Embed Size (px)
Citation preview

G.廃木材の加圧炭化法による自由成型リサイクル品の用途開発
(株式会社本吉建設)

目 次
1.木質系廃棄物再資源化の現状 ・・・・・・・・・・・・・・・・・・・・・ G-1
2.目的と内容 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ G-2
3.炭化ボードの作製 ・・・・・・・・・・・・・・・・・・・・・・・・・・ G-3
4.試作炭化ボードの特性評価 ・・・・・・・・・・・・・・・・・・・・・・ G-5
(1)加圧炭化操作の解析 ・・・・・・・・・・・・・・・・・・・・・・・ G-6
1)加圧と加熱の必要性
2)示差熱解析による検討
3)元素分析
4)電子顕微鏡観察
5)炭化ボードの外面の状況
6)密度と圧力
(2)ボードの諸特性に対する加熱圧縮条件の影響 ・・・・・・・・・・・・ G-10
1)ボードの作製条件
2)強度
3)吸水性
4)断熱性
5)吸音性
5.総括 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ G-25
参考文献 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ G-26

G- 1
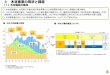
1.木質系廃棄物再資源化の現状 建設リサイクル法は、他産業に比べて遅れている建設副産物再資源化の推進や、適正処
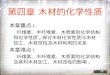
理の推進への対応策として制定されたが、建設発生木材の排出量(図 1)は、全国で約 600
万トンと産業廃棄物全体の 6%を占め、また、不法投棄量 40万トンのうち 10 万トンと全体
の 24%を占め(図 2)問題となっている。建設発生木材のうち建築系廃棄物は、CCA(銅、
クロム、ヒ素を含む防腐剤)や塗料の塗布、建築金物の分別、さらに混合廃棄物といった
問題が多く再資源化率も建築工事では 38%と低迷している。また、その他の産業から排出さ
れる木質系産業廃棄物の量も膨大で、排出量は約 10 万㎥におよびリサイクル率は 41%であ
る。国土交通省では平成 22 年度までにリサイクル率 95%を目標としているが、新しい再資
源化技術が開発されなければ、その達成は厳しい状況であると思われる。
大分県は全国でも有数な山林保有県であるが、昨今の経済状況等から年々取引額は低下
し、新しい木材利用技術の開発が叫ばれている。また、県内各地の製材所や建設業界から
排出される廃木材は、建設発生木材(写真 1)の排出量が年間 25,700 トン、製材所等(写
真 2)からの排出量が 56,800 トンであり、そのうち 68,000 トンが焼却処分されている。建
設発生木材のリサイクルはほとんど無く、一部はチップ化され堆肥や燃料として使用され
ているものの、全体のリサイクル率は 10%と低迷している。環境保全や限りある資源の有
効利用の観点から、よりクオリティの高い木質系廃棄物の再利用技術の開発が最重要課題
となっている。この場合、再資源化にあたってエネルギーや資源を過度に使用しないこと、
再資源化された製品が市場で十分流通すること、原材料のほとんどが再資源化されること、
などが求められる。

G- 2
図1 建設発生木材の排出量 図2 不法投棄量
2.事業の目的と内容 本事業での基本技術となる加圧成型技術は、株式会社本吉建設と大分県産業科学技術セ
ンターとの共同特許である,接着剤を用いずに表層部を炭化しボードを製造するという特
許に基づいている。発明の名称は「粉末状に加工した廃木材からなる成型品」であり、特
許第3426595号で登録されている。本事業で実施する技術開発は、基本的には木材
の加熱圧縮成型法であるが、従来の有機系接着剤による製造法と大きく異なり、表層部か
ら高温加熱すると同時に圧縮処理を行うことにより合成樹脂接着剤等を用いずに製造する
ことにある。本法では、加圧と加熱を同時に行うことにより、木材に含まれているリグニ
ンの融着作用で木材の小片同士が接着すると考えられている。このため,屋内使用に際し
てシックハウス症候群を回避できることが特に期待できる。さらに表層部を炭化処理する
ことにより、表層部の多孔構造が新しい機能性をもたらすことも期待される。本事業の調
査開発目的は,粉砕した廃木材を高温加熱圧縮してボードとし、環境保全上好ましい建設
用資材として広範に利用できるリサイクル製品を製作することである。 事業内容としては、まず高温加熱加圧装置として300型装置(L=300mm×W300mm×
H250mm)、150型装置(L150mm×W150mm×H120mm)及び歯車型φ150型装置(直径 150mm
×H120mm)を作成した。次にこれらの成形装置を用い,温度 300℃前後,操作圧 2~20MP
aの範囲で条件を変化させて炭化ボードを製造し,得られたボードの諸特性(曲げ強度・吸
写真1 建設発生木材 写真2 製材所排出廃木材

G- 3
水率・断熱性・吸音性)の測定・評価を行った。最後に,これらの特性を生かした成型品
の用途について検討を行った。 3.炭化ボードの作製 加熱成型装置を用いて、木質系廃棄物(スギ鋸屑)から合成樹脂系接着剤を使用せずに
成型ボードを作製する装置を作製した。木質系廃棄物(スギ鋸屑)の成型方法としては、
型枠内に充填した木質原料をコールドプレスでフォーミングした後、210~260℃程度に加
熱されたホットプレスにて加圧する加熱圧縮処理法がある。これに対して、本研究では型
枠温度を 250℃から 310℃の範囲で設定し、加熱と加圧を同時に行って表層部が炭化された
成型ボードの作製を可能にしている。装置の型枠温度は400℃まで設定可能としている。
写真3は300型装置(L=300mm×W=300mm×H=250mm)を、写真4は150型装置(L=150mm
×W=150mm×H=120mm)を写真5は歯車型φ150型装置(直径 150mm×H=120mm)を示す。
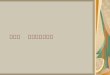
また図3に炭化ボード作製のフロー図を示す。装置から作成される炭化ボードの厚みは、
12~15mm を目標とした。
これまでのところ、加熱時間(300℃に維持する時間)10~20 分間、圧力 20MPa程度が
最適と考えられるが、強度を求めない場合は、5MPa 程度の圧でも炭化ボードの制作は可
能であった。
写真3 300型成型装置

G- 4
写真4 150型成型装置
写真5 歯車型φ150型成型装置

G- 5
図3 炭化ボード作製のフロー図
4. 試作炭化ボードの特性評価
前章で述べた加圧炭化法により炭化ボードが形成されるメカニズムを明ら
かにするために、製造された炭化ボードの示差熱解析や電子顕微鏡観察を行
った。またボードの性状を明らかにするため、集合材などの素建材試験法に
規定されている試験を行い、市販品と比較した。
1 木質系廃棄物(スギ鋸屑)
2 粒径ごとに分類(篩い分け)
3 型枠内に木粉を充填
4 プレス圧締
5 型枠を温める(予熱)
6 温度保持(加熱)
7 型枠を冷ます(冷却)
9 炭化の取り出し
8 プレス圧締の解除
工程-3
工程-6
工程-9

G- 6
(1)加圧炭化操作の解析
1)加圧と加熱の必要性
本法では 300℃前後の高温下、4~20MPa の加圧を行い木屑を圧着成形して
いる。接着剤はいっさい使用していないので、木屑に含まれる成分が高温下
で浸出し、これが木屑間に接着作用を及ぼしているものと考えられる。木材
の成分であるセルロース、ヘミセルロース及びリグニンの中で、おそらくリ
グニンがこの接着作用を及ぼすものと考えられる。リグニンの溶融に関して
は 200℃程度の低温域から進行するとの報告があり、加圧炭化操作を行う
300℃前後での溶出は起こりうると考えられる。したがって、多様な構造を取
るリグニンの中で溶融温度の低い成分が溶出し、接着剤の役割を果たすもの
と推察される。このため接着力は低く、後で述べるように、合成接着剤を用
いた場合に較べて強度が相当に低い。
加圧と加熱が同時に必要なことは、加圧だけ、あるいは加熱だけでは木屑
の成形がほとんど出来ないことからも明らかである。また、セルロース粉末
を成型器に入れて加圧炭化を行っても、成型器から取り出すと容易に形が崩
れるのに対して、セルロースにリグニンを混合して加圧炭化を行うと比較的
固い成形体が得られた。この様に、リグニンが接着作用を有することはほぼ
間違いないと考えられるが、リグニン添加量と強度の関係など、接着機構を
明らかにする上で今後さらに検討が必要である。
2)示差熱解析による検討
炭化前後の構造変化等に関する情報を得る目的で、示差熱解析を行った。測定
は、DTG-60(島津)を用いて空気雰囲気下で行った。試料として、原料(スギ材)の木屑、木屑の加圧炭化によって作成された炭化ボードの表面部分、炭化ボ
ードの中心部分、セルロースおよびスギ材から製造したリグニンを用い、結
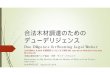
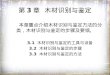
果を比較した。図4にスギ材の TG/DTA、図 5 および図 6 に 400℃で製造した
炭化ボードの表面部分および中心部分の TG/DTA を示す。いずれのチャートに
も、350℃と 470℃付近で大きな質量減少を伴う発熱ピークが確認された。別
に行ったセルロースおよびリグニン単独の窒素雰囲気下における TG/DTA よ
り、前者はセルロースの燃焼、後者はリグニンの燃焼によるピークと考えら
れた。炭化ボードの表面部分の測定結果はセルロースの燃焼によるピークの
減少を示しており、加圧炭化に際して高温の加熱ボードに接触する表面近傍
で炭化が進行したことを表すものと考えられる。一方炭化ボード内部の
TG/DTA は原料であるスギ木屑の結果とほぼ同様であり、伝熱抵抗のために温
度の上昇が十分でなく炭化の進行度が低くなったと考えられる。加圧炭化法
は炭化を表面近傍で抑え、内部まで及ばないような操作を特徴としている。
なお今回の空気雰囲下での TG/DTA 測定では、ボード成型の温度(300℃程度)
条件下でのリグニンの溶融による熱的変化を見ることが出来なかった。

G- 7
0.00 20.00 40.00 60.00Time [min]
-2.00
0.00
2.00
4.00
6.00
mgTGA
0.00
200.00
400.00
600.00
uVDTA
0.00
100.00
200.00
300.00
400.00
500.00
600.00
゚CTemp
-18.05uV
274.32uV636.59uV
32.53min353.41 ゚C1.74mg
44.91min469.67 ゚C0.29mg7.24min
84.54 ゚C4.33mg
図4 スギ材のTG/DTA
TEMP
0.00 10.00 20.00 30.00 40.00 50.00 60.00Time [min]
-2.00
0.00
2.00
4.00
6.00
mgTGA
0.00
200.00
400.00
600.00
800.00
uVDTA
0.00
100.00
200.00
300.00
400.00
500.00
600.00
゚CTemp
30.94min327.25゚C
225.90uV
760.41uV
561.51uV2.95mg
44.89min474.70゚C
0.57mg
45.50min478.78゚C0.38mg
図5 加圧炭化ボード表面のTG/DTA
TG
DTA
TEMP
TG
DTA

G- 8
3)元素分析 加圧炭化前後の炭化ボードの元素分析を行ったところ、中心部分に比べて
表面部分では若干炭素の割合が増加したもののその変化は小さく、元素分析
の結果だけでは表面炭化の仮定を確証するには至らなかった。なお別に電子
天秤を用いて窒素気流中で行ったスギ材の乾留炭化実験によると,300℃にお
ける最終質量減少率は 15%であり,炭素組成は 51.5%から 70.2%へ上昇し
た。
4)電子顕微鏡観察
炭化前後のボードの SEM 写真を撮影し、変化を観察した。写真6は炭化ボ
ード内部断面の SEM 写真で、炭化前と際だった差は観察されなかった。写真
7は炭化ボード表面の試料の SEM 写真で、小さな球状の粒子が多数観察され
た。この粒子は炭化過程で生じたものと考えられるが、木屑の組織から浸出
したリグニンに関係したものかどうかは結論できなかった。
5)炭化ボードの外面の状況
炭化ボードの表面は焦げ茶色を呈しており,触感はきわめて滑らかで塗装
などを施さなくても十分使用可能と考えられた。ボードの端面もきれいに整
形されており,触って剥離するようなことはなかった。なお断面を観察する
と表面から 5mm 程度までが茶色に変色しており,前述のとおり内部温度の上
昇が抑えられたことにより炭化の進行が低かったことが推察される。また操
作温度が高いほど茶色が濃くなったことは,炭化の進行度が温度とともに増
0.00 10.00 20.00 30.00 40.00 50.00 60.00Time [min]
-2.00
0.00
2.00
4.00
6.00
mgTGA
0.00
200.00
400.00
600.00
uVDTA
0.00
100.00
200.00
300.00
400.00
500.00
600.00
゚CTemp
394.78uV
447.41uV
608.11uV31.56min
341.59゚C2.17mg
45.24min
473.07゚C0.30mg
44.14min459.40゚C
0.55mg
図6 加圧炭化ボード中心部分のTG/DTA(400℃、5min)
TG
DTATEMP

G- 9
加することを示唆している。なお,窒素気流中における乾留操作で生成する
分解ガスや液に関しては,操作温度が 300℃前後と低かったため,その生成
量は少量と考えられる。実際,加圧炭化操作の回数が増えるに伴い,加熱容
器の隅にごく少量の乾燥固形物の付着が観察された程度であった。また今回
の操作は空気雰囲気下で行ったが,スギ木くずを密閉条件下で高圧圧縮して
加温しているため,酸素の影響(燃焼等)はほとんどないと推定される。
写真6 炭化ボード内部断面の SEM 写真 写真7 炭化ボード外表面の SEM 写真
6)密度と圧力
木屑に掛ける圧を高くしていくと、ペレットの収縮度が増加し、ペレット
の見かけ密度も高くなる。図7は圧と密度の関係を示したもので、圧に比例
して密度が直線的に上昇した後、徐々に伸びが緩やかになることが示されて
いる。前記のとおり、加圧だけではペレットが形成されず、圧を取り去ると
徐々にペレットは膨張し密度が低下した。一方、加圧と同時に加熱すると、
成形されたペレットは圧を取り去っても膨張することなく安定した形状を保
った。加圧で近接した木の組織どうしが、加熱で浸出したリグニンを介して
融着されることで安定な成形が行われるものと考えられる。
0
200
400
600800
1000
1200
1400
1600
0 10 20 30 40 50 60 70 80圧力 [Mpa]
見かけ密
度[kg/m
3]
図7 ペレットの見かけ密度と圧力の関係(加熱なし)

G- 10
(2)ボードの諸特性に対する加熱圧縮条件の影響 1)ボードの作製条件 強度、吸水性、断熱性および吸音性を評価するために、下記の条件にて炭化ボードを作
製しそれぞれの実験に供した。 イ)供試材料
木粉は、大分県産スギ材を鋸屑状に加工したものを用いた。篩にて1mm以下、1~2mm お
よび4mm以下の粒径の3種類に分類し、含水率は1.0~4.5%及び16.5~23.5%に調整した。
ロ)加工条件の設定
炭化ボードの作製条件を表1に示す。ボードサンプル 1~10 では、主に加熱温度と木粉
粒径の条件を変えて作製した。ボードの縦横寸法は 300×300mm である。サンプルA~Fで
は、主にプレス圧力と加熱時間を変えて作成した。ボードの縦横寸法は 150×150mm である。
図8に型枠温度の推移例を示す。加熱箇所は、前者は天板、底板および側面の6面、後者
は天板および底板の 2面である。型枠温度(表面温度)は、天板と供試材料(木粉)、底板
と供試材料とが接触する箇所(天板面および底板面)に被覆熱電対を挿入して計測した。
表1 炭化ボードの作製条件
サ ンプ ル
粒 径 (mm)
木粉の 含水率
木粉の
充填高さ
(cm)
圧 力 (Мpa)
加熱温度 (℃)
加熱時間 (分)
冷却時間
(分)
1 1~2 7.1 3.9 250 2 1~2 7.1 3.9 280 3 1~2 7.1 3.9 310 4 1~2 8.5 4.5 310 5 1~2 10.3 5.2 310 6 ~1 7.8 5.2 280 7 ~4 8.8 5.2 280 8 ~1 7.3 2.0 310 9 1~2 7.6 2.0 310 10 ~4
16.5 ~
23.5 (%)
7.9 2.0 310
30 120
A ~1 4.2 4.0 10 B ~1 7.1 11.3 5 C ~1 7.1 11.5 10 D 1~2 8.1 10.9 10 E ~1 7.1 12.3 20 F ~1
1.0 ~ 4.5 (%)
8.5 20.8
天板面平均
300
底板面平均
290 10
60

G- 11
0
50
100
150
200
250
300
350
0 20 40 60 80 100
経過時間 (分)
温度
(
℃)
天板
底板
冷却
加熱10分
予熱
図8 型枠温度の推移例 (左:サンプルC、右:サンプル3)
ハ)炭化ボードについて 作製した炭化ボードの物理的特性の実測値を表2に、炭化ボードの例を写真8に示す。
表2 炭化ボードの物理的特性 サ ン プ ル
厚 さ (cm)
圧縮率 (%)
密 度 (g/ cm3)
含水率 (%)
ボードの 仕上がり
適 用
1 1.2 83 0.55 4.3 ○ 2 1.1 84 0.45 2.9 ○ 3 1.0 87 0.35 1.4 ○ 4 1.0 88 0.46 1.1 ○ 5 1.1 90 0.50 1.6 ○ 6 1.1 86 0.62 1.7 ○ 7 1.3 85 0.53 2.8 ○ 8 1.9 74 0.25 1.5 ○ 9 2.0 74 0.24 1.8 ○ 10 1.9 76 0.26 1.6 ○ A 1.3 68 0.41 2.8 ○ B 1.3 81 0.69 1.8 ○ C 1.2 83 0.68 1.7 △ D 1.2 85 0.68 0.7 △ E 1.2 83 0.73 1.8 △ F 1.1 87 0.92 0.8 ×
○:割れなし
△:取り出し直後 に割れ発生
×:作製(加熱)
時に割れ発生
0
50
100 150
200
250
300
350
400
0 30 60 90 120 150 180
時間(分)
温度(℃)
室温 天板 側板 底板
加熱 30分
養生 120分

G- 12
(縦 150×横 150×厚さ 10~13mm) (縦 300×横 300×厚さ 11~13mm)
写真8 作製した炭化ボードの例
炭化ボードの仕上がりは、サンプル 1~10 については概ね良好であった。サンプルA~
Fについては、プレス圧力が低い場合または加熱時間が短い場合(サンプルA、B)は良
好な仕上がりとなったが、高いプレス圧力で加熱時間を長くした条件(C、D、E)では
型枠から取り出した直後に表面割れが発生した。原因としては、加熱後の冷却が不充分で
あった点が考えられる。今回の作製工程では 300℃に加熱した後 60 分間の冷却時間を設け
たが、炭化ボードが温まったままの状態(内部温度は約 130℃)で取り出し工程に移ったた
め、表層面が急冷されボード内部と表層面との間に応力差が生じたものと思われる。さら
に圧力を高くした条件(F)では、作製時(加熱時)に割れが発生した。圧力を増大した
ことでボード内部の応力発生や熱膨張等に多大な影響を与えたものと思われる。以上のこ
とから、良好な仕上がりの炭化ボードを作製するためには、適度な圧力の選定と冷却工程
の改良が必要である。冷却については、型枠からの取り出し時には炭化ボードが既に冷え
た状態となっているような手段(たとえば水冷式や風冷式など導入)への改善が求められ
る。
2)強度 表1のサンプル1~7およびサンプルA~Fについて強度特性を調べた。
イ)曲げ強さ試験方法
サンプル1~7の強度測定は、JIS A 5905 繊維板の曲げ強さ試験方法に準じて行った。
幅 50×長さ 200mm の試験片を作製し、乾燥時および湿潤時に曲げ強さを測定した。インス
トロン 5568 型(インストロンジャパン製)の試験機を使用して、スパン 150mm、平均変形
速度 10mm/分で中央集中荷重を加えた。試験の様子を写真9に示す。なお、湿潤時の曲げ
試験は、試験片を沸騰水中に2時間浸漬させ、さらに常温水中で1時間浸漬した後にぬれ
たままの状態で行った。また、比較材として、МDF(中密度繊維板)、OSB(配向性ス
トランド板)、シナ合板を用いた。各条件の試験サンプル数は5個である。曲げ強さは次式
により求めた。

G- 13
曲げ強さ(N/mm2)=3PL/2bt2 ここに P:最大荷重(N) b:試験片の幅(mm)
L:スパン(mm) t:試験片の厚さ(mm) サンプルA~Fの強度測定は、JIS K 6911 熱硬化性プラスチック一般試験方法の曲げ試
験方法に準じて行った。幅 10×長さ 100mm の試験片を作製して用いたが、前述のとおりボ
ード作製条件によっては炭化ボードに割れを生じたものもあったが、試験片は割れの影響
のない箇所より切り出した。スパン 80mm、平均変形速度 2.0mm/分で中央集中荷重を加え
た。各条件の試験サンプル数は3個である。
ロ)結果と考察
サンプル1~7について、乾燥時および湿潤時の曲げ強さ試験の結果を図 9 に示す(図
中の破線はJIS規格による繊維板の曲げ強さの最低条件 5.0N/mm2を示す)。比較材と比
べて、炭化ボードの曲げ強さは相当低く、乾燥時ではМDFの5~16%、ОSBの3~10%、
シナ合板の3~10%の曲げ強さであった。JIS規格による繊維板の曲げ強さの最低条件
は 5.0N/mm2以上であることから、本加工条件の炭化ボードは最低基準の規格を満たして
いないことが示された。この原因として、本実験の炭化ボードは接着剤等を使用していな
写真9 曲げ試験の様子
0 10 20 30 40 50
MDF
シナ合板
OSB
サンプル1
サンプル2
サンプル3
サンプル4
サンプル5
サンプル6
サンプル7曲げ強さ(湿潤)
曲げ強さ(気乾)
図9 サンプル1~7の 曲げ強さ試験の結果
JISJISJISJIS規格規格規格規格((((繊維板繊維板繊維板繊維板))))

G- 14
いため、合成樹脂接着剤を使用している市販繊維板並みの強度が得られなかったものと考
えられる。ただ、乾燥時および湿潤時において曲げ強さにあまり差がないことから、炭化
ボードは湿潤状態でも乾燥状態と同等な強度が得られるものと考えられる。強度を増すた
めには、木屑の投入量を増やす(プレス圧を高める)ことで密度を高くする必要がある。 サンプルA~Fについて、作製条件と曲げ強さの関係を図 10、図 11、図 12 に示す。図
10 はプレス圧力と曲げ強さの関係を示しており、プレス圧力が増大するに伴って曲げ強さ
も顕著に向上した。圧縮率の増大により木粉と木粉の空隙が減少し、密着度ならびに密度
が高くなったためと考えられる。図 11には、加熱時間と曲げ強さの関係を示しており、加
熱時間 10~20 分において曲げ強さが高くなる傾向を示した。このとき加熱による木材成分
(リグニン等)の溶融と熱分解(炭化)という強度特性に影響すると思われる二つの現象
のバランスがとれているものと推測される。図 12には木粉の粒径と曲げ強さの関係を示し
ており、1.0mm 以下と 1.0~2.0mm ではボードの密度に大差はないものの、1.0mm 以下の場
合、曲げ強さが若干向上する傾向を示した。木粉の粒径が小さいほど、木粉と木粉の空隙
が減少し密着度が増したためと思われる。
以上は、熱硬化性プラスチック一般試験方法の曲げ試験方法に準じて行った結果ではあ
るが、加熱温度 300℃、加熱時間 5~20 分、プレス圧力 10.9~12.3MPa の作製条件におい
て、繊維板(МDF)の5タイプに相当する5N/mm2以上の曲げ強さが得られた。
なお、今回は木粉の粒径をそろえて試験しているが、大小の粒径からなる木粉を混合し
た場合には、密着度が増して曲げ強さが高くなることも予想される。今後の検討課題とす
る。
0
5
10
15
20
25
30
0 5 10 15 20 25
プレス圧締力(Мpa)
曲げ
強さ
(N
/m
m2 )
A
C
F
炭化ボード密度 F:0.92 C:0.68 A:0.41
(g/cm3)
図 10 プレス圧と曲げ強さの関係(加熱時間 10分)

G- 15
0
4
8
12
16
20
0 5 10 15 20 25
加熱時間(分)
曲げ
強さ
(N
/m
m2 )
B
CE
炭化ボード密度 E:0.73 C:0.68 B:0.69
(g/cm3)
0
4
8
12
16
20
1.0以下 1.0~2.0
スギ木粉の粒径(mm)
曲げ
強さ
(N
/m
m2 )
C
D
炭化ボード密度 D:0.68 C:0.68
(g/cm3)
図 11 加熱時間と曲げ強さの関係 図 12 木粉粒径と曲げ強さの関係
3)吸水性 表1のサンプル1~7およびサンプルA~Fについて吸水性を調べた。
イ)吸水厚さ膨張率試験および吸水率試験方法
JIS A 5905 繊維板における試験方法に準じて行った。幅 50×長さ 50mm の試験片を 20℃
の水中、水面下3cm に置いて 24 時間浸漬した後取り出して厚さを測定した。吸水厚さ膨張
率および吸水率は次式により求めた。 吸水厚さ膨張率(%)=(t2-t1)/t1×100
ここに t1:吸水前の厚さ(mm) t2:吸水後の厚さ(mm)
吸水率(%)=(m2-m1)/m1×100
ここに m1:吸水前の質量(g) m2:吸水後の質量(g)
また比較材として、МDF(中密度繊維板)、OSB(配向性ストランドボード)、シナ
合板を用いた。サンプル1、2、3および比較材(МDF)については、浸漬時間の影響
をみるために 28 日間水中に浸漬して、吸水厚さ膨張率の変化を調べた。
ロ)結果と考察
サンプル1~7について、24時間吸水厚さ膨張率試験の結果を図 13に示す。図中の破線
は、JIS規格による繊維板の吸水厚さ膨張率 12%を示す。炭化ボードの吸水厚さ膨張率
は、比較材に比べきわめて小さい値を示した。JIS規格による繊維板の吸水厚さ膨張率
は 12%以下であることから、比較材より炭化ボードの方が優れていることが確認された。
図 14には、28日間水中に浸漬した時の吸水厚さ膨張率試験の結果を示す。МDFは膨張率
が著しく上昇したのに対し、炭化ボードの膨張率は低い値を示し、長期間の水中浸漬に際
しても高い寸法安定性を有することが確認できた。このように吸水に対して高い寸法安定
性能が得られたのは、吸湿・吸水による膨潤作用の原因成分であるヘミセルロースやセル
ロースが熱分解によって変質したためではないかと推測される。1)

G- 16
0.00 10.00 20.00 30.00 40.00 50.00
シナ合板
OSB
スギ板目
スギ柾目
サンプル1
サンプル2
サンプル3
サンプル4
サンプル5
サンプル6
サンプル7
JIS規格規格規格規格(繊維板繊維板繊維板繊維板)
膨張率〔%〕
図 13 サンプル1~7の 24 時間吸水厚さ膨張率試験の結果
0
5
10
15
20
25
30
0 7 14 21 28浸漬日数(日)
吸水
厚さ
膨張
率(
%)
МDF
サンプル1
サンプル2
サンプル3
図 14 28 日間水中に浸漬した時の吸水厚さ膨張率の変化 サンプルA~Fについて、作製条件と吸水性の関係を図 15、図 16、図 17 に示す。図 15
は、プレス圧と吸水性の関係を示す。吸水厚さ膨張率はどの圧力条件でもほぼ同様である
が、吸水率はプレス圧力が増大するに伴い低くなる傾向を示した。圧縮率の増大により密
度が高まり、木粉と木粉の空隙が減少して水分の浸入を防ぐ作用が強まったためと思われ
る。図 16 は加熱時間と吸水性の関係を、図 17 は木粉の粒径と吸水性の関係を示す。加熱
時間の長短および木粉粒径の大小に関わりなく、吸水厚さ膨張率および吸水率は、どの条
件でもほぼ同じ値を示した。
以上の結果から、今回の作製条件(加熱温度 300℃、加熱時間 5~20分)で得られた炭化
ボードは、プレス圧の大小や木粉粒径の大小に関わらず、繊維板(МDF)JISで規定
されている吸水厚さ膨張率 12%以下であった。

G- 17
0
4
8
12
16
20
24
0 5 10 15 20 25
プレス圧締力(Мpa )
吸水
厚さ
膨張
率(
%)
A
C F
炭化ボード吸水率 F: 5.9 C:11.8 A:22.9 (%)
図 15 プレス圧と吸水性の関係(加熱時間 10分)
0
4
8
12
16
20
24
0 5 10 15 20 25
加熱時間(分)
吸水
厚さ
膨張
率(
%) 炭化ボード吸水率
E:11.8 C:11.8 B:13.5 (%)
BC E
0
4
8
12
16
20
24
1.0以下 1.0~2.0
スギ木粉の粒径(mm)
吸水
厚さ
膨張
率(
%) 炭化ボード吸水率
D:11.9 C:11.8 (%)
C D
図 16 加熱時間と吸水性の関係 図 17 木粉粒径と吸水性の関係 4)断熱性
加圧炭化ボードの利用法として、軽量で有機系接着剤を用いてない利点を
活かすため、家屋等の壁や天井の断熱材としての利用が有望視されている。
また、木屑から製造されるボードは内部に多くの空隙を保有するため、伝熱
抵抗が大きく断熱作用が期待される。そこで、種々の条件下で加圧炭化ボー
ドの円柱状試料を作成し、小型伝熱試験装置で伝熱挙動を測定し簡易なモデ
ルで解析を行った。
①伝熱特性測定法
表 1 のサンプル 8,9,10 と同じ条件下で炭化ボードの円柱状試料(直径 30mm、
長さ 50mm)を作成し、測定容器に挿入した後,壁からの伝熱に伴う内部温度
の経時変化を測定した2)。測定容器は内径 30mm のアルミ円筒(肉厚 20mm)
で、周囲にヒーターを巻いて温度を所定温度に制御した。測定系の概要を、
図 18 に示した。試料の中心軸上および中心から半径方向に 7,14mm の位置で
試料上下方向の中心位置に熱電対をセットし、試料の温度が壁からの伝熱で

G- 18
上昇し壁温に近づくまでの温度変化を測定した。なお、試料と容器壁との間
にすき間を生じないよう,試料の径を若干容器内径より大きくして試料と管
壁を圧着させた。また試料の上下には断熱材を十分な量充填し、軸方向の熱
移動が半径方向の熱移動に比べて無視できるようにした。実験中の壁温は
35℃一定に設定した。
3
24
6 66 6
1.ヒーター 2.容器(アルミ)3.サンプル(炭化物)4.温度制御装置5.温度記録計6.熱電対7.断熱材
7φ30
5
714
1
②測定結果
図 19 から図 21 に、層内各点(中心軸上、半径 7mm、14mm)における温度
変化を示す。用いた試料は表1のサンプル 8, 9, 10 と同一条件で作成した炭
化材の円柱で、この順に用いた木屑の平均径が大きくなっている。当初の実
験においては試料上下部の断熱材のセットに問題があり、軸方向の熱移動が
無視できず、結果として測定精度に欠けるところがあった。このことは,十
分時間が経過したあとでも試料温度が壁温に漸近しなかったことから明らか
で、このため試料の見かけ熱伝導度を推算するに至らなかった。ただ、伝熱
速度に関しては原料木屑のサイズが大きいほど遅くなる傾向が見られた。試
料を加圧下で調製する際に個々の木材小粒子は変形収縮すると考えられ,そ
れに伴って粒子間の間隙も変化する。原料の粒径が大きいほど粒子間の空間
も大きくなり,空気相による断熱性がより貢献する可能性も考えられる。今
回の測定では木屑サイズによる温度上昇挙動の差はそれほど大きくないため,
木屑は加圧下でおおむね同じように変形圧縮されているものと推測される。
図18 伝熱特性の測定装置

G- 19
断熱材としての応用を検討する上で,圧力や温度、炭化度などが伝熱挙動に
どう影響するのか,また原料サイズをそろえた方が良いのかあるいは異なる
サイズの粒子が混在した方が良いのかなど,今後詳細に検討する必要がある。
図には比較のために、市販断熱材であるポリエチレンフォームの昇温挙動
も示している。明らかに加圧炭化ボードに比べて温度上昇が速く、断熱性の
点では炭化ボードの方が優れているという結果になった。市販断熱材は高い
断熱性が実証されているので,炭化材が真にそれ以上優れているかどうかに
ついては,実験装置の再検討を含めて熱伝導度を求め比較する必要がある。
図 22 は測定装置を改良し,長さ/直径比を 3(直径 20mm)にするとともに
上下部分の断熱材を厚くし,軸方向の熱移動が無視できるように近づけた条
件下での測定結果である。試料は1mm 以下の木屑を 300℃および 14~34MPa
の条件下で加圧炭化した円柱で,圧力を変えることで 0.5~1.0g/m3の見かけ
密度をもつように新しく調製した。なお壁温は 30℃一定とし、中心軸上の温
度変化を記録した。図より,少しではあるが見かけ密度の増加とともに温度
上昇が速くなっており,断熱性が低下するものと考えられる。これは見かけ
密度の増加とともに木材部分の体積割合が増え、その分空気相による断熱の
寄与が減り固相経由の伝熱が増えるためと解釈することもできる。ただし、
その差は予想したほど現れなかった。
JIS 規格では試料を温度の異なる2枚の金属板で挟み、熱移動速度で評価
するようになっているが、ここでは円柱内の半径方向熱移動を測定して断熱
性を評価した。市販断熱材と比較して遜色ない断熱性が得られたが、炭化ボ
ードに占める空気相の比率の効果や見かけ密度の効果などさらに詳細に検討
する必要がある
18
20
22
24
26
28
30
32
34
0 2 4 6 8 10時間 [min]
温度[℃]
サンプル8
サンプル9
サンプル10
断熱材
図 19 r=0 mm における温度変化(壁温35℃)

G- 20
18
20
22
24
26
28
30
32
34
0 2 4 6 8 10
時間 [min]
温度
[℃]
サンプル8
サンプル9
サンプル10
断熱材
図19 . r=14における温度変化(壁温35℃)
18
20
22
24
26
28
30
32
34
0 2 4 6 8 10
時間(min)
温度
(℃)
サンプル8
サンプル9
サンプル10
断熱材
図11.r=7の温度変化(35℃)
図 22 r=0 mmにおける温度変化(壁温 30℃)
0 2 4 6 8 10
20
22
24
26
28
30
見かけ密度0.5[g/cm3]見かけ密度0.7[g/cm3]見かけ密度1.0[g/cm3]
温度
[℃]
時間[min]
見かけ密度 [g/cm3] ● 0.47 ○ 0.79 ● 0.96
図 20 r=7mm における温度変化(壁温 35℃)
図 21 r=14 mm における温度変化(壁温 35℃)

G- 21
③伝熱挙動の解析 円柱状物体における、表面から内部への伝熱モデルに基
づいて、図 22 で示したデーターより加圧炭化試料の伝熱パラメーターを求め
た。今,軸方向の伝熱が無視でき、円柱表面から中心軸へ向かって半径方向
に熱が伝わる場合、円柱内温度の経時変化は次式で表される。 本実験における境界条件は
以上の条件下で (1)式を解くと,
が導出される2)。上式中の記号は、次のとおりである。
Cp:熱容量 [kJ/(kg・K)]、ρB:密度 [kg/m3]、 T:温度 [K]、 Tw:壁温 [K]
T0::初期温度 [K]、 J0、J1:第一種ベッセル関数、 θ:時間 [s]、
r:中心からの距離 [m]、 R::半径 [m] 、ke:有効熱伝導度[ J/(m・s・K)],
y:keθ/ρBCpR2, b:hw R /ke ,hw:壁境膜伝熱係数[ J/(m2・s・K)]
aiはbJ0(ai)=aiJ1(ai) の I 番目の根
ここで hw=∞,すなわち壁部での伝熱抵抗が炭化ボード内部の伝熱抵抗に比べて十分小さ
いものと仮定すると,上記の解は簡略化される。さらに近似解として級数の第1項の
みを用いた指数関数式を使い、実験結果に最も良く合致するようパラメータ
ーke/ρB・Cp を求めた。次に実測したρBおよび推算した Cp を用い,ke を導出
した。Cp は木材の熱容量に対して報告されている 2.1~2.9 kJ/(kg・K)の平均値
2.5 に見かけ密度を掛け,炭化ボードの熱容量とした。
推算された炭化ボードの見かけ熱伝導度 ke と密度ρBの関係を表3に示した。ke は密度
とともに増加し,1.0g/cm3では 0.5g/cm3の場合の5倍に増加した。木材に対して報
告されている ke は通常 0.16 J/(m・s・K)程度であり,高密度の炭化ボードにおける
推算結果は理解しがたい。この様に大きな値になったのは,表3に見られる昇温挙動に大
���
����
�
∂∂+
∂∂=
∂∂
r
T
rr
Tk
TC eBP
12
2
θρ ・・・・・(1)
(1)時間0で円柱の温度は均一(T0)
( )RrTT ≤≤== 00 0 θ
(2)管壁部における伝熱係数をhWとした時、r=Rで
( )WRWe TThr
Tk −=�
�
���
�
∂∂−
の下でで槽の中心において 0,0,0)3( =∂∂=≥
r
Trθ
( )( )�
∞
=
−
+=
− 0 122
0
0
w2
/1/2T-T
i
ya
iii
i
W
ieaJbaa
RraJ
TT

G- 22
差がないのに対してρB・Cp の推算値が大きく異なったためである。今後定数の推算方法の見直しや伝熱モデルの妥当性および測定精度の向上など検討する
必要がある。 なお一般的に用いられているロックウォール断熱材の keは 0.07~0.08 J/m・
s・K である。機械的強度等の規格が許されれば、低密度のボードにおいて、断熱材と
しての利用が可能と考えられる。
表 3 見かけ密度と熱伝導度の関係
ρB[g/cm3] ke[J/m・s・K]
047 0.0844
0.79 0.174
0.96 0.441
5)吸音性 加圧炭化ボードは木屑を用いた集合材であるため,内部の空隙による吸音
効果が期待される。吸音材は住宅は元より,高速道路の側壁など多くの需要
があるため,加圧炭化ボードの特性としてアピールすることが期待できる。
そこで、種々の条件下で成形した炭化ボードの吸音特性を測定した。
①吸音率測定法
測定法にはいくつかの種類があるが,ここでは次の2つの方法で測定した。
1)2マイクロホン法:2本のマイクロホンを用い,周波数を変化させなが
ら音波の吸収率を測定した。比較のために,市販吸音板であるロックウール
吸音板の吸音特性も測定した。なお測定に用いた炭化ボードのサンプルは表
1 に示す。測定は 0~2,000Hz の範囲で行った。
2)日東紡音響エンジニアリング株式会社への委託測定:直径 40mmの音響管
による垂直入射吸音率ならびに特性インタービスの測定を行うもので,試験装置の図を
写真 10 に示す。測定は 0~5,000Hz で行った。
②測定結果と考察
比較的低い圧力で作製した炭化ボードの吸音特性を2マイクロホン法で測
定し,その結果を比較試料に対する結果とともに図 23~28 に示した。試料番
号は表1に記載した番号に対応している。市販 MDF(繊維板)あるいはシナ
合板(パーティクルボード)では,ほとんど吸音能が期待できないことが確
認された。これに対して加圧炭化ボードでは,炭化条件によって程度に差が
あるものの,吸音率として 0.1~0.2 の効果が確認された。サンプル 3 は最も
吸音性が良かった炭化ボードで,周波数によっては市販吸音材であるロック
ウール吸音材よりも高い吸音効果を示した。なお、吸音用あなあきスレート

G- 23
ボードのJIS規格では吸音率は 0.3 と規定されている。炭化ボードの吸音
メカニズムとしては,柔らかいために音波がボード内に入り込みやすく,入
射すると空隙中で壁との摩擦や粘性抵抗,および材料小繊維の振動などによ
って音のエネルギーの一部が消費される事などが推測される。
図 29 は,サンプル 3,6,7 と同様な条件で作製した炭化ボード(表1のサン
プル A)に対して音響管垂直入射法によって測定した結果である。周波数の
増加に伴って吸音率は 0.1 から 0.3 まで上昇し,高周波領域で吸音率が高く
なった。測定法は異なるが,2マクロホン法と同様な結果とみることができ
る。
前記の吸音のメカニズムで述べたように,材料内に適度な空隙が多数存在
することが吸音材に求められる。この一つの指標として見かけ密度と吸音性
の相関が考えられたが,今回の測定では両者の間に明確な相関を見いだすこ
とはできなかった。測定結果の再現性を含めて,空隙率・見かけ密度以外に
細孔径分布等との相関など今後の検討が必要である。また,加圧炭化ボード
の強度を増すためには,使用する木屑を増やし見かけ密度を高くすることが
求められる。その結果空隙率の低下による吸音性の低下も予想されるので,
炭化板の用途に応じた最適な製造条件を選択することが必要であろう
図 23 M DFの 吸 音 率 図 24 シ ナ 合板の 吸音率周 波 数 [H z ] 周 波 数 [H z ]
吸音率[-]
吸音率[-]

G- 24
図17.サンプル6の吸音率 図18.サンプル7の吸音率
吸音率[-]
吸音率[-]
周波数[Hz] 周波数[Hz]
図 2 7 ロ ッ ク ウ ー ル 吸 音 板 の 吸 音 率 図 2 8 サ ン プ ル 3 の 吸 音 率周 波 数 [H z ] 周 波 数 [H z ]
吸音
率[-]
吸音
率[-]
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 1000 2000 3000 4000 5000
周波数[Hz]
吸音
率[-]
図 29 音響管垂直入射法による測定結果

G- 25
(試料 A)
写真 10 吸音測定装置
5.総括 (1)加圧炭化成型ボードの作製装置と操作条件について
建設廃木材の再資源化を目的として,数 mm 程度の径を有する破砕木屑を高
温加圧下で一定時間保つことにより表面で炭化を進行させ、圧着成型ボード
を作製する装置を試作した。試験を重ねた結果、安定した強度を有する炭化
ボードを製作することに成功した。操作条件として,圧力 20MPa 及び温度
300℃で 10~20 分間維持するのが最適と考えられた。ただし,強度を求めな
い場合、5MPa 程度の圧力においても炭化ボードの製作は可能であった。
(2)形成機構および諸物性について
接着剤を用いない炭化ボードの製作には高温高圧条件下での圧縮が必要で
あり、圧力または温度いずれの条件が欠けても成形は不可能であった。ボー
ドの形成は高温下で浸出したリグニンの接着作用によるものと推測され、示
差熱解析の結果は表面部分での炭化の進行を示した。炭化ボードの特性につ
いて、建材としての応用を考える場合に求められる曲げ強度、吸水性、断熱
性、吸音性について検討を行った。ボードの強度は、密度が低いボードでは
低いものの,圧力を上げ密度を高めることで、市販繊維板に求められる JIS
規格をクリアすることが可能であった。また吸水性は市販品に較べて低く、
ボードの密度によらず JIS 規格をクリアし良好であった。一方断熱性に関し
てはさらに詳細な検討が必要なものの、原料木屑の粒径や操作圧の影響は小
さかった。吸音性に関しては、密度が低いボードで市販吸音材に近い性能が
得られた。
(3)商品としての応用面について
前述のとおり,炭化ボードの特性は操作圧によって決まる密度の影響を受
けた。強度を要する建材として利用するためには密度を高く(>0.7 g/cm3 程

G- 26
度)することが求められ,加圧に要するエネルギー消費量の上昇とともに,
成型後の放冷操作中にひび割れを生ずるなどの問題を生じた。一方操作圧を
下げ密度を低く(0.24~0.35g/cm3)することにより,曲げ強度は集合材に求め
られる JIS 規格を満たさないものの,吸水性や吸音性,断熱性の点で市販品
に匹敵するボードが得られた。これらの性能は,ボード内の間隙が増すこと
によって得られるものと考えられる。したがって,応用法として安価で安全
な断熱・吸音材としての用途が考えられる。この場合に求められる曲げ強さ
については、例えば JIS A 9511 発泡プラスチック保温板(押出法ポリスチレ
ンフォーム)では 0.2(N/mm2)以上と規定されていることから、本法で製造
される炭化ボードは十分クリアできるものと思われる。
(4)今後の課題
本プロジェクトでは、加圧炭化ボードの製造法と得られたボードの特性
に関する基本的な検討を行った。本プロジェクトの効果としては、木質系産
業廃棄物を環境適合型リサイクル製品の原料として活用することにより、従
来発生していた処理費用が削減でき環境問題の解決へも貢献できることが考
えられる。今後は、量産可能な連続成型装置の開発と新しい建築資材として
の用途開発を目指して、下記の課題を解決する必要がある。
1)ボードの利用法に適した操作条件の決定
2)連続加工プロセスの開発
3)炭化に際しての機能性付与
4)内部構造の寄与の検討
5)昇温期間、定温維持期間、冷却期間の役割解明と、炭化挙動の
シミュレーション
6)シミュレーションに基づく最適条件の選定
参考文献 1)農林省林業試験場:木材工業ハンドブック,丸善㈱,802(1958) 2)化学工学実験法:欅田栄一、東稔節治、朝倉書店、(1975)