Embed Size (px)
DESCRIPTION
HACCP adalah suatu alat (tools) yang digunakan untuk menilai tingkat bahaya, menduga perkiraan risiko dan menetapkan ukuran yang tepat dalam pengawasan, dengan menitikberatkan pada pencegahan dan pengendalian proses dari pada pengujian produk akhir yang biasanya dilakukan dalam cara pengawasan tradisional (Suklan, 1998). Sudarmaji (2005), menyatakan bahwa Hazard Analysis adalah analisis bahaya atau kemungkinan adanya risiko bahaya yang tidak dapat diterima yaitu segala macam aspek mata rantai produksi pangan yang tidak dapat diterima karena merupakan penyebab masalah keamanan pangan. Bahaya tersebut meliputi: a) Keberadaan yang tidak dikehendaki dari pencemar biologis, kimiawi, atau fisik pada bahan mentah, b) Pertumbuhan atau kelangsungan hidup mikroorganisme dan hasil perubahan kimiawi yang tidak dikehendaki (misalnya nitrosamin) pada produk antara atau jadi, atau pada lingkungan produksi, c) Kontaminasi atau kontaminasi silang (cross contamination) pada produk jadi atau pada lingkungan produksi. Critical Control Point (CCP) atau titik pengendalian kritis adalah langkah pengendalian yang diterapkan dan diperlukan untuk mencegah atau menghilangkan bahaya atau menguranginya sampai titik aman (Bryan, 1995). Titik pengendalian kritis (CCP) dapat berupa bahan mentah, lokasi, praktek, prosedur atau pengolahan dimana pengendalian dapat diterapkan untuk mencegah atau mengurangi bahaya. CCP dibagi menjadi dua yaitu CCP-1 dan CCP-2. CCP-1 adalah sebagai titik dimana bahaya dapat dihilangkan, sedangkan CCP-2 adalah sebagai titik dimana bahaya dikurangi. Handoyo (2013), menyatakan bahwa dalam penerapannya, sistem HACCP memiliki tujuh prinsip yang harus dilaksanakan yaitu: 1) melakukan analisis bahaya, 2) menentukan titik pengendalian kritis (Critical Control Point), 3) menentukan batas kritis, 4) menetapkan suatu sistem pemantauan (monitoring) terhadap setiap CCP, 5) melakukan tindakan korektif apabila pemantauan mengindikasikan adanya CCP yang tidak berada di bawah kontrol, 6) melakukan dokumentasi terhadap seluruh prosedur dan catatan yang berhubungan dengan prinsip dan aplikasinya, 7) menetapkan prosedur verifikasi untuk mengkonfirmasi bahwa sistem HACCP bekerja secara efektif (Handoyo, 2013).
Citation preview
1
HACCP PEMBEKUAN UDANG DI PT. MISAJA MITRA PATI
MAKALAH
UNTUK MEMENUHI TUGAS MATAKULIAH
PENGENDALIAN Kualitas Hasil Perikanan
Yang dibina oleh Prof. Ir. Sukoso, M.Sc, P.hd
Oleh
Kelas P1
Ovilia Maya Puspabuana 115080300111008
Febri Wahyu Isdiansyah 115080300111099
Bangkit Dwi Cahyo 115080300111038
UNIVERSITAS BRAWIJAYA MALANG
FAKULTAS PERIKANAN DAN ILMU KELAUTAN
JURUSAN TEKNOLOGI HASIL PERIKANAN
2014
2
1. PENDAHULUAN
1.1 Latar Belakang
Udang merupakan komoditi ekspor hasil perikanan terbesar Indonesia di atas
komoditas ikan tuna yang menempati urutan kedua. Dilihat dari data volume ekspor udang
Indonesia ke mancanegara dari bulan Januari sampai dengan November pada tahun 2008
mencapai 158.000 ton sedangkan volume ekspor ikan tuna hanya mencapai 111.000 ton.
Volume ekspor udang ini meningkat dibandingkan pada tahun 2007 yang hanya mencapai
154.747 ton (DJP2HP 2009). Sebagai komoditi perdagangan ekspor maka udang
senantiasa dituntut memiliki mutu yang prima. Oleh karena itu diperlukan suatu sistem
jaminan, pengendalian dan pengawasan mutu hasil perikanan.
Kendala yang sering muncul pada berbagai perusahaan pengolahan udang adalah
kekurangan bahan baku udang, kesalahan label produk, adanya embargo oleh importir
karena teridentifikasinya senyawa antibiotik, masalah sanitasi dan lain sebagainya. Maka
untuk mengantisipasi masalah tersebut perusahaan pengolahan udang diwajibkan
melakukan kebijakan dalam penerapan program manajemen mutu terpadu yang
berkonsepsi pada prinsip Hazard Analysis Critical Control point (HACCP). HACCP
merupakan merupakan manejemen khusus untuk bahan makanan termasuk hasil perikanan
yang didasari pada pendekatan sistematika untuk megantisipasi kemungkinan terjadinya
bahaya (Hazard) selama proses produksi serta menentukan titik kritis yang harus
dilaksanakan pengawasan secara ketat. Tujuan utama menerapkan HACCP adalah
memberikan jaminan mutu meningkakan mutu produk, meminimalkan kecacatan produk dan
keluhan konsumen serta memberikan efisiensi jaminan mutu. Keuntungan lain dari
penerapan HACCP adalah penggunaan sumberdaya secara lebih baik dan pemecahan
masalah lebih tepat (Mayes 2001).
Sistem HACCP dikenal secara luas oleh industri pangan sebagai suatu tindakan
pengendalian terhadap risiko bahaya yang dapat memberikan efek merugikan terhadap
keamanan pangan (Asian Productivity Organization 2005). Hal ini berbeda dengan cara

3
sebelumnya bahwa sistem pengendalian mutu dilakukan hanya dengan pengawasan aspek-
aspek keamanan pangan pada produk akhir, dengan demikian apabila ditemukan
ketidakamanan pada produk akhir, baru dilakukan suatu tindakan koreksi. Hal ini merupakan
tindakan yang kurang efektif karena prasyarat yang mendasar dalam pengendalian risiko
bahaya seperti prasyarat kelayakan dasar yang terdiri atas cara penanganan dan
pengolahan produk yang baik dan benar (Good Manufacturing Practices – GMP) serta
persyaratan sanitasi dan higiene (Sanitation Standard Operating Procedures–SSOP), tidak
dievaluasi terkait dengan ketidakamanan produk sepanjang rantai produksi. Pada sistem
HACCP ditekankan tindakan pencegahan pada setiap tahapan produksi terhadap terjadinya
risiko bahaya yang akan mengakibatkan ketidakamanan produk udang beku (Mayes 2001).
4
2. PEMBAHASAN
2.1 Tahapan Pengembangan/Rancangan HACCP
2.1.2 Penyusunan dan Pelatihan Tim HACCP
Tim HACCP harus memiliki pegetahuan dan pengalaman multi disiplin dalam
mengembangkan dan menerapkan sistem manejemen keamanan pangan. Keahlian yang
dicakup diantaranya tentang produk, proses dan sistem manajemen keamanan pangan
yang diterapkannya. Tim HACCP di PT Misaja Mitra yaitu Factory Manager, Kepala Bagian
QC, Kepala Bagian Pembelian dan Proses, Supervisor Proses, QC staff dan QC
Laboratorium.
2.1.3 Identifikasi Konsumen
Produk udang kupas (Peeled) beku yang dihasilkan PT Misaja Mitra Pati merupakan
produk dengan mutu ekspor yang ditujukan untuk negara Jepang dan Eropa. Dengan
diterapkannya HACCP dalam unit pengolahan udang diharapkan dapat menghindari dan
mencegah bahaya-bahaya yang kemungkinan beresiko buruk terhadap konsumen dan
menghasilkan produk yang aman,bermutu tinggi, dan tidak merugikan secara ekonomi.
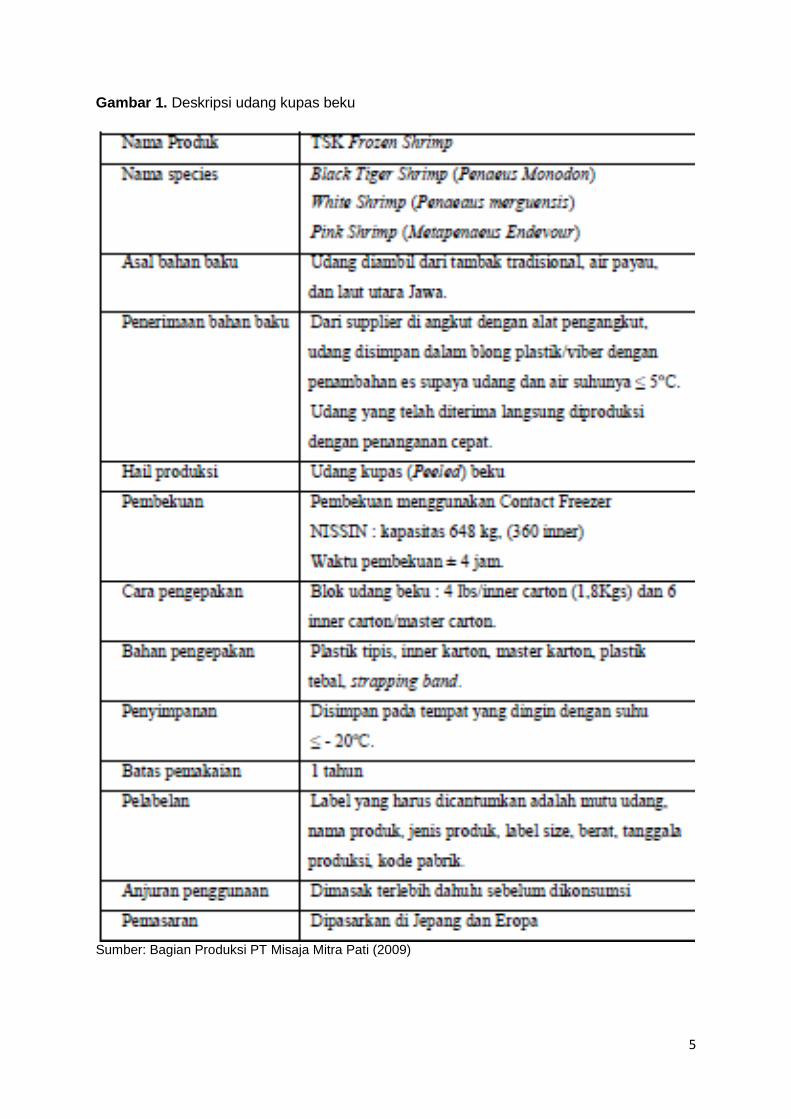
2.1.4 Deskripsi produk
Deskripsi produk adalah sebuah daftar yang berisikan seluruh jenis produk akhir yang
dicakup dalam konsep HACCP. Dengan deskripsi produk ini maka akan lebih mudah
diidentifikasi mengenai produk udang tersebut. Deskripsi udang beku dapat dilihat pada
Gambar 1.
5
Gambar 1. Deskripsi udang kupas beku
Sumber: Bagian Produksi PT Misaja Mitra Pati (2009)
6
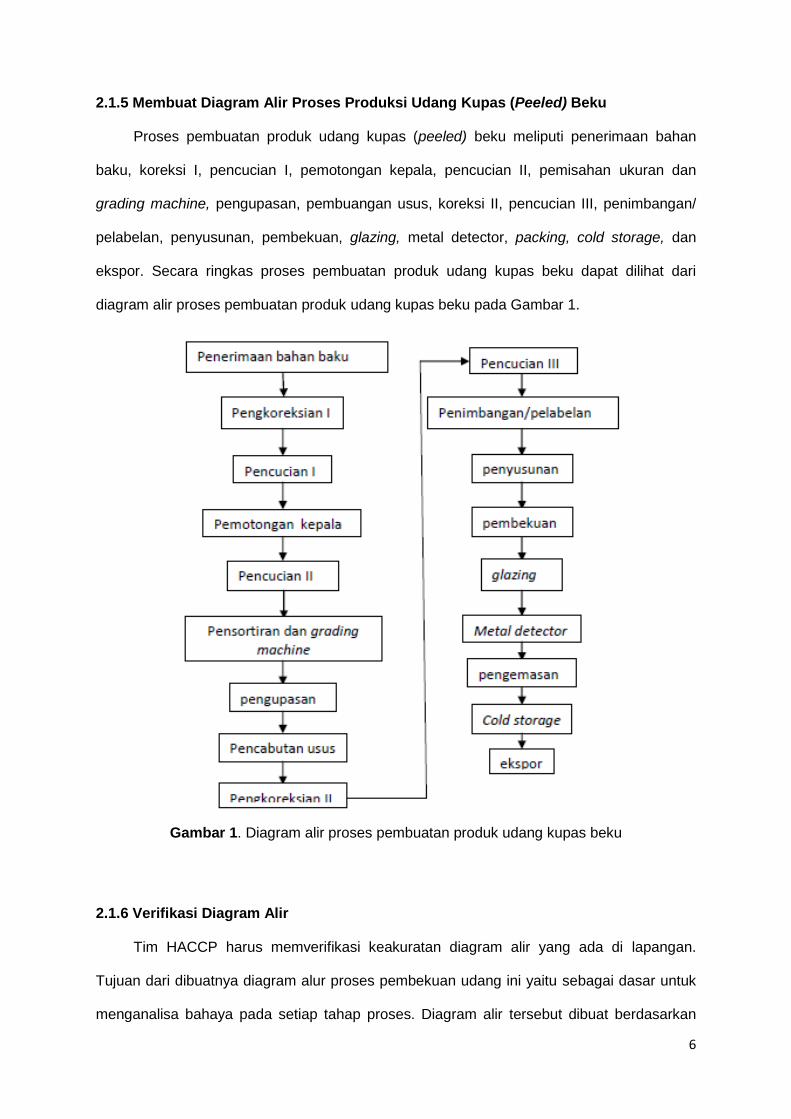
2.1.5 Membuat Diagram Alir Proses Produksi Udang Kupas (Peeled) Beku
Proses pembuatan produk udang kupas (peeled) beku meliputi penerimaan bahan
baku, koreksi I, pencucian I, pemotongan kepala, pencucian II, pemisahan ukuran dan
grading machine, pengupasan, pembuangan usus, koreksi II, pencucian III, penimbangan/
pelabelan, penyusunan, pembekuan, glazing, metal detector, packing, cold storage, dan
ekspor. Secara ringkas proses pembuatan produk udang kupas beku dapat dilihat dari
diagram alir proses pembuatan produk udang kupas beku pada Gambar 1.
Gambar 1. Diagram alir proses pembuatan produk udang kupas beku
2.1.6 Verifikasi Diagram Alir
Tim HACCP harus memverifikasi keakuratan diagram alir yang ada di lapangan.
Tujuan dari dibuatnya diagram alur proses pembekuan udang ini yaitu sebagai dasar untuk
menganalisa bahaya pada setiap tahap proses. Diagram alir tersebut dibuat berdasarkan
7
pengamatan tahap proses produksi yang dijalankan. Tahapan ini sangat penting karena
menjadi dasar atau sarana untuk menganalisa bahaya. Diagram alir tersebut telah
ditetapkan atau dinyatakan valid dalam pertemuan/rapat tim HACCP, artinya sudah sesuai
dengan kondisi sebenarnya.
2.1.7 Menerapkan Tujuh Prinsip HACCP pada Produk Udang Kupas Beku
Penerapan 7 prinsip HACCP harus sesuai dengan aturan yang telah distandarkan di
seluruh dunia dan harus taat azas, artinya tiap tahap harus dilakukan sesuai urutannya serta
sistematik sehingga diperoleh hasil yang maksimal. Penerapan 7 prinsip HACCP meliputi
2.1.7.1 Analisis bahaya ( Hazard Analysis)
Analisa bahaya di PT Misaja Mitra Pati dilakukan dengan melakukan pengamatan
pada tiap tahapan proses pembuatan produk udang kupas beku, sejak udang dipanen,
diterima, diolah hingga menjadi produk yang siap dipasarkan dan membuat dugaan
kemungkinan/resiko bahaya yang akan timbul dari tiap tahapan. Analisa bahaya meliputi
tahapan proses, penyebab bahaya, bahaya potensial yang terjadi, kategori bahaya,
pengendalian, peluang bahaya (probabilty), tingkat keparahan (severity), dan upaya
pencegahan. Kategori bahaya yang mungkin ditemukan ada 3 jenis yaitu, bahaya
keamanan pangan (food safety), mutu pangan (wholesomeness) dan penipuan ekonomi
(economic frauds). Ruang lingkup dalam penyusunan HACCP ini meliputi seluruh bahaya
yang terkait yaitu bahaya fisik, kimia dan biologi. Produk yang dipilih adalah udang kupas
(Peeled) beku.
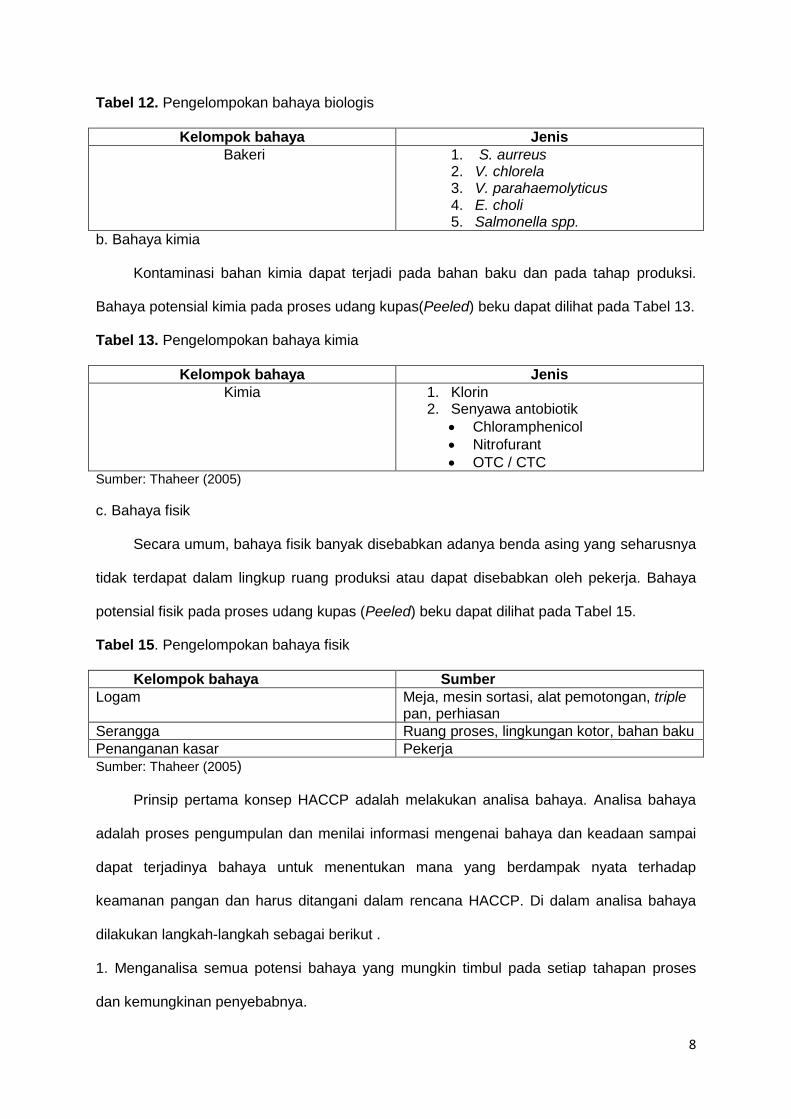
a. Bahaya biologis
Ada dua faktor yang mempengaruhi perkembangan bahaya biologis pada HACCP,
yaitu pertama faktor intristik seperti pH, kadar air, struktur biologis dan lain-lain. Faktor
bahaya yang kedua adalah faktor ekstrinsik seperti suhu, kelembaban dan lain-lain. Bahaya
potensial biologis pada proses udang kupas (Peeled) beku dapat dilihat pada Tabel 12.
8
Tabel 12. Pengelompokan bahaya biologis
Kelompok bahaya Jenis
Bakeri 1. S. aurreus 2. V. chlorela 3. V. parahaemolyticus 4. E. choli 5. Salmonella spp.
b. Bahaya kimia
Kontaminasi bahan kimia dapat terjadi pada bahan baku dan pada tahap produksi.
Bahaya potensial kimia pada proses udang kupas(Peeled) beku dapat dilihat pada Tabel 13.
Tabel 13. Pengelompokan bahaya kimia
Kelompok bahaya Jenis
Kimia 1. Klorin 2. Senyawa antobiotik
Chloramphenicol
Nitrofurant
OTC / CTC Sumber: Thaheer (2005)
c. Bahaya fisik
Secara umum, bahaya fisik banyak disebabkan adanya benda asing yang seharusnya
tidak terdapat dalam lingkup ruang produksi atau dapat disebabkan oleh pekerja. Bahaya
potensial fisik pada proses udang kupas (Peeled) beku dapat dilihat pada Tabel 15.
Tabel 15. Pengelompokan bahaya fisik
Kelompok bahaya Sumber
Logam Meja, mesin sortasi, alat pemotongan, triple pan, perhiasan
Serangga Ruang proses, lingkungan kotor, bahan baku
Penanganan kasar Pekerja
Sumber: Thaheer (2005)
Prinsip pertama konsep HACCP adalah melakukan analisa bahaya. Analisa bahaya
adalah proses pengumpulan dan menilai informasi mengenai bahaya dan keadaan sampai
dapat terjadinya bahaya untuk menentukan mana yang berdampak nyata terhadap
keamanan pangan dan harus ditangani dalam rencana HACCP. Di dalam analisa bahaya
dilakukan langkah-langkah sebagai berikut .
1. Menganalisa semua potensi bahaya yang mungkin timbul pada setiap tahapan proses
dan kemungkinan penyebabnya.
9
2. Menentukan kategori-kategori bahay food safety (biologi, kimia, fisika), wholesomeness
atau economic fraud.
3. Menganalisa keterkaitan antara suatu bahaya dan penyebabnya dengan SSOP dan
GMP.
4. Menganalisa peluang terjadinya bahaya dan tingkat keseriusan bahaya yang terjadi.
5. Mengidentifikasi apakah suatu potensi bahaya nyata atau tidak.
6. Memberikan alasan secara jelas mengapa suatu bahaya dinyatakan nyata atau tidak.
7. Melakukan tindakan pencegahan agar bahaya atau penyimpangan yang terjadi tidak
melampaui batas kritis atau critical limit.
Berdasarkan table analisa bahaya pada proses pembekuan udang entuk kupas
didapatkan 3 jenis bahaya yang signifikan, yaitu bahaya yang tidak dapat dieliminasi dengan
menerapkan GMP ataupun SSOP. Bahaya signifikan terletak pada tahap penerimaan bahan
baku, tahap pendeteksian logam dan tahapan penyimpanan. Pada tahap penerimaan bahan
baku bahaya signifikan yang timbul adalah karena adanya residu antibiotik. Residu antibiotic
yang mungkin terdapat pada udang adalah chloramphenicol (CAP) dan Oksitetracikline
(OTC). Bahaya ini termasuk bahaya yang dapat mempengaruhi keamanan pangan. Pada
tahap pembekuan terdapat bahaya yang signifikan dan dapat mempengaruhi mutu dari
produk, yaitu berupa driploss. Driploss merupakan kerusakan karakteristik udang
dikarenakan pembekuan terjadi dalam waktu yang lambat/terlalu lama. Walaupun produk
awwet, tetapi jika telah mengalami driploss, produk sudah turun mutunya. Pada tahap
pendeteksian logam didapatkan bahaya yang signifikan yang dapat mempengaruhi
keamanan pangan berupa logam atau benda asing lainnya yang mungkin terbawa ke dalam
produk, baik yang berasal dari tambak (dalam hal ini supplier) ataupun yang berasal dari
pecahan alat karyawan selama proses produksi berlangsung. Penerapan system HACCP
pada proses produksi produk udang kupas (Peeled) beku di PT Misaja Mitra Pati adalah
sebagai berikut :
10
1. Penerimaan bahan baku
Bahaya potensial ditahap ini disebabkan kontaminasi bakteri patogen akibat suhu
penyimpanan udang tidak sesuai standar (>50C). Tindakan pencegahan yang dilakukan
adalah memeriksa suhu dan kesegaran udang saat bahan baku datang. Ruang penerimaan
bahan baku yang dekat dengan pintukeluarnya sampah juga dapat mengkontaminasi bahan
baku yang masuk. Bahaya potensial lainnya yang dapat terjadi adalah dekomposisi bahan
baku (udang), hal ini bisa disebabkan karena proses penanganan yang salah. Tindakan
pencegahan yang dilakukan adalah pelaksanaan penanganan dengan rantai dingin dan
mengontrolnya dengan GMP. Bahaya potensial selanjutnya adalah residu antibiotik dan
nitrofuran akibat pengunaan antibiotik selama budidaya. Residu antibotik sebagai bahaya
potensial yang nyata dapat terjadi jika tidak dilakukan kontrol yang tepat. Tindakan
pencegahan yang dilakukan adalah melakukan pengujian residu antibiotik setiap bahan
baku yang datang ke perusahaan dan adanya jaminan atau garansi dari supplier bahwa
udang miliknya bebas antibotik dapat ditunjukkan dengan adanya sertifikat bebas antibiotik.
2. Koreksi
Bahaya potensial pada tahap ini yaitu penurunan mutu dan ukuran, hal ini bisa
dikarenakan kesalahan manusia pada saat penanganan. Tindakan pencegahan yang
dilakukan adalah dengan melakukan penanganan dengan benar dan tetap memperhartikan
rantai dingin dalam penanganan dan dapat terkontrol dengan GMP. Bahaya potensial
lainnya yaitu adanya kontaminasi dari pekerja dan pertumbuhan bakteri akibat penggunaan
suhu yang tidak sesuai standar. Hal tersebut dapat terkontrol dengan GMP dan SSOP.
3. Pencucian
Bahaya potensial yang ada pada tahap ini disebabkan oleh kontaminasi air,
dekomposisi apabila air pencucinya suhunya >50C serta adanya residu klorin akibat dari
kelebihan penggunaan klorin dalam pengolahan. Tindakan pencegahan yang tepat adalah
memeriksa suhu air secara berkala, mengganti air jika sudah 3 kali dipakai dan
mengkontrolnya dengan SSOP.
11
4. Sortasi
Bahaya potensial pada tahap ini adalah adanya kesalahan ukuran akibat kesalahan
dari mesin ataupun karyawan saat dilakukan sortasi. Kesalahan ukuran sebagai bahaya
potensial yang nyata dapat terjadi jika tidak dilakukan kontrol dengan tepat. Tindakan
pencegahan yang dilakukan adalah pemeriksaan ulang oleh petugas QC, pengontrolan
dengan GMP.
5. Penimbangan
Bahaya potensial ditahap ini disebabkan kurangnya berat produk akibat kesalahan
karyawan yang menimbang dan timbangan yang digunakan. Bahaya ini terjadi apabila tidak
dilakukan kontrol yang tepat. Tindakan pencegahan yang dilakukan adalah mengkalibrasi
timbangan secara periodik, pemeriksaan timbangan oleh staf QC dan pelatihan yang baik
untuk karyawan yang melakukan penimbangan.
6. Penyusunan dalam inner pan
Bahaya potensial ini yang dapat terjadi yaitu dekomposisi dari bahan baku, hal ini bisa
dikarenakan penggunaan temperature yang tidak standar. Bahaya ini termasuk dalam
kategori mutu (wholesomeness). Peluang terjadinya dekomposisi termasuk dalam kategori
rendah. Tindakan pencegahan yang dapat dilakukan yaitu dengan mengecek bahan baku
dan memastikannya tetap segar.
7. Pembekuan
Bahaya potensial pada tahapan proses pembekuan adalah terjadinya kekurangan
yang diakibatkan oleh pembekuan yang lambat. Bahaya ini termasuk dalam kategori
economic fraud, peluang terjadinya kekurangan berat termasuk dalam kategori rendah.
Bahaya ini dapat dicegah oleh GMP, dengan melakukan pembekuan cepat (- 400C).
8. Glazing
Bahaya potensial yang dapat terjadi yaitu yang bisa disebabkan oleh suhu yang tidak
standard an kontaminasi pada air yang digunakan. Bahaya ini termasuk dalam kategori
keamanan pangan (food safety) dan peluang terjadinya termasuk dalam kategori rendah.
Hal ini dapat dikontrol dengan SSOP dan GMP.
12
9. Metal detecting
Bahaya potensial ditahap ini disebabkan terdapatnya metal atau logam pada produk
akibat adanya benda logam yang masuk atau kontaminasi lingkungan. Bahaya ini terjadi
apabila tidak dilakukan kontrol yang tepat. Bahaya terdapatnya logam tidak dapat dicegah
oleh GMP dan SSOP, tetapi yang dapat dilakukan adalah pengontrolan produksi yang layak
sehingga kontaminasi tidak terjadi dan dilakukan pengecekan mesin deteksi logam setiap 1
jam ketika dipakai.
10. Pengepakan/pelabelan
Bahaya potensial pada tahap ini adalah kesalahan dalam melakukan pelabelan, hal ini
terjadi dikarenakan kesalahan manusia. Bahaya ini termasuk dalam kategori economic
fraud, peluang terjadinya termasuk dalam kategori sedang (medium) dan tidak bisa
dikendalikan oleh GMP maupun SSOP. Tindakan pencegahan yang dapat dilakukan yaitu
dengan check fisik atau penglihatan, jika tidak terkontrol berbahaya kesalahan pelabelan
akan terjadi.
11. Gudang penyimpanan dingin
Bahaya potensial yang dapat terjadi yaitu dehidrasi penurunan berat, hal ini bisa
disebabkan karena fluktuasi naik turunnya suhu gudang penyimpanan. Bahaya ini termasuk
dalam kategori mutu (wholesomeness), peluang terjadinya termasuk dalam kategori rendah.
Hal ini dapat dilakukan pencegahan dengan melakukan pengontrolan suhu setiap waktu
dengan menjaga naik atau turunnya suhu maximal 20C, dan dapat dikendalikan dengan
SSOP.
12. Pengisian barang ke container ekspor
Bahaya potensial yang dapat terjadi adalah kerusakan pada produk, hal ini dapat
dikarenakan pada proses penanganan yang kasar. Bahaya ini termasuk dalam kategori
mutu (wholesomeness), peluang terjadinya termasuk dalam kategori rendah. Tindakan
pencegahannya yaitu melakukan proses penanganan dengan baik dan benar tidak secara
kasar, hal ini dapat dikontrol dengan GMP. Tahap selanjutnya yang perlu dilakukan adalah
mengidentifikasi ketiga bahaya tersebut dengan menggunakan pohon keputusan.
13
Berdasarkan hasil pohon keputusan akan diketahui apakah ketiga bahaya tersebut
termasuk titik kendali kritis (Critical Control Point) atau bukan.
2.1.8 Identifikasi Titik Kendali Kritis (Critical Control Point/CCP)
Titik kendali kritis merupakan tahapan, langkah atau prosedur dimana pengendalian
dapat diterapkan dan bahaya keamanan dapat dihilangkan atau direduksi hingga batas yang
dapat diterima. Setiap tahapan yang menyebabkan adanya bahaya yang nyata harus
diidentifikasi lebih lanjut untuk meyakinkan apakah tahapan tersebut termasuk dalam CCP
atau tidak. Identifikasi dapat dilakukan dengan menilai CCP dan dapat dilakukan
diantaranya mengunakan decision tree atau diargram pengambilan keputusan. Identifikasi
CCP . Melalui pohon keputusan yang telah ditabulasikan, diperoleh 2 bahaya signifikan
yang termasuk dalam titik kendali kritis. Bahaya signifikan yang termasuk ke dalam CCP
adalah adanya residu antibiotic pada bahan baku udang.
Antibiotic digunakan para petambak udang untuk mengeliminasi bakteri pathogen,
yang sering mengkontaminasi udang, seperti Salmonella sp, Vibrio parahaemoliticus,
Staphylococcus aureus dan Escherichia coli. Antibiotic yang bias digunakan oleh petambak
udang adalah chloramphenicol, chlortetracycline, oksitetrasiklin dan nitrofuran (Furaltadone
AMOZ) dan Furazolidon (AOZ). Antibiotic berbahaya bagi tubuh manusia, jika
penggunaanya tidak dengan resep dokter. Karena dapat menyebabkan resistensi mikroba
target terhadap kinerja antibiotic tersebut.
Bahaya signifikan lain yang termasuk dalam titik kendali kritis adalah bahaya logam
yang ada dalam produk. Logam yang ada dalam produk dapat berasal dari bahan baku
ataupun berasal dari proses pengolahan. Logam yang berasal dari bahan baku biasanya
berasal dari usus udang, karena factor lingkungan biasanya dalam usus udang terdapat
pasir dan bahan yang mengandung logam. Sedangkan asal logam dari proses biasanya
berasal dari alat kerja seperti pecahan meja stainless, wadah untuk penimbangan, inner
pan, dan alat logam lainnya. logam yang masuk ke dalam tubuh manusia melalui saluran
pencernaan sangat berbahaya karena dapat merusak saluran pencernaan. Metal detector
14
termasuk CCP karena merupakan suatu tahap untuk mereduksi adanya kontaminan dan
bahaya signifikannya dapat berupa pecahan logam yang dapat membahayakan konsumen.
Sedangkan pada packaging dan pelabelan termasuk CCP karena apabila salah pelabelan
akan bisa merugikan perusahaan ataupun nantinya juga konsumen.
2.1.9 Penetapan Batas Kritis (Critical Limit)
Batas kritis merupakan kondisi/keadaan yang memberikan batasan atau perbedaan
antara produk yang aman dan tidak aman. Batas kritis juga dapat diartikan sebagai satu
atau lebih toleransi yang harus dipenuhi untuk menjamin bahwa suatu CCP secara efektif
dapat mengendalikan bahaya mikrobiologis, kimia dan fisik (Thaheer 2005). Batas kritis ini
tidak boleh dilampaui karena batas-batas ini sudah merupakan toleransi yang menjamin
bahwa bahaya dapat dikontrol. Batas kritis ini tidak boleh dilanggar untuk menjamin
keamanan produk akhir. Penentuan batas kritis ini sudah ditetapkan.
2.1.10 Menetapan Prosedur Monitoring (Monitoring Procedure)
Batas kritis yang telah ditetapkan sebagai batasan titik kendali tidaklah dibiarkan
begitu saja, melainkan harus selalu dipantau dan dimonitoring keberadaanya. Hal ini
dilakukan untuk meyakinkan bahwa penanganan terhadap titik kendali kritis masih dalam
kondisi terkendali. Monitoring merupakan tindakan dari pengujian atau observasi yang
dicatat oleh unit usaha untuk melaporkan keadaan CCP. Kegiatan ini untuk menjamin
bahwa critical limit tidak terlampaui.
2.1.10.1 Deteksi logam
Pemantauan dilakukan terhadap pecahan logam yang terdapat pada bahan baku
udang dengan melakukan pengecekan dengan mesin metal detektor. Bagian cek metal
memasukkan setiap block beku dalam mesin metal detektor untuk mengetahui ada tidaknya
logam didalam produk. Apabila ditemukan adanya logam maka produk dipisahkan dengan
produk yang lain dan dilakukan tindakan pencatatan dan koreksi nantinya.
15
2.1.10.2 Pengepakan dan pelabelan
Pemantauan dilakukam terhadap label disetiap inner maupun master carton dilakukan
dengan cara mengecek secara visual kebenaran produk dengan wadah ataupun label yang
digunakan. Pengecekan dilakukan pada beberapa sampel produk oleh bagian packaging.
2.1.10.3 Gudang penyimpanan
Bahaya yang muncul adalah produk mencair dikarenakan suhu penyimpanan yang
tidak standar. Pemantauan terhadap suhu dilakukan dengan menggunakan thermometer
untuk mengetahui suhu produknya di setiap size oleh bagian QC. Pengecekan juga harus
dilakukan oleh bagian QC untuk menanggulangi terjadinya pencairan produk di cold storage
untuk mengetahui keadaan produk.
2.1.11 Menetapkan tindakan koreksi (Corrective Action)
Tindakan koreksi merupakan prosedur-prosedur yang harus dilaksanakan ketika
kesalahan serius atau kritis ditemukan atau batas kritis terlampaui. Tindakan koreksi secara
terencana dalam HACCP plan, sehingga setiap titik kendali kritis memiliki tindakan koreksi
yang spesifik dan penerapan tindakan koreksi harus jelas orang yang berwenang untuk
melaksanakan tindakan koreksi tersebut. Selain itu tindakan koreksi yang dilakukan
haruslah terekam dan tercatat. Tindakan koreksi harus segera dilaksanakan apabila terjadi
kegagalan dalam pengawasan pada CCP. Tindakan koreksi harus mengurangi atau
mengeliminasi potensi bahaya dan resiko yang terjadi ketika batas kritis terlampaui pada
CCP. Jika bahan baku terbukti mengandung residu antibiotik, tindakan koreksi yang
dilakukan adalah menolak dan mengembalikan bahan baku tersebut kepada suppliernya.
2.1.11.1 Deteksi Logam
Jika mesin deteksi logam berbunyi maka terdapat logam pada produk tersebut.
Tindakan perbaikan yang dilakukan adalah dengan mencairkan blok tersebut dan diambil
potongan logamnya kemudian proses pembekuan diulang kembali. Mesin pendeteksi metal
ini harus di cek dahulu setiap akan digunakna. Tindakan perbaikan ini diawasi oleh QC.
16
2.1.11.2 Pengepakan dan pelabelan
Pengecekan dilakukan secara visual setiap melakukan packaging pada inner maupun
master carton yang digunakan. Tindakan perbaikan yang harus dilakukan untuk menghindari
bahaya ini adalah dengan dengan melakukan packaging dan pelabelan ulang. Tindakan ini
dikontrol setiap hari oleh bagian QC.
2.1.11.3 Gudang penyimpanan
Tindakan koreksi pada tahap ini yaitu produk ditolak atau tidak diekspor. Tindakan
perbaikan yang dapat dilakukan yaitu apabila produk masih dalam keadaan baik dapat
dilakukan penanganan ulang, tetapi produk yang sudah mengalami kemunduran mutu tidak
dilakukan penanganan ulang kembali.
2.1.12 Menetapkan Prosedur Verifikasi (Verification Procedure)
Verifikasi adalah konfirmasi yang dilakukan dengan menyertakan bukti dan penjelasan
objektif bahwa suatu persyaratan khusus telah terpenuhi (ISO 8402 1994 dalam Thaheer
2005). Verifikasi merupakan metode, prosedur, pengujian, dan cara penilaian lainnya
disamping pemantauan untuk menentukan kesesuaian dengan HACCP plan. Tindakan
verifikasi yang dapat dilakukan adalah : penetapan jadwal inspeksi verifikasi yang tepat,
pemeriksaan kembali rencana HACCP dan catatan CCP, catatan tertulis mengenai inspeksi
verifikasi yang menentukan kesesuaian dengan rencana HACCP atau penyimpangan dari
rencana dan tindakan koreksi yang dilakukan. Suatu sistem pemeriksaan oleh pihak
perusahaan untuk menentukan efektif tidaknya rencana HACCP. Pelaksanaan verifikasi ini
dapat dibedakan menjadi dua bagian besar yaitu :
- internal verifikasi oleh pihak perusahaan
- eksternal verifikasi oleh pihak pemerintah (6 bulan atau 1 tahun sekali)
Pada tahap penerimaan bahan baku, metal detecting, pengepakan dan pelabelan,
serta gudang penyimpanan verifikasi yang dilakukan adalah adanya evaluasi oleh kepala
bagian QC.
17
2.1.13 Prosedur Pencatatan dan Dokumentasi (Record Keeping)
Salah satu kunci dari keberhasilan jalannya sistem HACCP yaitu keakuratan sistem
pencatatan (record keeping). Semua kegiatan yang berhubungan dengan pemantauan CCP
dan kegiatan lainnya yang terkait harus dicatat dengan baik, pencatatan ini akan
menyediakan data dimana terjadi penyimpangan terhadap batas kritis dan tindakan koreksi
untuk mengatasi penyimpangan tersebut. Pada metal detecting dilakukan pencatatan
keadaan mesin metal detecting sebelum dilakukan proses pengemasan produk pada
checking metal detector. Adanya produk yang mengandung logam kemudian dilakukan
pencatatan dalam record sheet of reprocessed untuk kemudian dilakukan proses ulang
setelah logam dihilangkan. Pada pengepakan dan pelabelan dilakukan pencatatan dalam
record of packing and labelling. Pada gudang penyimpanan, keadaan produk dicatat dalam
check product in the cold storage.
2.2 Program Kelayakan Dasar
Program Kelayakan dasar merupakan fondasi awal sebelum konsepsi manajemen
mutu HACCP diterapkan di suatu unit pengolahan. Penilaian kelayakan dasar suatu unit
pengolahan dapat dilakukan dengan menggunakan lembar penilaian yang telah dibakukan.
Nilai dari status kelayakan dasar akan menentukan apakah unit pengolahan mampu
menerapkan dan mengembangkan konsepsi HACCP (Wiryanti dan Witjaksono 2001).
Berdasarkan pemantauan yang dilakukan, pelaksanaan Good Manufacturing Pratices
(GMP) dan Standard Sanitation Operating Procedure (SSOP) sebagian besar telah
diterapkan oleh perusahaan dengan baik sesuai prosedur yang dituangkan dalam pedoman
mutu perusahaan. Akan tetapi, masih ada beberapa penyimpangan yang terjadi terhadap
kelayakan dasar (GMP dan SSOP).
2.2.1 Good manufacturing practices (GMP)
Good Manufacturing Practices (GMP) yang dilaksanakan pada pembuatan produk
udang kupas (Peeled) beku di PT Misaja Mitra Pati telah memenuhi standar GMP yang
ditetapkan (dalam hal ini perusahaan telah membuat panduan mutu yang menjadi standar
18
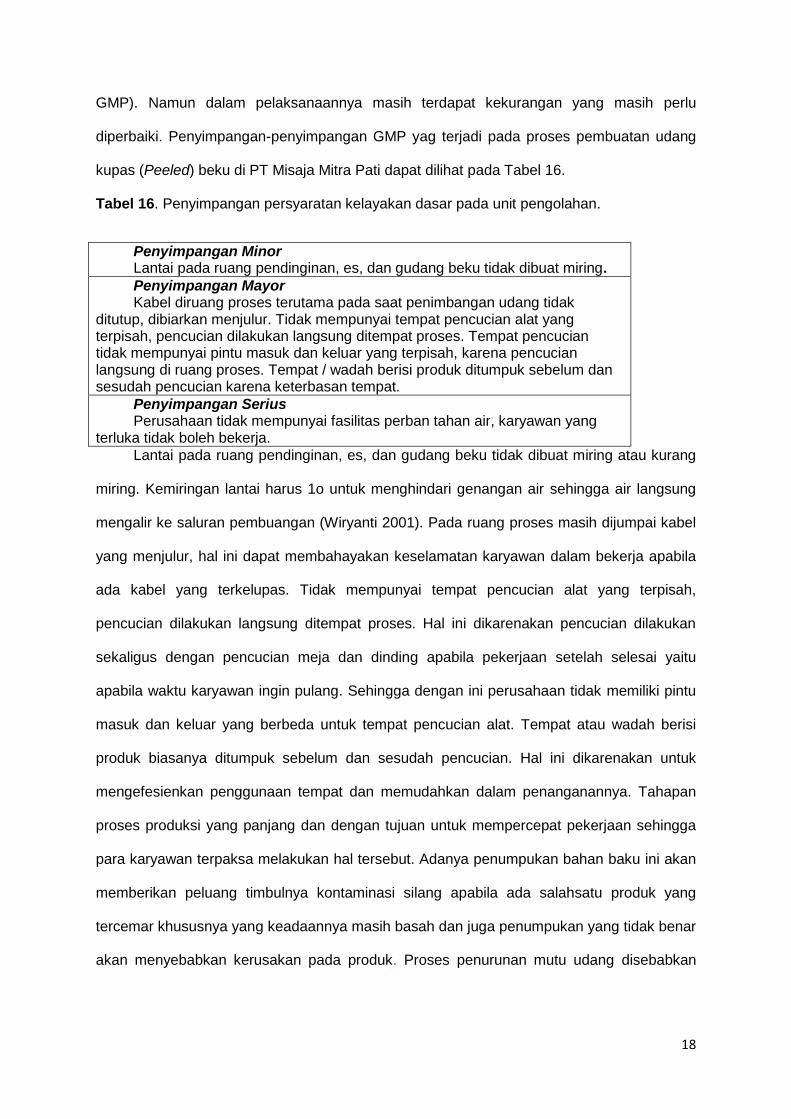
GMP). Namun dalam pelaksanaannya masih terdapat kekurangan yang masih perlu
diperbaiki. Penyimpangan-penyimpangan GMP yag terjadi pada proses pembuatan udang
kupas (Peeled) beku di PT Misaja Mitra Pati dapat dilihat pada Tabel 16.
Tabel 16. Penyimpangan persyaratan kelayakan dasar pada unit pengolahan.
Penyimpangan Minor Lantai pada ruang pendinginan, es, dan gudang beku tidak dibuat miring.
Penyimpangan Mayor Kabel diruang proses terutama pada saat penimbangan udang tidak
ditutup, dibiarkan menjulur. Tidak mempunyai tempat pencucian alat yang terpisah, pencucian dilakukan langsung ditempat proses. Tempat pencucian tidak mempunyai pintu masuk dan keluar yang terpisah, karena pencucian langsung di ruang proses. Tempat / wadah berisi produk ditumpuk sebelum dan sesudah pencucian karena keterbasan tempat.
Penyimpangan Serius Perusahaan tidak mempunyai fasilitas perban tahan air, karyawan yang
terluka tidak boleh bekerja.
Lantai pada ruang pendinginan, es, dan gudang beku tidak dibuat miring atau kurang
miring. Kemiringan lantai harus 1o untuk menghindari genangan air sehingga air langsung
mengalir ke saluran pembuangan (Wiryanti 2001). Pada ruang proses masih dijumpai kabel
yang menjulur, hal ini dapat membahayakan keselamatan karyawan dalam bekerja apabila
ada kabel yang terkelupas. Tidak mempunyai tempat pencucian alat yang terpisah,
pencucian dilakukan langsung ditempat proses. Hal ini dikarenakan pencucian dilakukan
sekaligus dengan pencucian meja dan dinding apabila pekerjaan setelah selesai yaitu
apabila waktu karyawan ingin pulang. Sehingga dengan ini perusahaan tidak memiliki pintu
masuk dan keluar yang berbeda untuk tempat pencucian alat. Tempat atau wadah berisi
produk biasanya ditumpuk sebelum dan sesudah pencucian. Hal ini dikarenakan untuk
mengefesienkan penggunaan tempat dan memudahkan dalam penanganannya. Tahapan
proses produksi yang panjang dan dengan tujuan untuk mempercepat pekerjaan sehingga
para karyawan terpaksa melakukan hal tersebut. Adanya penumpukan bahan baku ini akan
memberikan peluang timbulnya kontaminasi silang apabila ada salahsatu produk yang
tercemar khususnya yang keadaannya masih basah dan juga penumpukan yang tidak benar
akan menyebabkan kerusakan pada produk. Proses penurunan mutu udang disebabkan
19
oleh faktor-faktor yang berasal dari badan udan itu sendiri dan faktor lingkungan. Penurunan
mutu udang ini terjadi secara autolisis, bakteriologis, dan oksidasi (Purwaningsih 2000).
Hasil wawancara di perusahaan, perusahaan tidak mempunyai fasilitas perban tahan
air, namun dalam pelaksanaannya karyawan yang terluka tidak diperbolehkan bekerja
dalam ruang proses. Hal ini bertujuan untuk meminimalisasi kemungkinan kontaminasi
silang akibat adanya luka pada karyawan sehingga produk yang dihasilkannya pun terjamin
kualitasnya, dan untuk menjamin pelaksanaan program HACCP yang baik.
Selain penyimpangan diatas, terdapat juga kebiasaan buruk dari para
karyawan/pekerja, yaitu ketidakhati-hatian dan ketidakramahan dalam memperlakukan
peralatan. Ketika pengamatan sering terlihat karyawan yang membawa keranjang fiber
(keranjang limbah maupun wadah) meletakkan keranjang dengan cara membanting dan
melempar, hal ini selain berbahaya terhadap karyawan juga dapat mengurangi keawetan
peralatan. Bahaya lain yang dapat timbul adalah pecahan alat (baik plastik maupun logam)
yang nantinya akan ikut terbawa produk yang diekspor. Menurut Wiryanti (2001), program
HACCP bukanlah merupakan sistem pengendalian mutu yang dapat berdiri sendiri,
melainkan sebagai salah satu bagian dari sistem yang menyeluruh dalam proses
pengendalian mutu. Penerapan program HACCP akan efektif apabila program kelayakan
dasar memenuhi persyaratan yaitu cara penanganan yang baik dan benar serta persyaratan
sanitasi dan higiene yang baik.
2.2.2 Sanitation standart operating procedure (SSOP)
Apabila dengan menerapkan GMP yang baik akan menghasilkan produk yang
bermutu, maka penerapan SSOP yang baik akan menghasilkan produk yang sehat dan
aman, karena bebas dari kontaminan. Penerapan SSOP pada pembuatan produk udang
kupas beku di PT Misaja Mitra Pati juga telah mengikuti prosedur dan standar yang berlaku.
Persyaratan dan prosedur yang digunakan dalam menerapkan SSOP di PT Misaja Mitra
Pati adalah persyaratan legal dan persyaratan/prosedur yang ditetapkan oleh perusahaan.
Secara umum pelaksanaan SSOP di PT Misaja Mitra telah memenuhi dan mengikuti
standard an prosedur yang telah ditetapkan. 8 kunci pokok SSOP telah terpenuhi dengan
20
baik. Namun, masih terdapat dengan perilaku karyawan dan ketersediaan sarana dan
prasarana yang menunjang keberhasilan pelaksanaan SSOP.
Hasil pengamatan di lapangan dari penerapan SSOP masih terhalang oleh
kedisiplinan karyawan. Sedangkan untuk penerapan SSOP dibeberapa bagian lainnya
sudah dapat berlangsung cukup baik, dilihat dari pelaksanaan delapan kunci SSOP. Hal ini
terlihat tahap penerimaam bahan baku sampai ekspor dan juga dalam pengolahan
limbanya. Pada tahap penerimaan bahan baku ditemukan perilaku karyawan yang kurang
baik. Ada beberapa karyawan yang bertugas di bagian penerimaan bahan baku, memakai
seragam kerja tidak sesuai aturan yaitu kerudung bermasker masih terbuka, sehingga
rambut karyawan tersebut terlihat (keluar kerudung) dan dapat mengkontaminasi produk.
Selain itu ada beberapa karyawan di bagian bahan baku yang masih menggunakan
seragam produksi keluar masuk ruang produksi tanpa melakukan penggantian pakaian.
Sehingga hal ini dapat menjadi sumber terjadinya kontaminasi produk.
Pencegahan kontaminasi silang yang merupakan bagian dari SSOP adalah salah satu
permasalahan tersendiri yang banyak di setiap perusahaan pangan. Dalam penerapannya,
perusahaan sudah memiliki prosedur yang baik untuk meminimalisasi hal tersebut tetapi
dalam pelaksanaannya masih terhalang oleh kesadaran para karyawan untuk dapat disiplin.
Seperti untuk menjaga kebersihan tangannya karyawan dituntut untuk melakukan cuci
tangan setiap 30 menit sekali dalam air berklorin dan disemprot dengan alkohol 70%.
Namun, dalam pelaksanaanya masih ada beberapa karyawan yang masih kurang memiliki
kesadaran untuk melakukan hal tersebut, sehingga masih diperlukan suatu upaya untuk
dapat meningkatkan kesadaran dan kedisiplinan karyawan dalam bekerja dalam hal ini yang
bertugas untuk mengingatkan karyawan untuk melakukan cuci tangan adalah supervisor
yang dibantu dengan alarm/bel yang berbunyi 30 menit sekali dan terpasang di setiap
ruangan produksi.
Penanganan bahan baku di PT Misaja Mitra Pati sesuai dengan syarat sanitasi karena
bahan baku yang masuk dilakukan sampling untuk melihat kualitas udang dan dilakukan
pengujian di laboratorium. Pengujian dilakukan untuk mengetahui kondisi antibiotik dan
21
mikrobiologi telah sesuai dengan persyaratan yang berlaku baik dari perusahaan,
pemerintah maupun negara tujuan ekspor. Bahan tambahan yang digunakan seperti air, es
dan klorin dosis pemakaiannya sudah baik karena penggunaannya telah disesuaikan
dengan persyaratan yang telah ditetapkan perusahaan, pemerintah dan negara tujuan
ekspor. Air yang digunakan telah memenuhi standar mutu karena air tersebut telah diolah di
water treatment, tetapi dalam pemakaiannya semua air yang masuk ruang proses telah
ditambahkan klorin. Perusahaan menambahkan klorin 3-5 ppm untuk pasokan air yang
menuju ruang proses. Hal ini bertujuan selain sebagai pembersih, air juga dapat digunakan
sebagai desinfektan dalam penggunaannya. Penggunaan klorin ini disesuaikan dengan
negara tujuan ekspor dari produk yang akan dihasilkan. Penambahan klorin ini disesuaikan
dengan tujuan ekspor, Negara tujuan utamanya ke Jepang, sedangkan untuk ekspor ke
Eropa tidak digunakan klorin tetapi air ozone. Klorin yang digunakan sebagai disinfektan
yaitu untuk menginaktifkan bakteri dan virus patogenik dalam setiap tahapan proses telah
sesuai dengan ketentuan dimana semakin menuju proses akhir, konsentrasi semakin kecil.
Es yang digunakan perusahaan adalah flake ice, penggunaan flake ice ini bertujuan agar
lebih cepat menurunkan suhu udang.
Produk akhir yang dihasilkan PT Misaja Mitra Pati dari produk udang kupas (peeled)
beku ada beberapa macam jenisnya, kebanyakan pengolahan produk ini disesuaikan
permintaan pasar ataupun ukuran udang yang ada tidak sesuai untuk jenis produk yang
lainnya. Pada penanganannya sudah berlangsung cukup baik dengan tujuan untuk tetap
menjaga kesegaran produk. Hal ini dilakukan dengan pencucian menggunakan klorin dan
juga tetap memperhatikan rantai dingin dalam penanganannya. Pengolahan produk udang
kupas (Peeled) beku dilakukan sesuai dengan diagram alir proses dan secara saniter serta
higienis. Proses pembekuan telah sesuai persyaratan jenis produk, suhu dan waktu
pembekuan. Produk yang sudah dalam bentuk beku telah mempunyai ukuran dan bentuk
yang teratur. Sistem pemberian kode-kode dilakukan pada waktu memproses bahan baku
seperti supplier, size, jenis produk, waktu produksi, tanggal kadaluarsa, dan lainnya. Hal
22
tersebut dilakukan dengan tujuan mempermudah dalam pengawasan mutu dan pelacakan
produk-produk setelah dilepas ke pasar apabila terjadi komplain dari pembeli.
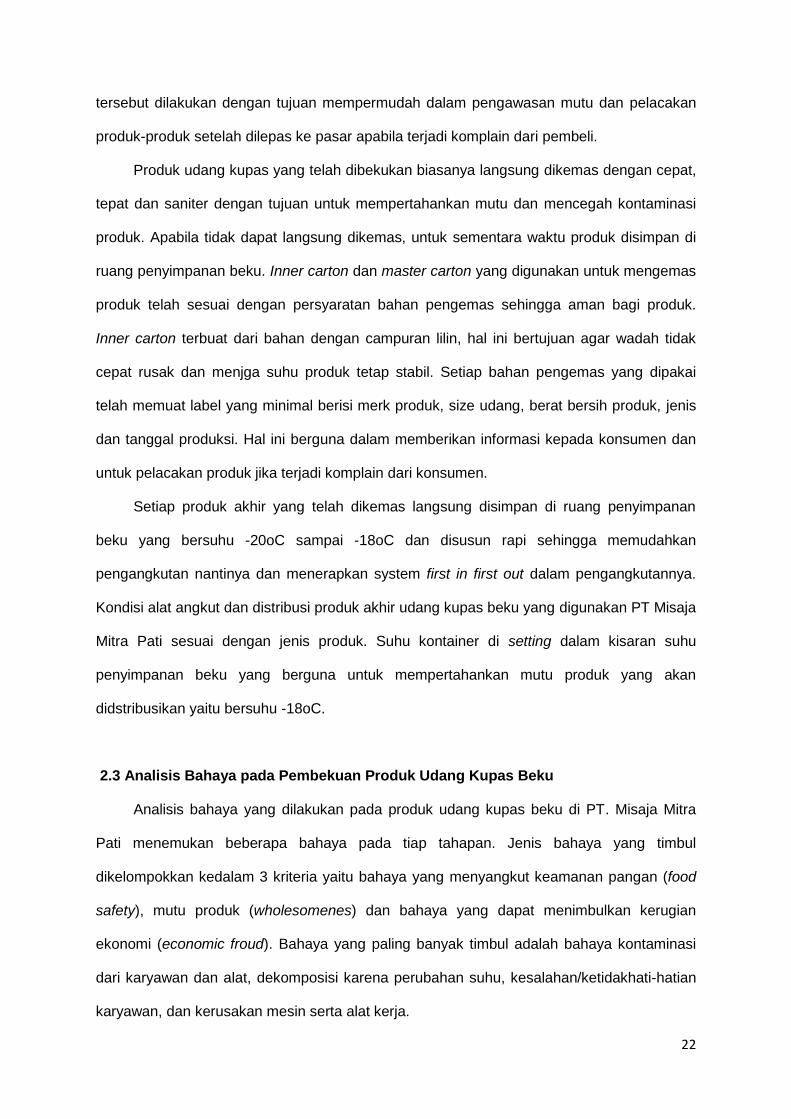
Produk udang kupas yang telah dibekukan biasanya langsung dikemas dengan cepat,
tepat dan saniter dengan tujuan untuk mempertahankan mutu dan mencegah kontaminasi
produk. Apabila tidak dapat langsung dikemas, untuk sementara waktu produk disimpan di
ruang penyimpanan beku. Inner carton dan master carton yang digunakan untuk mengemas
produk telah sesuai dengan persyaratan bahan pengemas sehingga aman bagi produk.
Inner carton terbuat dari bahan dengan campuran lilin, hal ini bertujuan agar wadah tidak
cepat rusak dan menjga suhu produk tetap stabil. Setiap bahan pengemas yang dipakai
telah memuat label yang minimal berisi merk produk, size udang, berat bersih produk, jenis
dan tanggal produksi. Hal ini berguna dalam memberikan informasi kepada konsumen dan
untuk pelacakan produk jika terjadi komplain dari konsumen.
Setiap produk akhir yang telah dikemas langsung disimpan di ruang penyimpanan
beku yang bersuhu -20oC sampai -18oC dan disusun rapi sehingga memudahkan
pengangkutan nantinya dan menerapkan system first in first out dalam pengangkutannya.
Kondisi alat angkut dan distribusi produk akhir udang kupas beku yang digunakan PT Misaja
Mitra Pati sesuai dengan jenis produk. Suhu kontainer di setting dalam kisaran suhu
penyimpanan beku yang berguna untuk mempertahankan mutu produk yang akan
didstribusikan yaitu bersuhu -18oC.
2.3 Analisis Bahaya pada Pembekuan Produk Udang Kupas Beku
Analisis bahaya yang dilakukan pada produk udang kupas beku di PT. Misaja Mitra
Pati menemukan beberapa bahaya pada tiap tahapan. Jenis bahaya yang timbul
dikelompokkan kedalam 3 kriteria yaitu bahaya yang menyangkut keamanan pangan (food
safety), mutu produk (wholesomenes) dan bahaya yang dapat menimbulkan kerugian
ekonomi (economic froud). Bahaya yang paling banyak timbul adalah bahaya kontaminasi
dari karyawan dan alat, dekomposisi karena perubahan suhu, kesalahan/ketidakhati-hatian
karyawan, dan kerusakan mesin serta alat kerja.

23
Berdasarkan hasil analisa bahaya ditemukan banyak sekali bahaya yang mungkin
timbul selama proses pembuatan produk udang kupas beku berlangsung. Namun, bila
dilihat signifikasinya, hanya 2 bahaya yang termasuk bahaya yang signifikan. Bahaya
tersebut antara lain, adanya residu senyawa antibiotik pada bahan baku yang terjadi pada
tahap penerimaan bahan baku dan bahaya karena adanya logam (baik Fe maupun non-Fe)
pada produk akhir yang terjadi pada tahap pendeteksian logam oleh metal detector. Hasil
analisis bahaya kemudian diuji apakah bahaya tersebut termasuk bahaya yang menjadikan
tahapannya sebagai titik kendali kritis. Pengujian yang dilakukan adalah dengan mengujikan
semua bahaya signifikan denganmenggunakan decision tree (pohon keputusan).

24
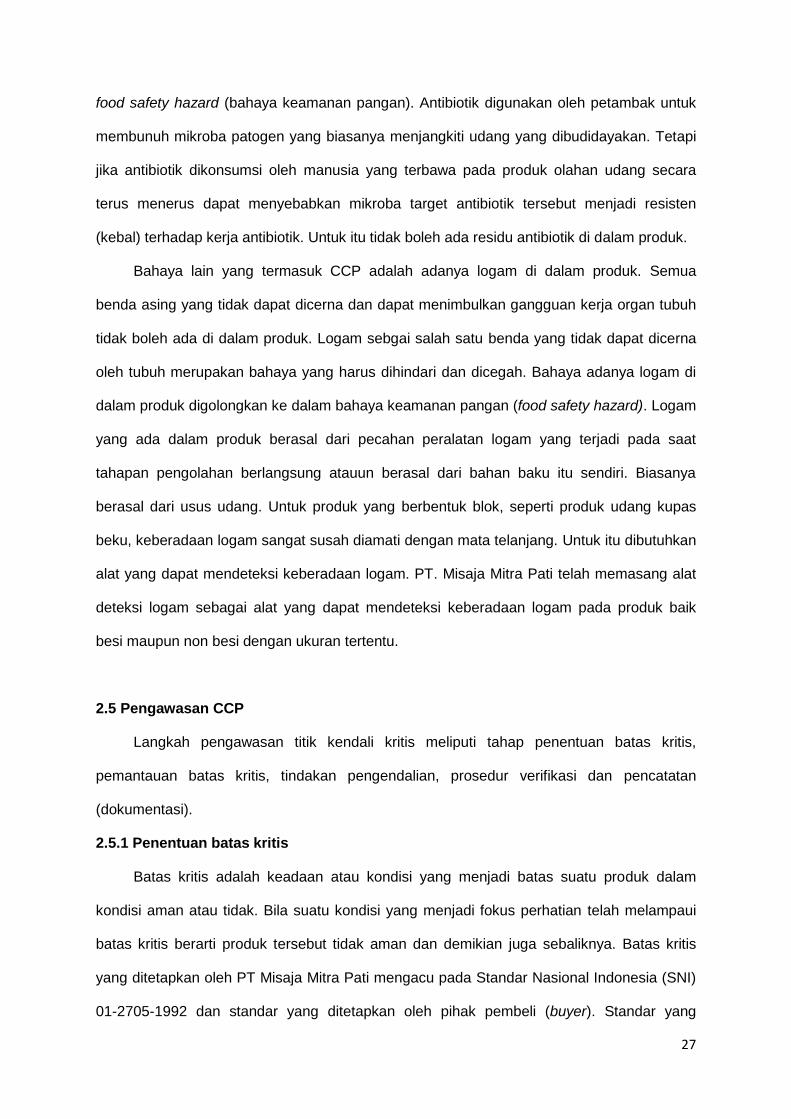
2.4 Identifikasi Titik Kendali Kritis/CCP pada Pembuatan Produk Udang
Ya Tidak Modifikasi langkah, proses atau produk
Apakah pengendalian pada tahap ini Ya
diperlukan untuk keamanan ?
Tidak Bukan TKK Berhenti
Tidak Ya
Ya Tidak Berhenti
Ya Tidak
Q1. Apakah ada langkah-langkah pengendalian untuk bahaya teridentifikasi ?
Q2. Apakah tahap ini dapat menghilangkan atau mengurangi kemungkinan adanya
suatu bahaya sampai pada tingkat yang bisa diterima ?
Q3. Dapatkah kontaminasi terhadap bahaya yang teridentifikasi terjadi
sampai melebihi tingkat yang dapat diterima? atau dapatkah kontaminasi itu
meningkat sampai tingkat yang tidak dapat diterima ?
Bukan TKK
Q4. Akankah tahap proses berikutnya menghilangkan bahaya yang
teridentifikasi atau mengurangi kemungkinan terdapatnya bahaya sampai
pada tingkat yang dapat diterima ?
TKK Bukan TKK
25
26
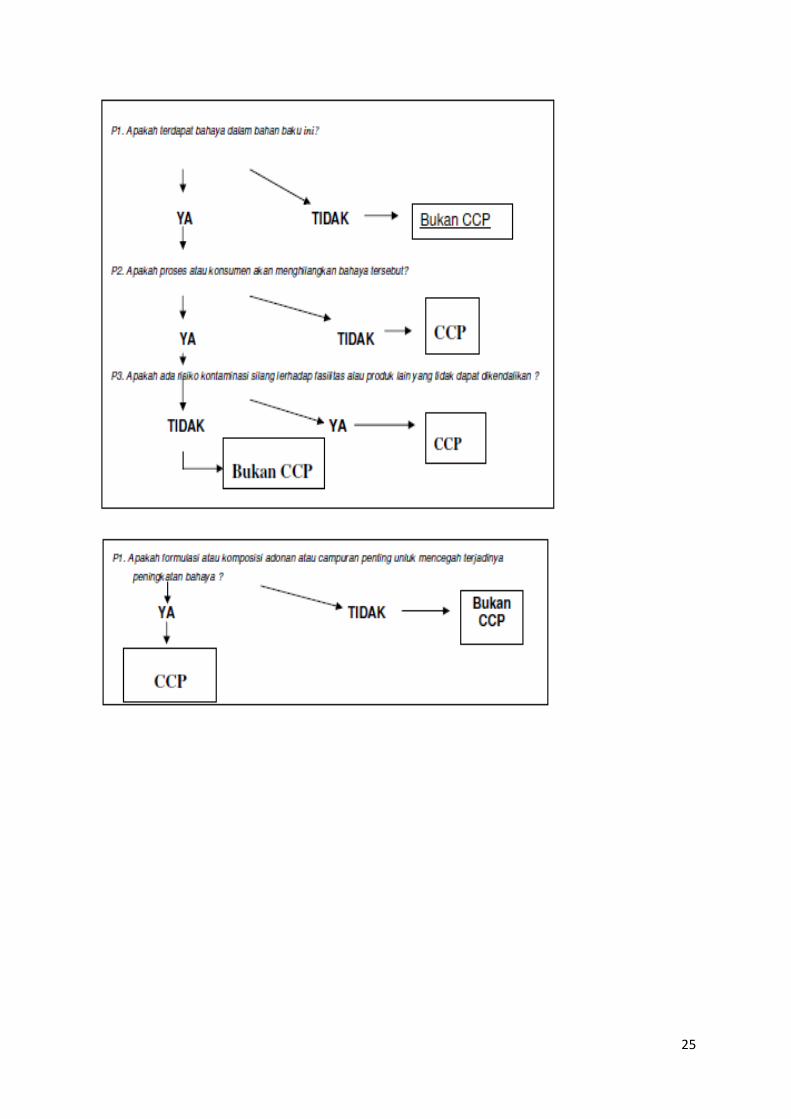
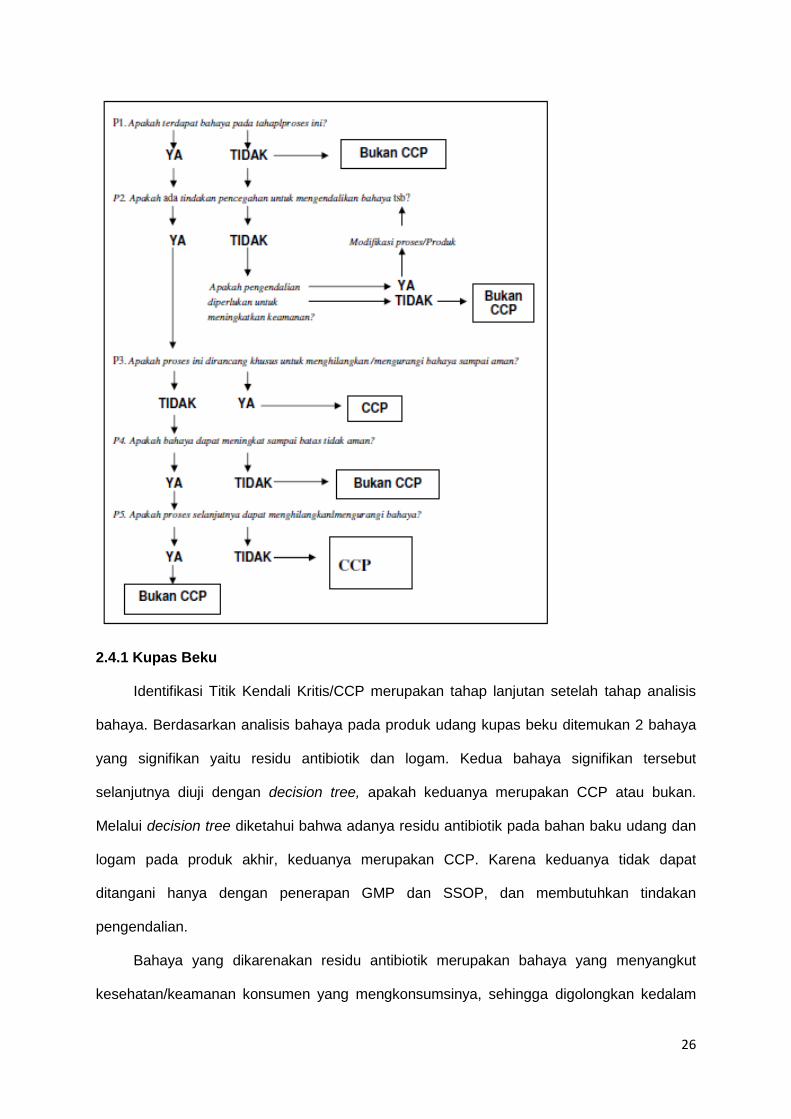
2.4.1 Kupas Beku
Identifikasi Titik Kendali Kritis/CCP merupakan tahap lanjutan setelah tahap analisis
bahaya. Berdasarkan analisis bahaya pada produk udang kupas beku ditemukan 2 bahaya
yang signifikan yaitu residu antibiotik dan logam. Kedua bahaya signifikan tersebut
selanjutnya diuji dengan decision tree, apakah keduanya merupakan CCP atau bukan.
Melalui decision tree diketahui bahwa adanya residu antibiotik pada bahan baku udang dan
logam pada produk akhir, keduanya merupakan CCP. Karena keduanya tidak dapat
ditangani hanya dengan penerapan GMP dan SSOP, dan membutuhkan tindakan
pengendalian.
Bahaya yang dikarenakan residu antibiotik merupakan bahaya yang menyangkut
kesehatan/keamanan konsumen yang mengkonsumsinya, sehingga digolongkan kedalam
27
food safety hazard (bahaya keamanan pangan). Antibiotik digunakan oleh petambak untuk
membunuh mikroba patogen yang biasanya menjangkiti udang yang dibudidayakan. Tetapi
jika antibiotik dikonsumsi oleh manusia yang terbawa pada produk olahan udang secara
terus menerus dapat menyebabkan mikroba target antibiotik tersebut menjadi resisten
(kebal) terhadap kerja antibiotik. Untuk itu tidak boleh ada residu antibiotik di dalam produk.
Bahaya lain yang termasuk CCP adalah adanya logam di dalam produk. Semua
benda asing yang tidak dapat dicerna dan dapat menimbulkan gangguan kerja organ tubuh
tidak boleh ada di dalam produk. Logam sebgai salah satu benda yang tidak dapat dicerna
oleh tubuh merupakan bahaya yang harus dihindari dan dicegah. Bahaya adanya logam di
dalam produk digolongkan ke dalam bahaya keamanan pangan (food safety hazard). Logam
yang ada dalam produk berasal dari pecahan peralatan logam yang terjadi pada saat
tahapan pengolahan berlangsung atauun berasal dari bahan baku itu sendiri. Biasanya
berasal dari usus udang. Untuk produk yang berbentuk blok, seperti produk udang kupas
beku, keberadaan logam sangat susah diamati dengan mata telanjang. Untuk itu dibutuhkan
alat yang dapat mendeteksi keberadaan logam. PT. Misaja Mitra Pati telah memasang alat
deteksi logam sebagai alat yang dapat mendeteksi keberadaan logam pada produk baik
besi maupun non besi dengan ukuran tertentu.
2.5 Pengawasan CCP
Langkah pengawasan titik kendali kritis meliputi tahap penentuan batas kritis,
pemantauan batas kritis, tindakan pengendalian, prosedur verifikasi dan pencatatan
(dokumentasi).
2.5.1 Penentuan batas kritis
Batas kritis adalah keadaan atau kondisi yang menjadi batas suatu produk dalam
kondisi aman atau tidak. Bila suatu kondisi yang menjadi fokus perhatian telah melampaui
batas kritis berarti produk tersebut tidak aman dan demikian juga sebaliknya. Batas kritis
yang ditetapkan oleh PT Misaja Mitra Pati mengacu pada Standar Nasional Indonesia (SNI)
01-2705-1992 dan standar yang ditetapkan oleh pihak pembeli (buyer). Standar yang

28
ditetapkan meliputi aspek fisik, kimia dan mikrobiologis. Batas kritis untuk bahaya antibiotik
termasuk ke dalam aspek kimia. Sedangkan batas kritis untuk logam dalam produk
termasuk ke dalam aspek fisik.
Batas kritis untuk antibiotik berbeda untuk masing-masing jenis. Batasan kadar
kloramfenikol dalam produk adalah 1 ppb, Nitrofuran (Furazolidone) 0.3 ppb dan
oksitetrasiklin harus negatif. Sedangkan batasan kritis kandungan logam dalam produk juga
ditentukan.
2.5.2 Pemantauan batas kritis pada tiap titik kendali kritis
Pemantauan batas kritis pada tiap titik kendali kritis merupakan upaya dan langkah
preventif agar bahaya yang menjadi titik kendali kritis tetap terpantau dan dalam kondisi
yang terkendali. Sebagaimana yang telah dijelaskan oleh Thaheer (2005), bahwa
pemantauan batas kritis meliputi apa yang dipantau, siapa yang melakukan pemantauan,
kapan dilakukan pemantauan, bagaimana cara pemantauan dan dimana tempat/tahap yang
dipantau.
2.5.3 Penentuan tindakan pengendalian
Jika penentuan batas kritis dilakukan untuk mengendalikan terjadinya bahaya yang
mempengaruhi keamanan pangan, maka perlu dirancang suatu tindakan yang harus
dilakukan apabila kadar bahaya telah melampaui batas kritis yang telah ditetapkan. Untuk
itulah pentingnya dilakukan tindakan pengendalian. Tindakan pengendalian untuk setiap
bahaya yang termasuk dalam titik kendali kritis berbeda antara satu bahaya dengan bahaya
yang lain. Apabila dalam pengujian ditemukan masing-masing antibiotik dengan kadar
melebihi batas yang telah ditentukan, maka bahan baku udang akan ditolak dan tidak akan
diproses lebih lanjut. Karena bahan baku telah mengandung residu antibiotik akan tetap
mengandung antibiotik walaupun telah dilakukan pengolahan. Sedangkan tindakan yang
dilakukan oleh perusahaan bila ditemukan produk yang mengandung logam dengan ukuran
melebihi batas yang telah ditentukan adalah dengan menahan produk tersebut. Bila
berkemungkinan dapat dibersihkan dan dipastikan tidak terdeteksi keberadaan logamnya,
maka produk tersebut dapat diolah kembali. Tetapi bila masih terdeteksi keberadaan
29
logamnya, maka produk tersebut diolah menjadi produk non pangan (biasanya dibuat
sebagai pakan ternak).
2.5.4 Prosedur verifikasi
Prosedur verifikasi merupakan upaya untuk melihat apakah sistem HACCP yang telah
direncanakan dan dilaksanakan telah bekerja secara efektif atau belum. Prosedur verifikasi
mencakup beberapa hal, yaitu validasi HACCP, peninjauan hasil pemantauan, pengujian
produk dan auditing. Validasi dilakukan untuk memeriksa ketepatan dan keakuratan hasil
pengukuran suatu alat sesuai dengan ukuran sebenarnya. Validasi alat dilakukan oleh
perusahaan sendiri dan oleh lembaga yang dapat melakukan kaliberasi pada alat tersebut.
Untuk peninjauan hasil pemantauan dilakukan dengan memeriksa setiap hasil pantauan
yang telah terekam dalam dokumen pemantauan pada tahap pengawasan titik kendali kritis.
Apakah semua tahapan telah sesuai dengan HACCP plan. Pengujian produk dilakukan
dengan menguji semua parameter yang telah distandarkan. Pengujian meliputi parameter
fisik, sensori, visual, kimiawi dan mikrobiologis. Pengujian produk dilakukan oleh pihak
perusahaan (dalam hal ini dilakukan oleh bagian Quality control yang dilakukan dalam
laboratorium perusahaan) dan pengujian produk sebelum diekspor oleh pihak pembeli
(pihak eksternal).
Kegiatan audit dilakukan oleh perusahaan secara berkala setiap harinya dan audit
mutu secara berkala oleh lembaga/badan yang memiliki kompetensi dan kewenagan di
bidang auditing. PT Misaja Mitra Pati telah melakukan proses verifikasi secara internal
maupun eksternal dengan baik. Semua hasil verifikasi tercatat dan tersimpan dengan rapi
serta berada dalam pengawasan dan wewenang divisi Quality Control.
2.5.5 Prosedur pencatatan (Dokumentasi)
Tujuan dilakukan pencatatan (dokumentasi) adalah untuk membuktikan bahwa sistem
HACCP yang dilaksanakan masih relevan untuk dipertahankan atau harus direvisi, serta
menjadi acuan untuk pengambilan keputusan dan kebijakan manajer puncak. Sistem
dokumentasi yang dilakukan oleh PT Misaja Mitra Pati telah memenuhi kriteria
30
pendokumentasian yang baik dan benar. Dokumentasi yang dilakukan oleh PT Misaja Mitra
Pati bersifat tepat waktu, tepat guna, tepat sasaran dan dapat/mudah dipahami.
31
3. PENUTUP
3.1 Kesimpulan
Berdasarkan hasil analisis bahaya yang dilakukan terhadap tahap pembuatan produk
udang kupas beku, telah ditemukan dua jenis bahaya yang termasuk kedalam titik kendali
kritis/CCP, yaitu bahaya adanya residu antibiotik pada tahap penerimaan bahan baku dan
bahaya adanya logam pada tahap pendeteksian logam. Bahaya yang teridentifikasi sebagai
CCP tersebut, kemudian diawasi, ditentukan batas kritisnya, dilakukan tindakan
pengendalian, diverifikasi dan didokumentasikan.
Setelah dilihat dari hasil penilain terhadap penerapan sistem HACCP yang sesuai
dengan kriteria tertentu, PT Misaja Mitra Pati memperoleh nilai kelayakan dasar “B”. Hal ini
tidak sesuai dengan dengan Sertifikat Kelayakan Pengolahan (SKP) yang dikeluarkan oleh
Direktorat Jendral Pengolahan dan Pemasaran Hasil Perikanan (DJP2HP) pada tahun 2007
dengan rating “A” maka perlu dilakukan tindakan koreksi dari perusahaan agar dapat
diperbaiki penyimpanganpenyimpangan yang terjadi.
Secara garis besar penerapan sistem HACCP untuk produk udang kupas beku di PT
Misaja Mitra Pati telah sesuai dengan HACCP plan yang dibuat oleh perusahaan
sebelumnya. Pemantauan (audit) yang dilakukan oleh pihak internal perusahaan maupun
pihak eksternal merupakan upaya untuk menjaga sistem HACCP yang dilaksanakan tetap
baik dan sesuai dengan koridor yang telah ditetapkan.
3.2 Saran
Sebaik apapun suatu sistem dibuat pasti tidak akan mencapai kesempurnaan, tidak
terkecuali sistem HACCP yang diterapkan. Kekeurangan dalam penerapan sistem
manajemen keamanan pangan atau HACCP terletak pada program kelayakan dasar.
Kekurangan tersebut menyangkut perilaku karyawan yang kurang disiplin (kurang sadar
akan pentingnya menerapkan sistem manajemen keamanan pangan) dan ketersediaan
peralatan/sarana kerja. Untuk mengatasi masalah tersebut perlu adanya peningkatan

32
kualitas sumberdaya manusia di perusahaan untuk dapat meningkatkan kedisiplinan dan
kesadaran karyawan dalam bekerja dan juga perlu dilakukan pengawasan yang lebih ketat
pada setiap tahapan dalam proses.
33
DAFTAR PUSTAKA
Badan Standarisasi Nasional. 1998. SNI 01-4852-1998. Sistem Analisis Bahaya dan Pengendalian Titik Kritis (Hazard Analysis and Critical Control Point) serta Pedoman Penerepannya. Jakarta : Badan Standarisasi Nasional.
Badan Standarisasi Nasional. 2007. RSNI 01-2705-2005. Udang Beku. Jakarta : Dewan
Standarisasi Nasional. Codex Alimentarius Commission. 2003. Recommended International Code of Practice
General Principles of Food Hygiene. Rev. 4. Food and Agriculture Organization/World Health Organization. Rome, Italy. Direktorat Jendral Perikanan. 2000. Ketentuan Penetapan SSOP Unit Pengolahan.
Jakarta: Direktorat Jenderal Perikanan. Direktorat Jendral Pengolahan dan Pemasaran Hasil Perikanan. 2007. Peraturan No.
PER.011/DJ-P2HP/2007 tentang Pedoman Teknis Penerapan Jaminan Mutu dan Keamanan Hasil Perikanan. Jakarta :
Direktorat Jendral Pengolahan dan Pemasaran Hasil Perikanan, Departemen Kelautan dan
Perikanan. Direktorat Jendral Pengolahan dan Pemasaran Hasil Perikanan. 2009. Perkiraan relasi
ekspor dan proyeksi ekspor hasil perikanan tahun 2009. http://www.dkp.go.id/index.php/ind/news/876. [1 Juni 2009].
Hadiwiyoto S. 1993. Teknologi Pengolahan Hasil Perikanan. CV Liberty. Yogyakarta. Hariadi S. 1994. Pembekuan Udang Jilid I. Surabaya : Karya Anda. Herschdoerfer S.M.1984. Quality Control in The Food Industry. Vol.1. 2nd Ed. London:
Academic Press Inc. Ilyas S. 1993. Teknologi Refrigerasi Hasil Perikanan : Teknik Pembekuan Ikan. Jakarta :
Departemen Pertanian. Mayes J. 2001. HACCP : Principles and Applications. New York : Van Nostrand
Reinhold. Moeljanto.1992. Pengawetan dan Pengolahan Hasil Perikanan. Jakarta: Penebar
Swadaya.





























