Embed Size (px)
Citation preview
ABS
TRAC
T
J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 201148
In recent years, the forest biorefinery has been identified and proposed as an opportunity for pulp and paper mills to improve their profitabil-ity. The implementation of biorefinery units will have an impact on the energy requirements of the receptor mill, and the energy consumption of the biorefinery should therefore be optimized before integration. The purpose of this work is to propose a biorefinery for the production of furfural that can be integrated into a Kraft pulp mill. The operating conditions and the energy requirements of the biorefinery have been determined. Analysis has shown that its energy consumption, although high, can be reduced. A mixed-integer non-linear programming (MINLP) algorithm was used to minimize the energy requirements, and a new heat-exchanger network was developed that reduced the steam requirement by 65% and the cooling water requirement by 82%.
LUDOVIC MONTASTRUC*, OLUMOYE AJAO, MARIYA MARINOVA, CATARINA BARRETO DO CARMO, SERGE DOMENECH
HEMICELLULOSE BIOREFINERY FOR FURFURAL PRODUCTION: ENERGY REQUIREMENT ANALYSIS AND MINIMIZATION
The pulp and paper industry has always been a major sector of the Canadian econ-omy; its healthy export rate has generated significant contributions to the country’s balance of payments. However, it has had to face, over the last two decades, a world market in transformation and a new eco-nomic environment: competition from new pulp-producing countries with a fast-growing resource and low manufacturing costs, a decline in the demand for commod-ity products, and rising energy costs. The industry has developed and is now imple-
menting a strategy to confront this situ-ation and turn it into an advantage [1,2]. The cornerstone of this strategy is utiliza-tion of the traditional feedstock of the in-dustry, forest biomass, to manufacture new value-added products by the application of innovative transformative technologies. This new vision of the manufacturing role of the pulp and paper industry is often referred to as the forest biorefinery by analogy with the petro-chemical industry [3]. However, this analogy does not take into account one fundamental difference:
INTRODUCTIONthe forest biorefinery uses a renewable feedstock with zero net carbon footprint, while the petroleum refinery does not.
The specific objective of the work presented herein was the extraction of a class of wood component, the hemicellu-loses, from wood chips upstream of the pulping process and their conversion into furfural, a high-market-value chemical that can be used directly as an oil recov-ery agent, pesticide, and nematicide or as a precursor to many derivatives [4]. Some of its principal derivatives are furfuryl
*Contact: [email protected]
LUDOVIC MONTASTRUCUniversité de Toulouse, Laboratoire de Génie Chimique, U.M.R. 5503 CNRS/INP/UPS,France
OLUMOYE AJAODepartment of Chemical Engineering, École Polytechnique de Montréal,Montréal, QcCanada
MARIYA MARINOVADepartment of Chemical Engineering, École Polytechnique de Montréal,Montréal, QcCanada
CATARINA BARRETO DO CARMODepartment of Chemical Engineering, École Polytechnique de Montréal,Montréal, QcCanada
SERGE DOMENECHUniversité de Toulouse, Laboratoire de Génie Chimique, U.M.R. 5503 CNRS/INP/UPS,France
J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011 49
SPECIAL BIOREFINERY ISSUE
alcohol, which is used for making foundry resins, furan, furoic acid, and furfurylam-ine [5]. The extraction and conversion process would be constructed on the site of a Kraft mill manufacturing pulp for papermaking and would be intensively in-tegrated with the Kraft process from the energy and material standpoints. For the purpose of this case study, the three-step hemicellulose extraction and conversion process is composed of technologies that have been proven to the large pilot-plant or demonstration stages and that could be implemented in a reasonably short time [4,6]. The hemicellulose biorefinery should be optimized from the standpoint of energy demand (steam and water) so that it does not increase the overall fossil-fuel consumption of the site. The analy-sis was supported by a process simulation model constructed using the Aspen Plus®
software. A mixed-integer non-linear pro-gramming (MILNP) algorithm was used to minimize the energy requirement and generate the corresponding heat-exchang-er network.
HEMICELLULOSE EXTRACTION AND CONVERSION PROCESSThe biorefinery can be implemented in
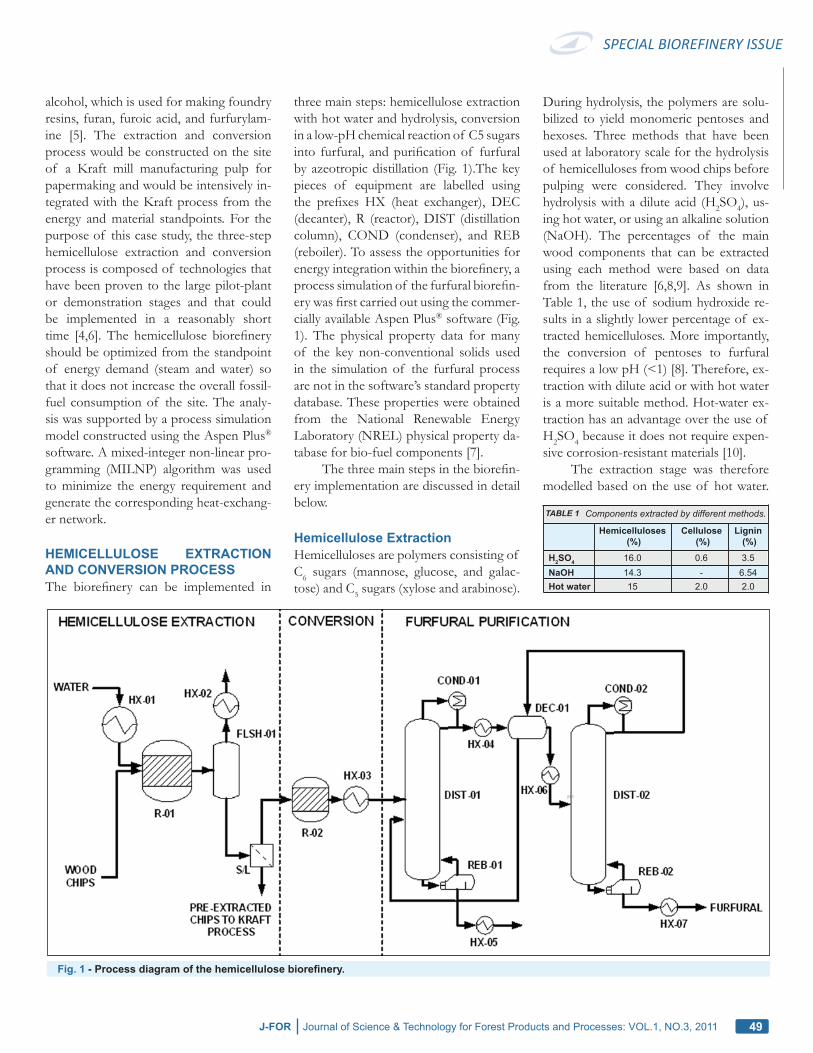
three main steps: hemicellulose extraction with hot water and hydrolysis, conversion in a low-pH chemical reaction of C5 sugars into furfural, and purification of furfural by azeotropic distillation (Fig. 1).The key pieces of equipment are labelled using the prefixes HX (heat exchanger), DEC (decanter), R (reactor), DIST (distillation column), COND (condenser), and REB (reboiler). To assess the opportunities for energy integration within the biorefinery, a process simulation of the furfural biorefin-ery was first carried out using the commer-cially available Aspen Plus® software (Fig. 1). The physical property data for many of the key non-conventional solids used in the simulation of the furfural process are not in the software’s standard property database. These properties were obtained from the National Renewable Energy Laboratory (NREL) physical property da-tabase for bio-fuel components [7].
The three main steps in the biorefin-ery implementation are discussed in detail below.
Hemicellulose ExtractionHemicelluloses are polymers consisting of C6 sugars (mannose, glucose, and galac-tose) and C5 sugars (xylose and arabinose).
During hydrolysis, the polymers are solu-bilized to yield monomeric pentoses and hexoses. Three methods that have been used at laboratory scale for the hydrolysis of hemicelluloses from wood chips before pulping were considered. They involve hydrolysis with a dilute acid (H2SO4), us-ing hot water, or using an alkaline solution (NaOH). The percentages of the main wood components that can be extracted using each method were based on data from the literature [6,8,9]. As shown in Table 1, the use of sodium hydroxide re-sults in a slightly lower percentage of ex-tracted hemicelluloses. More importantly, the conversion of pentoses to furfural requires a low pH (<1) [8]. Therefore, ex-traction with dilute acid or with hot water is a more suitable method. Hot-water ex-traction has an advantage over the use of H2SO4 because it does not require expen-sive corrosion-resistant materials [10].
The extraction stage was therefore modelled based on the use of hot water.
Fig. 1 - Process diagram of the hemicellulose biorefinery.
TABLE 1 Components extracted by different methods.
Hemicelluloses (%)
H2SO4
Hot waterNaOH
16.0
1514.3
0.6
2.0-
3.5
2.06.54
Cellulose (%)
Lignin (%)
23 J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 201150
The extraction conditions and the con-centrations of dissolved hemicelluloses in the hydrolysate (pentoses and hexoses) are given in Table 2. Prolonged hydroly-sis leads to the dissolution of cellulose in the hydrolysate, but this can be limited by not extracting more than 15% of the hemicelluloses. The combustibility of the black liquor is not significantly degraded because the hemicelluloses have a low heating value.
Hemicellulose ConversionIn the conversion step, the pentoses are converted into furfural through dehydra-tion. This can be carried out by means of several commercial processes. The older processes have a lower yield compared to newer processes that are already at the pi-lot-plant scale. An overview of the operat-ing conditions of some furfural production processes, based on reviews by de Jong et al. [11] and Zeitsch [4], is provided in Table 3 and discussed briefly below. The batch process is a low-cost process developed in China. Its yield is about the same as that of the Quaker Oats batch process, which is the oldest furfural-making process. The continuous process is an improvement to the batch process by Quaker Oats, but has a shorter residence time. The Supratherm® process is patented by a German company and operates at a higher temperature than the older processes. The Vedernikov pro-cess originated in Latvia and is one of the first processes with yields as high as 75%. All the processes were considered for se-lecting the operating conditions for the case study. The operating condition se-lected for the conversion process lie with-in the range of several processes that are already at the pilot-plant stage. The yield for the case study is 75%. The residence time in the reactor is shortened at high temperatures and pressures. The output of the conversion process is a mixture of furfural and water (3% (wt.) of furfural).
Furfural PurificationFurfural forms an azeotrope with water; the azeotropic point is 35% by weight of furfural. The boiling point of furfural is 161.7°C at 1 atm, while that of the azeo-trope is 97.85°C. All known processes for converting pentoses to furfural produce a stream consisting of up to 6% of furfural and more than 90% of water by weight, which is below the azeotropic point [4]. The conventional azeotropic distillation method was selected for the purification of the furfural-water mixture. In the first distillation column, a mixture of approxi-mately 30% by weight of furfural is ob-tained as the distillate. This is cooled and fed into a decanter, where it separates spontaneously into a furfural-lean and a furfural-rich mixture. The use of decanters for liquid-liquid extraction is possible be-cause of the limited solubility of furfural in water (8.3 wt% at 20°C). Furfural at 99% purity is obtained by distillation of the furfural-rich mixture.
ENERGY ANALYSIS AND SITE INTE-GRATION The receptor mill for the biorefinery is a Kraft pulp mill that produces 1000 t/d bleached Kraft pulp from hardwood feed-
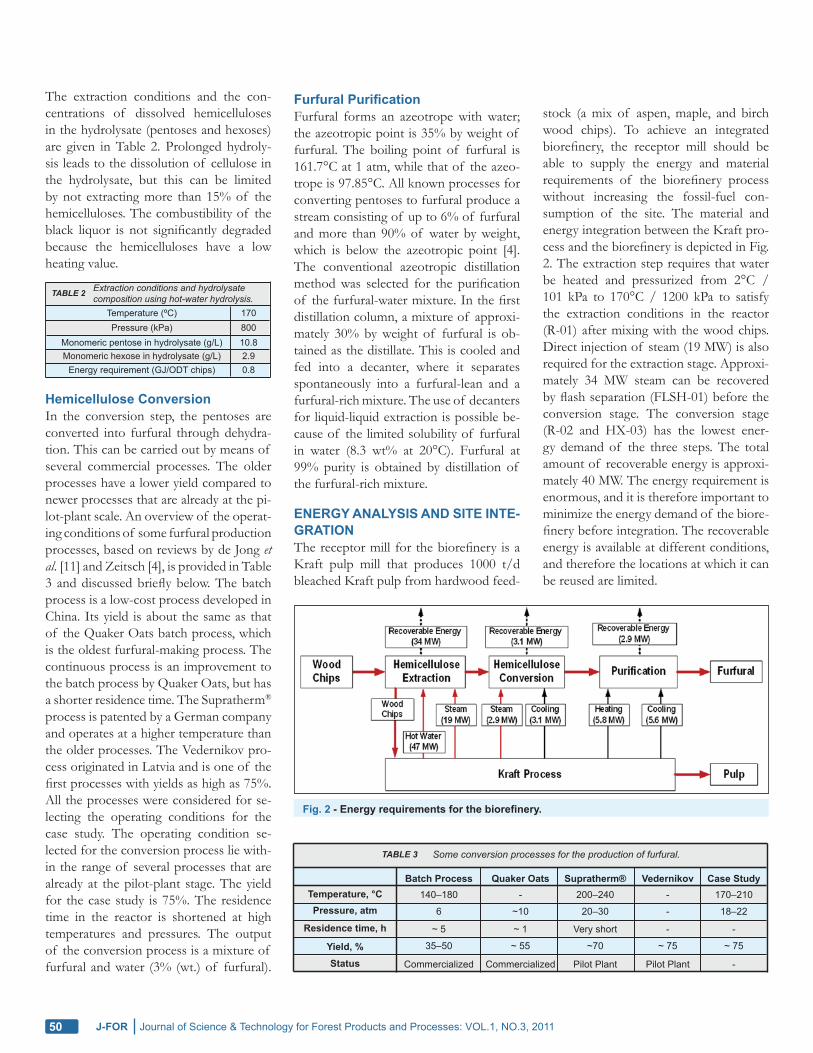
stock (a mix of aspen, maple, and birch wood chips). To achieve an integrated biorefinery, the receptor mill should be able to supply the energy and material requirements of the biorefinery process without increasing the fossil-fuel con-sumption of the site. The material and energy integration between the Kraft pro-cess and the biorefinery is depicted in Fig. 2. The extraction step requires that water be heated and pressurized from 2°C / 101 kPa to 170°C / 1200 kPa to satisfy the extraction conditions in the reactor (R-01) after mixing with the wood chips. Direct injection of steam (19 MW) is also required for the extraction stage. Approxi-mately 34 MW steam can be recovered by flash separation (FLSH-01) before the conversion stage. The conversion stage (R-02 and HX-03) has the lowest ener-gy demand of the three steps. The total amount of recoverable energy is approxi-mately 40 MW. The energy requirement is enormous, and it is therefore important to minimize the energy demand of the biore-finery before integration. The recoverable energy is available at different conditions, and therefore the locations at which it can be reused are limited.
TABLE 2 Extraction conditions and hydrolysate composition using hot-water hydrolysis.
Temperature (ºC) 17080010.82.90.8
Pressure (kPa)Monomeric pentose in hydrolysate (g/L)Monomeric hexose in hydrolysate (g/L)
Energy requirement (GJ/ODT chips)
TABLE 3 Some conversion processes for the production of furfural.
Batch ProcessTemperature, °C Pressure, atm
Residence time, h
Yield, % Status
Quaker Oats Supratherm® Vedernikov Case Study
Commercialized
140–180
Commercialized Pilot Plant Pilot Plant
6
~ 5
35–50
-
~10
~ 1
~ 55
200–240
20–30
Very short
~70
-
-
-
~ 75
170–210
18–22
-
~ 75
-
Fig. 2 - Energy requirements for the biorefinery.
J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011 51
SPECIAL BIOREFINERY ISSUE
The data generated for the heat ex-changers in the biorefinery base case are summarized in Table 4. For each heat ex-changer, the heat duty, area, and cost of the equipment as well as the heating and cooling demands are given.
The capacity and dimensions of the equipment were calculated using Aspen Process Economic Analyzer. A plausi-bility verification was made by means of cost functions and charts [12]. The cal-culated costs were adjusted for inflation using chemical engineering indices. The process data for the steam and cold water consumed by the biorefinery are given in Table 5.
The costs of steam produced in a biomass boiler (3.3$/t) and that of fresh water (0.065$/m3) were obtained from the literature [13].
Furfural production of 7,000 t/yr can be achieved in the biorefinery by ex-tracting 15% of the hemicellulose content of the wood.
MINIMIZATION OF ENERGY CON-SUMPTIONThe purpose of energy consumption min-imization is to reduce the energy require-ments that must be met by the receptor Kraft pulp mill. This is necessary to make
the implementation of the furfural biore-finery feasible from the energy standpoint and economically viable. The focal points for the heat-network optimization are the pieces of equipment with large surface areas and high heat requirements, such as the re-boilers and condensers of the distil-lation columns and the heat exchangers.
The algorithm used in this work is based on the MINLP [14]. The heat-ex-changer network (HEN) synthesis prob-lem addressed in this paper can be stated as follows:
• A set of hot process streams H to be cooled and a set of cold process streams C to be heated are given. Each hot and cold stream’s heat capacity, flow rate, and initial and target tem-peratures (stated as either exact values or inequalities) are also specified.• A set of hot utilities HU and a set of cold utilities CU with their cor-responding temperatures are given.
The term “utilities” for the biorefin-ery refers to the steam and cold-water re-quirements that are obtained on-site from the Kraft process.
The objective is then to determine the heat-exchanger network with the low-est annual cost. The solution defines the
network by providing the following: utili-ties required, stream matches and number of units, heat loads and operating temper-atures of each exchanger, network config-uration and flows for all branches, and the area of each exchanger.
Yee and Grossmann (1990) proposed a stage-wise superstructure representation for the simultaneous HEN synthesis prob-lem. At each stage, hot and cold streams are split to enable the potential existence of a heat exchanger to match any hot-cold pair of streams. This concept enables the implicit inclusion of a large number of system topologies. Before a stream enters a new stage, the streams from the preced-ing stage are re-mixed isothermally. Ex-treme utilities are assumed to be placed at the outlets of the superstructure.
To solve the MINLP problem, the COUENNE (GAMS) software was used. COUENNE (convex over- and under-envelopes for non-linear estimation) is an open-source solver for non-convex mixed-integer non-linear programs (MINLPs). The code was developed originally by a collaboration of Carnegie Mellon Uni-versity and IBM Research. COUENNE solves convex and non-convex MINLPs using an LP-based spatial branch-and-bound algorithm [15].
The process specifications of the streams and the cost ratios of the network are given in Tables 4 and 5.
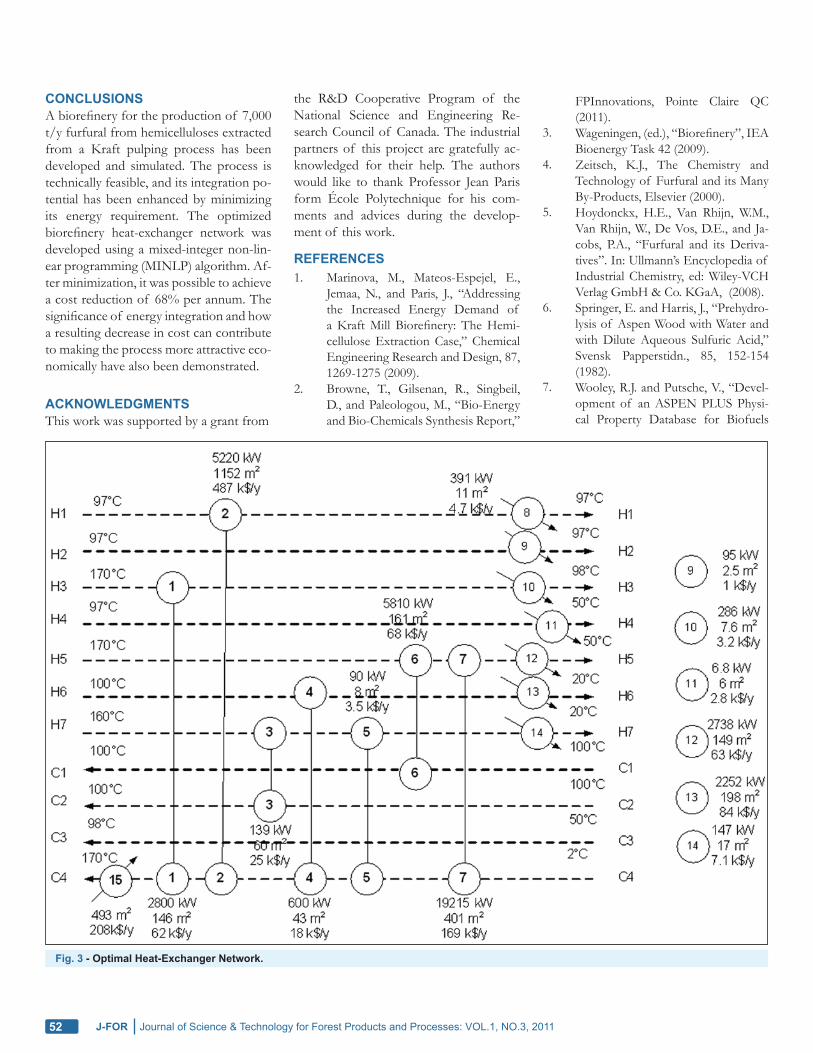
HEAT-EXCHANGER NETWORKThe optimal point was found to be 1.2 M$/yr. Without energy integration, the to-tal cost is about 3.8 M$/yr. The exchanger area is approximately 1971 m2 without integration; with integration, this value in-creases to 2861 m2. The steam consump-tion decreases by approximately 65% with energy integration, while the cooling wa-ter requirement is reduced by 82%. Each heat exchanger is characterized by the exchanger area and the exchanger power. The minimum temperature difference be-tween the cold flow and the hot flow is approximately 5°C. The optimized heat-exchanger network contains 15 heat ex-changers in total (Fig. 3). The cost of steam makes up 83% of the optimum total cost.
TABLE 4 Data for the biorefi nery heat exchangers.Mass Flow
(kg/s)Equipment
HX-01
HX-03
HX-04
HX-05
Tin(°C)
Tout(°C)
Duty(kW)
Area(m2)
Total Cost(k$/y)
HX-02
HX-06
COND-01
REB-01
COND-02
HX-07
62.99
13.379.15
0.94
8.93
0.25
0.22
0.94
8.93
0.02
2.0
170.0170.0
97.2
99.8
50.0
160.0
97.3
99.9
97.4
170.0
20.098.0
50.0
20.0
98.0
20.0
97.2
99.8
97.3
46,772
34,7103,093
163
2853
25
350
5,611
5,810
104
858
88530
4
59
3
1
64
62
3
2,500
68161
3
57
22
2
108
311
3
EB-02 0.23 100.0 99.0 139
Σ
2
1971
8
3,800
TABLE 5 Process data for steam and cold water consumption.
Tin (°C)
Steam
Cold water
Tout (°C) Cost ($.kW-1.year-1) h (kW.m-2.K-1) Current name200
2
170
30
53.5
19.3
2.5
1
HU
CU
23 J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 201152
CONCLUSIONSA biorefinery for the production of 7,000 t/y furfural from hemicelluloses extracted from a Kraft pulping process has been developed and simulated. The process is technically feasible, and its integration po-tential has been enhanced by minimizing its energy requirement. The optimized biorefinery heat-exchanger network was developed using a mixed-integer non-lin-ear programming (MINLP) algorithm. Af-ter minimization, it was possible to achieve a cost reduction of 68% per annum. The significance of energy integration and how a resulting decrease in cost can contribute to making the process more attractive eco-nomically have also been demonstrated.
ACKNOWLEDGMENTSThis work was supported by a grant from
the R&D Cooperative Program of the National Science and Engineering Re-search Council of Canada. The industrial partners of this project are gratefully ac-knowledged for their help. The authors would like to thank Professor Jean Paris form École Polytechnique for his com-ments and advices during the develop-ment of this work.
REFERENCESMarinova, M., Mateos-Espejel, E., Jemaa, N., and Paris, J., “Addressing the Increased Energy Demand of a Kraft Mill Biorefinery: The Hemi-cellulose Extraction Case,” Chemical Engineering Research and Design, 87, 1269-1275 (2009).Browne, T., Gilsenan, R., Singbeil, D., and Paleologou, M., “Bio-Energy and Bio-Chemicals Synthesis Report,”
1.
2.
FPInnovations, Pointe Claire QC (2011).Wageningen, (ed.), “Biorefinery”, IEA Bioenergy Task 42 (2009).Zeitsch, K.J., The Chemistry and Technology of Furfural and its Many By-Products, Elsevier (2000).Hoydonckx, H.E., Van Rhijn, W.M., Van Rhijn, W., De Vos, D.E., and Ja-cobs, P.A., “Furfural and its Deriva-tives”. In: Ullmann’s Encyclopedia of Industrial Chemistry, ed: Wiley-VCH Verlag GmbH & Co. KGaA, (2008).Springer, E. and Harris, J., “Prehydro-lysis of Aspen Wood with Water and with Dilute Aqueous Sulfuric Acid,” Svensk Papperstidn., 85, 152-154 (1982).Wooley, R.J. and Putsche, V., “Devel-opment of an ASPEN PLUS Physi-cal Property Database for Biofuels
3.
4.
5.
6.
7.
Fig. 3 - Optimal Heat-Exchanger Network.
J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011 53
SPECIAL BIOREFINERY ISSUE
J-FOR CALL FOR PAPERS
PAPTAC NEWS
www.paptac.ca
Pulping, bleaching and papermaking fundamentals, processes and technologiesEnergy and chemical recovery fundamentals, processes and technologiesRecycled fibre and recycling technologyDevelopment of sensors, analytical methods and process control logics Mill water and energy usages and optimization
Traditional Areas: (covering all pulping processes, both wood and non-wood)
Emerging forest-based products and their chains of added value
Emerging Forestry Areas:
Environmental concerns and their mitigation
Nanotechnology and other high added-value processesFundamentals of converting forest-based biomass into biofuels and other bioproducts
Development of chemical, biochemical and thermochemical processes for the forestry industryIntegrating emerging and sustainable processes into the pulp and paper industryHarvesting and procurement of forest and other biomass feedstocks
J-FOR publishes peer-reviewed articles of the highest quality, dealing with the science and technology of traditional and emerging areas that are pertinent to the forest industry. PAPTAC’s preeminent and flagship publication, it incorporates a broad scope of target areas and brings together a wide range of scientific, technological and technical papers.To submit a paper, please visit www.paptac.ca or contact PAPTAC (514-392-0265 / [email protected]).
Components”. National Renewable Energy Laboratory, Golden CO, 1996.Amidon, T.E. and Liu, S., “Water-Based Woody Biorefinery”, Biotech-nology Advances, 27, 542-550 (2009).Al-Dajani, W.W. and Tschirner, U.W., “Pre-Extraction of Hemicelluloses and Subsequent Kraft Pulping, Part I: Alkaline Extraction,” Tappi Journal, 7, 3-8 (2008).Mosier, N., Wyman, C., Dale, B., Elander, R., Lee, Y.Y., Holtzapple, M., and Ladisch, M., “Features of Promising Technologies for Pretreat-
8.
9.
10.
ment of Lignocellulosic Biomass,” Bioresource Technology, 96, 673-686 (2005).De Jong, W. and Marcotullio, M., “Overview of Biorefineries Based on Co-Production of Furfural: Existing Concepts And Novel Developments”, International Journal of Chemical Re-actor Engineering, 8, 1-25 (2010).Peters, M.S., Timmerhaus, K.D., West, R.E., Timmerhaus, K., and West, R., Plant Design and Economics for Chemical Engineers, vol. 4. McGraw-Hill, New York (2003).Mateos-Espejel, E., Savulescu, L.,
11.
12.
13.
Maréchal, F., and Paris, J., “Unified Methodology for Thermal Energy Ef-ficiency Improvement: Application to Kraft Process”, Chemical Engineer-ing Science, 66, 135-151 (2011).Yee, T.F. and Grossmann, I.E., “Si-multaneous Optimization Models for Heat Integration, II. Heat Exchanger Network Synthesis”, Computers & Chemical Engineering, 14, 1165-1184 (1990).Belotti, P., “Disjunctive Cuts for Non-Convex MINLP”, PhD Dissertation, Lehigh University, 2009.
14.
15.






![Thermogravimetric analysis of combustible waste components ...€¦ · shoulder indicates that the paper sample most likely contains less hemicellulose than the wood sample [15] –](https://img.pdfslide.net/doc/110x75/5eb9ea6bbe041d5e0a442b02/thermogravimetric-analysis-of-combustible-waste-components-shoulder-indicates.jpg)






















