Embed Size (px)
DESCRIPTION
GMP handout
Citation preview

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 1/26
Copyright July 2004 by Thorne Research, Inc. All rights reserved.
THORNE RESEARCH, INC.
GOOD MANUFACTURING PRACTICES
(GMP's)
Condensed
Overview

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 2/26
GMP Condensed Overview Page 2 of 26
TABLE OF CONTENTSCondensed Overview
SECTION I. GENERAL PROVISIONS............. ............. ............ ............. 4
A. PURPOSE OF GMP'S. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
B. GMP STRUCTURE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
C. APPLICATION OF GMP'S. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
D. ORGANIZATION CHART . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
E. DEFINITIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
SECTION II. QUALITY SYSTEMS............ ............ ............. ............ ....... 7
A. QUALITY ASSURANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
B. QUALITY CONTROL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
C. STANDARD OPERATING PROCEDURES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
D. RECORDS AND REPORTS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
SECTION III. FACILITY AND EQUIPMENT SYSTEMS.... .... .... .... .... ..... .. 9
A. FACILITY SYSTEMS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
B. EQUIPMENT SYSTEMS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
SECTION IV. MATERIALS MANAGEMENT SYSTEM.. .... .... .... .... .... .... .. 12
A. RAW MATERIALS AND PACKAGING MATERIALS. .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 2
B. HOLDING AND DISTRIBUTION OF FINISHED GOODS. .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 4
SECTION V. PRODUCTION OPERATIONS SYSTEM.. .... .... .... .... .... .... .. 15
A. PRODUCTION OPERATIONS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 5
B. PRODUCTION PERSONNEL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
C. MANUFACTURING PROCEDURES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 6
SECTION VI. PACKAGING OPERATIONS SYSTEM..... .... .... .... .... ..... .... 17
A. LABELING CONTROL. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
B. PACKAGING CONTROL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
C. TAMPER- AND CHILD-RESISTANT PACKAGING .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 7

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 3/26
GMP Condensed Overview Page 3 of 26
D. PRODUCT INSPECTION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
E. EXPIRATION DATING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
SECTION VII. LABORATORY CONTROL SYSTEM .... .... .... .... .... .... ..... .. 18
A. GENERAL REQUIREMENTS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 8
B. LABORATORY METHODOLOGY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 9
ATTACHMENT 1 — PROCESS FLOW CHART ............. ............ ............. 20
ATTACHMENT 2 — SOP INDEX (FOR 161 PAGES) ..... .... .... .... .... ..... .... 21
ATTACHMENT 3 – SAMPLE SOP.................... ............. ............ ............. 23
ATTACHMENT 4 – FULL INDEX FROM THORNE 63 PAGE GMP. ... ... ... ... . 25

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 4/26
GMP Condensed Overview Page 4 of 26
SECTION I. GENERAL PROVISIONS
A. PURPOSE OF GMP'SThe purpose for Thorne Research to have Good Manufacturing Practices (GMP's) is two-fold. First, to have the ability to provide an explanation of Thorne Research's quality
systems and manufacturing practices to any customer who might request thisinformation. Second, to have the ability to provide this information to any international,federal, or state regulatory agency that might request this information.
Thorne Research is certified as compliant to the Australian Code of Good ManufacturingPractice (GMP) for Therapeutic Goods − Medicinal Products by the AustraliaTherapeutic Goods Administration (TGA). The TGA is part of the AustralianDepartment of Health and Ageing.
In drafting the Thorne Research GMP's, the Current Good Manufacturing Practice(CGMP's) regulations contained in either Part 210 (Current Good Manufacturing Practicein Manufacturing, Processing, Packing, or Holding of Drugs) and Part 211 (Current GoodManufacturing Practice for Finished Pharmaceuticals) of Title 21 of the U.S. Code of
Federal Regulations (21 C.F.R.), the model Good Manufacturing Practice regulationssubmitted to the FDA by the dietary supplement industry, and the Code of GoodManufacturing Practice of the Therapeutic Goods Administration of Australia, have been used as guidelines.
Furthermore, as of the Effective Date of these GMP's, the U.S. Food and DrugAdministration (FDA) has proposed for comment, but not yet promulgated as final,Good Manufacturing Practice regulations for the dietary supplement industry, as theFDA is authorized to do by Section 9 of the Dietary Supplement Health and EducationAct of 1994 (DSHEA).
By manufacturing dietary supplement products in compliance with its own, voluntarilyimplemented Good Manufacturing Practices, and arranging, at Thorne’s expense,inspection and certification by the Australian Therapeutic Goods Administration of Australia, a internationally recognized regulatory agency, Thorne Research ensures thatits dietary supplement products meet the safety, quality, identity, purity, and potencythey are represented to possess.
B. GMP STRUCTUREThe Thorne Research GMP's are grouped into six subsystems:1. Quality and Records system2. Facilities and Equipment system3. Materials Management system4. Production Operations system5. Packaging Operations system6. Analytical Laboratory Control systemThe objective of this approach is to present Thorne Research’s quality systems andmanufacturing practices as an interrelated and integrated web of interactive subsystems.Many Thorne Research Standard Operating Procedures (SOP) are referenced throughoutthis GMP to reduce the size of this document yet provide the detailed documentationand associated forms or records.

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 5/26
GMP Condensed Overview Page 5 of 26
C. APPLICATION OF GMP'SThese Good Manufacturing Practices apply to the operation of the Thorne Researchmanufacturing facility (hereinafter "the facility") located at 25820 Highway 2 West,Dover, Idaho 83825. As of the Effective Date of these GMP's, Thorne does not operateany other manufacturing facility.
The facility is situated on a 7-acre, commercially zoned site. The site consists of a 2-
story building which houses production, technical, quality control, and administrativeoperations, as well as parking lots, loading docks, cafeteria, patio, and generallandscaping.
The facility’s total internal space is 58,000 square feet, of which 43,000 square feet arededicated to manufacturing operations. The remaining 15,000 square feet are dedicatedto technical, quality control, and administrative operations.
An off-site warehouse – with a total of 18,000 square feet of usable space, located 2miles from Thorne's manufacturing facility, and leased through August 2005 – houses theshipping operations.
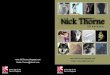
D. ORGANIZATION CHART
Shipping
Supervisor
Customer Service
Supervisor
Accounts Payable
and Receivable
Office Manager
Customer
Service
Tech Advisor
Tech Advisor
Tech Advisor
Research Assisttant
Technical
Support
Tech Support Specialist
Computer Support
Contractor
Information
Service
International
Distributors
Independent
Sales Reps
Student Reps
Sales &
Marketing
Kelly Czap
Owner
VP Sales &Marketing
HR Specialist
Legal Counsel Purchasing
Plant Manager
QA Department
Lab Tech
QC/R&D Department
Lab Asst
Lab Asst
Quality Control
Production Supervisor
Day Shift
Production Supervisor
Night Shift
MaintenanceSupervisor
Kitchen
Production Manager
Al Czap
Owner
President & CEO

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 6/26
GMP Condensed Overview Page 6 of 26
E. DEFINITIONSThe following terms, as used in these GMP's, are defined as follows:(1) "Manufacturing" includes:
• Receiving• Quality Control• Dispensing, Mixing, and Finish Dosage• Bottling, Labeling, and Packaging
• Shipping(2) "Product" means a finished dietary supplement product – a capsule, gelcap,
powder, gel, or solution – that contains one or more dietary substances.(3) "Dietary substance" means any ingredient in a product that is intended to
increase the amount of that substance in a person's diet.(4) "Amount of dietary substance" means the concentration or potency of a dietary
substance (for example, weight/weight or weight/ volume); and/or the activityof the product as indicated by appropriate procedures.
(5) "Lot number" and "Batch number" mean a combination of letters and numbersfrom which the complete history of the manufacturing and sale of a product can be determined.
(6) Primary packaging is product contact components; i.e., bottles, cotton, seals,caps, desiccants, capsules, and labeling; i.e., product labels and product boxes bearing “Supplement Facts”.
(7) Secondary packaging components are intermediary components and shipping boxes.
(8) A "raw material" means any ingredient used in the manufacture of a product.(9) "In-process material" means any material being fabricated, compounded,
blended, or derived by a chemical reaction that is being produced for themanufacturing of a product.
(10) "SOP" means Standard Operating Procedure. SOP's are written proceduresfollowed by Thorne Research employees during the performance of all dutiesrelating to manufacturing. Samples of SOP’s are included in the "Appendix —Sample Records and Procedures."
(11)
“Finish dosage” means the final stage of a product to be taken by a customer – acapsule, gelcap, powder with appropriate scoop, gel, or solution.(12) “Dispensing” means weighing, measuring, or subdividing individual raw
materials specific to each batch of product.(13) “WIP” means work in process.(14) “Critical equipment” means any piece of equipment used in a process to
transform a raw material into a finished product or any instrument used torecord or control critical manufacturing process parameters. Critical equipmentis tagged with a unique identifying number that is entered in to the batch recordwhen the equipment is used. Pots, pans, ladles, spoons, brushes, etc. are notcritical to the transformation process.
(15) “OOS” means Out-Of-Specification or not meeting specifications.

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 7/26
GMP Condensed Overview Page 7 of 26
SECTION II. QUALITY SYSTEMS
Implementation of and compliance with Thorne Research quality systems provide the assurancethat every raw material used in a product meets stringent specifications, as well as theassurance that every product shipped to customers meets quality standards and product labelclaims. Quality Control personnel are involved throughout manufacturing to ensure thatprescribed procedures are followed, thus producing products that meet prescribedspecifications. Documentation and records are completed and reviewed prior to a product'srelease for shipment, then stored to preserve a history of every product manufactured (seeAttachment 1 – Process Flow Chart).
A. QUALITY ASSURANCEThe Chief Executive Officer (CEO) is responsible for the development and final approvalof every specification and procedure that might impact the safety, quality, identity,purity, or potency of a product. Overall responsibility for product quality andcompliance with these GMP's rests with the Plant Manager, including compliance withSOP's, specifications, batch records, etc., and relevant quality systems.
B. QUALITY CONTROLQuality Control personnel report directly to the Quality Control Laboratory Manager andare designated to be responsible for duties relating to quality control. Quality Controlpersonnel include both supervisors and non-supervisory employees assigned qualitycontrol responsibilities. Quality Control personnel are responsible for sampling andanalyzing or reviewing a supplier's Certificate of Analysis of a raw material or packagingcomponent based on quality control test procedures. The Quality Control LaboratoryManager is responsible for approving or rejecting a raw material or packaging component based on review of quality control test data. The Quality Control Laboratory Manager isresponsible for approving or rejecting a product that has been manufactured by anothercompany that will be labeled as a Thorne product.
C. STANDARD OPERATING PROCEDURESStandard Operating Procedures assure consistent process control. There are six categoriesof SOP’s with each SOP identified with the alpha character from the appropriatecategory, listed below, as well additional alpha-numeric characters specific to the SOPapplication.
D − DocumentationFAC − FacilityOHS − Occupational Health and SafetyOP − OperationsQ − Quality Control LaboratoryWH − Warehouse
SOP’s are routed through an approval process whenever they are created, revised, ordeleted. Once approved, an SOP receives a Version Number and Effective Date.
Training of personnel is accomplished prior to the Effective Date (see Attachment 2 −Standard Operating Procedure Index, and Attachment 3 − Standard OperatingProcedure OPP2 examples).

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 8/26
GMP Condensed Overview Page 8 of 26
D. RECORDS AND REPORTS
1. MASTER PRODUCTION RECORDTo assure uniformity from batch to batch, a Master Production Record for each productis prepared by the CEO. The Master Production Record includes the product name,item code, and the identity and amount of each dietary substance contained in theproduct. Any change to a Master Production Record is controlled by the CEO.
2. BATCH PRODUCTION RECORDThe Batch Production Record is a collection of documentation prepared and completedfor each separate product. The Batch Production Record includes the dispensing andmixing section, the unit dosage section, the bottling section, and the labeling/packagingsection.
3. PACKAGING RECORDSA Packaging Department “Bottling” and “Labeling and Packaging Instructions" formsare prepared for each batch of product bottled, labeled, and packaged. Thesedocuments include the information relating to the bottling, labeling and packaging of each batch.
4. FINISHED PRODUCT RECORDSUpon completion of each batch and prior to release of the lot, all batch recorddocuments are collected and reviewed. A Final Release Form is completed for eachproduct as part of the quality control review of the records. The Final Release Form isreviewed for each of the following: Manufacturing code, Batch number, Raw materials,Finish Dosage, Bottling, Labeling, Yield verification, Release for sale. The last item on theFinal Release Form states that all production records have been reviewed and theproduct is released for sale. The completed Batch Record – which includes theProduction Run Report, the respective finish dosage run sheet, the PackagingDepartment Labeling and Packaging Instructions, and the Final Release Form – is
compiled and securely stored in the Quality Control Records room. Personnel access tothe Records room is restricted and controlled by the Quality Control LaboratoryManager.
5. LABORATORY CONTROL RECORDSLaboratory control records include data derived from all tests performed to assurecompliance with approved raw materials, in-process, and finished productspecifications. Records are maintained of testing and standardization of laboratoryreference standards, reagents, and standard solutions. Records are maintained of theperiodic calibration of laboratory instruments.
6. DISTRIBUTION RECORDS
Distribution records contain the name and address of the consignee, date, and quantityshipped and are retained until one year after the expiration date of each batch.
7. COMPLAINT RECORDSCustomer Service representatives follow SOP procedures for handling written or oralcomplaints regarding any product. A record of each complaint is maintained in a filedesignated for product complaints. If an investigation of a complaint is conducted byQuality Control, the complaint record includes the findings of the investigation andfollow-up action taken, if any.

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 9/26
GMP Condensed Overview Page 9 of 26
8. RETURNED, REPROCESSED, RECALLED PRODUCT RECORDSThe procedures to be employed for any product that is either returned, reprocessed, orrecalled are set forth in the respective SOP that governs each such circumstance.
9. EQUIPMENT RECORDSA record of equipment use and cleaning is maintained on a log for each major piece of equipment. A record of the maintenance performed on each major piece of equipment ismaintained.
10. EMPLOYEE TRAINING RECORDSA training record is kept for each employee involved in manufacturing.
11. RECORD RETENTIONRecords associated with the manufacturing of a batch of product are retained until oneyear after the expiration date of each batch. Records are maintained for all rawmaterials until one year after the expiration date of the last lot of product incorporatingthe raw material.
SECTION III. FACILITY AND EQUIPMENT SYSTEMSThe facility has been designed to be a modern, state-of-the-art manufacturing facility.The facility has been designed to manufacture dietary supplements in the cleanest, mostnon-reactive and non-contaminating manner possible.
A. FACILITY SYSTEMS
1. BUILDING FEATURESEach Area of Operation in the facility is of adequate size and space to prevent productcontamination or mix-up during manufacturing. Each Area of Operation is of adequate
size and space to facilitate the cleaning and maintenance of equipment and is designedto provide adequate lighting for the work being performed. The flow of materialsthrough each Area of Operation is designed to prevent product contamination or mix-up. A Building Layout Diagram is included in the GMP.
2. AREAS OF OPERATIONPersonnel perform assigned responsibilities in each Area of Operation. A Personnel FlowDiagram is included in the GMP.
The Areas of Operation within the facility include: The receiving and quarantine Area of Operation for incoming raw materials and packaging components, The secure reject cageArea of Operation for rejected raw materials and packaging components, The storageArea of Operation for released raw materials and packaging components, Three Areas
of Operation within the Production Department: dispensing and mixing, finish dosage,and packaging, The Quality Control laboratory, and The administrative and technicaloffices.
The Areas of Operation off-site from the facility include the off-site shipping Area of Operation for storage and distribution of product.

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 10/26
GMP Condensed Overview Page 10 of 26
3. HEATING, VENTILATION AND COOLING (HVAC), AIR FILTRATIONAdequate heating, ventilation and cooling of the facility are provided. Air pressure,dust, humidity, and temperature control in the manufacturing environment is providedto prevent product contamination. HVAC in critical manufacturing environments is of "once-through" design with appropriately sized dust collectors. Differential pressure iscontrolled in the Production area to prevent cross-contamination. A Differential
Pressure Diagram is included in the GMP.
4. PLUMBING, HANDWASHING, AND TOILET FACILITIESWater that contacts components, dietary ingredients, dietary supplements, or anycontact surface complies with the National Primary Drinking Water regulationsprescribed by the environmental Protection Agency under 40 CFR part 141 and anystate and local government requirements. Potable water is supplied in a plumbingsystem free of any defect that could cause product contamination. All drains are of sufficient size and construction to prevent back-siphoning. Adequate hand washing andclean toilet facilities accessible from each Area of Operation are provided, including hotand cold water, soap or detergent, and single-service towels. Employees wash their
hands according to SOP.
5. CLEANINGEach Area of Operation is maintained in a clean condition. No cleaning procedure isused which might adversely affect a raw material, in-process material, or a finishedproduct. Production Department personnel follow cleaning procedures, which includeassigning schedules, methods, cleaning products, and equipment to be used in each Areaof Operation within the Production Department. Specific procedures for cleaning eachArea of Operation within the Production Department are in SOP's. Other Areas of Operation within the facility are cleaned as directed by the respective supervisorypersonnel.
6. MAINTENANCEEach Area of Operation is maintained in a state of good repair. A PreventiveMaintenance Program is in place to perform maintenance. Employees notify asupervisor whenever any portion of an Area of Operation is not in a state of good repairor fails to comply with the GMP's.
7. SANITATIONThe facility is kept free of infestation by rodents, insects, and other vermin via SOP.Trash and waste matter generated in the facility and around the immediate premises isdisposed of in a timely and sanitary manner. Procedures are designed and followed toprevent the contamination of raw materials, in-process material, packaging components,finished product, and equipment. When independent contractors are used for insectand/or rodent control, these services also operate pursuant to SOP.
8. SECURITYAccess to the building during regular business hours is controlled by a receptionist in thelobby as well as a key pad door lock at the personnel access door. After regular business hours the lobby is locked and access to the facility is through the personnelaccess door with appropriate security access code. The facility has an alarm systemthat monitors the entrances and exits.

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 11/26
GMP Condensed Overview Page 11 of 26
B. EQUIPMENT SYSTEMS
1. EQUIPMENT — GENERAL REQUIREMENTSEquipment used to manufacture product is designed to be of appropriate design,adequate size, and located to be operated consistent with its intended use. Equipment isconstructed so surfaces that contact raw materials, in-process material, packagingcomponents, or finished product is not reactive, additive, or absorptive, thus preventingalteration of the safety, quality, identity, purity, or potency of product. SOP's assurethat substances required to operate equipment, such as lubricants and coolants, do notcome in contact with raw materials, in-process material, packaging components, orfinished product. Equipment used to manufacture Thorne products is maintained andcleaned in compliance with SOP's.
2. EQUIPMENT — MAINTENANCEEquipment is maintained at appropriate intervals to prevent malfunction orcontamination that would alter the safety, quality, identity, purity, or potency of aproduct. Maintenance on manufacturing equipment is performed by Thorne personnel.
A record of maintenance performed on each piece of critical manufacturing
equipment is maintained.
3. EQUIPMENT — CLEANINGSOP's are followed to clean equipment. The SOP's include a detailed description of themethods, equipment, and materials to be used to ensure the equipment is clean. After apiece of equipment is cleaned according to SOP, a second check is performed by asupervisor or quality control personnel to verify cleanliness, and the cleaning is recordedon a cleaning record. Every piece of equipment that contacts a raw material or aproduct is tagged with a status tag indicating the equipment's current cleaning status.
Equipment is protected from contamination between use and is inspected beforeuse to assure it is clean.
4. EQUIPMENT TYPES AND FUNCTIONSManufacturing equipment types and functions used in the transformation of rawmaterials to finished product including the following:(1) Blending and Mixing – The reorientation of particles relative to one another in
order to achieve uniformity. Three random samples are taken from the mixedproduct and tested by Near- Infrared Spectroscopy with fiber-optic probe toverify that the homogeneity specification is met. If the product is not completelyhomogenous, the product is micro-milled to ensure homogeneity, then re-mixedand re-tested.
(2) Drying – The removal of a liquid from a solid by evaporation. A direct heating,static solids bed, drying room is used with ancillary heated forced air system.Product is loaded into the dryer with truck and trays.
(3) Particle size reduction – The mechanical process of breaking particles intosmaller pieces via one or more particle size reduction mechanisms. Screeningmills with a rotating impeller or oscillating bar are used to cut the particles bymechanical shearing that reduces particle size to less than or equal to screen size.
(4) Particle Separation – Particles are segregated based upon particle size alone andwithout any significant particle size reduction. A sieve separator uses ultrasonicvibration as the mechanical means to induce particle movement.
(5) Granulation – The process of creating granules. Wet Low-Shear Granulation isused for powder densification and/or agglomeration by the incorporation of a

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 12/26
GMP Condensed Overview Page 12 of 26
granulation fluid into the powder with low-power-per-unit mass, throughrotating low shear forces.
(6) Unit Dosing – The division of a powder blend into uniform single portions fordelivery to patients. Encapsulation and powder or liquid filling is used as theoperating principles. Some products, such as liquid gelcaps, are manufactured by outside vendors.
(7) Encapsulation – The division of raw materials into hard cellulose capsules. The
operating principles are: rectification (orientation of the hard cellulose capsules),separation of the capsule caps from bodies, dosing of fill material/formulation,rejoining of caps and bodies, and ejection of filled capsules. Encapsulation useseither a rotating auger or tamping into a bored disk (dosing disk) as the materialdelivery system.
(8) Powder filling – The division of a powder blend into a container closure system.A rotating auger system is used to deliver the predetermined amount forcontainer fill.
(8) Liquid filling – The division of a liquid blend into a container closure system. Aperistaltic tube pump is used to deliver the predetermined amount for containerfill.
(9) Inspection – Roller inspection equipment is used to present the filled capsules forviewing and manual method of separation of capsules having defects.
SECTION IV. MATERIALS MANAGEMENT SYSTEM
A. RAW MATERIALS AND PACKAGING MATERIALS
1. GENERAL REQUIREMENTSSOP's are followed which describe the receipt, identification, handling, sampling, testing,and approval or rejection of raw materials and packaging materials. Precautions aretaken to prevent contamination of raw materials and packaging materials. Rawmaterials and packaging materials are handled in a manner to prevent contamination,are stored off the floor, and are suitably spaced to permit inspection. A form is
completed for incoming raw materials and packaging materials. Upon receipt, eachcontainer of raw material or packaging material is identified with an assigned LotNumber. This Lot Number is used to record the disposition of each Lot. Each Lot isidentified as to its current status in the facility: Released, Quarantined, or Rejected.
2. RAW MATERIALSThe acceptable condition of every incoming raw material is verified. A Raw MaterialReceiving Report is completed for every incoming raw material. The container of eachincoming raw material is labeled with a quarantine sticker and placed in the Quarantinearea. A sample of every container of raw material is obtained by Quality Controlpersonnel, unless the raw material supplier has been validated by Thorne Research. Forraw material from a supplier on the Validated Supplier List, the sample size will be the
square root of the number of containers + one. The in-house Quality Control laboratoryperforms the appropriate test on every sample of incoming raw material. Purity,potency, quality, heavy metals, pesticides, and other contaminants can be tested for onour Inductively Coupled Plasma Spectrometer (ICP), High Pressure LiquidChromatograph (HPLC) with series 200 Diode Array Detector and series 200Fluorescence Detector, Gas Chromatograph/Mass Spectrometer (GCMS) with FlameFluorescence Detector and Electron Capture Detector, as well as our Near InfraredSpectrophotometer. When necessary, bacterial testing is outsourced. A sampled rawmaterial is either released or rejected by Quality Control and transferred to the storage

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 13/26
GMP Condensed Overview Page 13 of 26
area for raw materials and packaging components. A raw material that is rejected issegregated from released raw material secure in the locked Reject Cage, andsubsequently returned to the manufacturer or destroyed. If the Retest date for a rawmaterial is reached, or if there is reason to suspect it has become contaminated, the rawmaterial is re-tested and re-certified.
3. PACKAGING MATERIALS
A Packaging Material Receiving Report is completed for each incoming packagingmaterial. An incoming packaging material is placed in the holding area for incomingpackaging materials with the appropriate paperwork affixed.. A primary packagingmaterial is placed in Quarantine. The acceptable condition of each incoming packagingmaterial is verified. Acceptability is determined by verifying that a container is notdented, crushed, or extraordinarily dirty, and, in the case of a carton, bag, or drumholding the material, that the container is intact and not punctured or defaced. Incomingprimary packaging materials are sampled by Quality Control. In the case of labels, eachroll of labels is inspected. A sampled primary packaging material is either released orrejected by Quality Control and transferred to the storage area for primary packagingmaterials. A packaging component that is rejected is segregated from releasedpackaging components and subsequently returned to the manufacturer or destroyed.Labels that are released are placed in the locked Labeling Room with controlled access.
4. TESTING AND RELEASE OF RAW MATERIALS(1) Each container of raw material is withheld from use until that container has been
sampled, tested, or examined, as appropriate, and released for use by qualitycontrol personnel. Confirmation of the acceptability of an incoming raw materialis made by taking into account the supplier source, a review of a Certificate of Analysis, if one is present, as well as by visual experience, taste, feel, etc.Comparison may be made to standards kept, if in doubt; or analysis is made if there is an acceptable material standard available. An incoming raw material isanalyzed in the Quality Control laboratory using Near-Infrared Spectroscopy(NIS) with fiber-optic probe. This method of analysis provides a uniqueabsorbance pattern for each sample, allowing spectral matching interpretation
for identification and qualification of the raw material. In addition, rawmaterials may be analyzed by Inductively Coupled Plasma, High PressureLiquid Chromatograph (HPLC) with series 200 Diode Array Detector and series200 Fluorescence Detector, Gas Chromatograph/Mass Spectrometer (GCMS)with Flame Fluorescence Detector and Electron Capture Detector, forconfirmation of a supplier's Certificate of Analysis. When necessary, bacterialtesting is outsourced.
(2) Each representative sample is examined and tested to verify the identity of eachcomponent of the product. Raw materials are tested for conformity with allspecifications. In lieu of testing, a report of analysis may be accepted from thesupplier provided that the reliability of the supplier's analyses has beenestablished through appropriate checking of the supplier's test results atappropriate intervals.
(3) Each container of a raw material that is susceptible to microbiologicalcontamination that would render it unfit for intended use is subjected tomicrobiological testing before use. Each container that is susceptible tocontamination with filth, insect infestation, or other visually evident adulterant isexamined and rejected if found.
(4) Each container that meets the appropriate specification of identity, amount of dietary substance, and quality is approved and released for use. Any containerthat does not meet specifications is rejected.

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 14/26
GMP Condensed Overview Page 14 of 26
5. USE OF RAW MATERIALS / PACKAGING MATERIALSRaw materials and packaging materials approved for use are rotated so that the oldestapproved material is used first; i.e., FIFO (first in first out). Deviation from thisrequirement is permitted if appropriate.
6. RETESTING OF RAW MATERIALS / PACKAGING MATERIALSUpon the retest date or after an extended period of time in storage, a raw material orpackaging material is retested or reexamined, and once more approved or rejected. Araw material or packaging material also is retested or reexamined after exposure to air,heat, or other conditions that might adversely affect the material's safety, quality,identity, purity, or potency, or if there is reason to suspect it has become contaminated.
7. REJECTED RAW MATERIALS / PACKAGING MATERIALSA rejected raw material or packaging material is identified and segregated in a secureReject Cage to prevent its use. A rejected raw material or packaging material notreturned to its manufacturer is disposed of. A record of material destruction is madeand kept on file.
B. HOLDING AND DISTRIBUTION OF FINISHED GOODS1. ORDER RECEIVING AND RECORD OF DISTRIBUTION
(1) Telephone, facsimile, electronic mail (e-mail), and mailed orders received fromcustomers to purchase product are received and processed by Customer Servicerepresentatives. After entry of all necessary information by the Customer Servicerepresentative, a Picking Slip is transmitted to the Shipping Department forassembly and shipment of the order.
(2) The product code, product Lot Number, and quantity ordered are verified andsecond-checked. Total number of bottles ordered, shipping box size, number of boxes shipped, and initials of the employees preparing the order are entered onthe Picking Slip. After the order has been completed for shipping, the employeeinvoicing the order (Invoicer) verifies the Picking Slip against the computer
record.(3) For each order invoiced, the inventory record is adjusted by the computer to
correctly reflect the new inventory balance. As each item is invoiced, the date,invoice number, purchase amount, and quantity shipped is recorded.
(4) The computer records all invoices, adjusts product inventory according to acompleted Picking Slip, records Lot Numbers of products shipped, andmaintains a running account of inventory activity. A permanent record (hardcopy) of sales activity is maintained in storage files.
2. WAREHOUSING PROCEDURESFinished product is held in the storage area for in-process materials until released byQuality Control. Finished product is then placed in the storage area for finished
product. Finished product is held in the storage area for finished product underappropriate conditions of temperature, humidity, and light so the safety, quality,identity, purity, and potency of the product is not adversely affected.
3. DISTRIBUTION PROCEDURESOldest manufactured product is distributed first, unless a more recently manufacturedproduct is manufactured for a specific customer. A permanent distribution record iskept for each product, and retained one year beyond expected expiration date, to assurean effective product recall should one become necessary.

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 15/26
GMP Condensed Overview Page 15 of 26
SECTION V. PRODUCTION OPERATIONS SYSTEM
A. PRODUCTION OPERATIONS
1. AREAS OF OPERATIONAreas of Operation within the Production Department include: The dispensing andmixing area, The finish dosage area, and The packaging area (bottling and labeling).
2. MANPOWERThe necessary number of qualified Production Department personnel are scheduled towork each shift to perform the various responsibilities involved in manufacturing dietarysupplement products.
3. NEW EMPLOYEESNew employees are trained to perform the essential duties of the assigned job, whichduties include the ability to perform the various responsibilities outlined in these GMP's.
Training records for each employee are kept on file.
B. PRODUCTION PERSONNEL
1. PRODUCTION PERSONNEL — QUALIFICATIONSEither by training, education, and/or experience, Production Department personnel areable to perform the essential duties of their jobs. Production Department personnelreceive initial and recurrent training in these GMP's. Production Department personnelresponsible for supervising manufacturing have the necessary training, education,and/or experience to assure each Thorne product is manufactured with the safety,quality, identity, purity, and potency the product is represented to possess.
2. PRODUCTION PERSONNEL — RESPONSIBILITIES(1) To maximize cleanliness in the Production Area, Production Department
personnel:• Change into a clean uniform (blue overalls) or clean laboratory coat, as
applicable, at the beginning of each shift• Wear shoes purchased for use only in the Production Area• Wear hairnets at all times• Wear booties when required
(2) When necessary, gloves made of an impermeable material are worn compatiblewith the materials and work in which an employee is involved. When gloves areused they are maintained in an intact, clean, and sanitary condition. New glovesare put on after any possible contamination.
(3) When necessary, Production Department personnel wear protective apparel(head, face, hand and arm coverings) to protect product from contamination.
(4) Production Department personnel working in direct contact with raw materials,in-process material, or finished product wash their hands before starting work,after break periods and lunch, after returning from any departure from theProduction Department, or any time their hands become soiled or contaminated.Personnel always wash their hands before leaving a restroom.
(5) Any employee who has a health-related condition, such as an illness or openlesion which might adversely affect the safety, quality, identity, purity, orpotency of a product is excluded from direct contact with raw materials, in-

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 16/26
GMP Condensed Overview Page 16 of 26
process material, or finished product until the condition is alleviated. Anemployee with a possibly contagious condition is not permitted to work in theProduction Area. An employee with such a condition reports it to a supervisor.Production Department personnel are instructed to report to a supervisor anyemployee health condition that might have an adverse effect on a product.
(6) Additional responsibilities of Production Department personnel are outlined inthe Thorne Research Employee Handbook.
C. MANUFACTURING PROCEDURES
1. STANDARD OPERATING PROCEDURESManufacturing procedures are designed to assure each product has the safety, quality,identity, purity, and potency it is represented to possess. The various proceduresutilized in manufacturing are followed for every product and are documented at the timeof performance. Any deviation from a manufacturing procedure is recorded and justified. The following manufacturing procedures ensure that each product has thequality, identity, purity, and potency it is represented to possess.
2. USE OF RAW MATERIALS
Weighing, measuring, or subdividing operations for a raw material are supervised. Asecond employee checks the work of the first employee performing the operation. Rawmaterials used to manufacture a product are accounted for by double-check methodfrom the Production Run Report. Every processed order has the raw material used in itsmanufacture deducted from inventory. Yields, both actual and theoretical, aredetermined by Quality Control personnel. A significant discrepancy is accounted forand checked.
3. EQUIPMENT IDENTIFICATIONEach compounding and storage container, processing line, and piece of manufacturingequipment used during the production of a batch is identified to indicate its contents.An example Master Equipment List of all critical process equipment is included in the
GMP.
4. PROCESSING ROOMSEach processing room is labeled with a placard on the door listing the product numberand lot number currently in process. Each processing room is labeled with a placard onthe door listing the cleaning process and cleaning step currently in process. All lights inthe processing rooms are covered during the manufacturing process and covers arecleaned during room cleaning.
5. SAMPLING IN-PROCESS MATERIALControls, tests, or examinations are conducted on samples of an in-process material of each batch to assure batch uniformity and product integrity. To test the homogeneity of
a batch, three diverse samples taken from a batch are analyzed by Near-InfraredSpectroscopy with fiber-optic probe.
6. REPROCESSINGA finished product manufactured using a reprocessed material must meet the sameidentity, amount of dietary substance, and quality characteristics represented for thesame product produced from virgin materials. A Reprocessing Product SOP providesdirections for reprocessing the material. All reprocessing information becomes a

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 17/26
GMP Condensed Overview Page 17 of 26
permanent part of the batch records. At the completion of reprocessing, the product issubmitted to the Quality Control Laboratory for testing.
SECTION VI. PACKAGING OPERATIONS SYSTEM
A. LABELING CONTROL
1. GENERAL REQUIREMENTSProcedures are observed for the receipt, storage, examination, and testing of labels andpackaging materials. Only labels and packaging materials meeting requiredspecifications are released for use. Locked access to labels in the Label Room is limitedto authorized Production Department personnel. The ink-jet printer on the bottling lineused to imprint Lot Number and expiration date on the bottle is monitored to assureimprinting conforms to the print specified on the Production Run Report. Labels are bar-coded for each product Stock Keeping Unit (SKU). The bar code is changed and thelabel is reprinted whenever there is any change made to the amount of dietary substancein a product.
2. ISSUING OF LABELSStrict control is exercised over labels issued for use in labeling operations. ProductionDepartment personnel comply with procedures for issuing labels.
3. LABELING OPERATIONSThe appropriate personnel complete a Packaging record. Once the labeling machine isset up, supervisory personnel verify that the label being used, the Lot Number, and theexpiration date are correct. An in-line bar code scanner assures that all labels applied toproduct bottles are correct. An audible alarm sounds when an incorrect label is detectedprior to the label being applied to the product bottle. Returned labeling is maintainedand stored in the Label Room in a manner to prevent mix-ups and provide properidentification.
B. PACKAGING CONTROL
Packaging SOP's assure the correct labels, labeling, and packaging materials are used fora product. After completion of bottling the work area is cleaned and the bottlingequipment is cleaned according to SOP.
C. TAMPER- AND CHILD-RESISTANT PACKAGING
Where applicable, Thorne complies with federal regulations regarding tamper-resistantand child-resistant packaging.
D. PRODUCT INSPECTION
A packaged and labeled product is examined during finishing operations to provideassurance that containers and packages in the lot have correct labeling. A representativesample of a finished product is evaluated by Quality Control personnel for compliancewith packaging specifications. A product meeting specifications is released. Productsnot meeting specifications are rejected and subjected to reworking until specifications

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 18/26
GMP Condensed Overview Page 18 of 26
are met or, if reworking is not possible, destroyed. A representative sample collectedfrom each Lot Number of a product is retained in storage for one year beyond theproduct's expiration date.
E. EXPIRATION DATING
To assure a product meets applicable standards of safety, quality, identity, purity, andpotency at the time of use, every product bears an expiration date. Rationale andmethodology used to establish an expiration date for a product include: Analytical dataon the product or analytical testing of nutrients in like products over the shelf-life timeperiod, or Three-month accelerated stability under conditions of 45°C and 75-percentrelative humidity may be used for an assigned shelf-life of two years. Longer times may be assigned after room temperature analysis confirms the extended date. Shelf-lifestudies are limited to nutrients for which an RDA is established (excluding minerals),and nutritional supplements for which a specific potency label claim is made. Anexpiration date is placed on every bottle of finished product.
SECTION VII. LABORATORY CONTROL SYSTEM
A. GENERAL REQUIREMENTS
(1) All specifications, standards, sampling plans, test procedures or otherlaboratory control mechanisms, including any changes to the same, are drafted by the appropriate staff, and reviewed and approved by Quality ControlLaboratory Manager. Any deviation from an approved specification, standard,sampling plan, test procedure or other laboratory control mechanism is recordedand justified.
(2) Laboratory controls include the establishment of scientifically sound andappropriate specifications, standards, sampling plans and test proceduresdesigned to ensure that raw materials, packaging materials, in-process material,
and finished products conform to appropriate standards of safety, quality,identity, purity, and potency. In-house Quality Control laboratory controlsinclude:a. Determination of conformance with specifications for the acceptance of
each lot within each shipment of materials, and labeling used inmanufacturing a product.
b. Determination of conformance with specifications and a description of representative sampling and specific testing procedures for in-processmaterials.
c. Determination of conformance with descriptions of representativesampling procedures and appropriate specifications for finishedproducts.
d. The calibration of instruments at intervals to assure accuracy and
precision, and provisions for remedial action in the event accuracyand/or precision limits are not met. Instruments not meeting establishedspecifications are not used until re-calibrated.

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 19/26
GMP Condensed Overview Page 19 of 26
B. LABORATORY METHODOLOGY
The primary laboratory methodologies used in the in-house Quality Control laboratory areNear-Infrared Spectroscopy (NIR)using fiber-optic probe and Inductively Coupled Plasma(ICP). These methodologies are used to determine the acceptability of raw materials, in-
process material, and finished product.Purity, potency, quality, heavy metals, pesticides, and other contaminants can be testedfor on our Inductively Coupled Plasma Spectrometer (ICP), High Pressure LiquidChromatograph (HPLC) with series 200 Diode Array Detector and series 200Fluorescence Detector, Gas Chromatograph/Mass Spectrometer (GCMS) with FlameFluorescence Detector and Electron Capture Detector, as well as our Near InfraredSpectrophotometer.
When necessary, bacterial testing is outsourced.

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 20/26
GMP Condensed Overview Page 20 of 26
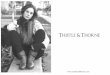
ATTACHMENT 1 — PROCESS FLOW CHART
QC LABTEST
QC & QAFinished Product
BatchRecordReview
Receive Material•Remove a MaterialSam le
Quarantine Material
Meet Specification•Release Material
Issue Manufacturing
Records
Dispense Materials•All weights verifiedand 2nd checked
Mixing Operations
•NIR Scan for Identification•ICP
•HPLC•GC/MS• Bacterial Testing• Review the Supplier’s
Certificate of Analysis
•QC Yieldverification
Finished DosageOperations
•QC In-processtesting•QC Yield
Bottling Operations•QC In-processtesting
Labeling Operations
•QC In-processtesting•QC Yield
ACCEPT• Release Product for Sale
Out-Of-Spec• Investigate& Disposition
Out-Of-Spec• Investigate& Disposition
•QA review all testresults and approverelease of material
•QA review allmanufacturing
records
QC LABTEST
Meet Specification•Release Material
Out-Of-Spec• Investigate& Disposition
QC Lab testing of 3samples•Homogenous Blend
•NIR Scan for Identification•ICP•HPLC•GC/MS• Bacterial Testin

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 21/26
GMP Condensed Overview Page 21 of 26
ATTACHMENT 2 — SOP INDEX (for 161 pages)ProcedureNumber
Department Current Version/ Effective Date
Distribution# of copies
Documentation QA MFG
DCMP Customer Complaints 2/Mar 25,2004 1 1
DRCL Product Recall New/Dec 17, 2001 1 1
DRPR Reprocessing Product New/Dec 17, 2001 1 1DRTN Returned & Salvaged Product New/Dec 17, 2001 1 1
DTRN Training Rev 1/Apr, 2002 1 2
Facility
FACC Calibration New/Feb 14, 2002 1 1
FACM Maintenance New/ Feb 14, 2002 1 1
FACP Pest/Rodent Control Rev 3/Oct 30, 2003 1 1
FACS Sanitization & Cleaning New/Feb 14, 2002 1 1
FACSI Self Inspection New/Jan 15, 2003 1 1
Occupational Health & Safety
OHS1 Respiratory Protection Program Rev 1/Aug 9, 2002 1 2
OHS2 Hazard Identification Program New/July 26, 2002 1 2OHS3 Hazard Communication Program New/July 26, 2002 1 2
OHS4 Chemical Hygiene Plan New/July 26, 2002 1 1
OHS5 Hazard Evaluation Program New/July 26, 2002 1 2
OHS6 Carbon Monoxide Monitor Rev 1/May 1,2003 1 1
OHS7 Lock Out-Tag Out Rev 1/Apr 14,2004 1 2
Operations
OPC1 Cleaning/Sanitization New/Jan 13,2003 1 2
OPC2 Automated Parts Washer New/Jan 31,2003 1 2
OPD Dispensing Rev 2/Nov 17, 2002 1 1
OPE1 Encapsulation New/Nov 17, 2002 1 2
OPF1 Powder Filling New/Sept 19, 2002 1 2OPG General Rev1/Dec 22, 2003 1 2
OPM Mixing Rev2/Oct 20, 2002 1 1
OPNEO New Employee Orientation Rev 1/Jan 7,2003 1 2
OPL1 Labeling Rev 4/Nov 21, 2003 1 1
OPL2 Printing of Case Labels New/June 18, 2003 1 1
OPP2 Bottling Rev 1/Jan 13, 2003 1 2
OPP3 Packaging Components New/Feb 14, 2001 1 1
Quality Control Laboratory
QDEV Deviation New/Dec 2, 2002 1 1
QCE Expiration Dating New/Feb 14, 2002 1 1
QINV Investigation New/Dec 2, 2002 1 1QMFP Lab Method Finished Product New/Dec 20, 2002 1 1
QMICP Lab Method ICP New/Jan 06,2003 1 1
QMMD Lab Method Microwave New/Jan 06,2003 1 1
QMMF Master Manufacturing Formulas New/Dec 29,2003 1 1
QMNIR Lab Method NIR Rev 1/Jan 10,2003 1 1
QMRM Lab Method Raw Material New/Jan 06,2003 1 1

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 22/26
GMP Condensed Overview Page 22 of 26
ProcedureNumber
Department Current Version/ Effective Date
Distribution# of copies
QRM Testing Incoming Raw Materials New/Nov 21-2003 1 1
QRR Records Retention New/Nov 21-2003 1 1
QSTAB Product Stability Program New/Dec 2, 2002 1 1
QSV Supplier Validation New/July 1, 2003 1 1
QTS Testing Standards New/Nov 21-2003 1 1QYR Yield Reconciliation New/Nov 21-2003 1 1
Warehouse
WHR1 Receiving-Material Handling Rev 3/July 14, 2003 1 1
WHR2 Raw Material Labeling New/June 18, 2003 1 1
W HS Shipping New/Apr 30, 2002 1 1

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 23/26
GMP Condensed Overview Page 23 of 26
Attachment 3 – SAMPLE SOP
Thorne Research Standard Operating ProcedureLABELING
Procedure Number: OPL1Purpose:The purpose of this procedure is to describe the steps to follow in the labeling of bottledproduct.Scope:This procedure applies to the production personnel and equipment utilized in the labeling of bottled product.Responsibilities:It is the responsibility of Thorne Research manufacturing personnel to follow this procedure. Itis the responsibility of production management to review and update this procedure asrequired.Procedure:1.0 General -
1.1 Prevent mix-ups and cross contamination by physical or spatial separation fromoperations on other products.1.2 Identify the product with lot or control number that permits determination of the history
of manufacture and control of the batch.1.3 Examine all packaging and labeling materials for suitability and correctness before
actual packaging operations begin.1.4 Inspect the packaging and labeling facility immediately before use to assure that all
products have been removed from the previous operations.1.5 Packaged and labeled Thorne products shall be examined during finishing operations to
provide assurance that containers and packages in the lot have the correct label and lotnumber.
2.0 Line Set Up -2.1 Obtain the proper pre-printed “Packaging Department Labeling and Packaging
Instructions” (will be referred to as “line sheet”) for the product to be labeled.2.2 Review the line sheet for SPECIAL INSTRUCTIONS prior to starting the run.2.3 Inspect the labeling line before use to ensure that all products have been removed from
previous operations.2.4 Move filled bottles of the product to be labeled to the end of the labeling line.2.5 Have authorized person retrieve labels from the controlled label room. Record the
quantity of labels on the line sheet.2.6 Verify the proper labels and quantity have been delivered to the line.2.7 Set up labeling line equipment to run the bottle size. Equipment to be set up are: labeler,
bar code reader/error lockout device, printer, induction sealer, tamper seal applicator,and case erector/taper.
2.8 Scan the bar code of a verified label into the bar code reader/error lockout device andverify proper function of the device.
2.9 Input Lot Number and Expiration date into the printer. Test the printer to verify theinformation is correct.
2.10 Print the required number of box labels on the printer in the Receiving office. If a printed box label is not available, enter the Lot# and expiration date into “sticker gun”. Testthe sticker gun to verify the information is correct. Obtain a supervisors review andapproval of the printed box labels
2.11 Affix an example box label, or example sticker if applicable, to the line sheet.2.12 Prepare shipping boxes by applying box labels, or stickers if applicable.2.13 Set up the case erector/taper for the proper box size.

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 24/26
GMP Condensed Overview Page 24 of 26
2.14 Obtain a Production Supervisor check of all line set up, rolls of labels for the entire run,lot number, paperwork, and bin tags.
2.15 Start the labeling operations.
3.0 Labeling Run -3.1 Quality Control personnel shall check labels, lot number, paperwork, and bin tags during
the labeling run.
3.2
The time start, time finished, initials of each labeler operator and operator who is casepacking product are recorded on the In Process Release Information section of the linesheet.
4.0 Line Shutdown –4.1 Count and record the number of cases, quantity per case, number of bottles in partial
cases, and Total bottles that are labeled and palletized.4.2 The label control person will reconcile all labels used in the packaging operation.
4.2.1 Count and record the number of labels that were destroyed.4.2.2 Calculate and record the number of labels used.4.2.3 Calculate the % of labels returned ÷ labels used4.2.4 The reconciliation shall be 98%-102%. Anything outside of this range will
require a written, documented investigation as to the cause of the
discrepancy.4.3 Document the time the labeling operation was completed4.4 Quality Control personnel shall check and verify the bottle count and verify lot numbers
at the end of the labeling run.4.5 Operators will complete a line clearance and ensure that all materials and components
from the labeling run are removed.4.6 Take the line sheet and one completed bottle to the Production Office.
5.0 Batch Approval and Release –5.1 The Production Manager, or supervisor, will complete the line sheet, then take to QC to
have a Final Release form completed.5.2 QC personnel will complete a Final Release form for the batch.5.3 The completed line sheet, Final Release Sheet, and one completed bottle will be taken to
the Office Administrator for their inspection and approval.

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 25/26
GMP Condensed Overview Page 25 of 26
Attachment 4 – FULL INDEX From THORNE 63 Page GMP
SECTION I. GENERAL PROVISIONS............. ............. ............ ............. 4
A. PURPOSE OF GMP'S. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
B. GMP STRUCTURE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
C. APPLICATION OF GMP'S. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
D. ORGANIZATION CHART . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
E. DEFINITIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
SECTION II. QUALITY SYSTEMS............ ............ ............. ............ ....... 8
A. QUALITY ASSURANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
B. QUALITY CONTROL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
C. STANDARD OPERATING PROCEDURES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
D. RECORDS AND REPORTS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
SECTION III. FACILITY AND EQUIPMENT SYSTEMS.... .... .... .... .... ..... .. 15
A. FACILITY SYSTEMS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
B. EQUIPMENT SYSTEMS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
SECTION IV. MATERIALS MANAGEMENT SYSTEM.. .... .... .... .... .... .... .. 20
A. RAW MATERIALS AND PACKAGING MATERIALS. .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 0
B. HOLDING AND DISTRIBUTION OF FINISHED GOODS. .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 5
SECTION V. PRODUCTION OPERATIONS SYSTEM.. .... .... .... .... .... .... .. 27
A. PRODUCTION OPERATIONS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 7
B. PRODUCTION PERSONNEL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
C. MANUFACTURING PROCEDURES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 8
SECTION VI. PACKAGING OPERATIONS SYSTEM..... .... .... .... .... ..... .... 31
A. LABELING CONTROL. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
B. PACKAGING CONTROL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
C. TAMPER- AND CHILD-RESISTANT PACKAGING .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 2

7/16/2019 Gmp Handout Thorne
http://slidepdf.com/reader/full/gmp-handout-thorne 26/26
GMP Condensed Overview Page 26 of 26
D. PRODUCT INSPECTION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
E. EXPIRATION DATING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
SECTION VII. LABORATORY CONTROL SYSTEM .... .... .... .... .... .... ..... .. 34
A. GENERAL REQUIREMENTS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 4
B. LABORATORY METHODOLOGY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 5
ATTACHMENT 1 — PROCESS FLOW CHART ............. ............ ............. 36
ATTACHMENT 2 — BUILDING LAYOUT DIAGRAM .... .... .... .... .... .... ..... .. 37
ATTACHMENT 3 — MATERIAL FLOW DIAGRAM .... ..... .... .... .... .... ..... .... 40
ATTACHMENT 4 — PERSONNEL FLOW DIAGRAM...... .... .... .... .... ..... .... 41
ATTACHMENT 5 — DIFFERENTIAL PRESSURE DIAGRAM.... ... ... ... ... ... 42
ATTACHMENT 6 — MASTER EQUIPMENT LIST .... ..... .... .... .... .... ..... .... 43
Appendix A – Packaging Material Receiving Report. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 5
Appendix B – Raw Material Receiving Report . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 6
Appendix C – Master Production Record . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 7
Appendix D – Dispensing Sheet. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 8
Appendix E – Mixing Sheet. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
Appendix F – Encapsulation Record. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 1
Appendix G – SPC Control Chart . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Appendix H – Labeling R ecord . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
Appendix I – Thorne Minerals Final Release Form.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 5
Appendix J – Thorne Product Final Release Form.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 6
Appendix K – Lab Record> Raw Material Test Results. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 7
Appendix L – Lab Record> Finished Product Test Results. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 8
Appendix M – Distribution Record . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 9
Appendix N – Standard Operating Procedure > OPP1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 0
Appendix O – Standard Operating Procedure > OPP2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 2