Embed Size (px)
Citation preview

GOVERNMENT POLYTECHNIC
MUZAFFARPUR
LAB MANUAL OF INDUSTRIAL FLUID POWER
LAB
SUBJECT CODE – 1625606

Government Polytechnic Muzaffarpur
Name of the Lab: INDUSTRIAL FLUID POWER LAB Subject Code: 1625606
List of Experiments
Exp.
No.
Experiments Name Page No.
1 Demonstration of meter in and meter out circuit. 1-2
2 Demonstration of sequencing circuit. 3-4
3 Demonstration of sequencing circuit. 5-6
4 Demonstration of hydraulic circuit for shaper machine. 7-9
5 Circuit components for simple hydraulic and pneumatic circuits. 10-14
6 Study of trouble shooting procedures of various hydraulic and
pneumatic circuits.
15-16

1
EXPERIMENT NO- 01
AIM:
Demonstration of meter in and meter out circuit.
OBJECTIVE:
We saw in Labs 3 and 4 that needle valves and PCFCs are used to control flow rate. Because
of the direct relationship between flow rate and velocity of a piston in a cylinder, these flow
control valves are used to control the speed of an actuator. Such circuits are called meter-in /
meter out circuits. In this lab, you will demonstrate the superior performance of a pressure
compensated control valve over a needle valve for speed control.
PRE-LAB – DUE AS A HARDCOPY AT THE BEGINNING OF LAB:
Review the operation of a pressure compensated flow control valves especially about what
causes them to deviate from the ideal behavior. Also, study meter-in and meter-out circuits
[Ch. 11 in Eaton Manual]. In a one-paragraph summary, explain what happens in both the
meter-in and meter-out circuits when the load on the actuator is acting in the direction of motion
(over-running) and against the direction of motion (opposing).
PROCEDURE:
1. Set the relief valve cracking pressure at a sufficiently high level (e.g. 450psi).
2. Measure the speed of piston extension when valve the needle valve is 1) fully open, and
2) partially closed.
3. Decrease the relief valve setting and observe the velocity of extension. In this circuit the
needle valve is used to mimic a load on the actuator (Force on the actuator pressure
inside the actuator) and thus it is out of the designer's control
4. Reset the relief valve setting to the previous high cracking pressure (e.g. 400psi). Replace
the PCFC with a needle valve with a setting such that when the load needle valve is fully
open, the piston speed is similar to the case when with the pressure compensated flow
control valve. 5. Measure the piston extension speed when the load needle valve is 1) fully
open and 2) partially closed.
5. Design and implement a meter-out circuit that uses the PCFC to control the flow and a
needle valve to simulate a load on the hydraulic cylinder. Compare this control method
with the meter-in circuit.

2
6. Due to the difficulty in applying over-running loads with the current setup, we will not
perform any experiments for that condition. However, be sure to discuss among yourselves
and with the T.A. about the relative benefits of both circuits (meter-in/meter-out)
REPORT
Your report should include the following
Brief description of the experiment
Comment about which control valve is better at speed regulation.
Describe the conditions that need to be satisfied in order for the metering circuit to
function as expected.
Discuss the relative merits of meter-in and meter-out circuits for various applications.

3
EXPERIMENT NO- 02
AIM:
Demonstration of sequencing circuit.
OBJECTIVE:
In many hydraulic operations, we would like to have one action happens after the completion
of another. For example in a clamp-drill operation, the clamp must be activated before the drill
is operated. Such "sequencing" can be achieved by the use of a sequence valve in a sequencing
circuit. You will study the operation of sequence valves and their effectiveness in achieving
proper sequencing in two different applications.
PRE-LAB
Read about the construction and working of the sequence valves. Write a one-paragraph
summary about how they differ from the relief valves. Also explain the circumstances when it
is acceptable to replace a sequence valve with a relief valve.
PROCEDURE
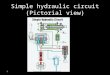
Simple Sequencing circuit
Study the schematic in Fig. 1 and predict what the circuit will do.
Construct the sequence valve circuit in Fig. 1 with the needle valve partially open. If
we are interested in measuring the speed of the hydraulic motor, where should we place
a flow meter?
Add a flow meter to the circuit and observe the flow rate through the motor (and thus
the speed of the motor) and the system pressure in relation to the position of the piston.
Does the operation conform to the expected operation?
Develop an experiment (using additional components if necessary, such as a relief
valve) to investigate the maximum and minimum cracking pressure limits within which
the sequence valve must be set in order for proper sequencing to occur.
How are these limits affected, if at all, by the friction load on the cylinder, or the needle
valve settings?

4
Bi-directional Sequencing circuit
Predict the operation of the circuit in Fig. 2.
Construct the circuit. Does it work the same way as your prediction? How do the
sequence/relief valve settings affect its operation?
Modify the circuit in Fig. 2 such that the cylinders extend and retract in the sequence
i.e., design and verify a circuit whose sequencing can be described as “1212”
REPORT:
Your report should include the following
The hypothesized operation of the simple sequencing circuit.
A discussion on what the sequence valve settings should be in order to ensure proper
sequencing
A detailed explanation of the bi-directional sequence circuit given to you. How should
the sequence/relief valves be set in order to ensure proper operation of the circuit?
Show a sketch of the bidirectional sequence circuit to achieve the 1212 operation.

5
EXPERIMENT NO- 03
AIM:
Demonstration of pneumatic circuit for speed control of double acting cylinders.
THEORY:
Pneumatic cylinders can be controlled by the following methods:
1. Direct control of single or double acting cylinder
2. Indirect Control of Cylinder with Single Piloted Final Control Valve
3. Indirect Control of Cylinder with Double Piloted Final Control Valve
In the indirect control actuation, a pilot signal from a 3/2 N.C. valve is used to activate pilot
ports of final control valve.
1. DIRECT CONTROL OF SINGLE ACTING CYLINDER
Fig. Direct Control of Single Acting Cylinder
Pneumatic cylinders can be directly actuated by actuation of final control valve, manually or
electrically in small cylinders as well as cylinders which operates at low speeds where the flow
rate requirements are less. When the directional control valve is actuated by push button, the
valve switches over to the open position, communicating working source to the cylinder
volume. This results in the forward motion of the piston. When the push button is released, the
reset spring of the valve restores the valve to the initial position [closed]. The cylinder space is
connected to exhaust port there by piston retracts either due to spring or supply pressure applied
from the other port.
2. Indirect Control of Single Acting Cylinder
Cylinders Large cylinders as well as cylinders operating at high speed are generally actuated
indirectly as the final control valve is required to handle large quantity of air.

6
Fig. Indirect Control of Single and Double Acting
In the case of pilot operated valves, a signal input valve [3/2 way N.C type, 1S1] either actuated
manually or mechanically is used to generate the pilot signal for the final control valve. The
signal pressure required can be around 1-1.5 bar. The working pressure passing through the
final control valve depends on the force requirement [4-6 bar]. Indirect control as permits
processing of input signals.
Single piloted valves are rarely used in applications where the piston has to retract immediately
on taking out the set pilot signal -.suitable for large single acting cylinders.
3. Use Double Piloted Valve
Double piloted valve [Fig 3.3] is also called as the Memory valve. With the actuation of
Forward push button, the output signal activates the set pilot port [14] of final control valve.
This results forward motion of the cylinder. Now even if this push button is released the final
control valve remains in the actuated status as the both the pilot ports are exposed to the
atmosphere pressure and the piston remains in the forward end position.
Fig. Use of Double Piloted Valve
In order to retract the cylinder, the Return push button is activated. This will convey reset signal
from signal source to the pilot port of final control valve [12]. The piston retracts. Now even if
the Return push button is released the status of the cylinder will not change.

7
EXPERIMENT NO- 04
AIM:
Demonstration of hydraulic circuit for shaper machine.
THEORY:
Generally Meter-out circuit is used for hydraulic shaper machine. Meter out circuit is as shown
in fig below.
Fig. Meter out circuit
In fig (a) position the variable flow control valve with built in check valve is placed in return
line. In this circuit speed control of piston is achieved by controlling the flow of control vale
in a manner that, flow coming out is controlled by flow control valve. The oil coming out the
cylinder has used its energy and is low pressure oil. Hence this circuit is called is called meter
out circuit. The speed control of piston is achieved only in piston advance movement. The
return stroke as shown in figure (b) the flow of pump to the piston end of cylinder is through
flow control valve and oil coming out through port A directly returns to the oil reservoir via
DC valve. Hence in return stroke there is no speed control of piston.
Actual Image of Set-Up
The following image shows hydraulic shaper machine.
In which following parts are used.
Double acting cylinder
4/3 Direction control valve
Flow control valve built in Check valve
Pressure relief valve
Filter

8
Gear pump
Hoses and fittings
Fig. Experimental Set up
Specification of Various Components
The oil hydraulic circuit consists of following components and accessories for carrying out the
study of various hydraulic circuits. All the components and accessories are mounted on a M.S
fabricated frame (powder coated). The main hydraulic valves are mounted in sub plates for
easy front connections.
1. Power Pack
Pump- Gear pump with @ 5to 8 LPM with 30 bar pressure
Motor- 1 HP capacity 3 phase AC induction motor
2. Pressure Relief Valve
It is cartridge and spring loaded type and is mounted at the left corner on the front vertical panel
of equipment. It has a rotary knob for setting the relief pressure. When the knob is rotated in
clockwise direction the pressure setting increases while in anticlockwise rotation the set
pressure decreases and set pressure decreases and set pressure can be seen on the Pressure
gauge provided on the vertical panel.
3. High Pressure Hose
Hydraulic high pressure hoses of 1 meter length – 3 nos. and 1.5 meter length 3 Nos. with ¼”
BSP connections are provided
4. Flow Control Valve
Flow range: 0.5 to 15 LPM. Adjustable infinitely, Ports: 2 Nos. A & B This valve is pressure
compensated to nullify the effects of change in working pressure. The flow is controlled in one
direction and for the reserve direction it is free flow. A rotary knob is provided to adjust the
flow, also a locking screw is provided to lock the knob setting the desired flow of oil. One of
the industrial applications of this valve is to control the forward speed of the machine tool while
return speed will be rapid to reduce the idle time.
5. Direction Control Valve
4 ways, 3 positions i.e. 4/3 way Tandem Centre Type Manually Operated Hand Lever type
Direction Control Valve mounted on horizontal panel.

9
6. Double Acting Cylinder
Double acting cylinder is provided on equipment one is horizontal position. The horizontal
cylinder rod has a cam type arrangement to operate the limit switches in forward and reverse
direction as may be the application while conducting the experiments.
Piston Diameter: 50MM
Piston rod diameter: 15MM
Stroke length: 150MM

10
EXPERIMENT NO- 05
AIM:
Circuit components for simple hydraulic and pneumatic circuits.
THEORY
Pneumatic technology deals with the study of behavior and applications of compressed air in
our daily life in general and manufacturing automation in particular. Pneumatic systems use
air as the medium which is abundantly available and can be exhausted into the atmosphere after
completion of the assigned task.
1. Basic Components of Pneumatic System:
Fig. Components of a pneumatic system
Important components of a pneumatic system are shown in fig.
a) Air filters: These are used to filter out the contaminants from the air.
b) Compressor: Compressed air is generated by using air compressors. Air
compressors are either diesel or electrically operated. Based on the requirement of
compressed air, suitable capacity compressors may be used.
c) Air cooler: During compression operation, air temperature increases. Therefore
coolers are used to reduce the temperature of the compressed air.
d) Dryer: The water vapor or moisture in the air is separated from the air by using a
dryer.
e) Control Valves: Control valves are used to regulate, control and monitor for
control of direction flow, pressure etc.
f) Air Actuator: Air cylinders and motors are used to obtain the required movements
of mechanical elements of pneumatic system.

11
g) Electric Motor: Transforms electrical energy into mechanical energy. It is used to
drive the compressor.
h) Receiver tank: The compressed air coming from the compressor is stored in the air
receiver.
These components of the pneumatic system are explained in detail on the next pages.
2. Receiver tank
The air is compressed slowly in the compressor. But since the pneumatic system needs
continuous supply of air, this compressed air has to be stored. The compressed air is stored
in an air receiver as shown in Figure 6.1.2. The air receiver smoothens the pulsating flow
from the compressor. It also helps the air to cool and condense the moisture present. The
air receiver should be large enough to hold all the air delivered by the compressor. The
pressure in the receiver is held higher than the system operating pressure to compensate
pressure loss in the pipes. Also the large surface area of the receiver helps in dissipating
the heat from the compressed air. Generally the size of receiver depends on,
• Delivery volume of compressor.
• Air consumption.
• Pipeline network
• Type and nature of on-off regulation
• Permissible pressure difference in the pipelines
Fig. Air receiver
3. Compressor:
It is a mechanical device which converts mechanical energy into fluid energy. The
compressor increases the air pressure by reducing its volume which also increases the
temperature of the compressed air. The compressor is selected based on the pressure it
needs to operate and the delivery volume.
The compressor can be classified into two main types
a. Positive displacement compressors and
b. Dynamic displacement compressor

12
Positive displacement compressors include piston type, vane type, diaphragm type and
screw type.
3.1 Piston compressors
Fig. Single acting piston compressor
Piston compressors are commonly used in pneumatic systems. The simplest form is single
cylinder compressor. It produces one pulse of air per piston stroke. As the piston moves
down during the inlet stroke the inlet valve opens and air is drawn into the cylinder. As the
piston moves up the inlet valve closes and the exhaust valve opens which allows the air to
be expelled. The valves are spring loaded. The single cylinder compressor gives significant
amount of pressure pulses at the outlet port. The pressure developed is about 3-40 bar.
3.2 Double acting compressor
The pulsation of air can be reduced by using double acting compressor as shown in Fig. It
has two sets of valves and a crosshead. As the piston moves, the air is compressed on one
side whilst on the other side of the piston, the air is sucked in.
Fig. Double acting piston compressor
Due to the reciprocating action of the piston, the air is compressed and delivered twice
in one piston stroke. Pressure higher than 30bar can be produced.

13
3.3 Multistage compressor
Fig. Multi-stage compressor
As the pressure of the air increases, its temperature rises. It is essential to reduce the air
temperature to avoid damage of compressor and other mechanical elements. The
multistage compressor with intercooler in-between is shown in Fig. It is used to reduce
the temperature of compressed air during the compression stages. The inter-cooling
reduces the volume of air which used to increase due to heat. The compressed air from
the first stage enters the intercooler where it is cooled. This air is given as input to the
second stage where it is compressed again. The multistage compressor can develop a
pressure of around 50bar.
3.4 Combined two stage compressors
Fig. Combined to stage compressor
In this type, two-stage compression is carried out by using the same piston (Fig.).
Initially when the piston moves down, air is sucked in through the inlet valve.

14
During the compression process, the air moves out of the exhaust valve into the
intercooler. As the piston moves further the stepped head provided on the piston moves
into the cavity thus causing the compression of air. Then, this is let out by the exhaust
port.

15
EXPERIMENT NO-6
AIM:
Study of trouble shooting procedures of various hydraulic and pneumatic circuits.
TROUBLESHOOTING PROCEDURES Troubleshooting procedures are similar in practically all applications, whether they be
mechanical, hydraulic, pneumatic, or electrical. These procedures are certainly adaptable to all
aircraft maintenance, as well as other types of installations. Auto mechanics use these steps to
find and repair malfunctions in automobiles. You will use the same procedure to find and repair
malfunctions within aircraft systems.
Clarification of the seven distinct troubleshooting steps previously mentioned are as follows:
1. Conduct a visual inspection. This inspection should be thorough and searching-checking all
lines, units, mechanical linkage, and components for evidence of leaks, looseness, security,
material condition, and proper installation. During this visual inspection, the hydraulic system
should be checked for proper servicing-reservoir for proper level, accumulators for specified
preload, etc.
2. Conduct an operational check. The mal-functioning system or subsystem is checked for
proper operation. This is normally accomplished by attaching the support equipment to the
aircraft, which supplies a source of electrical power and pressurized fluid to operate the
hydraulic system. In some instances, however, the aircraft may be ground checked by using
aircraft power and equipment. Whatever the case, during movement of the malfunctioning unit,
the AM checks for external leakage, the correct direction of component movement, its proper
sequence of operation, speed, and whether the complete cycle was obtained.
3. Classify the trouble. Malfunctions usually fall into four basic categories–hydraulic,
pneumatic, mechanical, and/or electrical. Using the information gained from steps 1 and 2, the
AM determines under which classification the malfunction occurs.
Something affecting normal flow of hydraulic fluid would be classified under the hydraulic
classification. The flow of fluid may be affected by external and internal leakage, total or partial
restriction, or improper lubrication.
Something affecting the normal flow of compressed gases is classified as a pneumatic
malfunction. This type of malfunction stems from the same general sources as hydraulic
malfunctions mentioned in the previous paragraph.
Most units that operate hydraulically or pneumatically incorporate mechanical linkage. If a
discrepancy in the linkage exists, it will affect the system’s operation. Mechanical
discrepancies should be found during visual inspections, and they are usually in one of the
following categories: worn linkages, broken linkages, improperly adjusted linkages, or
improperly installed linkages.
Many hydraulic units incorporate electrical components to operate or control them. You must
be able to determine if the electrical system is functioning normally—electrical malfunctions
will usually be a complete power failure, circuit failure, or component failure.

16
4. Isolate the trouble. This step calls for sound reasoning, a full and complete knowledge of
hydraulic theory, as well as a complete understanding of the affected hydraulic system. During
this step, you must use your knowledge and the known facts to determine where the
malfunction exists in the system. Usually the trouble can be pinned down to one or two areas.
This is done by eliminating those units that could not cause the known symptoms and those
that can be proved to be operating normally.
5. Locate the trouble. This step is used to eliminate unnecessary parts removal, thus saving
money, valuable time, and man-hours. Often, you have determined what unit or units in the
system could have caused the malfunction, thus verifying the isolation step.
Both hydraulic and pneumatic malfunctions are verified in the same manner. You remove lines
and inspect them for the correct flow in or at the suspected unit. Internal leaks may occur in
valves, actuators, or other hydraulic units. Any unit that has a line that could carry fluid to
“return” is capable of internal leakage.
Mechanical malfunctions are located by closely observing the suspected unit to see if it is
operating in accordance with the applicable aircraft MIM. Mechanical discrepancies are
usually located during the visual inspection in step 1.Electrical malfunctions are located, with
the assistance of AEs, by tracing electrical power requirements throughout the affected system.
6. Correct the trouble. This step is accomplished only after the trouble has been definitely
located and there is no doubt that your diagnosis is correct. Mal-functions are usually corrected
by replacement of units or components, rigging and adjustments, and bleeding and servicing.
NOTE: Always check the applicable MIM for CAUTION, WARNING, and SAFETY notes
concerning maintenance procedures.
7. Conduct a final operational check. The affected system must be actuated a minimum of five
times, or until a thorough check has been made to determine that its operation and adjustments
are satisfactory.