Embed Size (px)
Citation preview

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
1
General Examination
Steven Brandon
1. Describe the five most important food science research discoveries over
the past 50 years. Choose one and explain and discuss the science
involved, research area, methods, impact, etc. Present a detailed
experimental design (outline, statistical methods, analysis methods,
equipment needed, etc.) for a follow-up experiment that would continue
to expand this research area.
2. Discuss 3 preservation processes in the food industry (give equipment;
processing times; temperatures; product flow charts, etc. for these
processes).
3. Explain the process of evaporation (theoretical principles as well as
practical considerations).
4. Discuss the importance of psychrotrophic bacteria in the food industry.
How can a manufacturer control the presence of psychotropic bacteria in
a membrane filtration process?
5. What are the three most important food pathogens? Describe their
defining characteristics and why you believe these pathogens are more
important than others.
6. Outline a membrane filtration process for the manufacture of a great
tasting no carbohydrate fluid milk product. What would the final
composition of the product be?
7. Discuss 3 potential applications for your dissertation research. Describe
the companies and consumers that will be impacted by these
applications.
8. What is the most important contribution you plan on making to the food
industry during your career?

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
2
Question 1a:
Describe the five most important food science research discoveries over the
past 50 years.
Answer 1a:
1. Discovery and understanding of DNA (DeoxyRiboNucleic Acid) by Watson
and Crick, 1954.
2. Development and expansion of biotechnology to produce enzymes,
antibiotics & bacteriocins, amino acids and other organic acids and alcohol.
3. Development of glucose isomerase enzyme immobilized on porous
substrate (1970’s) allowing cost-effective production of high fructose corn syrup, which has largely replaced sucrose, from sugar cane and
sugar beets, in the US.
4. Discovery of enterohemorrhagic E. coli O157:H7 (1982) responsible for many deaths, especially from unpasteurized juice (Odwalla, 1993) and
under-cooked ground beef (Jack-in-the-Box, 1993 and Hudson Foods, 1997). This underscores the need for adequate HACCP (Hazard Analysis
and Critical Control Point) Plans and GMP’s (Good Manufacturing
Practices) in food processing facilities to ensure food safety. 5. Development of non-thermal food processing, including high pressure,
irradiation and sterile filtration (using microfiltration membranes) to
provide alternatives* to thermal processing (e.g., pasteurization) that avoid heat induced product quality reduction (protein denaturing, lipid
oxidation, volatile flavor loss, etc.) *or an additional hurdle.

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
3
Question 1b:
Choose one and explain and discuss the science involved, research area,
methods, impact, etc. Present a detailed experimental design (outline,
statistical methods, analysis methods, equipment needed, etc.)…
Answer 1b:
Non-thermal processing using High Hydrostatic Pressure (HHP) in place of
conventional, thermal processing. HHP is a new approach to destruction of pathogenic and spoilage organisms in food that has the potential to yield
food products with much less thermally induced product quality damage
(listed above). HHP involves the application of very high pressure to a food product resulting in disruption of the cell wall (or membrane). The required
pressure sequence (which may involve rapid changes in pressure to cause
cell lysis) must be confirmed for each application. This means testing of each intended food product for effectiveness vs. known pathogenic and
spoilage organisms.
An experimental design for representative applications: Outline: Challenge HHP System
1. Dose food product with challenge organism(s). 2. Sample analysis to measure pre-treatment counts of organisms and food
quality.
3. Apply HHP treatment at controlled conditions.
4. Repeat the same analysis to measure reduction (LRV) in counts and any change in food quality.
5. Repeat this procedure to determine equivalent D and Z values for each challenge organism (time required to achieve 1 log reduction value (1
LRV) and change in pressure required to achieve 1 LRV in 1/10th the time).
6. Replicate each experiment a sufficient number of times to verify a
statistically significant difference between treatments and control (no
pressure treatment) and to confirm reproducibility of treatment results.
This series of experiments would require use of the following equipment: 1. Large, uniform supply of test food product (uniformity should be verified by
analysis) in cold storage (or other storage conditions as appropriate).
2. HHP test equipment (Batch or continuous depending on the intended full-scale application).
3. Food microbiology lab for analysis of pre- and post-treatment counts and
product quality (protein functionality, enzyme activity, color and taste changes,
etc.) Analytical methods may include: direct counts, plate counts with
appropriate growth media, PSA, ELISA; checks for protein functionality (e.g., observation of agglomeration) and sensory tests (e.g., GC, taste panel), as
appropriate to the specific test food product and challenge organisms.
4. Statistical analysis of test results to verify repeatability.

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
4
Question 1c:
… for a follow-up experiment that would continue to expand this research
area.
Answer 1c:
I believe that a major factor in the efficacy of HHP is the rate of change in
pressure (dP/dt), rather than simply the magnitude of pressure used in the
treatment. That means that successive applications of high pressure would be more effective than simply maintaining steady pressure.
An experiment to test this idea would include test conducted a selected steady pressure vs. tests conducted with pressure pulsations to the same
specified pressure for a total time at this pressure matching that in the
control case (steady pressure).

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
5
Question 2:
Discuss 3 preservation processes in the food industry (give equipment;
processing times; temperatures; product flow charts, etc. for these
processes).
Answer 2:
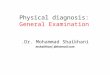
1. UHT Pasteurization of Milk
Ultra High Temperature; 280°F; 2 seconds
Plate or scraped-surface heat exchanger against pressurized steam (> 250°F, >50 psig); followed by quick cooling in HX against 1) incoming
feed (heat recovery) and then against cooling water; followed by aseptic
storage or packaging. Equipment:
Positive displacement (PD) pump Steam and cooling heat exchangers Feed diversion valve (2 3-way valves)
Multiple temperature measurement devices and recorders to verify thermal treatment
Flow measurement device (for time at temperature)
Q
FDV
PD Pump
Feed Tank Water
T
T
Aseptic Storage & Packaging

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
6
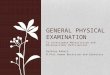
2. Canning retort (sterilization)
250°F; 30 minutes
batch or continuous retort > 30 psig steam supply time and multiple temperature measurement and recording to verify
time at temperature test cans with temperature recording device installed
3. High Pressure Pasteurization
Ambient temperature; > 20,000 psig (depending on application)
Pressure steady for specified time; or variable with multiple pulsations.
280°F
2 sec.
Temp.
Time
Heat from
hot feed
Heat from
steam
Cooling from
incoming feed
Cooling from
water
Cooling from
water
Rotary Continuous
Retort (FMC)
Filler/
Sealer Cooler
Steam
P
T
250°F
30 min.
Time
Temp.

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
7
P Set Point
∆t
Time
P P Set Point
P
Time
OR
Feed Tank
HHP
Q
Aseptic Storage
PD Pump

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
8
Question 3:
Explain the process of evaporation (theoretical principles as well as
practical considerations).
Answer 3:
Evaporation is the process of concentration by evaporation of a volatile substance (usually water in food applications). This necessarily involves a
phase change from liquid to vapor (gas) which requires the addition of
sufficient heat to drive evaporation. In the case of water at 1 atmosphere
pressure, 540 calories/gram are required to evaporate water at 100°C. This is 5.4 times the energy required to heat liquid water from 0°C to
100°C. To minimize energy consumption and thermal quality degradation
effects (e.g., color development) evaporation is generally performed at vacuum (less than one atmosphere) pressures which causes evaporation to
occur at temperatures much below 100°C.

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
9
Question 4:
Discuss the importance of psychrotrophic bacteria in the food industry. How
can a manufacturer control the presence of psychrotrophic bacteria in a
membrane filtration process?
Answer 4:
Some bacteria including the food pathogens C. botulinum and Listeria monocytogenes, are able to survive and grow (psychrotrophic = “cold
growing”) at low temperatures (< 5°C). This means that while storing food
products at refrigerated temperatures will slow the growth of bacteria, it
cannot be depended upon to prevent growth of all pathogens. Therefore, adequate steps must be taken to destroy these organisms. (Since C.
botulinum produces thermally stable toxins, the preservation step should
be conducted prior to extended cold storage.)
In membrane filtration equipment, preservation steps may include thermal
sterilization (provided that membrane equipment can tolerate it). Organic, polymeric membranes generally cannot tolerate high temperatures.
Therefore, these systems must be sanitized chemically using active chlorine (e.g., NaOCl, ClO2), quats or acid + detergent. Ceramic membranes can
tolerate sterilization temperatures. However, great care must be exercised to avoid thermal stress cracking caused by too rapid temperature change
(dT/dt). The membrane with which I have worked extensively, Scepter membranes, (0.1-µm, sintered titania membranes on porous 316L SS
tubular supports) are autoclave-able without concern for dT/dt issues. This is a major advantage since heat is conducted throughout the structure
insuring uniform kill; in contrast to chemical sanitizers, which may not reach all points and which are likely to be less broad-spectrum than heat.

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
10
Question 5:
What are the three most important food pathogens? Describe their defining
characteristics and why you believe these pathogens are more important
than others.
Answer 5:
1. Clostridium botulinum
C. bot. is a spore forming, Gram + bacterium that produces thermally
stable toxins, which can be lethal. C. bot. spores are very thermally resistant. Therefore, this organism is considered the reference organism
in thermal preservation processes. Generally processes which are
adequate to provide 12 LRV of C. bot. will also provide at least 12 LRV of less resistant organisms.
2. Salmonella
Salmonella is represented by several related species of Gram negative
bacteria. Unlike C. bot., they do not produce toxins. Their pathogenic effect is by infection rather than intoxication. Salmonella are commonly
associated with eggs and poultry products among others and result in numerous cases of food borne illness each year.
3. Eschericia coli O157:H7
Enterohemmorhagic E. coli (O157:H7) was first isolated in the early
1980’s. Since that time it has caused numerous deaths from
unpasteurized apple juice (Odwalla) and from undercooked ground beef. The organism produces diarrhea that is at first watery and then grossly
bloody. Death results from loss of blood. Contamination is probably by contact with fecal material (using fallen apples exposed to manure; fecal
material falling onto beef carcasses during processing).

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
11
Question 6:
Outline a membrane filtration process for the manufacture of a great tasting
no carbohydrate fluid milk product. What would the final composition of the
product be?
Answer 6:
Membrane filtration process of great tasting, no-carb., fluid milk product.
Process Outline:
1. Centrifuge pasteurized whole milk to remove milk fat globules resulting in skim milk (to reduce membrane fouling).
2. Ultrafiltration (UF) concentration to retain casein and whey proteins while
passing pure solution phase (including dissolved minerals and lactose). 3. Diafiltration (DF) using a second UF system and a diluent fluid
(Dr. Charles Morr uses a “simulated milk permeate” diluent containing all Ca,
Na, K, Citrate and phosphate of pure buffered to pH of milk to maintain the
correct ionic environment to maximize protein (esp. casein micelle) stability.
Using pure water would reduce ionic strength and change pH resulting in protein
precipitation.)
The degree of lactose (carbohydrate) removal depends on the volume ratio of diluent to incoming feed. A ratio of 5:1 would yield ca. 99% removal of lactose
using a single stage DF system. The required volume of diluent (with mineral
content) can be substantially reduced by using multi-stage counter-flow DF (as
shown below).
This approach is more complex, but requires much less diluent volume for a
given degree of purification.
Whole Milk
Centrifugal Separator
UF DF
No.
Carb.
Milk
Low Carb.
Whole Milk
Diluent
Cream Re-blend
UF Permeate DF Permeate
Pasteurization Skim Milk
DF1 DF3
DF2
Milk
Diluent
No Carb. Milk
Lactose
Containing
Permeate Stream

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
12
Final composition of “No-Carbohydrate Milk”
Constituent Amount
Protein 80% casein, 20% whey p. 3.2%
Lactose (carbohydrate) * < 0.5%
Milkfat ** < 0.1%
Minerals profile matching whole milk 0.8%
Water Remainder
*As low as desired depending on the DF step diluent-to-feed ratio used. ** Depending on whether cream is re-blended.
The “great taste,” i.e., matching (as closely as possible that of whole or skim
milk) required control of taste effects from mineral content of diluent fluid. (Dr.
Morr believes that “metallic” taste reported by this taste panel is due to off flavors unintentionally introduced with the chemicals (Ca, Mg, K, citrate,
phosphate) used to prepare the “simulated milk permeate” diluent. This factor,
as well as possible negative effects from processing, would need to be
addressed.
Replacement of lactose with a non-nutritive sweetener (e.g. saccharin) would be needed to replace sweetness lost by lactose. (Sucralose is a carbohydrate –
sucrose with 5 Cl- groups added. But, since it is indigestible, the product could
still be regarded as “No Carb.”)
Also, non-thermal pasteurization (HHP) could provide superior taste relative to standard HTST pasteurized milk.

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
13
Question 7a:
Discuss 3 potential applications for your dissertation research.
Answer 7a:
The primary application of my investigation of the causes of parallel-tube plugging
is concentration of fluid foods by tubular, parallel-channel membrane modules. To
date, concentration has been limited to somewhat arbitrary maxima know to avoid
the formation of plugs resulting in loss of membrane area (and loss of performance)
and/or loss of production due to downtime for plug removal. Realizing that a measurable property of the retentate stream is responsible for plugging (i.e., the
yield stress must exceed a critical amount depending on the flow geometry) allows
the membrane system design engineer to “push the envelope” of safe operation
without significant risk of plugging tubes.
Since I have demonstrated that plugging can occur even in non-permeating tubes, the plugging phenomenon is now known to not require changes in fluid properties
in the flow system (either by membrane concentration or by thermal denaturing,
etc.). This means that my research applies equally well to heat exchangers as to
membrane modules. Furthermore, the flow geometry can be flat channels, as well
as tubes. Since evaporator tubes also employ parallel channels, my research applies to them as well.
Question 7b:
Describe the companies and consumers that will be impacted by these
applications.
Answer 7b:
Numerous food processing and biotechnology companies employ parallel-channel, membrane concentration systems where the process stream can
develop a significant yield stress as moisture and soluble solids are removed.
For example, Campbell Soup, Davis, CA, recently installed a 3-stage tubular
MF system designed to operate at 4X concentration factor (higher would be better since they were not permitted to re-blend the retentate with the
tomato paste due to product quality concerns). Pilot testing in 1993 (by H.J.
Heinz) showed frequent tube plugging which was poorly understood and
halted further testing. I was involved in the conceptual design of the Campbell Soup system in early 2001, however I was not involved in their
pilot test program in 2002. They have not continued with this project. I can
only speculate that they experienced plugging problems.
Another application is soluble product recovery from fermentation media.
Bristol Meyers-Squib uses a very extensive DF system to recover penicillin
from mold mycelia broth. Maximizing pre-concentration would improve their
cost of operation by reducing the volume of DF water (diluent) required.

Dr. Johnny McGregor Written Exam for
Steve Brandon
July 12, 2004
14
From 1990 – 1998, I worked extensively in the corn wet milling industry
doing pilot testing and installation and start up of membrane concentration
systems for Roquette, Cerestar, Cargill and Minnesota Corn Processors (now
ADM). The largest systems concentrate 95 DE dextrose syrup insoluble
solids (fats and proteins) from ~0.3 to ~3.0%. In these systems,
concentration to much higher insoluble solids levels is possible, but has been unnecessary since these plants have onsite fuel alcohol plants to which they
can send the 10X retentate stream. At plants without ethanol plants, it is
desirable to achieve 99.5% dextrose recovery (to match conventional rotary vacuum filter technology). This requires DF. However, the size of the DF
system and the quantity of DF diluent depend on the degree of upstream
concentration. Therefore, it is desirable to concentrate as far as possible
without risking plugging tubes. My research allows the design engineer to push the system to higher concentration levels because the mechanism responsible for plugging has been explained.
Question 8:
What is the most important contribution you plan on making to the food
industry during your career?
Answer 8:
The most important contribution I plan to make to the food industry is to
solve real-world problems facing food processors using my understanding of food rheology, preservation, microbiology (and safety) and chemistry.
Something I have very much enjoyed about working with food applications (which I have done since 1984) is working with a team of people with a wide
variety of technical backgrounds. This is much more stimulating than working only in one limited area. Also, while it is true that no one person
can be considered an expert in all areas related to food processing, it is highly desirable to have people working together who have a solid
understanding of the fundamentals of a wide range of food science and
engineering subjects. This greatly improves communication between different experts from each field and permits the individual researcher (or
problem solver) to see connections and inter-relations that would have been
missed had he lacked the broad understanding of a range of scientific disciplines. My realization that yield stress was likely at the root of the long-
mysterious plugging problem is a good example of this.
I hope that I will be able to make many more contributions, like this, to food
processing applications in the future.