Embed Size (px)
DESCRIPTION
HOSO GROUP A PRESENTS ・・・. いざ!. 班. 藩. 包装A. 出演 水島 洋 西野 正彦 岡崎 真 牧本 延泰 石本 信明 氏平 正弘 矢部 イチロー 岸本 潤哉. 前回のテーマ. 目標はシール機立ち下げ時間を現状の平均 43 分から 10 %削減する事じゃ!. 3 号ライン・シール機 立ち下げ時間の短縮. 現状把握. シール機立ち下げ 作業時間 平均 43 分 25 秒. IJP後の送りローラー清掃. 各センサー周辺の清掃など. 2013.11.15 K. 2013.11.15 K. - PowerPoint PPT Presentation
Citation preview

HOSO GROUP A PRESENTS・・・

いざ!

包装A
班藩
出演
水島
洋
西野
正彦
岡崎
真
牧本
延泰
石本
信明
氏平
正弘
矢部
イチロー
岸本
潤哉

前回のテーマ
3
号ライン・シー
ル機
立ち下げ時間の短縮
目標はシール機立ち下げ時間を現状の平均 43分から 10%削減する事じゃ!

現状把握日付 アイテム 各機器の立ち下げ シール機清掃 合計時間 作業者名
6/1 YBN230 15分 33秒 33分 49秒 49分 22秒 A
6/2 YS230 7 分 41秒 15分0 秒 22分 41秒 B
6/4 HSD225R 7 分 21秒 20分 11秒 27分 32秒 C
6/5AST210T240
8 分 10秒 37分 05秒 45分 15秒 D
6/6 YUS235 9 分 23秒 50分 04秒 59分 27秒 D
6/7YSM230YKJ230
11分 14秒 47分 02秒 58分 12秒 D
6/12 T240 16分 27秒 24分 39秒 41分 06秒 A
6/13MSD215YS230
6 分 32秒 38分 18秒 44分 50秒 A
シール機立ち下げ作業時間
平均 43分 25秒IJP後の送りローラー清
掃
各センサー周辺の清掃など

2013.11.15 K
2013.11.15 K
前回実施した主な対策
★対策後は 17㎜の隙間があくようになり、ウエスでの清掃やブラシでの清掃も行えるようになった。
★清掃用具を見直し、より安全に清掃しやすい柄付きのブラシに変更した。
★IJP後の送りローラーカバーを一体化して着脱を簡単にする事で、清掃時間を短縮できた。
メジウムカスを除去しにくかった

効果金額
短縮時間 × 1 人当たり算出金額 /分
×稼働日数
65円 /分×× 157日 11分
=
=
効果金額
11万 2,255円効果金額 - 購入品
11万 2,255円- 1,450円

効果の確認(追跡調査)
対策前 対策後 追跡調査
A さん 41分06秒 38分36秒 3 7 分 22秒
B さん 27分36秒 22分54秒 22分 18秒
C さん 27分32秒 23分28秒 22分 31秒
D さん 45分15秒 39分0 5 秒 37分 57秒
平均 43分25秒 32分29秒 30分 02秒
3号シール機立ち下げ時間
2013/11/11より FSSC22000の要求事項で清掃等に使用する有機溶剤( 2-プロパノール)のチェック作業が必要となっているが、作業時間としてはほとんど同程度で推移しており前回対策後の状態をキープしてます!
対策前平均 43分 25秒
対策後平均 32分 29秒
追跡調査平均 30分 02秒

グンゼ製シュリンクのメジウム汚れは粉状に多く付着するが、ブラシで落としやすい(仕上げに 2-プロパノールを使用してウエスで拭き取る)
1 号ラインへの水平展開は難しい・・・
フジシール製シュリンクのメジウム汚れは薄い膜状に強く付着する為、ブラシでは落とせなかった
3号で購入した清掃用ブラシを 1 号にて水平展開しようとしたが・・・
前回での課題について

水島内蔵助包装A藩
会合回数は5回
計 2.5時間!
続いて 26回目の討ち入りじゃ!

活動計画表 20132013年年項目(ステップ)項目(ステップ)
4月4月 5月5月 6月6月 7月7月 8月8月 9月9月 1010月月
1111月月
1212月月 1月1月
テーマ選定テーマ選定
現状の把握現状の把握
要因の解析要因の解析
対策の立案・実対策の立案・実施施
効果の確認効果の確認
標準化標準化
反省と今後の課反省と今後の課題題
・・・計画・・・計画・・・実績・・・実績

テーマ選定◎= 5 ○= 3 △= 1 ×= 0 点
上位方針 緊急度 実現性 共通性 期待効果 コスト
デー
タ点
評価点 順位活動における方向性(具体的にどのようにするか)
2 号チ ョコ停 の削減○
3
○
3
○
3
△1
○
3
△1
△1
15 3 チョコ停 の原因を調べ、不具合箇所を改善する
3/ 4 号ライン ケーサーの型替え時間の短縮
○
3
○
3
△1
×
0
○
3
△1
○3
14 5型替え作業の合理化を図り時間短縮目 指す
1 号ライン 停止 時のパストラ出 口満杯異常発生の削減
○
3
○
3
△1
△1
○
3
△1
○3
15 3現在のコンベア制御の見直し
4 号稼働 率の向上○
3
○
3
○
3
△1
○
3
△1
○3
17 2チョコ停止及び 、継目発生 時の 停止 時 間を短縮させ稼働 率を UPさせる
2 号製品の品 質低下要因の 撲滅

ボトル
カートン
キャップシール
ボディシール
品質低下の原因は?
汚れ
キズ
糊付け不良
凹み裂け
収縮 不良
倒 詰まりビン
シーム
サイドフラップ
成型不良
折れ込み不良 ペット製品
位置高 い
ピンホール
プレッシャー
収 縮 位置不良
キズ
ピンホール
時スタート
倒ビン
合わせ目不良
裂け
汚れ
収縮 不良
位置カット不良
位置カット不良
グリス
テトラ
コンベヤ
ケーサー
蒸気
蒸気現在発生している
充填の人にも負担になっている

現状把握
★ 2 号シール機ス タート時の ボディ シールの 浮き上がり
スタート時平均 20本 PET500( 35μ)
★デパレ~フィラー間の 倒ビン・ 詰まり(PET 500)
倒ビン 1ロットあたり 1.54 本 詰まり 1ロットあたり 0.26回
※PET500(40 μ 50μ)、 YO400 、 S300の では発生しないボディシール
2か月間平均

★ 2 号シール機ス タート時の ボディ シールの 浮き上がり
スタート時平均 PET500( 35μ)
目標の設定
20本 0本
0本0 回
★デパレ~フィラー間の 倒ビン・ 詰まり
撲滅
倒ビン 1ロットあたり 1.54 本 詰まり 1ロットあたり 0.26回

電磁弁
スチームトンネル要因解析
ボディシュリンクが浮き上がる
コンベヤバイパス
排気ダクト
位置 が悪い
空気の流れ
悪い
能力が一定
蒸気量が多い
スピード
速い
第 1槽
第 2 槽第3槽
電磁弁
一箇所
タイミング゙

蒸気
電磁弁
スチームトンネル
製品検知
ダクト
ダクト
ダクト
下 部が上がる
第 1槽
第 2 槽
第3槽
バイパス
問題点要因 対策案
ボディ シュリンクの 浮き上がり トンネルに 蒸気がこもる バイパスバルブの調 整
対策の立案・実施
バルブの 角度50度で固定だった
65度まで蒸気を絞るとシュリンクが上がらなくなった。

リミットスイッチ 部での転倒

コンベヤの段差で転倒

リミットスイッチ
コンベヤガイド
コンベヤ
スライダー
量 少ない
スピード
段差
速い
はじくが強いバネ
ボトル
段差
あたり
メーカー
形状が違う 速度
不安定軽い
滑りが悪い
間 欠
と引っ付くボトル
要因解析
トップチェーン゙
現場で変更できない所がある
強い 弱い
多い
位置
速すぎる
~ 間 間で 倒ビンするデパレ フィラー コンベヤ
摩耗
対策の立案・実施
問題点 要因 対策案
ボトルの 倒ビン・ 詰り
摩耗トップチェーン 新品に交換
段差トップチェーン 段差をボトルが 通 らないようにガイド位置 をずらす
リミットスイッチ 倒 が出にくい位置 を探るビン
スライ ダー量 倒 が出にくい設定を探るビン
コンベヤガイド 倒 が出にくい位置 を探るビン
コンベヤ速度 倒 が出にくい速度に合わすビン

201-11
201-10
201-9
201-8
201-7
201-6
201-5
201-4
201-3
201-2
デパレ
フィラー
2013.6.26トップチェーンの交換実施 2003年より
交換をしていなかった
2014年1月交換予定
対策の実施

トップチェーンの状態
摩耗により凹んでいる

対策の実施コンベヤガイドの調整
段差があった

対策の実施
位置 を変える為に工具が必要
簡単に位置調整出来る
六角ボルトノブボルト

対策の実施
スライ ダー量の調整
コンベヤガイドの調整
リミットスイッチの調 整

201-11
201-10
201-9
201-8
201-7
201-6
201-5
201-4
201-3
201-2
デパレ
フィラー
対策の実施
現場で調整出来る箇所
コンベヤスピードの調整

効果の確認
★デパレ~フィラー間の 倒ビン・ 詰まり 11月 12月
★ 2 号シール機ス タート時の ボディ シールの 浮き上がり
20本 0本
の角度スチームバイパスバルブ 50度→ 65度
倒ビン 1ロットあたり 1.54 本 → 2.02 本
詰まり 1 ロットあたり 0.26回 → 0.15回

効果の確認
★2 号シール機ス タート時の ボディ シールの 浮き上がり防止効果
20本×2.5円/枚×201回 ( 年間 回数スタート ) = 10,050円
(年間効果金額 )
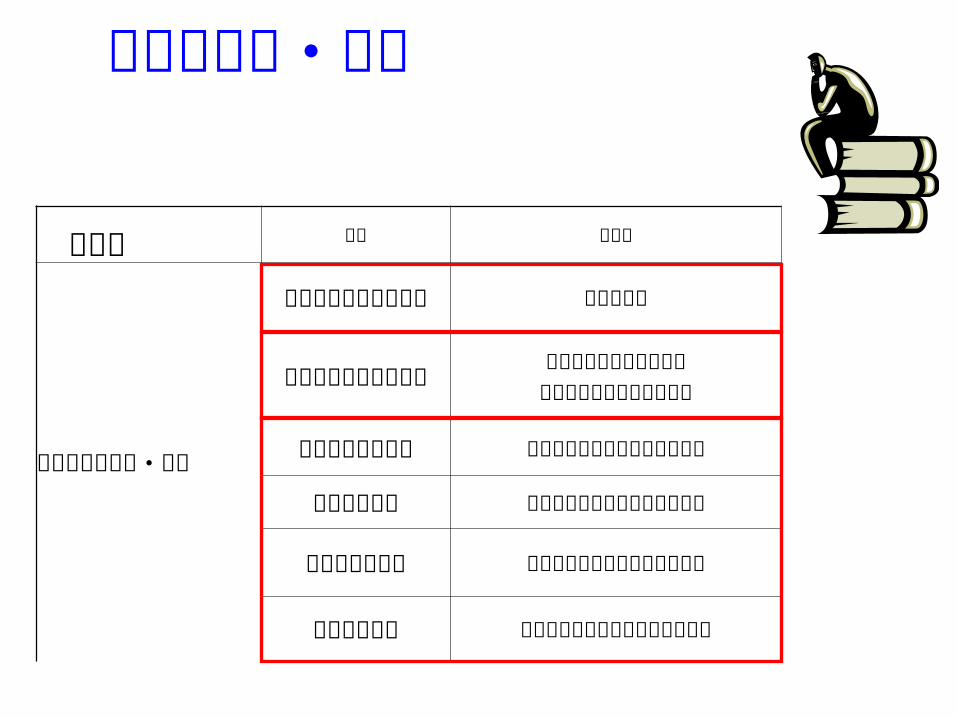
歯止め・標準化・ 2 号スチーム トンネルのバイパス 角度を現場に表示
表示型替えチェック表に項目追加
①②
③ ④
歯止め・標準化
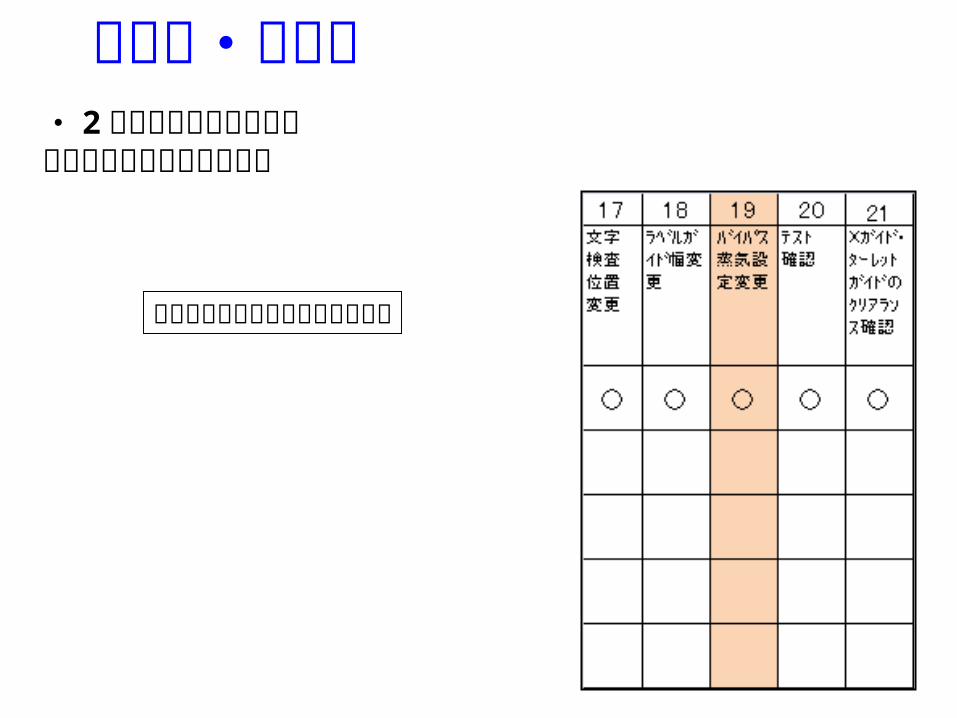
コンベヤガイド幅を数値管理

良かった点
悪かった点
・デパレ~充填間のライン 制御について 再認識出来た
・目標を達成出来なかった
反省・今後の課題
今後の課題
・今後も対策を継続していく

201-11
201-10
201-9
201-8
201-7
201-6
201-5
201-4
201-3
201-2
デパレ
フィラー
速度変更出来ないコンベヤ
依頼書制御変更コンベヤ
よろしくお願いします!

次回も乞うご期待
完


対策の実施
位置 を変える為に工具が必要
簡単に位置調整出来る
六角ボルトノブボルト

対策の実施コンベヤガイドの調整
段差があった

対策の実施リミットスイッチ
当たりを強く はじいて 倒れる

対策の実施リミットスイッチ
当たりを弱く
ボトルが 増えて倒れる

対策の実施
スライ ダー量増やす
ボトルが 溜まる
対策の実施
スライ ダー量減らす
減らす
倒れる








![Worldcom Public Relations Group Presents PR [2012]](https://img.pdfslide.net/doc/110x75/577d1f161a28ab4e1e8fda09/worldcom-public-relations-group-presents-pr-2012.jpg)