Embed Size (px)
Citation preview
Gefuge und AnlaRverhalten von weiRen Bandern H. Steindorf, E. Broszeit und K. H. Kloos
In Wdzlagern bilden sich nach groBen Uberrollungszahlen bei hoher Last unter der Laufbahnoberflache in einem Abstand von etwa 10 pm bis 250 pm die sogenannten WeiBen Bander, die auch als WEA's (white etching areas) bezeichnet werden. Sie entstehen durch plasti- sche Wechselgleitvorgange durch die sich lokal Karbide auflosen und Kohlenstoff an den Rand der Deformationszone diffundiert. Man unterscheidet zwischen flachen und steilen weiBen Bandern, die sich nacheinander durch die spannungsmechanische Beanspruchung des Werkstoffs bilden. Um das Gefiige und das AnlaBverhalten von wei- Ben Bandern zu untersuchen, wurden aus dem Innenring eines Schrag- kugellagers kreissegmentformige Proben hergestellt. Zur Untersu- chung des AnlaBverhaltens (Karbidneubildung) wurden an einem Teil der Proben drei unterschiedliche Warmebehandlungen durchgefiihrt. Es zeigte sich, daB eine bestimmte Temperatur iiberschritten werden muB, um deutliche temperaturinduzierte Gefiigeveranderungen im Bereich der weiJ3en Bander und des Grundgefiiges zu erreichen. Durch Hartemessungen konnte gezeigt werden, dal3 die Harte im Bereich der weiBen Bander makroskopisch stark abfat, ihre direkte Umgebung jedoch eine hohere Mikroharte besitzt als die Bander selbst . Bei einer thermoanalytischen Untersuchung einer Rand- und einer Kernprobe stellte sich heraus, daB das thermische Reaktionsver- halten der Randprobe mit etwa 15-20 Vol% weiDen Bander im Ver- gleich zu der Kernprobe ein eindeutig exothermes Verhalten aufweist, d. h. da5 eine Reaktion thermisch aktiviert wird, bei der Energie frei- gesetzt wird. Der Grund hierfiir ist in einem energetisch hoheren Niveau des Randbereiches zu suchen.
Structure and Annealing Behaviour of White Etching Areas
Due to a high number of revolutions combined with high load beneath the surface of the rings of roller bearings so called white etching areas will accure in a distance of about 10 pm to 250 pm under the race way. Two different kinds of WEA's were observed: the 30" WEA's and the 80" WEA's were built up depending on the direction of the stresses beneath the Hertzian Contact region. To investigate the structure and the annealing behaviour of the WEA's, influenced by three different heat treatments, the inner ring of a ball bearing was used for preparation of the section samples. It was seen that a special temperature must be exceeded to introduce a significant microstructural change in the area of the WEA's. The mea- surement of the microhardness showed that the hardness decreases in the region of the WEA's, but that the adjacent areas posess a higher microhardness. To see the different behaviour of thermal reaction of a near surface sample with 15-20 Vol% of WEA's and a core sample, a ther- moanalytical test was made which showed that the surface-sample had an exotherm behaviour, in relation to the core-sample, because it posessed a higher energetic level.
1 Einleitung
Im Wdzlagerbau kam es in den letzten Jahrzehnten aus wirtschaftlichen Gesichtspunkten zu immer kleineren Lager- abmessungen bei gleichbleibenden Tragzahlen. Diese Steige- rung wurde vor allem durch Verbesserungen des Werkstoffs, der Lagerbauformen und der Fertigungstechnik erreicht .
Hohe Walzbeanspruchung hat eine Ermudung des Werk- stoffs in seiner Randschicht zur Folge. Ein Lagerschaden hat daher meistens den Ausbruch kleinerer oder groaerer Werk- stoffpartikel zur Ursache, die man als Griibchen oder Pittings bezeichnet. Insbesondere durch Verbesserungen des Werk- stoffes hinsichtlich seiner Reinheit und seiner Gefiigehomoge- nitat, war man in der Lage, den Zeitpunkt des Lagerausfalls zu immer groBeren Uberrollzahlen hinauszuschieben.
Untersuchungen an Lagern, die unter hoher Beanspruchung eine groBe Lastwechselzahl uberstanden haben, fiihrten zu der Entdeckung von Gefiigeveranderungen in den hochbean- spruchten Werkstoffbereichen unterhalb der Laufbahnober- flache. Sichtbar werden sie an einem metallurgisch glatten Schliff durch die genannten Gebiete nach anschlieBendem Anatzen. Die unterschiedliche Anatzbarkeit gegenuber dem Grundgefiige gaben diesen Strukturveranderungen ihren Namen. Man unterscheidet zwischen ,,dark etching areas" (DEA) und ,,white etching areas" (WEA) auch weiBe Bander genannt.
2 Bildung von weil3en Bandern
2.1 Definition von weiBen Bandern
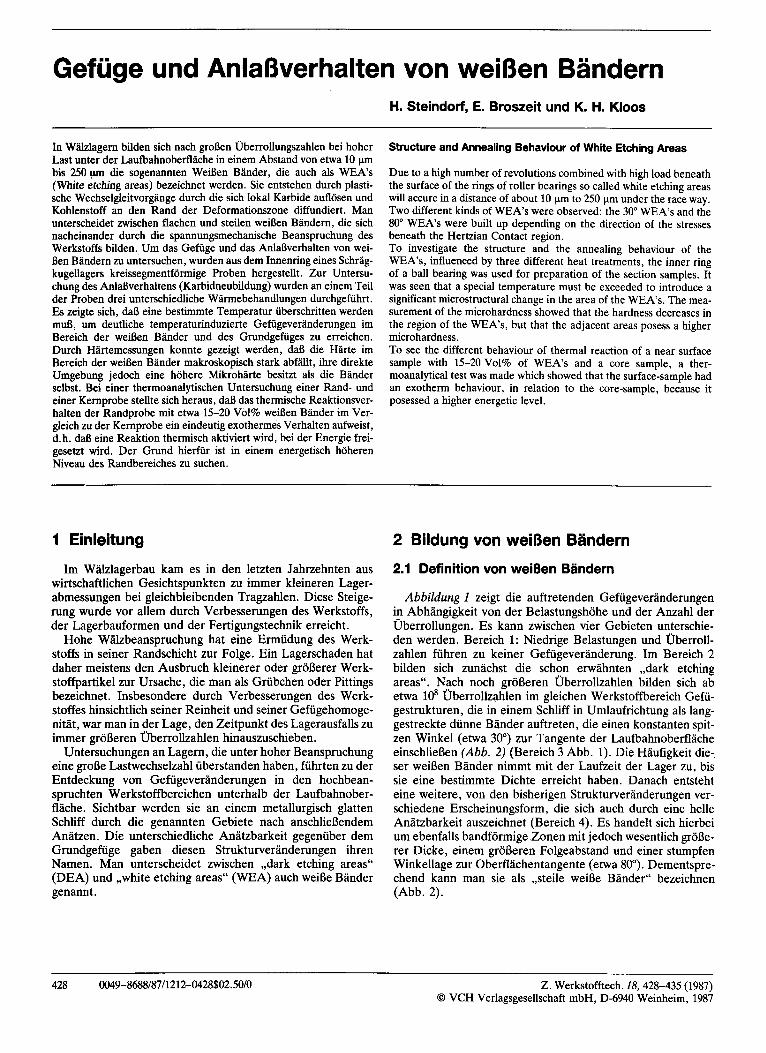
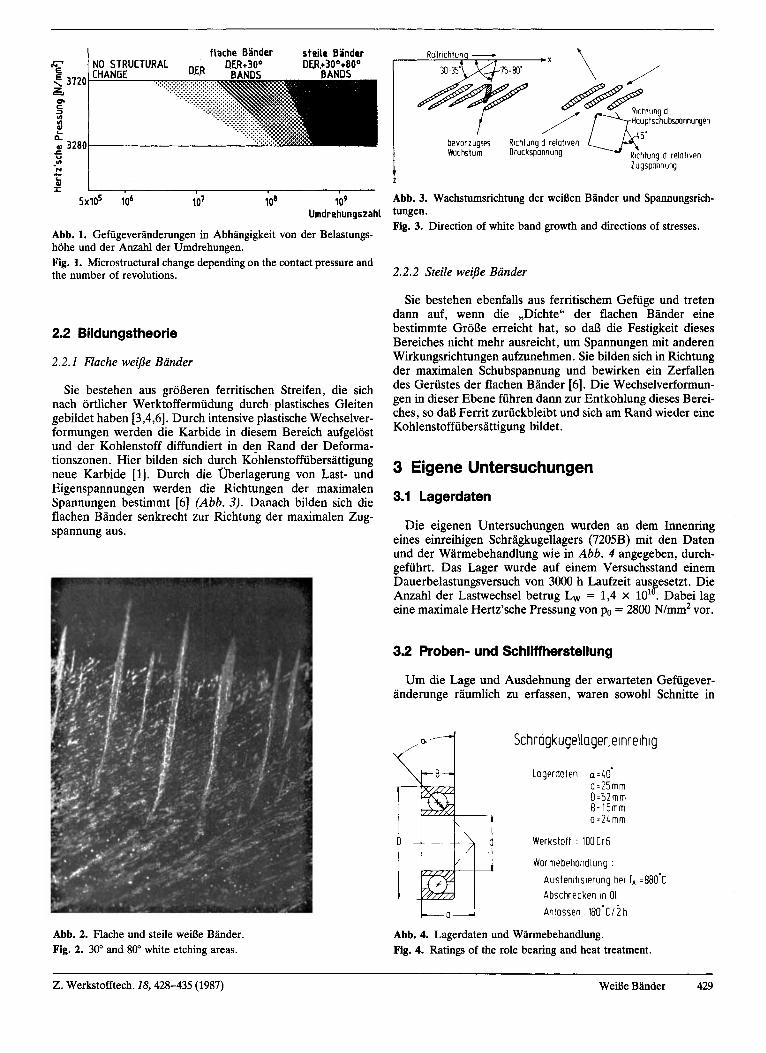
Abbildung I zeigt die auftretenden Gefiigeveranderungen in Abhangigkeit von der Belastungshohe und der Anzahl der Uberrollungen. Es kann zwischen vier Gebieten unterschie- den werden. Bereich 1: Niedrige Belastungen und Uberroll- zahlen fiihren zu keiner Gefiigeveranderung. Im Bereich 2 bilden sich zunachst die schon erwahnten ,,dark etching areas". Nach noch groBeren Uberrollzahlen bilden sich ab etwa lo8 Uberrollzahlen im gleichen Werkstoffbereich Gefii- gestrukturen, die in einem Schliff in Umlaufrichtung als lang- gestreckte diinne Bander auftreten, die einen konstanten spit- Zen Winkel (etwa 30") zur Tangente der Laufbahnoberflache einschlieBen (Abb. 2) (Bereich 3 Abb. 1). Die Haufigkeit die-. ser weiaen Bander nimmt mit der Laufzeit der Lager zu, bis sie eine bestimmte Dichte erreicht haben. Danach entsteht eine weitere, von den bisherigen Strukturveranderungen ver- schiedene Erscheinungsform, die sich auch durch eine helle Anatzbarkeit auszeichnet (Bereich 4). Es handelt sich hierbei um ebenfalls bandformige Zonen mit jedoch wesentlich groBe- rer Dicke, einem groaeren Folgeabstand und einer stumpfen Winkellage zur Oberflachentangente (etwa 80"). Dementspre- chend kann man sie als ,,steile weiBe Bander" bezeichnen (Abb. 2).
428 0049-8688/87/1212-0428$02.50/0 Z. Werkstofftech. 18; 428-435 (1987) 0 VCH Verlagsgesellschaft mbH, D-6940 Weinheim, 1987
flache Bander steile Bander T < 3720 L m c ul a
e n 01 3280 c 111 N 4- L
X
5x105 lo6 10' 108 lo9 Umdrehungszahl
Abb. 1. Gefiigeveranderungen in Abhangigkeit von der Belastungs- hohe und der Anzahl der Umdrehungen. Fig. 1. Microstructural change depending on the contact pressure and the number of revolutions.
2.2 Bildungstheorie
2.2.1 Flache weijj'e Bander
Sie bestehen aus groaeren femtischen Strei-,n, die sich nach ortlicher Werktoffermiidung durch plastisches Gleiten gebildet haben [3,4,6]. Durch intensive plastische Wechselver- formungen werden die Karbide in diesem Bereich aufgelost und der Kohlenstoff diffundiert in den Rand der Deforma- tionszonen. Hier bilden sich durch Kohlenstoffiibersattigung neue Karbide [l]. Durch die Uberlagerung von Last- und Eigenspannungen werden die Richtungen der maximalen Spannungen bestimmt [6] (Abb. 3). Danach bilden sich die flachen Bander senkrecht zur Richtung der maximalen Zug- spannung aus.
Abb. 2. Flache und steile weil3e Bander. Fig. 2. 30" and 80" white etching areas.
I bevorzugtes Richtung d relotiven Wachstum Drucksponnung
lugspannung I Abb. 3. Wachstumsrichtung der weisen Bander und Spannungsrich- tungen. Fig. 3. Direction of white band growth and directions of stresses.
2.2.2 Steile weqe Bander
Sie bestehen ebenfalls aus ferritischem Gefiige und treten dann auf, wenn die ,,Dichte" der flachen Bander eine bestimmte GroSe erreicht hat, so daO die Festigkeit dieses Bereiches nicht mehr ausreicht, um Spannungen mit anderen Wirkungsrichtungen auhnehmen. Sie bilden sich in Richtung der maximalen Schubspannung und bewirken ein Zerfallen des Geriistes der flachen Bbder [6]. Die Wechselverformun- gen in dieser Ebene fiihren dann zur Entkohlung dieses Berei- ches, so daR Ferrit zuriickbleibt und sich am Rand wieder eine Kohlenstoffiibersattigung bildet.
3 Eigene Untersuchungen
3.1 Lagerdaten
Die eigenen Untersuchungen wurden an dem Innenring eines einreihigen Schragkugellagers (7205B) mit den Daten und der Warmebehandlung wie in Abb. 4 angegeben, durch- gefiihrt. Das Lager wurde auf einem Versuchsstand einem Dauerbelastungsversuch von 3000 h Laufzeit aus esetzt. Die Anzahl der Lastwechsel betrug Lw = 1,4 x lo1! Dabei lag eine maximale Hertz'sche Pressung von po = 2800 N/mm* vor.
3.2 Proben- und Schliffherstellung
Um die Lage und Ausdehnung der erwarteten Gefiigever- anderunge raumlich zu erfassen, waren sowohl Schnitte in
Schragkugellager.einreihig /--1 Logerdoten a.66
d=25mm 0=52mm 8=15mm 0=26mm
Werkstoff : 100Cr6 1
War mebehondlung Austenitisierung bet TA =88o'C Abschrecken in 01 Anlossen lRO'C12 h
Abb. 4. Lagerdaten und Warmebehandlung. Fig. 4. Ratings of the role bearing and heat treatment.
Z. Werkstofftech. 18,428-435 (1987) Wei6e Bander 429
axialer Richtung quer zur Laufbahnrichtung (Querschliff) als auch in radialer Richtung langs der Laufbahnrichtung (Langs- s c h l i i erforderlich. Urn eine therrnische Beeinflussung des Gefiigezustandes durch spanende Trennverfahren zu vermei- den wurde der Innenring funkenerosiv segmentiert. Das Gefiige wird dadurch, nach [5], nur bis in eine maximale Ober- flachenentfernung von 50 pm beeinflufit. Die beim metallurgi- schen Schleifverfahren mit der NaSschleiftechnik abgetragene Schichtdicke liegt wesentlich iiber diesem Gebiet.
Zur Segmentierung wurde eine Elektrode nach Abb. 5 ver- wendet. Sie besteht aus einem Aufnahmedorn aus Messing und 8 radial angeordneten Kupferplatten. Der Lagerring wurde in eine Haltevorrichtung eingespannt. Durch den Trennschnitt erhielt man 8 Segmente gleicher GroSe, die jeweils einen Teilkreisausschnitt von 45" darstellten (Abb. 6). Die Schnittlage der Schliffe in der Probe zeigt Abb. 7.
Bei den Lghgsschliffen wurde rnit groBer Genauigkeit die Mitte der Laufspur erreicht. Im Querschliff blieb die Zone der Gefiigeveranderungen praktisch unverandert , da in Um- laufrichtung geschliffen wurde.
Die Anatzung erfolgte mit Nital (3 rnl HN02 + 100 ml Alkohol 993%).
L o g m g Elektrode 7 n -
--1 Abb. 5. Probenherstellung. 1 Fig. 5. Sample preparation.
/ \ -j / ' Schnitt C-0 \ \ / /
f/ fi
S=VtYSChnrH \ v / Abb. 6. Probensegment. L/ Fig. 6. Segment.
Abb. 7. Schnittlage der Schliffe. Fig. 7. Ground sections of a specimen.
3.3 Untersuchungsablauf
Die Untersuchung gliederte sich in verschiedene Ab- schnitte: I Metallographische Grunduntersuchung I1 Warmetechnische Behandlung
1. Warmebehandlung: Anlassen der Proben bei 460 "C/
2. Warmebehandlung: Anlassen der gleichen Proben bei
3. Warmebehandlung: Anlassen einer neuen Probe bei
2 h
460 "C fur weitere 8 h.
600 "C fiir 8 h. I11 Hartemessungen unter der Laufbahn IV Therrnoanalytische Untersuchung
3.4 Untersuchungsergebnisse
3.4.1 Metallographische Grunduntersuchung
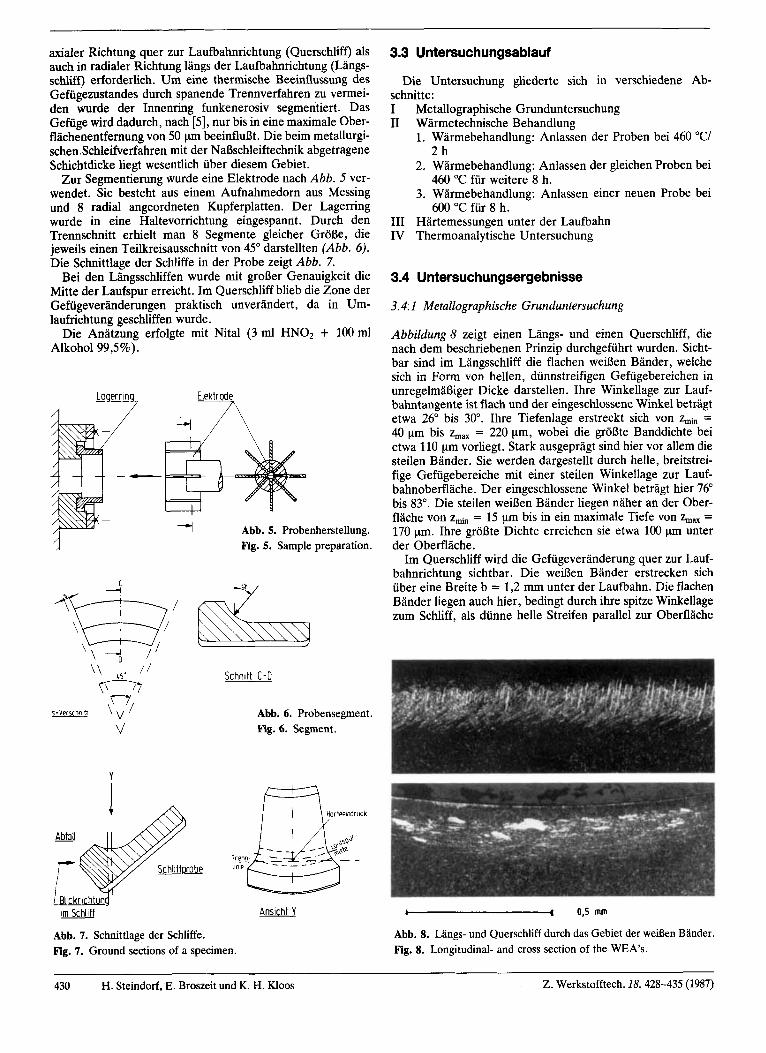
Abbildung 8 zeigt einen Langs- und einen Querschliff, die nach dem beschriebenen Prinzip durchgefiihrt wurden. Sicht- bar sind im Langsschliff die flachen weiRen Bander, welche sich in Form von hellen, diinnstreifigen Gefiigebereichen in unregelmaSiger Dicke darstellen. Ihre Winkellage zur Lauf- bahntangente ist flach und der eingeschlossene Winkel betragt etwa 26" bis 30". Ihre Tiefenlage erstreckt sich von z,in = 40 pm bis zmaX = 220 pm, wobei die groBte Banddichte bei etwa 110 pm vorliegt. Stark ausgepragt sind hier vor allem die steilen Bander. Sie werden dargestellt durch helle, breitstrei- fige Gefiigebereiche mit einer steilen Winkellage zur Lauf- bahnoberflache. Der eingeschlossene Winkel betragt hier 76" bis 83". Die steilen weil3en Bander liegen naher an der Ober- flache von zmin = 15 pm bis in ein maximale Tiefe von z,, = 170 pm. Ihre grol3te Dichte erreichen sie etwa 100 pm unter der Oberflache.
Im Querschliff wird die Gefiigeveranderung quer zur Lauf- bahnrichtung sichtbar. Die weil3en Bander erstrecken sich iiber eine Breite b = 1,2 mm unter der Laufbahn. Die flachen Bander liegen auch hier, bedingt durch ihre spitze Winkellage zum Schliff, als diinne helle Streifen parallel zur Oberflache
I 4 0,s mm
Abb. 8. Langs- und Querschliff durch das Gebiet der weiDen Bander. Fig. 8. Longitudinal- and cross section of the WEA's.
430 H. Steindorf, E. Broszeit und K. H. Kloos Z . Werkstofftech. 18, 428-435 (1987)
und verteilen sich gleichmaBig iiber die gesamte Flache. Die steilen Bander werden bei diesem Schliff etwa im Winkel von 10" geschnitten. Dadurch kommt es zu einer fleckenartigen Abbildung im Schliff, die auf eine unterschiedliche Auspra- gung der Gefiigeveranderungen sowohl iiber die Laufbahn- breite als auch in die Tiefe schlieBen la&. D.h. die steilen Bander besitzen eine sehr wellenformige Gestalt, die im Schliffbild die Fleckenbildung hervorruft.
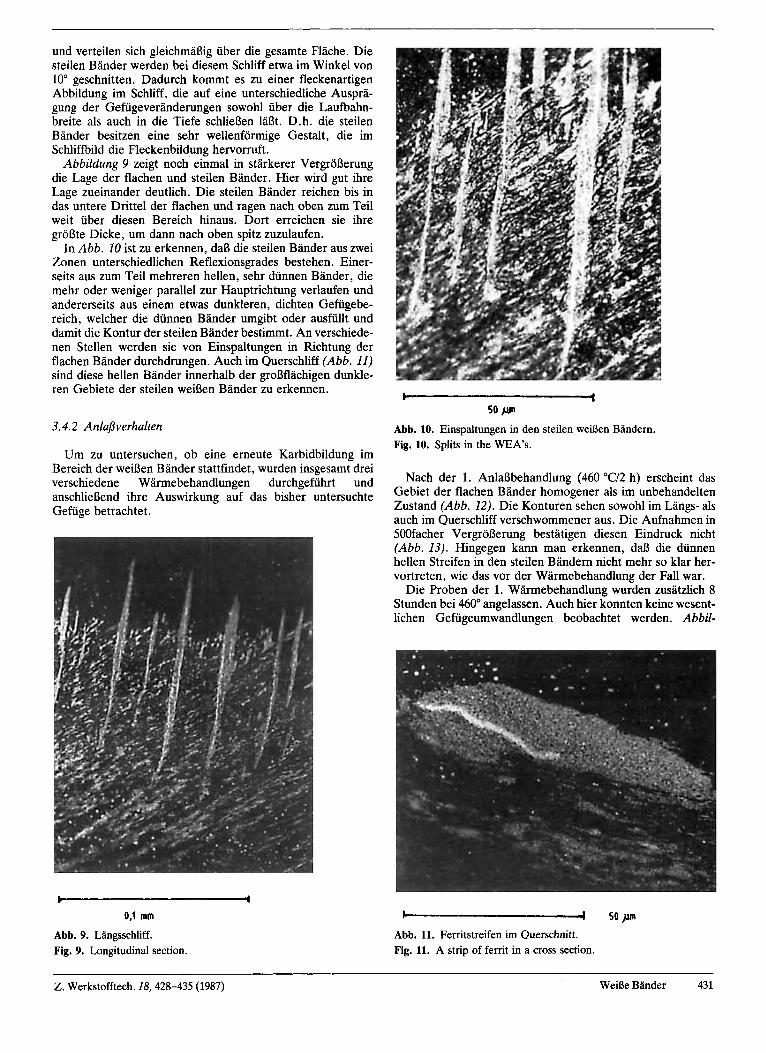
Abbildung 9 zeigt noch einmal in starkerer VergroBerung die Lage der flachen und steilen Bander. Hier wird gut ihre Lage zueinander deutlich. Die steilen Bander reichen bis in das untere Drittel der flachen und ragen nach oben zum Teil weit iiber diesen Bereich hinaus. Dort erreichen sie ihre grol3te Dicke, um dann nach oben spitz zuulaufen.
In Abb. 10 ist zu erkennen, daB die steilen Bander aus zwei Zonen unterschiedlichen Reflexionsgrades bestehen. Einer- seits aus zum Teil mehreren hellen, sehr diinnen Bander, die mehr oder weniger parallel zur Hauptrichtung verlaufen und andererseits aus einem etwas dunkleren, dichten Gefiigebe- reich, welcher die diinnen Bander umgibt oder ausfiillt und damit die Kontur der steilen Bander bestimmt. An verschiede- nen Stellen werden sie von Einspaltungen in Richtung der flachen Bander durchdrungen. Auch im Querschliff (Abb. 11) sind diese hellen Bander innerhalb der groBflachigen dunkle- ren Gebiete der steilen weiBen Bander zu erkennen.
3.4.2 Anlafiverhalten
Um zu untersuchen, ob eine erneute Karbidbildung im Bereich der weiBen Bander stattfindet, wurden insgesamt drei verschiedene Warmebehandlungen durchgefiihrt und anschlieBend ihre Auswirkung auf das bisher untersuchte Gefiige betrachtet.
& t
0.1 n\m
Abb. 9. Langsschliff. Fig. 9. Longitudinal section.
t 1 50 P
Abb. 10. Einspaltungen in den steilen weiRen Bandern. Fig. 10. Splits in the WEA's.
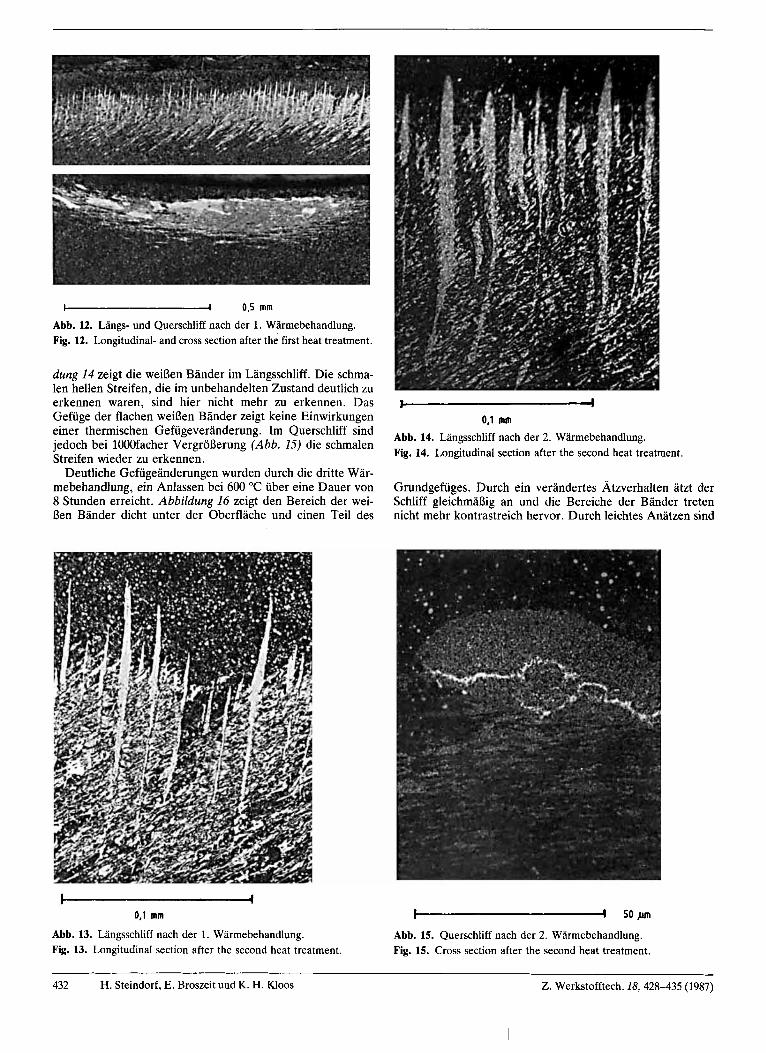
Nach der 1. AnlaBbehandlung (460 "C/2 h) erscheint das Gebiet der flachen Bander homogener als im unbehandelten Zustand (Abb. 12). Die Konturen sehen sowohl im Langs- als auch im Querschliff verschwommener aus. Die Aufnahmen in 500facher VergroBerung bestatigen diesen Eindruck nicht (Abb. 13). Hingegen kann man erkennen, daB die diinnen hellen Streifen in den steilen Bandern nicht mehr so klar her- vortreten, wie das vor der Warmebehandlung der Fall war.
Die Proben der 1. Warmebehandlung wurden zusatzlich 8 Stunden bei 460" angelassen. Auch hier konnten keine wesent- lichen Gefiigeumwandlungen beobachtet werden. Abbil-
k J 5 0 P
Abb. 11. Ferritstreifen im Querschnitt. Fig. 11. A strip of femt in a cross section.
Z. Werkstofftech. 18,428-435 (1987) WeiRe Bander 431
1 J 0,s mm
Abb. 12. Langs- und Querschliff nach der 1. Warmebehandlung. Fig. 12. Longitudinal- and cross section after the first heat treatment.
dung 14 zeigt die weiBen Bander im Langsschliff. Die schma- len hellen Streifen, die im unbehandelten Zustand deutlich zu erkennen waren, sind hier nicht mehr zu erkennen. Das & I Gefiige der flachen weiBen Bander zeigt keine Einwirkungen einer thermischen Gefiigeveranderung. Im Querschliff sind jedoch bei lOOOfacher VergroBerung (Abb. 15) die schmalen Streifen wieder zu erkennen.
Deutliche Gefiigeanderungen wurden durch die dritte War- mebehandlung, ein Anlassen bei 600 "C iiber eine Dauer von 8 Stunden erreicht. Abbildung 16 zeigt den Bereich der wei- Ben Bander dicht unter der Oberflache und einen Teil des
0,l mm Abb. 14. LBngsschliff nach der 2. Fig. 14. Longitudinal section after the second heat treatment.
Grundgefiges. Durch ein verandertes Atzverhalten atzt der Schliff gleichmaljig an und die Bereiche der Bander treten nicht mehr kontrastreich hervor. Durch leichtes Anatzen sind
I 4 0,l mm 1 4 5ow
Abb. 13. Langsschliff nach der 1. Warmebehandlung. Fig. 13. Longitudinal section after the second heat treatment.
Abb. 15. Querschliff nach der 2. Warmebehandlung. Fig. 15. Cross section after the second heat treatment.
432 H. Steindorf, E. Broszeit und K. H. Moos ~
Z. Werkstofftech. 18,428-435 (1987)
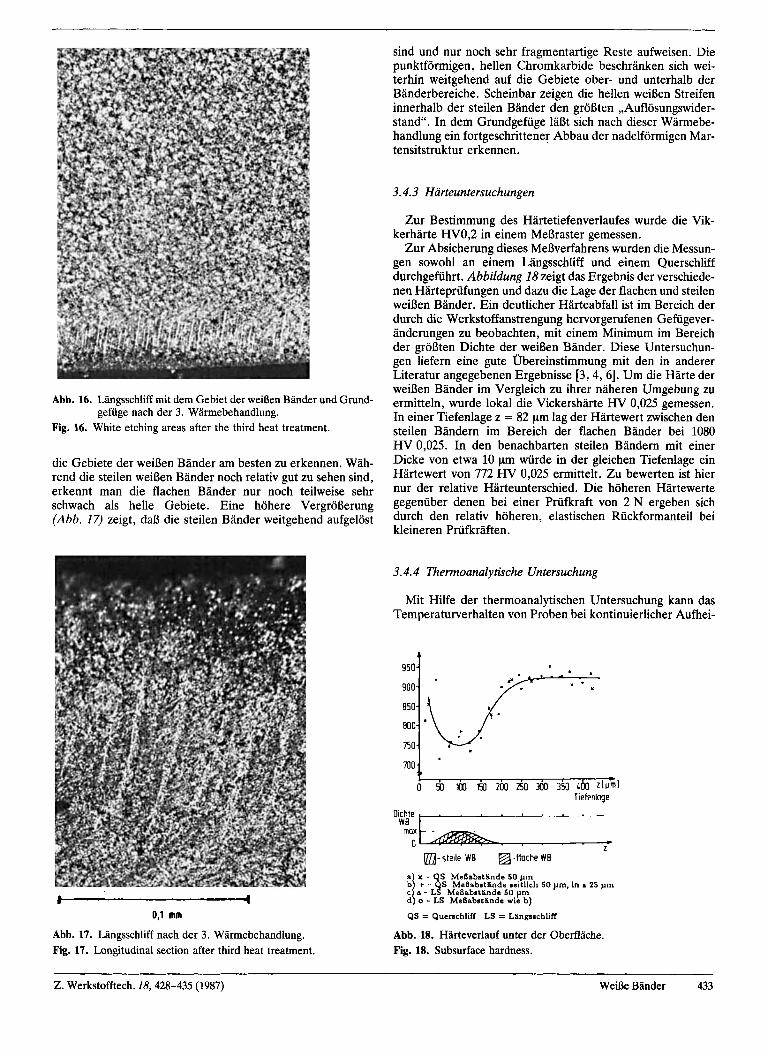
Abb. 16. Langsschliff mit dem Gebiet der weiDen Bander und Grund- gefuge nach der 3. Warmebehandlung.
Fig. 16. White etching areas after the third heat treatment.
die Gebiete der weiBen Bander am besten zu erkennen. Wah- rend die steilen weiBen Bander noch relativ gut zu sehen sind, erkennt man die flachen Bander nur noch teilweise sehr schwach als helle Gebiete. Eine hohere VergroBerung (Abb. 17) zeigt, daB die steilen Bander weitgehend aufgelost
1 1 0,l mm
Abb. 17. Langsschliff nach der 3. Warmebehandlung. Fig. 17. Longitudinal section after third heat treatment.
sind und nur noch sehr fragmentartige Reste aufweisen. Die punktformigen, hellen Chromkarbide beschranken sich wei- terhin weitgehend auf die Gebiete ober- und unterhalb der Banderbereiche. Scheinbar zeigen die hellen weiBen Streifen innerhalb der steilen Bander den groBten ,,Auflosungswider- stand". In dem Grundgefiige laBt sich nach dieser Warmebe- handlung ein fortgeschrittener Abbau der nadelformigen Mar- tensitstruktur erkennen.
3.4.3 Harteuntersuchungen
Zur Bestimmung des Hartetiefenverlaufes wurde die Vik- kerharte HV0,2 in einem MeBraster gemessen.
Zur Absicherung dieses MeBverfahrens wurden die Messun- gen sowohl an einem Liingsschliff und einem Querschliff durchgefiihrt. Abbildung 18 zeigt das Ergebnis der verschiede- nen Hktepriifungen und dazu die Lage der flachen und steilen weiBen Bander. Ein deutlicher Harteabfall ist im Bereich der durch die Werkstoffanstrengung hervorgerufenen Gefiigever- anderungen zu beobachten, mit einem Minimum im Bereich der groBten Dichte der weiBen Bander. Diese Untersuchun- gen liefern eine gute Ubereinstimmung mit den in anderer Literatur angegebenen Ergebnisse [3,4,6]. Um die Harte der weioen Bander im Vergleich zu ihrer naheren Umgebung zu ermitteln, wurde lokal die Vickershkte HV 0,025 gemessen. In einer Tiefenlage z = 82 pm lag der Hartewert zwischen den steilen Bandern im Bereich der flachen Bander bei 1080 HV 0,025. In den benachbarten steilen Bandern mit einer Dicke von etwa 10 pm wiirde in der gleichen Tiefenlage ein Hartewert von 772 HV 0,025 ermittelt. Zu bewerten ist hier nur der relative Harteunterschied. Die hoheren Hartewerte gegenuber denen bei einer Priifkraft von 2 N ergeben sich durch den relativ hoheren, elastischen Riickformanteil bei kleineren Priifkraften.
3.4.4 Thermoanalytische Untersuchung
Mit Hilfe der thermoanalytischen Untersuchung kann das Temperaturverhalten von Proben bei kontinuierlicher Aufhei-
Oichte WM t -
2 a - s t e i l e WB a - f loche WE
QS = Quenchliff LS = Llngaachliff
Abb. 18. Harteverlauf unter der Oberflache. Fig. 18. Subsurface hardness.
Z. Werkstofftech. 18, 428-435 (1987) WeiDe Bander 433
Rondpr obe
/ I
Rohrelektrode + A E
I . \, / \-- f plomchruppen
Abb. 19. Herstellung der thermoanalytischen Proben. Fig. 19. Preparation of the thermoanalytical samples.
'
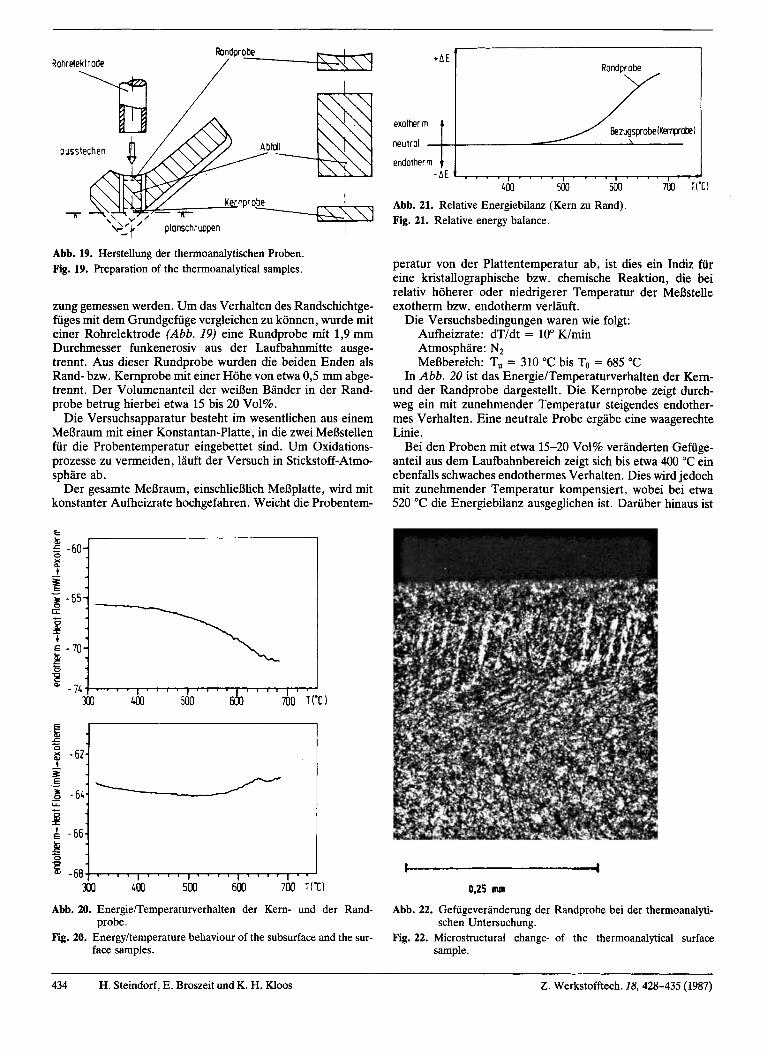
zung gemessen werden. Um das Verhalten des Randschichtge- ftiges rnit dem Grundgeftige vergleichen zu konnen, wurde mit einer Rohrelektrode (Abb. 19) eine Rundprobe mit 1,9 mm Durchmesser funkenerosiv aus der Laufbahnmitte ausge- trennt. Aus dieser Rundprobe wurden die beiden Enden als Rand- bzw. Kernprobe mit einer Hohe von etwa 0,5 mm abge- trennt. Der Volumenanteil der weiBen Bander in der Rand- probe betrug hierbei etwa 15 bis 20 Vol%.
Die Versuchsapparatur besteht im wesentlichen aus einem MeSraum rnit einer Konstantan-Platte, in die zwei MeBstellen f i r die Probentemperatur eingebettet sind. Um Oxidations- prozesse zu vermeiden, lauft der Versuch in Stickstoff-Atmo- sphare ab.
Der gesamte MeBraum, einschliefilich MeBplatte, wird mit konstanter Aufheizrate hochgefahren. Weicht die Probentem-
Randprobe
7 exother rn
neu trol
endother m - dE 1- Abb. 21. Relative Energiebilanz (Kern zu Rand). Fig. 21. Relative energy balance.
400 500 MI0 700 T('C)
peratur von der Plattentemperatur ab, ist dies ein Indiz fiir eine kristallographische bzw. chemische Reaktion, die bei relativ hoherer oder niedrigerer Temperatur der MeDstelle exotherm bzw. endotherm verlauft.
Die Versuchsbedingungen waren wie folgt: Aufheizrate: dT/dt = 10" K/min Atmosphare: N2 MeBbereich: T, = 310 "C bis To = 685 "C
In Abb. 20 ist das Energie/Temperaturverhalten der Kern- und der Randprobe dargestellt. Die Kernprobe zeigt durch- weg ein rnit zunehmender Temperatur steigendes endother- mes Verhalten. Eine neutrale Probe ergabe eine waagerechte Linie.
Bei den Proben rnit etwa 15-20 Vol% veranderten Gefiige- anteil aus dem Laufbahnbereich zeigt sich bis etwa 400 "C ein ebenfalls schwaches endothermes Verhalten. Dies wird jedoch mit zunehmender Temperatur kompensiert, wobei bei etwa 520 "C die Energiebilanz ausgeglichen ist. Dariiber hinaus ist
& -66
0
-68 I 4 3Ml 400 500 600 700 T ( % ) 0.25 mm
Abb. 20. EnergieRemperaturverhalten der Kern- und der Rand- Abb. 22. Gefiigeveranderung der Randprobe bei der thermoanalyti-
Fig. 20. Energykemperature behaviour of the subsurface and the sur- Fig. 22. Microstructural change- of the thermoanalytical surface probe. schen Untersuchung.
face samples. sample.
434 H. Steindorf, E. Broszeit und K. H. Kloos Z. Werkstofftech. 18, 428-435 (1987)

das Probenverhalten insgesamt exotherm. Um einen Ver- gleich der beiden Proben durchfiihren zu konnen, ist es sinn- voll, die relative Energiebilanz iiber der Temperatur aufzutra- gen. In Abb. 21 erhalt man die relative Energiebilanz der bei- den Proben in qualitativer Form. Ein in Bezug zur Kernprobe verandertes Verhalten zeigt sich ab etwa 440 "C rnit progressi- vem Charakter. Fur die Untersuchung der bei der Thermoana- lyse auftretenden Gefiigeveranderungen wurde von der Rand- probe ein Langsschliff angefertigt. In Abb. 22 wird deutlich, daB der Gefiigemstand einem Mittelwert zwischen der 2. und 3. Warmebehandlung entspricht. Die flachen weiBen Biinder sind weitgehend verschwunden. Auf ihr ehemaliges Vorhan- densein weisen die dunkel erscheinenden Karbidstreifen glei- cher Orientierung hin.
4 Zusammenfassung und Diskussion
Die Erscheinung der flachen weiBen Bander in diesen Untersuchungen, wie auch das AnlaDverhalten, stimmen gut mit Ergebnissen vorangeganger Untersuchungen anderer Autoren uberein [l, 2, 3, 41. D.h., daB durch eine AnlaBtem- peratur oberhalb von etwa 450 "C die Karbide im Bereich der flachen Bander wachsen, bis diese vollstandig aufgelost sind (Abb. 17). Die ebenfalls aus ferritischen Gefiige bestehenden steilen weiBen Bander bilden sich dann, wenn die Festigkeit der flachen Bander nicht mehr ausreicht, um Spannungen rnit anderen Wirkrichtungen aufzunehmen. Sie ragen zum Teil extrem nach oben aus dem Bereich der flachen Bander heraus. Dies wurde bisher in dieser Form noch nicht beobachtet und widerspricht der Theorie von Swuhn [3, 41, daR die steilen weiBen Bander, wenn sie iiber die flachen hinausragen, nach kurzer Entfernung von dem Austrittsbereich spitz zulaufen, da die Diffusionswege des Kohlenstoffes zu lang werden. Dieser diffundiert bei der Bildung der steilen Bander bevorzugt in die Bereiche der ebenfalls kohlenstoffarmen flachen Bander. Es muB hier jedoch davon ausgegangen werden, daB in den stei- len Bandern ein Teil der Karbide in sehr fein verteilter Form noch vorliegt. Unterstiitzt wird diese Theorie durch die beob- achteten sehr hellen Streifen in den steilen Bandern. Dies konnte ein Indiz dafiir sein, daB hier neben einem reinen Fer- ritband (heller Streifen) auch feine Karbide enthalten sind (graue Flache). Dies wird auch durch des Anlaoverhalten bestatigt, bei dem diese hellen diinnen Streifen die groBte AnlaBbestandigkeit besitzen.
Die durchgefiihrten Hartemessungen zeigen eine gute Ubereinstimmung mit den bisher aus der Literatur bekannten Ergebnissen. So kommt es im Bereich der weiRen Bander zu einem deutlichen Harteabfall mit einem Minimum im Gebiet der groRten Dichte der Bander. Auch konnte die wesentlich
geringere Harte der steilen weil3en Bander bezogen auf die umgebende Matrix nachgewiesen werden, was auf eine Ent- kohlung dieser Bereiche schlieBen 1aBt. Die thermodynami- sche Untersuchung zeigt den Beginn eines exothermen Prozes- ses der Randprobe im Vergleich zur Kernprobe, der ab etwa 440 "C einsetzt. Dies ist sehr wahrscheinlich auf Gefiigeum- wandlungen zuriickzufiihren, die mit positiver Energiebilanz ablaufen. In der anschlieaenden metallographischen Untersu- chung konnte eine Gefiigereaktion nachgewiesen werden, die etwa einen Mittelwert der zuvor durchgefiihrten Anlal3be- handlungen (460 "CI8 h - 600 "CI8 h) entspricht.
Es muB aber auch mit der Moglichkeit gerechnet werden, daB dieser exotherme ProzeB auf den Abbau von Eigenspan- nungen zuriickzufiihren ist. Dies zu klaren wird Aufgabe wei- terer Untersuchungen sein.
Ein Dank gilt den Firmen FAG Kugelfkcher, Schweinfurt fiir die Bereitstellung der Proben, der Firma E. Merck, Darm- studt, fiir die Hilfe bei der thermoanalytischen Untersuchung und besonders Herrn Dipl. -1ng. M . Klose, der mit der Durch- fiihrung seiner Diplomarbeit einen wesentlichen Teil zu dieser Arbeit beigetragen hat.
Literatur
1. J. A. Martin, S . F. Borgese, A. D. Eberhardt, Phase Transforma- tions in High-Carbon, High-Hardness Steels under Contact Loads. Transactions of the Metallurgical Society of AIME 233 (1965)
2. S. Borgese, A Study of the Growth Mechanism of Lenticular Carbi- des in Cyclically Stressed 52100 Steel. Transactions of the ASME-F (Journal of Lubrication Technology) 92 (1970) 54-58.
3. H . Swahn, P. C. Becker, 0. Vingsbo, Martensite Decay During Rolling Contact Fatigue in Ball Bearings. Metallurgical Transac- tions A 7 (1976) 1099-1110.
4. H. Swahn, P. C. Becker, 0. Vingsbo, Electron-microscope studies of carbide decay during contact fatigue in ball bearings. Metal Science 10 (1976) 35-39.
5. U. Zlg, Strukturelle Anderungen in unterschiedlich warmebehan- delten Wiilzkorpern aus 100Cr6 und 20MnCr5 bei Walz- sowie Wiilz-Gleitbeanspruchung. Dissertation TH Karlsruhe v. 11. 07. 1980.
6. 0. Zwirlein, H . Schlicht, Werkstoffanstrengung bei Walzbeanspru- chung-EinfluB von Reibung und Eigenspannungen. Zeitschrift f. Werkstofftechnik 11 (1980) 1-14.
7. A. P. Voskamp, R. her lund , P. C. Becker, 0. Vingsbo, Gradual changes in residual stress and microstructure during contact fatigue in ball bearings. Metals Technology Jan. 1980, 14-21.
1085-1093.
Anschrift: Dip1.-Ing. H. Steindorf und Dr.-Ing. E. Broszeit, Institut f i r Werkstoffkunde, Leiter: Prof. Dr.-Ing. K. H. Kloos, Technische
[T 2691 Hochschule Darmstadt, GrafenstraBe 2, D-6100 Darmstadt.
Z. Werkstofftech. I S , 428-435 (1987) WeiSe Bander 435





























