Embed Size (px)
Citation preview
High performance extrusion coating
of thin aluminium foil and
consequential barrier challenges
Dr. Günter Schubert
Hydro Aluminium Rolled Products GmbH, RDB Bonn, 14.02.2019
2 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
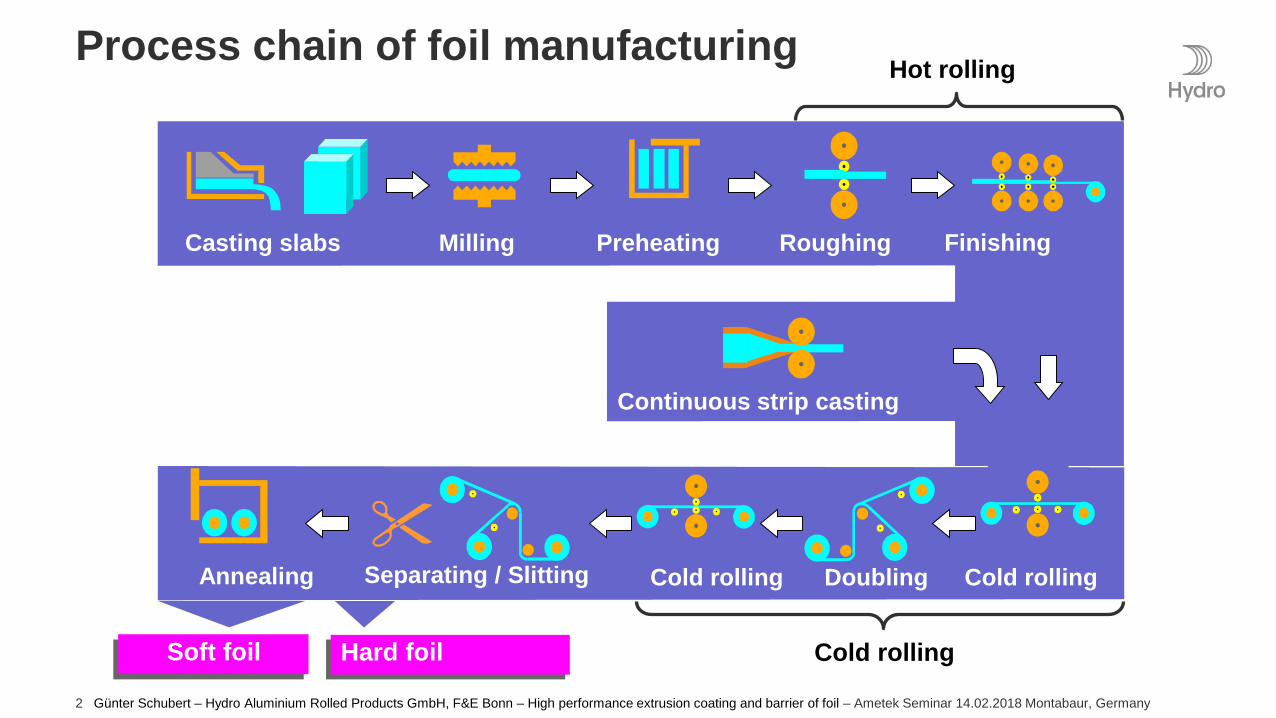
Process chain of foil manufacturingHot rolling
Cold rollingSoft foil Hard foil
RoughingCasting slabs Milling Preheating Finishing
Separating / SlittingAnnealing Cold rolling Cold rollingDoubling
Continuous strip casting
3 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Outline
Pinholes in thin aluminium foil
Barrier of laminates with pinholes in aluminium foil
Extrusion coating & laminating
Aluminium foil defects in packages
Possible coating & laminating deficiencies at high speed coating
Coating & laminating of cardboard carrying prepunched holes
Creasing lines of laminates
Consequences for the barrier of coinciding foil break-throughs
and coating & laminating defects
Summary
4 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
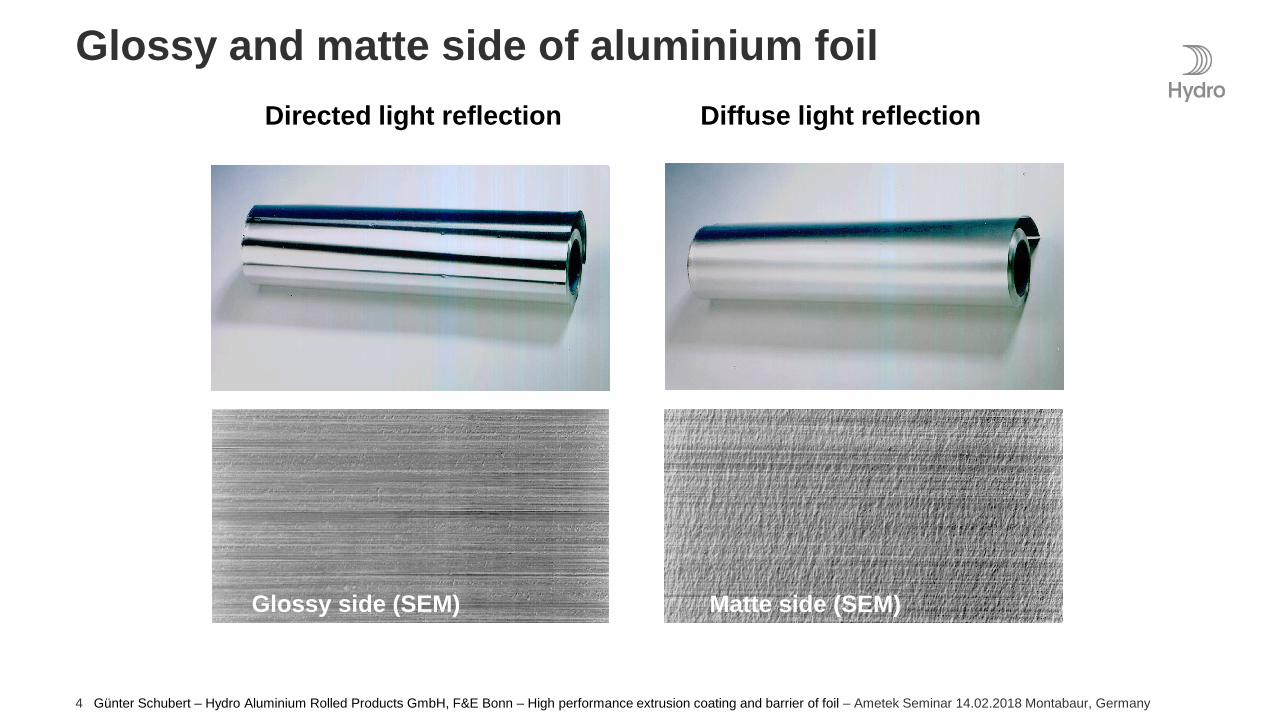
MattseiteGlanzseite
Directed light reflection Diffuse light reflection
Glossy and matte side of aluminium foil
Glossy side (SEM) Matte side (SEM)
5 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
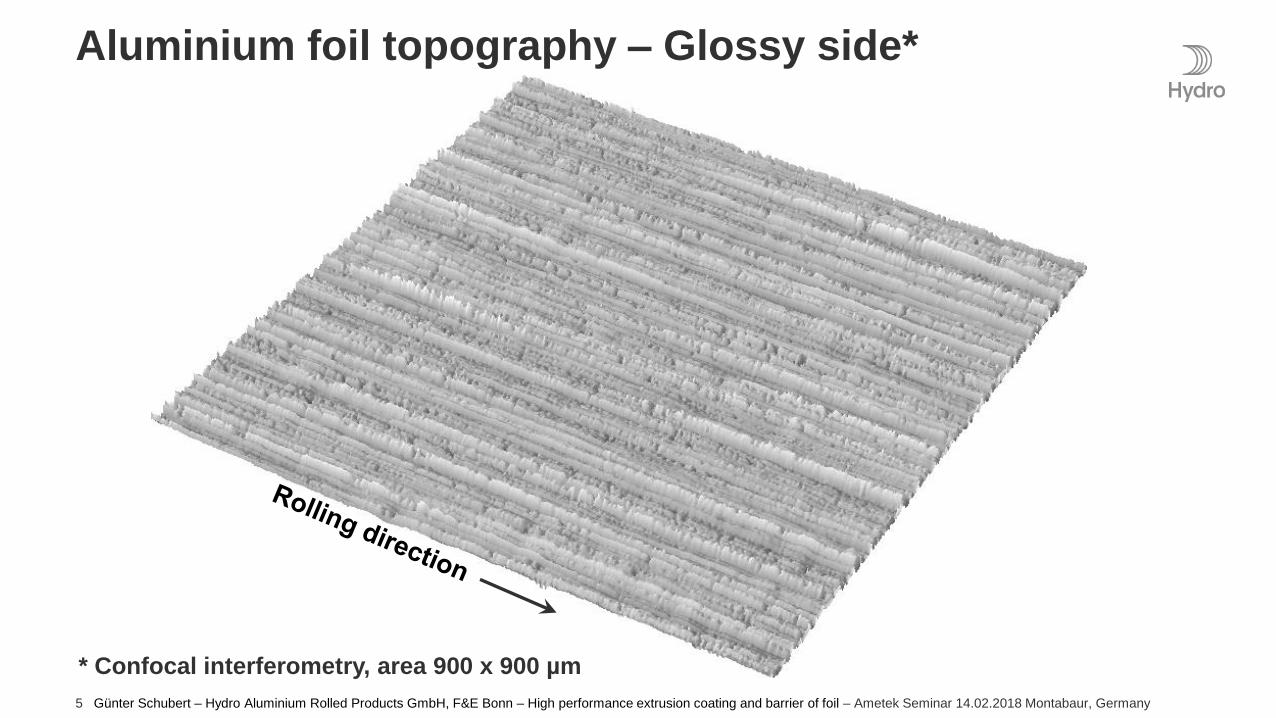
Aluminium foil topography – Glossy side*
* Confocal interferometry
* Confocal interferometry, area 900 x 900 µm
6 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Aluminium foil topography - Matt side
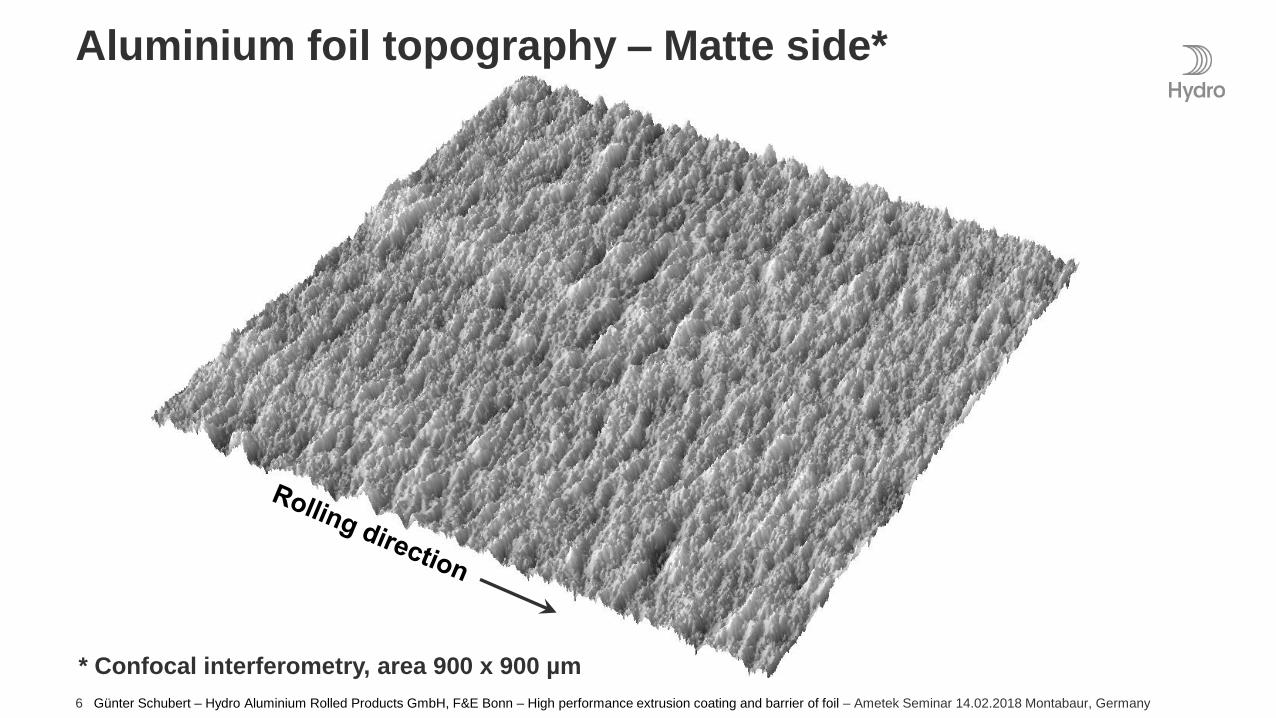
* Confocal interferometry
* Confocal interferometry, area 900 x 900 µm
Aluminium foil topography – Matte side*
7 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Definition of pinhole, hole and break-through
(according to EN 546-4)
Pinholes < 200 µm, statistically distributed
(pores)
Holes > 200 µm, statistically distributed
(no metallurgical inclusions)
Holes from rolling > 200 µm periodically recurring
e.g. in the distance of a roll
circumference
Any kind of holes is not acceptable!
8 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
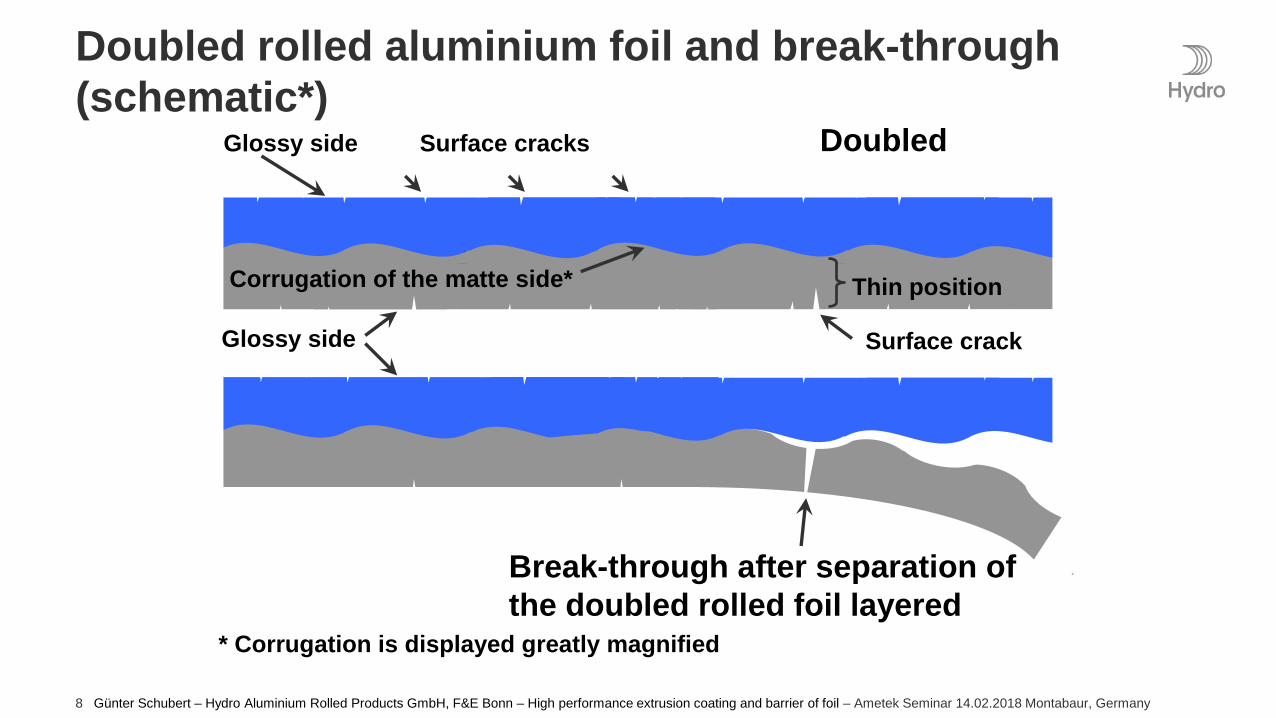
Doubled rolled aluminium foil and break-through
(schematic*)
Corrugation of the matt side
Corrugation of the matt side
Surface crack
Glossy side
Thin position
Glossy side
Surface cracks
Corrugation of the matte side*
Doubled
* Corrugation is displayed greatly magnified
Break-through after separation of
the doubled rolled foil layered
8 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
9 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
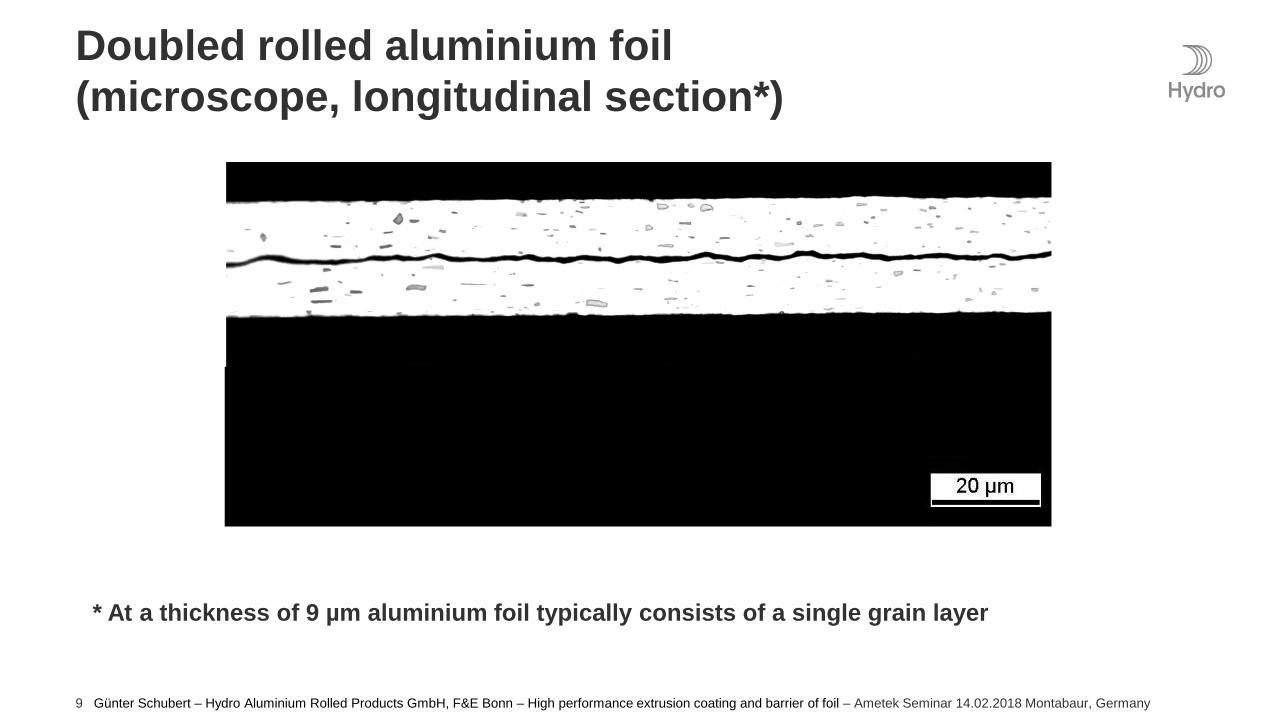
Doubled rolled aluminium foil
(microscope, longitudinal section*)
* At a thickness of 9 µm aluminium foil typically consists of a single grain layer
Corrugation of the matt side
10 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Corrugation of the matt side
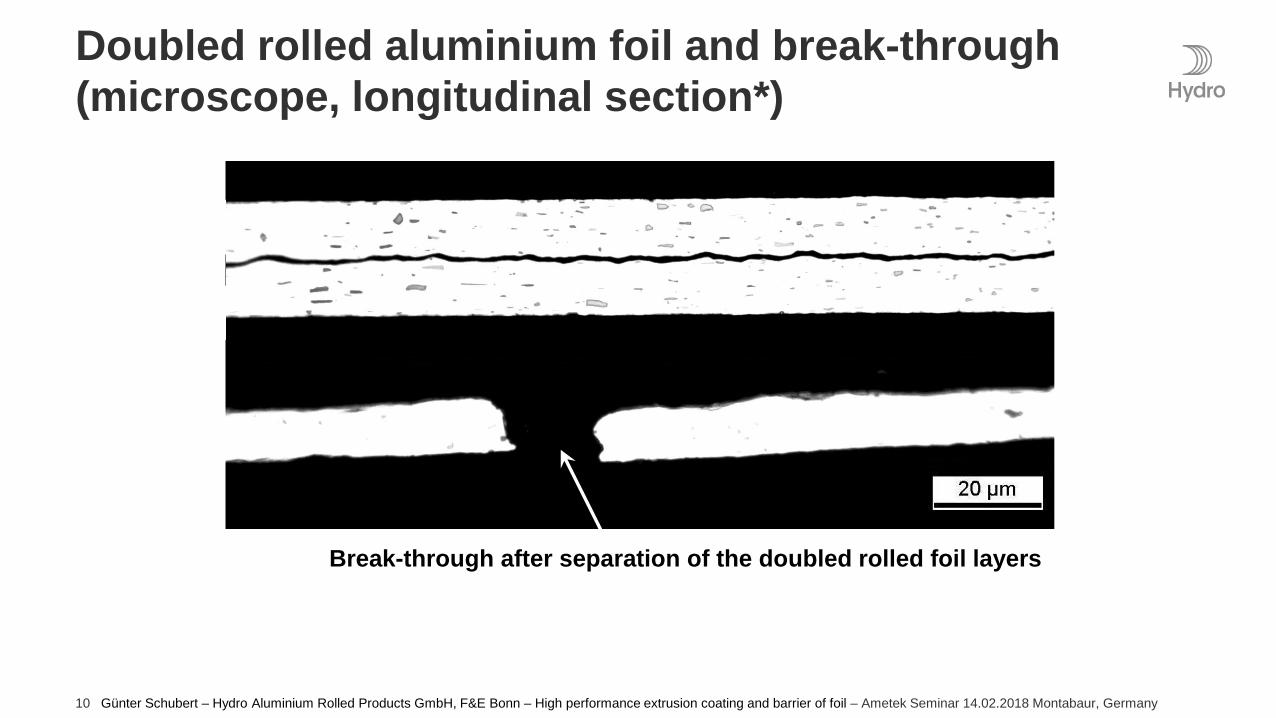
Break-through after separation of the doubled rolled foil layers
Doubled rolled aluminium foil and break-through
(microscope, longitudinal section*)
11 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
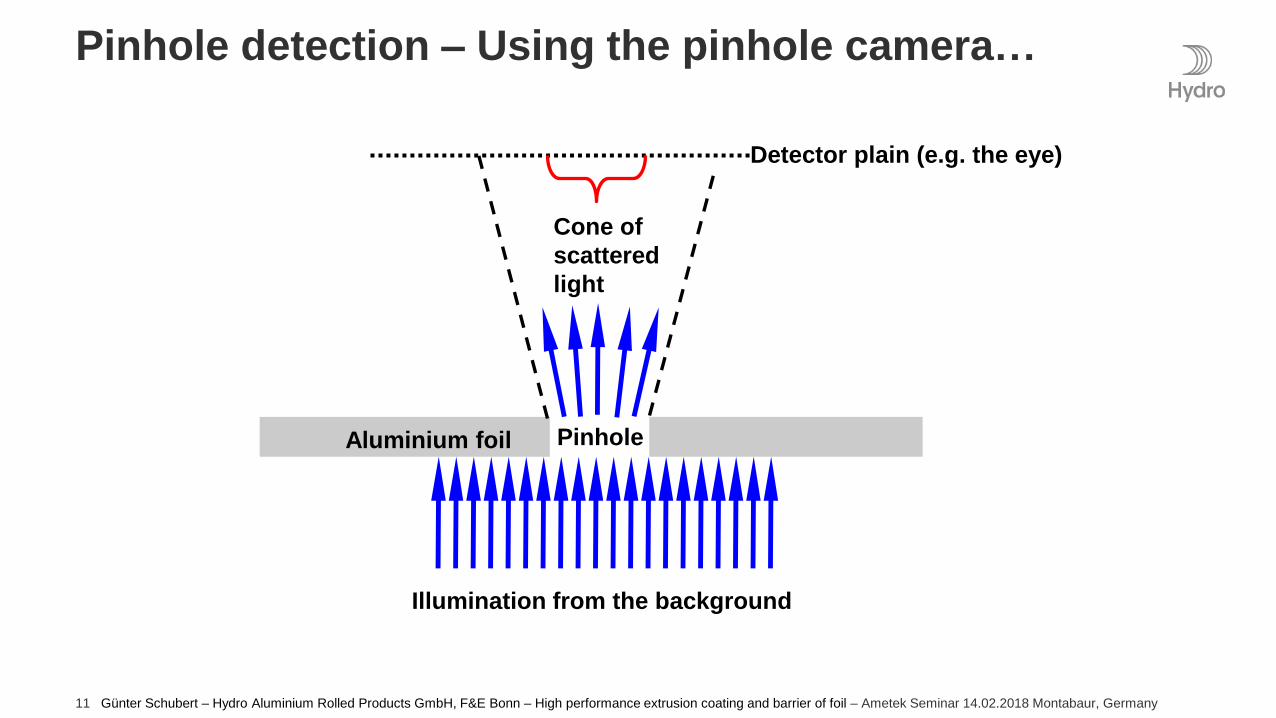
Pinhole detection – Using the pinhole camera…
Aluminium foil Pinhole
Detector plain (e.g. the eye)
Cone of
scattered
light
Illumination from the background
12 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, GermanySource: Passy‘s blog
Genuine starry sky
13 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
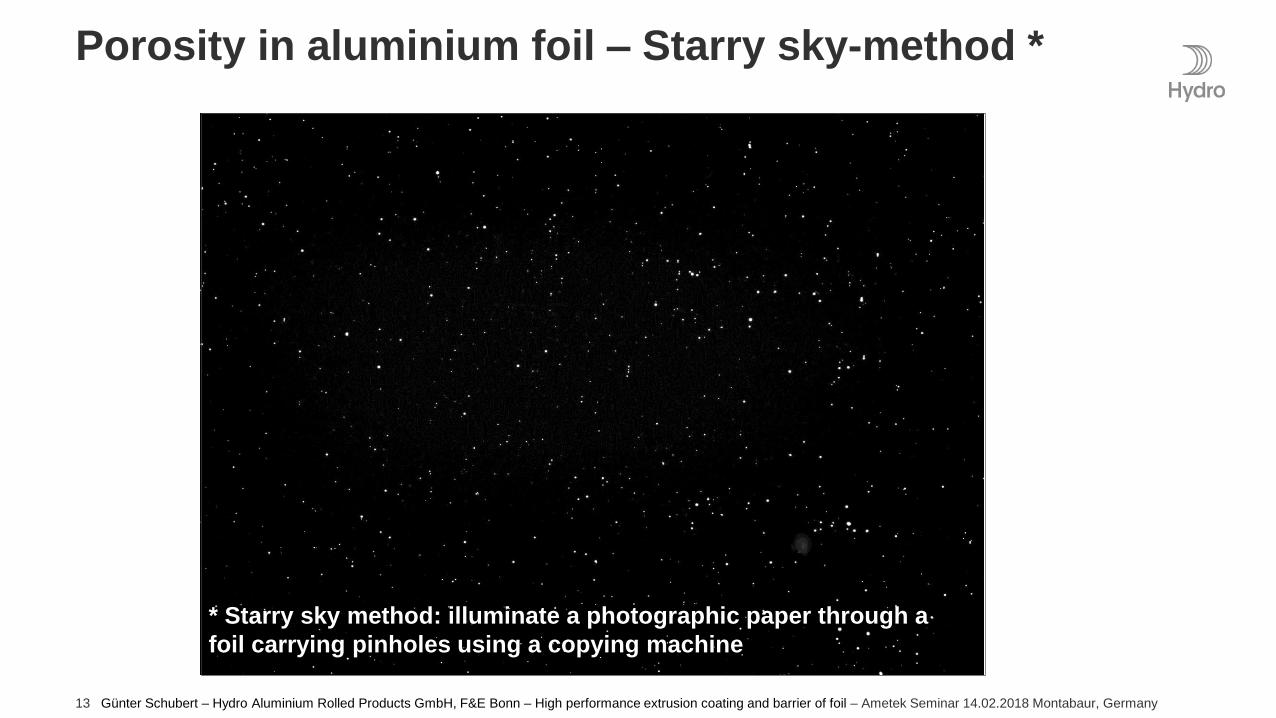
Porosity in aluminium foil – Starry sky-method *
Source: Passsy‘s blog* Starry sky method: illuminate a photographic paper through a
foil carrying pinholes using a copying machine
14 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
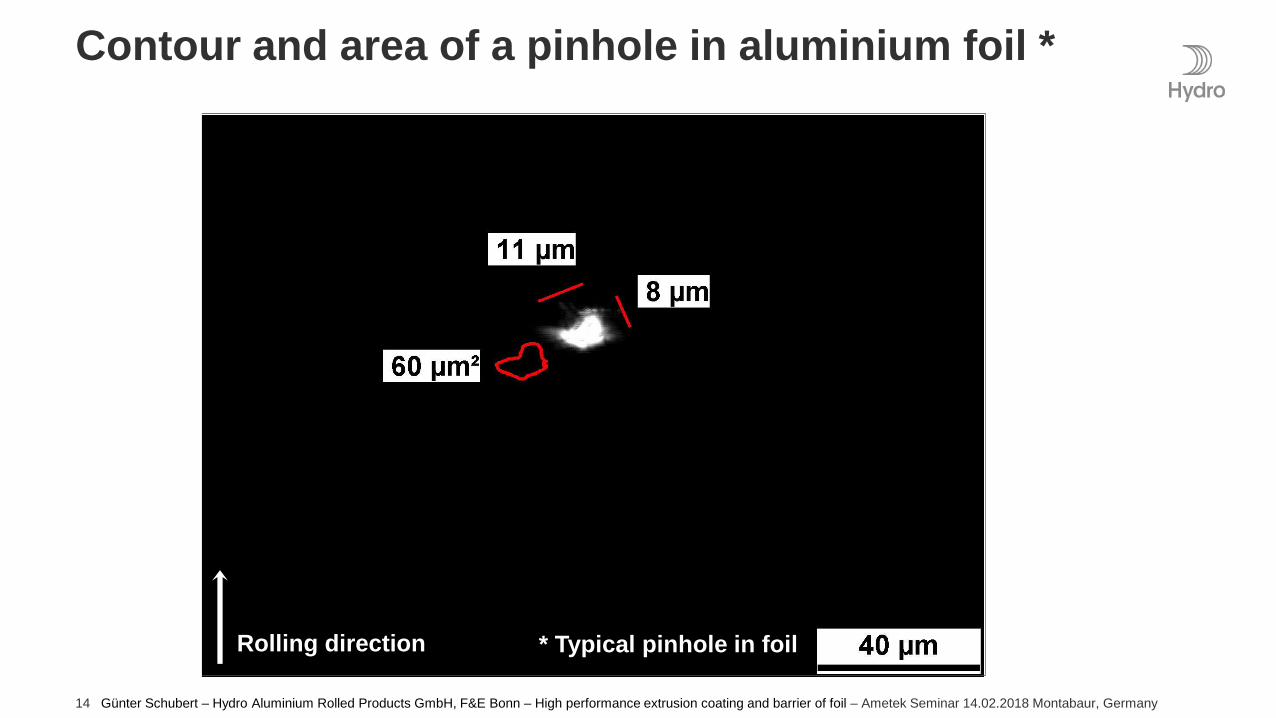
Contour and area of a pinhole in aluminium foil *
Rolling direction
* Transmitted light
* Typical pinhole in foil
15 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
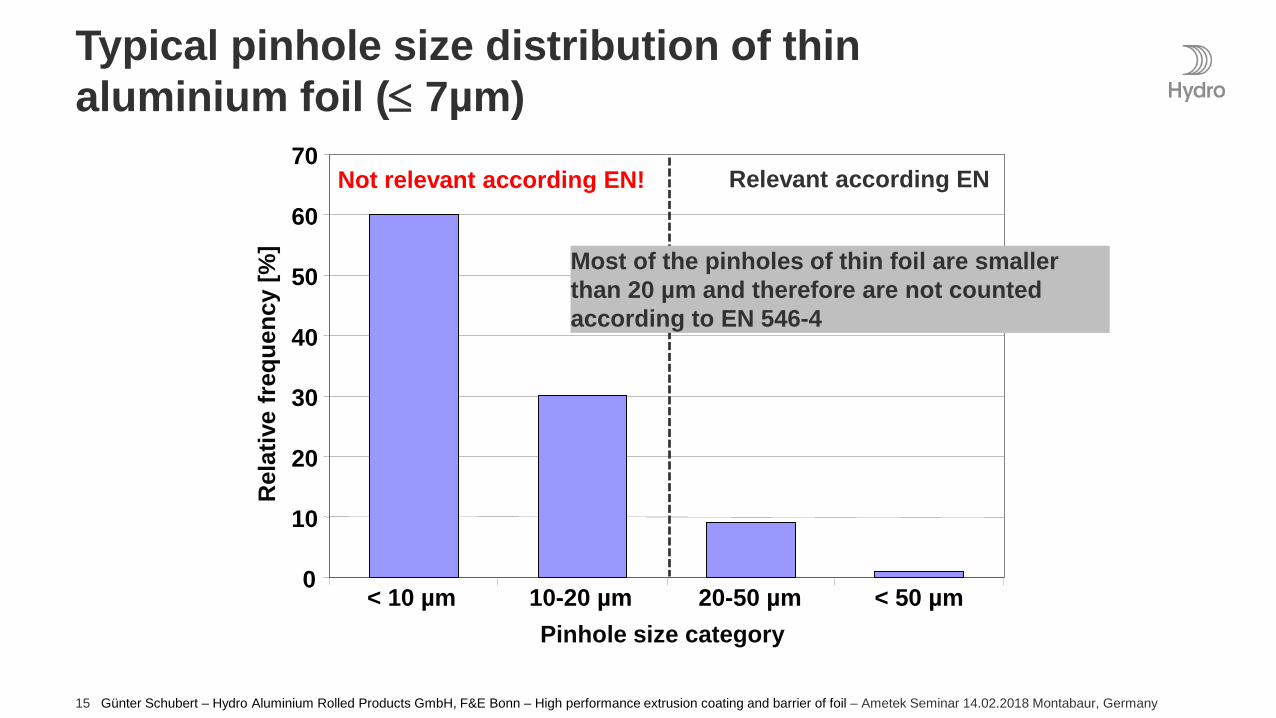
Typical pinhole size distribution of thin
aluminium foil ( 7µm)
0
10
20
30
40
50
60
70
< 10 µm 10-20 µm 20-50 µm < 50 µm
Rela
tive f
req
uen
cy [
%]
Relevant according EN
Pinhole size category
Not relevant according EN!
Most of the pinholes of thin foil are smaller
than 20 µm and therefore are not counted
according to EN 546-4
16 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Outline
Pinholes in thin aluminium foil
Barrier of laminates with pinholes in aluminium foil
Extrusion coating & laminating
Aluminium foil defects in packages
Possible coating & laminating deficiencies at high speed coating
Coating & laminating of cardboard carrying prepunched holes
Creasing lines of laminates
Consequences for the barrier of coinciding foil break-throughs
and coating & laminating defects
Summary
17 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
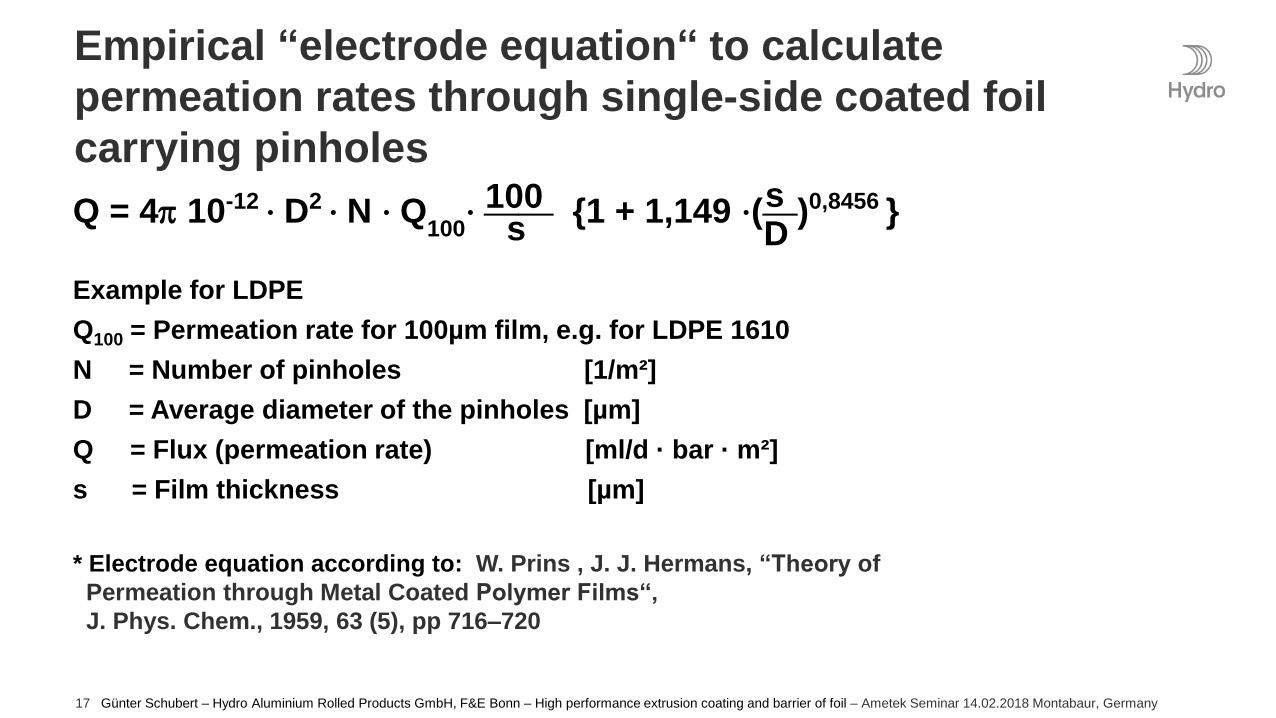
Q = 4 10-12 · D2
· N · Q100
· —— {1 + 1,149 ·(—)0,8456 }
Example for LDPE
Q100 = Permeation rate for 100µm film, e.g. for LDPE 1610
N = Number of pinholes [1/m²]
D = Average diameter of the pinholes [µm]
Q = Flux (permeation rate) [ml/d · bar · m²]
s = Film thickness [µm]
* Electrode equation according to: W. Prins , J. J. Hermans, “Theory of
Permeation through Metal Coated Polymer Films“,
J. Phys. Chem., 1959, 63 (5), pp 716–720
100s
sD
Empirical “electrode equation“ to calculate
permeation rates through single-side coated foil
carrying pinholes
18 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
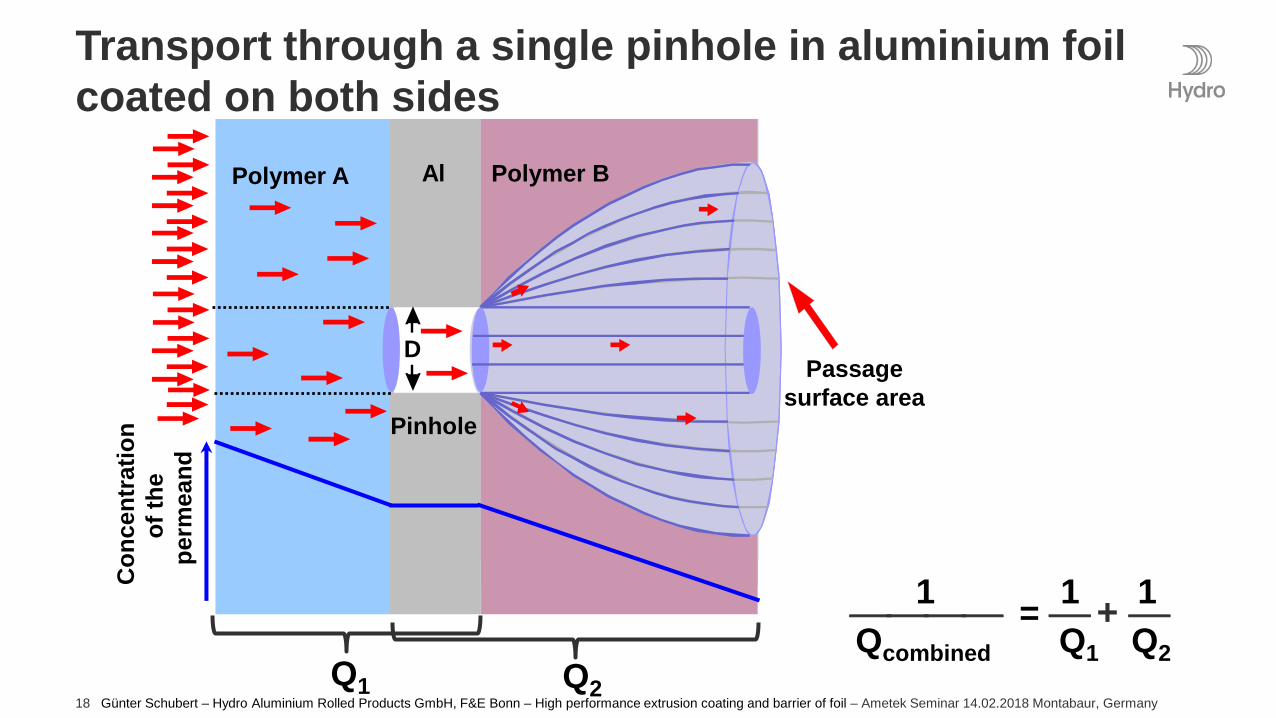
Polymer
Pore
Al
Polymer
PorePinhole
Polymer BAl
D
Polymer A
Passage
surface area
Transport through a single pinhole in aluminium foil
coated on both sidesC
on
cen
trati
on
of
the
pe
rmean
d
Q1 Q2
= + Qcombined Q1 Q2
1 1 1
19 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Outline
Pinholes in thin aluminium foil
Barrier of laminates with pinholes in aluminium foil
Extrusion coating & laminating
Aluminium foil defects in packages
Possible coating & laminating deficiencies at high speed coating
Coating & laminating of cardboard carrying prepunched holes
Creasing lines of laminates
Consequences for the barrier of coinciding foil break-throughs
and coating & laminating defects
Summary
20 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
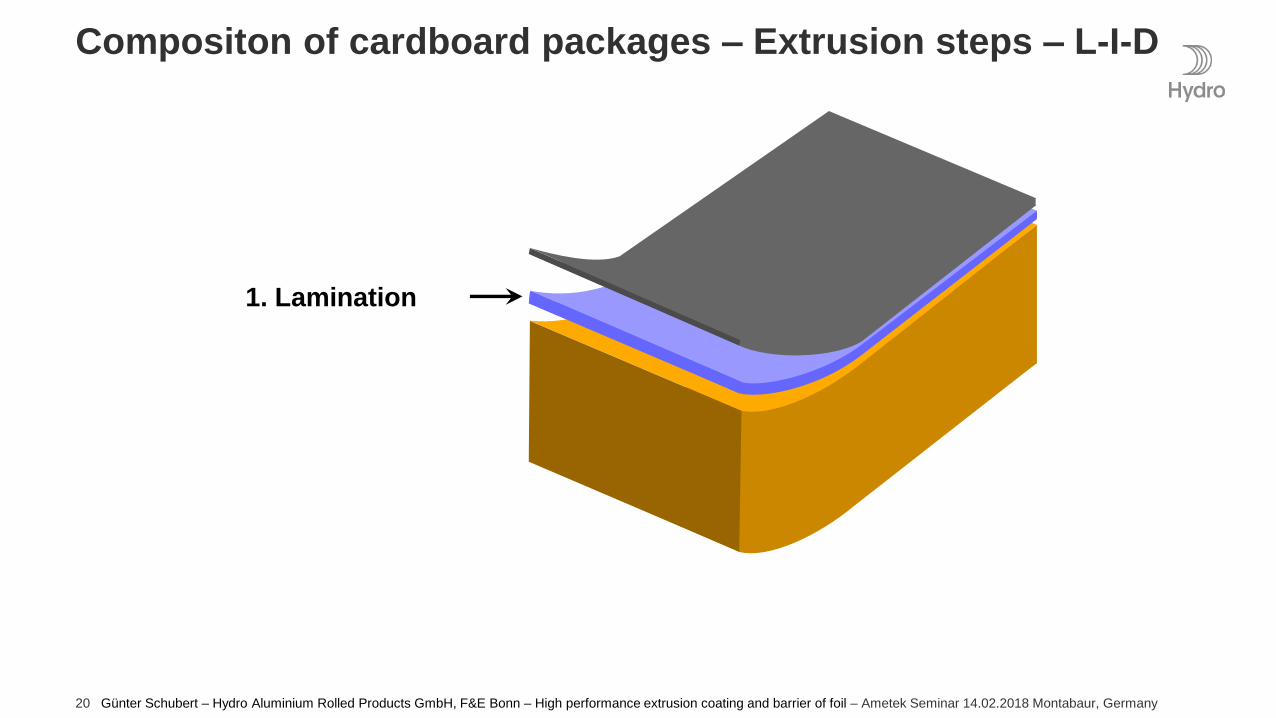
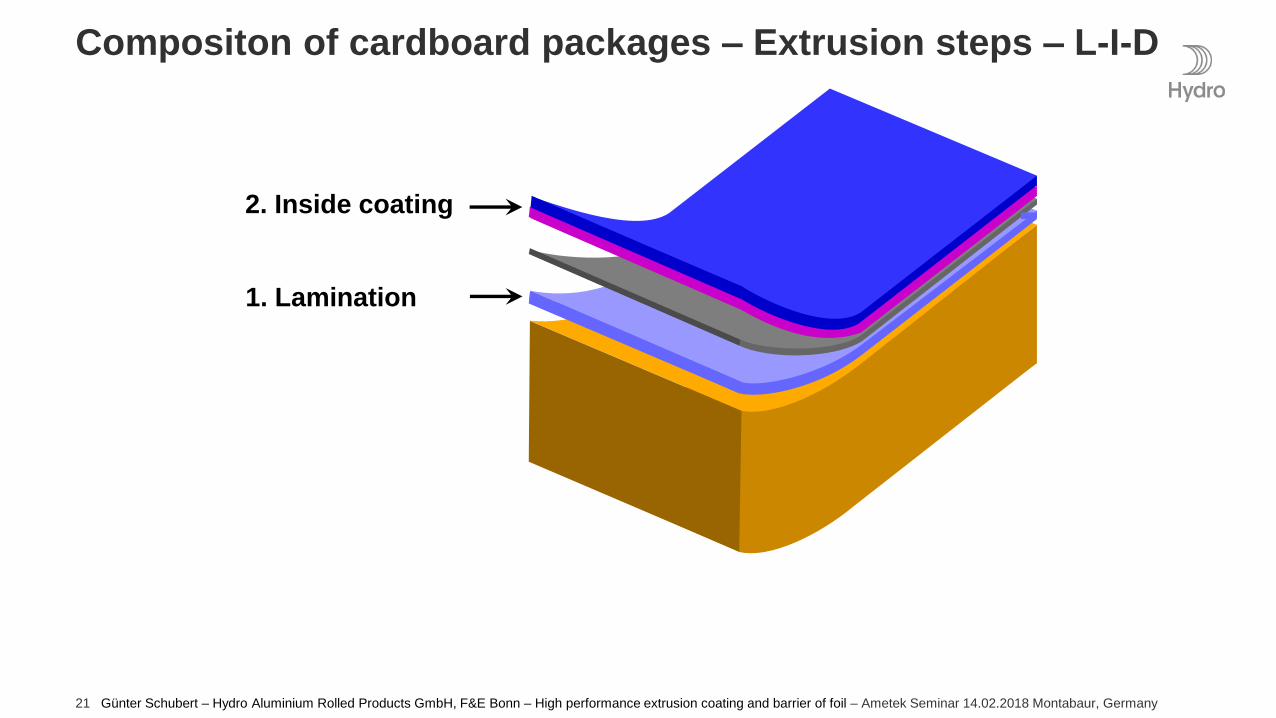
Compositon of cardboard packages – Extrusion steps – L-I-D
1. Lamination
21 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Compositon of cardboard packages – Extrusion steps – L-I-D
1. Lamination
2. Inside coating
22 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
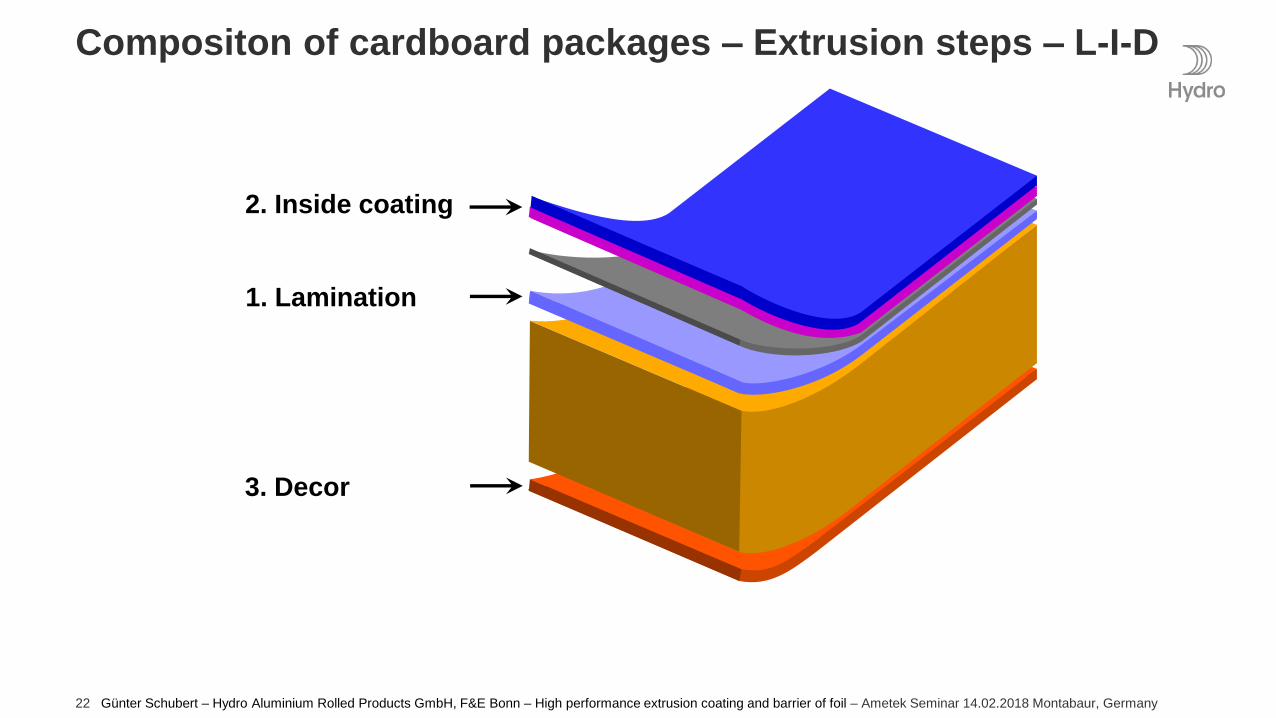
Compositon of cardboard packages – Extrusion steps – L-I-D
1. Lamination
2. Inside coating
3. Decor
23 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
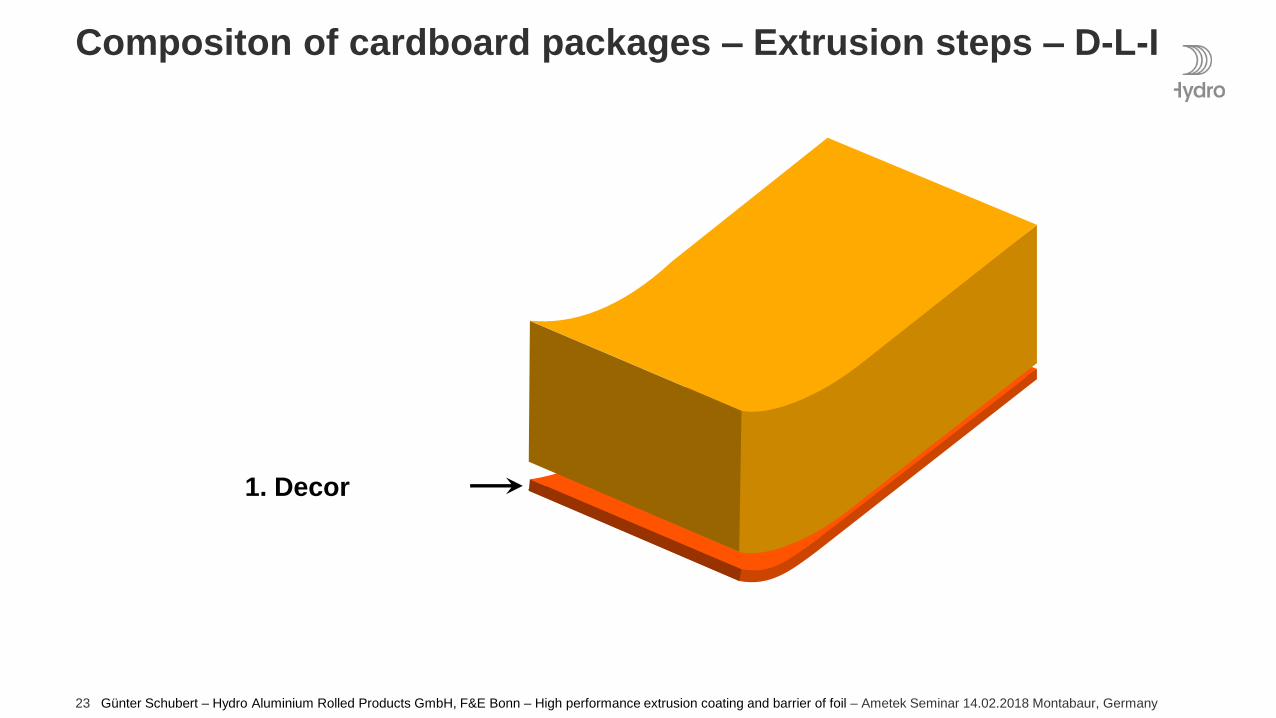
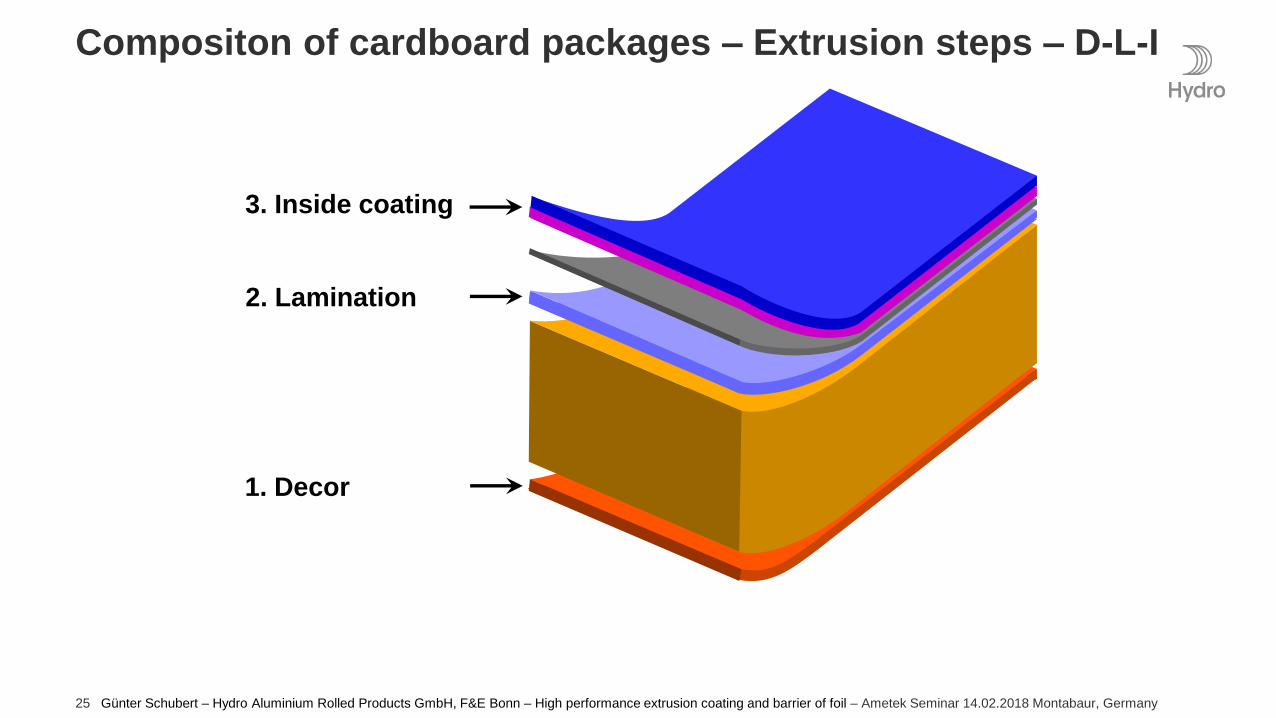
Compositon of cardboard packages – Extrusion steps – D-L-I
1. Decor
24 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
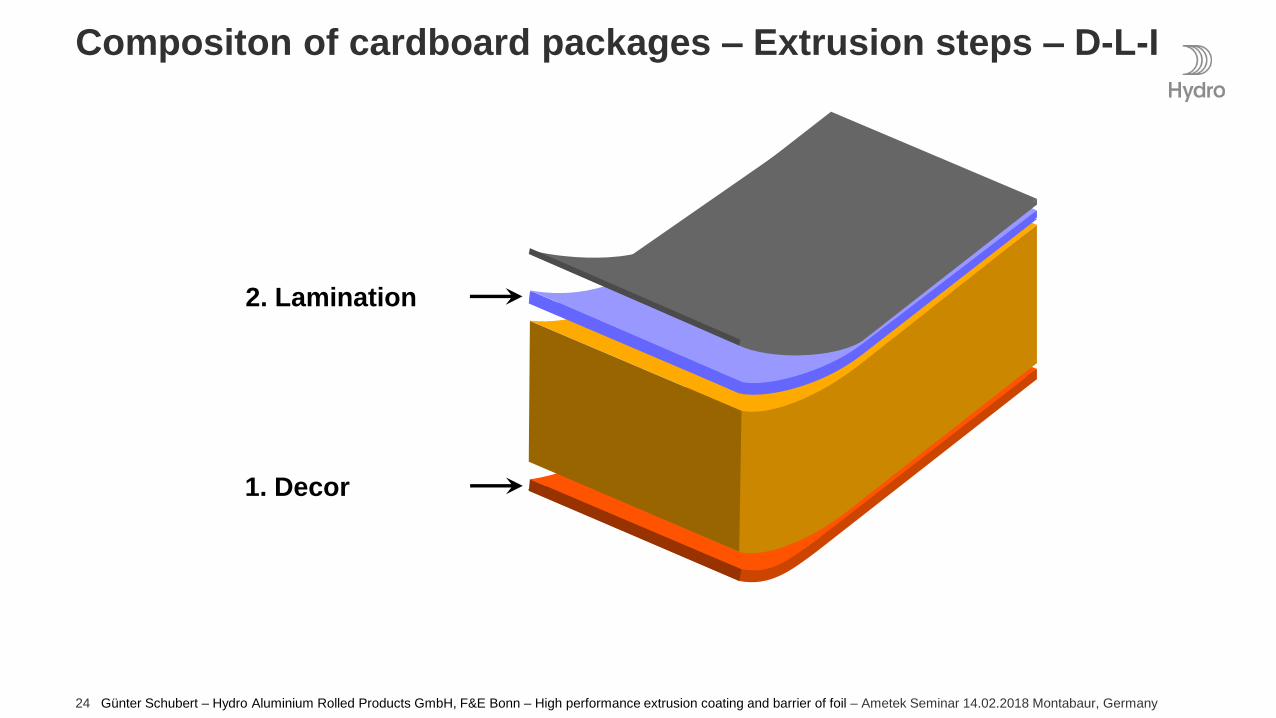
Compositon of cardboard packages – Extrusion steps – D-L-I
2. Lamination
1. Decor
25 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Compositon of cardboard packages – Extrusion steps – D-L-I
2. Lamination
3. Inside coating
1. Decor
26 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Outline
Pinholes in thin aluminium foil
Barrier of laminates with pinholes in aluminium foil
Extrusion coating & laminating
Aluminium foil defects in packages
Possible coating & laminating deficiencies at high speed coating
Coating & laminating of cardboard carrying prepunched holes
Creasing lines of laminates
Consequences for the barrier of coinciding foil break-throughs
and coating & laminating defects
Summary
27 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
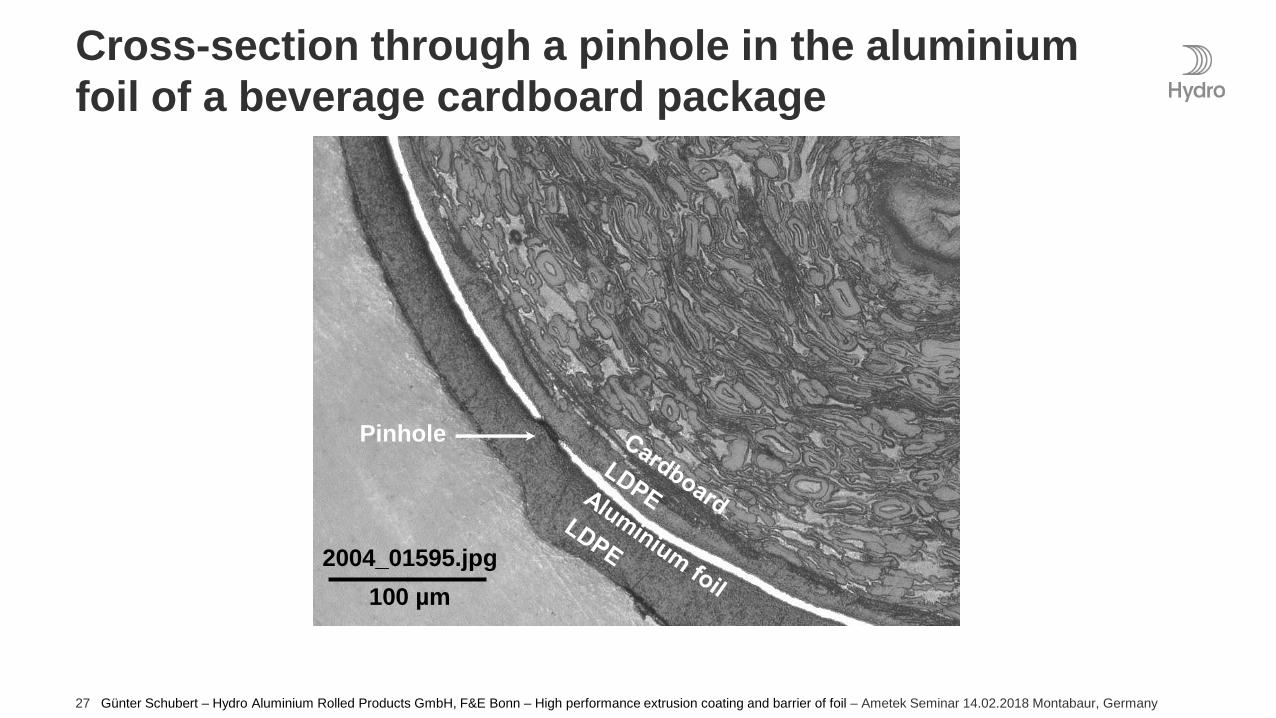
Cross-section through a pinhole in the aluminium
foil of a beverage cardboard package
2004_01595.jpg
100 µm
Pinhole
28 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
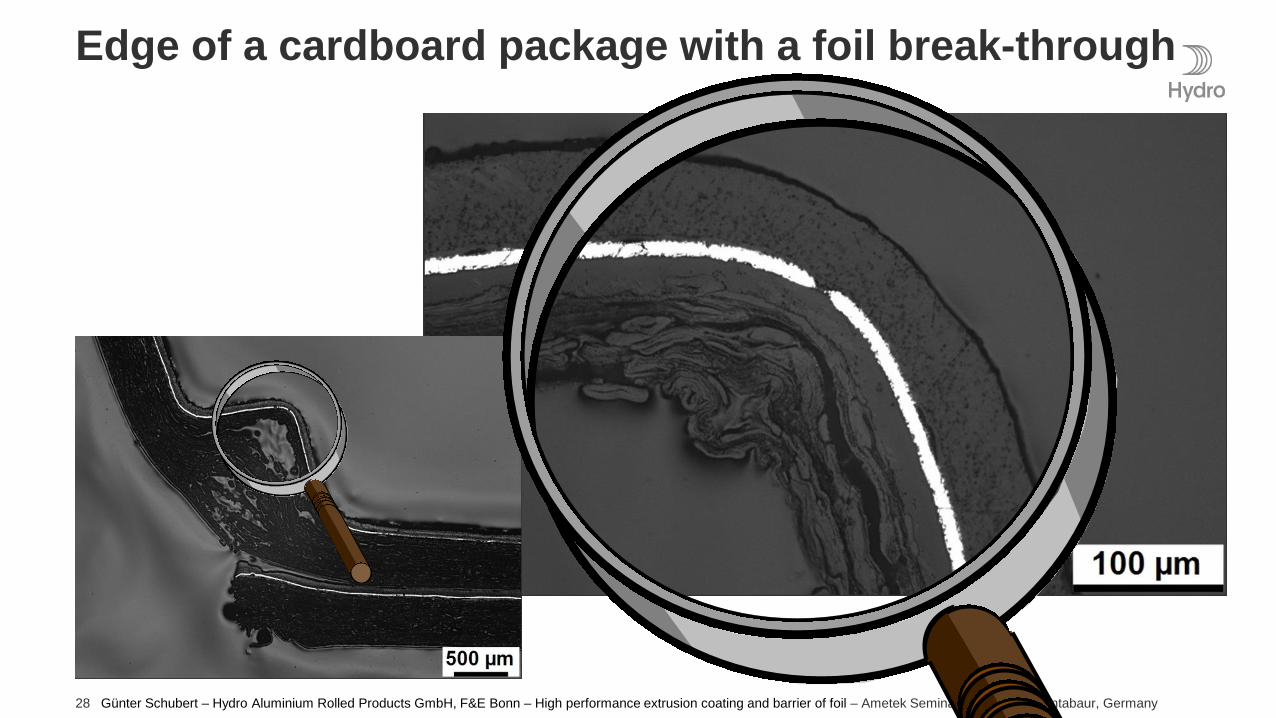
M1 M2 M3
Edge of a cardboard package with a foil break-through
Position 6
Position 7
29 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
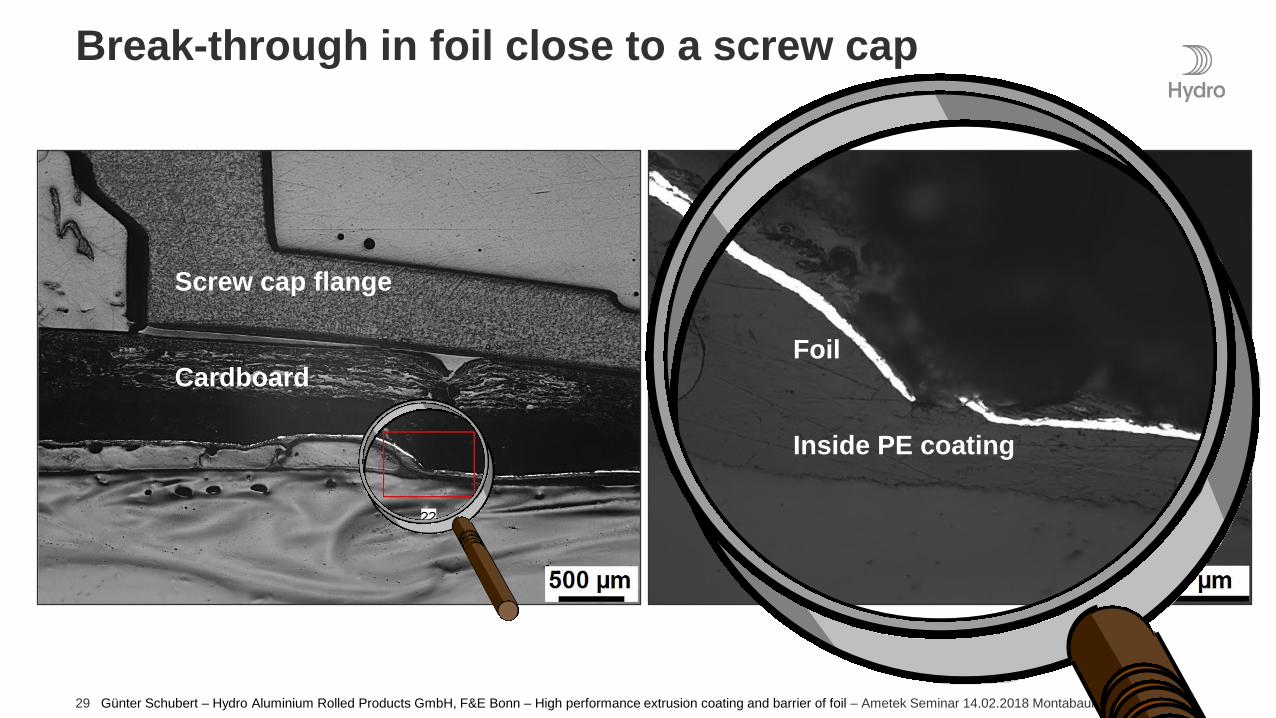
M1 M2 M3
Break-through in foil close to a screw cap
Position 6
Position 7Screw cap flange
CardboardFoil
Inside PE coating
30 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
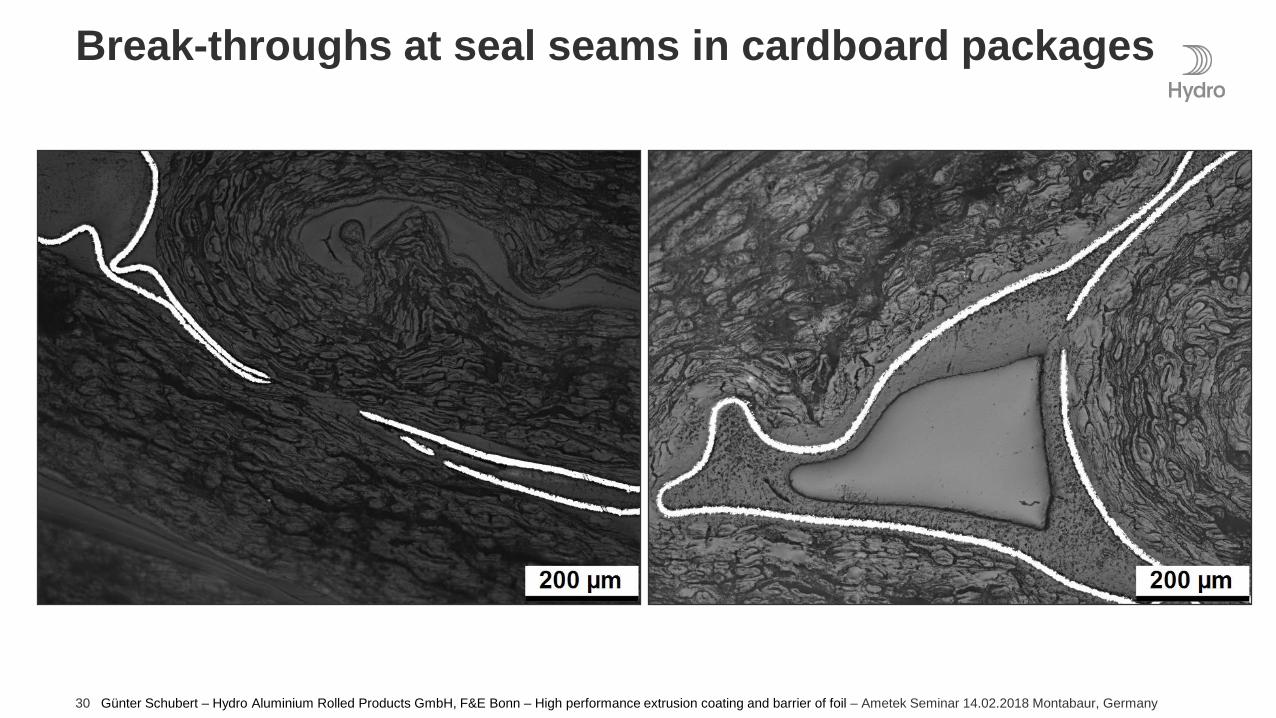
M1 M2 M3
Position 6
Position 7
Break-throughs at seal seams in cardboard packages
31 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Outline
Pinholes in thin aluminium foil
Barrier of laminates with pinholes in aluminium foil
Extrusion coating & laminating
Aluminium foil defects in packages
Possible coating & laminating deficiencies at high speed coating
Coating & laminating of cardboard carrying prepunched holes
Creasing lines of laminates
Consequences for the barrier of coinciding foil break-throughs
and coating & laminating defects
Summary
32 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
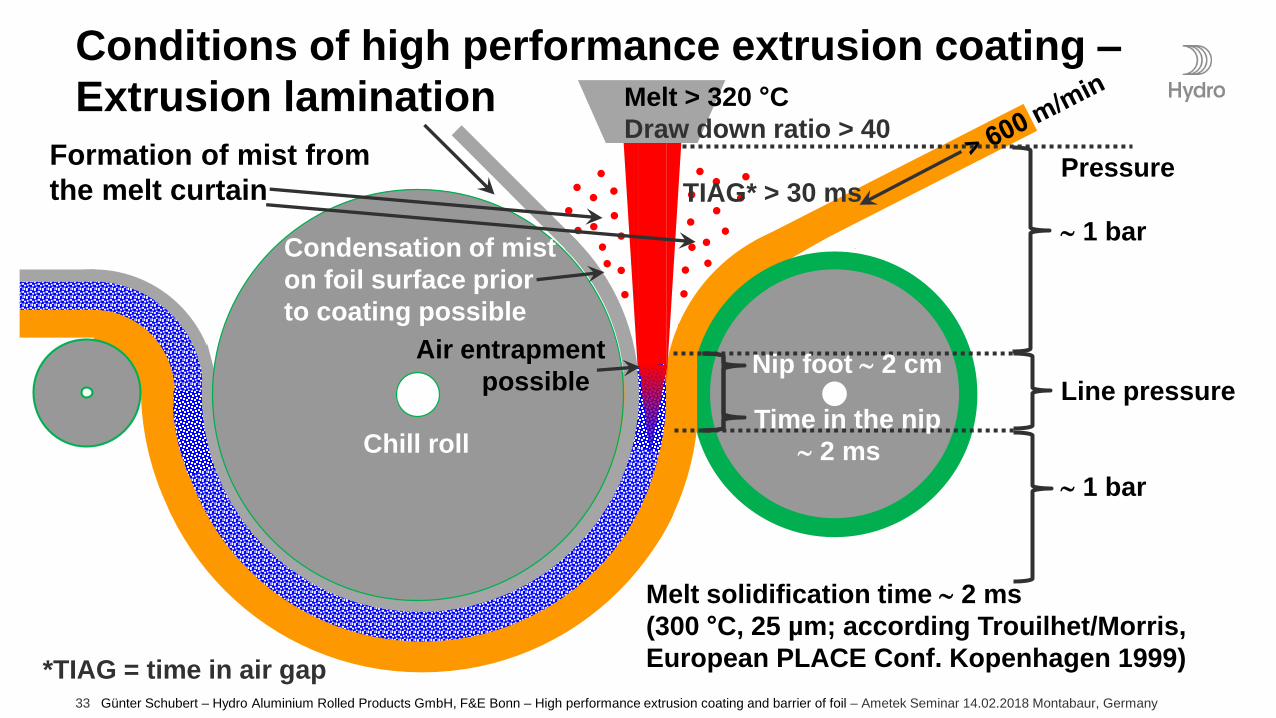
„The nip, i.e. the area formed by the contact between the pressure and
chill rolls, constitutes the heart of the extrusion coating process.
Indeed, in this region, some of the most critical properties, such as
adhesion, barrier properties, optical properties, are achieved or lost.“
C. Sollogoub, J.F. Agassant et al.: Thermomechanical Analysis and Modeling of the
Extrusion Coating Process; Polymer Engineering and Science 2008, 1634-1648
What happens in the nip?
33 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
6
Steel
Chill-roll
Start of the
solidification
Solidificatio
n finished?Chill roll
Pressure
1 bar
Line pressure
1 bar
Nip foot 2 cm
Time in the nip
2 ms
Formation of mist from
the melt curtain
Air entrapment
possible
Conditions of high performance extrusion coating –
Extrusion lamination
Melt solidification time 2 ms
(300 °C, 25 µm; according Trouilhet/Morris,
European PLACE Conf. Kopenhagen 1999)
Melt > 320 °C
Draw down ratio > 40
TIAG* > 30 ms
*TIAG = time in air gap
Condensation of mist
on foil surface prior
to coating possible
34 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
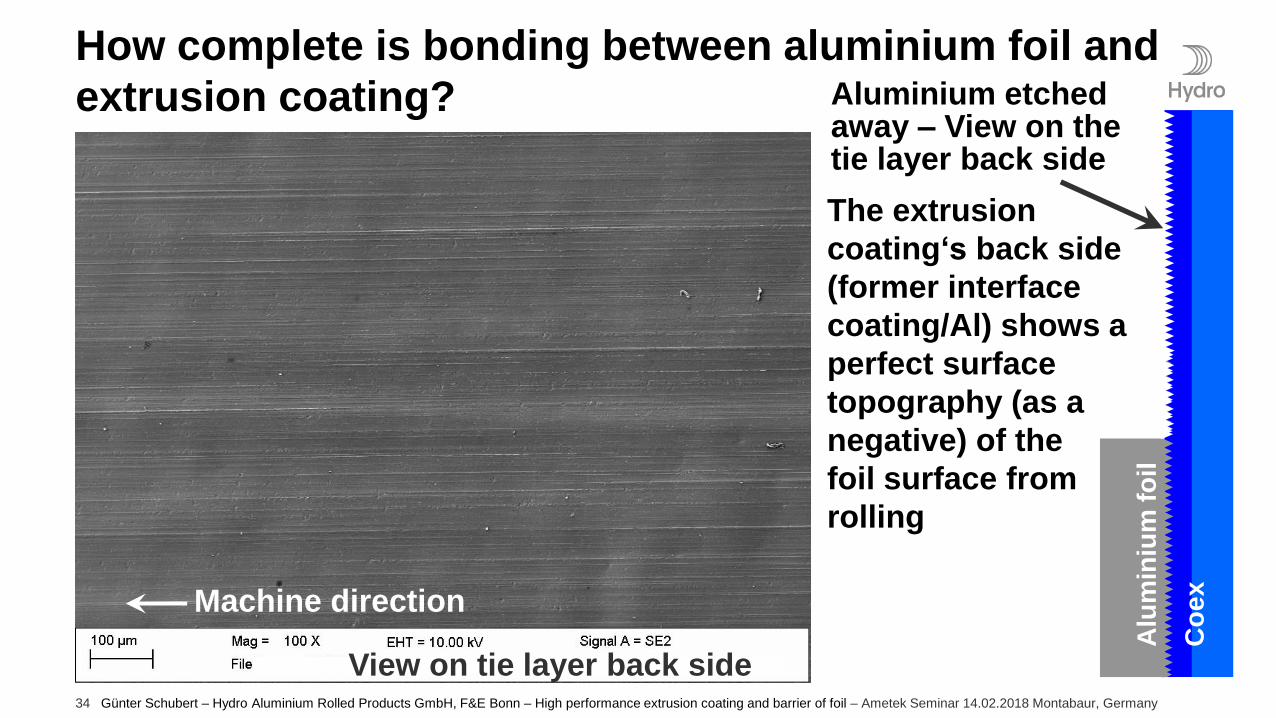
How complete is bonding between aluminium foil and
extrusion coating?
Machine direction
Aluminium etchedaway – View on thetie layer back side
Alu
min
ium
fo
il
Co
ex
View on tie layer back side
The extrusion
coating‘s back side
(former interface
coating/Al) shows a
perfect surface
topography (as a
negative) of the
foil surface from
rolling
35 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
2008_010635
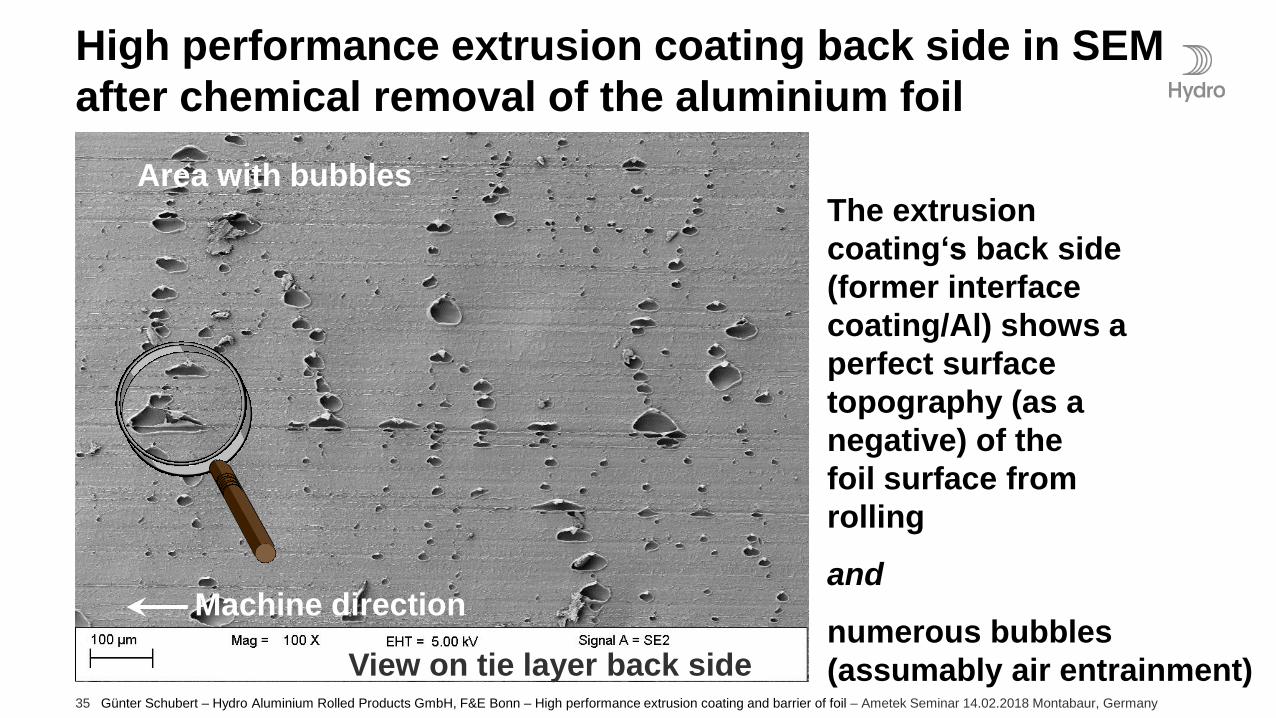
High performance extrusion coating back side in SEM
after chemical removal of the aluminium foil
Area with bubbles
View on tie layer back side
Machine direction
The extrusion
coating‘s back side
(former interface
coating/Al) shows a
perfect surface
topography (as a
negative) of the
foil surface from
rolling
and
numerous bubbles
(assumably air entrainment)
36 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
2008_010636
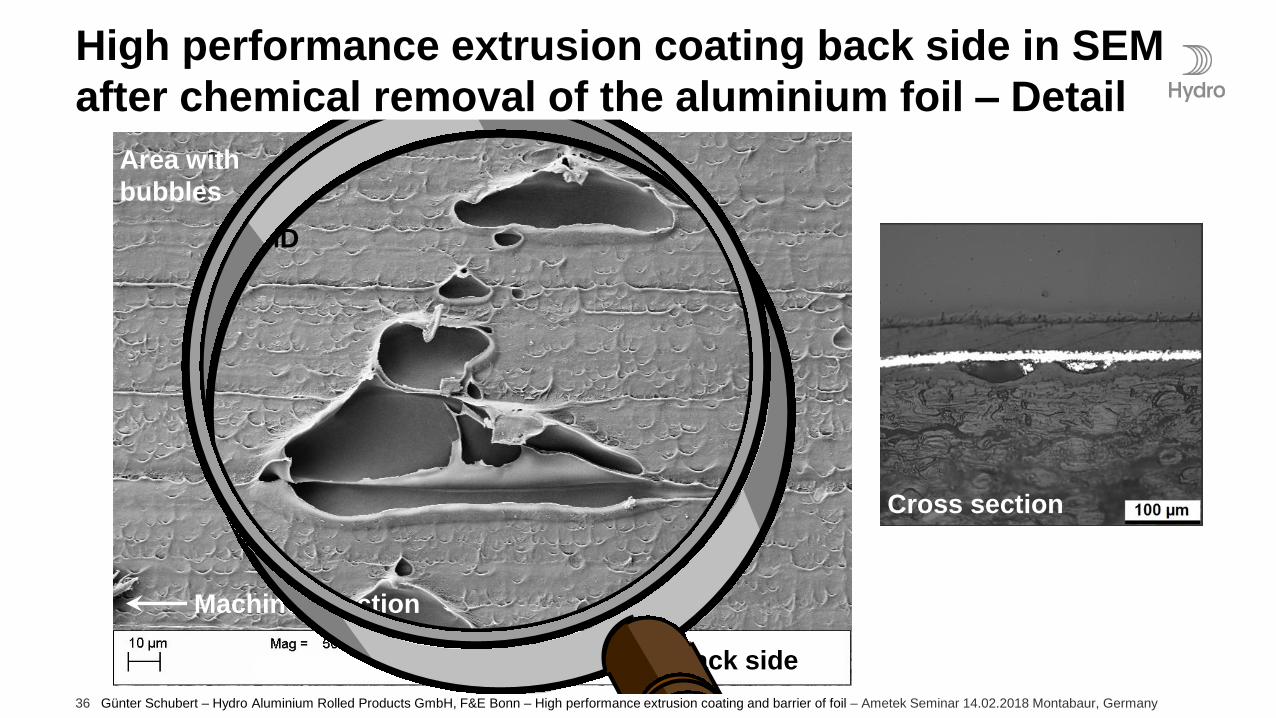
MD
Area with
bubbles
View on the tie layer back side
Machine direction
High performance extrusion coating back side in SEM
after chemical removal of the aluminium foil – Detail
Cross section
37 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
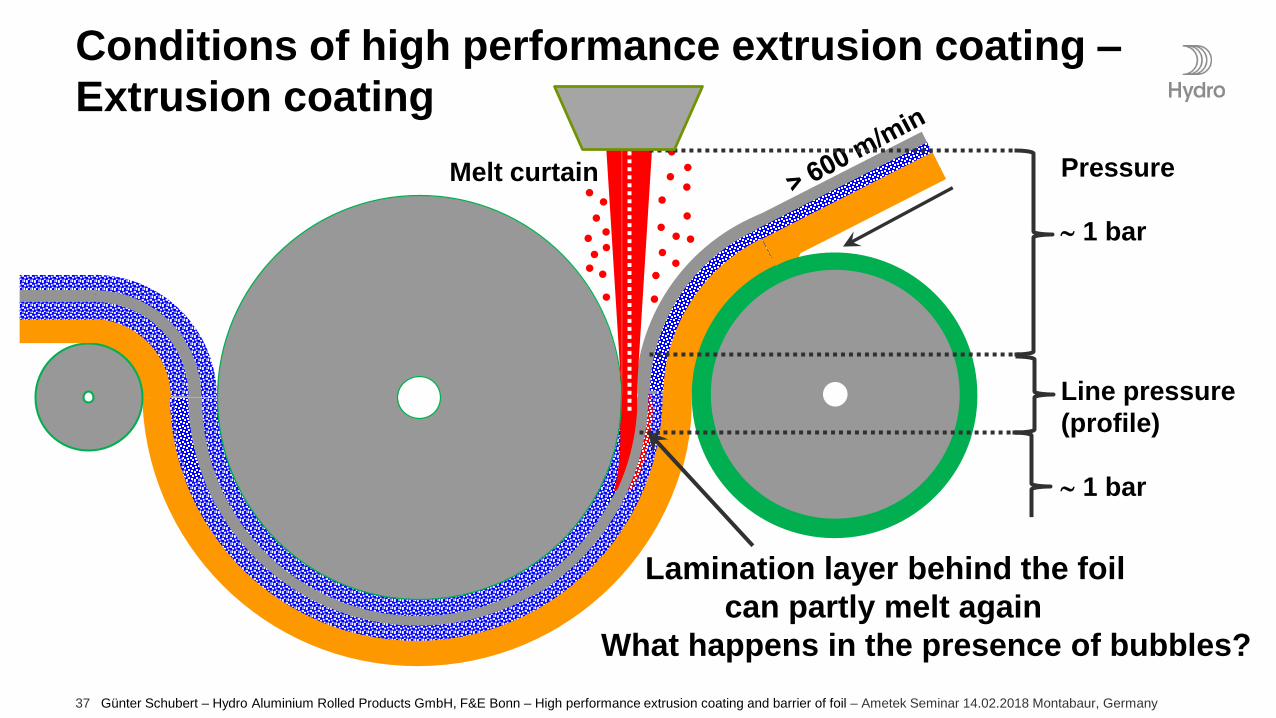
6
Steel
Chill-roll
Start of the
solidification
Solidificatio
n finished?Chill roll
Foil surface
temperature 20 °CNip foot 2 cm
Time in the nip
2 ms
Conditions of high performance extrusion coating –
Extrusion coating
Melt curtain
Lamination layer behind the foil
can partly melt again
What happens in the presence of bubbles?
Pressure
1 bar
Line pressure
(profile)
1 bar
38 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
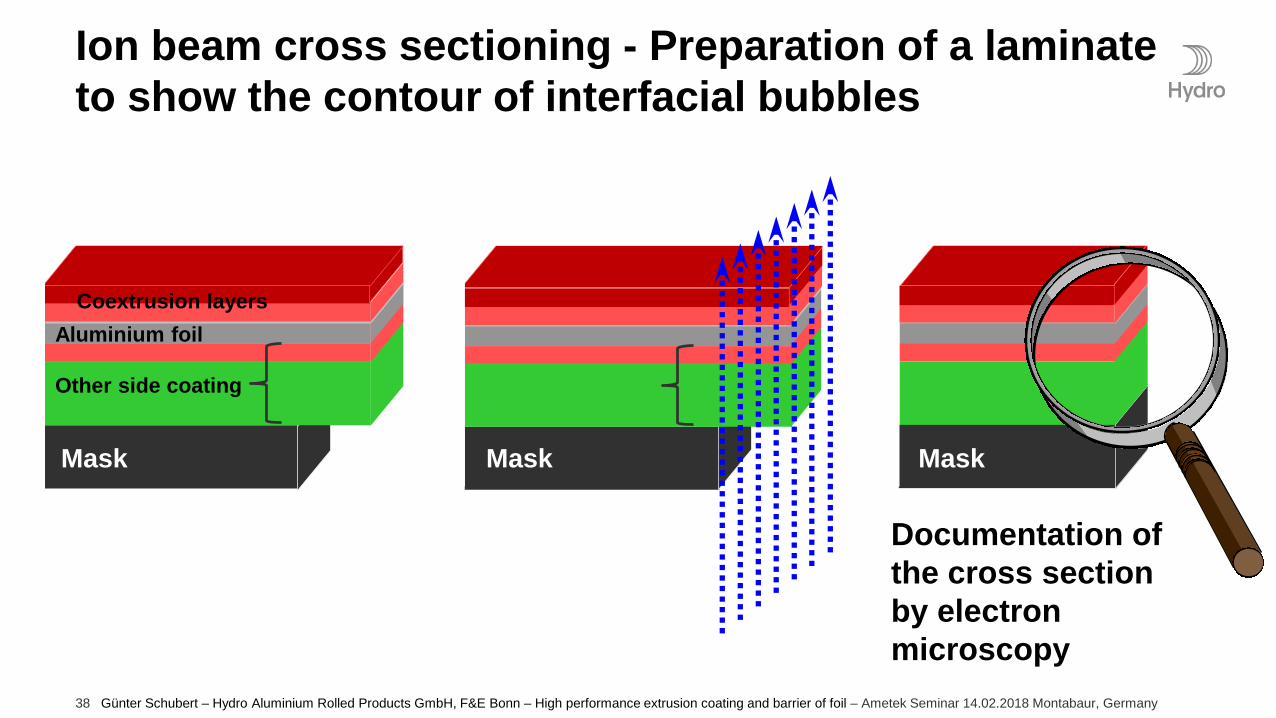
Aluminium foil
Other side coating
Coextrusion layers
Mask Mask Mask
Ion beam cross sectioning - Preparation of a laminate
to show the contour of interfacial bubbles
Documentation of
the cross section
by electron
microscopy
39 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
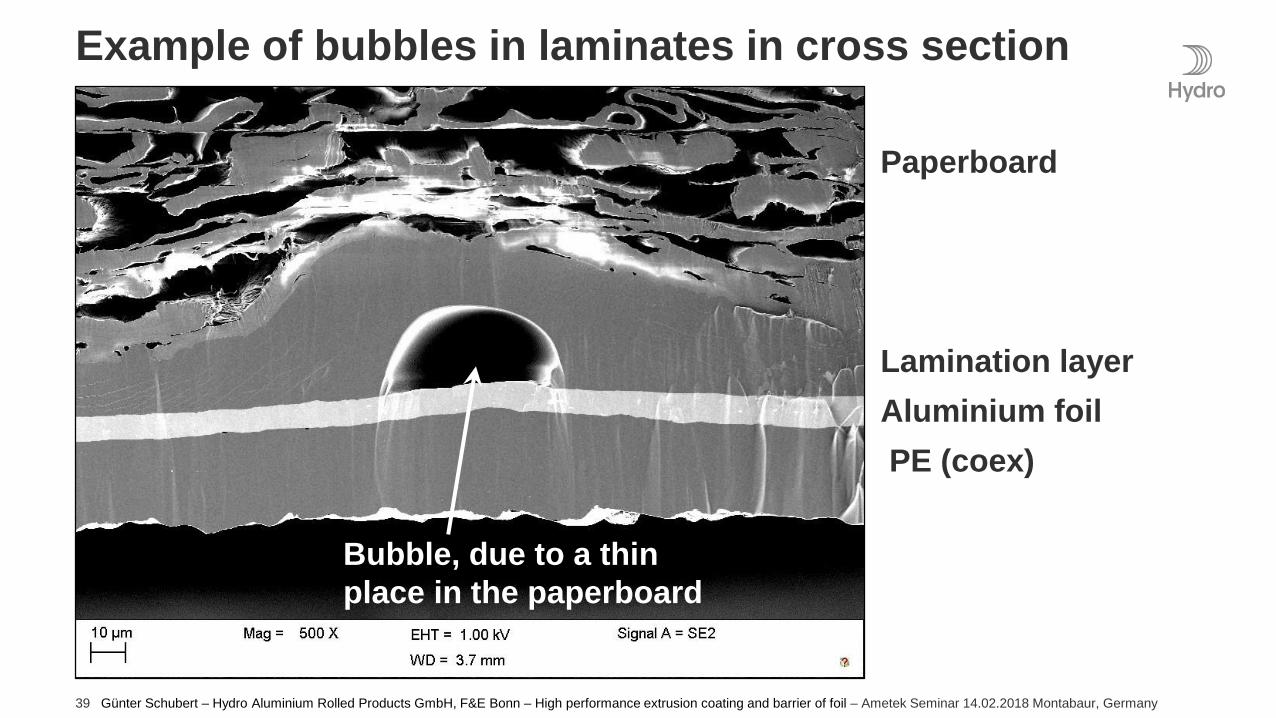
Example of bubbles in laminates in cross section
Paperboard
Lamination layer
Aluminium foil
PE (coex)
Bubble, due to a thin
place in the paperboard
40 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
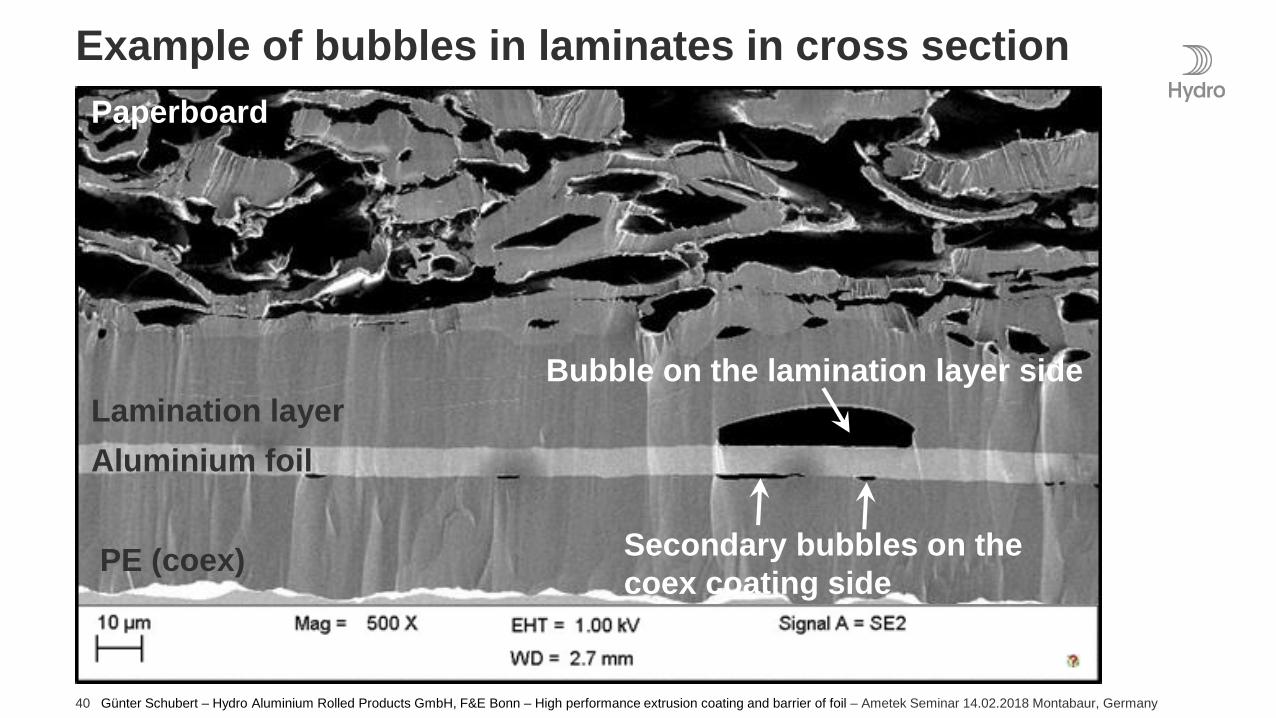
Example of bubbles in laminates in cross section
Paperboard
Lamination layer
Aluminium foil
PE (coex)
Bubble on the lamination layer side
Secondary bubbles on the
coex coating side
41 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
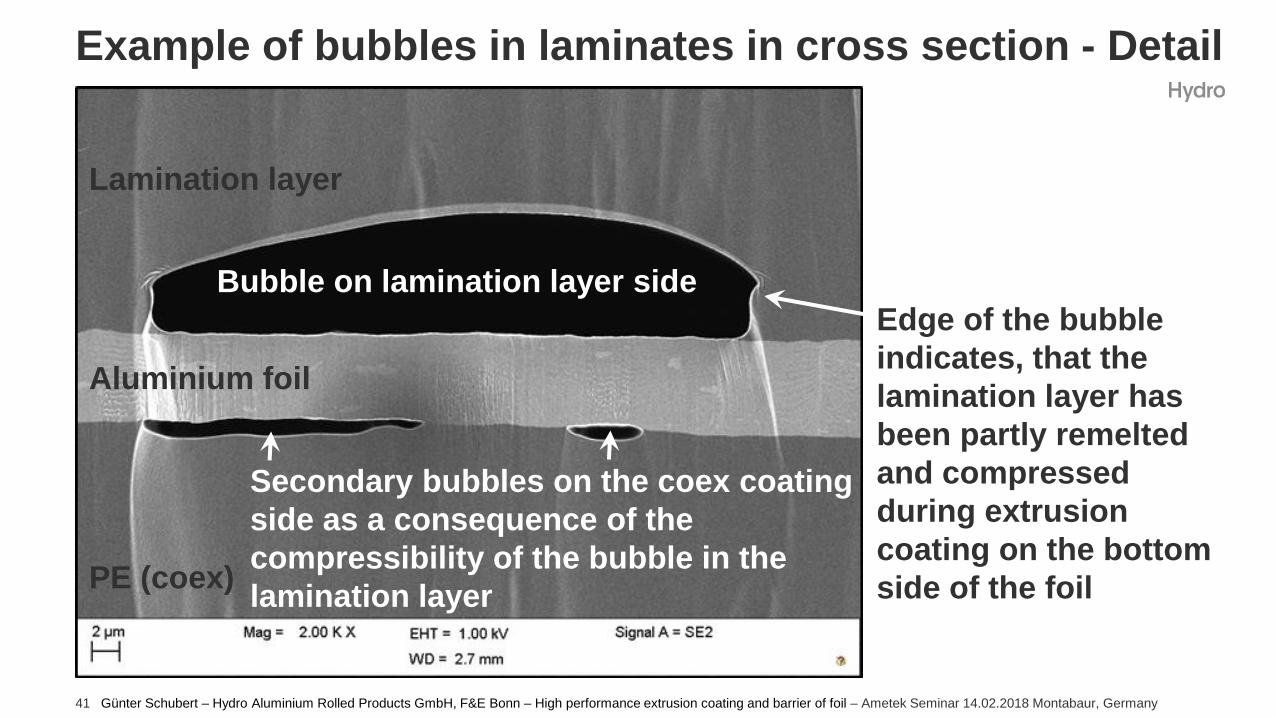
Example of bubbles in laminates in cross section - Detail
Al
PE
PE
PE
Bubble on lamination layer side
Secondary bubbles on the coex coating
side as a consequence of the
compressibility of the bubble in the
lamination layer
Lamination layer
Aluminium foil
PE (coex)
Edge of the bubble
indicates, that the
lamination layer has
been partly remelted
and compressed
during extrusion
coating on the bottom
side of the foil
42 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Outline
Pinholes in thin aluminium foil
Barrier of laminates with pinholes in aluminium foil
Extrusion coating & laminating
Aluminium foil defects in packages
Possible coating & laminating deficiencies at high speed coating
Coating & laminating of cardboard carrying prepunched holes
Creasing lines of laminates
Consequences for the barrier of coinciding foil break-throughs
and coating & laminating defects
Summary
43 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
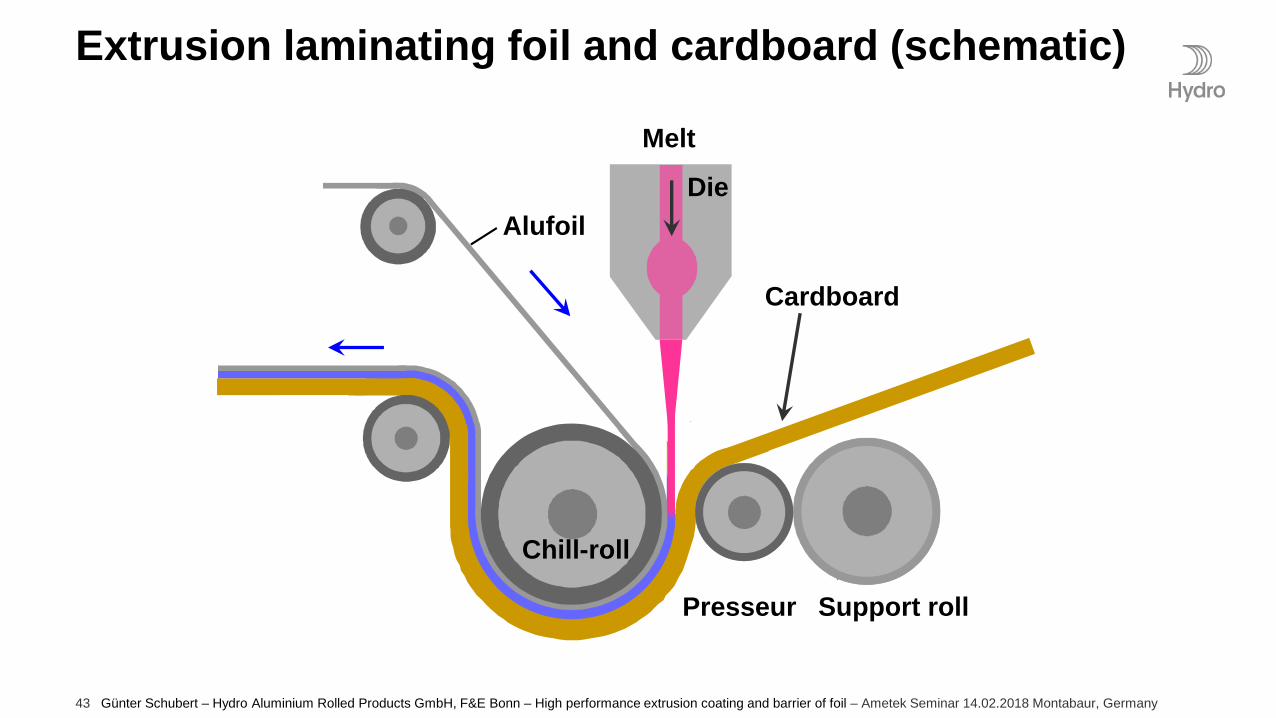
Melt
Die
Alufoil
Extrusion laminating foil and cardboard (schematic)
Chill-roll
Presseur Support roll
Cardboard
44 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
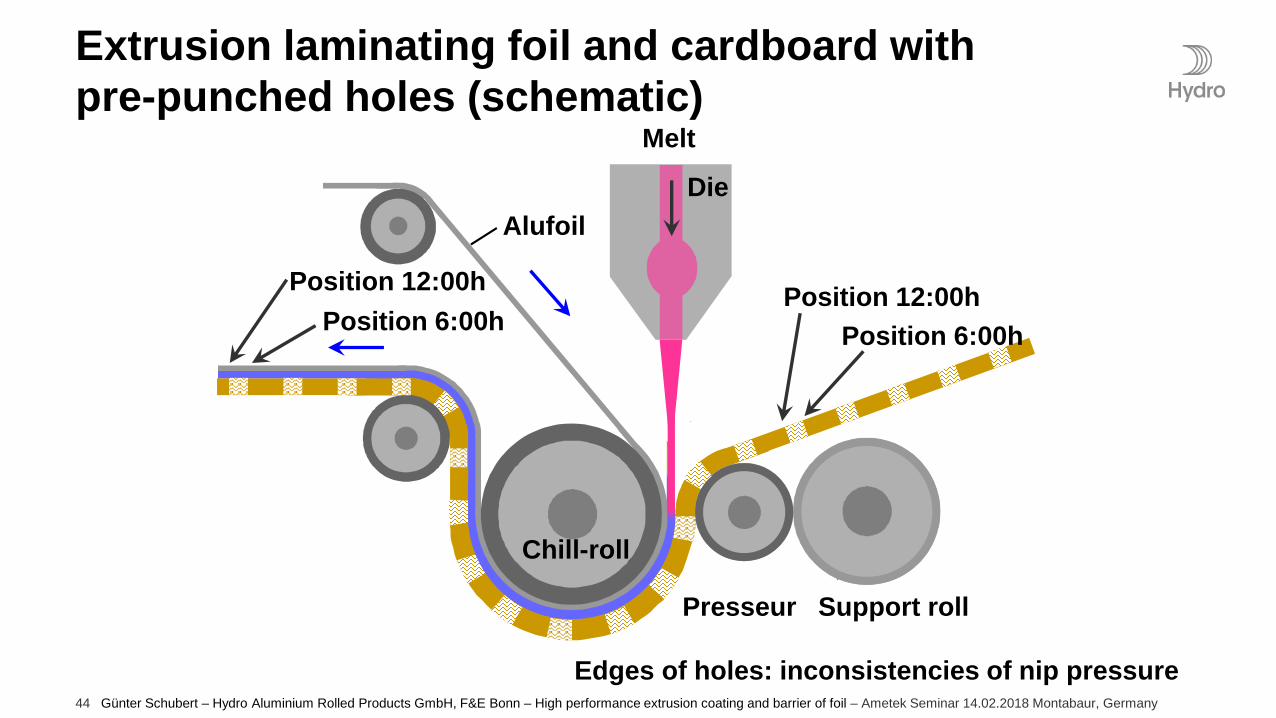
Extrusion laminating foil and cardboard with
pre-punched holes (schematic)
Die
Chill-roll
Presseur Support roll
Position 12:00h
Position 6:00h
Position 12:00h
Position 6:00h
Alufoil
Edges of holes: inconsistencies of nip pressure
Melt
45 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
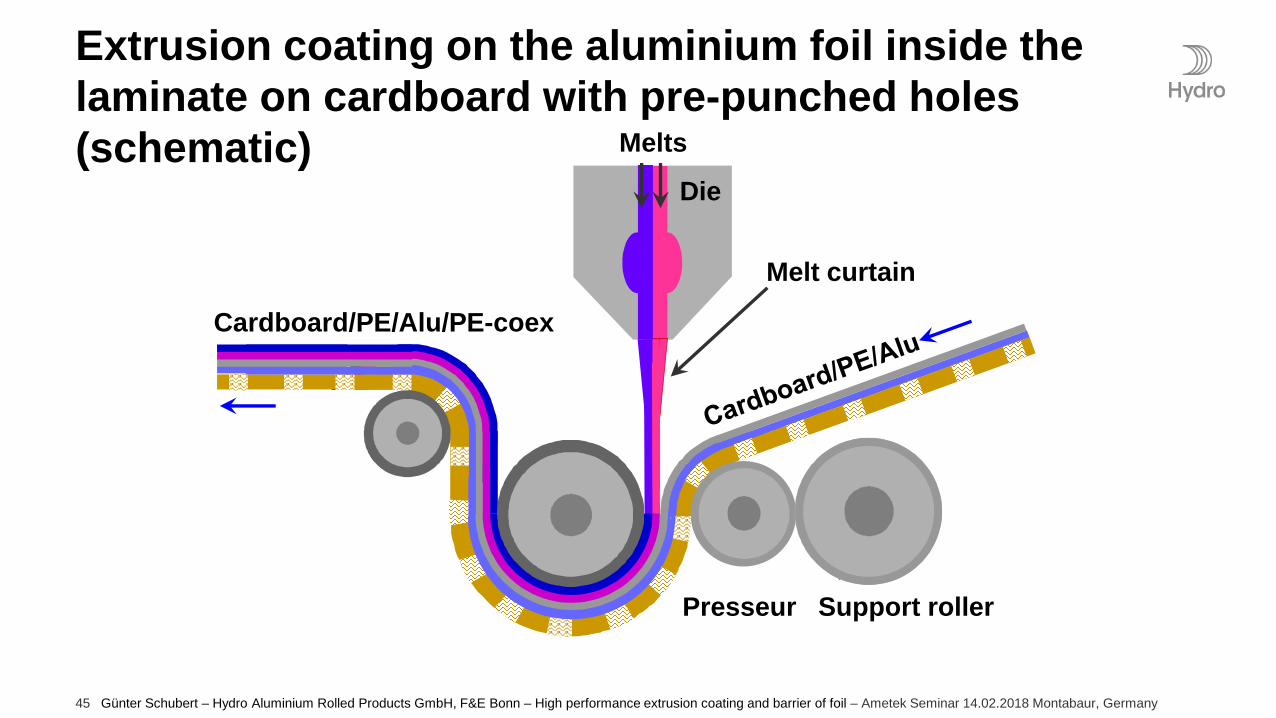
Extrusion coating on the aluminium foil inside the
laminate on cardboard with pre-punched holes
(schematic)
Chill roll
Presseur Support roller
Die
Melt curtain
Cardboard/PE/Alu/PE-coex
Melts
46 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
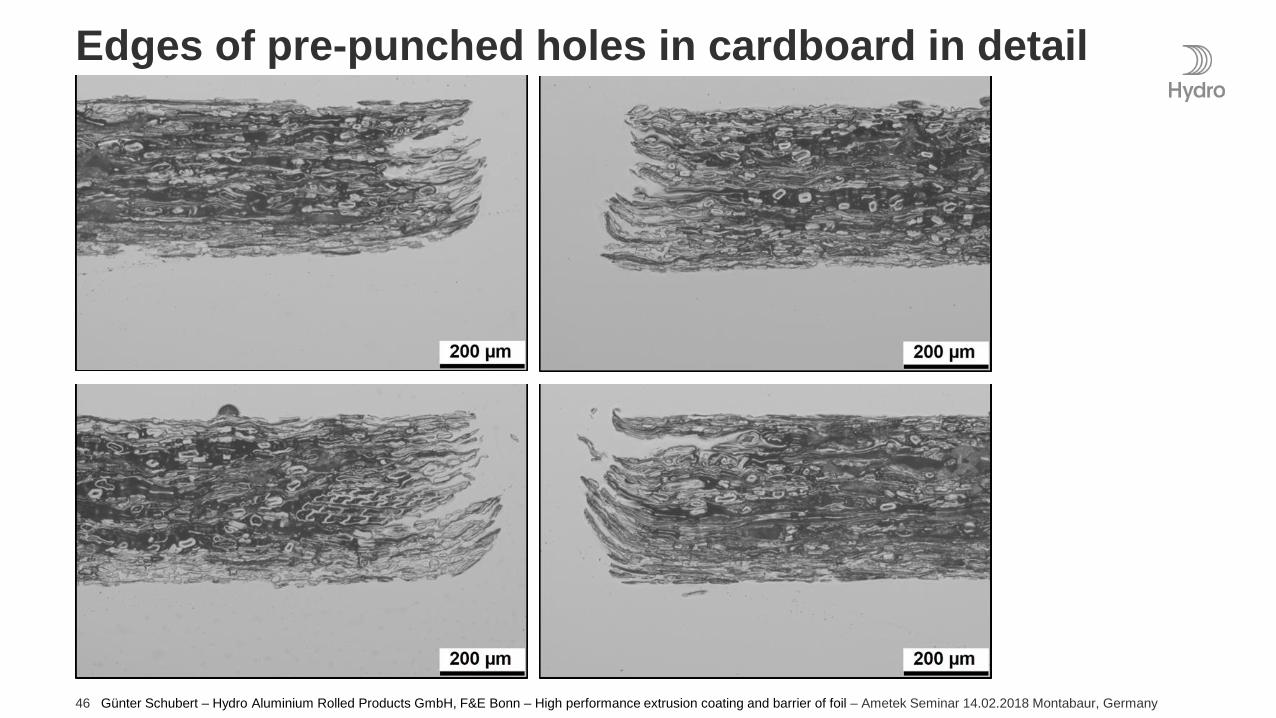
12:00h 3:00h
6:00h 9:00h
Edges of pre-punched holes in cardboard in detail
47 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
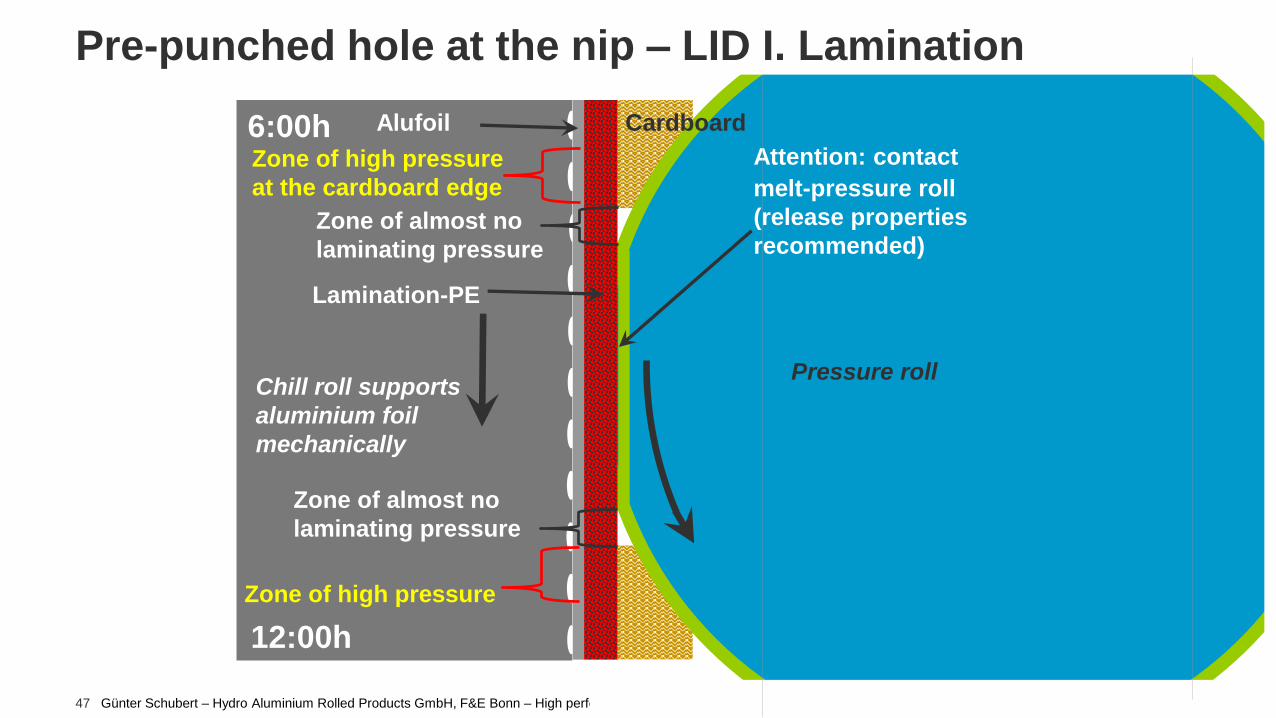
Zone of almost no
laminating pressure
Alufoil
Lamination-PE
Cardboard
Chill roll supports
aluminium foil
mechanically
Pressure roll
Attention: contact
melt-pressure roll
(release properties
recommended)
Pre-punched hole at the nip – LID I. Lamination
Zone of almost no
laminating pressure
Zone of high pressure
at the cardboard edge
Zone of high pressure
6:00h
12:00h
48 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
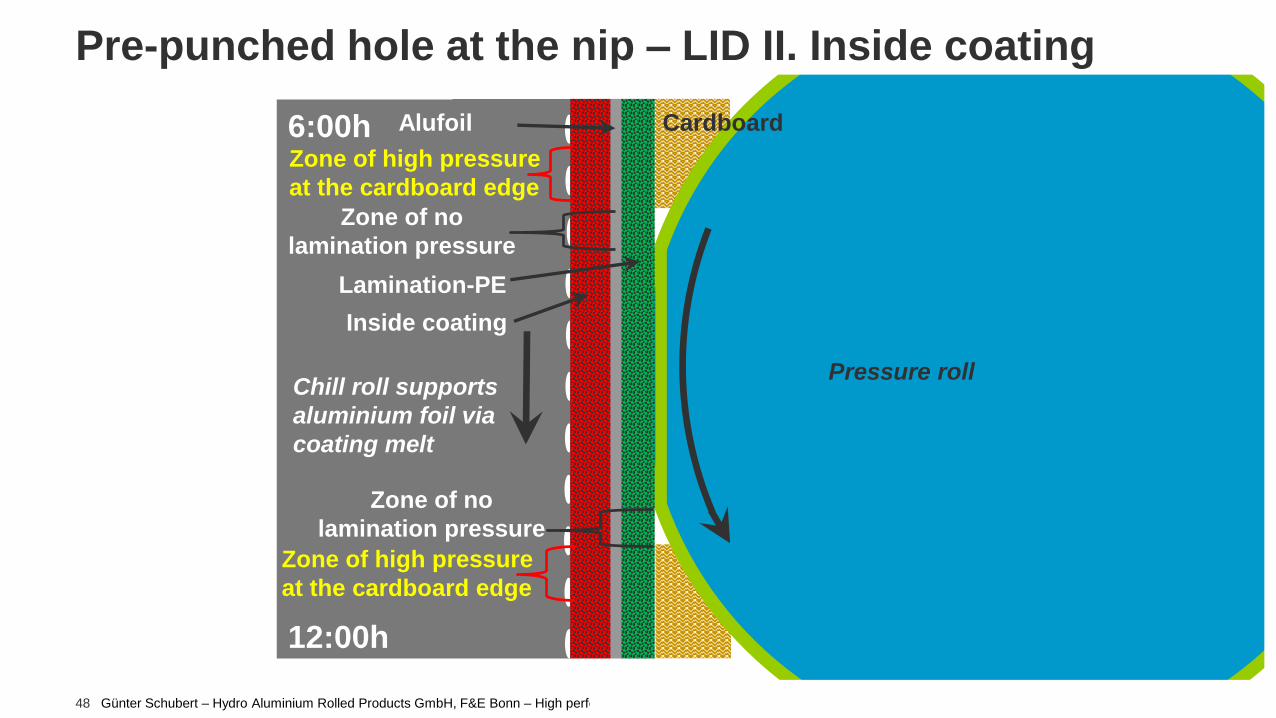
Alufoil Cardboard
Lamination-PE
Pressure roll
Zone of no
lamination pressure
Inside coating
Zone of high pressure
at the cardboard edge
Zone of high pressure
at the cardboard edge
Chill roll supports
aluminium foil via
coating melt
6:00h
12:00h
Pre-punched hole at the nip – LID II. Inside coating
Zone of no
lamination pressure
49 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
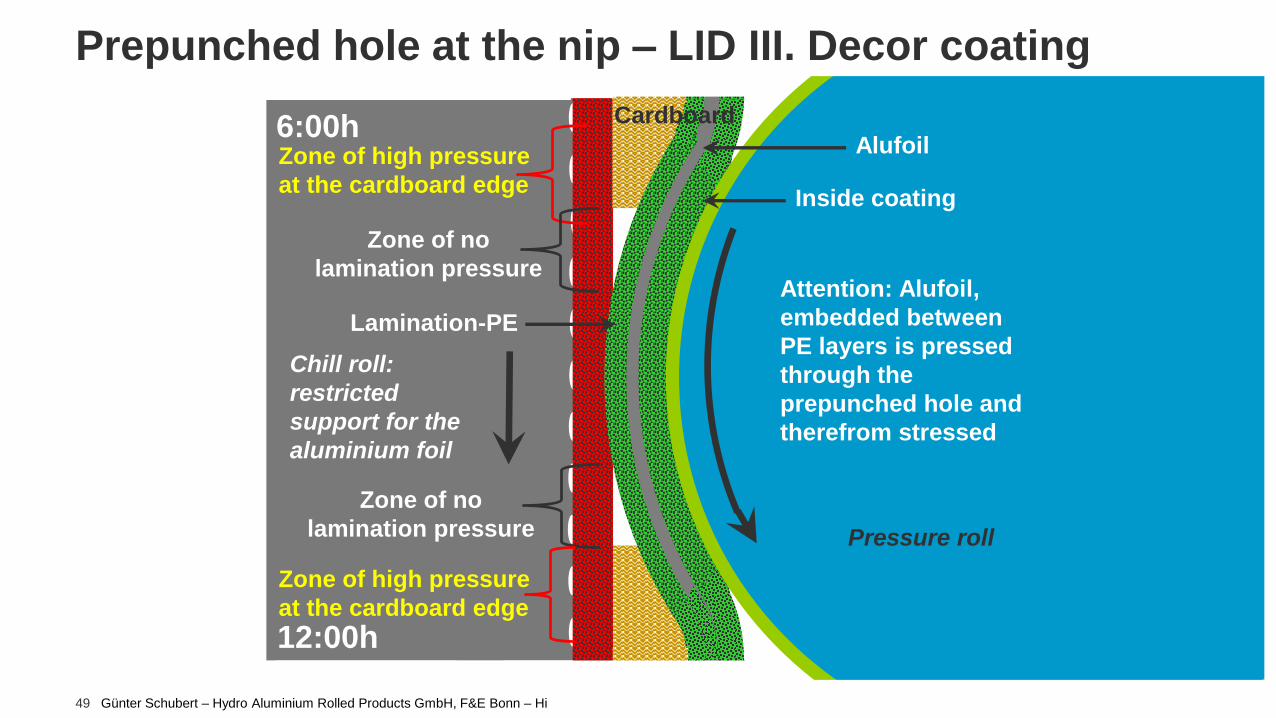
Karton
Presseurwalze
Stanzlochkante
2016-1134 Presseurkontakt am Stanzlochauslauf -Schematisch
6:00hAlufoil
Lamination-PE
Inside coating
Pressure roll
Attention: Alufoil,
embedded between
PE layers is pressed
through the
prepunched hole and
therefrom stressed
Chill roll:
restricted
support for the
aluminium foil
12:00h
Zone of high pressure
at the cardboard edge
Zone of high pressure
at the cardboard edge
Zone of no
lamination pressure
Zone of no
lamination pressure
Cardboard
Prepunched hole at the nip – LID III. Decor coating
50 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
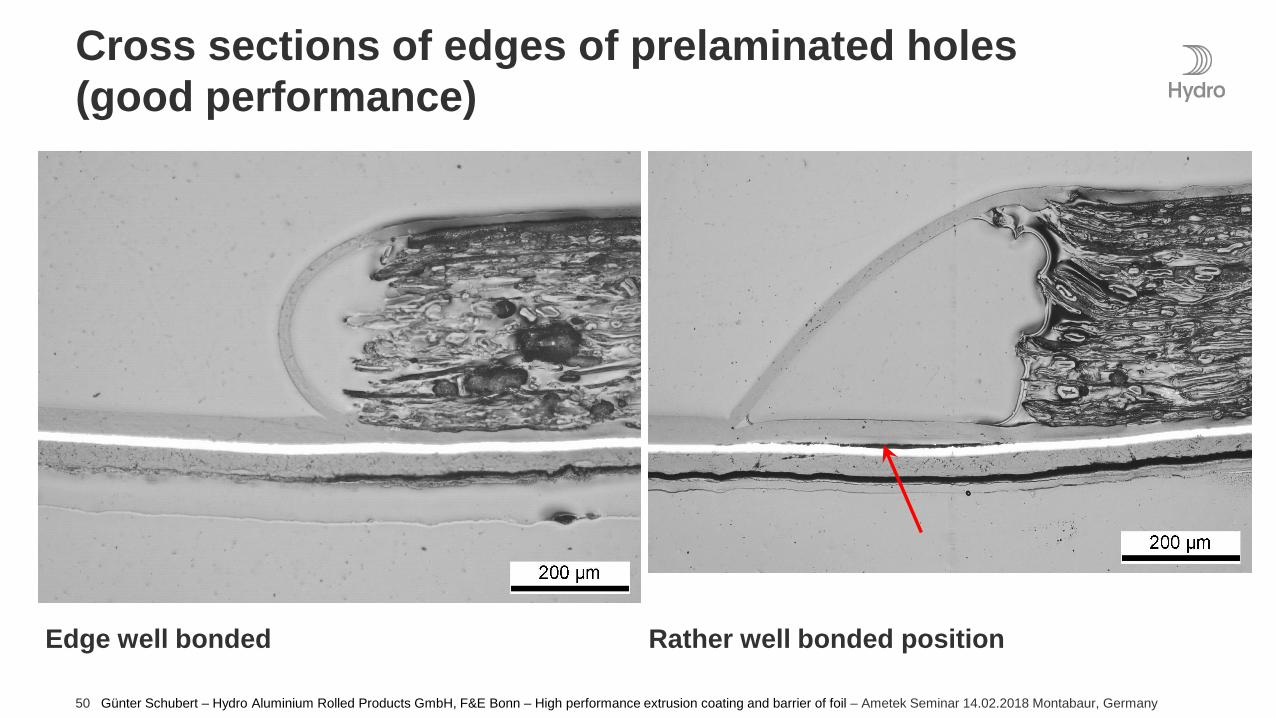
Cross sections of edges of prelaminated holes
(good performance)
M6 Nutzen 1 12:00h M6 Nutzen 3 12:00h
Edge well bonded Rather well bonded position
51 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
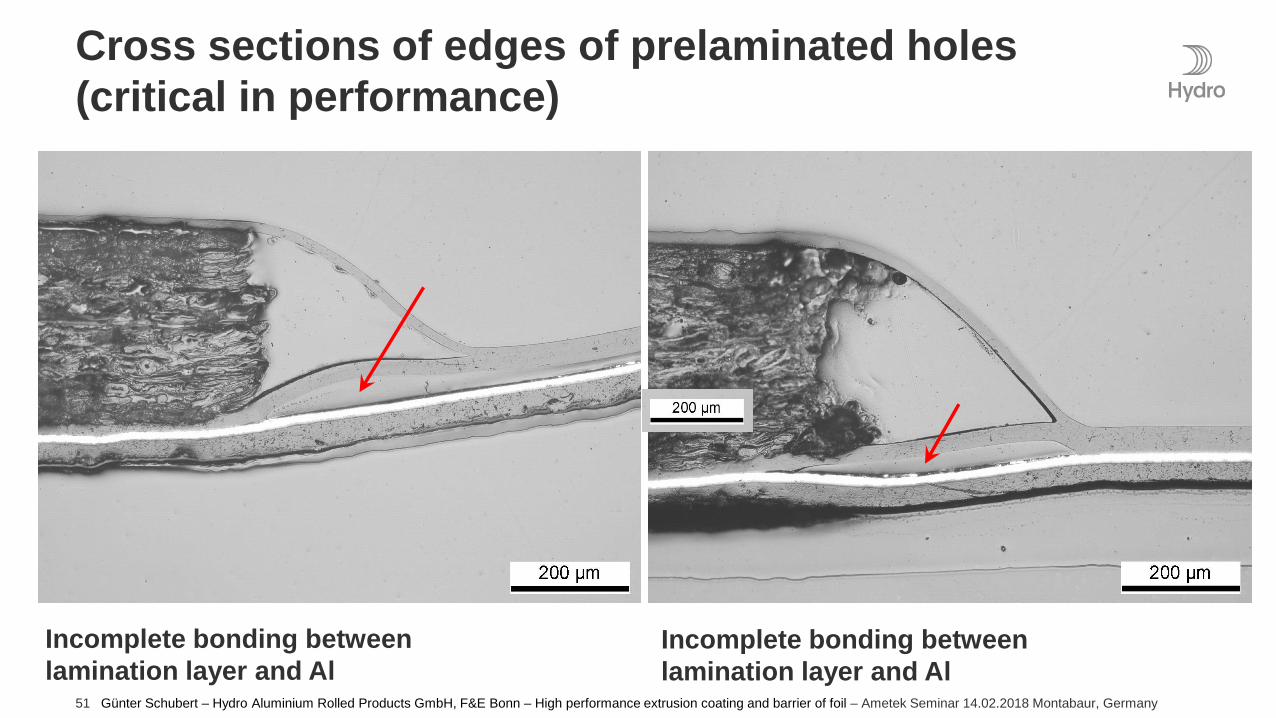
Cross sections of edges of prelaminated holes
(critical in performance)
M6 Nutzen 1 12:00h M6 Nutzen 3 12:00h
Incomplete bonding between
lamination layer and Al
Incomplete bonding between
lamination layer and Al
52 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
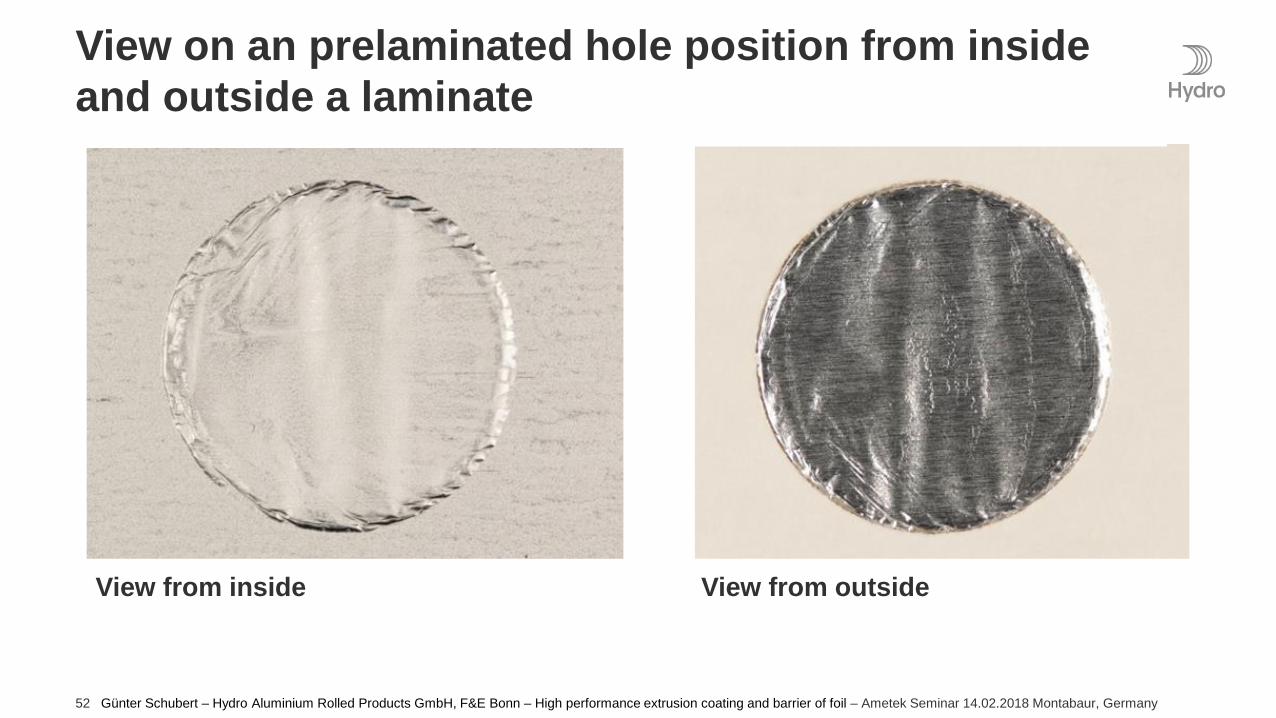
View from inside View from outside
View on an prelaminated hole position from inside
and outside a laminate
53 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
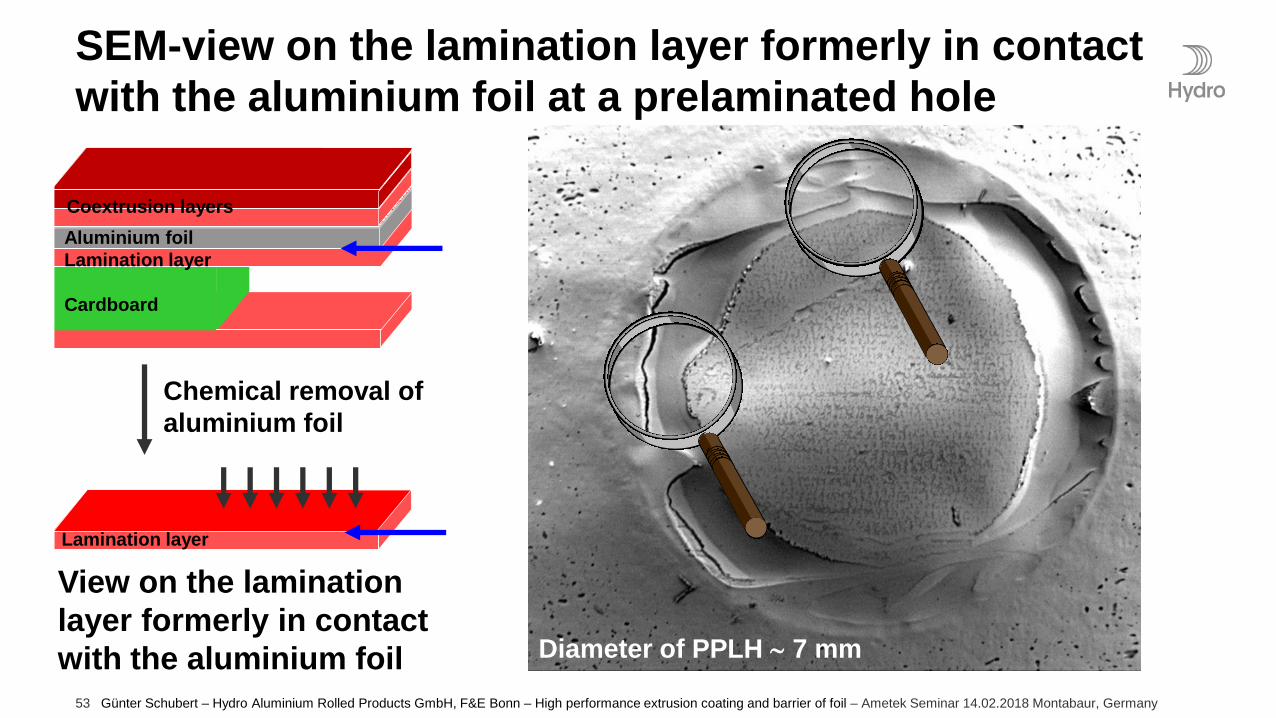
Lamination layer
Aluminium foil
Lamination layer
Cardboard
Coextrusion layers
Chemical removal of
aluminium foil
View on the lamination
layer formerly in contact
with the aluminium foil
SEM-view on the lamination layer formerly in contact
with the aluminium foil at a prelaminated hole
Diameter of PPLH 7 mm
54 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
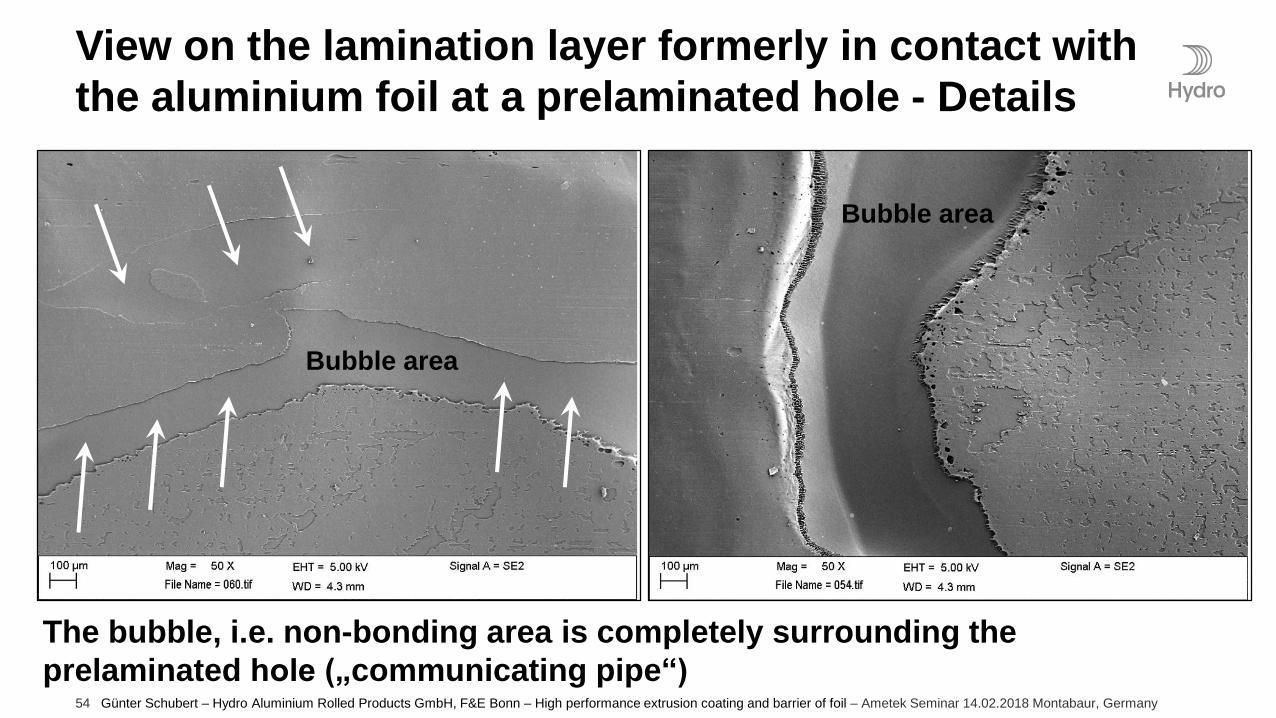
View on the lamination layer formerly in contact with
the aluminium foil at a prelaminated hole - Details
The bubble, i.e. non-bonding area is completely surrounding the
prelaminated hole („communicating pipe“)
Bubble area
Bubble area
55 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
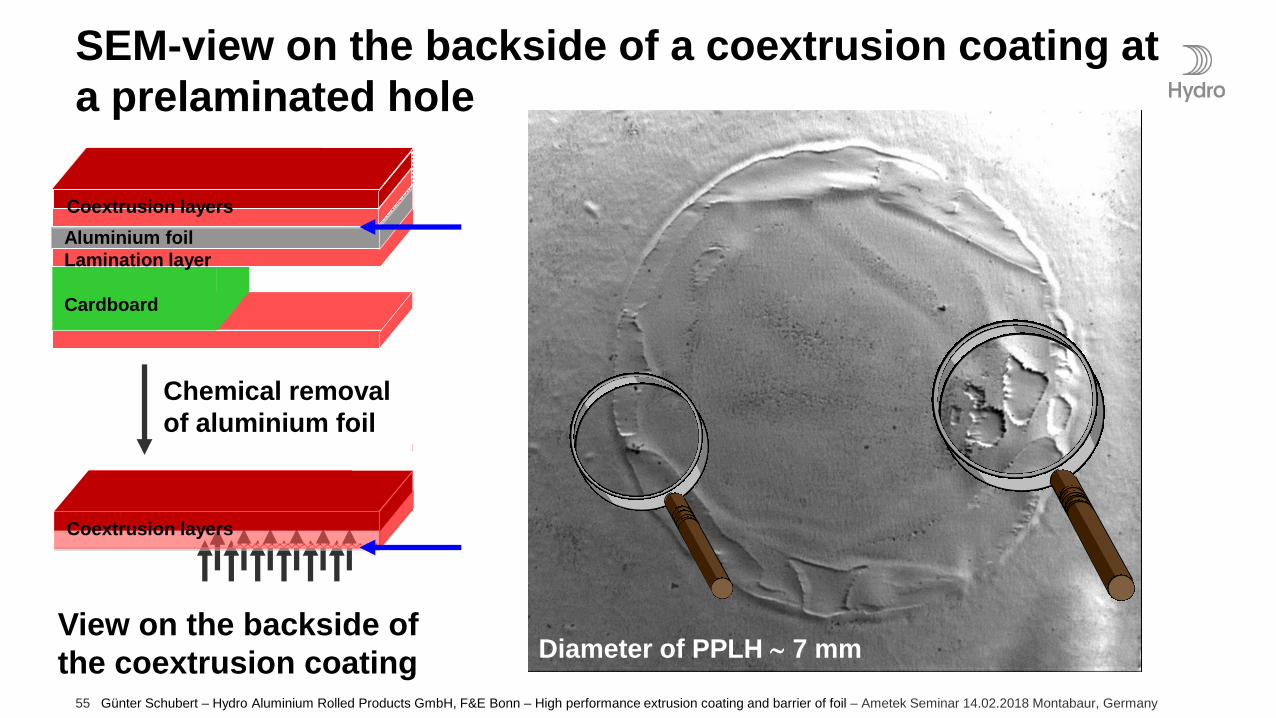
Coextrusion layers
View on the backside of
the coextrusion coating
Chemical removal
of aluminium foil
Aluminium foil
Lamination layer
Cardboard
Coextrusion layers
Diameter of PPLH 7 mm
SEM-view on the backside of a coextrusion coating at
a prelaminated hole
56 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
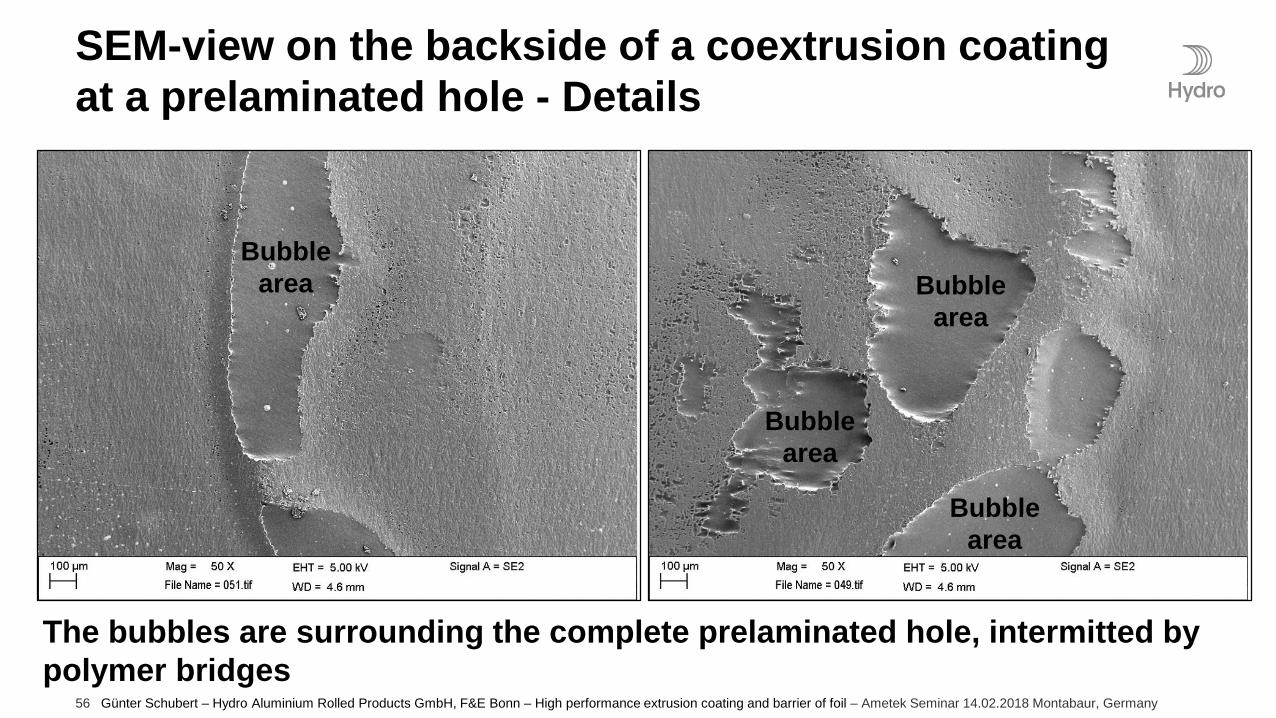
SEM-view on the backside of a coextrusion coating
at a prelaminated hole - Details
The bubbles are surrounding the complete prelaminated hole, intermitted by
polymer bridges
Bubble
area
Bubble
area
Bubble
area
Bubble
area
57 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
3:00h9:00h
6:00h
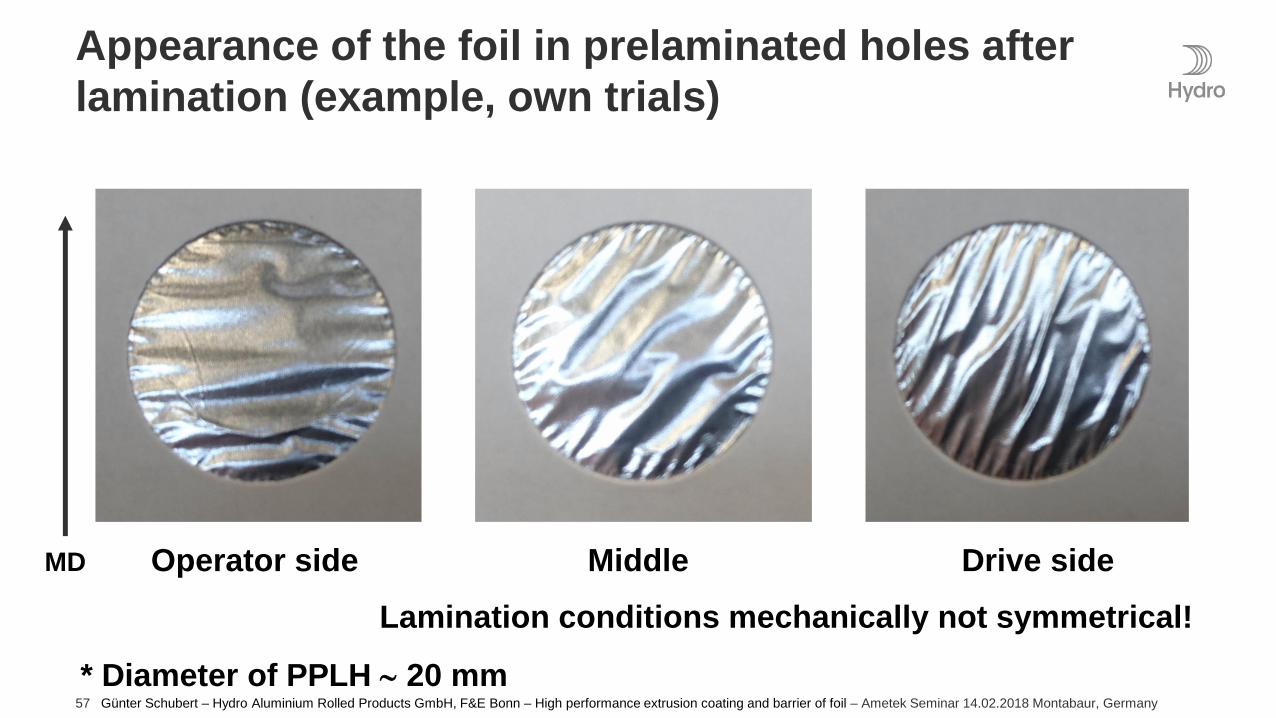
Operator side Middle Drive side
* Diameter of PPLH 20 mm
MD
Appearance of the foil in prelaminated holes after
lamination (example, own trials)
Lamination conditions mechanically not symmetrical!
58 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
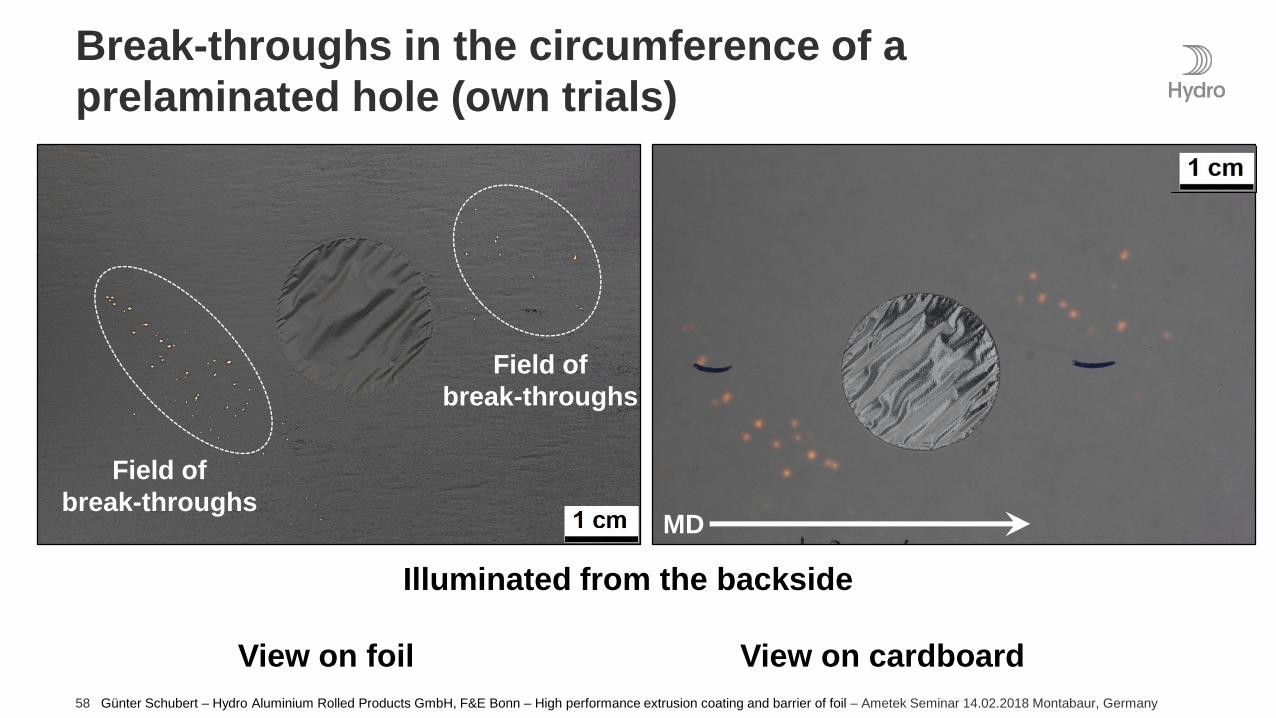
Break-throughs in the circumference of a
prelaminated hole (own trials)
Illuminated from the backside
View on foil View on cardboard
Field of
break-throughs
Field of
break-throughs
MD
59 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
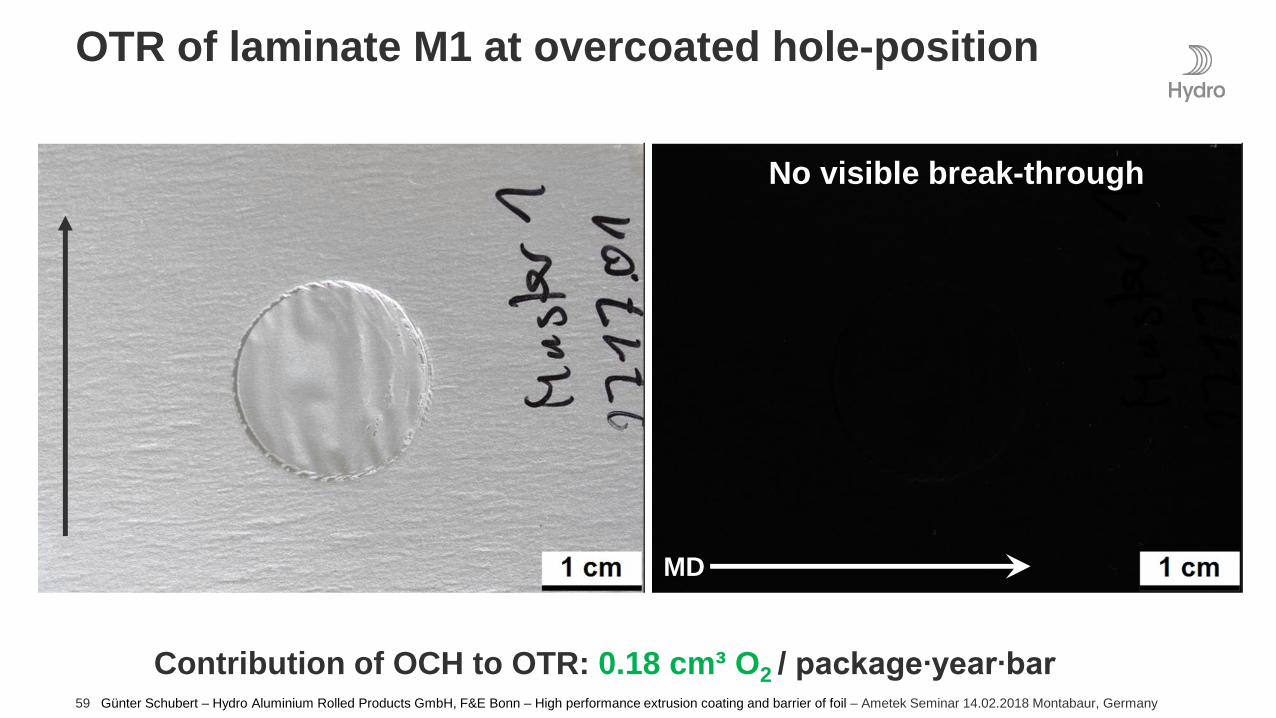
OTR of laminate M1 at overcoated hole-position
Contribution of OCH to OTR: 0.18 cm³ O2 / package∙year∙bar
No visible break-through
MD
60 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
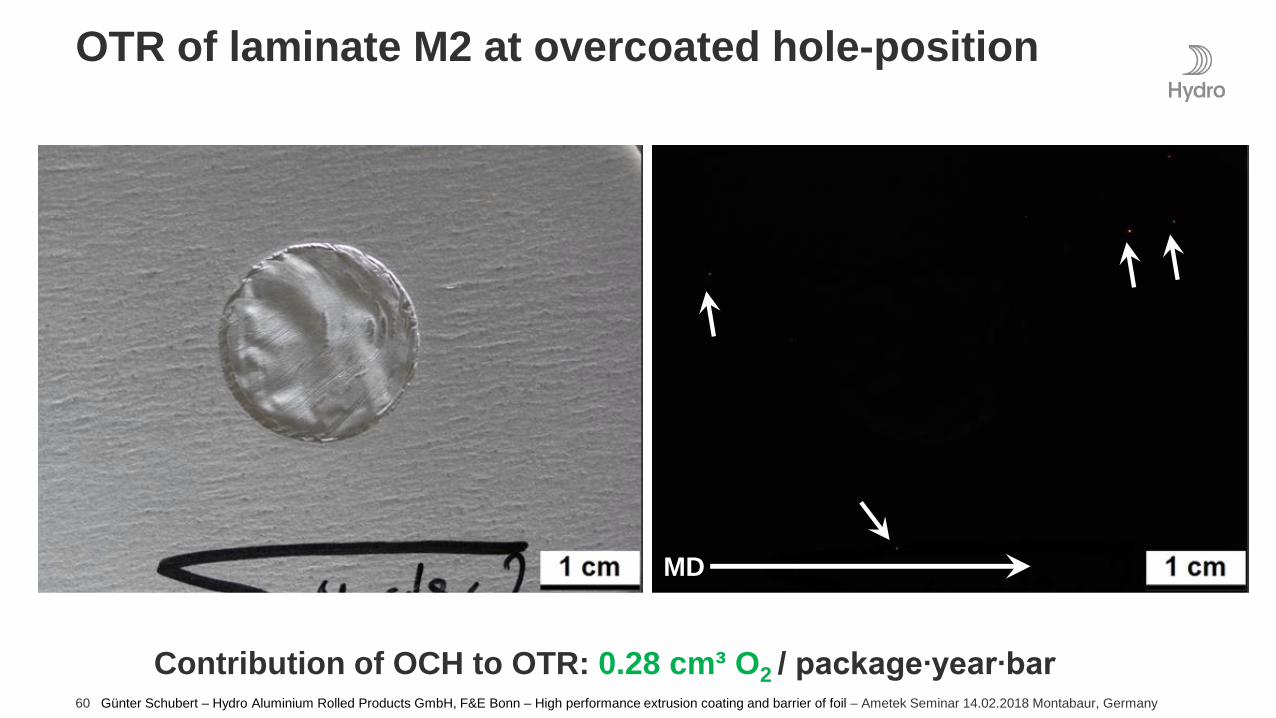
OTR of laminate M2 at overcoated hole-position
Contribution of OCH to OTR: 0.28 cm³ O2 / package∙year∙bar
MD
61 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
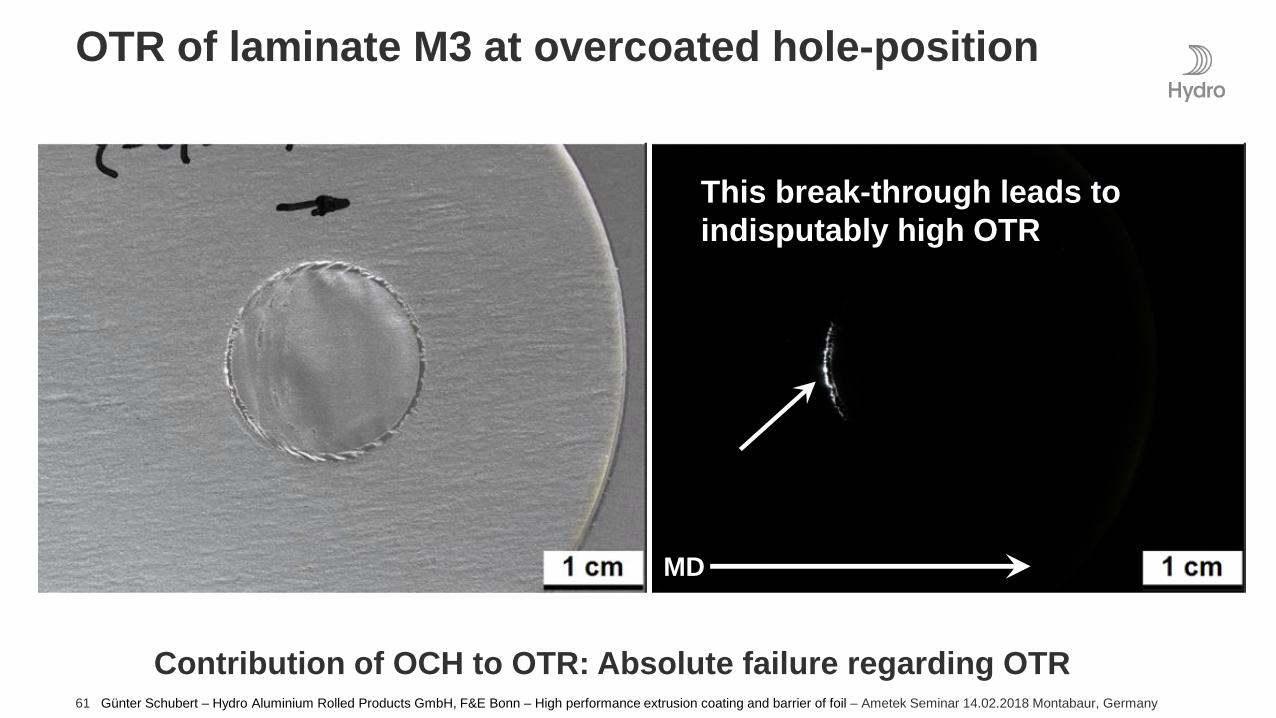
OTR of laminate M3 at overcoated hole-position
Contribution of OCH to OTR: Absolute failure regarding OTR
This break-through leads to
indisputably high OTR
MD
62 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
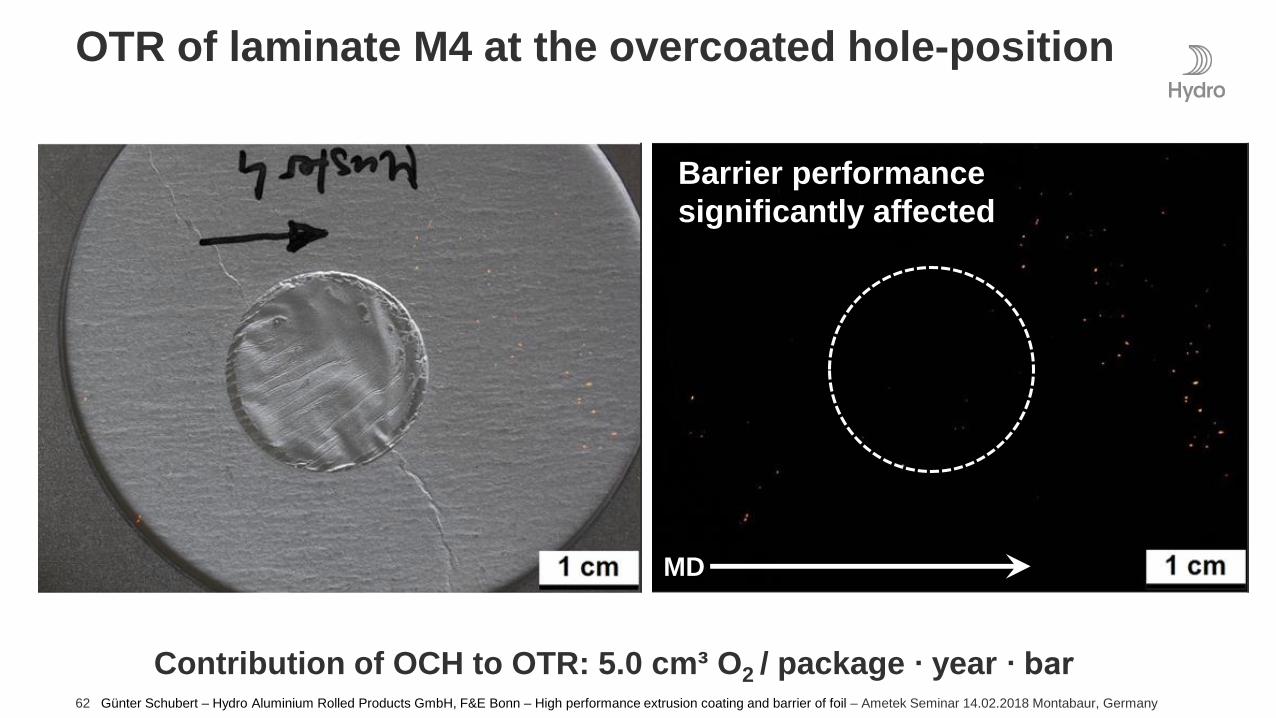
OTR of laminate M4 at the overcoated hole-position
Contribution of OCH to OTR: 5.0 cm³ O2 / package ∙ year ∙ bar
Barrier performance
significantly affected
MD
63 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Outline
Pinholes in thin aluminium foil
Barrier of laminates with pinholes in aluminium foil
Extrusion coating & laminating
Aluminium foil defects in packages
Possible coating & laminating deficiencies at high speed coating
Coating & laminating of cardboard carrying prepunched holes
Creasing lines of laminates
Consequences for the barrier of coinciding foil break-throughs
and coating & laminating defects
Summary
64 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
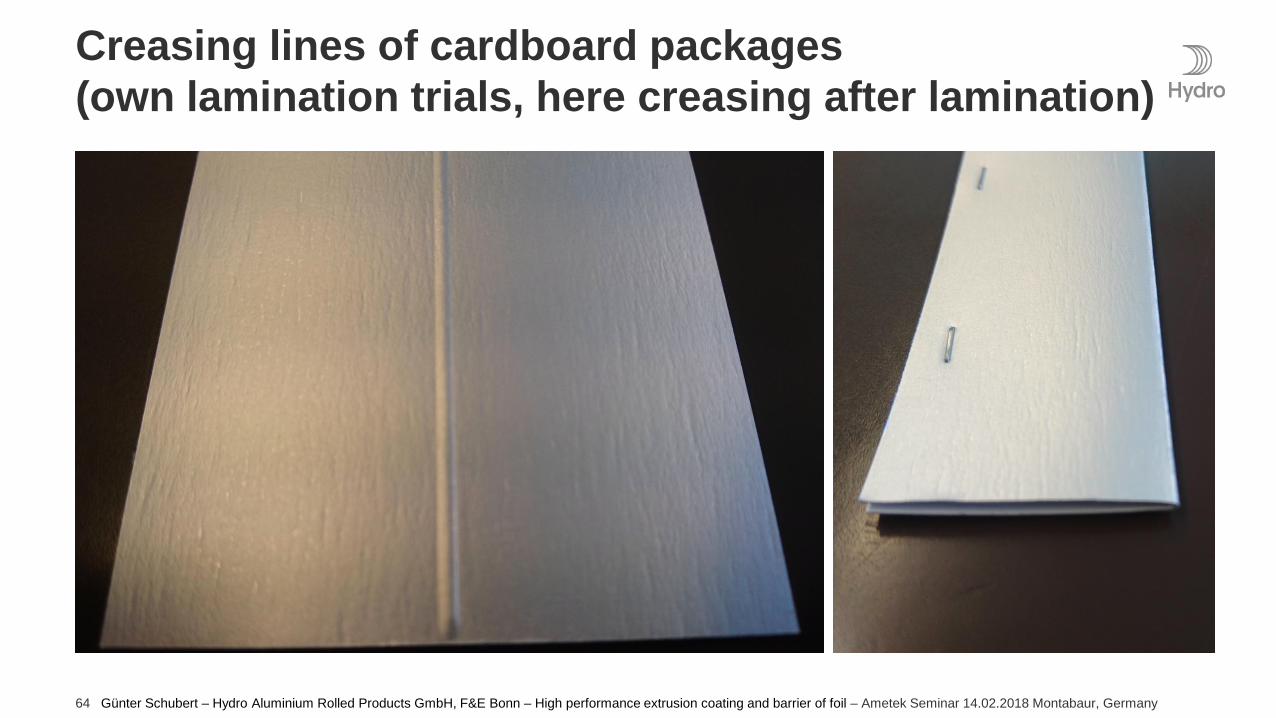
Creasing lines of cardboard packages
(own lamination trials, here creasing after lamination)
65 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
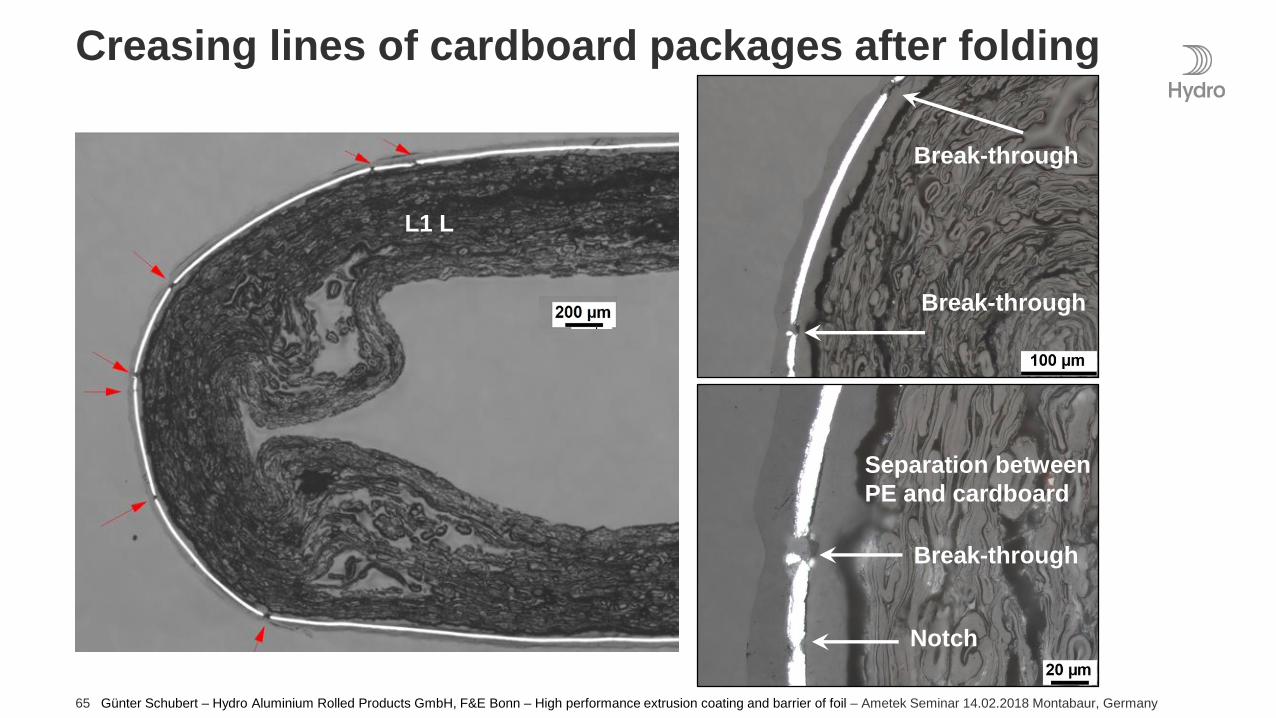
L1 L
Separation between
PE and cardboard
Notch
Break-through
Creasing lines of cardboard packages after folding
Break-through
Break-through
66 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
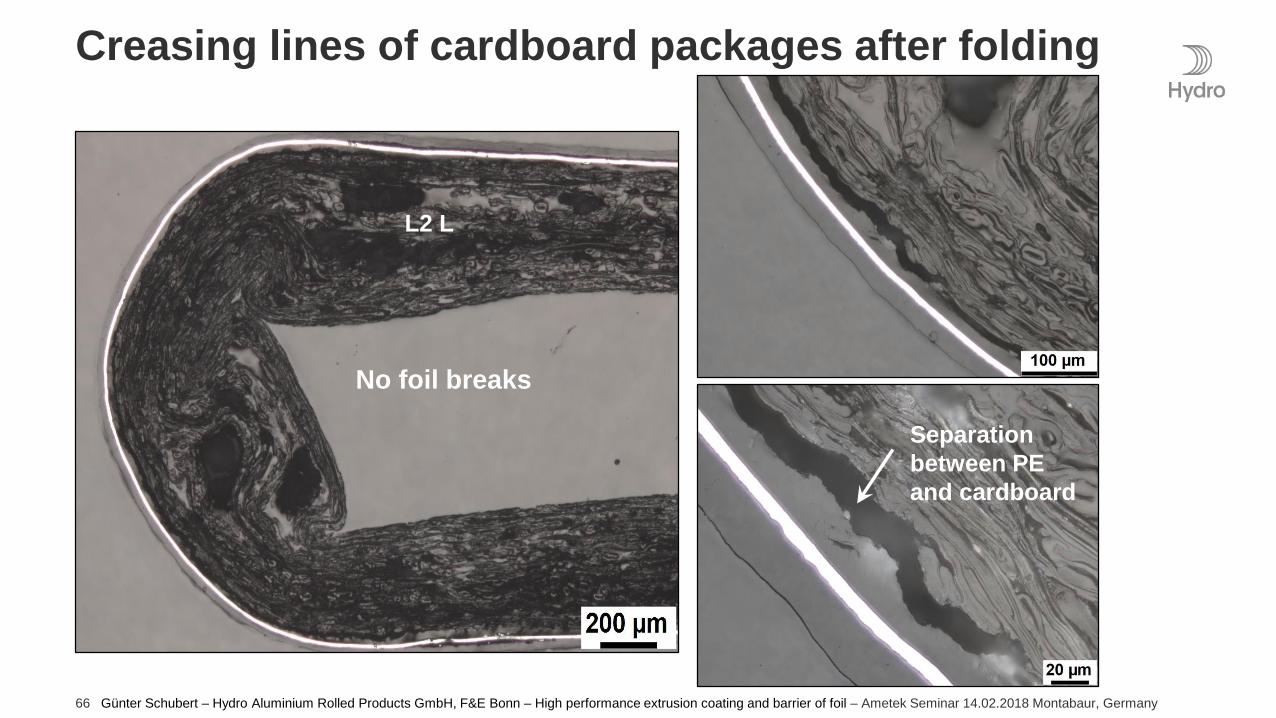
No foil breaks
Separation
between PE
and cardboard
Creasing lines of cardboard packages after folding
L2 L
67 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
M1 M2 M3
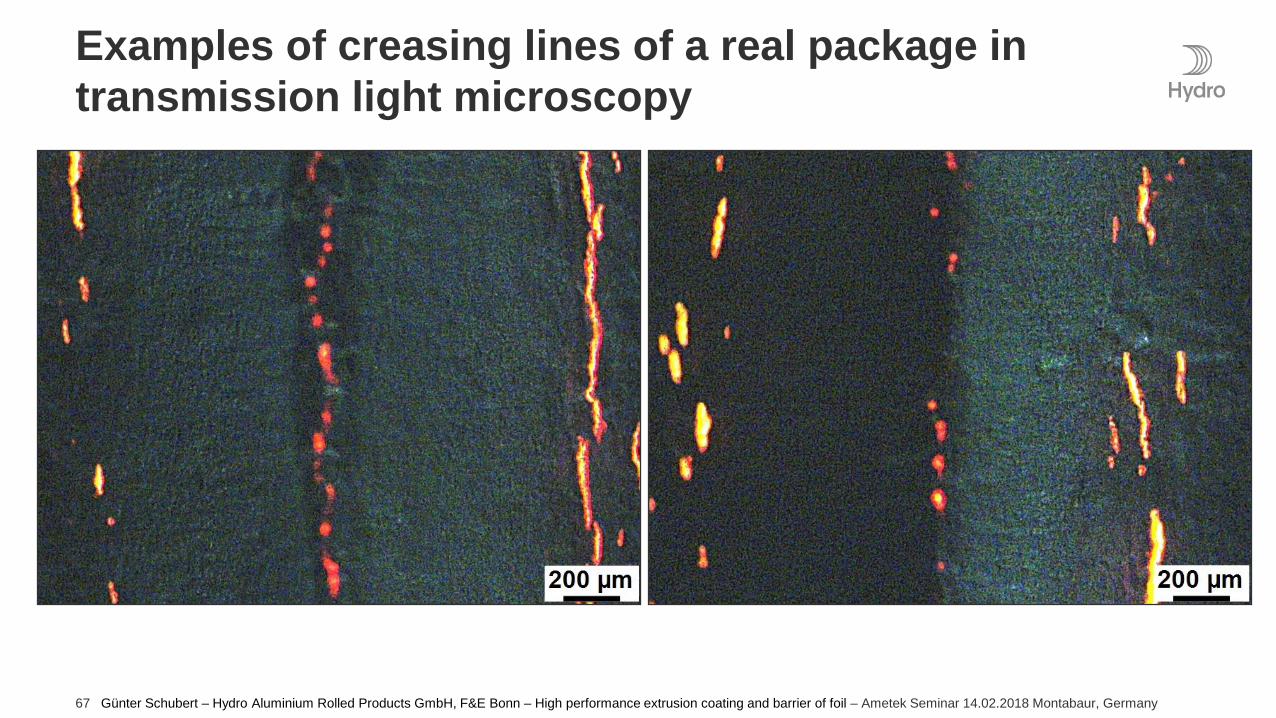
Examples of creasing lines of a real package in
transmission light microscopy
Position 6
Position 7
68 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
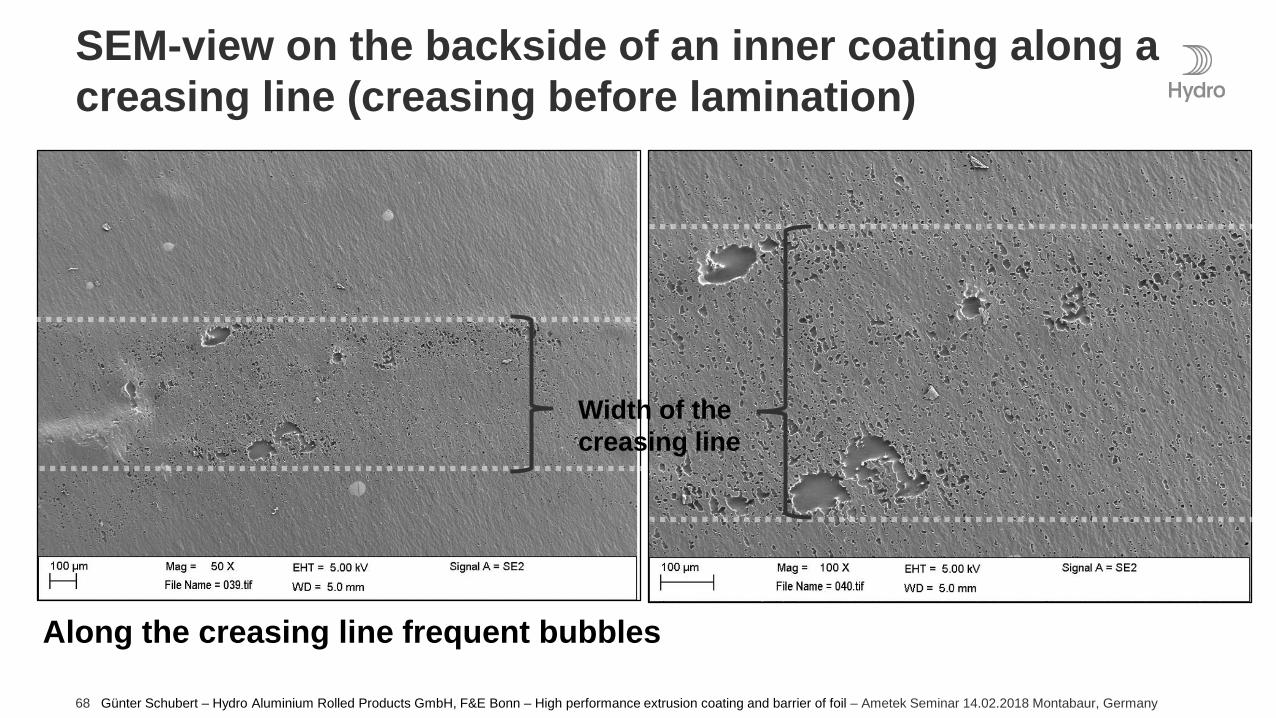
SEM-view on the backside of an inner coating along a
creasing line (creasing before lamination)
Width of the
creasing line
Along the creasing line frequent bubbles
69 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
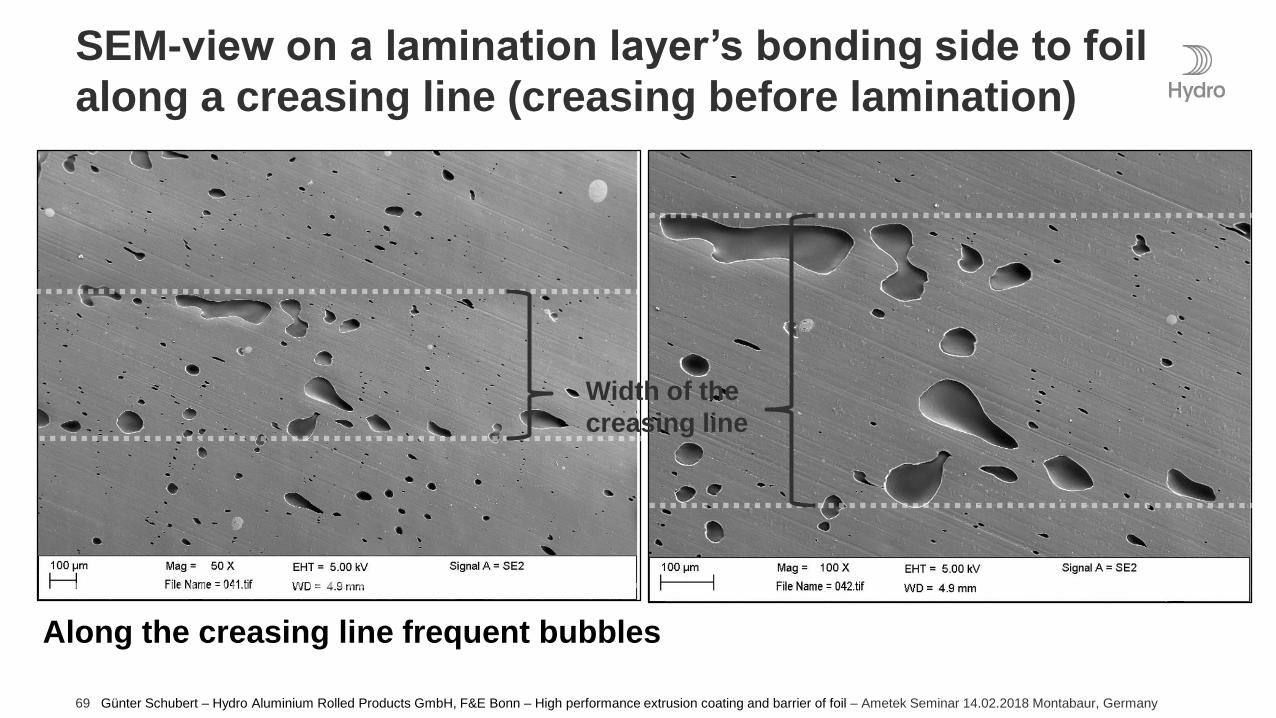
SEM-view on a lamination layer’s bonding side to foil
along a creasing line (creasing before lamination)
Width of the
creasing line
Along the creasing line frequent bubbles
70 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Outline
Pinholes in thin aluminium foil
Barrier of laminates with pinholes in aluminium foil
Extrusion coating & laminating
Aluminium foil defects in packages
Possible coating & laminating deficiencies at high speed coating
Coating & laminating of cardboard carrying prepunched holes
Creasing lines of laminates
Consequences for the barrier of coinciding foil break-throughs
and coating & laminating defects
Summary
71 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
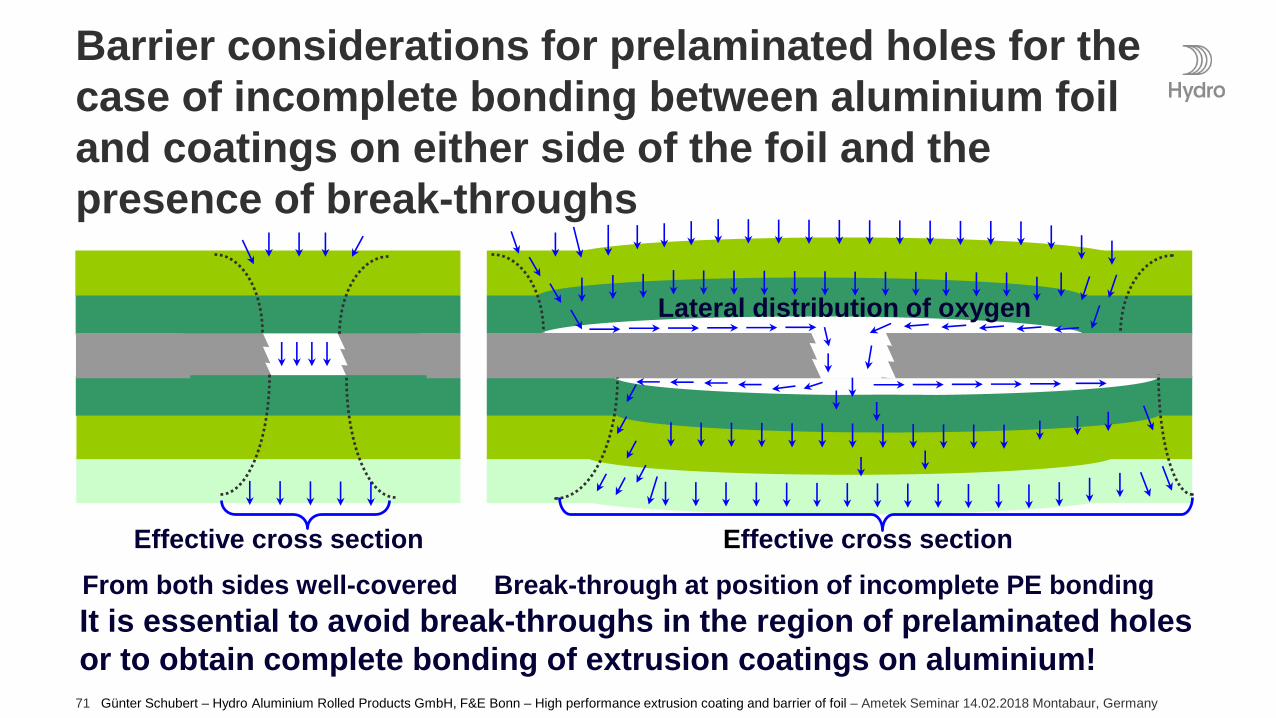
Barrier considerations for prelaminated holes for the
case of incomplete bonding between aluminium foil
and coatings on either side of the foil and the
presence of break-throughs
Effective cross section Effective cross section
Lateral distribution of oxygen
From both sides well-covered Break-through at position of incomplete PE bonding
It is essential to avoid break-throughs in the region of prelaminated holes
or to obtain complete bonding of extrusion coatings on aluminium!
72 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Outline
Pinholes in thin aluminium foil
Barrier of laminates with pinholes in aluminium foil
Extrusion coating & laminating
Aluminium foil defects in packages
Possible coating & laminating deficiencies at high speed coating
Coating & laminating of cardboard carrying prepunched holes
Creasing lines of laminates
Consequences for the barrier of coinciding foil break-throughs
and coating & laminating defects
Summary
73 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
End and summary
• Aluminium foil as 100% crystalline metal inhibits any transport of matter
• Conditional of manufacturing, there is no thin foil absolutely free of pinholes
• As soon as pinholes are well-coated with polymers, their contribution to a
permeation rate can not be measured at all
• Relative to their size, the effect of small pinholes is stronger
• The example of cardboard packages shows deficiencies in extrusion coating
and lamination, incomplete bonding between foil and polymers, in particular
in the region of pre-punched and laminated holes in the cardboard
• Formation of additional break-throughs in foil can occur during converting
and packing
• Incomplete bonding of coatings coinciding with any kind of break-through in
foil can significantly affect barrier performance of the final package
74 Günter Schubert – Hydro Aluminium Rolled Products GmbH, F&E Bonn – High performance extrusion coating and barrier of foil – Ametek Seminar 14.02.2018 Montabaur, Germany
Claudia Seeger, Heidrun Päseler, Karen Westphal, Bettina Schröder,
Petra Zaied, Markus Lang and Hans-Joachim Krupp R&D Bonn, for
their excellent work in metallography and SEM
Holger Aretz, Galyna Laptyeva, R&D, Michael Eberhard, Stefan Holz,
Hydro Aluminium Grevenbroich, for support and serious discussion
Thomas Hentschel, Joachim Höfler and Klaus Vieregge, R&D, and
Michael Wimmer, Hydro Aluminium Grevenbroich, for proof-reading
Hans-Peter Wagner and Andreas Roos, Ametek, for OTR assistance
and measurements
Thank you for listening!
Acknowledgement to the contributors

75





























