig ue , in -c lu din g p itt in g a nd m ic ro p
itt il lg ; w ea r, In cl ud in ga dh es io n, a br as io n, a nd
polishing; and scuffing.
H ertzia nF atig ue - P i tt ing . P i tt ing is a. com-m on fa
ilure m ode fo r gear teeth. b ec au se t he ya resub jec ted to h
ig h Hertzian ccntaet stresses andmany stress cycles. For example,
through-has-denedgears are t y p ic a l ly des igned to
withstandcontact stresses of approxim ately 100,000 p i,w l li le
lb e c ont ac t s tr es s es on c a :r bu ri ze d g ea rs mayr ea
ch 3 00 .0 00 p si, In addition, a given to olh o na p in ion that
is revol.ving at 3600 rpmaccumulatesover 5 million stress cy cles
every 2 4 ho urs.
Pitting is a f at igue phenomenon(8 ) wh ich occu rswhen a
fatigue c rack in it i ates e i ther a t th e surfaceo f th e g ear
to oth o r a ta sm all dep th below th e S U J -face. The c ra c k
u su al ly p ro pa ga te s fora shortdistance in a d ir ec ti on r
oughl y p a ra Il e] to t il e tooth
I I E P P I d II I I1$ 1M p n n d J R l l in Gt:ARTECH. a g m r
c 0 1 l S 'U l t in g j " 1 n T IInAl iMn" CA , His ar/iel,uprinltd
h"~ has U/QfI IhtTU's J 990 Willm'DndchM f 1 M r ia l A . lL I t 'l
rdf a, . t Il L batar tic le on 1 M Fa t/ iea t a s pt cuo f I ll b
ri ca li on . M r , E r ri ch tl lois a mtlllb,r of ,15ME,AGMA ,
and is a Rtgisl"tdPrOft3Sioool Erlgifl!' in theStau of
California..""eHI"'~'"IL,.tl li 9
-
7/30/2019 Gear Lubrication 1
3/9
Nomencl at ur e T ab leSymbolsSymbol Description UnitsBM - therm
al contac t Ibf/lin i J s oF ] Ve entra ining velocity in ls
coefficient V rl ' V r2 - ro lling v elo city inls~ - sem i-w
idth of H ert- in ( p in io n . g e ar )zian contac t band WNr - no
rm al o perating Ib fC - co ns tant hp/gpm load
(See Table 3.) WNr - no rm al unit load Ibf/incM s pe cif ic h
ea t p er Ib f i n/ [lb oF] X w - w elding fac to r
unit mass Xr - load sharing fac to rd - o pera ting p itch in a
- p ressure-viscosity in2 1 1 t > 2
d ia me te r o f pinion coefficientEI'~ - m odulus o f elastic
ity Ibf/in2 A - s pec ific film
( pin io n . g ea r) th icknessEr - reduced modulus of Ibf/in2
AM - h ea t c on du ctiv ity Ibf/[s oF ]
elasticity /A m - mean c o ef fic ie nt o fh . m n - m inimum
film in friction
thickness p.., - a bs ol ute v is co sity ReynsL m m minimum
contac t in Obslin2)
length " 1 " 2 - P oisso n's ra tion - p inion speed rpm
(pinion. gear)p - transm itted power hp "41) - k inem atic
viscosity cStq - o il flow rate gpm of 40CS - average surface "i n
(I I (12 - transverse radius o f in
ro ug hn es s, rm s cu rv a tu re ( p in io n ,Th - bu lk tem
pera tu re OF gear)Tb, test - bulk tem pera ture o f OF (1M -
density Ib/in3
t es t g ea rs ( I n - no rm al rela tive inTc - c on ta ct te
mp er atu re OF r ad iu s o f c ur va tu reTf - flas h tem pera tu
re OF 0 - co mp osite surface lLinTf, test - maximum flash OF r ou
gh nes s, n ns
te mp er atu re o f te st 0.. 02 - surface roughness. lL ingears
r ms (p in io n. g ea r)
Ts - scuffing temperature OF ! / I t , - base helix angle degV -
opera ting p itch line ft lmin "'I, W :z - angular veloci ty
radls
velocity (p inion. gear)
surface before turning or branC hing to the surface.W hen the
crac ks have gro wn. to the extenlthat theysep ara te a p iece of
the surface materia l . a p it isformed. W f s ever al p it s, g r
ow togelher, the resu l tinglarger pit is often referred to as a
"spall." Th.ereis no e nd ura nc e l im it fo r H en zia n fu tig
ue , a nd p it-ting OCcur s even at low stresses if the gears
areoperated long enough. Because there is no en-durance limit,gear
teeth must be designed fo r asui ta b le , f in it e l i
fetime.
To extend the pining lifeof a gear et, thed es ig ner mus t k ee
p Ilheoontact stress low and th ematerial! strength and lubricant
specific filmthickness high, There are seve.raIgeometricvariables,
such as diameter, face width, numbero f teeth , p ressu re a ngle,
etc . th at m ay be opt im-ized to lower the contact stress.
Materia l . alloysand heat treatment are selected to obtain hardto
oth s ur fa ce s w ith h ig h s tre ng th . M a xim um p .itling
resistance isobtained with. carburized gear2 0 O EA II T EC HI NO
LO OY
-
7/30/2019 Gear Lubrication 1
4/9
M e tho d s fo r P r e ve n tin g P i ttin g1 . R e d u c e c o
n t a c t s t r e s s e s b y re d u c in g lo a ds o r
o p tim i z in g g e ar g e o m e t r y .2 . U s e c le an
steel, p r o p e r t y heat t r e a t e d t o h igh
h a rd n e s s , p r e fe r ra b ly b y ca rbu r i z i n g .3 .
U s e sm o o th t o o t h su r f a ces p r o d u c e d b y c a r e
f u l
g rin d in g o r h on in g .4 . U s e an ad eq ua te am o un t o
f c o o l , c l e a n , a nd d ryl u b r i can t o f a d e q u a t
e v i s c o s i t y .
teeth b ec aus e th ey h av e hard surfaces, and car-bur iz ing
induces !beneficial c omp re ss iv e r es id ua lstres e wh ich e
ff ec tive ly lower the load stresses.T he d ra wba ck s to using
them a re that l hey a re re l-atively expensive to p ro du ce a nd
that they must bef in ished by grinding. The details for obta ining
highlubricant pecific filin t hi ckn es s w il l b e e xp l ai ne
dla te r when eJas tohyd rodynamic (EHD) lubricationis d is cu ss
ed . b ut g en er al . r ec om m en da tio ns a re touse a n a deq
ua te sup ply o f c oo l. c lea n. a nd dryh ib ric a nt I lh a t
has ad eq ua te v isc usity a ed a highp r es _u r e- vi se o i ty
c o ef fi ci en t.
P itting m ay initia te a t the surface or a t a sub-s ur fa ce
d efe ct, s uc h a s a . n on me ta ll ic in cl us io n.W i th g ea
r teeth, p its a re m o st 'o fte n o f the surface-initiated type
b ec au se th e h ib rie an tf ilm th ie kn es sis u sua l ly Low ,
r es u lt in g inrelatively high metal-t o-me ta l. c o nt ac t. T
he in te ra ctio n b etw e en a sp er -i ti es o f con tac t at
defects, such as nicks or furro w .,c re at es s ur fa ce -in it ia
te d, r at he r t ha n s ub su rf ac e-initiated cracks . For ~gh
.-speed gears with _mootbsu rfac e finish es, th e film thickness
is greater,a nd s ub su rf ac e-in itia te d p itt in g, r ath er t
ha n. s ur -face-initiated, may p re do m in ate . In th es e c as
es ,p ittin g u sua lly starts a t a sub surfa ce inc lusio n,which
acts as a po int of stress concentratioe,Cleaner te el s.: u eh a s
th os e p ro du ce d b y v ae uu mm eltin g, p ro lo ng tb e p
ittin g l ife by r ed uc in g th enumber .o f inclu ions,C onta min
atio n fro m w ater .in the lu bric ant i.believed to p rom ote
pitting through hydrogenembr itl lem en t o f t he m e ta l, a nd a
br as iv e p a rt ic lein th e lub rica nt c ause p itting by in de
nt in g th etooth surfaces, causing stress concentrationsa nd /o r
d is ru ptin g t he l ub ric an t film..A t p r es en t,the
influence o f lubricant additives on pittingis unresolved,
Hettzian Fatigue - M icropitting. On relat-ively soft gear tooth
surfaces. such as thoseef
t hr ou gh -h ar de ne d g ea rs , H e rt zia :n fatigue
formslarge p its with dimensiens on the order ofmi ll ime te rs . W
i lb sur fa c e-ha rdened gears, suc h a sea rb urized , n itrid ed
, In du ctio n-ha rd ened, a ndf lame -h a rd en ed, p it tin g m
ay occur on a. muchsm al le r s ca le , ty pic .a ll y o n ly lO ~m
d eep . To then ak ed e ye , th e a re as w he re m ic ro pittin g
has oc-curred a pp ea r f ro s te d, and "frost ing" is a popu la
rtenn for m icro pitting .. J apanese researchers(9)h ave referred
to the failure m ode as " 'g r ey s t ai n-i ng " b ec au se : th e
L ig ht-s ca tte rin g p ro per tie s o fm ic ro pirting g iv es th
e g ear teeth a grey appear-a nc e . . U n der th e sc an nillg
elec tro n m ic ro sco pe(SSM) immediately e vid en t is t ha t m
ic ro p it tin gp ro cee ds b y th e same fatigue p ro ce ss a s c
la ss ic alp inia g, exc ep t th e p its a re ex trem ely sm
all.
Many times micropitt ing is not dest ruc tive to th egear to oth
surface. It so metim es oceurs o nly inp a tc he s a nd m a y s to
p a ft er th e t nOO lo gic al c o nd i-tio ns h av e im p ro v ed
b y r un nin g- in ..T h m ic ro p it sm ay ac tually be rem oved b
y l ig ht p ol is hin g w ea rduring running-in, inwh icb c a se t
he m ic r op it tin gis said to "Ilea l." H ow ev er.jh ere h av e
b een ex-amples(9-11) where m ic re pin in g h as e sc al at ed
in-to fu ll -s ca le p i tt ing , leading to th e destru ctio n o
fth e g ea r teeth,
T he sp ec ific film th ic kness is th e m os t im po r-tant p
ara meter th at influ en ces m i.c ro pitting .D a ma ge s ee ms to
o cc ur m os t re ad il y . 0 1 ' 1 gear teethw ith . r ou gh s
urfa ce s, e sp ec ia ll y when they arel ub ric ate d w ith l ow v
is co sity l.u.briCaJ1ts. Gearsf in is be d w ith s pec ia l g rin
din g w he els to a mir-ro r-l ik e fin is h(t2 ) h av e e ff ec
tiv el y e limi na te dmicropining. Slow -speed gears are prone
tomicropi tt ing because t lt eir tiJ rn t hic kn es s is l ow
,
M e th od s fo r P re v e ntin g M ic ro p ittin g1 , U s e s m
oo th t o o t h s u rfa c e s p ro d u c e d b y ca r e f u l
g r i n d i n g o r h o n i n g .2 . U s e a n a de qu ate am o
u nt o f c o o l , c l e a n , and d ry
l u b r i can t o f th e h i ghes t v i s c o s i t y p e rm i s
s i b l e .3. U s e h ig h s pe ed s ~ p o s s i b l e .4 . U s e c
arb u riz e d s te e l w i t h p r o p e r c a m o n c o n t e n
t
in th e s u rfa c e la ye r s.
To preven t m i c rop i tt ing , the specific film thicImesssh
ou ld be m ax im ized by u sin g sm oo th gea r tooths ur fa ce s.
h ig h-v is co sit y [ ub ric an ts , and highspeeds.
Experiments(lO) h av e s ho wn th attl am e-
-
7/30/2019 Gear Lubrication 1
5/9
, 2 2 QEA~ TECHN,OLOQY
h ar den ed a nd l nd uetio n- ha rd en ed g ea rs h av e l es s
Wear i s considered excessive when t he t oo th pro-resistance to
micropitting 'than c arb ur ize dg ea rs o f rues wear to the
,extent that higb dyna r o i c loadsth e same hardness, T his is
probably due to the occur or the tooth thickness isreduced to th e
e x-lower carbon content of the surface Layers of the tent that
bending fatigue bec omes po ss ib le .flame-ha rdened and in duc
tio n -h a rd en ed g ea rs .
W ear - Adhesion. Adhesive wear i s c la s si fi edas "mild"
ifit L confined to th e o xide la yers o f th eg ea r to o th
surfaces, If,h ow ev er, th e oxide layersar e disrupted, a nd b ar
e m eta l! is e xp os ed . t he t ra ns -ition to severe ad hes iv
e w ea r \1 WIlly occurs.S ev er e a dh es iv e w ea r is te rm ed
s cu ff in g a nd w illbe disc ussed later, H ere w e assum e that
scuffinghas been avoided t hr ou gh p ro p er design of th eg ea rs
, s el ec tio n o f th e l ub ric an t, a nd control o f th er unn
ing -in p r oc e ss .
When ne w gear units ar e first o pera te d, th e COD-tact
between the gear t ee th is not optimum becauseo f u na vo id ab le
manu fa cl iU li Il g i na cc ur ac ie s. If th etribological
conditions a re f av or ab le , mild ad -hesive wear o cc urs d
urin g ru nn in g- in a nd u su al lysubsides with tim e. resulting
in a . satisfactoryl if et ime f o r the g ea rs. T he w ear th at
o cc urs, d ur-rng nmning-in i s benef ic ia l if it sm oo ths the
to othsu rf aces , i nc r ea s ing th e speei fi c fi lm th ickne
ss , an ditf it increases the area of contac t by rem ovingmin or
imp er fs ct io ns th roUgh l oc al wear, TD ensure' l it a t the
wear ra te re ma in s u nd er c on tr ol , run innew gea rs et s by
operating fo r at least t he f ir st tenho urs a t one-half l o ad
. .T he am ount of w ear co nsidered to lerable de-pends on th e
expe ct ed l if et ime fo r the gear andrequirements f or c on tr
ol of noise an d vibration.
M e tho ds fo r P r ev en tin g A d he s iv e W e ar1. U s e s m
o o th to o th s u rfa ce s .2 . I f p o s s i b l e , ru n in n ew
g e a r s e t s b y o p e ra tin g th e
f i rs t te n ho urs a t o n e - h a I f l o a d .3. U se h ig h
s p e e d s if p o s s ib le . O the rw is e ,re c o g n iz e th at
h ig h ly lo a d e d , s I o w - s p e e d g ea r s
a re b o u n d a r y lu bric ate d a nd a re e sp ec ia llyp ro
n e to e xc e ss iv e w e ar. F o r th es e c o nd n io n s,s p e c
i f y n i t r i d e d g e a r s and th e h i ghes t permiss~b le l
u br ic a n t v i s c o s i t y .
4 . F o r v e ry s lo w - sp e e d g e ars 1 0 f p m ) , a vo id
u s-in g lu bric an ts w ith s u lp hu r- p ho sp ho ro usa d d n i
v e s .
5 . U s e a n a de qu ate a m o un t o f c o o l , c l e a n ,
and d rylu br ic a nt o f the h ig h e st v is c o s ity p e r m is
s ib le .
Many g ea rs , because o f p r ac ti c al limits on lubri-c an t
v is co sity " speed, a nd tem pe ra tu re , musto pera te u nd er
b ou nd ary -lub ric ated c on ditio nswhere som e w ear is
inevitable .. H ighly loaded.slow' peed 10 0 fpm) , b ou nd ary -l
ub ric ated g ea rsa re e sp e ci al ly p r on e to e xc e ss iv e
we ar . Tests withslo w-speed!gears(!O j have haw D that. nitridedg
ea rs h av e g oo d wear r es is ta n ce , wh il e c a rbu ri zedan
d through-hardened gears have similar, butlow er w ear resistance,
R eference 10 concludedt ha t l ub ric an t v is co sit y h as t he
g re at es t in fl ue nc eon slow-speed, adhesive wear. and that
higb -v is co sity Iu br ic an ts r ed uc e th e wear r a te s ign
if i-candy. Th e same authors fo und tha t su lp hur-p ho p ho ruu
additives ca n be det rimen ta l ! w i thslow-speed t o fpm )
gears, giving very highwea r ra te s.
A fe w g ea r u nits o pe ra te u nd er ideal conditionswith smo
oth to oth s ur fa ce s, h ig h p itc h l in e s pee d,a nd high
lubrica nt film thick ness. For example,t ur bin e g ea rs th at o
p er ate d a lm o st c o ntin uo us ly a t30,000 fpm pitch line
speed stillhad t he o r ig i na lm achining m arks o n their teeth,
even after o p-e ra :~ g fo r .2 0 ye ars .. Mos t g ea rs , h ow
ev er. o pe ra tebetween t he b ou nd ar y and f ul l- fi lm lub ri
ca ti onregim es, und er elasto hyd ro dyna mic (E HD }
COD-ditions, In th e EHD regime, with t he p r op e r typean d v
isc osity o f lub ric ant,th e w ear ra te usuallyr educes dur ing
running-in a nd a dhesive w ear v ir-t ua ll y c ea s es once runn
lng -i a is completed. Ifth elubricant is properly maintained (cool
, c le an , a nddry), t he g ea rs et should no t suffer an
adhesivewea r f ail ure .
W ear - Abrasion. Abrasive wear on gearteeth is u su al ly c au
se d by contam ination of thelu bric an t by ha rd , sha rp -ed ged
p articles .. C on-tamin atio ne nte rs g ea rb ox es b y being
built-in, in -Ilernally gener at ed , inges te d through breathers
ands ea ls , o r ia ad ve nen tl y a dd ed d ur in g
maintenance.
Many gear manufaclUrers. do not fully appreciateth e s ig n if
ic a nc e o f c le a n a s semb ly ; it. isllOt unoom-mo ll . t o f
in d s an d, ma ch in in g ,chips, g rind ing dus t,w eld sp la
tter o r other debris in new gear bo xes.To r em o ve bwilHn con
tamina t ion . d ra in a ndf lu s hth e gearbox l u br ic a nt . b
ef o re s ta rt -u p a nd a gainafter th e firs t 5 0 h ou rs o f o
pe ra tio n, refill with th er ecommended lub ri cant , and install
a ne w oi l filter,
-
7/30/2019 Gear Lubrication 1
6/9
M e th od s fo r P r ev en tin gA b ra s iv e W e a r
1 . R e m o v e b u ilt- in c on tam in atio n fro m n ew g e
ar-bo xe s by d ra in in g an d flu sh in g the lu b r ic a n tbe f
o r e s t a r t - u p a nd a ga in a fte r t h e f irst 5 0 ho u r
so f o pe ra tio n . R e fi ll w ith th e re co m m en de d lu
bri-c a n t a n d in sta ll a n ew fi lte r.
2. M i n i m i z e i n t e m a . l l y g en era te d w e ar
debris by u s-in g s u rfa c e -ha rd en ed g ea r te e th , s m oo
th to oths u rfa c es , a nd h ig h- vis co s ity lu br ic a nts
.
3 . M i n im iz e in ge ste d c on tam in atio n by m a in ta in
-in g o il- tig h t s e als an d u sin g fitte re d b re ath e rv
en ts lo ca te d in c le an , n on -p re ss ur iz ed a re as .
4. M in im iz e c o n tam in a tio n tha t is a d d e d d u r i
n gm ain te n a n c e b y u s in g g o o d h o u s e k e e p i n gp
r o c e d u r e s .
5 . F o r c irc u la tin g o il s ys te m s, u se fin e filtra
tio n .6 . F o r o i l ba th s ys te m s, c han g e the lu b r ic a
n t a tle a s t e ve ry 2 5 0 0 ho u rs o r e v e ry s ix m o n ths
.7 . M o n ito r the lu bric an t w ith s p e ctro grap hic a n
d
fe rro grap hic a na lys is to ge th e r w ith a na lys is o fa
c id n u m be r, v is c os ity , a n d w ate r c on te nt.
Internally g en era te d p artic le s a re u su al ly w ea
rdebris from gears o r bearings du e to Hertzianfa t ig l . le pi t
ting or adhesive an d abrasive wear.T he w ea r p an ic le s a re
es pe cia lly a bras ive be-cause they becom e w ork -hardened when
theya re tra pp ed b etw een me gearteeth, Internalilyg en er ate d
w ea r d eb ris c al libe minimized by usinga cc ur at e, s ur fa
ce -h ar de ne d g ea :r t ee th . ( with h ig hpitting resis
tance), sm ooth surfaces, and highv is cosi ty lubr ic an ts .
Breather vents ar e used on gearboxes to v en t in -t er na l p
re ss ur e, w h ic h may OCCUIi ' when air entersthrough seals, ot
when air w il hJn d Ie g ea rb ox e x-pands ( o r c ont ra c ts ) d
u rin g th e nonn a ll he a ti ng and,c oo lin g o f th e g ea r
unit. T h - b rea ther vent sho uldbe located in a clean,
non-pressurized area an ds ho ul d h av e a filte r to p re ve nt
in gre ss o f a irb orn ec o nt am in an ts . I n e sp ec ia ll y h
ar sh e nv is onm ea ts ,the gea rb ox. c an be complet.ely s ea le
d, a nd th epressure v ar ia ti on c an be accommodated by a n ex
-pansio n cham ber w ith a flexible diaphragm.
All. m aintenance p rocedures w hich involveopening any part o f
the gearbox or lubricationsystem must be ca refu lly p erfo rm ed
to preventc on tam in at io n o f th e g ea rb ox s ys tem.
A bra sive w ea r du e to fo reigll co nta min ants,suc h a s sa
nd or in te rn al ly g en er at ed w ea r d eb ris ,
called three-body abrasio n, is a co mm on o ccur-rence.
Two-body a bra sio n a ls o o cc ur s w he n h ardp artic le s o r
a sp eritie s o n onegear tooth a br ad e th eopposing to oth s urf
ac e ..Unless the tooth surfaceso f a s ur fa ce -h ar de ne d g ea
r a re sm oo th ly f in is he d,m ey will act like files if the
mating gear is ap-preciably softer. This isthe reason that a
wormpinion is p ol is he d a fte r g rin din g b efo re it is
nmwith a b ron ze wo rm whee]. Manu fa ctm e rs o f c om-p ute r d
is k: d riv es h av e fo un d that stainless steelpLllion~mated wi
th anod ized a lumin um ra ck s h Jl veex cessiv ely hig h w ea r
ra tes. T he a no d.ized layero f th e a lum in um . ra ck is ex
lrem e]y lhin a nd brit-t le . a nd it breaks up and impregnates t
be r e la t ive lysoft stainless steel p inio n, T he a lum inu m
oxidep a rt ic l es t he n act. like e me ry p ap er and wear th
eteeth o f the rack very quickly .
The lubr ica t ion sys tem should be ca re fu l ly main-tained.
and m onitored. to ensure that th e gearsreceive a n a deq 1l8 te
amo unt o f c oo l , c lea n .an d dryl ub ric a nt . F o r c ir cu
la tin g -o il s ys tem s, fine filtra-t ion r emoves con tamina t
ion . F il t er s as fine as 3 , I U Dh ave s ig n if ic a at ly i
nc r ea s ed g e ar l if e. Fo r oil-bathgearboxes, th e lubricant
sh ou ld b e c han ged fre-q uently to rem ove c onta mina tio n. U
nder no rm aloperating conditions th e l ub ric an t should bec ha
ng ed a t l ea st every 2500 operating ho urso r sixmonths,
whichever occurs f ir st. F o r c ritic al g ea r-b ox es a re gu
la r p ro gr am o f lu br ic an t m on ito rin gcan . he lp p re
ven t g ea r f ail ur es by sho win g w henmaintenance is r eq uir
ed . T h e l ub ric an t m o nit or -in g s ho ul d i nc lu de s pe
ct ro gr ap hi c a nd fenographica na ly sis o f c ont am i na ti
on , a lo ng w ith a na lys is o fa cid n um be r, v is co sity , a
nd w ate r c on te nt.
P o lis hin g w ea r. If th e extreme pressure (EP)a dd itiv es
in th e l ub ric an t a re to o' c he mic a1 ty re -aedve, th ey m
ay c au se p ol is hin g o f th e g ea r to oths ur fa ces u ntil
th ey attain a bri,ght.mirror finish.A llh .o ugh the p olished g
ea r teeth m ay lo ok good,p o lis hin g w ea r is u nd es ir ab le
b ec au se it generallyre du ces g ea r a cc ur ac y b y w ea rin g
the to oth p ro -files away from their ideal fo rm . E P a dd
itivesused in . lubricants to p revent scuffing, such assulfe r and
phosphorous , will be covered whens cu ffin g is d is cu ss ed . T
he y fu nc tio n by formingiron s ul fid e a nd ir on phosphate
films on areas ofme gear te eth w he re h ig h te mp era tu re s o
cc ur,I d e a i l 1 y . , th e a dd itiv es should react only atte
mp era tu res w he re th ere is a d an ge r o f w el din g,! fl he
r at e o f r ea ct io n is too high, an d th ere is a OOR-t in uo
us r emova l o f th e surface f i lms c aused by
-
7/30/2019 Gear Lubrication 1
7/9
:2 4 I lE A R T EC H N OL OG Y
s cu ff in g d ur in g th e c rit ic al r un nin g-in p er io
d.The basic mechanism of scuffing is no t
u nde rs to od c le a rl y, but by genera l ag reemen t, itis
believed to be caused by i nt en s e f ri ct io n alheating
generated by th e c om bin atio n o f highs liding velocity and
intense surface p ressure,Blok'S
-
7/30/2019 Gear Lubrication 1
8/9
high m eltin g p oin ts, allo win g th em to rem ain asso lid s
o n th e g ea r tooth surfaces even at h ig h c on -tact
temperatures. The rate 'o f r ea ctio n o f th e anti-scuff a dd il
iv es i s greatest wher e th e g ea r to oth c on -tact te mp era
tu re s a re h ig he st. B ec au se o f th e r ub -b in g a c ti on
of th e g ea r te eth . th e s urf ac e f il ms a rerep ea tedly sc
ra ped o ff an d refo rm ed .. In effect.s cu ff in g is p re ve
nte d by substituting mild corro-sion ini ts p lace . Oocas ionaUy,
ant i- scuffaddl tives,s uc h a s s ul fe r, a re to o c he mic al
ly a ctiv e, c au sin gp olishing w ear and nec essita ting a cha
nge to lessagg re s si ve add it ive s. Lub ri can ts with
anti-scuff ad-d itiv es o f p ota ss ium b ora te do not 'C8:1ilSe
polishingw ea r b ec au se they d ep o sit g la ss -l ik e b ou nd
ar yf ilm s w ith ou t r ea ct in g with. t he me ta l: .For
mineral oils w it hou t a n ti -s c uf f additives,
th e c ritic al s ou ffin gte mp era tu re in cr ea se s
withincreasing visco sity , and ranges from 150C to300 C . T he inc
rea sed sc u~ mg resista nc e o f high.viscosi ty lubricants i s be
li eved to be due to dif-ferences inchemical composit ion r at he r
th an in-c re as es i n v is c os it y. However , a v is c os it y
i nc re as ea lso help s to reduce dle risk o f s cu ffin g b y
in-
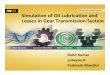
Fig. 1
PITCHPO INT
creasing t he lub ri can t film t hi ckn es s a nd r edu ci ngth
e c ont ac t t empe ra tu re generated by metal-to-metal .
contact.
Scuffing is control led by th e total contac ttemperature Tc, wh
ich c ons is ts of th e sum of thegear bulk temperature Tb, and the
flashtemperature Tf; i.e.,
Tc = Tb + TfThe bulk tem perature is the equilibrium
temp er atu re o f t he su rf ace of m e gea r t ee th
beforethey e nt er lh e me sh ing z on e. T he f lash temperatureis
th e lo ca l a nd instantaneous temperature r is e t ha to cc ur s
o n dlegear teeth due to t he f ric tional heatingas th ey p ass
through. th e meshing zone .
Anything th at re du ces e ith er th e b ulk tem p era -ture
ortheflash temperature willreducethe totalc on ta ct temp era tu re
a nd le ss en th e r is k o f s cu ff in g.Higher viscos ity lubr
icants or sm oo th er to o th s ur -f ac es h el p by i ne re as in
gi he s p ec if ic f ilm t hi ckn es s.which in rum reduces the
frictional heat and,therrefore. th e fla sh te mp er atu re . A ls
o, th e lubri-
L IN E O FACT ION
IIAIICII/A~IIL 1n1 2 5
-
7/30/2019 Gear Lubrication 1
9/9
cant performs th e important f un c ti on o f r emov ingh ea t
fro m th e g ea r teeth. It must be supplied to t hegear teeth in .
such a. way that it removes heatrapidly an d k eep s a lo w b ulk .
temperature. A . heatexchanger ca n be u se d w ith a circulating
oi l systemto c oo l the lub rica nt before it is sp rayed at theg
ears. T he gea r design er can. m axim ize scu ffin gresistance by
optimizing the gear geometry so matt he gea r teelh are as sm aD as
po ssible, consistent.with bending s t reng th requ ir emen t s, to
reduce th etemperature rise caused by sliding, Fig, 1 showsthai t
he r oUi ng vel o ci tie s, Vrl and Vr2, l inearlyincrease from
zero at th e ia te rf ere ac e p oin ts . to am axim um at each en
d of the path o f contact. Thesliding veloci ty is represented by t
he d is tance be-tw een the Vrl and Vr2 lines. The am ount
ofsliding is p ropo rt iona l t o the distance f rom t he p it chp
oin t, P , and is zero w hen the g ea r teeth co nta cta tth e p
itc h p oin t, a nd largest at th e e :n ds o f t hepath. A ddendem
m odiflcation can be used tobalance and m in im iz el he t emp er
at ur e rise that oc -c ur s in th e a dd en d'um an d dedendum of
the gearteeth. The tem perature rise m ay a lso b e r ed uc edby m
odify ing th e to oth p ro files, w ith slight t1 pand/o r ro ot
relief to ease th e load at th e start an dend of the engagem ent
path where the slid ingvelocit ies are the g re a te st . A I so ',
lh e gear teeth mustbe accura te and held rigidly ingood alignm ent
tominimize to oth ~ oa din g and, therefo re, th etemperature rise
.
G ear m aterials sho uld be ch osen w ith their seuf-fing
resistance inmind. Nitrided s te el s, s uc h .8 SNi traUoy 135M,
.a re genera ll y found to have thehighest r es is ta n ce t o
scuffing, whil e s ta in le ss s te el sare liable to
scuffevenunder near-zero loads, Thethin o xid e l ay er on
stainless steel. is hard an d brit-tle, and it breaks up ,easily
under sliding lo ads, ex-po in gd Ie b are m eta l, m u promot ing
scuff ing .Anodized aluminum has a lo w s cu ff in g r es is ta n
ces im il ar to s ta in le ss s te el , H ardnes does not seemto be
a r el ia b le i nd ic a ti on o f s c uf fin g
resistance.Acknowledgemen t : RepriJJled by perm ission of S ociety
ofT ri b ol og is ts a n d L u br ic at io n ' E n g in t! t! rs
.Refereooes:L ANSI/AGMA ] 10.'04. "Nomenclature of GearT oo th F
ailu re M od es ,ft ]9 80 .2, SHIPLEY, E,E. "Gea r Fa i lu re s, "
Mach i n e Design ,D ec. 7 , 1967, P I', 1 52 -1 62 ,3. DUDLEY , D
.W . "Gear W ear," We ar C on tr olHandbook. ASME,4. KU, P .M . "G
ear F ailure M odes - Im po rtanc e ofLubrication and Mechanics,"
ASLE Trans., Vol.19 . N o.3, 19 75 ,l 'p . 239 -24 9.5, W U LP I,
0'.1. "HDW CDmponent s Fail."
6. - - - -"F.ailure A nalysis and Prevention,"( F ai lu r es o f
Gears), Me t al s H a n d b oo k , Vol . W . 8 tbed. p p . 5 07 -5
24 .7. GOD FREY , D , "Reoognitionand So l ut io n o f Some
C om mo n W ear P ro blem s R elated to L ubricatio nand Hydraul
ic Fluids," Lubr ic at io n E n g in e er in g ,F eb ., 1 98 7, pp
, ]H 14.8. UTTMAN, W. E , " Th e M e ch an is m ofContaet
Fatigue," inJerrJisciplinary A p pr oa ch to lh e [d)rica-(ion
of Conc en tr at ed COTrl ac ts , NASA SP-237.1 97 0, p p , 3 09 -3
77 .
9, UENO, T, et al, "Surface Durability of ease-Carburized Gears
- O n a P henom eno n D f'iG reyStaining of Too th Surface," A SM E
Pap , No ,80-C2fDET-27, 1980, pp , 1-1,
10. WINTER, H. and WEISS, T. " Some F ac to rs In-t lu enc ing
th c P i tt in g . Mic ro p it ti ng (F ro s te d A rea s )and Slow
Speed WearofSurface~Hardened Gears,"A SM EP ap . N O'.
80!.QfDET,89, 1980.,1'1',1-7.
11, SHIPLEY, B,B. uFai l~ r e Analys is o f Coa rs e -P i tch
,Hardened, and G round Gears," A GM A Pap . N o,P229,26,. 1982, P
I'. 1 -2 -4 ,]2. TANAKA, S, e t a I. "Apprec iable I nc re as es i
n Sur-face Durability of Gear Pairs with. Mirror-LikeFinish," A SM
E P a,p er N o. 8 4-D ET -22 3, 1984,pp. 1-8.B. ADMAS , J.H.
&GODFREY , D."Bora te GearL ub ric an t-E P F il m A na ly sis
and Performance,"
LubricaJion Eng inee r , Vol. 37 , ND . I, Ja n, 19 81 ,pp,
16-2].14 , B LOK , H . "Les Tem peratures de Surface dansle s C o
nd itio ns d e G ra is sa ge SOlIS Pression Ex -treme," Second Wo r
ld P et ro le um Cong re ss , P .a ri s,J un e, 1 93 7.15 . B LO K,
H . " Th e P osrulate A bo ut ihe Constancy ofScoring Temperature
." . In terdiscipl inary Approoch
to the UdJ ri ca t ion o fCof lCtmJ roJ ed Contacts. NASASP -2
37 , 1 91 70 ,p p . 1 53 -2 48 .1 6. O OW S ON , D, ME la st oo y
dr o dy nam ic s," P ap e rNo. 10, P ro c. I nst. M e ch , E n
grs., VoL 182, PT3A, 1 96 7, p p . 151-167,17. AGMA 200] -B88 .
"Fund amen ta l Ra ti ng F a ct or sand C alculatio n M etho ds for
Invo lute Sp ur andHelical Gear Teeth." .1988.18 . AKAZAWA, M .,
TEJIM A, T. &NARITA, T."Ful l Salle T es t o f H jg h S pe ed ,
H ig h P ow er ed GearUnit - Helical Gears of 25,000 PSat 200
mIPLV," A SM E Paper No, 8O '-C2 /DET-4, 1 9 80 ,1.9. DRAGO, R .I.
' ICDmparative L oa d C ap ac ity
Evaluali .onofCBN-Finished G ea rs" A GM A P ap erNo. 88 FfM 8,
Oct, 1988.2 0, A G MA 2 50 ,0 4, " AO M A S Ia J:l da rd Sp ec if
ic atio n -
Lubrication .o f mndus tr ia l .Enc lo s ed Gear Drives."Sept.,
1.98l.21 . A GM A 42 ] .0 6. "P ra ctic e fo r High-Speed Hclica
l
and H er rin gb on e G ea r U r n e s , " Jan" 1.969,2 2. W E LL
AU ER . ar.&H OLLO W AY , G .A . "A p-p lic atio n o f E H D O
il Film Theory to lndllsttia.l GearDrives,~ Trw1S .ASME , J. Eng .
Ind, . WI !. 9 8, S er ie sa, N o .2 , M a y.,. 1 97 6, P I', 6 26
-6 34 .23. D RAGO, R .I, Fundamentals .o f G ea r D e sl'g n,
Butterworth, 1988.24, AK1N , L, &T OW N SE ND , D . "S tudy
of Lubri.-cant let F low P ben m ena in ,Spur Gears,"
NASATMX-7J572. Oet., 1974,25 , SCORlNG+ . .c om pu te r P ro gra m,
G EA R TE CH
Sof tw a re , In c. 1985-1989~