Embed Size (px)
Citation preview
This document is downloaded from DR‑NTU (https://dr.ntu.edu.sg)Nanyang Technological University, Singapore.
Hybridization of materials and processes byadditive manufacturing
Moritz, Tassilo; Scheithauer, Uwe; Weingarten, Steven; Abel, Johannes; Johne, Robert;Michaelis, Alexander; Hampel, Stefan; Cano, Santiago Cano
2018
Moritz, T., Scheithauer, U., Weingarten, S., Abel, J., Johne, R., Michaelis, A., . . . Cano, S. C.(2018). Hybridization of materials and processes by additive manufacturing. Proceedings ofthe 3rd International Conference on Progress in Additive Manufacturing (Pro‑AM 2018),10‑17. doi:10.25341/D48W20
https://hdl.handle.net/10356/87958
https://doi.org/10.25341/D48W20
© 2018 Nanyang Technological University. Published by Nanyang Technological University,Singapore.
Downloaded on 07 Feb 2022 06:44:03 SGT

HYBRIDIZATION OF MATERIALS AND PROCESSES BY ADDITIVE
MANUFACTURING
TASSILO MORITZ, UWE SCHEITHAUER, STEVEN WEINGARTEN, JOHANNES ABEL, ROBERT JOHNE* ALEXANDER MICHAELIS
STEFAN HAMPEL1, SANTIAGO CANO CANO2 Fraunhofer Institute for Ceramic Technologies and Systems,
Winterbergstr. 28, 01277 Dresden, Germany *Fraunhofer Center Singapore, Singapore
1HAGE Sondermaschinenbau GmbH & Co KG, Obdach, Austria 2Institute of Polymer Processing, Montanuniversitaet Leoben, Austria
ABSTRACT: Material hybrids allow for property combinations like electrically conductive/electrically insulating, magnetic/non-magnetic, ductile/hard, porous/non-porous or metallic gloss combined with different colors. Furthermore, as known from MEMS (Micro electromechanical systems), hybrid components can get sensor or actor functions. Hybridization of processes offers the opportunity to combine shaping technologies which are especially suited for dense or porous structures, small or large series numbers, 2D or 3D applications, individualization or mass production, etc. However, combining different materials or powder technological processes requires adjustment of material properties for co-processing. The article focuses on combinations of different ceramic components with different pore structures or colors and ceramics with stainless steel by Additive Manufacturing methods. KEYWORDS: Thermoplastic 3D Printing, T3DP, Fused Filament Fabrication, FFF, Metal Ceramic Material Compounds Introduction A remarkable advantage of Additive Manufacturing (AM) methods is derived from the fact that AM is a digital manufacturing. Because in all AM technologies components are built up layer by layer, AM provides a completely new freedom in design. By using this shaping route extremely complex geometrical solutions can be offered for ceramic components which never could be achieved by conventional techniques. AM can be seen as a tool-free technology leaving all the limitations connected with tooling known from other shaping routes like ceramic injection molding technology behind. Thus AM becomes attractive for single component or small series production. Furthermore, AM technologies work very resource efficient, because only this amount of material is used which is necessary for the component or, if required, for supporting structures. Although ceramic materials have been studied in AM processes ab initio with the development of the different AM technologies since about 25 years1,2 AM of ceramic components is not state of the art in contrast to AM of polymer or metal components. Despite the differences in chemical composition, component structure and size, or property spectra all ceramic components are made using a powder technological route. This material specific law is also valid for additive manufacturing (AM) processes and it makes AM of ceramics different from most AM processes for metals or polymers. When the AM process for a ceramic part is finished, the ceramic component must be debindered and sintered in additional processing steps as common for other conventional ceramic shaping processes.
TASSILO MORITZ, UWE SCHEITHAUER, STEVEN WEINGARTEN, JOHANNES ABEL, ROBERT JOHNE, ALEXANDER MICHAELIS, STEFAN HAMPEL
and SANTIAGO CANO CANO
10
Proc. Of the 3rd Intl. Conf. on Progress in Additive Manufacturing (Pro-AM 2018) Edited by Chee Kai Chua, Wai Yee Yeong, Ming Jen Tan, Erjia Liu and Shu Beng TorCopyright © 2018 by Nanyang Technological UniversityPublished by Nanyang Technological University ISSN: 2424-8967 :: https://doi.org/10.25341/D48W20
A comprehensive overview about the AM technologies used for ceramic components are given by Chartier et al.3, Travitzky et al.4 and Zocca et al.5, which can be classified according to the state of the material that is used powder materials, liquid materials and solid materials3,4 or according to the kind of material deposition and solidification5. First AM devices are available, which allow the AM of dense and high quality ceramic components6-10. Most AM technologies used for ceramic components are only suited for single material applications so far. The reason is that in powder-bed based technologies the single material powder-bed cannot be simply changed. So it is for lithography-based AM where a change of the light curable ceramic suspensions would cause an contamination of the following suspension. Nevertheless, there are first publications regarding multi material approaches in AM. Kollenberg11 describes multi-material 3D printing by using particle-filled inks for dense microstructure, locally reinforced microstructures, and combination of different properties or colors. Multifunctionalization mostly requires a hybridization either by combining different materials or by chaining different technologies or at least technological steps. In established production processes, hybridization is realized for instance by coating or assembling techniques. Hybridization of different materials and structures usually takes place starting from the green state followed by co-processing or from the sintered state followed by post-processing (e.g. post-functionalization of AM-components)12. The co-processing of two materials from the green state to the sintered state involves a number of challenges and demands. Choosing a suitable material couple is one key issue for a successful co-sintering process because chemical and physical properties cannot be simply changed (or only very limited) by process adjustments. The following material properties need attention: coefficient of thermal expansion (CTE)
Differences in CTE lead to stresses in the interface during thermal treatment, especially during cooling if thermal contraction deviates too much. chemical compatibility
During co-sintering chemical reactions in the interface between the different materials may cause the formation of instable or brittle phases which may limit the long-term stability of the interface. sintering conditions
Both materials should sinter within the same temperature range and atmosphere without melting or decomposition of one partner but still reach desired densities. In addition to the above-mentioned material properties subjected to chemical/physical properties, the process technologies each have their individual requirements, which include: suitable processability of slurries or feedstocks compatibility of binder systems sufficient green strength similar solid loading for same total shrinkage close on-set sintering temperature.
In this article two feedstock-based AM methods have been chosen for combining either porous and dense ceramic components, black and white zirconia or stainless steel and zirconia. Experimental Direct AM technologies are more suitable for the AM of multi-material components than indirect AM technologies because of the selective deposition of the used material instead of the selective solidification of material deposited all over the entire layer13.
Proc. Of the 3rd Intl. Conf. on Progress in Additive Manufacturing
11
Fused Filament Fabrication (FFF) In the FFF process, initially developed by Stratasys called FDMTM, filaments of thermoplastic polymers are molten and selectively extruded by the action of two counter rotating elements. Once the material is extruded through the nozzle, it solidifies enabling the production of components layer-by-layer. To produce final ceramic and metallic components, a variant of the process has been developed14. The polymeric compounds, known as binder, are highly filled with a powder of the final ceramic or metallic material. Once the shaping of the components have been conducted using the conventional FFF approach, two additional steps are required. First, the polymeric components must be completely removed out of the specimens in the debinding stage, generating a highly porous structure. To attain the final properties, the powder compacts are sintered subsequently. Generally, the FFF technology works using a plastic filament which is unwound from a spool or coil and supplying material to an extrusion nozzle which can turn the flow on and off. The nozzle is heated to melt the thermoplastic material and can be moved in both horizontal and vertical directions. The object is produced by extruding melted material to form layers as the material solidifies immediately by cooling. A big challenge for the production of metal-ceramic components is selection of powders which allow a co-processing during thermal debinding and sintering (comparable coefficient of thermal expansion (CTE), temperature regimes and atmosphere) as well as the adjustment of the shrinking behavior of both materials during the sintering step as mentioned above.
Figure 1: Spools with several filaments made of different ceramic and stainless steel powders
Figure 2: Printing had applying a filament on the building platform
Zirconia TZ-3YS-E from Tosoh Europe B.V. and special stainless steels like 17-4PH (UNS17400) -38 m from Sandvik Osprey Ltd. have a comparable CTE (approx. 11*10-6 / K) and can be sintered at the same conditions (reducing atmosphere, sintering temperature: 1350 °C 1400 °C). But for adjusting the shrinking behavior a special milling procedure for the metallic powder is required15,16. In a first step during attrition milling the spherical steel particles are re-shaped into thin and brittle flakes with an extremely high dislocation density. In a second high energy milling step (planetary ball milling, PBM) the brittle flakes will be broken into very fine-grained particles with an increased sintering ability. In this way an increased sintering activity of the metallic powder could be reached and the shrinking curve could be adjusted to the curve of zirconia showing finally only small difference15,16.
Chee Kai Chua, Wai Yee Yeong, Ming Jen Tan, Erjia Liu and Shu Beng Tor (Eds.)
12
Proc. Of the 3rd Intl. Conf. on Progress in Additive Manufacturing
13
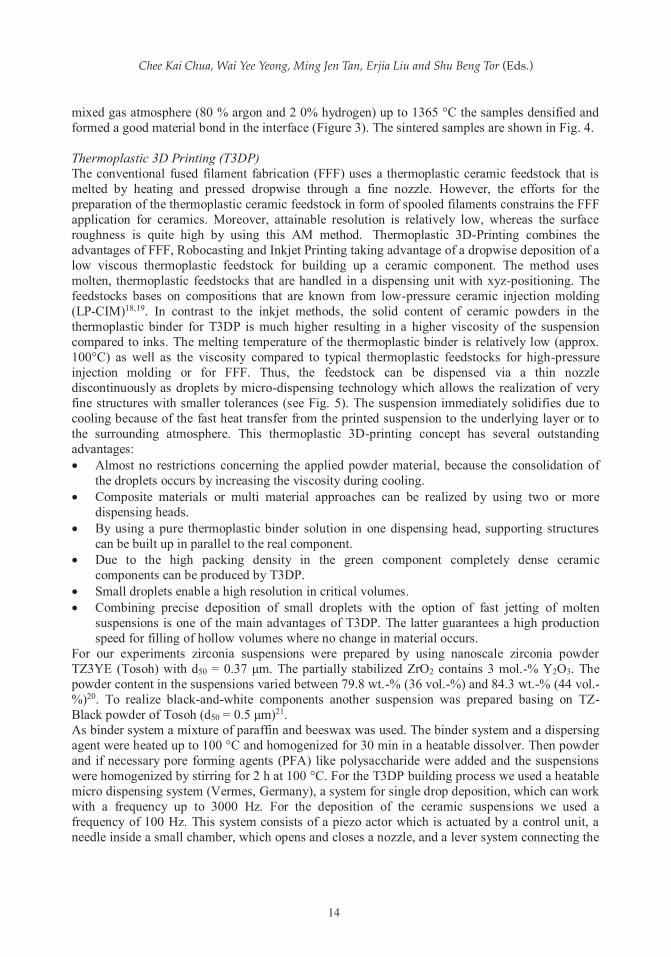
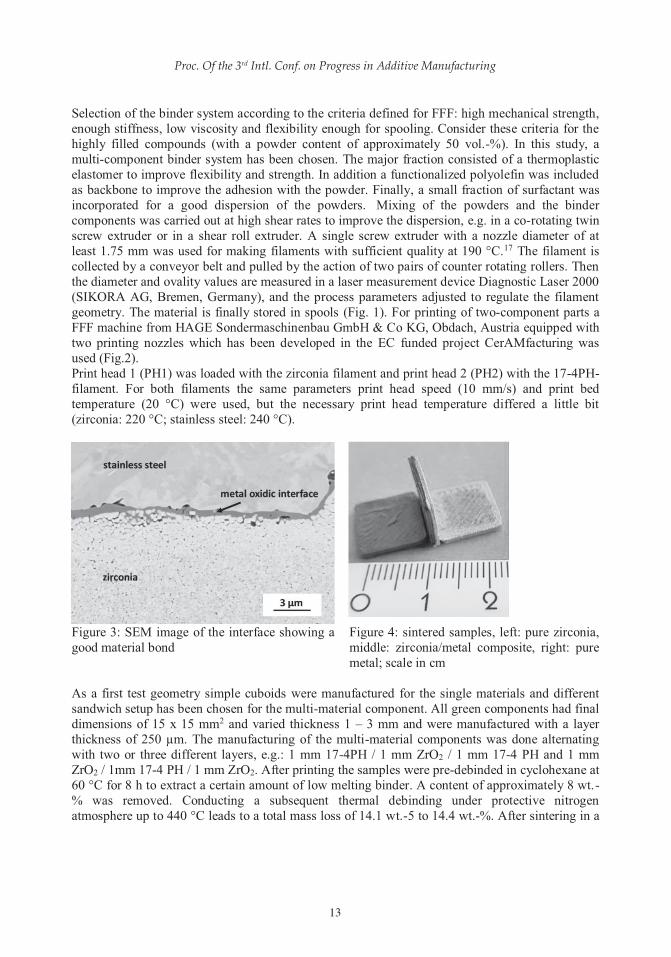
mixed gas atmosphere (80 % argon and 2 0% hydrogen) up to 1365 °C the samples densified and formed a good material bond in the interface (Figure 3). The sintered samples are shown in Fig. 4. Thermoplastic 3D Printing (T3DP) The conventional fused filament fabrication (FFF) uses a thermoplastic ceramic feedstock that is melted by heating and pressed dropwise through a fine nozzle. However, the efforts for the preparation of the thermoplastic ceramic feedstock in form of spooled filaments constrains the FFF application for ceramics. Moreover, attainable resolution is relatively low, whereas the surface roughness is quite high by using this AM method. Thermoplastic 3D-Printing combines the advantages of FFF, Robocasting and Inkjet Printing taking advantage of a dropwise deposition of a low viscous thermoplastic feedstock for building up a ceramic component. The method uses molten, thermoplastic feedstocks that are handled in a dispensing unit with xyz-positioning. The feedstocks bases on compositions that are known from low-pressure ceramic injection molding (LP-CIM)18,19. In contrast to the inkjet methods, the solid content of ceramic powders in the thermoplastic binder for T3DP is much higher resulting in a higher viscosity of the suspension compared to inks. The melting temperature of the thermoplastic binder is relatively low (approx. 100°C) as well as the viscosity compared to typical thermoplastic feedstocks for high-pressure injection molding or for FFF. Thus, the feedstock can be dispensed via a thin nozzle discontinuously as droplets by micro-dispensing technology which allows the realization of very fine structures with smaller tolerances (see Fig. 5). The suspension immediately solidifies due to cooling because of the fast heat transfer from the printed suspension to the underlying layer or to the surrounding atmosphere. This thermoplastic 3D-printing concept has several outstanding advantages: Almost no restrictions concerning the applied powder material, because the consolidation of
the droplets occurs by increasing the viscosity during cooling. Composite materials or multi material approaches can be realized by using two or more
dispensing heads. By using a pure thermoplastic binder solution in one dispensing head, supporting structures
can be built up in parallel to the real component. Due to the high packing density in the green component completely dense ceramic
components can be produced by T3DP. Small droplets enable a high resolution in critical volumes. Combining precise deposition of small droplets with the option of fast jetting of molten
suspensions is one of the main advantages of T3DP. The latter guarantees a high production speed for filling of hollow volumes where no change in material occurs.
For our experiments zirconia suspensions were prepared by using nanoscale zirconia powder TZ3YE (Tosoh) with d50 = 0.37 m. The partially stabilized ZrO2 contains 3 mol.-% Y2O3. The powder content in the suspensions varied between 79.8 wt.-% (36 vol.-%) and 84.3 wt.-% (44 vol.-%)20. To realize black-and-white components another suspension was prepared basing on TZ-Black powder of Tosoh (d50 = 0.5 m)21. As binder system a mixture of paraffin and beeswax was used. The binder system and a dispersing agent were heated up to 100 °C and homogenized for 30 min in a heatable dissolver. Then powder and if necessary pore forming agents (PFA) like polysaccharide were added and the suspensions were homogenized by stirring for 2 h at 100 °C. For the T3DP building process we used a heatable micro dispensing system (Vermes, Germany), a system for single drop deposition, which can work with a frequency up to 3000 Hz. For the deposition of the ceramic suspensions we used a frequency of 100 Hz. This system consists of a piezo actor which is actuated by a control unit, a needle inside a small chamber, which opens and closes a nozzle, and a lever system connecting the
Chee Kai Chua, Wai Yee Yeong, Ming Jen Tan, Erjia Liu and Shu Beng Tor (Eds.)
14

Proc. Of the 3rd Intl. Conf. on Progress in Additive Manufacturing
15

ACKNOWLEDGMENTS
under grant agreement No 678503 is gratefully acknowledged. REFERENCES
1. Lakshminarayan, U.; Ogrydiziak, S.; Marcus, H.L. Selective lasersintering of ceramic materials. Proceedings of Solid Free-Form Symposium 1990, Austin, Texas, USA, 16-26 (1990).
2. Lauder, A.; Cima, M.J.; Sachs, E. Fan, T. Three dimensional printing: surface finish and microstructure of rapid prototyped components. Materials Research Society Symposium Proceedings 1992, 249, 331-336 (1992).
3. Chartier T.; Badev, A. Rapid Prototyping of Ceramics. In Handbook of Advanced Ceramics Elsevier, 2nd ed., Somiya, S., Elsevier Inc., Oxford, UK, (2013).
4. Travitzky, N.; Bonet, A.; Dermeik, B.; Fey, T.; Filbert-Demut, I.; Schlier, L.; Schlordt, T.; Greil, P. Additive Manufacturing of ceramic-based material. Advanced Engineering Materials, 16, 729-754, DOI: 10.1002/adem.201400097 (2014).
5. Zocca, A.; Colombo, P.; Gomes, C. M.; Günster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society, 98 (7), 1983-2001, DOI: 10.1111/jace.13700 (2015).
6. Felzmann, R.; Gruber, S.; Mitteramskogler, G.; Tesavibul, P.; Boccaccini, A.R.; Liska, R.; Stampfl, J. Lithography-based additive manufacturing of cellular ceramic structures. Adv. Eng. Mater., 14, 1052-1058, DOI: 10.1002/adem.2012000102012 (2012).
7. Fischer, U. K.; Moszner, N.; Rheinberger, V.; Wachter, W.; Homa, J.; Längle, W. Lichthärtende Keramikschlicker für die stereolithographische Herstellung von hochfesten Keramiken (light curing ceramic suspensions for stereolithography of high-strength ceramics), european patent EP 2404590A1, published 11.01.2012
8. Homa, J. Rapid Prototyping of high-performance ceramics opens new opportunities for the CIM industry. Powder Injection Moulding International, 6 (3), 65-68 (2012).
9. http://www.3ders.org/articles/20160502-admatec-unveils-admaflex-130-high-performance-ceramic-3d-printer.html; May 2016
10. https://www.3ders.org/articles/20171006-frances-3dceram-partners-with-japanese-firm-sinto-to-expand-ceramic-3d-printing-in-asia-and-us.html, Oct 2017
11. Kollenberg, W.: Keramik und Multi-Material 3D-Druck / Ceramics and Multi-Material 3D Printing, Keramische Zeitschrift, 2014, Band 66 (2014) Heft 4, 233-236.
12. Moritz, T.; Scheithauer, U.; Mannschatz, A.; Ahlhelm, ; Abel, J.; Schwarzer, E.; Pohl, M.; Müller-Köhn, A.: Material- and Process Hybridization for Multifunctional Ceramic and Glass Components. Ceramic Applications 5(2017) [2] 66-71
13. Scheithauer, U., Weingarten, S., Johne, R., Schwarzer, E., Abel, J., Richter, H.-J., Moritz, T., Michaelis, A. Ceramic-Based 4D Components: Additive Manufacturing (AM) of Ceramic-Based Functionally Graded Materials (FGM) by Thermoplastic 3D Printing (T3DP). Materials, 10 (12), 1368, doi:10.3390/ma10121368 (2017).
14. Agarwala, M.K., van Weeren, R., Bandyopadhyay, A., Safari, A., Danforth, S.C., & Priedeman, W.R. Filament Feed Materials for Fused Deposition Processing of Ceramics and Metals. In: Proceedings of the Solid Freeform Fabrication Symposium. Volume 7. Bourell, D.L., Beamen, J.J., Marcus, H.L., Crawford, R.H., & Barlow, J.W., (eds) (1996).
15. Scheithauer, U., Bergner, A., Schwarzer, E., Richter, H.-J., Moritz, T. Studies on thermoplastic 3D printing of steel zirconia composites. J Mat Res. 29 (17), 1931 1940, DOI: 10.1557/jmr.2014.209 (2014).
16. Scheithauer, U., Slawik, T., Schwarzer, E., Richter, H.-J., Moritz, T., Michaelis, A. Additive Manufacturing of Metal-Ceramic-Composites by Thermoplastic 3D-Printing. J. Ceram. Sci. Tech. 06 (02), 125-132, DOI: 10.4416/JCST2014-00045 (2015).
Chee Kai Chua, Wai Yee Yeong, Ming Jen Tan, Erjia Liu and Shu Beng Tor (Eds.)
16

17. Abel, J., Scheithauer, U., Janics, T., Hampel, S., Cano, S., Müller-Köhn, A., Günther, A., Kukla, C., Moritz, T.: Fused Filament Fabrication (FFF) of metal-ceramic components. JoVE, under revision
18. Cetinel, F.A.; Bauer, W.; Mueller, M.; Knitter. R.; Hausselt, J.: Influence of dispersant, storage time and temperature on the rheological properties of zirconia-paraffin feedstocks for LPIM, J. Europ. Ceram. Soc., 30, 1391-1400, (2010)
19. Gorjan, L.; Dakskobler, A.; Kosmac, T.: Strength evolution of injection-molded ceramic parts during wick-debinding, J. Am. Ceram. Soc., 95, 188-193, (2012)
20. Scheithauer, U., Weingarten, S., Johne, R., Schwarzer, E., Abel, J., Richter, H.-J., Moritz, T., Michaelis, A. Ceramic-Based 4D Components: Additive Manufacturing (AM) of Ceramic-Based Functionally Graded Materials (FGM) by Thermoplastic 3D Printing (T3DP). Materials, 10 (12), 1368, doi:10.3390/ma10121368 (2017).
21. Scheithauer, U., Weingarten, S., Johne, R., Abel, J., Schwarzer, E., Moritz, T., Michaelis, A. Multi-material ceramic-based components - Additive Manufacturing of black-and-white zirconia components by Thermoplastic 3D-Printing (T3DP) JoVE. Accepted for publication in 2018
Proc. Of the 3rd Intl. Conf. on Progress in Additive Manufacturing
17