Embed Size (px)
Citation preview
How to use QC lab technologyin a production environment
Glassman Europe 2019Future Glass Forum
Lyon, 18.09.2019

How can production quality be controlled at the cold-end?
Forming Annealing Inspection PalletizingBatch plant Furnace
Forming Annealing Inspection Palletizing
Forming Annealing Inspection Palletizing
QUALITY CONTROL LABORATORY
Sampling dimensional control with gauging machine
Sampling dimensional control with go-no go gauges
a production batch from line 1
LINE 1
LINE 2
LINE N
.
.
.
.
.
.
.
.
.
.
.
.
Sampling dimensional control with go-no go gauges
Sampling dimensional control with go-no go gauges
.
.
.
a production batch from line 2
a production batch from line N
.
.
HOT END COLD END

Sampling dimensional control with go-no go gauges after annealing
Required controls include:• height• verticality• inside diameter • few parameters on the finish (for example thread
diameter, thread height, ring diameter…) • body diameter• weight
Time necessary for the control ~ 10 to 30 min/batch
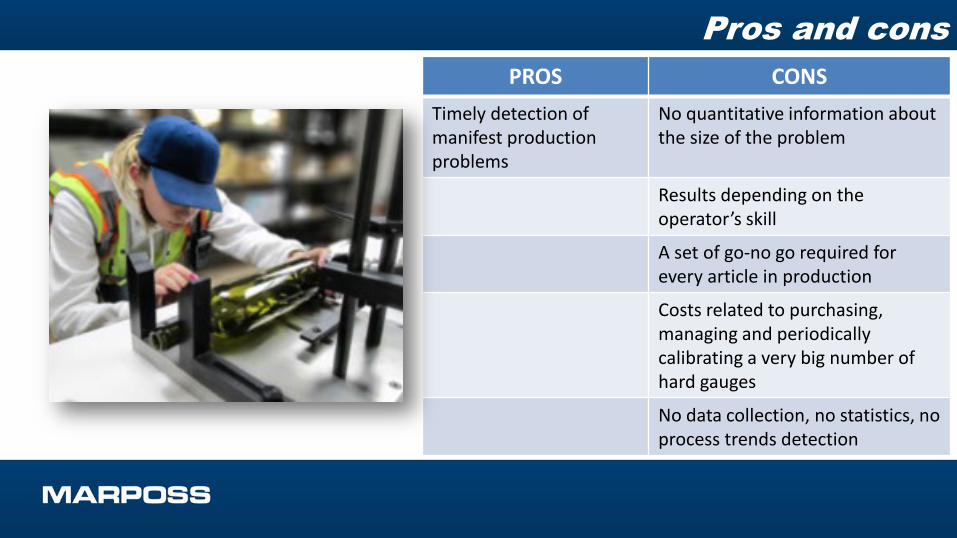
Pros and consPROS CONS
Timely detection of manifest production problems
No quantitative information aboutthe size of the problem
Results depending on the operator’s skill
A set of go-no go required for every article in production
Costs related to purchasing, managing and periodicallycalibrating a very big number of hard gauges
No data collection, no statistics, no process trends detection

Sampling dimensional control with gauging machine in the QC lab
Flexible machine for dimensional and geometric
control of glass containers, of any colour and shape,
on sample basis
• No job change
• External dimensions with cameras (optical)
Optional:
• Mouth inside diameter and profile with bore
gauge (contact)
• Weight (load cell)
• Push-up (ultrasonic )
• Wall thickness (chromatic confocal)
• Labelling area profile (optical)

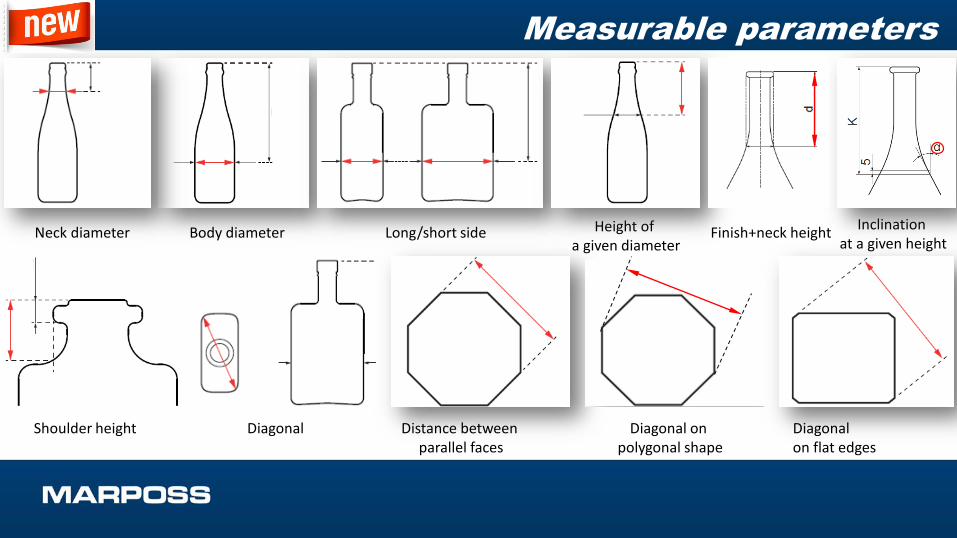
Measurable parameters
Height Parallelism Verticality Bent neck Conicity Labelling area depth

Neck diameter Body diameter Long/short side
Diagonal Diagonalon flat edges
Distance betweenparallel faces
Height of a given diameter
Diagonal on polygonal shape
Inclinationat a given height
Finish+neck height
Shoulder height
Measurable parameters

Thread diameter Under thread diameter Thread start height Thread height
Ring inclination Notch diameter Under notch diameter
Threaded finish height
Ring center height
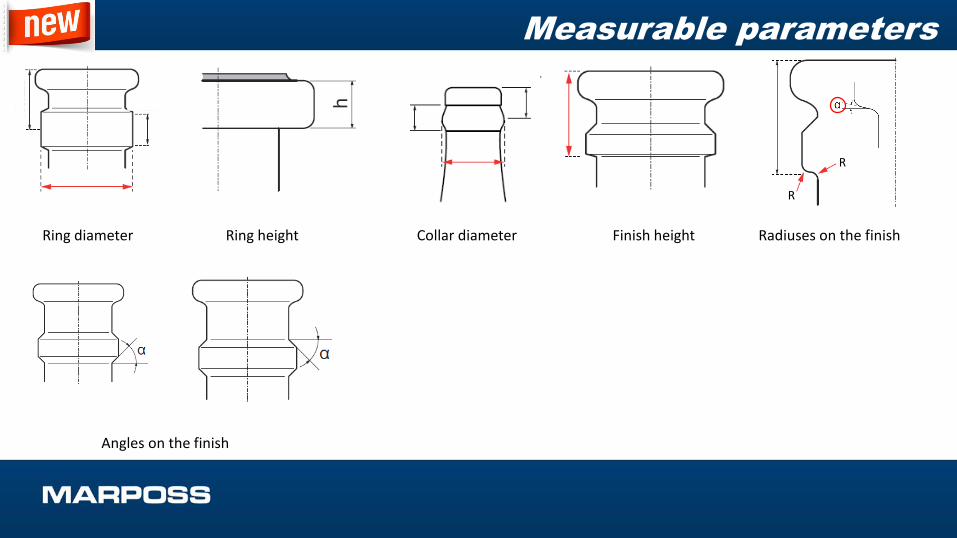
Measurable parameters

R
R
Angles on the finish
Ring diameter Collar diameter Finish height
Internal diameter Internal profile
Ring height Radiuses on the finish
Measurable parameters
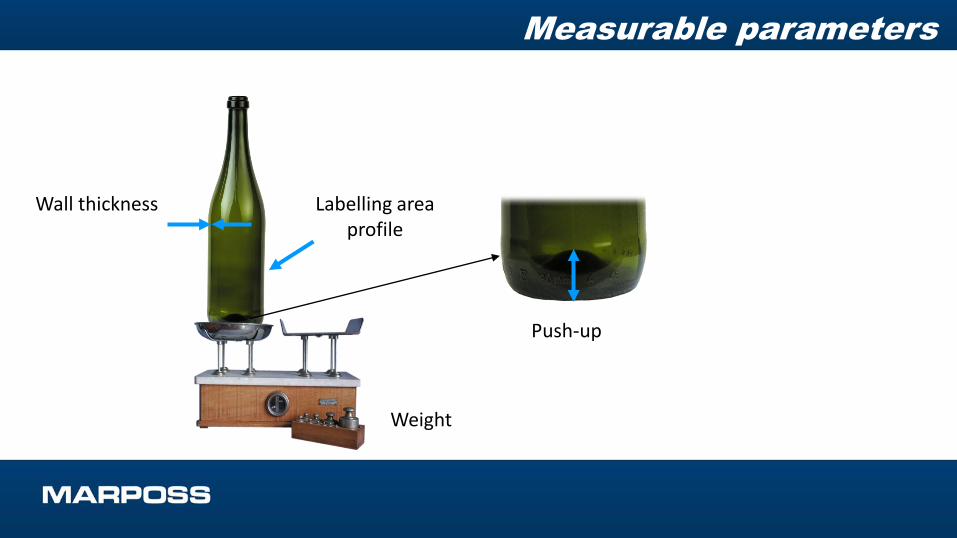
Wall thickness
Push-up
Weight
Labelling area profile
Measurable parameters

Labelling area profile (sinks and bulges)
Linear light source
camera
INTERNATIONAL PATENT
APPLICATION
Deviation (mm)
Heig
ht(m
m)

Full Integration with production monitoring systems
Recipe configuration file
• Measurements results• Alarms
Enter informationabout the batch of containers to be measured: • article name• cavities• measurements• tolerances• …..

SpecificationsTotal height ≤410mm
Body diameter or diagonal
≤190mm
Internal diameter From 13mm to 50mm without job change (up to a depth=100mm)Other ranges available on request
Push-up ≤60 mm
Weight ≤2 Kg
Wall thickness ≤6mmOther ranges available on request
Labelling area profile Inspected area height ≤200mm
Measuremement time Depending on machine model and measurements required (external dimensions, weight, push-up, inside diameter and profile, wall thickness, labelling area profile)From 30 sec/container

Pros and cons
PROS CONSFull flexibility Time necessary to have the
measurement results (machine availability and time required to carryout all the measurements)
No job change
Accurate measurement of many different parameters
Measurement results relatedto the mould
Data collection, statistics, process trends detection
Connectivity with production monitoring systems (Industry4.0)

Glass Containers
Sampling dimensional control with gauging bench
Flexible, compact, semi-automatic gauging bench (manual loading/unloading)
for dimensional and geometric control of glass containers, of any colour and
shape, on sample basis
• No job change
• Can be installed in the QC lab or, after annealing, to replace all go-no go
gauges for external dimensions control
• External dimensions with camera (optical)
Optional:
• Weight (load cell)

VisiQuick-mini locations
Forming Annealing Inspection PalletizingBatch plant Furnace
Forming Annealing Inspection Palletizing
Forming Annealing Inspection Palletizing
QUALITY CONTROL LABORATORY
Sampling dimensional control with gauging machine
a production batch from line 1
LINE 1
LINE 2
LINE N
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
a production batch from line 2
a production batch from line N
.
.
HOT END COLD END

Measurable parameters
Height Parallelism Verticality Bent neck Conicity Labelling area depth
Neck diameter Body diameter Long/short side
Diagonal Diagonalon flat edges
Distance betweenparallel faces
Height of a given diameter
Diagonal on polygonal shape
Inclinationat a given height
Finish+neck height
Shoulder height
Measurable parameters

Thread diameter Under thread diameter Thread start height Thread height
Ring inclination Notch diameter Under notch diameter
Threaded finish height
Ring center height
Measurable parameters
R
R
Angles on the finish
Ring diameter Collar diameter Finish heightRing height Radiuses on the finish
Measurable parameters

Specifications
Total height ≤410mm
Body diameter or diagonal
≤120mm
Weight (optional) ≤2 Kg
Measuremement time From 30 sec/container

Glass Containers
Pros and consPROS CONS
Full flexibility No inside diametermeasurement
No job change
Cost effective solution
Timely detection of production problems
Accurate measurement of many differentparameters
Measurement results related to the mould
Data collection, statistics, process trendsdetection
Connectivity with production monitoringsystems (Industry 4.0)

Our customers

• Provide high precision equipment for machine tool control and for part measurement and inspection in the shop floor environment
• Give a global answer to customers' production quality control
Our mission

Worldwide presence
• Headquarters is in Bentivoglio, BO (ITALY)
• We are in 34 countries• Our own organization:
– 80 locations in 25 countries• Agents/distributors :
– 9 locations in 9 countries

Glass Containers
Sales and employees
• Year 2018
– Consolidated Turnover 2018 “over 500M€”
– Employees (Dec 2018): 3.670
– 91% Export

• Over 300 service engineers are present all over the world close to customers and speaking their language, to provide:
• immediate and qualified assistance
• preventive maintenance
• trainings
After sales service






























