Embed Size (px)
Citation preview
1
Haile Gold Mine
10.14.2019
The INNOMAG pump installed at Haile Gold mine was not producing the required GPM or TDH. An INNOMAG 6 X 4 -10 H with a 7.5 HP Motor, 1200 RPM @ 340 GPM and 45 TDH, the pump was specified to circulate process fluid stores in two holding tanks and a supply tank. However, it was not circulating the process fluid quickly enough.
To rectify this, the plant decided to increase the GPM to 450 GPM # 80 TDH, which required the original pump be replaced with a 20 HP, 1750 RPM, 6 X 4 -10 H. This pump operated for about a year without any issues. When the system was restarted after a shutdown, the pump’s suction valve didn’t open, causing the pump to fail. Subsequently, this pump and volute was replaced, but this 3rd installation would not develop enough flow or pressure.
Assessment.
At this point, PP&S was called in to assess the problem. We replaced the installation with yet another new 450 GPM @ 80 TDH pump, but after startup, it would not produce over 8 PSI discharge pressure. We removed the pump from the volute and found the volute wear ring had cracks and the volute was detached. We installed a new volute and pump, reinstalling the 20 HP, 1750 RPM motor. Prior to starting the pump, we opened the suction valve to the pump and noted it had about 8 PSI on the discharge gauge. Upon starting the pump, the pressure increased to 10 PSI, but the pump made a humming noise and developed an increase in vibration. The average AMP reading was 6 AMPs and all three legs were within 0.3 AMPs of each other. We put a strobe light on the motor fan blade and noted the motor was rotating at 1800 RPM. The motor was using approximately 4.8 HP based on 6 AMP average. Minimum continuous stable flow was 75 GPM@ 85 TDh with 7.7 HP @ 9.1 AMPs. At this point, we realized that the motor magnets were not strong enough to rotate the pump 1800 RPM. We replaced the magnets with the CFO magnets.
The new pump had the incorrect magnets installed, which were not strong enough to drive the pump, causing minimum flow and discharge pressure at dead head condition operating at 6 AMPs, and in turn, excessive vibration. The pump shaft also deflected causing wear all around the impeller and the casing wear ring at 60 degrees from the cutwater. The radial bearing damage was consistent with the excessive thrust. The weak magnet issue also contributed to the inner cap separation. The pump
2
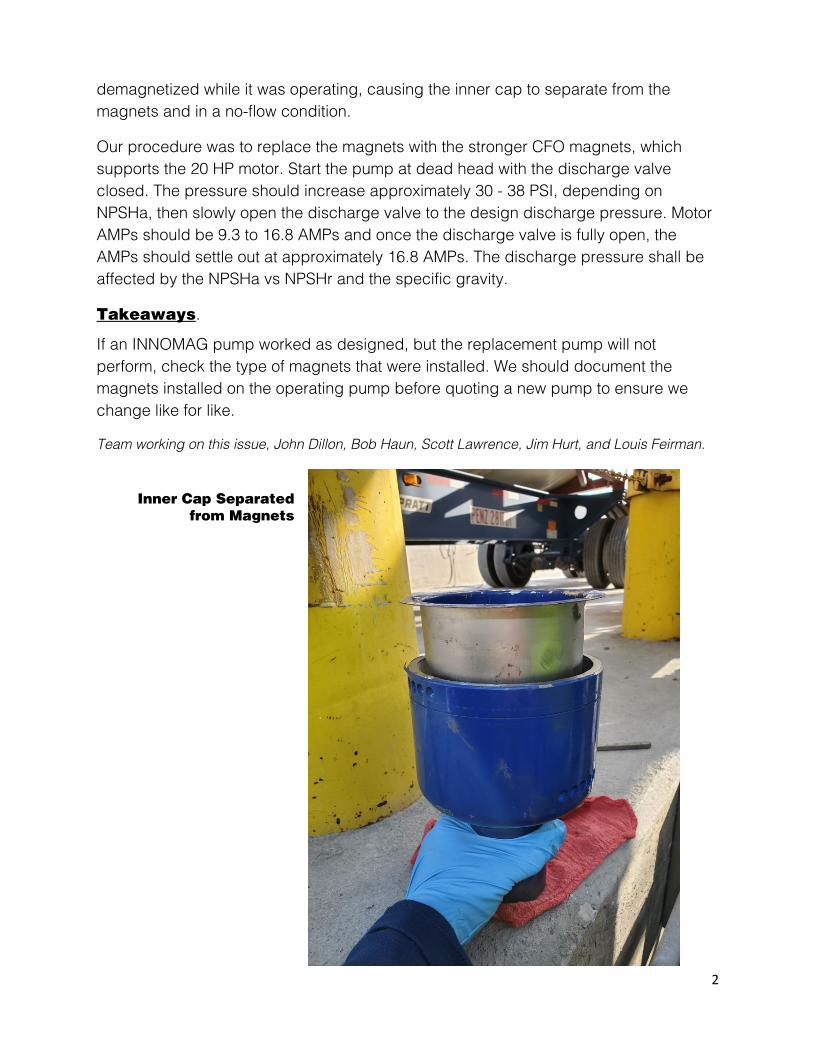
demagnetized while it was operating, causing the inner cap to separate from the magnets and in a no-flow condition.
Our procedure was to replace the magnets with the stronger CFO magnets, which supports the 20 HP motor. Start the pump at dead head with the discharge valve closed. The pressure should increase approximately 30 - 38 PSI, depending on NPSHa, then slowly open the discharge valve to the design discharge pressure. Motor AMPs should be 9.3 to 16.8 AMPs and once the discharge valve is fully open, the AMPs should settle out at approximately 16.8 AMPs. The discharge pressure shall be affected by the NPSHa vs NPSHr and the specific gravity.
Takeaways.
If an INNOMAG pump worked as designed, but the replacement pump will not perform, check the type of magnets that were installed. We should document the magnets installed on the operating pump before quoting a new pump to ensure we change like for like.
Team working on this issue, John Dillon, Bob Haun, Scott Lawrence, Jim Hurt, and Louis Feirman.
Inner Cap Separated
from Magnets

3
Impeller Wear Ring Rub Marks All Around the wear ring
Volute Wear Ring Cracked in Several Locations

4
Incorrect Magnets
Incorrect Magnets