Embed Size (px)
Citation preview

How Team-Oriented Problem Solving
Unleashes Workforce Creativity
Gerard M. CroninKaizen Promotion Office Manager
Massachusetts General Hospital CCMVivarium Operational Excellence Network

Humility“The Magic of Working Together”
“I stand here before you and declare that our workers are making mistakes right now...
I also declare that our workers have the tools to see those mistakes and make them go away.”Jim Morgan, Director, Ford Motors;

“We leverage the Team Member to participate inevery facet of continuous improvement;…that’s our competitive advantage…”
Eric Barnett; Toyota


DoWork
ImproveWork
Everyone has 2 jobs in a
C/I Culture:
Respect for the Worker:The true experts are the Front Line Staff!
“If you are not part of the solution…”!

“What problems are you working on?”

“I don’t have any problems”

“We need tools for Problem-Solving”

The Problem-Solving Sheet
Why Why Why Why Why

Integral leadership has as an aim to:-
Skillfully and successfully
navigate
to-day’s
leadership landscape.
Training:Phase 1: Basic PDCABasic RCAPhase 2: Advanced RCA

8 WASTES: (aka “DOWNTIME”)
Definition:the classification of the most common wastes in operations and processes.
These are: production of Defective elements, informationOverproduction ahead of demand, Waiting for the next processing step, Non-utilization of employee talent.Transport of materials that is unnecessary, Inventories more than the absolute minimum,Movement that is unnecessary, Excessive processing due to poor process design
Application: Waste can easily be observed when watching workers walking
to gather supplies. Use the 5 Whys to see if you can eliminate any unnecessary elements of a process.
Purpose: Waste causes more work for the RAS and less time for more
important tasks the customer pays us to perform, such as animal welfare checks, customer services, participation in problem-solving projects, preventing problems from coming back.
Waste also causes worker frustration, exhaustion, lost productivity, slows down research, and prevents CCM from reaching its goals.
“What are your
problems?”
What problems
are you trying
to solve?”
.

“I don’t have any problems”

8 WASTES: (aka “DOWNTIME”)
Definition:the classification of the most common wastes in operations and processes.
These are: production of Defective elements, informationOverproduction ahead of demand, Waiting for the next processing step, Non-utilization of employee talent.Transport of materials that is unnecessary, Inventories more than the absolute minimum,Movement that is unnecessary, Excessive processing due to poor process design
Application: Waste can easily be observed when watching workers walking
to gather supplies. Use the 5 Whys to see if you can eliminate any unnecessary elements of a process.
Purpose: Waste causes more work for the RAS and less time for more
important tasks the customer pays us to perform, such as animal welfare checks, customer services, participation in problem-solving projects, preventing problems from coming back.
Waste also causes worker frustration, exhaustion, lost productivity, slows down research, and prevents CCM from reaching its goals.
“What sucks
about this process?”
“Why?”
“Where is there
waste?”
.

“Let’s collect some data”





“How long have you had this problem?”




What was I thinking?


“What other little problems have you solved?


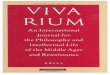
“80/20 Principle
of Innovation”

“1 million $1.00 Ideas”
80% of ImprovementsGenerated by Front-line Staff
10-15% of ImprovementsGenerated byBHA Projects
5-10% of ImprovementsGenerated byL/6sigma Projects
CompetitiveAdvantage
80/20 Principle ofInnovation

Isenberg School of Management, Umass Boston

Isenberg School of Management, Umass Boston



Experimenting With Idea Generation

I had a meeting yesterday with the “Smith” lab and explained how we were working on the problem and showed them the board where we were working on the issues as a team. The lab managers were very impressed. They asked if the lab could come down and see the board. I said of course anytime. They said they really love the way we handle the problem solving in the facility.


Opportunity Card
Front:The following fields must be filled out
By RAS/RAT:• Date, • Name,
• Opportunity• Check the appropriate category
Back:Fill out the Current State with:• Description of the idea or issue• A question you were asked• Something that is unclear
Metrics; time, footsteps, material

Idea Guidelines
• Safety– Did you make it safer?
• Did you make it dangerous?
• Quality– Did you make the outcome better?
• Did you make the outcome worse?
• Simplicity – Did you make it easier?
• Are there more steps?
• Speed– Did you make it faster?
• Did is slow you down?


How can we measure success?

Organic Problem Solving & Idea Generation

Real-time Lean Thinking

Phase 1: 3 Teams (Pilot)
Phase 2: 4 Teams (Pilot)
Phase 3: 6 Teams (CI)
Phase 4: “Pull” (Roll-out)
Idea Generation Roll-Out


WIIFM Benefits of Idea Generation• Teams:
– “Unleashes Employee Creativity” • Gives everyone a voice and a role to make a difference
– Generates measurable accomplishments• Progress made visual
– Stimulates Team Collaboration• Consensus building
• Leadership:– Potential Indicator for “Employee Engagement”
• Teams can coach other teams
– Potential Indicator of Workload balance• Low activity = excessive workload
– Recognize Employee Creativity• Celebrate accomplishments

DoWork
ImproveWork
Everyone has 2 jobs in a
C/I Culture:
Respect for the Worker:The true experts are the Front Line Staff!
“If you are not part of the solution…”!

“I stand here before you and declare that our staff is making mistakes…”
“I also declare that we have allowed the staff to create the tools to see those mistakes and to unleash their
creativity to make them go away”

QuestionsQuestions?
Free Problem-Solving Toolswww.virtualvivarium.com/tools