Embed Size (px)
Citation preview
H S E R E P O R T 2 0 0 9

Design and copywriting by: SAY PR & Communications ASAll pictures taken by Morten Rakke Photography, except: Front cover w– iStockphoto, p.14 – Ain Shams University Hospital p.16 – Sigbjørn Lenes, p. 23: Paal Andre Schwital/Metro Branding Printed by: BK Gruppen
The paper used to print this report has the Nordic Eco-labeling – the Swan – and is also approved by the PEFC Council (Programme for the Endorsement of Forest Certifications schemes).
MILJØMERKET
241Trykksak
645
Contents04 Responsibility for HSE
05 CEO’s HSE review
06 Systematic programme
07 Group policy & highlights
08 Management training
10 Carbon footprint audit
12 Auditing of suppliers
13 Safety and preparedness
14 Corporate responsibility
15 Raw materials
16 Paint production
17 Powder coating production
18 Environmental impact
20 Safe working environment
22 Assessing our own performance
Jotun’s HSE vision
Jotun A/S will enhance long-term competitiveness and financial
performance through a responsible approach, attitude and actions
regarding health, safety and environment.
All of Jotun’s activities shall:
• prevent work-related illnesses
• promote employees’ physical and mental health
• protect life and property
• prevent pollution

4
RE
SP
ON
SiB
iLiT
Y F
OR
HS
E
As you would expect for such a significant
activity, HSE is a management responsibility
at Jotun.
The HSE organisation is responsible for
assisting with controls, expertise and
reporting. However, the Jotun Board of
Directors has overall responsibility for HSE
activities and approves budgets, strategies
and guidelines. The President & CEO devises
the Group’s HSE policy, approves Jotun’s
HSE standards and proposes budgets for
both operations and investments.
The Group Executive Vice Presidents for the
divisions, along with company managers
and operations managers, are responsible
for effecting and monitoring Jotun’s HSE
standards and local regulations via regular
reporting and compilation of action plans.
The Jotun Group’s Technical Director
develops and maintains the Group’s HSE
standards. The Group Technical Director re-
ports to the Group Executive Vice President,
Jotun Paints.
Local HSE coordinators and HSE personnel
assist with the daily monitoring of HSE
activities at each of the factories.
HSE measures form a natural part of man-
agement responsibility at Jotun and at the
same time are part of the day-to-day work
of all employees.
Responsibility for HSEThe Board
President & CEO
Divisions
Group Technical Director
All employees

Jotun was founded in 1926. Based on a
strategy of organic growth, we have po-
sitioned ourselves and grown through
various economic trends and surround-
ings. We have been in the market for a
long period of time, and we make long-
term strategic decisions. The long-term
approach entails, among other things, se-
curing a solid foundation within health,
safety and environment (HSE). We will
never be complacent about being satis-
fied with the situation in this area.
HSE is of course important in its own right with regard to protecting people and the environment. Fortunately, it is also becom-ing more and more apparent that businesses which take these challenges seriously are also winners in day-to-day business.
AttitudesJotun has operations in many parts of the world. Various challenges can be faced in con-nection with areas within health, safety and environment where the group has operations. Although the challenges differ, our attitudes should remain the same. HSE must be taken seriously regardless of where we are, and ab-solutely everyone must have a proactive ap-proach to it. We have frameworks and routines that should be adhered to and monitored. Con-siderable resources must therefore be used on raising awareness, training and follow-up.
Ongoing follow-upJotun’s Board of Directors and management follow-up the work carried out on an ongoing basis. In 2009, the focus on HSE was stepped up, with the introduction of new routines for interim reporting for all of the group’s produc-tion facilities. More regular and more detailed reporting entails better and more continuous awareness in relation to this work. Potential incidents can be intercepted quicker. In addi-tion to the new reporting routines improving the organisation, the reports are also used ac-tively in the organisation.
ISO 14001 and OHSAS 18001We are in the process of introducing ISO 14001 and OHSAS 18001 at our production facilities throughout the world. Our aim is to ensure that all group production facilities are
certified in 2010. An extensive maintenance programme is being carried out parallel to this, which includes training personnel who are responsible for maintenance and who en-sure practical follow-ups. Regular audits of health, safety and environment are undertaken at our production facilities in order to assess the potential for improvement.
The environment as a competition parameter The environment is becoming increasingly important as a competition parameter in rela-tion to production. Jotun uses a great deal of resources on research and development aimed at competitive products that satisfy stringent environmental requirements. A number of changes will take place on the production side both in relation to the private market and the professional market. The players with products that best protect health and the environment will be the winners of the future.
SubcontractorsWe set stringent requirements for our subcon-tractors. Requirements are set and investiga-tions carried out when contracts are entered into as well as during the duration of the con-tract. We are not interested in working with subcontractors who do not take HSE seriously.
Position to use resourcesJotun has a sound financial position. The eq-uity ratio is slightly more than 55 per cent. This means we are very well positioned to use resources on safety and the environment. Our Board of Directors has never denied requests from our businesses for funds to be used for health, safety and environment. Environmen-tal risk also entails a financial risk. Prevention is therefore the best approach in relation to the economies involved.
We should never be complacent about be-ing satisfied with the situation in this area. It should be a fundamental part of the culture and the daily work. HSE is therefore an inte-gral part of all our business areas.
Morten Fon, President & CEO
5
CE
O’S
HS
E R
EV
iEw
Jotun protects property
Hilde Grom, Group Environmental Officer, with Morten Fon, President & CEO

6
SY
ST
EM
AT
iC P
RO
GR
AM
ME
HSE standard
Jotun’s HSE standard forms the basis for the
Group’s systematic HSE programme. This shall
be a solid foundation for Jotun’s long-term
competitive strength and financial results.
work on the HSE standard started in 1994
and in 1998 it was introduced throughout
the Group’s factories. HSE reporting and in-
ternal controls and audits are carried out ac-
cording to the same guidelines throughout
all of Jotun’s production units.
HSE accounts
Jotun compiles tertiary and annual accounts
on health, safety, use of resources and envi-
ronmental pollution. The purpose of the HSE
accounts is to monitor the performance of the
group; to provide a benchmark for the group’s
results against other companies of a similar
nature and to provide information both inter-
nally and externally about the group’s effects
on people and the environment.
Jotun’s reports are based on statutory Nor-
wegian requirements and include the most
important effects of the company’s activities
on the environment.
The HSE accounts cover a total of 39
factories, of which there are:
• 5 factories in Jotun Dekorativ
• 11 factories in Jotun Paints
• 11 factories in Jotun Powder Coatings
• 12 factories in Jotun Coatings
Systematic programme

Jotun is a worldwide developer, manu-
facturer and seller of paint and powder
coatings. Our company, including all
levels of management, are committed
to the success of our HSE management
system and subsequent continual im-
provements to encourage the preven-
tion of negative impacts on health,
safety and environment that may
affect our employees and stakeholders.
Health, safety and environment is a part of Jotun’s management system, and all our ac-tivities should, as a minimum, comply with relevant and applicable local laws and regula-tions, and our own group health, safety and environmental requirements.
We are mandated to continually improving performance within specified areas in accordance with the international standards ISO 14001 and OHSAS 18001. Annual targets for KPIs will be established in order to correctly monitor and subsequently take corrective action, where necessary.
Our performance will be communicated through our Annual HSE Report.
We shall, as primary objectives:• Prioritise the welfare of our employees
by ensuring a good and acceptable working environment that is proven to be secure and safe.
• Operate and maintain our facilities in a way that prevent fires, accidents and incidents thus adding to the secure environment.
• Strive to substitute dangerous chemicals with less dangerous ones;
• Wherever possible limit pollution by using more environmental friendly raw materials and processes;
• Minimise waste by focusing on planning and recycling of materials.
Our suppliers and contractors are re-quired to document and/or demonstrate an acceptable health, safety and environment standard.
Jotun management, at every level, are com-mitted to allocating the necessary resources in order to achieve all HSE objectives. This will include the training of all our employees in order to increase competence that will en-sure awareness of their obligations to prevent negative impacts on health, safety and en-vironment, and loss of values by damage to properties.
Morten Fon, President & CEO
7
GR
OU
P P
OL
iCY
& H
iGH
LiG
HT
S
Jotun Group Policy
Highlights 2009
• Jotun has committed to achieving iSO
14001 for all production sites by the end of
2010. iSO 14001 is an international man-
agement tool enabling an organization to
identify, control and improve the environ-
mental performance. By the end of 2009 14
of Jotun’s 39 production sites were certified.
• Jotun will also adapt OHSAS 18001 for all
production sites by the end of 2010. OHSAS
18001 is an international occupational
health and safety management system. By
the end of 2009 12 of Jotun’s 39 production
sites were certified.
• Jotun began a programme to audit suppliers,
with a focus on HSE and CR. By the end of
2009 audits of some 200 suppliers had been
undertaken and this will continue in 2010.
• Jotun initiated a standard for maintenance
and implementation, a process which start-
ed in 2008. Most sites has been assessed
and the foundation of moving from reactive
to proactive maintenance is now in place.
• All company managers, group managers
and divisional directors received one day of
training in health, safety and environment
procedures.
• 31 employees graduated from the Jotun
Operations Academy - JOA 1 – which is for
operational managers to improve and train
in technical issues with a focus on HSE and
LEAN practices. The program will continue.

In a bid to continually improve HSE ca-
pabilities during 2009, Jotun made a fun-
damental addition to how we are rolling
out training and development of this dis-
cipline to top management.
Research has proven that without the commit-ment and driving of initiatives by the manage-ment of a company, HSE standards are likely to stall or indeed deteriorate. Therefore, rather than HSE being confined to the shop floor, it is now also a key focus for top Jotun manage-ment around the world.
Group management, divisional management and all company managers with production re-sponsibility participated during 2009 in a one-day training course. The main topics included identification of Jotun’s main HSE challenges and measures to handle related risks. In addi-tion, all participants underwent practical train-ing in safety walks. The training was carried out by the Group HSE Department.
The effect of the training is exemplified through the perspectives of four company managers from various Jotun sites around the world.
Gavsi Özarpak, General Manager Jotun Pow-der Coatings Turkey, believes this initiative has helped him to more fully understand the issues surrounding HSE. “I have found that I am now able to ask more relevant HSE questions than before as I understand better the issues dis-cussed. HSE is now a topic that can receive a great deal of guidance and input from myself and other senior management.”
“As an example, HSE walks were always a part of my regular factory reviews before the training, but I now make these walks with more knowledge.”
Steve Steptoe, General Manager in South Africa was another who attended the Top Management Training session, an event he feels was particularly beneficial. “Following the HSE training I was able to take onboard meaningful methodologies and relate them to operational activities in the factory. I am now able to make visits to the factory and judge more correctly if health, safety or environ-mental issues need my attention.”
Steptoe adds: “A further development for 2010 is that HSE will be discussed as a matter
of course in all management meetings – there-by receiving the attention that its importance merits. HSE is now fundamental to the contin-ued success of Jotun in South Africa.”
Per Harald Engesaeth, who operates as Gen-eral Manager in Egypt, is committed to ensur-ing that HSE is core to the company’s busi-ness approach. He says: “A country manager can no longer accept that health, safety and environment issues are dealt with purely by the HSE department. HSE affects quality, it affects the working environment and it affects the bottom line. But more than this, it is just wrong to put employees in hazardous condi-tions that could be damaging to them.
“This training programme for top Jotun man-agement is a practical approach to a very important part of our operations. For me, there was particularly valuable training on anti-static electricity risks and how to avoid fires and explosions in the factory. Addition-ally, we looked at where new investments are being made across the group – from efficient ventilation systems and ergonomic lifting equipment to training and development pro-grammes at all levels.”
Engesaeth concludes: “When combined with a much improved reporting structure and planning methodologies, Jotun’s global HSE initiatives gained a real momentum in 2009.”
Jotun has continued to see a growth in output from its production facilities in China in 2009 and the company has ensured that its HSE programme develops in line with its market expansion. Training has been a critical factor in this development and Zhao Ming Dong, General Manager in Jotun COSCO Marine Coatings in China, believes that the recent HSE Top Management Training course is helping in this process.
“The management training has been a sig-nificant spur in putting HSE at the top of our operational agenda in China” he says. “It has given me a greater understanding of the com-mitment necessary to improve HSE func-tions and how this commitment can enhance all areas of the business.
“For 2010, we now have a raft of measures - including an improved company-wide HSE verification programme - which we will be
putting in place to further enhance our HSE standards. I will also ensure that further train-ing and workshops are initiated at all levels throughout the company to keep HSE aware-ness at the top of everybody’s agenda.”
The increased focus on the issue of health, safety and environment has been encourag-ingly embraced by senior management right across the globe. It is this recognition of the critical role that HSE plays in the company’s ongoing success that will bring about contin-ued improvement in this discipline.
8
MA
NA
GE
ME
NT
TR
AiN
iNG
Top management training in HSE

9
MA
NA
GE
ME
NT
TR
AiN
iNG
Across the board
As you would expect of a discipline so fundamental to the success of Jotun, every em-
ployee in the company is charged with ensuring HSE procedures are adhered to. How-
ever, the overall responsibility for HSE lies with senior management and, therefore, se-
nior management training is vital if they are to play a meaningful role in HSE activities.
An HSE policy will only be effective if staff act on it, follow it through and review it.
But efforts to uphold Jotun’s HSE standards – and improve HSE performance - will
be driven by the management in the company demonstrating their determination to
make it work.
10
CA
RB
ON
FO
OT
PR
iNT
AU
DiT
In 2009 Jotun produced its first Carbon
Footprint Audit. As Hilde Grøm, Group
Environmental Officer, explains, it marks
a step forward in our effort to reduce our
impact on the environment.
The significance of carbon dioxide (CO2) emissions in the global warming equation has been well documented over recent years. As a responsible global manufacturer, at Jo-tun we recognise that we must play our part in the reduction of CO2 and other so-called ‘greenhouse’ emissions.
But in order to know how we are perform-ing in our goal of reducing our emissions, we needed to set down an initial market for our CO2-producing activities, as Hilde Grøm points out. “Our environmental initiatives are an important element in our wider corpo-rate responsibility (CR). But without under-taking an audit of our emissions, understand-ing what course of action to follow would not have been possible.”
The Carbon Footprint Audit was carried out to provide Jotun with a global overview of the operations’ CO2 emissions. The report – undertaken in conjunction with consultancy firm CO2 Focus - contains detailed informa-tion on our global carbon footprint with car-bon indicators for 2008 for our four divisions - Jotun Powder Coatings, Jotun Coatings, Jotun Paints and Jotun Dekorativ - covering the 39 production facilities, along with the corporate unit in Norway.
The greenhouse gas emissions have been cal-culated according to the international stand-ard, the Greenhouse Gas Protocol Initiative, and includes all consumption of fossil fuels for energy production and transportation with own vehicles at the facility premises, process emissions and purchased electricity. All of our greenhouse gas emissions are con-verted into CO2 equivalents.
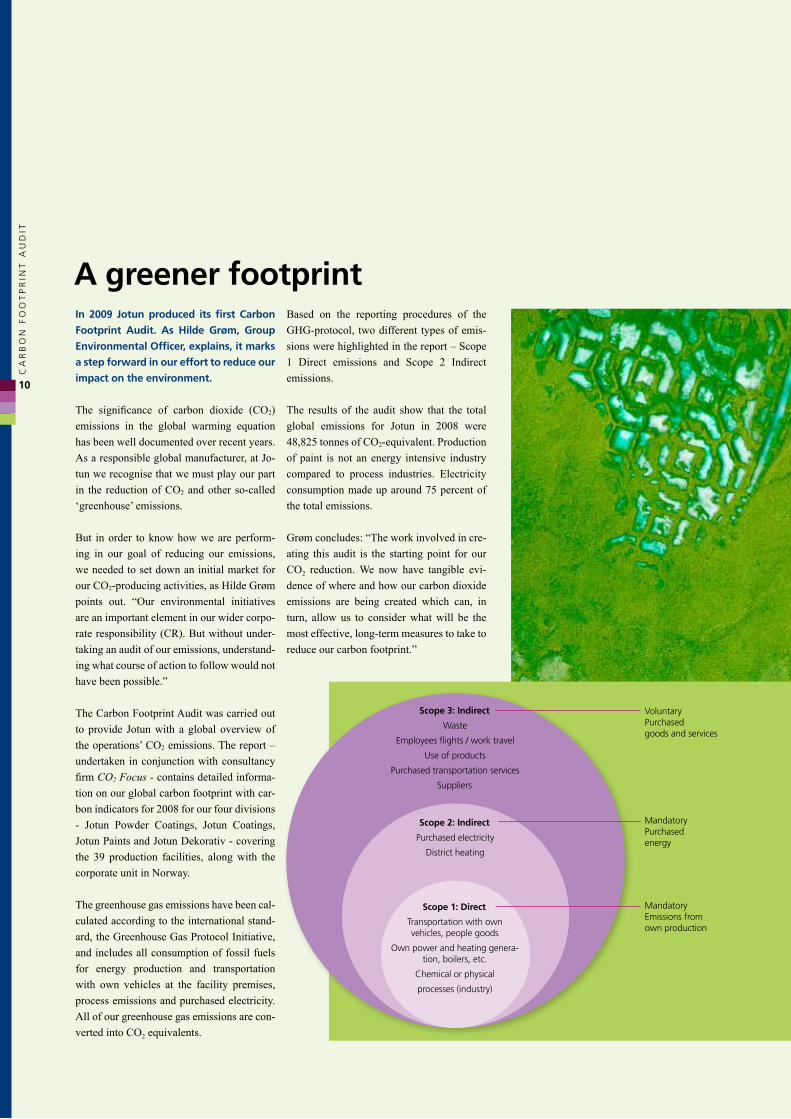
Based on the reporting procedures of the GHG-protocol, two different types of emis-sions were highlighted in the report – Scope 1 Direct emissions and Scope 2 Indirect emissions.
The results of the audit show that the total global emissions for Jotun in 2008 were 48,825 tonnes of CO2-equivalent. Production of paint is not an energy intensive industry compared to process industries. Electricity consumption made up around 75 percent of the total emissions.
Grøm concludes: “The work involved in cre-ating this audit is the starting point for our CO2 reduction. We now have tangible evi-dence of where and how our carbon dioxide emissions are being created which can, in turn, allow us to consider what will be the most effective, long-term measures to take to reduce our carbon footprint.”
A greener footprint
Scope 1: Direct
Transportation with own vehicles, people goods
Own power and heating genera-tion, boilers, etc.
Chemical or physical
processes (industry)
Scope 2: Indirect
Purchased electricity
District heating
Scope 3: Indirect
waste
Employees flights / work travel
Use of products
Purchased transportation services
Suppliers
VoluntaryPurchased goods and services
MandatoryPurchased energy
MandatoryEmissions from own production
1111
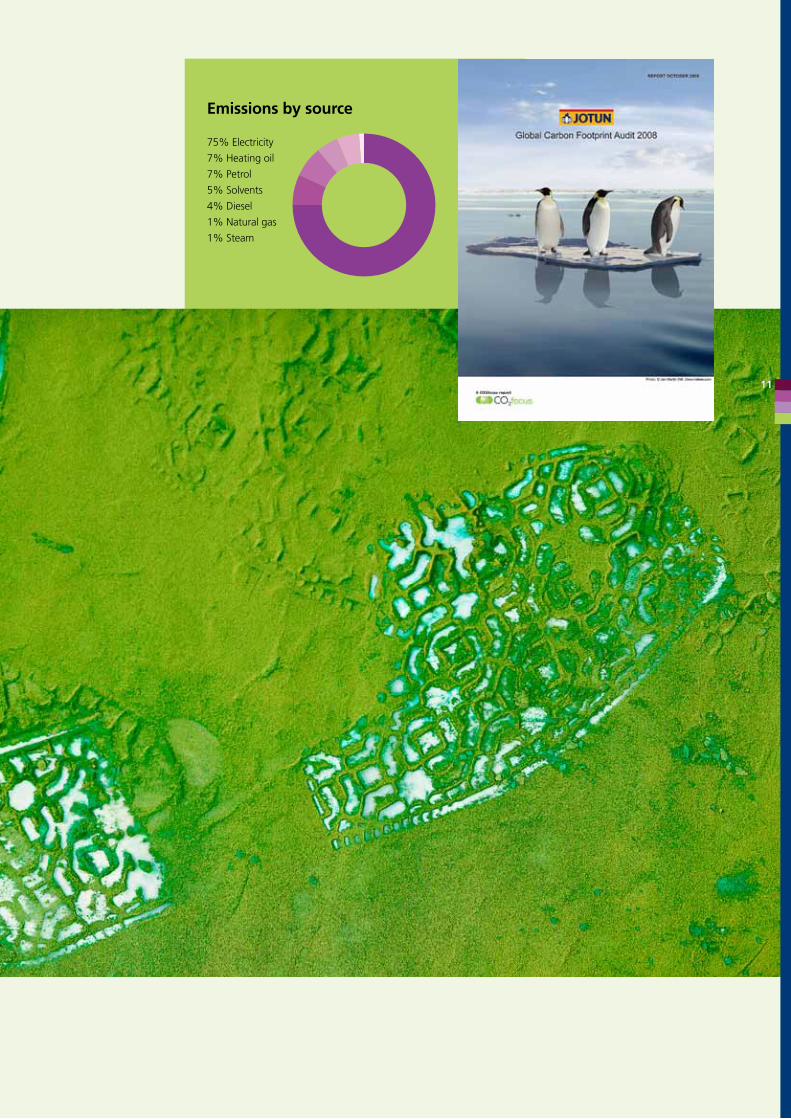
Emissions by source
75% Electricity
7% Heating oil
7% Petrol
5% Solvents
4% Diesel
1% Natural gas
1% Steam

12
AU
DiT
iNG
OF
SU
PP
LiE
RS
Auditing of our suppliersIt is vital that any organisation ensures
that it maintains a high standard of
health, safety and environment (HSE)
and corporate responsibility (CR) within
its own facilities. But these standards
cannot stop at the company’s own fac-
tory gate. That’s why Jotun has set up a
far-reaching programme to audit its sup-
pliers around the globe.
Jotun recognises that it has a duty to protect its own CR liabilities and for this reason we initiated a process of HSE and CR auditing of suppliers in the late summer of 2008. We began initially with ten audits, followed by a re-evaluation and refocusing of the audit re-quirements. Full-blown audits commenced in February 2009, with a particular focus on Asia, including China, Indonesia, Vietnam, India and Malaysia. However, all territories where Jotun operates - including Europe and the Middle East - will be assessed. By the end of 2009 Jotun had also undertaken audits of 20 European suppliers.
By the end of 2009, audits of 200 out of a total of 400 suppliers had been carried out and this figure will increase significantly during 2010. The work in Asia is undertaken in close con-junction with a European third-party evaluation company, Asian Inspection, working out of China and India with regional auditors. Jotun performs the European audits ourself.
Though the audit is with direct suppliers, each Jotun company has requested that its suppliers push this process down the chain by auditing their own suppliers, too. This is now a part of
the general terms of agreement for these com-panies and Jotun will soon follow up to ensure this process has begun.
The audit report includes a range of ethical standards in relation to a company’s opera-tion, including HSE, working hours and record keeping. Jotun has stated that as a minimum the audited company shall follow the local regula-tions. However, we will endeavour to ensure companies meet international standards for activities that Jotun deems essential, including child labour, discrimination and bribery.
As an example, one company in China that attempted to bribe auditors on a visit to its premises was immediately removed from Jotun’s list of suppliers. Three others, where serious infringements occurred, are for the time being removed from our supplier list. If they are to be considered in the future, they need to show significant levels of improvement.
The feedback from audited suppliers is that they appreciate the audit as it gives them a valuable benchmark for their working prac-tices. It improves their day-to-day processes and leads to an improvement in the quality of their products and output levels. They also find that they can then use the results of the audit – which showing a level of standard – to secure other customers and win new business.
The results from many territories were positive. Few failed, though Jotun has high-lighted areas, like HSE and environment, in which approximately 40 per cent of the com-panies need to improve.
Jotun uses a colour-coded evaluation system – either green, orange or red - relating to fully compliant, needing improvement and not of an acceptable standard. Many of the audited companies are presently at level orange, though Jotun will work to assist them in im-proving to green. Only after completing this process will we make a decision on their par-ticipation as an ongoing Jotun supplier.
The audit process is never complete for any company and we will revisit each supplier every three-five years, unless suspicions of failure to uphold HSE or CR standards occur. This auditing system is a significant commit-ment by Jotun in terms of cost and resources, and has whole-heartedly been supported by Group management. It is only by developing such a benchmarking system that we can hope to improve both our own standards and those of our partner suppliers.
John Cato Juvik, Group Purchasing Manager - Europe, is responsible for the global audit programme at Jotun and explains what he hopes to achieve from undertaking this process.
“we began audits of our raw materials suppliers, then moved on to packaging companies and finally some producers of Jotun products. The next step is to look at suppliers of non-raw materials products and finally to transport companies.”
Jotun wants to see evaluated companies pass this audit as we wantto help them improve their operations. Juvik continues: “As an example, a negative report for one company helped them to identify weak areas, and they improved and met both the country’s
manufacturing legislation and our own requirements within three months. They are now an approved supplier. This is a success for both them and us.”
The bottom line for all Jotun suppliers is that they must meet alllegal requirements, but also the company’s defined requirements for specific territories. These requirements are not the same for all locations, and Jotun works closely with country managers to evaluate the results of each audit.
As for the future of the supplier audit programme, Juvik concludes: “Our main aim is to move suppliers up the improvement chain. The goal is to have audited 300 companies by the end of 2010.”
From the top

13
SA
FE
TY
AN
D P
RE
PA
RE
DN
ES
S
Safety and preparednessThanks to knowledge and training the fire
incidents last year were handled quickly
and averting the risk of major fires.
Site security and trainingSecurity and safety are essential in the entire chemical industry, which needs to be prepared for a wide range of threats and incidents, such as intoxicants, organised crime, violence in the workplace and even terrorism. In order to manage security risks Jotun needs to evaluate which measures to take at any given time.
Active learningIn 2009 Jotun continued the important train-ing of all staff at its production facilities worldwide on the issues of earthing and stat-ic electricity. Earthing and static electricity are the biggest challenge Jotun faces in terms of guaranteeing the safety of its employees and property.
In 2009 6,100 hours of preparedness training were carried out, as compared to 5,900 hours in 2008. On average this represent 5.2 hours of training for each of the 1,200 rescue per-sonnel in the organisation.
Specific incidents in 2009There were nine fires or early stage of a fire in 2009. Two of the fires are considered se-rious because they had a potential to cause bigger fires.
One of the fires considered serious occurred due to non-functioning of the thermostat in a salt cabinet in our factory in Spain. At the fac-tory in Saudi Arabia, use of solvent for clean-ing caught fire during maintenance work.
The fires and early stage of fires were extin-guished with manual firer extinguishers of Jotun personnel and did not result in injuries or major damage to property nor environment.
Fire prevention measuresJotun is active in the area of fire prevention measures. This includes providing employees with training, fire-resistant facilities and per-sonal protective equipment.
The correct fire-detection system and fire-fighting equipment are vital for preventing and limiting the scope of a fire.
Fire-detection and fire-fighting systems shall be activated automatically. Foam-based ex-tinguishing equipment are used at factories manufacturing solvent-based products.
Any conditions which result or could result in any damage to the environment or personal injury shall be treated as non-conformities. These conditions must be rectified in order to prevent any recurrence. This applies to inci-dents involving fires, early stage of a fire and accidental emissions of chemicals.
The outbreak of fire is regarded as the greatest risk factor at Jotun’s plants. Preventive measures against fire and explosions are therefore given high priority in order to prevent personal injuries and damage to property. Site security is another area in which improvements are being made.

14
CO
RP
OR
AT
E R
ES
PO
NS
iBiL
iTY
As part of its corporate responsibility
initiatives, Jotun works hard to involve
itself in activities in the community
wherever it operates around the world.
An example of this is in Egypt, where it has
assisted in the renovation of the paediatric
surgery department at the Ain Shams
University Hospital which specialises in
mother and child health care. The reno-
vation was completed in July 2009.
In coordination with the Yahiya Arafa Chil-dren’s Charity Foundation, which has led the renovation programme, Jotun was the main corporate sponsor and was responsible for meeting the entire paediatric unit’s redecora-tion needs by supplying a full range of paint solutions. Careful consideration was given to the type of paint necessary in such an envi-ronment – for example, covering is needed that features antibacterial, anti-fungus, crack bridgeability and fire retardant qualities.
Coordination of the entire project and ongoing management of the charitable operation for the hospital was by Yahiya Arafa Children’s Charity Foundation – a non-governmental organisation registered in January 2007 – and operating under the auspices of the Egyptian Ministry of Social Solidarity.
Jotun’s reason for participation in this project was to ensure that it continues to play a posi-tive and effective role in community service.
The vision of the paediatric surgery depart-ment at the Ain Shams University Hospital is to alleviate the burden of financially de-prived families with children suffering from serious medical conditions through high quality, low-cost medical care provided in a child-friendly atmosphere. The intention of the charity work is to provide free and sub-sidized services to a wide number of patients within the local community.
Per Harald Engesaeth, General Manager, Jo-tun Egypt, stated: “The Jotun Group encour-ages divisions operating locally to seek out charitable projects that, with support, can play an important role in the community. The Ya-hiya Arafa Children’s Charity Foundation is just such a project and we are proud that we have been able to do our part in the hospital’s rejuvenation over the last two years.”
Following the renovation the pediatric unit now includes two operating theatres, seven in-tensive care beds, five intensive care incubators and a ten-bed ward. The unit aims to perform over 3000 operations a year, mainly for chil-dren suffering from congenital problems.
Jotun’s involvement has already stretched back two years and the company is fully committed to continued long-term support of this project.
Corporate responsibility in the local community

15
RA
w M
AT
ER
iAL
S
Every Jotun product contains a num-
ber of chemicals and materials, each of
which contribute to the qualities of the
finished product. This presentation de-
scribes the key elements of Jotun paints
and powder coatings, and how they
work together.
SolventsSolvents are only used in paint and not in powder coatings. Solvents are the liquids that carry the solid components in paint. They must be present to ensure the paint is of the correct consistency for application by brush, roller or spray. Paint is divided into solvent based paint, using organic solvents like min-eral spirit, and in water borne paints.
PigmentsThe pigments used in paint and powder coat-ings are normally present as fine solid parti-cles that are dispersed, but not soluble, in the
binder and solvent. The pigments contribute to colour and opacity (hiding powder) to the paint and protect the binders and substrate from UV degradation.
ExtendersExtenders are natural or synthetic minerals such as talc or clay, which are evenly dis-persed in the paint. The particles come in dif-ferent sizes and shapes. In powder coatings it is important that the extender is heat-resistant.
BinderThe binder or resin is one of the most impor-tant components in paint and powder coat-ings, and can be thought of as the glue which holds the pigments together and sticks them to the surface. In paint it is the basic solid film former that remains after the solvent has evap-orated, and which binds the pigment particles together into a cohesive paint film.
The binder determines many of the necessary film properties such as adhesion, gloss level, hardness, abrasion resistance, flexibility, dry-ing speed and durability.
AdditivesAdditives are the specialised components used in paint and powder coatings that give them their final performance and characteris-tics. For example in paint, they provide UV protection, inhibit tannin staining, inhibit cor-rosion, protect the film against mould growth, ensure good flow and levelling.
HardenerIn powder coatings and two-component paint, the hardener is used to cross-link the resin at a given temperature. The degree of cross-link-ing can also be adjusted to determine the gloss level, degree of surface and other aspects, in-cluding structure and texture effects.
Raw materials
16
PA
iNT
PR
OD
UC
TiO
N
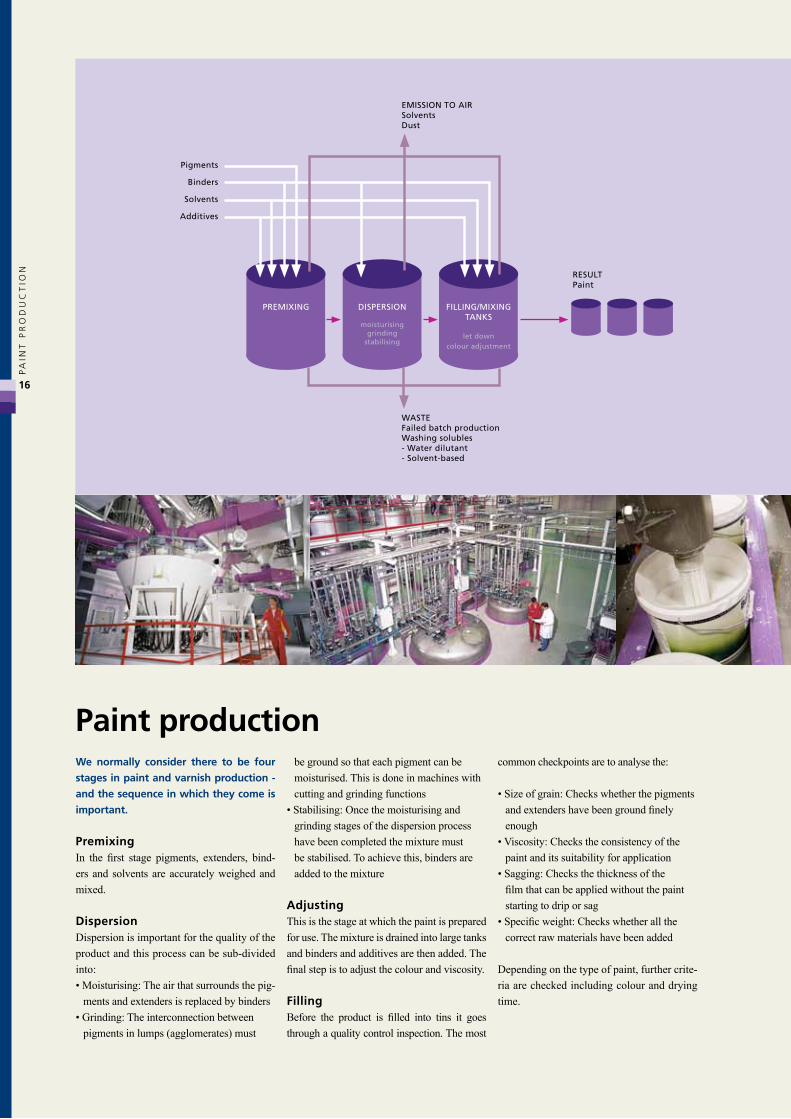
We normally consider there to be four
stages in paint and varnish production -
and the sequence in which they come is
important.
PremixingIn the first stage pigments, extenders, bind-ers and solvents are accurately weighed and mixed.
DispersionDispersion is important for the quality of the product and this process can be sub-divided into:• Moisturising: The air that surrounds the pig-
ments and extenders is replaced by binders• Grinding: The interconnection between
pigments in lumps (agglomerates) must
be ground so that each pigment can be moisturised. This is done in machines with cutting and grinding functions
• Stabilising: Once the moisturising and grinding stages of the dispersion process have been completed the mixture must be stabilised. To achieve this, binders are added to the mixture
AdjustingThis is the stage at which the paint is prepared for use. The mixture is drained into large tanks and binders and additives are then added. The final step is to adjust the colour and viscosity.
FillingBefore the product is filled into tins it goes through a quality control inspection. The most
common checkpoints are to analyse the:
• Size of grain: Checks whether the pigments and extenders have been ground finely enough
• Viscosity: Checks the consistency of the paint and its suitability for application
• Sagging: Checks the thickness of the film that can be applied without the paint starting to drip or sag
• Specific weight: Checks whether all the correct raw materials have been added
Depending on the type of paint, further crite-ria are checked including colour and drying time.
Paint production
Pigments
EMISSION TO AIRSolventsDust
WASTEFailed batch productionWashing solubles- Water dilutant- Solvent-based
RESULTPaint
Solvents
Additives
Binders
PREMIXING DISPERSION
moisturisinggrinding
stabilising
FILLING/MIXINGTANKS
let downcolour adjustment
17
PO
wD
ER
CO
AT
iNG
PR
OD
UC
TiO
N
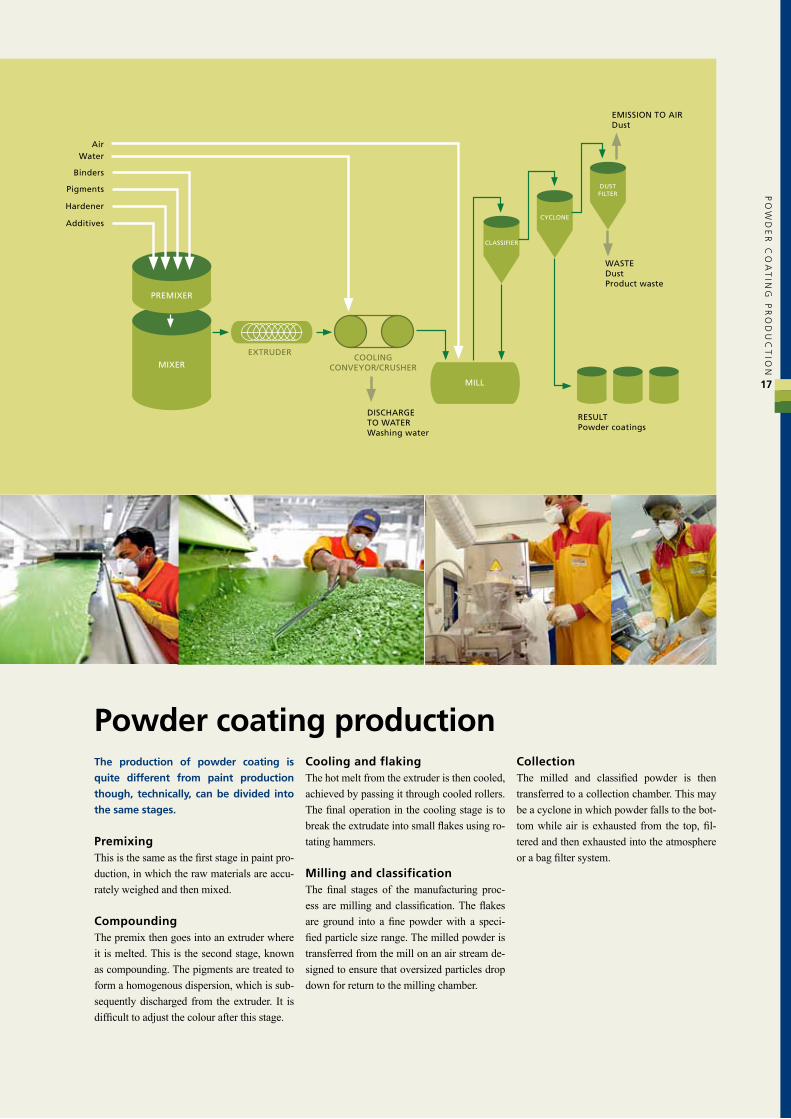
Powder coating productionThe production of powder coating is
quite different from paint production
though, technically, can be divided into
the same stages.
PremixingThis is the same as the first stage in paint pro-duction, in which the raw materials are accu-rately weighed and then mixed.
CompoundingThe premix then goes into an extruder where it is melted. This is the second stage, known as compounding. The pigments are treated to form a homogenous dispersion, which is sub-sequently discharged from the extruder. It is difficult to adjust the colour after this stage.
Cooling and flakingThe hot melt from the extruder is then cooled, achieved by passing it through cooled rollers. The final operation in the cooling stage is to break the extrudate into small flakes using ro-tating hammers.
Milling and classificationThe final stages of the manufacturing proc-ess are milling and classification. The flakes are ground into a fine powder with a speci-fied particle size range. The milled powder is transferred from the mill on an air stream de-signed to ensure that oversized particles drop down for return to the milling chamber.
CollectionThe milled and classified powder is then transferred to a collection chamber. This may be a cyclone in which powder falls to the bot-tom while air is exhausted from the top, fil-tered and then exhausted into the atmosphere or a bag filter system.
EMISSION TO AIRDust
WASTEDustProduct waste
DISCHARGETO WATERWashing water
RESULTPowder coatings
Pigments
WaterAir
Additives
Binders
Hardener
PREMIXER
MIXER
MILL
COOLING CONVEYOR/CRUSHER
EXTRUDER
CLASSIFIER
CYCLONE
DUSTFILTER

18
EN
ViR
ON
ME
NT
AL
iM
PA
CT
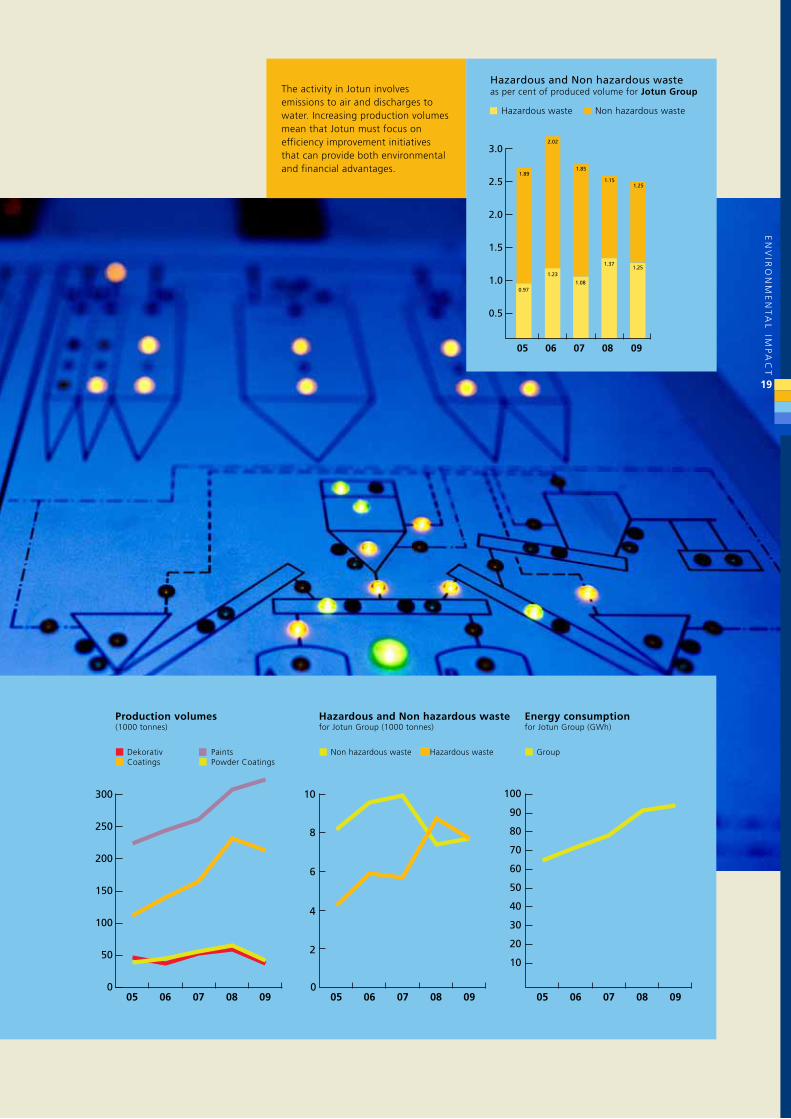
We consider it a partial success that we
manage to keep the rate between waste,
energy consumption and production vol-
ume at more or less the same over time.
However, our goal is to be more efficient
and reduce waste.
Non-hazardous wasteJotun’s production waste mainly consists of packaging, such as cardboard, paper, plastic and metal. National return schemes are be-coming more widespread and where these are established Jotun’s activities will also be covered.
Waste and the treatment of waste are con-nected to costs, which Jotun is committed to reducing. Production planning is the key to the reduction of waste. Through the produc-tion of greater series, the washing of produc-tion facilities and generation of waste are reduced to a minimum.
The total waste volume from Jotun’s factories was 15,400 tonnes in 2009. This was 2.5 per cent of the production volume, the same level as last year.
Hazardous wasteHazardous waste at Jotun consists mainly of process water, solvent-based waste and packaging from hazardous waste or raw ma-terials. Process water is formed as a reaction product from the production of binders. The largest volumes of solvent-based waste result
from washing the production equipment. This waste is recycled to a large extent in produc-tion. Hazardous waste can also be a result of production errors or returned goods. 7,700 tonnes of hazardous waste were generated at Jotun’s factories in 2009, equivalent to 1.3 per cent of production volume, which is the same level as 2008. Jotun aims to reduce the pro-portion of hazardous waste in relation to the production volume.
Contaminated sitesA number of our plants have had their activ-ity in the same location for a long period of time, or are located in areas where another industry was previously situated. It may also be the case that substances and chemicals previously been used, not are standard and acceptable today.
Surveys have been conducted at a number of plants, and initiatives have been implemented where the authorities have demanded this. We cannot rule out that contaminated sites may exist at some of the plants. We are particularly aware of such conditions in connection with the purchase and sale of production plants. Before purchasing of property for industrial activity and storage of chemicals, investiga-tions are undertaken to identify any potential resources of environmental risks and to clari-fying whether any measures for avoiding pol-lution are necessary. Assessments and meas-ures are carried out by external specialists.
Our environmental impact
Air and water emissions
Emissions to air
Emissions to the air from Jotun’s factories are mainly linked to the production of solvent-
based paints. These emissions are caused by evaporation from the production of paints
and binders. Air emissions mainly consist of solvents and a marginal amount of dust.
Discharge to water
washing of production equipment is the main cause of discharge from the production.
in 2009, Jotun’s factories generated 66,800 tonnes of washing- and process water, com-
pared to 59,900 tonnes in 2008. The waste water was either treated in separate treat-
ment plants or delivered to an approved waste contractor.
There has been a reduction in the specific generation of washing- and process water since
2004. However, for 2009, there has been a marginal increase compared to 2008, but
lower than for 2007.
Energy consumption The production of paint consumes relatively
little energy compared to process industries.
The main energy source is purchased elec-
tricity in three divisions – Jotun Paints, Jotun
Coatings and Jotun Powder Coatings. in
2009 Jotun registered a consumption of 93.4
Gwh, an increase from 91.4 Gwh in 2008
for the 39 production sites worldwide.
The energy consumption has increased in
Paint due to increased production. Due
to installation of full air conditioning in
the biggest production site in China and
starting up a new factory in South Korea –
both combined with increased production
– the energy consumption has increased
in Jotun Coatings.
we have also included energy consumed by
offices and branches. This is the main reason
for the increased use of purchased electricity
in Jotun Dekorativ from 2007 to 2008.
19
EN
ViR
ON
ME
NT
AL
iMP
AC
T
The activity in Jotun involves emissions to air and discharges to water. increasing production volumes mean that Jotun must focus on efficiency improvement initiatives that can provide both environmental and financial advantages.
1.891.85
2.02
1.151.25
05 06 07 08 09
0.5
1.0
1.5
2.0
2.5
3.0
Hazardous and Non hazardous waste as per cent of produced volume for Jotun Group
Hazardous waste Non hazardous waste
2
0
4
6
8
10
Production volumes (1000 tonnes)
Dekorativ PaintsCoatings Powder Coatings
Energy consumption for Jotun Group (Gwh)
Group
Hazardous and Non hazardous wastefor Jotun Group (1000 tonnes)
Non hazardous waste Hazardous waste
05 06 07 08 09 05 06 07 08 09 05 06 07 08 09
300
250
200
150
100
50
0
100
90
80
70
60
50
40
30
20
10
0.97
1.23
1.08
1.371.25
20
SA
FE
wO
RK
iNG
EN
ViR
ON
ME
NT Working safety is the most important
thing in Jotun and everyone has the
right to a healthy and safe working en-
vironment. Identification, evaluation and
reduction of risk attached to the occupa-
tional health and safety is all part of our
day-to-day work.
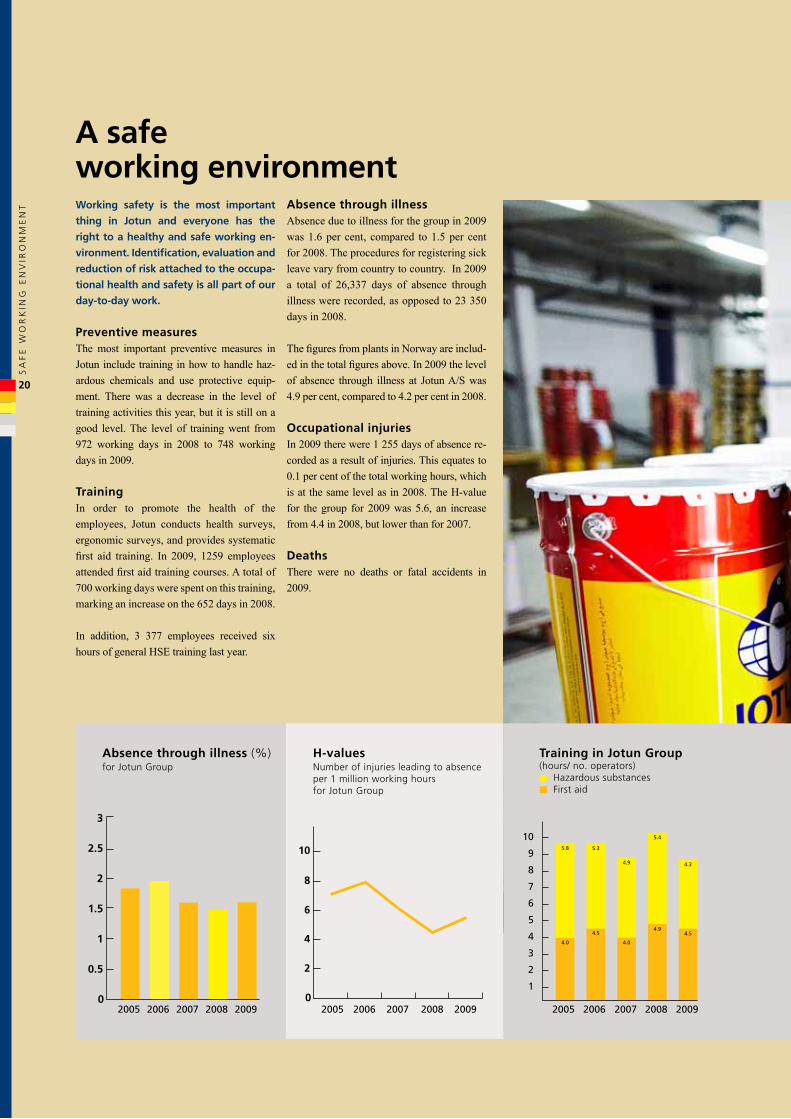
Preventive measuresThe most important preventive measures in Jotun include training in how to handle haz-ardous chemicals and use protective equip-ment. There was a decrease in the level of training activities this year, but it is still on a good level. The level of training went from 972 working days in 2008 to 748 working days in 2009.
TrainingIn order to promote the health of the employees, Jotun conducts health surveys, ergonomic surveys, and provides systematic first aid training. In 2009, 1259 employees attended first aid training courses. A total of 700 working days were spent on this training, marking an increase on the 652 days in 2008.
In addition, 3 377 employees received six hours of general HSE training last year.
Absence through illnessAbsence due to illness for the group in 2009 was 1.6 per cent, compared to 1.5 per cent for 2008. The procedures for registering sick leave vary from country to country. In 2009 a total of 26,337 days of absence through illness were recorded, as opposed to 23 350 days in 2008. The figures from plants in Norway are includ-ed in the total figures above. In 2009 the level of absence through illness at Jotun A/S was 4.9 per cent, compared to 4.2 per cent in 2008.
Occupational injuriesIn 2009 there were 1 255 days of absence re-corded as a result of injuries. This equates to 0.1 per cent of the total working hours, which is at the same level as in 2008. The H-value for the group for 2009 was 5.6, an increase from 4.4 in 2008, but lower than for 2007.
DeathsThere were no deaths or fatal accidents in 2009.
A safe working environment
for Jotun GroupAbsence through illness (%) H-values
Number of injuries leading to absence per 1 million working hours for Jotun Group
4
2
0
6
8
10
Training in Jotun Group(hours/ no. operators)
Hazardous substancesFirst aid
1
0.5
0
1.5
2
2.5
3
4.9
4.0
5.4
4.9
4.3
4.5
5.8
4.0
5.3
4.5
10
9
8
7
6
5
4
3
2
1
200520052005 200620062006 200720072007 200820082008 200920092009

21
SA
FE
wO
RK
iNG
EN
ViR
ON
ME
NT
internal audits and controls are important elements of Jotun’s HSE policy and are car-ried out at all Jotun’s factories throughout the world. Using systematic controls, the group lays the foundation for common learning and improvements.
22
AS
SE
SS
iNG
OU
R O
wN
PE
RF
OR
MA
NC
E
The challenge is to acknowledge inter-
nal audits as tools for improvement and
make it a positive experience.
Internal auditsIn 2009 HSE staff carried out ten internal audits. The audit report from all of the audits carried out has been made available to the Jotun management.
Main features of the auditsThe internal HSE audits that were carried out in 2009 showed improvements and a good lev-el of order and tidiness. Emergency routines, safety walks and training have improved and we now seldom find any blocked emergency exits and absence of fire extinguishers. How-ever, they reveal that Jotun faces challenges linked to maintenance, safe operations, stor-ing and handling of raw materials, and waste handling and labelling has to be improved. In order to pursue our vision and meet the goals that we have set, the Jotun Group must ensure
that its employees possess sufficient knowl-edge on issues related to health, safety and environment.To ensure this and to improve performance on HSE, Jotun has committed to achieving ISO 14001 – an international management tool enabling an organisation to identify, control and improve the environmental perform-ance – within 2010 for all 39 production sites. Jotun will also adapt OHSAS 18001 – an international occupational health and safety management system – for all production sites within 2010.
The audits also revealed that Jotun needs to place greater emphasis on preventive main-tenance with regard to production equipment and buildings. Jotun initiated a standard for maintenance and implementation started in 2008. Most sites has been assessed and the foundation of moving from reactive to proac-tive maintenance are now in place.
Assessing our own performance
The purpose of audits
• To reduce undesirable risk and the
potential for loss.
• To improve the level of HSE.
• To maintain and promote sound
ethical attitudes.
• To maintain the attention on our
corporate culture and attitudes.
• To report weaknesses and non-
achievement to the required level in
the organisation.
Tools for improvement
internal audits are an important tool used by Jotun in its HSE activities. Regular audits and
every aspect of health, safety and environment is properly taken into account.
The Board of Directors in Jotun has resolved to implement regular internal audits of factories
and warehouses. This shall ensure Jotun’s own requirements for a systematic review of rou-
tines, systems and production processes.
it also involves systematic, documented, objective assessments being carried out of factories
planned for the future.
internal audits shall be carried out by personnel who are sufficiently independent to provide
an impartial attitude and judgement. The auditors must have sufficient knowledge of the
areas that are being reviewed, including knowledge and experience of relevant matters within
HSE, management, technical issues and regulations.
Audits include discussions with personnel, inspection of the production site indoor and out-
door area, inspection of operating conditions and equipment, review of journals, written
procedures and other relevant documentation. The purpose of the audits is to determine
whether the business is fulfilling relevant requirements in legislations, set targets and has
acceptable HSE standard.
23
AS
SE
SS
iNG
OU
R O
wN
PE
RF
OR
MA
NC
E
HSE-related costs
The total cost of HSE – operational costs and invest-
ments – decreased last year due to reduced invest-
ments. HSE-related operating costs amounted to NOK
29.9 million in 2009 compared to NOK 28.0 million in
2008. These figure do not include investments in new
production facilities e.g in Malaysia, South Korea and
Saudi Arabia, which in turn comprise HSE investments.
Out of the total figure for HSE-related operating costs
for 2009, waste management accounted for 52 per
cent. it is difficult to make a clear distinction between or-
dinary operating and investment costs and HSE-related
costs. when an investment is made in new machinery at
a factory, this might be because the machines installed
needed to be modernised, but this can also provide a
benefit in terms of HSE.
Jotun divides HSE-related costs into investment and operating costs. investment covers costs linked to buildings, process equipment, treatment plant, foam facilities, fire-fighting equipment, etc. Operating costs include expenses for protective equipment, hiring of specialists, waste treatment, operation of treatment plant and payment of fees and charges. The biggest HSE costs are those related to waste management.
Total HSE-cost (Group) (NOK mill) 2008 2009
Total HSE costs 70.8 57.3
Operational costs 28 29.9
investments 42.5 27.4
In addition new factories have been constructed to increase productivity and improve the HSE-standard
Non-conformances 2008 2009
Conditions that lead to reporting to authorities 8 3
Death or fatal accidents 0 0
Accidents that lead to 1 day absence or more 57 78
Spill or accidental release with consequences to the
environment0 2
Spill or accidental release that have been collected and with no consequences to the environment
8 20
Fires or early stage of fires 7 9

24
TE
xT
www.jotun.com














![7 0 4 . T h e R i c k T h o m p s o n R e p o r t : B r e x i t U p ......[ 0 0 : 0 0 : 5 9 ] H e l l o [ 0 0 : 0 1 : 0 0 ] e ve r yo n e . I h o p e yo u ' r e d o i n g w e l l t](https://img.pdfslide.net/doc/110x75/61391ab9a4cdb41a985b7daf/7-0-4-t-h-e-r-i-c-k-t-h-o-m-p-s-o-n-r-e-p-o-r-t-b-r-e-x-i-t-u-p-0.jpg)














