Embed Size (px)
DESCRIPTION
Brochure about the gas-infrared pourus burner RADIMAX from GoGaS for industrial drying processes.
Citation preview

59
Burner & Combustion REPoRTS
4-2012 heat processing
Infrared drying with porous burners in industrial environments
by Michael Angerstein
The use of gas infrared burners in general provides huge advantages in many drying and heating processes. Porous burners, being the only short-wave gas infrared burners in the world, are quite special in this regard. The particular features offered by porous burners will be addressed further down in this article.
They are ready for operation in just a matter of minu-tes, meaning that the long heat-up phase needed with many convection heaters is no longer necessary.
And yet, when using gas infrared burners, the heat trans-ferred is often so high that the drying phase can be much shorter than with circulating air dryers, or higher drying performance can be achieved with the same drying time.
oPERaTINg PRINCIPlEHeat from infrared radiation is transmitted without any kind of contact from the radiation source (the gas infrared burner) to the recipient of the radiation. The dry air allows 100 % of this radiation to pass through.
Only when the infrared radiation meets a surface is the radiated energy converted into heat. This operating principle will be very familiar to anyone in a wintery envi-ronment sensing the warming effect of the sun on their skin. The highly efficient gas infrared radiant heaters used for low-energy space heating work in a quite similar fashion.
Gas infrared burners used for drying in industrial environ-ments are burners that are operated using a combustion air fan. This provides them among other things with better con-trol facilities and allows them to achieve the kind of repro-ducibility in output that is required in industrial processes.
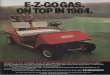
Fig. 1 is a schematic diagram showing an example structure of a gas infrared unit. The individual burners are lined up in a series to create any desired length. Two lines of burners are usually joined to form a ‘twin row’. Single or twin rows have ducts fitted on the sides, and this arrange-ment then forms a single unit. It is possible to arrange any number of these units behind one another.
Fig. 1 shows two of these twin rows as an example. Please note that the burner is supplied with gas and com-bustion air separately and is entirely independent from the ambient air circulation system, which is also depicted.
Gas and combustion air are supplied to the burner and burned there. The hot surfaces of the burner emit a very even infrared radiation that is then used for drying or heating.
The hot gases from the combustion process and the solvents evaporated in the drying process – usually steam – are collected via the suction ducts.
oPTImum ENERgy uSE If the product to be dried permits, the heat energy from the combustion process can be further exploited. In this case, only part of the flow is discharged through the roof, thus preventing the ambient air circulation system from being saturated – for example with the vaporous solvent, which is usually steam.
The discharged portion must have fresh air added to it, which is achieved by means of a corresponding valve control system. The largest part of the still-hot gases remain in the ambient air circulation system and are blown via the pressure-side ducts onto the product to be dried.
This means that, in addition to the radiated heat, there is also convection, thus deriving the maximum possible benefit from the energy.
HIgH lEVEl flExIbIlITyGas infrared burners are large-surface burners, which means that the radiation is emitted very evenly from the entire radiating surface. By arranging burners as appropri-

60 heat processing 4-2012
REPoRTS Burner & Combustion
ate, they can be adapted to the shape of the workpieces. The ability to switch individual rows of burners on and off provides a great deal of flexibility. Systems are also used in practice that enable the radiation width to be modified.
By switching off unneeded burners – in the case of narro-wer web widths, for example – this allows even more ener-gy to be saved and the already low operating costs to be reduced even further by saving gas. Moreover, the surface burners can be adjusted smoothly to any value between at least 50 % and 100 % output. The porous burner can even achieve values of between around 20 % and 100 %.
Large-surface products are particularly well-suited to drying processes with gas infrared burners in principle. Inde-ed, gas infrared burners are used very successfully to dry coated paper web or coated steel strip, to quote examples.
The paper industry works with widths of up to 11 m running at speeds of more than 2000 m/min. While medium-wave gas infrared burners have been in use for decades to dry paper that has been coated on one or both sides, the new type of porous burners have only been in use since 2006.
Porous burners have more than proven their value in the harsh arena of everyday practical use. Measurements have confirmed that the high performance of the porous burner (connected loads of up to 1,000 kW/m² possible) does not impair the quality of the paper in any way. The much higher supply of energy is used to the same extent for drying as is the case with the much weaker medium-wave burners.
This means that in the paper industry – using the same available space, meaning that no changes are made to the route taken by the web when switching to a porous burner system – the drying performance can be increased many times over.
Also of interest is the ability to balance out certain variations in moisture content across the width of the paper web. To achieve this, the required number of burner rows are fitted with a ‘profile correction’ system. This enables each individual burner in the row to supply varying output, based on the demands of the moisture profile (Fig. 2).
The humidity is measured continuously over the width of the web and the burner out-put of each individual burner is automatically modified so that the residual moisture beyond the IR zone is as even as possible throughout the width of the web.
PoRouS buRNERS foR DRyINg CoaTED STEEl STRIPSThe use of porous burner to dry coated steel strip is relatively new. The speeds that the strip
move at here are much lower than those of the paper industry, but that does not mean that the task at hand is any less complex, as shown by the following requirements profile:
Strip width: 700 to 1750 mmStrip thickness: 0.25 to 3.00 mmStrip speed: 3 to 130 m/min
Coating: aqueousCoating weight: 4 g/m² per side, wet
Strip supply temperature: 35 °CStrip outlet temperature: min. 100 °C PMT (peak metal temperature)Direction of strip running: horizontal
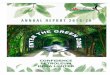
Three twin rows are fitted with a total of 144 porous burners for each line side. The heated width could be switched to 900, 1,200, 1,500 and 1,800 mm width levels.
Therefore, with strip of 700 mm in width, a heated width of 900 mm was used, while with a strip width of 1750 mm, a width of 1800 mm was used for using. The different heated widths are shown in Fig. 3.
Output is regulated on the basis of the thickness of the material, the speed and the coating material. The various parameters and settings are stored in the PLC as a formula to enable the dryer to enter the correct mode of operation auto-matically when a stored formula is preselected. This means that the correct width, the required output and the appro-priate number of burner rows are automatically activated.
Each twin row is fitted with a swivel joint that enables it to be folded away 90° when no longer in use. The swivel
Fig. 1: Construction in principle

61
Burner & Combustion REPoRTS
4-2012 heat processing
joint was fitted for two reasons:1. The first is that in the event that the strip stops suddenly,
the rows can be folded away and operated in low-load mode. This ensures that the strip does not overheat. When the strip is moving again, production can be resu-med almost immediately.
2. Furthermore, in the interest of easier maintenance, where strip is running at a height of over 2 m, platforms are integrated into the dryers. This enables easy access to the burners while they are folded away.And replacing a burner is also very simple. Simply remove
the four screws on the rear side of the burner, then the new burner and its mounting can be fitted. There is no need to disconnect a gas hose, valve or similar to replace a burner.
In another case, there was a need to increase the output of a dryer, because the circulating air dryer in use until then sim-ply did not provide enough drying performance, even though the ambient air temperature was set as high as possible.
Strip width: 650 to 1650 mmStrip thickness: 0.3 to 3.00 mmStrip speed: 150 m/min
Coating: aqueousCoating weight: 5 g/m² per side, wetDirection of strip running: horizontal
Three twin rows are fitted with a total of 144 porous burners for each line side. The heated width could be switched to 900, 1,200, 1,500 and 1,800 mm width levels. The length here was limited to 5.5 m because the tension roller drive station came directly after the dryer.
Whenever the strip was not sufficiently dried, not only did it make the tension rollers dirty, which made complex cleaning work necessary (thus also causing downtime), but it also caused problems with the strip feed because the still-wet strip was slipping on the rollers. As a result, the insufficient drying performance of the circulating air dryer had to be operated with a much reduced feed speed.
Additional, a supporting roller that ran in parallel had to be fitted to the dryer supply point and automatically moved away when the coater was coating the steel strip in order to avoid disrupting the coating process. If the coater is not in use, however, the roller is used to support the uncoated strip.
The result – the strip slack can vary massively depending on the mode of operation. An automated height adjuster was therefore fitted for exactly this situation. Each twin row (in addition to the properties of the aforementioned dryer) is moved individually and automatically to achieve the required distance to the surface of the strip.
This allows the system to be adapted in the best way possible to the changing slack of the strip. In this case, it
would be possible to leave out the swivel system. The result – thanks to the porous burner – is a controlled drying process in all operating modes.
auTHoR
Dipl.-Ing. Michael AngersteinGoGas Goch GmbH & Co. KGDortmund, GermanyTel.: +49 (0)231/ [email protected]
Heated width 1: Heated width 2: Heated width 3: Heated width 4:
1
2
3
4
5
6
7
8
9
10
11
12
1
2
3
4
5
6
7
8
9
10
11
12
1
2
3
4
5
6
7
8
9
10
11
12
1800 mm
1500 mm
1200 mm
1
2
3
4
5
6
7
8
9
10
11
12
900 mm m
Fig. 3: Active width adjustment
Fig. 2: Porous burner using profile correction system