Upload
liliana-seremet
View
216
Download
0
Embed Size (px)
Citation preview
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
1/599
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
2/599
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
3/599
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
4/599
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
5/599
Dedication
To our families
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
6/599
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
7/599
Preface
Models can reduce the number of experiments; thereby reducing time and expenses and
providing process optimization, predictive capability, improved process automation, and control
possibilities. A physics-based model can also provide insight into a process for which
experimentation may not be practical. Food and bioproducts go through complex physical,
chemical, and biological changes during their processing and storage, making modeling an
important tool in understanding and controlling these changes. With the advancement of computers,
the use of models has become integral to most studies in food science and engineering.
In addition to modeling techniques popular in the past, newer ones have become commonplace
due to the enhanced ease of their development using computers. As the choices in modeling
techniques have increased, user awareness of alternatives has become increasingly important.
Although books are available on any one modeling technique, a user is faced with the daunting task
of combing through a number of these books to decide on the most appropriate model. Our goal for
this handbook is to aid this process by providing, in one volume, succinct descriptions of a largenumber of modeling techniques, followed by examples of applications in the food context. This
presentation differs from the many theoretical details of a model that the reader can follow-up in
texts on individual modeling techniques. The chapters in this handbook are structured, generally, to
begin with a short introduction to the modeling technique followed by details on how that technique
can be utilized in specific food and bioprocess applications.
The concise introduction and the context of food for many different models alone make this
handbook unique. Having access to many models at once, the reader can see at a glance which
models have been most successful in specific applications. By collecting the various modeling
possibilities into one volume, the book can lead someone unfamiliar with modeling to look into the
benefits of this useful tool. The book allows the reader to conveniently shop for the model that best
suits, not only the application in question, but also his or her own technical expertise. Including both
physics- and observation-based models provides a unique perspective to the user, in terms of both
modeling alternatives and ways to combine various types of models to describe the same process.
The book emphasizes problem formulation, particularly in the case of physics-based models, from
an application point of view and thereby makes it more accessible to the end user.
This handbook is intended as a reference book for food and bioprocess researchers in academia
and also for professionals engaged in process and product development in the food and bioprocess
industries. It is also quite appropriate as a text or reference for courses on modeling for graduate or
upper level undergraduate students in engineering related to food and bioprocesses (chemical,
biological, agricultural, and food engineering) and some food science disciplines. The highly
international (fifteen countries) authorship and reviews of the book ensure both the quality of individual chapters and their usefulness around the globe.
This book is the work of its contributing authors. The editors would like to thank them for their
willingness, time, and effort as the manuscripts went through many revisions. The editors also
gratefully acknowledge the reviews and insightful comments by the many individuals from 14
countries that greatly improved the quality of the book. These individuals include: José M. Aguilera
(Universidad Católica de Chile, Chile), Ioannis Arvanitoyannis (University of Thessaly, Greece),
Julio R. Banga (Spanish Council for Scientific Research, Spain), Pilar Buera (Facultad de Ciencias
Exactas y Naturales, Argentina), Fred Eisenberg (Eisenberg Research, USA), Hao Feng (University
of Illinois, USA), Amit Halder (Cornell University, USA), Ashish Dhall (Cornell University, USA),
James P. Gleeson (University College Cork, Ireland), Lihan Huang (USDA Eastern Regional
Research Center, USA), V. K. Jindal (Asian Institute of Technology, Thailand), Elena Maestri
(University of Parma, Italy), S. Nakai (University of British Columbia, Canada), Bart Nicolai
(Catholic University of Leuven, Belgium), John Nieber (University of Minnesota at Twin Cities,
USA), Jitendra Paliwal (University of Manitoba, Canada), Vineet Rakesh (Cornell University,
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
8/599
USA), H. S. Ramaswamy (McGill University, Canada), Ajay K. Ray (National University of
Singapore, Singapore), Phil Richardson (Campden & Chorleywood Food Research Association,
UK), Arnab Sarkar (Masterfoods, USA), Bhaskar Sen Gupta (Queen’s University, Belfast, UK),
Christian Trägårdh (Lund University, Sweden), Gilles Trystram (ENSIA, France), Rolf Verberg
(University of Pittsburgh, USA), and Weibiao Zhou (National University of Singapore, Singapore).
We thank the editors at Taylor & Francis for their support and help. We also wish to express our
gratitude to our respective universities for giving us the opportunity and the facilities to complete
such an important project.
Shyam S. Sablani, Ashim K. Datta,
Mohammad Shafiur Rahman, and Arun S. Mujumdar
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
9/599
The Editors
Shyam S. Sablani, PhD, is an associate professor of food and bioprocess engineering at Sultan
Qaboos University, Muscat, Oman. He obtained a BE (1986) in mechanical engineering from
Ravishanker University, an MS (1989) in mechanical engineering from the Indian Institute of
Technology, Madras, India, and a PhD (1996) in food and process engineering from McGill
University, Montreal. Following a brief period as a research associate at Agriculture and Agri-Food
Canada, St. Hycinthe, he moved to the Sultan Qaboos University, Oman, in 1997. Dr. Sablani is a
member of the American Society of Mechanical Engineers, Institute of Food Technologists,
American Society of Agricultural and Biological Engineers, and the Indian Society of Heat and
Mass Transfer. He received a certificate of merit from the Institute of Food Technologists (1994)
and two Outstanding Researcher Awards from Sultan Qaboos University (2002 and 2004). His
research interests are heat and mass transport relevant to food processing, artificial neural network
modeling, and food properties. His current research focuses on physical and chemical changes in
biomaterials during processing and storage. He has authored and co-authored more than 70 refereed journal articles and 15 book chapters. He serves as the associate editor of the International Journal
of Food Properties.
Ashim K. Datta, PhD, is a professor in the Department of Biological and Environmental
Engineering, Cornell University, Ithaca, New York. His research area is computer-aided food
process engineering and he is currently working on developing software for integrating food
properties with engineering analysis of complex food processes. The author and co-author of over
80 journal articles and book chapters, two co-edited books and one textbook related to food process
modeling, Dr. Datta is a member of the American Institute of Chemical Engineers, American
Society of Agricultural and Biological Engineers, Institute of Food Technologists, and the Institute
of Biological Engineering. He received a BTech (1979) from the Indian Institute of Technology,Kharagpur, India, an MS (1982) from the University of Illinois at Urbana-Champaign and a PhD
(1985) from the University of Florida, Gainesville, all in agricultural engineering.
Mohammad Shafiur Rahman, PhD, is an associate professor at the Sultan Qaboos University,
Oman. He has authored or co-authored over 200 technical articles, including 66 refereed journal
papers, 68 conference papers, 33 reports, 8 popular articles, and 3 books. He has authored and
edited two books, Food Properties Handbook and Handbook of Food Preservation, the former
having been translated into Spanish. He served as associate editor for the Handbook of Food
Science, Technology, and Engineering. Dr. Rahman is founding editor of the International Journal
of Food Properties and serves on the editorial boards of several journals. Dr. Rahman is member of
the New Zealand Institute of Food Science and Technology, the Institute of Food Technologists, theAmerican Society of Agricultural Engineers, and the American Institute of Chemical Engineers. He
received a BSc Eng (chemical) (1983), an MSc Eng (chemical) (1984) from Bangladesh University
of Engineering and Technology, Dhaka, an MS (1985) in food engineering from Leeds University,
England, and a PhD (1992) in food engineering from the University of New South Wales, Sydney.
Dr. Rahman has received numerous awards and fellowships in recognition of his research and
teaching achievements, including the Hort Research Chairman’s Award, the Bilateral Research
Activities Program (BRAP) Award, an Outstanding Researcher Award, CAMS, Sultan Qaboos
University 2003, and the British Council Fellowship.
Arun S. Mujumdar, PhD, is currently a professor of mechanical engineering at the National
University of Singapore. He was a member of the Department of Chemical Engineering faculty of
McGill University, Canada prior to joining NUS. Dr. Mujumdar has over 350 journal papers, 250
conference papers, 60 edited works, two co-authored books, and over 100 book chapters to his
credit. Winner of numerous international awards for his distinguished contributions to drying
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
10/599
technology, heat and mass transfer, and chemical engineering in general, he is editor-in-chief of the
international journal Drying Technology and the widely acclaimed Handbook of Industrial Drying,
now in a third enhanced edition. He holds a BChem Eng from the University of Mumbai, and a
MEng, and PhD from McGill University.
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
11/599
Contributors
Ioannis S. Arvanitoyannis
Laboratory of Food Quality and Technology
School of Agricultural Sciences
University of Thessaly
Nea Ionia Magnesias, Volos, Greece
Christopher G. J. Baker
Department of Chemical Engineering
College of Engineering and Petroleum
Kuwait University
Safat, Kuwait
Xiao Dong ChenDepartment of Chemical Engineering
Monash University
Clayton Campus, Victoria, Australia
Kevin Cronin
Department of Process Engineering
University College Cork
Cork, Ireland
Zhanfeng Cui
Department of Engineering Science
Oxford University
Oxford, England
Ashim K. Datta
Department of Biological and
Environmental Engineering
Cornell University
Ithaca, New York
Ilhan DilberFluent Inc.
Evanston, Illinois
Jinglie Dou
Department of Food Science
University of British Columbia
Vancouver, British Columbia, Canada
Eli Feinerman
Faculty of Agriculture
The Center for Agricultural Economic
Research
The Hebrew University of Jerusalem
Rehovot, Israel
Maria C. Giannakourou
Laboratory of Food Chemistry and Technology
School of Chemical Engineering
National Technical University of Athens
Athens, Greece
James P. Gleeson
School of Mathematical Sciences
University College Cork
Cork, Ireland
Maarten L. A. T. M. Hertog
Flanders Centre/Laboratory of
Postharvest Technology
Catholic University of Leuven
Leuven, Belgium
Geoffrey Holmes
Department of Computer Science
University of Waikato
Hamilton, New Zealand
David Hughes
Department of Engineering ScienceOxford University
Oxford, England
Ashwini Kumar
Fluent Inc.
Evanston, Illinois
Haitham M. S. Lababidi
Department of Chemical Engineering
College of Engineering and Petroleum
Kuwait UniversitySafat, Kuwait
Eunice C. Y. Li-Chan
Department of Food Science
University of British Columbia
Vancouver, British Columbia, Canada
Law C. Lim
School of Chemical and Environmental
Engineering, Faculty of Engineering
and Computer Science,
The University of Nottingham,
Malaysia Campus, Jalan Broga
Selangor, Malaysia
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
12/599
T. Morimoto
Faculty of Agriculture
Department of Biomechanical Systems
Ehime University
Matsuyama, Japan
Arun S. Mujumdar
Department of Mechnical and
Production Engineering
National University of Singapore
Singapore
Shuryo Nakai
Department of Food Science
University of British Columbia
Vancouver, British Columbia, Canada
Bart M. Nicolaı ¨
Flanders Centre/Laboratory of
Postharvest Technology
Catholic University of Leuven
Leuven, Belgium
Mohammad Shafiur Rahman
Department of Food Science and Nutrition
Sultan Qaboos University
Muscat, Oman
Shyam S. Sablani
Department of Food Science and Nutrition
Sultan Qaboos University
Muscat, Oman
Sam Saguy
Faculty of Agricultural, Food and
Environmental Sciences
The Institute of Biochemistry
Food Science and NutritionThe Hebrew University of Jerusalem
Rehovot, Israel
Nico Scheerlinck
Flanders Centre/Laboratory of
Postharvest Technology
Catholic University of Leuven
Leuven, Belgium
R. G. M. van der SmanFood and Bioprocess Engineering
University of Wageningen
Wageningen, The Netherlands
Taha Taha
Department of Engineering Science
Oxford University
Oxford, England
Petros S. TaoukisLaboratory of Food Chemistry
and Technology
School of Chemical Engineering
National Technical University of Athens
Athens, Greece
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
13/599
Contents
Chapter 1
Mathematical Modeling Techniques in Food and Bioprocesses: An Overview..............................1
Ashim K. Datta and Shyam S. Sablani
Part I
Physics-Based Models.....................................................................................................................13
Chapter 2
Lattice Boltzmann Simulation of Microstructures..........................................................................15
R. G. M. van der Sman
Chapter 3Fluid Flow and Its Modeling Using Computational Fluid Dynamics............................................41
Ashwini Kumar and Ilhan Dilber
Chapter 4
Heat Transfer ...................................................................................................................................85
Ashim K. Datta
Chapter 5
Mass Transfer: Membrane Processes............................................................................................145
David Hughes, Taha Taha, and Zhanfeng Cui
Chapter 6
Simultaneous Heat and Mass Transfer..........................................................................................179
Xiao Dong Chen
Chapter 7
Reaction Kinetics...........................................................................................................................235
Maria C. Giannakourou and Petros S. Taoukis
Chapter 8Probabilistic Modeling ..................................................................................................................265
Bart M. Nicolaı ¨, Nico Scheerlinck, and Maarten L. A. T. M. Hertog
Part II
Observation-Based Models............................................................................................................291
Chapter 9
Experimental Design and Response-Surface Methodology .........................................................293
Shuryo Nakai, Eunice C. Y. Li-Chan, and Jinglie Dou
Chapter 10
Multivariate Analysis ....................................................................................................................323
Ioannis S. Arvanitoyannis
q 2006 by Taylor & Francis Group, LLC
http://dk3057_c001.pdf/http://dk3057_c001.pdf/http://dk3057_s001.pdf/http://dk3057_s001.pdf/http://dk3057_c002.pdf/http://dk3057_c002.pdf/http://dk3057_c003.pdf/http://dk3057_c003.pdf/http://dk3057_c004.pdf/http://dk3057_c004.pdf/http://dk3057_c005.pdf/http://dk3057_c005.pdf/http://dk3057_c006.pdf/http://dk3057_c006.pdf/http://dk3057_c007.pdf/http://dk3057_c007.pdf/http://dk3057_c008.pdf/http://dk3057_c008.pdf/http://dk3057_s002.pdf/http://dk3057_s002.pdf/http://dk3057_c009.pdf/http://dk3057_c009.pdf/http://dk3057_c010.pdf/http://dk3057_c010.pdf/http://dk3057_s001.pdf/http://dk3057_s002.pdf/http://dk3057_c010.pdf/http://dk3057_c009.pdf/http://dk3057_c008.pdf/http://dk3057_c007.pdf/http://dk3057_c006.pdf/http://dk3057_c005.pdf/http://dk3057_c004.pdf/http://dk3057_c003.pdf/http://dk3057_c002.pdf/http://dk3057_c001.pdf/
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
14/599
Chapter 11
Data Mining...................................................................................................................................357
Geoffrey Holmes
Chapter 12
Artificial Neural Network Modeling.............................................................................................375
Shyam S. Sablani
Chapter 13
Genetic Algorithms........................................................................................................................405
T. Morimoto
Chapter 14
Fractal Analysis .............................................................................................................................435
Mohammad Shafiur Rahman
Chapter 15
Fuzzy Modeling.............................................................................................................................451
Haitham M. S. Lababidi and Christopher G. J. Baker
Part III
Some Generic Modeling Techniques ............................................................................................499
Chapter 16
Monte Carlo Simulation ................................................................................................................501
Kevin Cronin and James P. Gleeson
Chapter 17
Dimensional Analysis....................................................................................................................533
Law Chung Lim, Shyam S. Sablani, and Arun S. Mujumdar
Chapter 18
Linear Programming......................................................................................................................563
Eli Feinerman and Sam Saguy
q 2006 by Taylor & Francis Group, LLC
http://dk3057_c011.pdf/http://dk3057_c011.pdf/http://dk3057_c012.pdf/http://dk3057_c012.pdf/http://dk3057_c013.pdf/http://dk3057_c013.pdf/http://dk3057_c014.pdf/http://dk3057_c014.pdf/http://dk3057_c015.pdf/http://dk3057_c015.pdf/http://dk3057_s003.pdf/http://dk3057_s003.pdf/http://dk3057_c016.pdf/http://dk3057_c016.pdf/http://dk3057_c017.pdf/http://dk3057_c017.pdf/http://dk3057_c018.pdf/http://dk3057_c018.pdf/http://dk3057_s003.pdf/http://dk3057_c018.pdf/http://dk3057_c017.pdf/http://dk3057_c016.pdf/http://dk3057_c015.pdf/http://dk3057_c014.pdf/http://dk3057_c013.pdf/http://dk3057_c012.pdf/http://dk3057_c011.pdf/
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
15/599
CHAPTER 1
Mathematical Modeling Techniques in Food andBioprocesses: An Overview
Ashim K. Datta and Shyam S. Sablani
CONTENTS
1.1 Mathematical Modeling ............................................................................................................2
1.2 Classification of Mathematical Modeling Techniques.............................................................3
1.3 Scope of the Handbook.............................................................................................................4
1.4 Short Overview of Models Presented in this Handbook..........................................................4
1.4.1 Physics-Based Models (Chapter 2 through Chapter 8) ................................................4
1.4.1.1 Molecular Dynamic Models ...........................................................................5
1.4.1.2 Lattice Boltzmann Models (Chapter 2) ..........................................................5
1.4.1.3 Continuum Models (Chapter 3 through Chapter 6) .......................................6
1.4.1.4 Kinetic Models (Chapter 7) ............................................................................6
1.4.1.5 Stochastic Models (Chapter 8)........................................................................6
1.4.2 Observation-Based Models (Chapter 9 through Chapter 15) .......................................7
1.4.2.1 Response Surface Methodology (Chapter 9)..................................................7
1.4.2.2 Multivariate Analysis (Chapter 10) ................................................................7
1.4.2.3 Data Mining (Chapter 11)...............................................................................9
1.4.2.4 Neural Network (Chapter 12) .........................................................................9
1.4.2.5 Genetic Algorithms (Chapter 13) ...................................................................9
1.4.2.6 Fractal Analysis (Chapter 14).........................................................................91.4.2.7 Fuzzy Logic (Chapter 15)...............................................................................9
1.4.3 Some Generic Modeling Techniques (Chapter 16 through Chapter 18)......................9
1.4.3.1 Monte-Carlo Technique (Chapter 16) ..........................................................10
1.4.3.2 Dimensional Analysis (Chapter 17)..............................................................10
1.4.3.3 Linear Programming (Chapter 18) ...............................................................10
1.4.4 Combining Models ......................................................................................................10
1.5 Characteristics of Food and Bioprocesses..............................................................................10
Acknowledgments............................................................................................................................11
References........................................................................................................................................11
1
q 2006 by Taylor & Francis Group, LLC
http://dk3057_c002.pdf/http://dk3057_c002.pdf/
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
16/599
1.1 MATHEMATICAL MODELING
A model is an analog of a physical reality, typically simpler and idealized. Models can be
physical or mathematical and are created with the goal to gain insight into the reality in a more
convenient way. A physical model can be a miniature, such as a benchtop version of an industrialscale piece of equipment. A mathematical model is a mathematical analog of the physical reality,
describing the properties and features of a real system in terms of mathematical variables and
operations. The phenomenal growth in the computing power and its associated user-friendliness
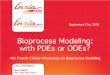
Need forunderstandingthe detailedmechanisms
Availability of timeand resources, dependingon the state of a-prioriknowledge of the physics
Use fundamentallaws to develop
physics-based model
Obtain experimental datato develop
observation-based model
Validate modelagainst experimentaldata
Possibly validateagainst additionalexperimental data
Extract knowledgefrom the modelusing sensitivity analysis
Use model inoptimization and control
Not really necessary
Strong need
Constrained
Available
Figure 1.1 A simple overview of model development and use.
HANDBOOK OF FOOD AND BIOPROCESS MODELING TECHNIQUES2
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
17/599
have allowed models to be more realistic and have fueled rapid growth in the use of models in
product, process, and equipment design and research. Many advantages of a model include (1)
reduction of the number of experiments, thus reducing time and expenses; (2) providing great
insight into the process (in case of a physics-based model) that may not even be possible with
experimentation; (3) process optimization; (4) predictive capability, i.e., ways of performing “what
if” scenarios; and (5) providing improved process automation and control capabilities.
Mathematical models can be classified somewhat loosely depending on the starting point in
making a model. In observation-based models, the starting point is the experimental data from
which a model is built. It is primarily empirical in nature. In contrast, the starting point for physics-
based models is the universal physical laws that should describe the presumed physical phenomena.
Physics-based models are also validated against experimental data, but in physics-based models the
experimental data do not have to exist before the model. The decision on whether to build an
observation-based or a physics-based model depends on a number of factors, including the need and
available resources, as shown in Figure 1.1. After a model is built, its parameters can be varied to
see their effects—this process is termed parametric sensitivity analysis. A model can also be used to
control a process. These conceptual steps are also shown in Figure 1.1.
1.2 CLASSIFICATION OF MATHEMATICAL MODELING TECHNIQUES
Classification of mathematical models can be in many different dimensions (Gershenfeld 1999),
as shown in Figure 1.2. As implied in this figure, there is a continuum between the two extremes
for any particular dimension noted in this figure. For example, it can be argued that even a model
that is obviously physics-based, such as a fluid flow in a porous media, has permeability as a
parameter that is experimentally measured and is made up of many different parameters character-
izing the porous matrix and the fluid. It is possible to use a lattice Boltzmann simulation for the
same physical process that will not need most of these matrix and fluid parameters and, therefore,
can be perceived as more fundamental.
The chapters in this text cover much of the range shown in Figure 1.2 for any particular
dimension. Physics-based (first-principle-based) vs. data-driven models is the primary dimension
along which the chapters are grouped. Scale of models is another dimension covered here. The
lattice Boltzmann simulation in Chapter 2, for example, is at a smaller scale than the macroscale
First-principlebased
Data-driven
Microscale
Macroscale
Deterministic
Stochastic
Analytical
Numerical
Figure 1.2 Various dimensions of a model. This is not an exhaustive list.
MATHEMATICAL MODELING TECHNIQUES IN FOOD AND BIOPROCESSES: AN OVERVIEW 3
q 2006 by Taylor & Francis Group, LLC
http://dk3057_c002.pdf/http://dk3057_c002.pdf/
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
18/599
continuum models in Chapter 3 through Chapter 6. Another dimension is deterministic vs.
stochastic. For example, the deterministic models in Chapter 3 through Chapter 6 can be made
stochastic by following the discussion in Chapter 7. Analytical vs. numerical method of solution is
another dimension of models. Numerical models have major advantages over analytical solution
techniques in terms of being able to model more realistic situations. Thus, Chapter 2 throughChapter 5 cover mostly numerical solutions, although some references to analytical solutions are
provided as well.
1.3 SCOPE OF THE HANDBOOK
Each chapter in this book describes a particular modeling technique in the context of food and
bioprocessing applications. Entire books have been written on each of the chapters in this hand-
book. However, these books are frequently not with food and bioprocess as the main focus. Also, no
one book covers the breadth of modeling techniques included here. The motivation behind this
handbook was to bring many different modeling techniques, as varied as physics-based and obser-vation-based models, under one umbrella with food and bioprocess applications as the focus.
Because the end goal of even very different modeling approaches, such as physics-based and
observation-based models, can be the same (e.g., to understand and optimize the system), any
two modeling techniques can be conceptually thought of as competing alternatives. This is more
so in food and bioprocess applications in which the processes are complex enough that the super-
iority of any one type of modeling technique in an industrial scenario that demands quick answer is
far from obvious. Another reason for discussing various models under one roof is that different
types of models can be pooled to obtain models that combine the respective advantages. Succinct
discussion of each model in the same context of food and bioprocess can help trigger such possi-
bilities. The modeling techniques selected in the handbook are either already being used or have agreat potential in food and bioprocess applications. Emphasis has been placed on how to formulate
food and bioprocess problems using a particular modeling technique, away from the theory behind
the technique. Thus, the chapters are generally structured to have a short introduction to the
modeling technique, followed by the details on how that technique can be used in specific food
and bioprocess applications. Although optimization is often one of the major goals in modeling,
optimization itself is a broad topic that could not be included (with the exception of linear program-
ming) in this text because of its extensive coverage of modeling, and the reader is referred to the
excellent article by Banga et al. (2003).
1.4 SHORT OVERVIEW OF MODELS PRESENTED IN THIS HANDBOOK
A short description of each type of model presented in this handbook is presented in this section.
There is no such thing as the best model because the choice of a model depends on a number of
factors, the most obvious ones being the goal (whether to know the detailed physics), the modeler’s
background (statistics vs. engineering or physics), and the time available (physics-based models
typically take longer). Some of this is also noted in the schematic in Figure 1.1.
1.4.1 Physics-Based Models (Chapter 2 through Chapter 8)
Physics-based models follow from fundamental physical laws such as conservation of mass and
energy and Newton’s laws of motion; however, empirical (but fairly universal) rate laws are needed
to apply the conservation laws at the macroscopic scale. For example, to obtain temperatures using
a physics-based model, combine conservation of energy with Fourier’s law (which is empirical)
HANDBOOK OF FOOD AND BIOPROCESS MODELING TECHNIQUES4
q 2006 by Taylor & Francis Group, LLC
http://dk3057_c003.pdf/http://dk3057_c006.pdf/http://dk3057_c007.pdf/http://dk3057_c002.pdf/http://dk3057_c005.pdf/http://dk3057_c005.pdf/http://dk3057_c002.pdf/http://dk3057_c007.pdf/http://dk3057_c006.pdf/http://dk3057_c003.pdf/
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
19/599
of heat conduction. The biggest advantages of physics-based models are that they provide insight
into the physical process in a manner that is more precise and more trustable (because we start from
universal conservation laws), and the parameters in such models are measurable, often using
available techniques.
Physics-based models can be divided into three scales: molecular, macro, and meso (betweenmolecular and macro). An example of a model at the molecular scale is the molecular dynamic
model discussed later. Models such as the lattice Boltzmann model discussed in this book are in the
mesoscale. Macroscopic models are the most common among physics-based models in food.
Examples of macroscopic models are the commonly used continuum models of fluid flow, heat
transfer, and mass transfer. As we expand food and biological applications at micro- or nanoscale,
such as in detection of microorganisms in a microfluidic biosensor, scales will be approached where
the continuum models in Chapter 2 through Chapter 5 will break down (Gad-el-Hak 2005). Simi-
larly, in very short time scales, continuum assumption breaks down, and mesoscale or molecular
scale models become necessary (Mitra et al. 1995). General discussion of models when continuum
assumption breaks down can be seen in Tien et al. (1998).
Physics-based models today are less common in food and bioprocessing product, process, and
equipment design than in some manufacturing, such as automobile and aerospace. This can be
primarily attributed to variability in biomaterials and the complexities of transformations that
food and biomaterials undergo during processing; however, this scenario is changing as the appro-
priate computational tools are being developed. In fact, the physics-based model (such as
computational fluid dynamics, or CFD) is one of the areas in food process engineering experiencing
rapid growth.
1.4.1.1 Molecular Dynamic Models
Molecular dynamic (MD) models are physics-based models at the smallest scale. In its most
rudimentary version, repelling force between pairs of atoms at close range and attractive force
between them over a range of separations are represented in a potential function (such as Lennard–
Jones), for which there are many choices (Rapaport 2004). The spatial derivative of this potential
function provides the corresponding force. Forces between one atom and a number of its neighbors
are then added to obtain the combined force, and Newton’s second law of motion is then used to
obtain the acceleration from the force. This acceleration is then numerically integrated to obtain the
trajectory describing the way the molecule would move. Physical properties of the system can be
calculated as the appropriate time average over the trajectory, if it is of sufficient length. Although
applications of molecular dynamics relevant to food processing (such as protein functionality and
solution properties of carbohydrates) have been reported (Schmidt et al. 1994; Ueda et al. 1998),there appears to be very little ongoing work in applying MD to systems of direct relevance to food
processing. Thus, MD has been excluded from this handbook.
1.4.1.2 Lattice Boltzmann Models (Chapter 2)
The lattice Boltzmann (LB) method is physics-based, but at an intermediate scale (referred to as
mesoscale) between the molecular dynamic model mentioned above that is at the microscale and
continuum models mentioned below that are at the macroscale, where physical quantities are
assumed to be continuous. LB is based on kinetic theory describing the dynamics of a large
system of particles. The continuum assumption breaks down at some point going from the macro-
scale toward the microscale. Examples of such systems can be colloidal suspensions, polymer
solutions, and flow-through porous media. This is where the lattice Boltzmann model is useful
and is currently being pursued in relation to food processes.
MATHEMATICAL MODELING TECHNIQUES IN FOOD AND BIOPROCESSES: AN OVERVIEW 5
q 2006 by Taylor & Francis Group, LLC
http://dk3057_c002.pdf/http://dk3057_c005.pdf/http://dk3057_c005.pdf/http://dk3057_c002.pdf/
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
20/599
Other mesoscale simulations are also being used in food. For example, in Pugnaloni et al.
(2005), large compression and expansion of viscoelastic protein films are studied in relation to
stability of foams and emulsions during formation and storage.
1.4.1.3 Continuum Models (Chapter 3 through Chapter 6)
Continuum models presented in Chapter 3 through Chapter 6 primarily deal with transport
phenomena, i.e., fluid flow, heat transfer, and mass transfer. These physics-based models are
based on fundamental physical laws. Typically, these models consist of a governing equation that
describes the physics of the process along with equations that describe the condition at the boundary
of the system. The conditions at the boundary determine how the system interacts with the surround-
ings. Mathematically, they are needed to obtain particular solutions of the governing equation. The
solution of the combined governing equation-boundary condition system can be made as exact an
analog of the physical system as desired by including as much detail of the physical processes
as necessary.
Physics-based models have several advantages over observation-based models: (1) they can be
exact analogs of the physical process; (2) they allow in-depth understanding of the physical process
as opposed to treating it as a black box; (3) they allow us to see the effect of changing parameters
more easily; and (4) models of two different processes can share the same basic parameter (such
as mass diffusivity and permeability measured for one process can be useful for other processes).
The disadvantages of a physics-based model are as follows: (1) high level of specialized technical
background is required; (2) generally more work is required to apply to real-life problems; and (3)
often longer development time and more resources are needed.
In the past 10 years or so, physics-based continuum models have really picked up because of
the available powerful and user-friendly software. These software programs do have limitations,
however, that apply to food related problems because of complexities in the process and significantchanges in the material due to processing. For example, rapid evaporation, as is true in baking,
frying, and some drying operations, is hard to implement in most of these software. Also, these
continuum models rely heavily on properties data that are only sparsely available for food systems.
There are other physics-based continuum models for which more details could not be included
because of the scope of this handbook. For example, electromagnetic heating of food such as
microwave and radio frequency heating is modeled using the governing Maxwell’s equations,
some details of which are provided in Chapter 3. Likewise, solid mechanics problems in food,
such as during chewing, puffing, texture development, etc., are governed by the equations of solid
mechanics, which also are not included in the book.
1.4.1.4 Kinetic Models (Chapter 7)
Kinetic models mathematically describe rates of chemical or microbiological reactions. They
generally can be considered to be physics-based. However, in complex chemical and microbiolo-
gical processes, as is true for food and bioprocesses, the mechanisms are generally hard to obtain
and are not always available. The kinetic models for such systems are more data-driven than
fundamental (as could be true for simple systems).
1.4.1.5 Stochastic Models (Chapter 8)
The physics-based continuum models have material properties that are typically measured.
These models are often treated as deterministic ones, i.e., the parameter values are considered
fixed. However, due to biological and other sources of variability, these measured parameters can
have random variations. For example, viscosity of a sample can have random variation because of
HANDBOOK OF FOOD AND BIOPROCESS MODELING TECHNIQUES6
q 2006 by Taylor & Francis Group, LLC
http://dk3057_c003.pdf/http://dk3057_c006.pdf/http://dk3057_c006.pdf/http://dk3057_c003.pdf/
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
21/599
its biological variability. In a fluid flow model that uses viscosity, the final answer of interest, such
as pressure drop, would also have the random fluctuations corresponding to the random variations
in viscosity. Inclusion of such random variations makes the physics-based models more realistic.
Techniques to include such uncertainty are presented in Chapter 6 and Chapter 8.
1.4.2 Observation-Based Models (Chapter 9 through Chapter 15)
The physics-based modeling process described in part I assumes that a model is known, which is
frequently difficult to achieve in complex processes. Although a physics-based model may also be
adjusted based on measured data, observation-based models (see Figure 1.3) are inferred primarily
from measured data. Observational models are black box models to different degrees in relation to
the physics of the process. The classical statistical models can have a model in mind (often based on
some understanding of the process) before obtaining the measured data. This makes them less of a
black box than models such as neural network or genetic algorithm that are frequently completely
data driven; no prior assumption is made about the model and no attempt is made to physically
interpret the model parameters once the model is built. Loosely speaking, though, all observational
models are referred to as data-driven models. For this handbook (Figure 1.3), we separate the
classical statistical models from the rest of the observation-based models and refer to the rest as
data-driven models.
There are many practical situations in which time and resources do not permit a complete
physics-based understanding of a process. Physics-based models often require more specialized
training and/or longer development time. In some applications, detailed understanding provided by
the physics-based model may not be necessary. For example, in process control, detailed physics-
based models often are not needed, and observation-based models can suffice. Observation-based
models can be extremely powerful in providing a practical, useful relationship between input and
output parameters for complex processes. The types of data available and the purpose of modelingusually influence the kind of observation models to be used. General information on how to choose
a model for a particular situation is hard to locate. An excellent Internet source guiding data-driven
model choice and development can be seen in NIST (2005). Because observation-based models are
built from data without necessarily considering the physics involved, use of such models beyond
the range of data used (extrapolation) is more difficult than in the case of physics-based models.
1.4.2.1 Response Surface Methodology (Chapter 9)
This is a statistical technique that uses regression analysis to develop a relationship between the
input and output parameters by treating it as an optimization problem. The principle of experi-mental design is used to plan the experiments to obtain information in the most efficient manner.
Using experimental design, the most significant factors are found before doing the response surface
and finding the optimum. This method is quite popular in food applications. It is important to note
that finding the optimum using response surface is not limited to experimental data. Physics-based
models can also be used to generate data that can be optimized using the response surface method-
ology similar to the method for experimental data (Qian and Zhang 2005).
1.4.2.2 Multivariate Analysis (Chapter 10)
Multivariate analysis (MVA) is a collection of statistical procedures that involve observation
and analysis of multiple measurements made on one or several samples of items. MVA techniques
are classified in two categories: dependence and interdependence methods. In a dependence tech-
nique, the dependent variable is predicted or explained by independent variables. Interdependence
methods are not used for prediction purposes and are aimed at interpreting the analysis output to opt
MATHEMATICAL MODELING TECHNIQUES IN FOOD AND BIOPROCESSES: AN OVERVIEW 7
q 2006 by Taylor & Francis Group, LLC
http://dk3057_c006.pdf/http://dk3057_c008.pdf/http://dk3057_c008.pdf/http://dk3057_c006.pdf/
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
22/599
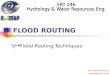
Physics-based Observation-based
Mesoscale
(L. Boltzmann)
Macroscale
continuum Stochastic MoClassical
statistical
Neuralnetwork
Fuzzy
logic
Genetic
algorithm
Fractal
analysis
Modeling offood and bioprocesses
Fluidflow
Heat
transfer
Mass
transfer
Heat & Masstransfer
Kinetics
Multivariate
analysis
Data
mining
Response
surface meth.
Part I Part II
Data
driven
2
3
4
5
6
7
8
9
10
11
Microscale
Mol. Dynamics
Figure 1.3 Various models presented in this handbook and their relationships.
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
23/599
for the best and most representative model. MVA is likely to be used in situations when one is not
sure of the significant factors and how they interact in a complex process. It is also a popular
modeling process in food.
1.4.2.3 Data Mining (Chapter 11)
Data mining refers to automatic searching of large volumes of data to establish relationships and
identify patterns. To do this, data mining uses statistical techniques and other computing method-
ology such as machine learning and pattern recognition. Data mining techniques can also include
neural network analysis and genetic algorithms. Thus, it can be seen as a meta tool that can combine
a number of modeling tools.
1.4.2.4 Neural Network (Chapter 12)
An artificial neural network model (as opposed to a biological neural network) is an intercon-
nected group of functions (equivalent to neurons or nerve cells in a biological system) that can
represent complex input–output relationships. The power of neural networks lies in their ability to
represent both linear and nonlinear relationships and in their ability to learn these relationships
directly from the modeled data. Generally, large amounts of data are needed in the learning process.
1.4.2.5 Genetic Algorithms (Chapter 13)
Genetic algorithms are search algorithms in a combinational optimization problem that mimick
the mechanics of the biological evolution process based on genetic operators. Unlike other optimi-
zation techniques such as linear programming, genetic algorithms require little knowledge of the
process itself.
1.4.2.6 Fractal Analysis (Chapter 14)
Fractal analysis uses the concepts from fractal geometry. It has been primarily used to charac-
terize surface microstructure (such as roughness) in foods and to relate properties such as texture,
oil absorption in frying, or the Darcy permeability of a gel to the microstructure. Although fractal
analysis may use some concepts from physics, the models developed are not first principle-based.
Processes governed by nonlinear dynamics can exhibit a chaotic behavior that can also be modeled
by this procedure. Applications to food have been only sporadic.
1.4.2.7 Fuzzy Logic (Chapter 15)
Fuzzy logic is derived from the fuzzy set theory that permits the gradual assessment of the
membership of elements in relation to a set in contrast to the classical situation where an element
strictly belongs or does not belong to a set. It seems to be most successful for the following: (1)
complex models where understanding is strictly limited or quite judgmental; and (2) processes in
which human reasoning and perception are involved. In food processing, the applications have been
in computer vision to evaluate food quality, in process control, and in equipment selection.
1.4.3 Some Generic Modeling Techniques (Chapter 16 through Chapter 18)
Included in this part of the book are three generic modeling techniques that are somewhat
universal and can be used in either physics-based or observation-based model building or for
optimization once a model is built.
MATHEMATICAL MODELING TECHNIQUES IN FOOD AND BIOPROCESSES: AN OVERVIEW 9
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
24/599
1.4.3.1 Monte-Carlo Technique (Chapter 16)
Monte Carlo refers to a generic approach whereby a probabilistic analog is set up for a math-
ematical problem, and the analog is solved by stochastic sampling. Chapter 7 shows the application
of this technique to physics-based models.
1.4.3.2 Dimensional Analysis (Chapter 17)
This is typically an intermediate step before developing mostly physics-based (but can be data-
driven) models that is used to reduce the number of variables in a complex problem. This can
reduce the computational or experimental complexity of a problem.
1.4.3.3 Linear Programming (Chapter 18)
This is a well-known technique that is used for the optimization of linear models. It can be used
in the context of a physics-based or a data-driven model.
1.4.4 Combining Models
Various modeling approaches can be combined to develop models that are even closer to reality
and that have greater predictive power. For example, a physics-based model can be combined
with an observation-based model by treating the output from the physics-based model as analogous
to experimental data. See, for example, Eisenberg (2001) or work in a different application
(Sudharsan and Ng 2000). Such a combined model is useful when only a portion of the system
can be represented using a physics-based model or when the parameters in the physics-based model
are uncertain. Two or more observation-based modeling techniques can also be combined (e.g.,
Panigrahi 1998), which is sometimes referred to as a hybrid model. A challenge, however, is to
combine diverse methods in a seamless manner to provide a model that is easy to use.
1.5 CHARACTERISTICS OF FOOD AND BIOPROCESSES
Some characteristics of food and bioprocesses are as follows: (1) they often involve drastic
physical, chemical, and biological transformation of the material, during processing. Many of these
transformations have not been characterized, primarily because of the following: (1) such a large
variety of possible materials; (2) their biological origin, variabilities are significant, even in thesame material; (3) because the material contains large amounts of water, unless temperatures are
low, there is always evaporation in the food matrix. This evaporation is hard to handle in physics-
based models and increases complexity of the process; and (4) many food processes involve
coupling of different physics (e.g., microwave heating involves heat transfer and electromagnetics),
thus compounding complexities. As novel processing technologies are introduced and combination
technologies such as hurdle technology become more popular, complexities will only increase in
the future.
The industry in this area is characterized by a lower profit level and less room for drastic
changes, than, for instance, automotive and aerospace industries. This translates to lower invest-
ment in research and development, which in turn leads to the generally lower level of technical
sophistication as compared to other industries. Modeling, particularly physics-based modeling,
often requires time and resources that are not available in the food industry. Consequently, with
the exception of a handful of large multinational companies, modeling in general and physics-based
modeling in particular are viewed as less critical and somewhat esoteric. It is expected that as the
HANDBOOK OF FOOD AND BIOPROCESS MODELING TECHNIQUES10
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
25/599
computer technology continues to advance, modeling (particularly physics-based modeling) will
become easier and perhaps more of a viable alternative in the industry.
ACKNOWLEDGMENTS
Author Datta greatly acknowledges discussions with Professor James Booth of the Department
of Biological Statistics and Computational Biology, Professor John Brady of the Department of
Food Science, Professor Jean Hunter of the Department of Biological and Environmental Engin-
eering, and Mr. Parthanil Roy of the School of Operations Research and Industrial Engineering, all
of Cornell University.
REFERENCES
Banga, J. R., Balsa-Canto, E., Moles, C. G., and Alonso, A. A., Improving food processing using modern
optimization methods, Trends in Food Science and Technology, 14, 131–144, 2003.Eisenberg, F. G., Virtual experiments using computational fluid dynamics. Proceedings of 7th Conference on
Food Engineering, American Institute of Chemical Engineers, New York, 2001.
Gad-el-Hak, M., Liquids: The holy grail of microfluidic modeling, Physics of Fluids, 17, 1–13, 2005.
Gershenfeld, N., The Nature of Mathematical Modeling, Cambridge: Cambridge University Press, 1999.
Mitra, K., Kumar, S., Vedavarz, A., and Moallemi, M. K., Experimental evidence of hyperbolic heat conduc-
tion in processed meat, Journal of Heat Transfer, Transactions of the ASME , 117(3), 568–573, 1995.
NIST. 2005. NIST/SEMATECH e-Handbook of Statistical Methods, http://www.itl.nist.gov/div898/handbook/
pmd/pmd.htm.
Panigrahi, S., Neuro-fuzzy systems: Applications and potential in biology and agriculture, AI Applications,
12(1–3), 83–95, 1998.
Pugnaloni, L. A., Ettelaie, R., and Dickinson, E., Brownian dynamics simulation of adsorbed layers of inter-acting particles subjected to large extensional deformation, Journal of Colloid and Interface Science, 287,
401–414, 2005.
Qian, F. P. and Zhang, M. Y., Study of the natural vortex length of a cyclone with response surface method-
ology, Computers and Chemical Engineering, 29(10), 2155–2162, 2005.
Rapaport, D. C., The Art of Molecular Dynamics Simulation, Cambridge: Cambridge University Press, 2004.
Schmidt, R. K., Tasaki, K., and Brady, J. W., Computer modeling studies of the interaction of water with
carbohydrates, Journal of Food Engineering, 22(1–4), 43–57, 1994.
Sudharsan, N. M. and Ng, E. Y. K., Parametric optimization for tumor identification bioheat equation using
ANOVA and the Taguchi method. Proceedings of the IMechE, Part H, Journal of Engineering in
Medicine, 214(H5), 505–512, 2000.
Tien, C.-L., Majumdar, A., and Gerner, F. M., Microscale Energy Transport , Washington, DC: Taylor &
Francis, 1998.Ueda, K., Imamura, A., and Brady, J. W., Molecular dynamics simulation of a double-helical b-Carrageenan
hexamer fragment in water, The Journal of Physical Chemistry A, 102(17), 2749–2758, 1998.
MATHEMATICAL MODELING TECHNIQUES IN FOOD AND BIOPROCESSES: AN OVERVIEW 11
q 2006 by Taylor & Francis Group, LLC
http://www.itl.nist.gov/http://www.itl.nist.gov/http://www.itl.nist.gov/http://www.itl.nist.gov/http://www.itl.nist.gov/http://www.itl.nist.gov/
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
26/599
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
27/599
CHAPTER 2
Lattice Boltzmann Simulation of Microstructures
R. G. M. van der Sman
CONTENTS
2.1 Introduction .............................................................................................................................15
2.2 The Basics of Lattice Boltzmann ...........................................................................................16
2.2.1 Discretising Kinetic Theory ........................................................................................16
2.2.2 1-D Diffusion...............................................................................................................18
2.2.3 Equivalence with Finite-Volume Schemes .................................................................21
2.2.4 Fluid Flow....................................................................................................................23
2.2.5 Boundary Conditions...................................................................................................24
2.2.6 What Makes Lattice Boltzmann Special?...................................................................262.3 Lattice Boltzmann Schemes for Complex Fluids ..................................................................27
2.3.1 Lattice Boltzmann Scheme for Emulsions..................................................................27
2.3.2 Lattice Boltzmann Scheme for Suspensions...............................................................29
2.4 Applications ............................................................................................................................33
2.4.1 Emulsification in Microchannel T-Junctions ..............................................................33
2.4.2 Shear-Induced Diffusion in Microfiltration Processes ................................................34
2.5 Conclusions.............................................................................................................................37
References........................................................................................................................................37
2.1 INTRODUCTION
The lattice Boltzmann method is a recently developed computer modeling methodology that is
gaining attention in the academic world, especially for the simulation of complex fluid phenomena
at the mesoscopic scale.1,2 The mesoscop ic scale lies between the molecular (micro) scale, and the
macroscopic scale, where physical quantities are assumed to be continuous. Somewhere between
the micro and macroscale, the continuum approach breaks down and some parts of physical systems
cannot be assumed to be continuous. Examples of these mesoscale systems are emulsions, colloidal
suspensions, flow in porous media, and polymer solutions.
15
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
28/599
Many processed foods can be viewed as such complex fluids. Often during processing, one
wants to control the mesoscale structure of the foods because it significantly influences the texture
of the food. Lattice Boltzmann is a powerful simulation tool to probe microstructural development
during processing. This chapter will discuss (1) the basics of lattice Boltzmann, (2) the principles of
lattice Boltzmann models for complex fluids as emulsions and suspensions, and (3) applications of
these models in research projects in our lab, focusing on the use of microtechnology to control food
microstructure.3–5
2.2 THE BASICS OF LATTICE BOLTZMANN
2.2.1 Discretising Kinetic Theory
The lattice Boltzmann method started as a novel modeling methodology for the description of
physical transport phenomena such as fluid flow6 and (convection) diffusion,7,8 the domain of
traditional finite-volume or finite-element modeling methods. These traditional methods arebased on the continuum approach, and can be viewed as the discretization of partial differential
equations such as the Navier–Stokes equation or the Fourier equation. In contrast, the lattice
Boltzmann method is based on kinetic theory—the physical theory describing the dynamics of
large systems of particles.
In principle, all equations governing physical transport phenomena at the macroscopic
(continuum) scale can be derived from classical kinetic theory. However, if applied to real-sized
molecules, the classical kinetic theory can only be applied to small-sized systems. Currently,
computing power is still insufficient to investigate problems at the process engineering scale.
However, by taking a discrete version of kinetic theory (and in particular the Boltzmann equation)
the lattice Boltzmann method has been proven to be capable of simulating physical transport
phenomena at the macroscale, even with moderate computing power.
The lattice Boltzmann method discretizes kinetic theory as follows:
† (Fluid) mass is collected in discrete (lattice-gas) particles.† Particles are located on points of a regular lattice.† Particles move according to a finite, discrete set of velocities, taking them to adjacent
lattice points in discrete time steps.
Therefore, in the world of lattice Boltzmann space, time and particle velocity are discrete
variables. Particles encountering each other at a lattice point will collide with each other, after
which they will propagate to an adjacent lattice site. This two-step process of streaming andcollision is depicted in Figure 2.1. This very simple view of physics can model real physical
phenomena, if one adheres to physical conservation laws and if the lattice has sufficient symmetry.
In analogy with the Boltzmann equation of the classical kinetic theory, the system of particles is
described by a particle velocity distribution functions f (x,ci,t )Z f i(x,t ), which represents the mass
density of lattice gas particles located at lattice point x at time t and moving with velocity ci. At a
lattice site, particles can have different velocities that are chosen from a finite set {ci}. These are
such that the particles move to adjacent lattice sites in exactly one time step.
The connection of this particle view to the macroscopic view of continuous fields is obtained by
taking “moments” of the particle velocity distribution function. The total mass density of particles
at lattice point x, r(x,t ), is obtained by summing over all directions i:
rðx;t ÞZX
i
f iðx;t Þ: (2.1)
HANDBOOK OF FOOD AND BIOPROCESS MODELING TECHNIQUES16
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
29/599
This is the zeroth order moment of the particle distribution function. In the case of lattice
Boltzmann schemes for fluid flow, the average fluid velocity u is obtained from the first-order
moment of the particle distribution function. Therefore, the particle momenta are summed over all
directions i:
rðx;t Þuðx;t ÞZX
i
ci f iðx;t Þ: (2.2)
Note that the average fluid velocity, which in kinetic theory is called the drift velocity, is the net
result of particles moving in various directions. On average, the particles are moving in a certain
direction, which becomes the fluid flow direction.
As lattice Boltzmann originates from the field of statistical physics, most of the scientific
literature assumes a physics background.2 In general, food engineers lack a sound training in
statistical physics. In this section, the basics of the lattice Boltzmann method are reviewed with
the assumption that the readers have only an engineering background. First, kinetic theory is
introduced using a lattice Boltzmann scheme for the simplest physical transport phenomenon:
one-dimensional diffusion. To demystify the statistical mechanics picture of lattice Boltzmann,
the equivalence of a special type of lattice Boltzmann scheme with finite-volume schemes is shown
for one-dimensional convection-diffusion. This section is concluded with the description of lattice
Boltzmann for fluid flow, and its related boundary conditions.
Post-collision t =t *+1
Pre-collision t =t *-1
Figure 2.1 Lattice gas particles moving and colliding on a hexagonal lattice.
LATTICE BOLTZMANN SIMULATION OF MICROSTRUCTURES 17
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
30/599
2.2.2 1-D Diffusion
The basics of the lattice Boltzmann scheme are best illustrated with the simplest phenomenon it
can describe: one-dimensional (1-D) diffusion. At the macroscopic (or continuum) scale, 1-D
diffusion is described by the following partial differential equation:
vr
vt Z D
v2r
v x2 (2.3)
In this simple case, it is sufficient to assume that the lattice gas particles have either positive
(c1ZCc) or negative velocity (c2ZKc), moving them either to the right or left neighboring lattice
points (see Figure 2.2). Their respective particle mass densities are denoted as f 1 and f 2. The
magnitude of their velocities, c, is such that cZD x / Dt , where D x is the lattice spacing and Dt is
the time step. This type of lattice is denoted as D1Q2. In the following sections, lattice types will be
denoted as Dd Qq,
6
where d is the dimension and q is the number of velocities in the velocity set{ci}.
During collision, a fraction (a) of the lattice gas particles collides and reverses velocity. One
should imagine that the collisions occur with a background fluid in which the diffusing particles are
dissolved. The background fluid does not need to be modeled explicitly. Using the above defined
scattering rate a, the collision rules can be written to express the post-collision distribution func-
tions f 0i in terms of the pre-collision ones ( f i):
f 01 Z ð1KaÞ f 1Ca f 2;
f 02 Z ð1KaÞ f 2Ca f 1:(2.4)
f 1 f 2
x x +∆x x -∆x
a f 1 a f 2
(1−a ) f 1(1−a ) f 2
time=t
time=t '
f 1'f 2'time=t +∆t
Figure 2.2 Collision and streaming on a D1Q2 lattice.
HANDBOOK OF FOOD AND BIOPROCESS MODELING TECHNIQUES18
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
31/599
Note that this collision conserves the number of particles: f 1C f 2Z f 0
1C f 0
2; this is a prerequisite
for diffusion phenomena.
The collision rules can also be written in matrix notation, where L represents the scattering
matrix:
f 0i ð x;t ÞZX
j
Lij f jð x;t Þ: (2.5)
Here, LijZ1Ka for iZ j, whereas L ijZa for is j.
The velocity distribution that is invariant under collision, is by definition the equilibrium
velocity distribution f eq
i :
f eq
i Z
X j
Lij f eq
j : (2.6)
For the D1Q2 lattice, the equilibrium distribution function is simply a weighted function of thedensity:
f eq
i Z1
2rZ
1
2ð f 1C f 2Þ; (2.7)
where rZSi f i is the density of lattice gas particles at the corresponding lattice point.
As the equilibrium distribution is invariant under collision, it is an eigenvector of the scattering
matrix Lij with eigenvalue l0Z1. For the general case, it holds that in lattice Boltzmann schemes
the distribution functions can always be decomposed in a linear combination of eigenvectors of Lij.
The number of eigenvectors is always equal to the number of velocities in the set { ci}. Hence, for
the simple case of diffusion on a D1Q2 lattice, the distribution function f i may be decomposed into
an equilibrium distribution, f eqi , and a nonequilibrium component, f neq
i :
f ið x;t ÞZ f eq
i ð x;t ÞC f neq
i ð x;t Þ; (2.8)
where the nonequilibrium distribution function is given by:
f neq
i Z1
2cð f 1K f 2Þci ZG
1
2ð f 1K f 2Þ: (2.9)
Multiplication of the nonequilibrium distribution with the scattering matrix shows that it is
indeed an eigenvector:
X j
Lij f neq j Z ð1K2aÞ f neqi ; (2.10)
with an eigenvalue of l1Z(1K2a). The fact that the absolute value (jl1j) is smaller than unity
shows that the collision process tends to decrease the perturbations from equilibrium; in other
words, the process tends to drive the system towards equilibrium.
After the collision step, the particles propagate (stream) to the neighbouring lattice points:
f ið xCD xi;t CDt ÞZ f 0
i ð x;t Þ: (2.11)
Here, the lattice spacing is linked to the particle velocity: D xiZciDt .
The two-step process of collision and propagation can be combined into a single equation:
f ið xCD xi;t CDt ÞZX
j
Lij f jð x;t Þ: (2.12)
LATTICE BOLTZMANN SIMULATION OF MICROSTRUCTURES 19
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
32/599
Normally the governing equation of the lattice Boltzmann scheme is written in another form.
First, the pre-collision distribution is split into equilibrium and nonequilibrium components. Using
the fact that the equilibrium is invariant under collision (see Equation 2.6),
f ið xCD xi;t CDt ÞZ f eq
i ð x;t ÞCX j
Lij f neq
j ð x;t Þ: (2.13)
Second, the scattering matrix is replaced by the operator: UZ I KL, i.e., UijZdijKLij. Here, dijis the Kronecker delta, with dijZ1 for iZ j, and dijZ0 for is j. The governing equation of the lattice
Boltzmann scheme then becomes:
f ið xCD xi;t CDt ÞK f ið x;t ÞZKX
j
Uij f neq
j ð x;t Þ: (2.14)
Linear algebra states that the eigenvectors of Lij are also eigenvectors of Uij, with eigenvalues
unZ1Kln Note that the eigenvalue of the equilibrium distribution function becomes u0Z0,
whereas that of the nonequilibrium part of the distribution function becomes u1Z2aZu Hence,
the scheme can simply be described by
f ið xCD xi;t CDt ÞK f ið x;t ÞZKu f neq
i ð x;t Þ (2.15)
This last equation has a form similar to the governing equation of the classical kinetic theory—
the Boltzmann equation—hence the name lattice Boltzmann method . Equation 2.15 is consequently
called the lattice Boltzmann equation.
Not only for the simple case of 1-D diffusion, but also for the more general cases, one finds that
the governing equations of the lattice Boltzmann method are discretized versions of the corre-
sponding continuum Boltzmann equations. This is made evident by comparing the above lattice
Boltzmann equation with a special (single relaxation-time) approximation of the classical Boltz-
mann equation:
v f ð x;t Þ
vt Cc$V f ZKu½ f ð x;t ÞK f eqð x;t Þ: (2.16)
This approximation is due to Bhatnagar, Groos, and Krook, and the lattice Boltzmann
equivalent is named the lattice BGK equation:
f ið xCD xi;t CDt ÞK f ið x;t ÞZKu½ f ið x;t ÞK f eq
i ð x;t Þ: (2.17)
The left-hand side of the lattice BGK equation is a discretization of the left-hand side of the
Boltzmann equation using Euler forward time discretization and upwind spatial discretization.
In classical kinetic theory, the equilibrium distribution function (of an ideal gas) is the well-known Maxwell–Boltzmann distribution:
f eqðcÞZ
r
2pc2s D = 2 exp KðcKuÞ
2
2c2s
(2.18)
where D the dimension of the system.
Notice that this is a Gaussian distribution of the particle velocities, with average velocity u, and
with variance cs, which has the physical meaning of the speed of sound of an ideal gas and relates
pressure to density: pZrc2s ; (the ideal gas law). The Maxwell–Boltzmann distribution is
normalized such that the total density of particles is equal to r.
As in kinetic theory, the resulting physics in the lattice Boltzmann method is governed by the
relaxation parameters Uij (determining the values of the transport coefficients like diffusivity or
viscosity), and by the explicit form of the equilibrium distribution (determining the type of transport
phenomenon). It is shown,9 that the lattice Boltzmann method describes the proper physics if the
HANDBOOK OF FOOD AND BIOPROCESS MODELING TECHNIQUES20
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
33/599
moments of the equilibrium distribution equal those of the classical Maxwell–Boltzmann distri-
bution (up to a certain order).
Theory shows that, for (convection) diffusion, the moments up to second order must be
satisfied.10,7,8 In 1-D, these moments are
M 0 ZX
i
f eq
i Z
ð f
eqðcÞdcZ r;
M 1 ZX
i
ci f eq
i Z
ð cf
eqðcÞdcZ ru; (2.19)
M 2 ZX
i
c2i f
eqi Z
ð c
2 f
eqðcÞdcZ rc2s Cru2:
For diffusion, the average velocity, u, is zero, and the variance of the equilibrium distribution is
cs. For convection diffusion, u is externally imposed. For (convection) diffusion, the variance, cs,
does not have any physical meaning, and can be used as a free parameter to optimize lattice
Boltzmann schemes. For fluid dynamics, it has the meaning of the speed of sound.Using the formalism of matching the moments of the equilibrium distribution, f eq
i , to those of
the Maxwell–Boltzmann distribution, one can take a very natural and gradual build-up of
complexity of physical transport phenonema to be modelled with lattice Boltzmann. The
example discussed here started with diffusion; the next step is convection-diffusion. For convection
diffusion, moments up to second order must be satisfied, but now they are also velocity dependent.
From convection diffusion, it is a small step towards fluid flow. Then, in addition to the second-
order moments that are identical to those of convection-diffusion, the third-order moments must
also be satisfied.
The relations for the transport coefficients (i.e., diffusivity or viscosity) are derived using the
Chapman–Enskog expansion,2,8 which is an advanced mathematical procedure originating from
kinetic theory. For the simple case of diffusion, the diffusivity is
DZ c2s
1
uK
1
2
Dt : (2.20)
For fluid flow (see Section 2.4), the expression for the kinematic viscosity is very similar:
hZc2s1uK1
2
Dt :
2.2.3 Equivalence with Finite-Volume Schemes
The lattice Boltzmann method can also be viewed as a special kind of finite-volume
scheme.11–13 For fluid flow, this perspective does not follow quite immediately. However, for
more simple phenomena such as diffusion and convection diffusion, this relation is very
evident.12,13 Here, this is illustrated for a lattice Boltzmann scheme for convection diffusion.
Instead of the D1Q2 lattice introduced above, the D1Q3 lattice—a 1-D lattice with rest particle
particles in addition to particles moving to the right or left—is now needed. Therefore, the velocity
set is c iZ{0,C1,K1}. Rest particles will be indicated with index iZ0.
One finds a straightforward equivalence with a finite-volume scheme for a special choice of the
relaxation parameter: uZ1. This value is inserted into the lattice BGK scheme:
f ið xCD xi;t CDt ÞZ f eqi ð x;t Þ: (2.21)
The equilibrium distribution follows directly from the above constraints on its moments
(Equation 2.19), giving
LATTICE BOLTZMANN SIMULATION OF MICROSTRUCTURES 21
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
34/599
f eq
i Zwir 1Cciu
c2sC
u2
c2s
; (2.22)
where wiZc2s = 2c
2 for iZ1, 2, and w0Z1Kw1Kw2. Note that the equilibrium distribution for only
diffusion is obtained by setting uZ0.
By applying the Gauss theorem, a finite-difference equation is derived for the mass density that
may be compared to traditional discretization schemes. The Gauss theorem relates the change in
mass over time to the net mass flux, integrated over the surface of the volume element (i.e., the
lattice cell) that is being considered. Hence, it is a formulation of the mass balance:
rð x;t ÞKrð x;t KDt ÞZ f eq
2 ð xCD x;t ÞK f eq
1 ð x;t ÞC f eq
1 ð xKD x;t ÞK f eq
2 ð x;t Þ: (2.23)
Here, D xZcDt has been used.
Substitution of the expression for the local equilibrium distribution function results in
rð x;t ÞKrð x;t KDt ÞZw1½rð xCD x;t ÞKrð x;t ÞCrð xKD x;t ÞKrð x;t ÞKw1 cuc2s
½rð xCD x;t Þ
Krð xKD x;t ÞCw1u2
c2s½rð xCD x;t ÞKrð x;t ÞCrð xKD x;t ÞKrð x;t Þ: (2.24)
Recognize the finite difference stencils in the above equation, for the Euler forward time
derivative, Dt rð x;t Þ, and the first- and second-order spatial derivatives following central differen-
cing, D xrð x;t Þ and D2 xrð x;t Þ. They read:
Dt rð x;t ÞZ
rð x;t ÞKrð x;t KDt Þ
Dt (2.25)
D xrð x;t ÞZrð xCD x;t ÞKrð xKD x;t Þ
2D x(2.26)
D2 xrð x;t ÞZ
rð xCD x;t ÞCrð xKD x;t ÞK2rð x;t Þ
D x2 : (2.27)
Using w1Zc2s = 2c
2 and cZD x / Dt , DZc2sDt = 2 results in:
Dt rð x;t ÞCuD xrð x;t ÞZ DCu2
2 D2 xrð x;t Þ: (2.28)
It follows that the above finite-difference equation for the evolution of the density, Equation
2.28, is identical to the Lax–Wendroff finite-volume scheme.12 This scheme is obtained by central
differencing of first- and second-order spatial derivatives, and a second order Taylor expansion of
the Euler forward time derivative. In this expansion, the second-order time derivative is replaced
with second-order spatial derivatives (as follows from the convection-diffusion equation), thereby
eliminating numerical diffusion. Without this correction of the time derivative, the finite-volume
scheme would be overly dispersive, leading to significant, and even unstable, numerical oscil-
lations. Evidently, the lattice Boltzmann scheme automatically corrects for numerical diffusion
as a consequence of the constraints for the equilibrium distribution, Equation 2.19.
In the more general case of uO1, the Chapman–Enskog expansion shows that the nonequili-
brium component of the distribution function is related to the density gradient, vr / v x.10,8 From a
finite-volume viewpoint, one can state that in the lattice Boltzmann method, the density gradient is
added as an extra state variable at a grid cell, in addition to the density, which is normally the only
HANDBOOK OF FOOD AND BIOPROCESS MODELING TECHNIQUES22
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
35/599
state variable that is used in traditional finite-volume methods. It is probable that lattice Boltzmann
is related to a special finite-volume scheme that uses Hermite interpolation. However, such finite-
vo lum e schemes ar e very r ar e. Fin ite- volum e sch emes are usually b ased on
Lagrangian interpolation.
The use of gradients as state variables makes lattice Boltzmann effectively a higher-order
scheme. For uO1 and c2sZc2 = 3, the lattice Boltzmann scheme for convection-diffusion is third-
order accurate in spatial dimensions. Furthermore, it is virtually without numerical diffusion or
dispersion (which plague either upwind or Lax–Wendroff finite-volume schemes), and is stable
even for high grid-Peclet numbers (Pe*z1000, provided that density gradients are moderate).
2.2.4 Fluid Flow
The lattice Boltzmann scheme for fluid flow also follows from the constraint that the moments
of the equilibrium distribution are equal to those of the classical Maxwell–Boltzmann distribution
for an ideal gas.9 Lattice Boltzmann normally operates in the weakly-compressible limit
(simulating incompressible flow with an ideal gas at low Mach numbers, MaZu = cs/1), and
the moments must be satisfied up to third order. The constraints on the moments are:9
Xi
f eq
i Z r;
Xi
ci;a f eq
i Z rua;
Xi
ci;aci;b f eq
i Z rc2sdabCruaub; (2.29)
Xi
ci;aci;bci; y f eq
i Z ruaubugCrc2s ðuadbgCubdagCugdabÞ:
Here, a, b, and g indicate the Cartesian components of the particle velocities, ci, and the fluid
flow velocity, u.
Note that the zeroth-order moment is the density, r, the first-order moments are the components
of the momentum density, rua, and the second-order moments are the components of the
momentum flux tensor, rc2sdabCruaub; with the pressure proportional to the density as stated in
the ideal gas law: pZrc2s : Here, cs is the speed of sound in the lattice gas. The Kronecker delta, dab,
again indicates the components of the unit tensor. The third-order moments are related to the
(kinetic) energy fluxes. Third-order moments only have to be satisfied for fluid flow. However,
in most lattice Boltzmann schemes, the third-order term in the velocity, ruaubug is omitted, as thescheme is operated at low Mach numbers and the third-order term is negligible. Further note that the
constraints for (convection)-diffusion are a subset of the constraints for fluid flow.
The equilibrium distribution satisfying the above constraints, Equation 2.29, can be expressed
(using the Einstein convention of summation over repeated indices) as:6
f eq
i Zwir 1Cci;aua
c2sC
ðci;auaÞ2
2c4sK
uaua
2c2s
: (2.30)
The D2Q9 and D3Q19 lattices are most commonly used; their velocity sets are depicted in
Figure 2.3. From the isotropy of viscosity, it follows that the speed of sound should be equal to
c2sZc2 = 3. Note that for fluid flow, particles propagating to next-nearest neighbor sites are also
needed. The weight factors are listed in Table 2.1. Note that the value of the weight factors only
depends on the magnitude of the particle velocity, kcik.
LATTICE BOLTZMANN SIMULATION OF MICROSTRUCTURES 23
q 2006 by Taylor & Francis Group, LLC
8/20/2019 Handbook of Food and Bioprocess Modeling Techniques
36/599
2.2.5 Boundary Conditions
Fluid flow can be driven either by (1) moving boundaries, or (2) pressure differences. The fluid
flow can also meet stationary (nonmoving) boundaries, for which the no-slip boundary conditionmust be applied. The implementation of these boundary conditions for the case of a D2Q9 lattice
will be briefly discussed.
Pressure Boundary Conditions. In the case of a system with one inlet and outlet, both of the
same size, it is very convenient to apply pressure-periodic boundary conditions, as introduced by
Inamuro.14 Contrary to pure periodic boundary conditions, a fraction of the lattice gas particles will
be reflected, thereby creating a pressure difference D pZDrc2s . For a problem with the inlet and
outlet at xZ1 and xZ NX , respectively, the boundary conditions are:
f 1ð xZ 1;t CDt Þ Z f 0
1ð xZ NX ;t ÞCw1Dr
f 5ð xZ
1;t CD
t Þ Z
f
0
5ð xZ
NX ;t ÞC
w5Dr
f 8ð xZ 1;t CDt Þ Z f 0
8ð xZ NX ;t ÞCw8Dr
f 3ð xZ NX ;t CDt Þ Z f 0
3ð xZ 1;t ÞKw3Dr
f 6ð xZ NX ;t CDt Þ Z f 0
6ð xZ 1;t ÞKw6Dr
f 7ð xZ NX ;t CDt Þ Z