Embed Size (px)
Citation preview

GTS 99 Sixth German Technology Symposium and ExhibitionBangkok/Thailand, 9-13 November 1999
1
^äìãáåáìã=cçáäÛë=`çåíêáÄìíáçå=íç=cäÉñáÄäÉ=m~Åâ~ÖáåÖ=j~íÉêá~äë
píÉÑ~å=_çÖçääI=aáéäKJfåÖKqÉÅÜåáÅ~ä=aÉé~êíãÉåí=j~å~ÖÉê
s^t=~äìãáåáìã=^doçääÉÇ=mêçÇìÅíë=dêÉîÉåÄêçáÅÜ
_ìëáåÉëë=råáí=cçáä
oÉîK=NKO
GTS 99 Sixth German Technology Symposium and ExhibitionBangkok/Thailand, 9-13 November 1999
2
Good afternoon Ladies and Gentleman,
First of all, please let me say how very pleased I am about the large number of delegates heretoday.
My name is Stefan Bogoll and I am in charge of the Technical Department of the Business UnitFoil of VAW aluminium AG Rolled Products Grevenbroich. My business card is included in thepresentation documentation, should you wish to contact me at a later date. The main task ofthe Technical Department is to select the most suitable foil products for each type ofpackaging, bearing in mind the converting process and the final packaging design. In addition,we also offer the technical after-sales service to our customers.
With an annual production of 110,000 metric tonnes, our company is the world’s largestmanufacturer of converter foil. VAW rolled products expanded its activities last year through theacquisition of rolling mills in Spain, Italy and Germany from the Reynolds Metals Company.
My presentation, entitled "Aluminium Foil’s Contribution to Flexible Packaging Materials", dealswith the following main topics:
First of all, I will describe the two main process routes for making aluminium foil, giving you anoverview of the existing product range and some details about the basic metallurgicaldifferences and alloys.
This information will give you a better understanding of what we in the aluminium industry referto as the "enhanced properties" of flexible packaging components; of which aluminium foil is anessential part.
The aforementioned "enhanced properties" can be divided into three main groups:
� Barrier function, i.e. the protection of the packaged goods from the environment and theprotection of the environment from the packaged goods.
� Decorative aspects, including printing, colouring and embossing possibilities, which focuson the “bright side / matt side” configuration of aluminium foil.
� Package handling, filling and aluminium foil's death fold properties.
As the GTS is not a specialised packaging trade show, I would like to briefly define some oftechnical terminology used in the aluminium foil sector.
VAW defines "aluminium foil" as a flat rolled product with a thickness of between 6 and 60micrometers. It is supplied to customers as a semi-finished product wound up in coils; in mostcases, this foil is subsequently used as a component of flexible packaging laminates.Aluminium foil also has a wide range of technical applications; these, however, will be notaddressed in this presentation.
GTS 99 Sixth German Technology Symposium and ExhibitionBangkok/Thailand, 9-13 November 1999
3
In the foil sector, we often speak about a "compound", which is a flat multilayer productconsisting of a combination of paper, aluminium and plastic layers bonded together byadhesives. Normally, sealing and printing/colouring systems are also included.
These compounds are used as flexible packaging materials in the food, cosmetics, chemicaland pharmaceutical industries, as well as in technical applications.
Let us now have a brief look at how aluminium foil is made.
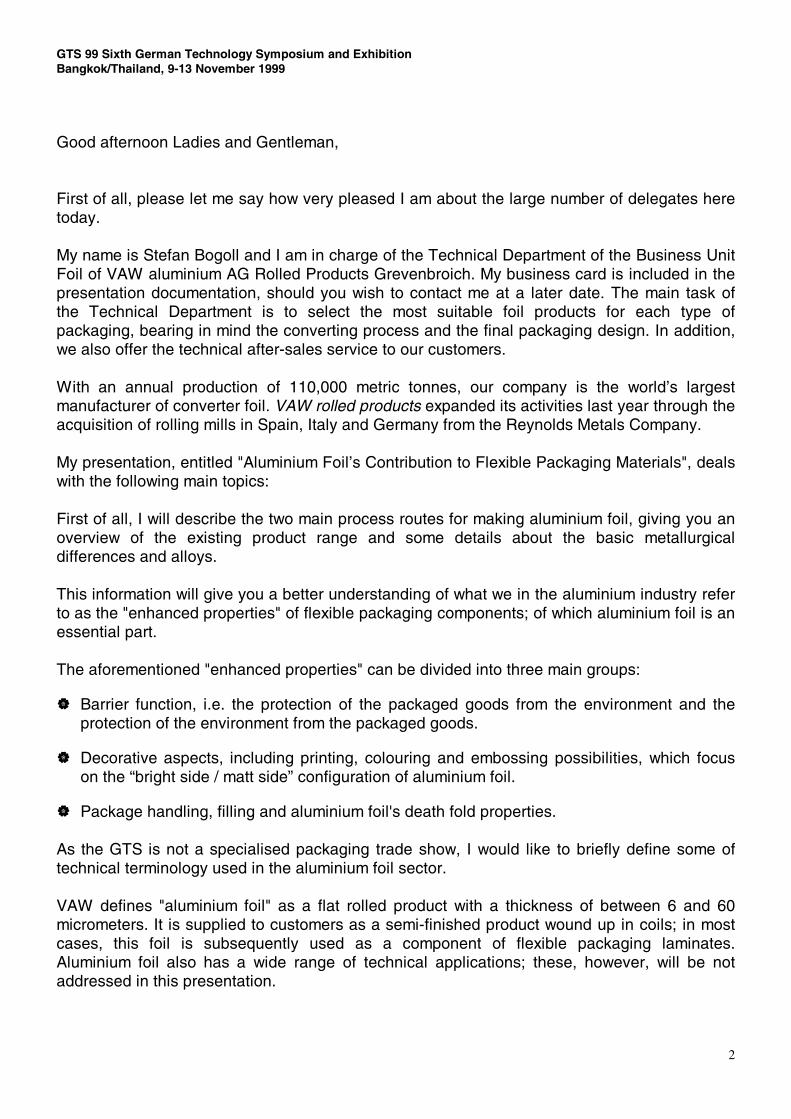
The complete manufacturing process - from the initial aluminium raw ingot to the finished foil -can be divided into two sub-processes.
Fig. 1: Manufacturing Process
The first comprises the "fabrication" or "conversion" of large, rectangular aluminium rollingingots (also called "slabs") into heavy-gauge coiled strip, called "reroll stock".
The second step is the rolling down of this heavy-gauge strip into light-gauge foil.
Two very different production chains are used for the first fabrication step world-wide.
The most common, which accounts for about 70% of the world's foil production, is acombination of semi-continuous ingot casting and hot rolling.
Aluminium remelt ingots, typically with an aluminium content of 99.7%, are melted down infurnaces at temperatures of between 800 and 900ºC, blended together with alloy elements toachieve the desired chemical composition then cast into rectangular rolling ingots.
D.C. Cast+
Hot rolling
Continuousstrip cast
Reroll(Heavy
gauge strip)Foil
rolling
Slitting+
Annealing
GTS 99 Sixth German Technology Symposium and ExhibitionBangkok/Thailand, 9-13 November 1999
4
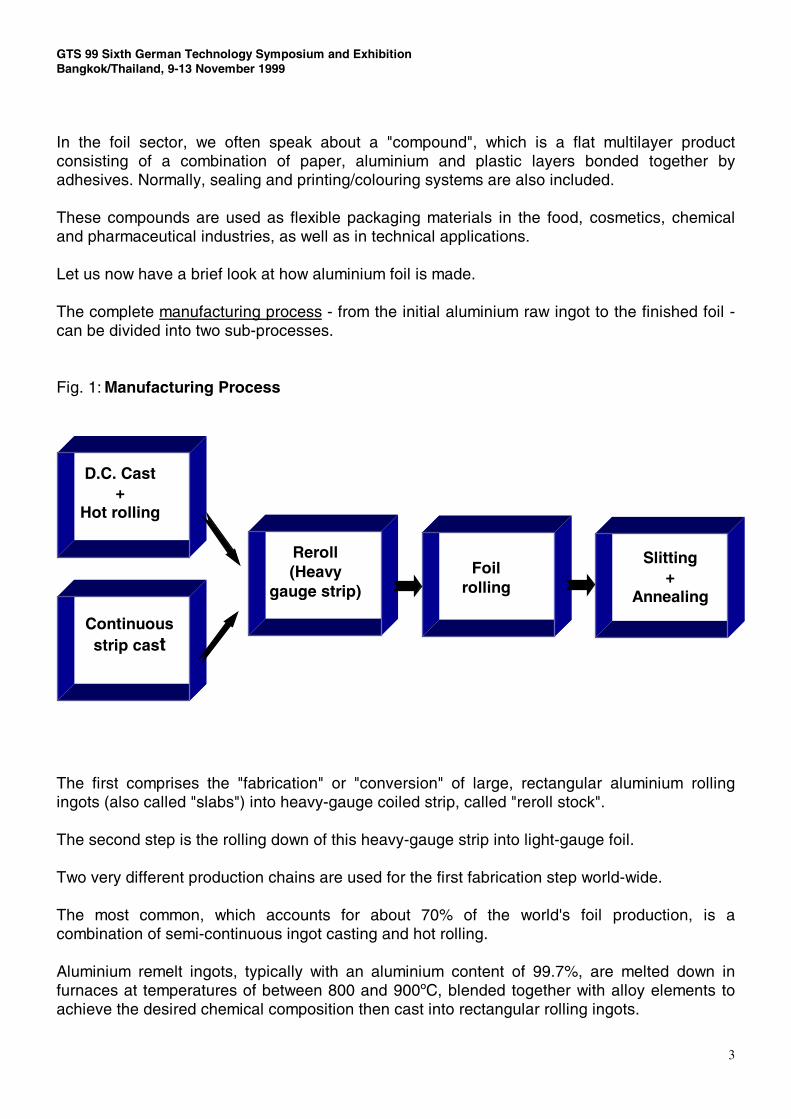
Fig. 2: Discontinuous Ingot Cast
As you can see from the chart, which shows semi-continuous or direct chill casting, the moltenmetal is conducted through a system of launders to water-cooled moulds. The cooling waterremoves the heat from the melt which causes the aluminium to solidify, resulting in thecontinuous growth of a solid ingot. In order to leave space for the incoming feed metal, theingot holding table is lowered continuously. Filtration of the melt during casting is essential toensure good subsequent transformation behaviour and foil quality.
These ingots can reach a length of up to 8 - 9 m, with a width of 2,200 mm and a thickness of600 mm. They can have a weight of 30 tonnes.
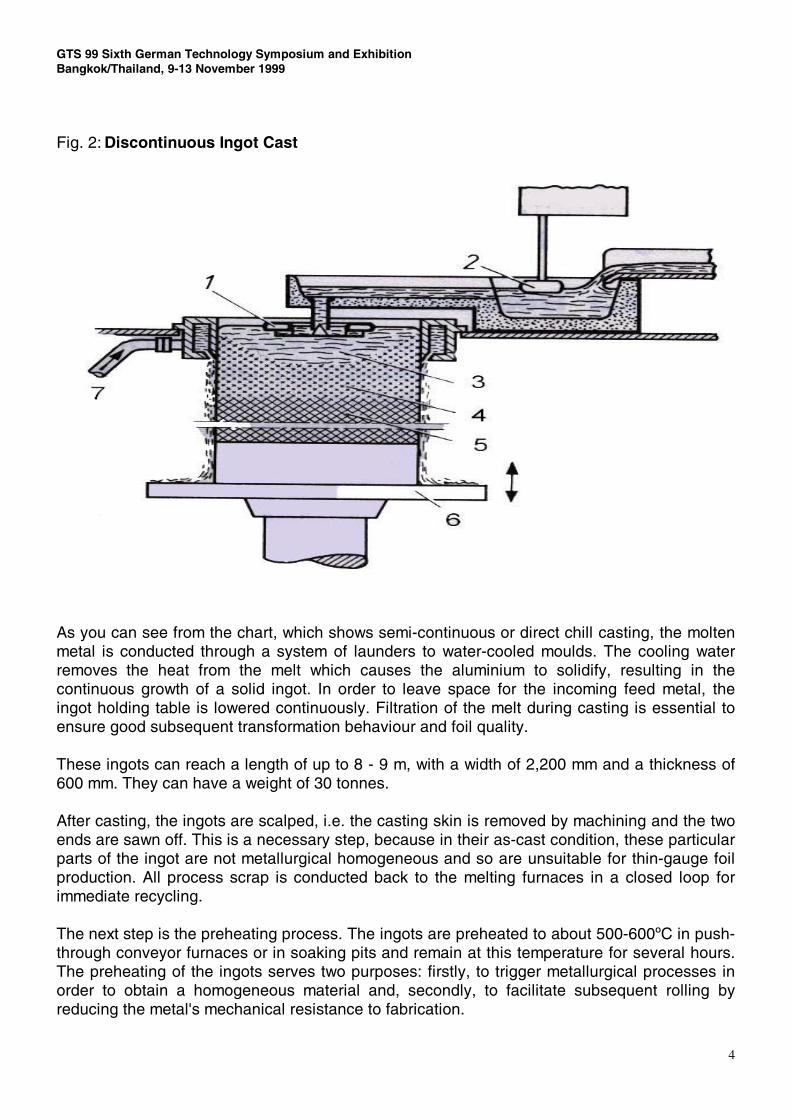
After casting, the ingots are scalped, i.e. the casting skin is removed by machining and the twoends are sawn off. This is a necessary step, because in their as-cast condition, these particularparts of the ingot are not metallurgical homogeneous and so are unsuitable for thin-gauge foilproduction. All process scrap is conducted back to the melting furnaces in a closed loop forimmediate recycling.
The next step is the preheating process. The ingots are preheated to about 500-600ºC in push-through conveyor furnaces or in soaking pits and remain at this temperature for several hours.The preheating of the ingots serves two purposes: firstly, to trigger metallurgical processes inorder to obtain a homogeneous material and, secondly, to facilitate subsequent rolling byreducing the metal's mechanical resistance to fabrication.
GTS 99 Sixth German Technology Symposium and ExhibitionBangkok/Thailand, 9-13 November 1999
5
Fig. 3: Rolling Ingot Manufacturing
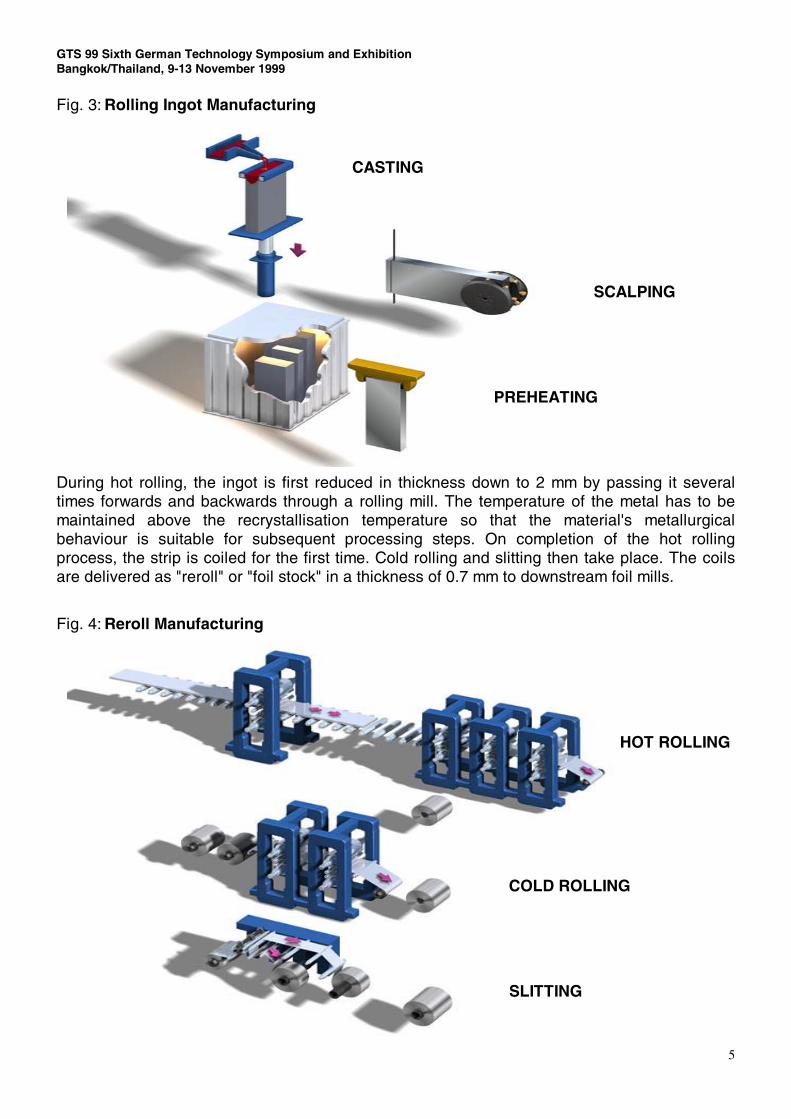
During hot rolling, the ingot is first reduced in thickness down to 2 mm by passing it severaltimes forwards and backwards through a rolling mill. The temperature of the metal has to bemaintained above the recrystallisation temperature so that the material's metallurgicalbehaviour is suitable for subsequent processing steps. On completion of the hot rollingprocess, the strip is coiled for the first time. Cold rolling and slitting then take place. The coilsare delivered as "reroll" or "foil stock" in a thickness of 0.7 mm to downstream foil mills.
Fig. 4: Reroll Manufacturing
CASTING
SCALPING
PREHEATING
HOT ROLLING
COLD ROLLING
SLITTING
GTS 99 Sixth German Technology Symposium and ExhibitionBangkok/Thailand, 9-13 November 1999
6
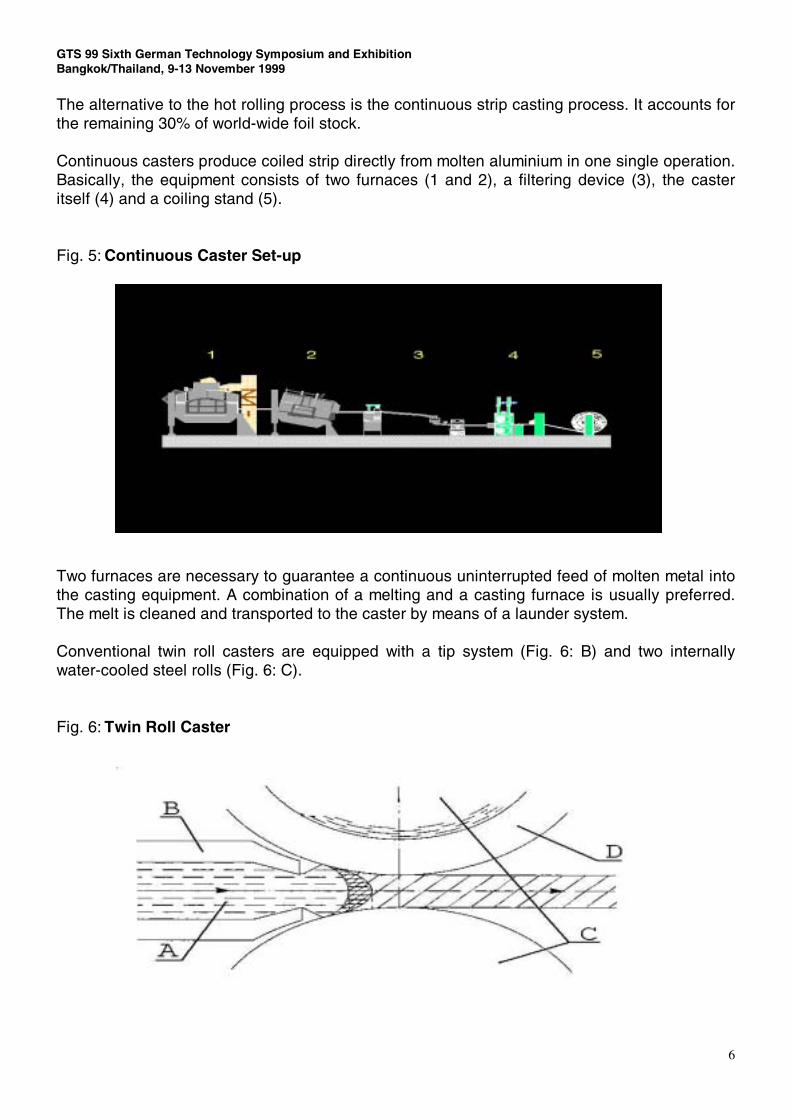
The alternative to the hot rolling process is the continuous strip casting process. It accounts forthe remaining 30% of world-wide foil stock.
Continuous casters produce coiled strip directly from molten aluminium in one single operation.Basically, the equipment consists of two furnaces (1 and 2), a filtering device (3), the casteritself (4) and a coiling stand (5).
Fig. 5: Continuous Caster Set-up
Two furnaces are necessary to guarantee a continuous uninterrupted feed of molten metal intothe casting equipment. A combination of a melting and a casting furnace is usually preferred.The melt is cleaned and transported to the caster by means of a launder system.
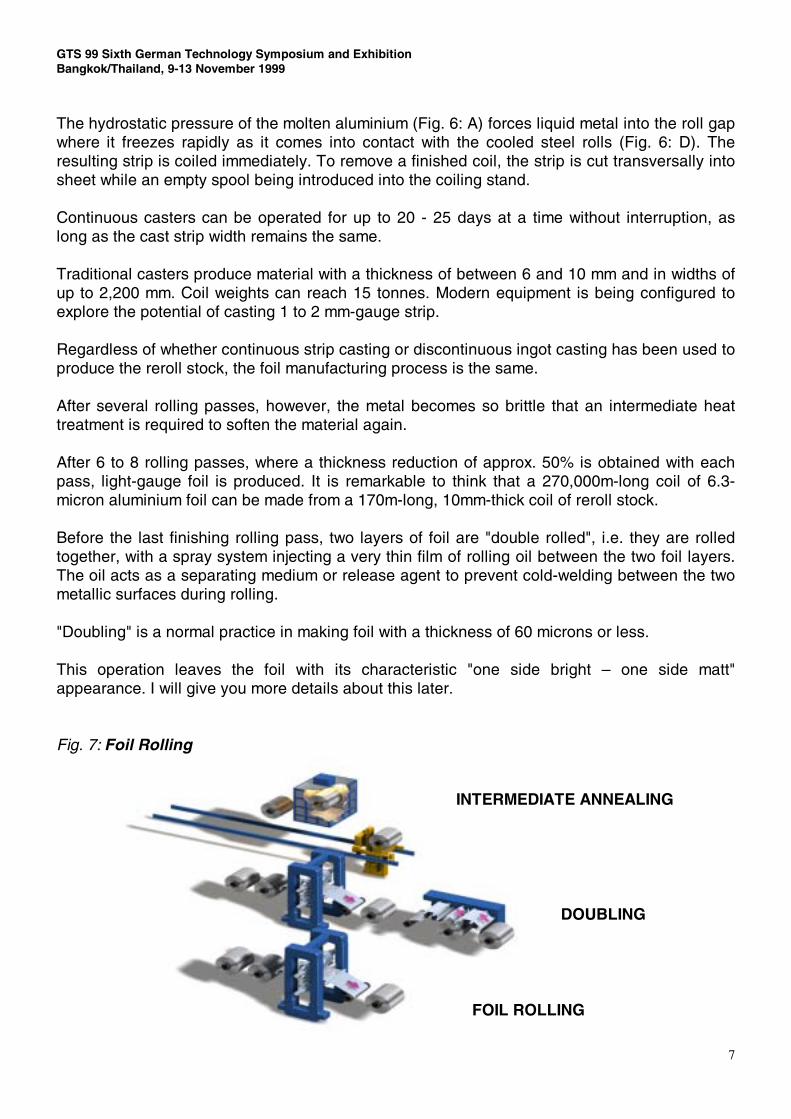
Conventional twin roll casters are equipped with a tip system (Fig. 6: B) and two internallywater-cooled steel rolls (Fig. 6: C).
Fig. 6: Twin Roll Caster
GTS 99 Sixth German Technology Symposium and ExhibitionBangkok/Thailand, 9-13 November 1999
7
The hydrostatic pressure of the molten aluminium (Fig. 6: A) forces liquid metal into the roll gapwhere it freezes rapidly as it comes into contact with the cooled steel rolls (Fig. 6: D). Theresulting strip is coiled immediately. To remove a finished coil, the strip is cut transversally intosheet while an empty spool being introduced into the coiling stand.
Continuous casters can be operated for up to 20 - 25 days at a time without interruption, aslong as the cast strip width remains the same.
Traditional casters produce material with a thickness of between 6 and 10 mm and in widths ofup to 2,200 mm. Coil weights can reach 15 tonnes. Modern equipment is being configured toexplore the potential of casting 1 to 2 mm-gauge strip.
Regardless of whether continuous strip casting or discontinuous ingot casting has been used toproduce the reroll stock, the foil manufacturing process is the same.
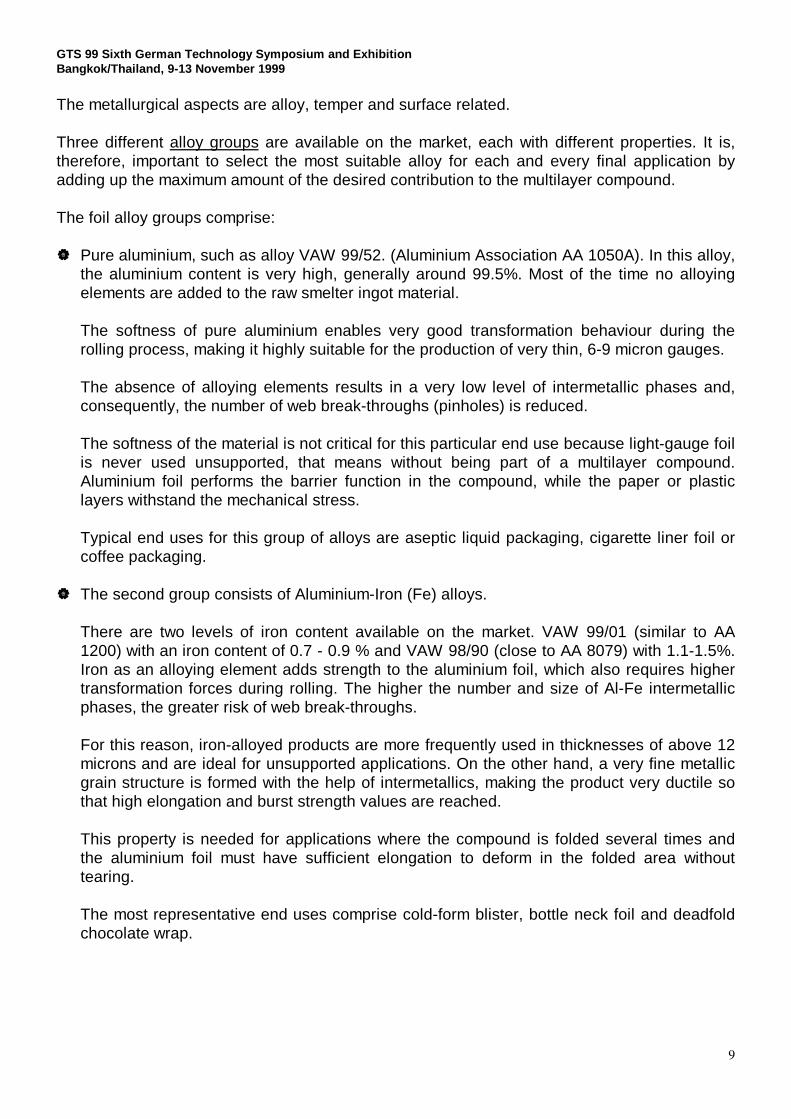
After several rolling passes, however, the metal becomes so brittle that an intermediate heattreatment is required to soften the material again.
After 6 to 8 rolling passes, where a thickness reduction of approx. 50% is obtained with eachpass, light-gauge foil is produced. It is remarkable to think that a 270,000m-long coil of 6.3-micron aluminium foil can be made from a 170m-long, 10mm-thick coil of reroll stock.
Before the last finishing rolling pass, two layers of foil are "double rolled", i.e. they are rolledtogether, with a spray system injecting a very thin film of rolling oil between the two foil layers.The oil acts as a separating medium or release agent to prevent cold-welding between the twometallic surfaces during rolling.
"Doubling" is a normal practice in making foil with a thickness of 60 microns or less.
This operation leaves the foil with its characteristic "one side bright – one side matt"appearance. I will give you more details about this later.
Fig. 7: Foil Rolling
INTERMEDIATE ANNEALING
DOUBLING
FOIL ROLLING

GTS 99 Sixth German Technology Symposium and ExhibitionBangkok/Thailand, 9-13 November 1999
8
After rolling, a "reverse doubling" operation takes place. In this, the doubled foil issimultaneously separated into single layers and slit to the required width and length accordingto customers' requirements.
As mentioned before, aluminium - similar to most other metals - becomes more and moreinelastic with each rolling pass. Apart from some end products which use foil in the "hard"temper or "as-rolled" condition, such as lacquered and printed "push-through" lids forpharmaceuticals, aluminium foil is usually required in the "soft" temper.
To obtain "soft" foil, the material has to be annealed at a temperature of around 300ºC forseveral days. The time and temperature are carefully set to allow the metallic grain structure torecrystallise and, at the same time, to remove the rolling oil from the surface of the aluminiumfoil by evaporation.
The improper removal of this rolling oil will result in poor wetting properties and in the lowadherence of coatings or adhesives during the converting stage.
Fig: 8: Separating, Annealing and Shipping
The product range of aluminium foil depends on 2 main characteristics: geometrical and themetallurgical.
The geometrical aspects are mostly equipment related:
Thickness: 6 - 60 micronsWidth: 250 - 2,020 mmRoll diameter: up to 950 mm
The roll diameter can be considered as a product characteristic because it has a directinfluence on the converting cost of aluminium foil during laminating or coating. All reel changesare downtime and extra handling costs.
SEPARATING
ANNEALING
SHIPPING
GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
9
The�metallurgical�aspects�are�alloy,�temper�and�surface�related.
Three�different�alloy�groups�are�available�on�the�market,�each�with�different�properties.�It�is,therefore,�important�to�select�the�most�suitable�alloy�for�each�and�every�final�application�byadding�up�the�maximum�amount�of�the�desired�contribution�to�the�multilayer�compound.
The�foil�alloy�groups�comprise:
� Pure�aluminium,�such�as�alloy�VAW�99/52.�(Aluminium�Association�AA�1050A).�In�this�alloy,the�aluminium�content�is�very�high,�generally�around�99.5%.�Most�of�the�time�no�alloyingelements�are�added�to�the�raw�smelter�ingot�material.
The�softness�of�pure�aluminium�enables�very�good�transformation�behaviour�during�therolling�process,�making�it�highly�suitable�for�the�production�of�very�thin,�6-9�micron�gauges.
The�absence�of�alloying�elements�results�in�a�very�low�level�of�intermetallic�phases�and,consequently,�the�number�of�web�break-throughs�(pinholes)�is�reduced.
The�softness�of�the�material�is�not�critical�for�this�particular�end�use�because�light-gauge�foilis�never�used�unsupported,�that�means�without�being�part�of�a�multilayer�compound.Aluminium�foil�performs�the�barrier�function�in�the�compound,�while�the�paper�or�plasticlayers�withstand�the�mechanical�stress.
Typical�end�uses�for�this�group�of�alloys�are�aseptic�liquid�packaging,�cigarette�liner�foil�orcoffee�packaging.
� The�second�group�consists�of�Aluminium-Iron�(Fe)�alloys.
There�are�two�levels�of�iron�content�available�on�the�market.�VAW�99/01�(similar�to�AA1200)�with�an�iron�content�of�0.7�-�0.9�%�and�VAW�98/90�(close�to�AA�8079)�with�1.1-1.5%.Iron�as�an�alloying�element�adds�strength�to�the�aluminium�foil,�which�also�requires�highertransformation�forces�during�rolling.�The�higher�the�number�and�size�of�Al-Fe�intermetallicphases,�the�greater�risk�of�web�break-throughs.
For�this�reason,�iron-alloyed�products�are�more�frequently�used�in�thicknesses�of�above�12microns�and�are�ideal�for�unsupported�applications.�On�the�other�hand,�a�very�fine�metallicgrain�structure�is�formed�with�the�help�of�intermetallics,�making�the�product�very�ductile�sothat�high�elongation�and�burst�strength�values�are�reached.
This�property�is�needed�for�applications�where�the�compound�is�folded�several�times�andthe�aluminium�foil�must�have�sufficient�elongation�to�deform�in�the�folded�area�withouttearing.
The�most�representative�end�uses�comprise�cold-form�blister,�bottle�neck�foil�and�deadfoldchocolate�wrap.
GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
10
� The�third�group�is�Aluminium-Iron-Manganese�alloys.
This�type�of�alloys�has�been�introduced�onto�the�foil�market�over�the�last�2-3�years.�VAWalloy�98/60�(similar�to�AA8014/8006),�has�an�iron�content�of�1.1%�and�0.3%�manganese.
The�manganese�addition�improves�the�strength�of�foil�by�about�25%�compared�with�"irononly"�products�and�50%�over�pure�aluminium.�An�ultimate�tensile�strength�(UTS)�up�to110-125�N/mm²�is�obtained.
Al-Fe-Mn�alloys�are�generally�used�for�products�where�reduced�elongation�is�not�critical�butwhere�strength�is�essential�to�the�compound�or�needed�for�the�converting�process.
These�alloys�have�played�a�significant�role�in�the�"down-gauging"�of�aluminium�foilspecifications�in�packaging,�such�as�lids�and�capsules.�A�good�example�is�the�stacking�ofyoghurt�pots�one�on�top�of�the�other;�the�lowest�lid�has�to�support�the�weight�of�up�to�15pots�stacked�on�top�of�it.
A�well-known�example�is�household�foil,�which�still�has�good�wrapping�properties�at�10.5microns�in�the�case�of�Al-Fe-Mg�alloys,�while�conventional�alloys�require�a�thickness�of�atleast�12�microns�for�good�performance�due�to�the�foil's�tendency�to�tear.
To�sum�up,�there�are�3�alloy�groups:
��Pure�aluminium�has�low�strength�but�is�suitable�for�producing�very�light�gauges.��Iron�alloys�have�higher�strength�and�are�very�ductile.��Iron-manganese�alloys�are�suitable�when�very�high�strength�is�required.
Let�us�move�now�to�the�next�main�item�in�the�presentation,�namely,�the�barrier�function�ofaluminium�foil.
Before�giving�details�about�individual�cases,�please�let�me�say�a�few�words�about�themechanism�the�barrier�function�is�based�on:
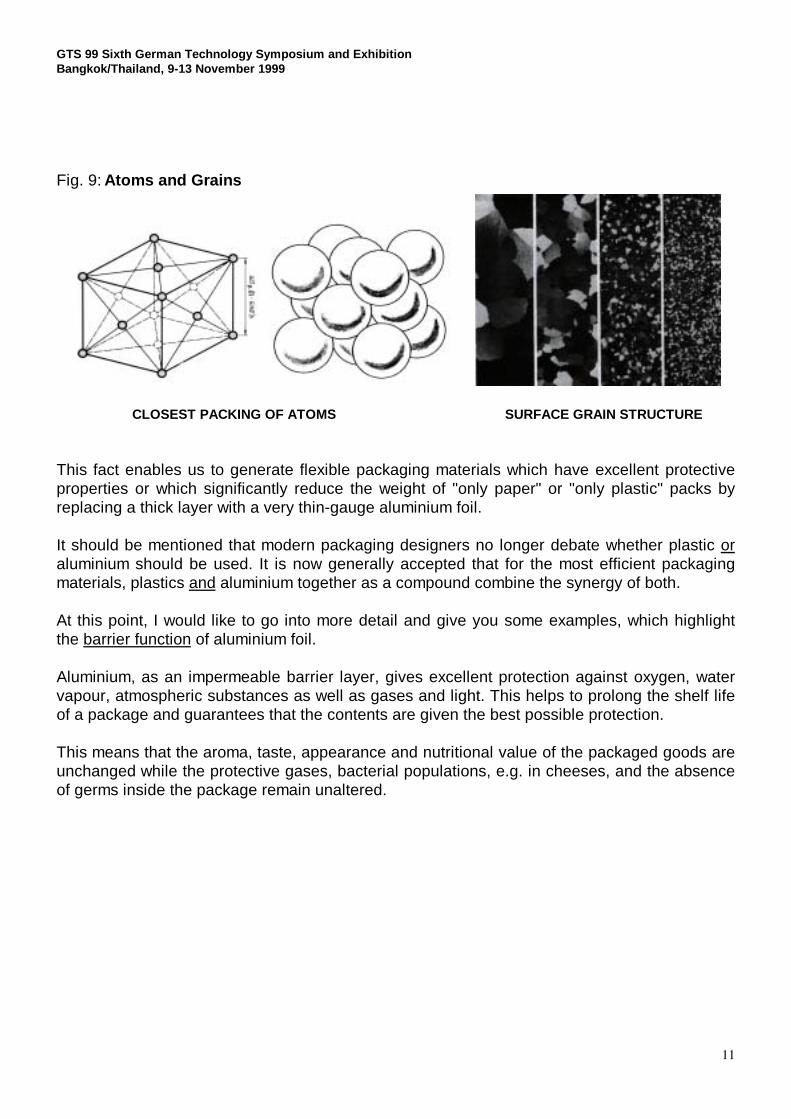
Similar�to�other�metals,�aluminium�consists�of�the�so-called�"closed�sphere�packing�of�atoms"�inan�almost�perfect�arrangement.�In�other�words,�this�means�that�the�atoms�fill�up�any�availablespace�to�the�greatest�possible�extent.�These�crystal�formations�are�called�"grains".�The�sizeand�orientation�of�these�grains�can�change�with�the�metallurgical�state�of�the�aluminium�but�thishas�no�influence�on�the�metal's�barrier�function.
Theoretically,�as�long�as�we�have�5�to�10�layers�of�atoms,�no�other�molecules�can�penetratethem,�not�even�the�smallest�helium�atom.�This�means�in�practice�that�the�barrier�function�isabsolute�and�is�totally�unrelated�to�the�material's�thickness,�as�long�as�no�perforations�arepresent.�This�property�is�quite�unique�to�aluminium�foil�compared�with�other�packagingmaterials,�like�paper�and�plastics,�where�a�strong�thickness-related�influence�is�observed.
GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
11
Fig.�9:Atoms�and�Grains
This�fact�enables�us�to�generate�flexible�packaging�materials�which�have�excellent�protectiveproperties�or�which�significantly�reduce�the�weight�of�"only�paper"�or�"only�plastic"�packs�byreplacing�a�thick�layer�with�a�very�thin-gauge�aluminium�foil.
It�should�be�mentioned�that�modern�packaging�designers�no�longer�debate�whether�plastic�oraluminium�should�be�used.�It�is�now�generally�accepted�that�for�the�most�efficient�packagingmaterials,�plastics�and�aluminium�together�as�a�compound�combine�the�synergy�of�both.
At�this�point,�I�would�like�to�go�into�more�detail�and�give�you�some�examples,�which�highlightthe�barrier�function�of�aluminium�foil.
Aluminium,�as�an�impermeable�barrier�layer,�gives�excellent�protection�against�oxygen,�watervapour,�atmospheric�substances�as�well�as�gases�and�light.�This�helps�to�prolong�the�shelf�lifeof�a�package�and�guarantees�that�the�contents�are�given�the�best�possible�protection.
This�means�that�the�aroma,�taste,�appearance�and�nutritional�value�of�the�packaged�goods�areunchanged�while�the�protective�gases,�bacterial�populations,�e.g.�in�cheeses,�and�the�absenceof�germs�inside�the�package�remain�unaltered.
CLOSEST�PACKING�OF�ATOMS SURFACE�GRAIN�STRUCTURE
GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
12
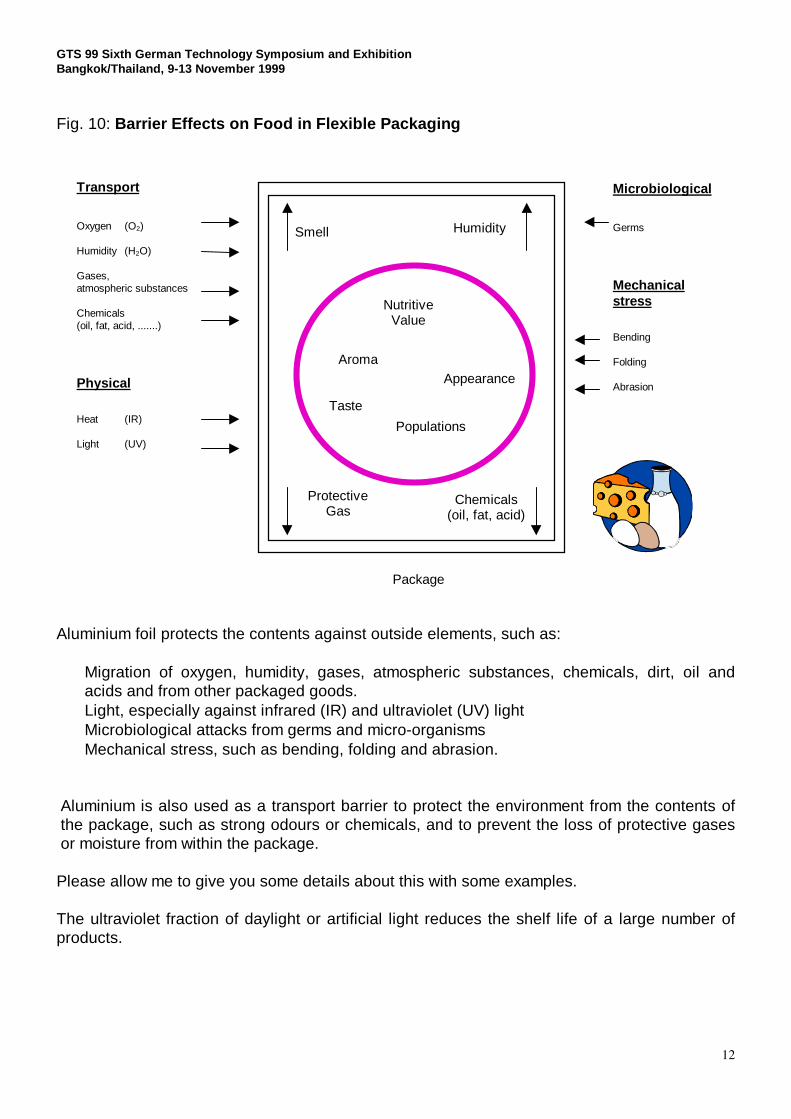
Fig.�10:�Barrier�Effects�on�Food�in�Flexible�Packaging
Aluminium�foil�protects�the�contents�against�outside�elements,�such�as:
• Migration�of�oxygen,�humidity,�gases,�atmospheric�substances,�chemicals,�dirt,�oil�andacids�and�from�other�packaged�goods.
• Light,�especially�against�infrared�(IR)�and�ultraviolet�(UV)�light• Microbiological�attacks�from�germs�and�micro-organisms• Mechanical�stress,�such�as�bending,�folding�and�abrasion.
Aluminium�is�also�used�as�a�transport�barrier�to�protect�the�environment�from�the�contents�ofthe�package,�such�as�strong�odours�or�chemicals,�and�to�prevent�the�loss�of�protective�gasesor�moisture�from�within�the�package.
Please�allow�me�to�give�you�some�details�about�this�with�some�examples.
The�ultraviolet�fraction�of�daylight�or�artificial�light�reduces�the�shelf�life�of�a�large�number�ofproducts.
Transport
Oxygen (O2)
Humidity (H2O)
Gases,atmospheric�substances
Chemicals(oil,�fat,�acid,�.......)
Physical
Heat (IR)
Light (UV)
Microbiological
Germs
Mechanicalstress
Bending
Folding
Abrasion
Package
Smell Humidity
ProtectiveGas
Chemicals(oil,�fat,�acid)
Aroma
Taste
Populations
Appearance
NutritiveValue

GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
13
Some�examples:
� If�a�dairy�product�is�exposed�to�light�in�a�refrigerated�retail�display�cabinet,�the�so-called"light�taste"�is�generated.�This�unpleasant�stale�or�rancid�taste�is�caused�by�an�ultravioletlight�induced�reaction�of�the�amino�acid�"methionine"�with�a�reducing�sugar.�An�aldehydecalled�"methionale",�which�has�an�extremely�low�odour�and�taste�threshold,�is�formed.�Only0.2�nanograms�in�one�litre�of�air�can�be�detected�by�the�human�sense�of�smell�and�0.1�partsper�billion�in�water�can�be�tasted.
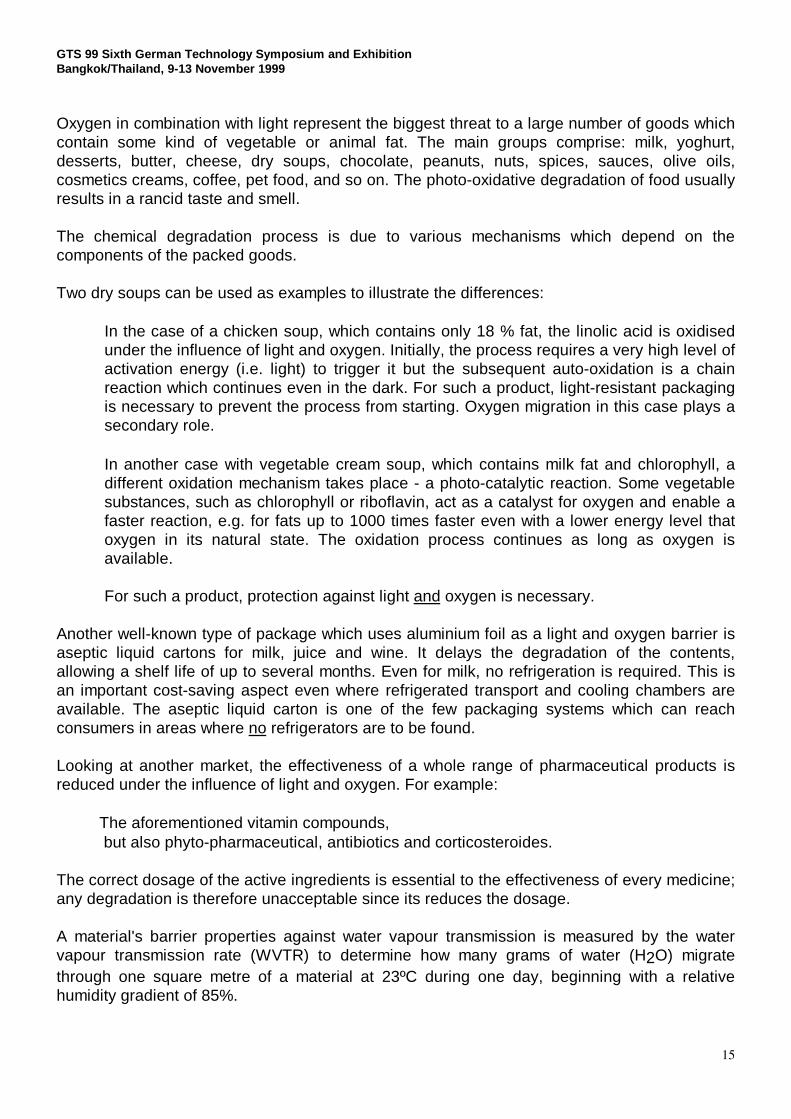
A�study�carried�out�by�the�Fraunhofer�Institute�for�Food�Technology�and�Packagingcompared�the�quality�of�cream�with�a�30%�fat�content�in�several�types�of�packaging.�At�atemperature�of�8ºC,�the�samples�were�exposed�to�light�with�an�intensity�of�950�luxs.�4different�packaging�types�were�tested:
1. PP/PP�(polypropylene�container�and�lid)2. PP/AL�(polypropylene�container�with�an�aluminium�lid)3. PS/PS�(polystyrene�container�and�lid)4. PS/AL�(polystyrene�container�with�an�aluminium�lid)
The�testers�used�a�rating�system�which�went�from�9�(optimum�distinctive�characteristics)�to�1(completely�changed�characteristics)�to�evaluate�the�four�systems.�A�score�of�4.5�points�wasconsidered�to�be�the�consumption�deadline�and�marked�the�"best-before"�date.�The�sensoryconsumption�limit�was�set�at�3.5�points.
Fig.�11�a:�Cream�Products�exposed�to�Light
GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
14
As�you�can�see�from�the�chart,�both�types�of�packaging�with�aluminium�lids�reach�their�best-before�level�1.5�days�later�than�the�other�two�packaging�systems,�while�the�consumption�limitwith�aluminium�lids�was�reached�3�days�later�than�with�plastic�lids.
We�can�see�from�this�that�dairy�products�should�be�packed�in�a�totally�light-resistant�material.For�cream,�the�ideal�constellation�is�an�aluminium�foil�container�sealed�with�an�aluminium�foillid.
Other�examples�of�light-sensitive�products�are�vitamins.�Vitamin�A�("retinal")�and�the�provitamin"carotene"�are�especially�affected,�losing�their�respective�nutritional�value�quickly�whenexposed�to�light.�Although�this�is�unwanted�in�the�case�of�food,�it�becomes�critical�in�the�case�ofpharmaceutical�vitamin�concentrates.
Another�vitamin,�the�B2�(riboflavin),�not�only�loses�its�nutritional�value�but�also�changes�itscolour.�This�is�important�because�riboflavin�is�used�in�the�food�industry�as�a�natural�yellowcolouring�additive�in�such�products�as�in�mayonnaise.�If�the�food�changes�colour,�consumerswill�consider�it�to�be�"unfit�for�consumption".
The�oxygen�barrier�is�measured�as�the�O2�permeability�in�millilitres�per�day�per�square�metre�ofsurface�under�a�pressure�difference�than�one�bar.
Some�guiding�values�are:
A�12-micron�polyester�/�7-micron�aluminium�foil�/�50-micron,�low-density�polyethylenecompound�has�an�oxygen�permeability�of�less�than�0.1�[ml/d�x�m²�x�bar]�while�the�samelaminate�without�aluminium�foil�has�a�value�of�130,�i.e.�it�allows�several�hundred�times�moreoxygen�to�migrate.�As�shown�in�the�chart,�a�product's�shelf�life�is�reduced�significantly�from�oneyear�to�3�weeks,�even�when�stored�in�the�dark.
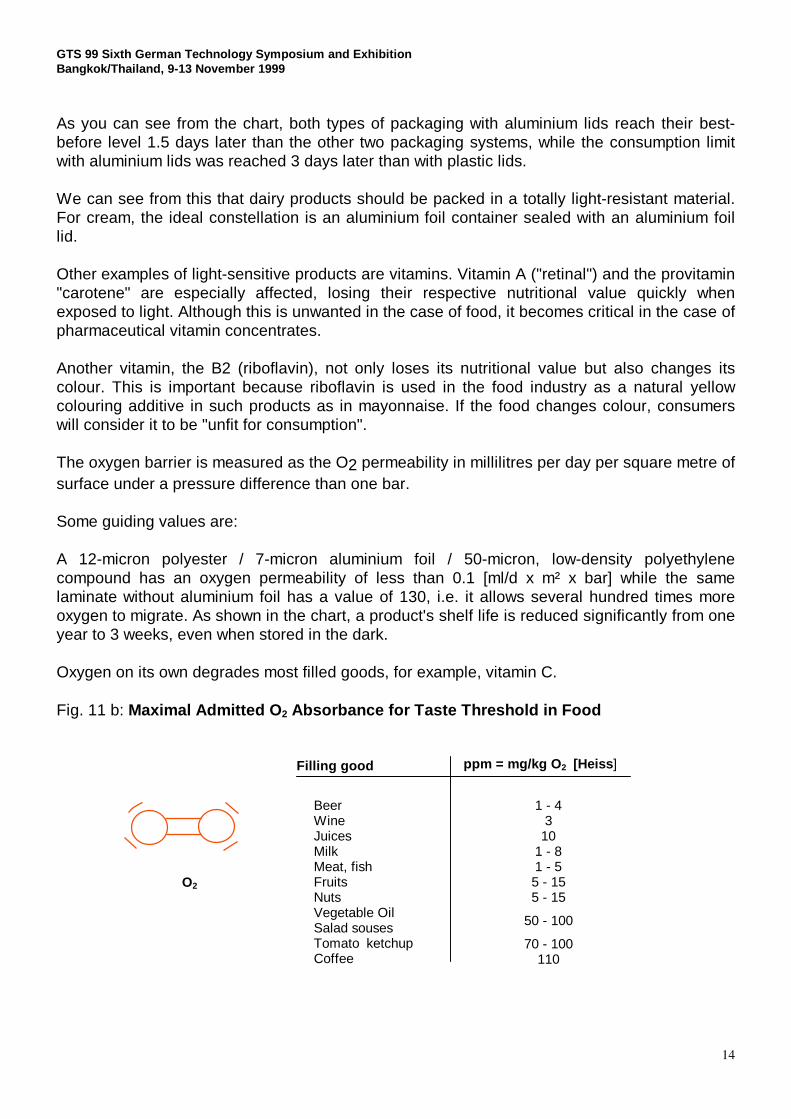
Oxygen�on�its�own�degrades�most�filled�goods,�for�example,�vitamin�C.
Fig.�11�b:�Maximal�Admitted�O2�Absorbance�for�Taste�Threshold�in�Food
Filling�good ppm�=�mg/kg�O2�[Heiss]
BeerWineJuicesMilkMeat,�fishFruitsNutsVegetable�OilSalad�sousesTomato�ketchupCoffee
1�-�43101�-�81�-�55�-�155�-�15
50�-�100
70�-�100110
O2
GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
15
Oxygen�in�combination�with�light�represent�the�biggest�threat�to�a�large�number�of�goods�whichcontain�some�kind�of�vegetable�or�animal�fat.�The�main�groups�comprise:�milk,�yoghurt,desserts,�butter,�cheese,�dry�soups,�chocolate,�peanuts,�nuts,�spices,�sauces,�olive�oils,cosmetics�creams,�coffee,�pet�food,�and�so�on.�The�photo-oxidative�degradation�of�food�usuallyresults�in�a�rancid�taste�and�smell.
The�chemical�degradation�process�is�due�to�various�mechanisms�which�depend�on�thecomponents�of�the�packed�goods.
Two�dry�soups�can�be�used�as�examples�to�illustrate�the�differences:
• In�the�case�of�a�chicken�soup,�which�contains�only�18�%�fat,�the�linolic�acid�is�oxidisedunder�the�influence�of�light�and�oxygen.�Initially,�the�process�requires�a�very�high�level�ofactivation�energy�(i.e.�light)�to�trigger�it�but�the�subsequent�auto-oxidation�is�a�chainreaction�which�continues�even�in�the�dark.�For�such�a�product,�light-resistant�packagingis�necessary�to�prevent�the�process�from�starting.�Oxygen�migration�in�this�case�plays�asecondary�role.
• In�another�case�with�vegetable�cream�soup,�which�contains�milk�fat�and�chlorophyll,�adifferent�oxidation�mechanism�takes�place�-�a�photo-catalytic�reaction.�Some�vegetablesubstances,�such�as�chlorophyll�or�riboflavin,�act�as�a�catalyst�for�oxygen�and�enable�afaster�reaction,�e.g.�for�fats�up�to�1000�times�faster�even�with�a�lower�energy�level�thatoxygen�in�its�natural�state.�The�oxidation�process�continues�as�long�as�oxygen�isavailable.
For�such�a�product,�protection�against�light�and�oxygen�is�necessary.
Another�well-known�type�of�package�which�uses�aluminium�foil�as�a�light�and�oxygen�barrier�isaseptic�liquid�cartons�for�milk,�juice�and�wine.�It�delays�the�degradation�of�the�contents,allowing�a�shelf�life�of�up�to�several�months.�Even�for�milk,�no�refrigeration�is�required.�This�isan�important�cost-saving�aspect�even�where�refrigerated�transport�and�cooling�chambers�areavailable.�The�aseptic�liquid�carton�is�one�of�the�few�packaging�systems�which�can�reachconsumers�in�areas�where�no�refrigerators�are�to�be�found.
Looking�at�another�market,�the�effectiveness�of�a�whole�range�of�pharmaceutical�products�isreduced�under�the�influence�of�light�and�oxygen.�For�example:
• The�aforementioned�vitamin�compounds,• �but�also�phyto-pharmaceutical,�antibiotics�and�corticosteroides.
The�correct�dosage�of�the�active�ingredients�is�essential�to�the�effectiveness�of�every�medicine;any�degradation�is�therefore�unacceptable�since�its�reduces�the�dosage.
A�material's�barrier�properties�against�water�vapour�transmission�is�measured�by�the�watervapour�transmission�rate�(WVTR)�to�determine�how�many�grams�of�water�(H2O)�migratethrough�one�square�metre�of�a�material�at�23ºC�during�one�day,�beginning�with�a�relativehumidity�gradient�of�85%.

GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
16
Typical�values�for�the�aforementioned�laminates�consisting�of�PET�and�PE�with�aluminium�foilare�less�than�0.1�[g/m²�/�d],�and�without�the�foil�barrier�layer�1.5�[g/m²�/�d].
Water�vapour�transmission�must�be�prevented�in�one�or�both�directions,�depending�on�thecontents�of�the�package.
Hydrophilic�pharmaceutical�powders�and�tablets�are�a�good�example�of�protecting�againstmoisture�from�the�outside�to�inside.�These�tablets�are�normally�consumed�by�dissolving�them�ina�cup�containing�a�small�amount�of�water.�The�consumer�waits�until�the�bubbling�has�stopped.During�this�time,�the�active�substance�of�the�medicine�has�been�dissolved�in�the�water�and�canbe�digested�easily.�If�moisture�has�penetrated�the�pack,�the�"effervescent�bubbling�effect"�doesnot�occur�and�the�tablet�cannot�be�dissolved.�The�medicine�is,�therefore,�useless�to�the�patient.This�can�also�be�a�considered�as�a�safety�factor�because�the�consumer�will�becomeimmediately�aware�that�something�is�wrong�with�the�medicine.
Fig.�12:�Pharmaceutical�Packaging
Some�other�medicinal�tablets�are�designed�for�direct�ingestion�with�the��disintegrantsubstances�acting�as�soon�as�they�reach�the�person’s�stomach.�If�moisture�has�reached�thetablet,�the�desired�quick�disintegrating�effect�of�the�active�ingredients�is�no�longer�possible.�Asa�consequence,�no�transport�into�the�blood�system�will�occur�and�the�correct�active�substancelevel�in�the�blood�will�not�be�reached.�This�means�that�the�impact�of�the�medicine�will�be�verylow�or�nil.
An�unpleasant�side�effect�can�also�be�that�the�tablet�comes�into�direct�contact�with�the�stomachwall�for�an�extended�period�of�time.�This�may�result�in�stomach�irritation�because�of�high�localexposure�to�the�active�substances.
BLISTER�PACKSTRIP�PACK COLD�FORM
BLISTER�PACK
GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
17
Other�types�of�medicine�are�designed�to�dissolve�very�slowly�in�the�stomach�in�order�to�providea�small�quantity�of�active�substances�over�a�long�period�of�time.�This�maintains�the�desiredlevel�of�active�substances�continuously�in�the�blood.
If�water�vapour�has�migrated�into�the�package,�the�dissolving�of�the�tablet�-�which�wassupposed�to�start�after�ingestion�-�has�already�started�inside�the�package.�The�drug,�therefore,will�be�released�immediately�and�completely;�the�patient,�in�turn,�will�have�an�extremely�highlevel�of�active�substances�in�his�blood�for�a�short�time�and�no�active�substances�after�severalhours.�As�a�result,�the�performance�of�the�medication�will�be�completely�different�from�what�itwas�designed�for.
For�all�these�reasons,�and�the�fact�that�some�very�expensive�medicines�need�to�have�a�shelflife�of�up�to�several�years,�a�protective�package�is�required�-�such�protection�can�only�beprovided�by�aluminium�foil.
Turning�to�another�market,�the�tobacco�industry�can�be�called�the�"founders�of�the�aluminiumfoil�industry"�because�they�already�requested�aluminium�foil�for�packaging�in�the�1930s.
Tobacco�packaging�takes�advantage�of�the�two-way�moisture�barrier�of�aluminium�foil�inseveral�packaging�forms�-�apart�from�the�fact�that�it�is�non-toxic,�non-smelling�and�impermeableto�aromas�and�foreign�odours.
Aluminium�foil�is�used�as�part�of�the:
• Paper/foil�inner�liner�bundling�for�cigarette�packets• Carton�laminates,�which�also�enhance�the�appearance�value�of�several�premium�brands
and,�at�the�same�time,�retain�the�products'�aroma.• Loose�tobacco�pouches�for�hand-rolled�cigarettes,�chewing�and�pipe�tobacco.• Cigar�sleeves�as�an�alternative�to�the�traditional�rigid�aluminium�tube�to�protect�the
quality�of�luxury�cigars.
In�all�these�applications,�the�goal�is�to�maintain�an�adequate�moisture�level�of�the�tobacco�aspacked,�because�any�gain�or�loss�of�moisture�is�directly�related�to�changes�in�the�tobaccoflavour.
Aroma�or�flavour�is�a�combination�of�different�substances.�If�the�amount�or�any�of�thesesubstances�is�increased�or�reduced,�the�aroma�will�change.�As�human�smell�and�taste�areextremely�sensitive�-�even�more�sensitive�than�the�resolution�of�most�testing�equipment�-�animpermeable�barrier�is�required.
Research�work�carried�out�by�the�Fraunhofer�Institute�underlined�the�effectiveness�ofaluminium�foil-based�materials�for�the�protection�of�tobacco�products.
The�studies�compared�a�7-micron�aluminium�foil�glue-laminate�to�a�30�g/m²�bleached�tissuepaper,�a�40�g/m²�bleached�and�metalised�paper�coated�with�1�g/m²�gold�varnish�and�a�35�g/m²paper�printed�with�a�silver�bronze�ink.
GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
18
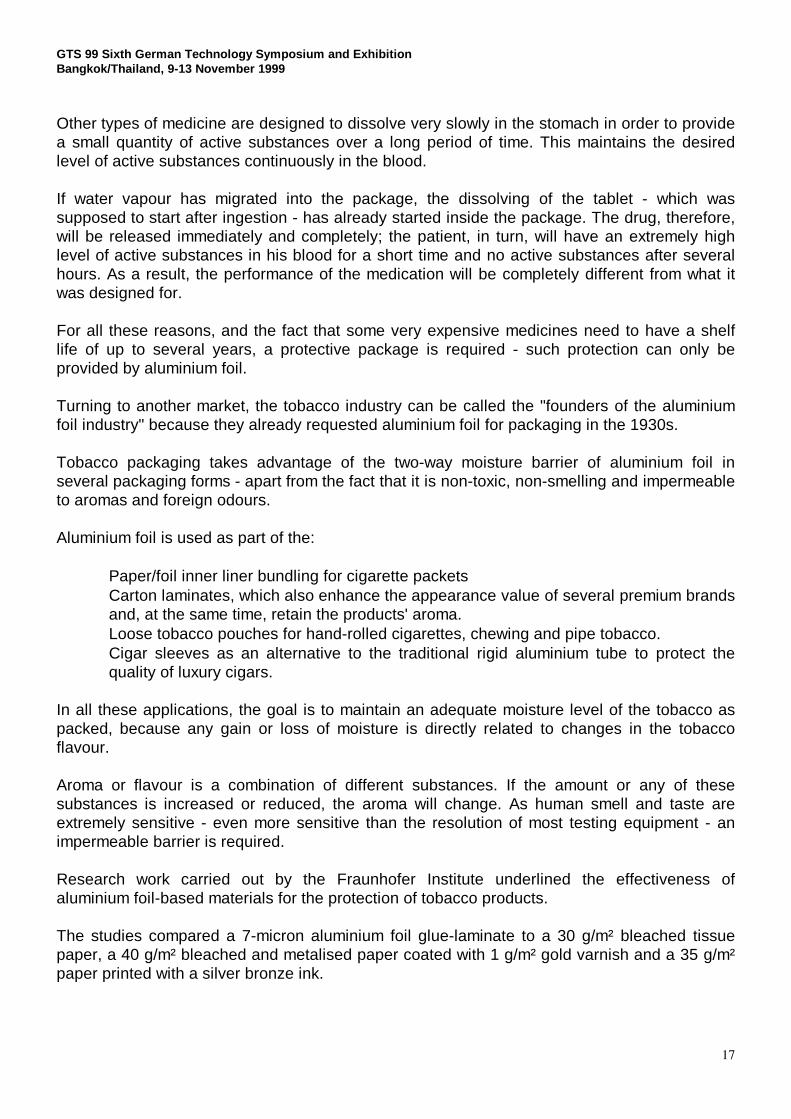
These�materials�were�used�for�the�inner�liner�bundling�of�cigarette�packets.
Fig.�13:�Permeability
Under�controlled�test�conditions,�the�permeation�of�isoamylacetate�-�an�aromatic�substancecontained�in�tobacco�-�through�the�three�materials�was�measured�over�an�extended�period�oftime.�The�evaluation�took�place�at�23�ºC�during�750�hours,�which�is�equal�to�one�month.
The�results�-�as�shown�in�the�diagram�-�report�a�nil�permeability�rate�for�the�aluminium�foillaminate;�a�performance�unmatched�by�the�other�two�materials.
Aluminium�foil�as�a�barrier�against�aroma�migration,�such�as�foreign�odours�and�atmosphericsubstances,�from�the�outside�of�the�package�to�the�filled�contents�is�also�an�important�point�tobear�in�mind.
The�risk�of�aroma�migration�often�exists�during�storage.�In�a�supermarket,�milk�and�washingpowder�are�normally�not�to�be�found�in�the�same�shelf�area,�but�in�the�warehouse�they�may�bestored�very�close�together�for�several�days�or�weeks.�The�same�risk�exists�during�transport.�Ifmilk�cartons�do�not�have�aluminium�foil�protection,�the�milk�will�acquire�a�"soapy"�taste�within�afew�days.�Furthermore,�aluminium�foil�makes�the�handling�of�goods�easier.
When�we�talk�about�"atmospheric�substances",�we�are�referring�to�protection�against�unknown,sometimes�odourless�substances�in�the�environment.�A�good�example�is�hydrocarbideconcentrations�at�petrol�stations�and�their�possible�impact�on�packaged�food,�snacks�anddrinks�sold�at�the�stations'�shops.
GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
19
As�a�last�point,�I�would�like�to�point�out�aluminium�foil's�barrier�properties�against�micro-organisms.�Germs�and�bacteria�should�be�kept�out�of�the�package�while�the�bacterialpopulation�of�cheese�or�yoghurt�inside�the�package�should�remain�unchanged.
Having�reviewed�the�barrier�function�of�aluminium�foil�in�flexible�packaging�materials,�let�meturn�my�attention�to�other�two�main�functions:�the�decorative�aspect�of�aluminium�foil�and�thehandling�of�the�package�itself.
Let�us�start�with�the�decorative�effect.
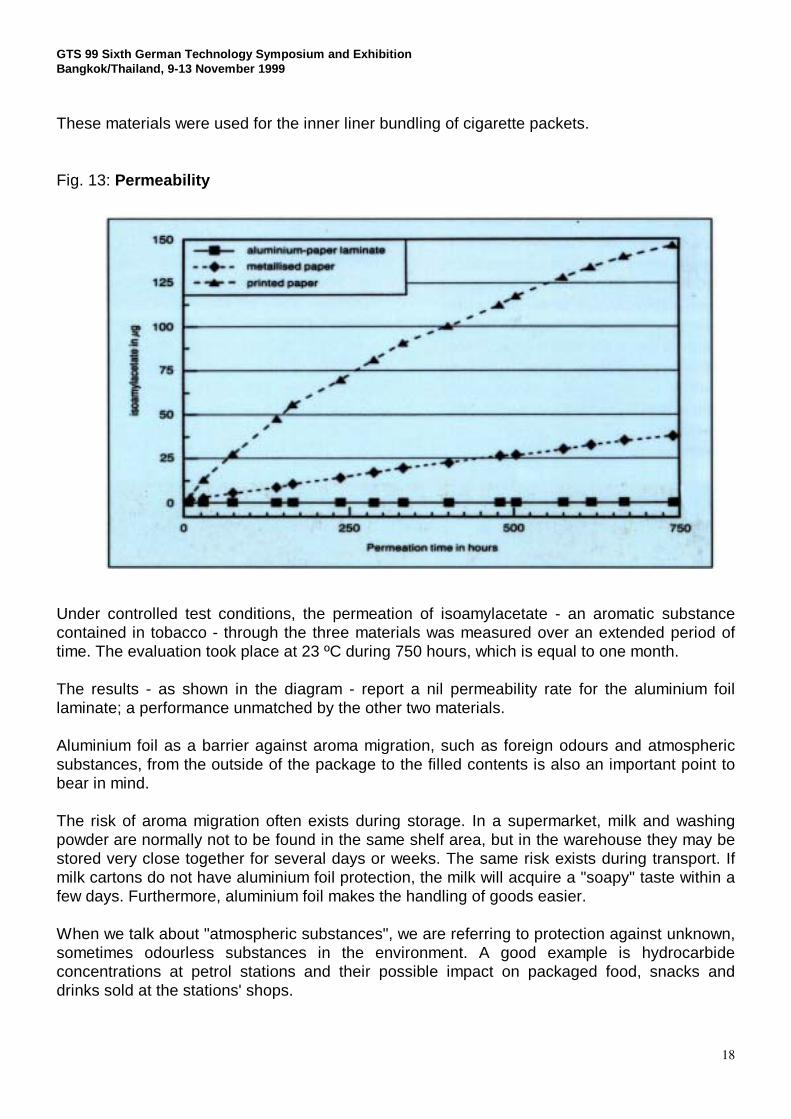
Aluminium�foil�is�doubled�rolled�which�means�that�one�side�comes�into�contact�with�the�highlypolished�steel�rolls�of�the�rolling�mill,�giving�a�very�uniform�surface.�This�results�in�excellentlight�reflection�behaviour�which�is�rated�as�"bright"�to�the�human�eye.
The�surface�formed�between�the�two�aluminium�layers�is�corrugated�and�irregular,�displaying�a"peak�and�valley"�topography.�The�parallel�light�rays�are�therefore�not�reflected�at�the�sameangle�-�a�fact�which�is�interpreted�by�the�human�eye�as�"mat".
Fig.�14:�Bright�and�Mat�Surface
So,�when�it�comes�to�designing�a�pack,�which�should�mirror�the�luxury�and�quality�of�itscontents,�the�metallic�surface�of�the�aluminium�foil�can�give�an�extra�advantage�to�the�design.
Bright�surface Mat�surface
Light�Ray
GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
20
The�bright�surface�is�often�used�to�attract�the�consumer’s�eye,�especially�on�products�likeconfectionery�and�children’s�food,�which�are�characterised�by�a�high�degree�of�impulsepurchasing.�Brand�names�or�logos�are�usually�highlighted�in�this�way�surrounded�by�a�colouredarea.�The�confectionery�industry�mainly�uses�the�bright�side�of�aluminium�foil�for�their�products.Bottle�labels,�liquor�cartons�and�unsupported�bottleneck�foil�are�other�typical�examples.
The�bottle�neck�wrap�is�not�just�for�decoration,�it�also�contributes�to�security,�providing�tamperevidence�in�the�case�of�"over�the�crown".�Neck�foil�keeps�the�mouth�of�the�bottle�free�fromcontamination�and�spills,�a�hygiene�aspect�of�great�importance�with�many�beverages,especially�beer,�now�being�increasingly�consumed�directly�from�the�bottle.
A�historical�reason�for�bottleneck�foil�is�the�fact�that�the�precision�of�glass�bottle�making�wasless�accurate�than�that�of�the�bottle�filling�equipment.�This�resulted�in�different�liquid�levels�ineach�bottle.�When�the�bottles�were�placed�in�a�row�on�a�shelf,�the�consumers�would�select�thefullest�bottles,�wrongly�thinking�that�they�had�more�contents.�This�resulted�in�part�of�the�productreaching�its�“best�before”�dates�without�having�been�consumed.
The�mat�side�is�generally�used�when�a�more�"elegant"�or�"cultivated"�appearance�is�requiredfor�the�product.�Most�of�the�time,�it�is�combined�with�a�black�or�dark�golden�colouring.
Embossing�adds�an�extra�option�and�brings�a�tactile�quality�aspect�into�play.
On�bottleneck�foil,�the�embossing�can�be�total,�or�localised�de-embossing�areas�can�beintroduced�into�the�design�to�emphasise�a�logo�or�motif.�Cut�sheet�packaging,�such�as�neck�foilor�yoghurt�lids,�are�preferred�with�an�embossed�texture�to�enable�them�to�separate�easily.Without�this�embossed�texture,�a�"cling�effect"�often�occurs�in�the�filling�equipment.
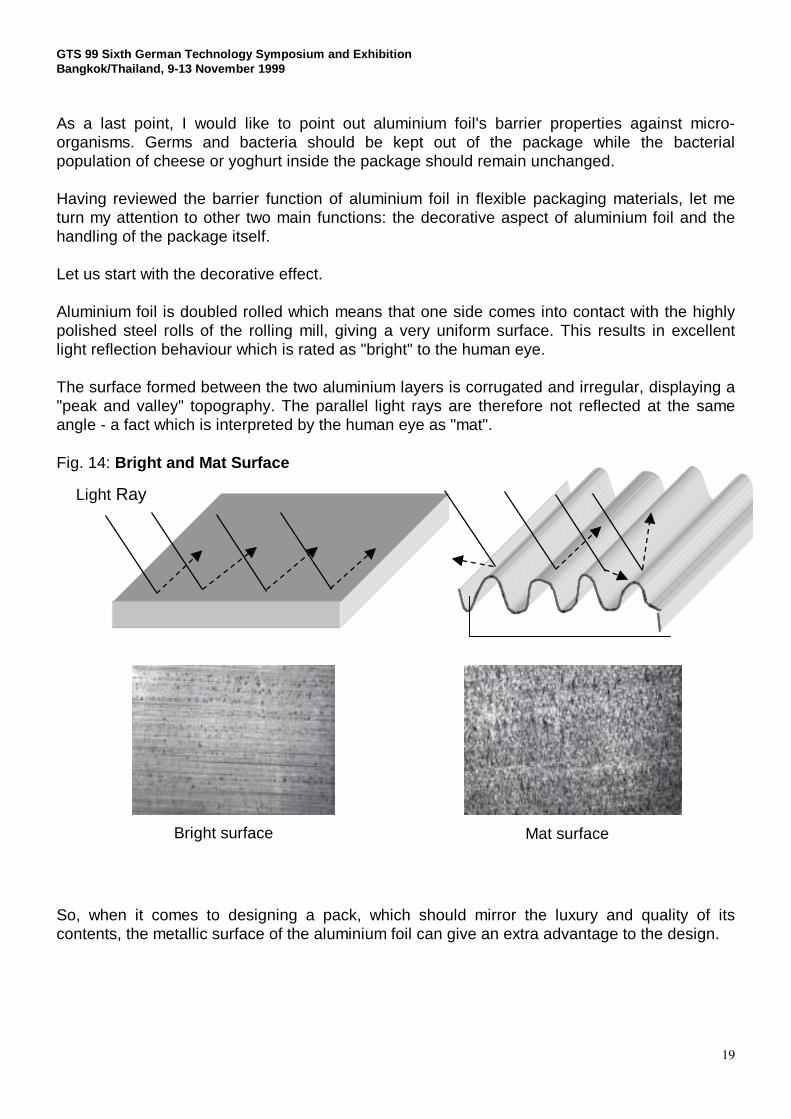
Some�traditional�embossing�patterns�are:
� "Orange�peel"�for�most�applications� "Champagne"�for�sparkling�wines� "Damask"�for�concentrated�soup�cubes�or�bundling�tissue�for�cigarettes
Fig.�15:�Embossing

GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
21
It�is�up�to�the�individual�filler�to�design�an�embossing�pattern�which�will�help�customers�toidentify�his�brand.
A�pack�without�artwork�is�functional�but�not�sellable.�Today,�packaging�designers�have�a�choiceof�different�metal�printing�processes,�all�of�them�being�a�mature�science�today:
� Rotogravure�printing
A�technique�in�which�the�ink�is�transferred�by�direct�contact�with�the�substrate�from�cellsetched�into�a�chromed�steel�printing�cylinder.�It�is�principally�used�for�large�volumes�andhigh-quality�printing.�The�printing�cylinders�are�very�expensive�and�the�design�cannot�bechanged.
� Flexographic�printing
A�"relief"�method�involving�the�direct�transfer�from�an�inked�raised�image�onto�a�flexibleprinting�plate.�As�the�printing�plates�are�not�cost�intensive,�flexoprinting�is�an�option�forsmall�production�lots;�it�also�allows�easy�design�modification.�New�generations�offlexographic�presses�are�achieving�each�time�higher�quality�prints�which�almost�match�thestandards�of�rotogravure.
� Offset�lithography
A�"planographic"�process�using�a�flat�printing�plate�which�deposits�the�image�onto�an�offset"blanket"�roller;�this�in�turn�prints�it�on�the�substrate.�Litho�is�particularly�suitable�for�high-quality,�sheet-fed�work,�such�as�decorative�cartons,�labels�and�embossed�foil�seals.
Printing�can�be�performed�on�soft�or�hard�foil,�but�a�“primer-for-printing”�lacquer�is�required.
Fig.�16:�Decorative�Potential
•�High�reflective�bright�side.•�Elegant,�silky�mate�side.•�Coloring: -��Translucent�colors�to�reveal�the�metallic�surface.
�� -��Opaque�inks�to�bring�contrast�to�the�non-coloredreflective�surface.
•�Printing: �� -��Rotogravure.-��Flexographic.-��Offset�lithographic.
•�Embossing: -��Textural�complete�surface.-��Custom,�logo,�partial.

GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
22
To�summarise,�it�can�be�said�that�packaging�designers�have�a�wide�range�of�effects�and�toolsavailable�for�creating�a�decorative�design�according�to�the�message�that�is�to�be�conveyed�tothe�consumer�about�the�contents�of�the�package.The�last�main�contribution�made�by�aluminium�foil�to�flexible�packaging�materials�concerns�thehandling�and�filling�aspects�of�a�package�and�aluminium�foil's�deadfold�properties.
The�deadfold�property�is�the�ability�to�loosely�wrap�products�without�any�"spring-back"�or"memory"�effect�so�that�no�sealing�is�required.
This�characteristic�is�only�available�with�soft�annealed�foil�and�can�be�measured�and�defined�bythe�mechanical�property�called�“yield�strength”.�The�lower�the�value,�the�better�the�dead-foldperformance.�Major�applications�are�in�the�packaging�of�irregular�shapes,�such�as�seasonalchocolates�and�in�temporary�resealing�of�chocolate�bars�or�sweets�tube�packs.
This�multi-opening/closing�ability�of�aluminium�foil�is�very�user-friendly�because�there�is�noneed�to�consume�all�of�the�contents�once�the�pack�is�opened.�Unfortunately,�fillers�haveintentionally�eliminated�the�aluminium�foil�from�some�types�of�packaging�in�order�to�increaseproduct�consumption.
Low�yield�strength�combined�with�high�tensile�strength�make�aluminium�foil�suitable�for�high-speed�wrapping�machines.
An�additional�advantage�of�aluminium,�which�melts�at�660�ºC,�is�that�its�barrier�properties�arenot�impaired�by�the�influence�of�temperature.�At�deep-freezing�temperatures,�aluminium�foilremains�completely�ductile�and�if�the�package�is�handled,�bent�or�folded�under�theseconditions,�as�often�occurs�during�transportation,�the�foil�remains�flexible�and�does�not�becomebrittle�like�other�materials.
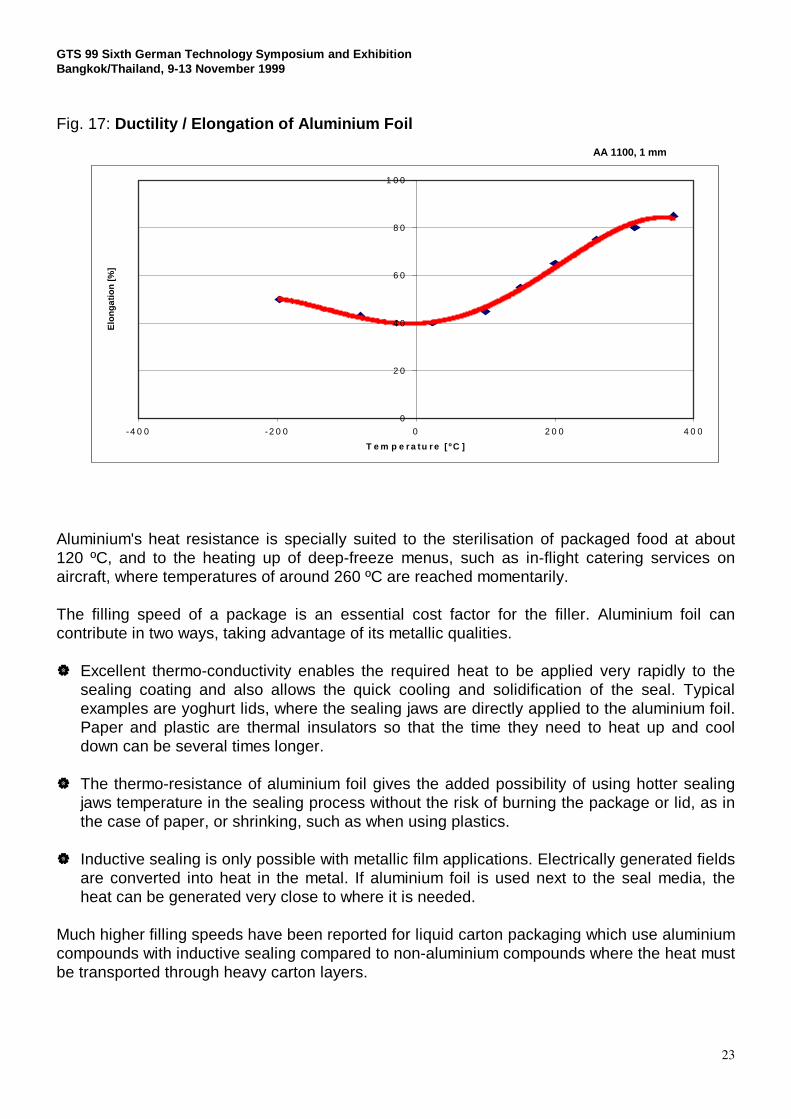
When�a�packaging�material�becomes�inelastic,�the�risk�of�cracking�and,�consequently,�loosingits�barrier�effectiveness�becomes�a�serious�problem.�Ductility�is�a�characteristic�property�ofaluminium;�its�elongation�values�in�mechanical�stress�tests�are�a�good�indicator�of�this.
As�you�can�see�from�the�chart,�elongation�extends�in�both�directions.
GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
23
Fig.�17:�Ductility�/�Elongation�of�Aluminium�Foil
Aluminium's�heat�resistance�is�specially�suited�to�the�sterilisation�of�packaged�food�at�about120�ºC,�and�to�the�heating�up�of�deep-freeze�menus,�such�as�in-flight�catering�services�onaircraft,�where�temperatures�of�around�260�ºC�are�reached�momentarily.
The�filling�speed�of�a�package�is�an�essential�cost�factor�for�the�filler.�Aluminium�foil�cancontribute�in�two�ways,�taking�advantage�of�its�metallic�qualities.
� Excellent�thermo-conductivity�enables�the�required�heat�to�be�applied�very�rapidly�to�thesealing�coating�and�also�allows�the�quick�cooling�and�solidification�of�the�seal.�Typicalexamples�are�yoghurt�lids,�where�the�sealing�jaws�are�directly�applied�to�the�aluminium�foil.Paper�and�plastic�are�thermal�insulators�so�that�the�time�they�need�to�heat�up�and�cooldown�can�be�several�times�longer.
� The�thermo-resistance�of�aluminium�foil�gives�the�added�possibility�of�using�hotter�sealingjaws�temperature�in�the�sealing�process�without�the�risk�of�burning�the�package�or�lid,�as�inthe�case�of�paper,�or�shrinking,�such�as�when�using�plastics.
� Inductive�sealing�is�only�possible�with�metallic�film�applications.�Electrically�generated�fieldsare�converted�into�heat�in�the�metal.�If�aluminium�foil�is�used�next�to�the�seal�media,�theheat�can�be�generated�very�close�to�where�it�is�needed.
Much�higher�filling�speeds�have�been�reported�for�liquid�carton�packaging�which�use�aluminiumcompounds�with�inductive�sealing�compared�to�non-aluminium�compounds�where�the�heat�mustbe�transported�through�heavy�carton�layers.
AA�1100,�1�mm
0
2 0
4 0
6 0
8 0
1 0 0
-4 0 0 -2 0 0 0 2 0 0 4 0 0
T em p e ra tu re �[ ºC ]
Elongation�[%]
GTS�99�Sixth�German�Technology�Symposium�and�ExhibitionBangkok/Thailand,�9-13�November�1999
24
The�advantage�of�operating�only�one�filling�machine�instead�of�several�is�more�than�offset�forfillers�using�more�expensive�aluminium�foil-containing�compounds.�Due�to�the�light�gauge�andlow�weight�of�aluminium�foil,�only�1�gr.�of�additional�weight�is�added�to�every�1-litre�liquid�packwhile�filled�weights�are�more�than�1000�gr.
In�conclusion,�I�hope�that�the�items�described�in�this�presentation,�namely�the�barrier�functionof�aluminium�foil,�its�decorative�value�as�well�as�its�filling/handling�aspects,�have�provided�youwith�an�overview�of�aluminium�foil's�contribution�to�flexible�packaging�materials.�It�is�a�uniqueperformance�and�underlines�the�fact�that�aluminium�foil�is�ideal�for�the�packaging�systems�oftoday�and�tomorrow.
Ladies�and�gentlemen,�I�thank�you�for�your�kind�attention.
Stefan�BogollTechnical�Department�ManagerVAW�aluminium�AGRolled�Products�GrevenbroichAluminiumstraße�1D�-�41515�GrevenbroichGermany
Tel.:�+49�2181�661941Fax:�+49�2181�661667E-mail:�[email protected]





























