Embed Size (px)
Citation preview

1
HYDROFORMING PIPES Al ALLOY 6063 WITH DIAMETER 8 MM
FAHMI AL KAUTSAR / 20406269Industrial Technology Faculty, Mechanical Engineering Majors
ABSTRACT
Hydrofroming is one of many types of forming processes that uses mould on a variable high-pressure compaction / hydraulic fluids to compress and fill the space in the dies. aluminumalloy pipe 6063 series has done various load and stress tests used in this experiment. The diesused a series of steel made s45c. Also in this study, has been done with various loadcapacities on variables 1, 2, 5, 10 and 20 ton with 3 samples of each material is divided intoseveral parts, namely the left, middle, and the right side. Metallographic test results, obtainedfrom the size of the average particle diameter on the sample AlMgSi consecutive amounted to2.19, 2.28, 1.85, 1.99, and 2.28 μm, while the ratio factor on the left, center and rightremained relatively unchanged over variations in load and time. At 1 and 2 ton capacities,the specimens have not experienced the bulge, while the capacity of 5 and 10 tons ofspecimens having the bulge is quite good. But on loading capacity of 20 tons for 2 minutesbulge would have cracked and when more than it would burst.
Key Words : Alumunium, Hydroforming, Metalograph
2
HYDROFORMING PIPA PADUAN Al 6063 BERDIAMETER 8 MM
FAHMI AL KAUTSAR / 20406269Fakultas Teknologi Industri, Jurusan Teknik Mesin
ABSTRACT
Hydroforming merupakan jenis pembentukan yang menggunakan cetakan (dies) padavariabel kompaksi bertekanan tinggi / cairan hidrolik untuk menekan dan mengisi ruang.Pada penelitian ini menggunakan pipa paduan Al seri 6063. Cetakan (dies) yang digunakanadalah baja s45c. Pada penelitian ini proses pembentukan dilakukan dengan kapasitaspembebanan pada variabel 1, 2, 5, 10 dan 20 ton. Masing-masing sampel terbagi menjadibeberapa bagian yaitu bagian kiri, bagian tengah dan bagian kanan. Dari hasil pengujianmetalografi didapat ukuran diameter rata-rata partikel Al-Mg-Si berturut-turut sebesar 2.19,2.28, 1.85, 1.99, dan 2.28 µm. Sedangkan faktor rasio pada bagian kiri, bagian tengah danbagian kanan relatif tidak berubah dengan variasi beban dan waktu. Pada kapasitas 1 dan 2ton tidak mengalami tonjolan, sedangkan pada kapasitas 5 dan 10 ton hanya mengalamitonjolan cukup baik dan pada kapasitas 20 ton dalam waktu pembebanan 2 menit tonjolanakan mengalami retak dan jika penekanan lebih dari itu maka material akan pecah.
Kata Kunci : Alumunium, Hydroforming, Metalografi

3
1. PENDAHULUAN
Dalam sejarah teknologi otomotifpembetukan logam telah membuktikanbahwa mereka telah menjadi kekuatanpendorong di abad terakhir. Dengandemikian pembangunan berkelanjutanproses manufaktur adalah dasar untukpeningkatan berkesinambungan terhadapproduk. Bersamaan dengan prosedur barupembangunan fasilitas geometri komponenyang lebih kompleks dan menjaminpeningkatan efisiensi sebuah ketersediaanbagian-bagian. Untuk dapat mewujudkantuntutan, proses deformasi baru dan mesinmanufaktur pembangunan yangberhubungan dengan kebutuhan. Selamabertahun-tahun subdivisi dalam prosedurpembentukan logam tabung atau dalamprosedur pembentukan besar. Yang palingsering digunakan, oleh industri alattransportasi yang menghasilkan bentukkompleks dengan biaya yang sangatkompetitif. Hal ini telah memicu banyakminat terutama di industri otomotif dandirgantara berat dan ringan dimanakomponen yang diperlukan. Berikutaplikasi otomotif meliputi komponen-komponen sebagai berikut :
Bumpers Rangka mobil Chassis komponen
2. LANDASAN TEORI
2.1 AluminiumAluminium merupakan logam
ringan, mempunyai ketahanan korosi yangbaik dan hantaran listrik yang baik dansifat-sifat baik lainnya sebagai sifat logam,selain itu aluminium juga mempunyai sifatmampu bentuk (Wrought alloy) dimanapaduan aluminium ini dapat dikerjakanatau diproses baik dalam pengerjaandingin maupun pengerjaan panas(dengan peleburan). Karena sifat-sifatinilah maka banyak dilakukan penelitianuntuk meningkatkan kekuatanmekaniknya, diantaranya dengan
menambahkan unsur-unsur seperti : Cu,Mg, Si, Mn, Zn, Ni, dan sebagainya, baikdicampur secara satu persatu maupunsecara bersama-sama, bahan-bahantersebut juga memberikan sifat-sifat baiklainnya seperti ketahanan korosi,ketahanan aus, koefisien pemuaian rendah.Material ini dipergunakan dalam bidangyang sangat luas, bukan saja untukperalatan rumah tangga tetapi juga dipakaiuntuk keperluan material pesawat terbang,mobil, kapal laut, kontruksi dansebagainya.
2.1.1 Sifat-sifat AluminiumAluminium mempunyai banyak
sifat baik yang menguntungkan untukdikembangkan dalam industri, antara lainadalah :
1. RinganAluminium merupakan logam
yang sangat ringan, beratnyasekitar 2720 kg/m³. Oleh karena itualuminium banyak menggantikanbaja dalam berbagai hal sepertipada mobil, motor, kapal, alatrumah tangga dan lainnya.
2. Tahan karatBeberapa logam lain
mengalami pengikisan bila terkenaoksigen, air atau bahan kimialainnya. Reaksi kimia akanmenyebabkan korosi pada logamtersebut.
3. Hantar listrik yang baikAluminium adalah logam yang
paling umum dipakai sebagai alatpenghantar listrik, sebabmempunyai daya hantar kuranglebih 65% dari daya hantartembaga. Disamping itu aluminiumlebih liat sehingga lebih mudahdiulur menjadi kawat.
2.1.2 Klasifikasi AluminiumAluminium dapat dikembangkan
dengan berbagai jenis dari bentuk sampaikekuatannya, karena aluminium jenislogam yang serbaguna, sebabkeistimewaan logam aluminium mampu

4
mengganti logam lain seperti baja,tembaga, kayu, dan lainnya.Penggunaannya secara volumetric telahmelampaui konsumsi tembaga, timah,timbal, seng secara bersama-sama.
Aluminium merupakan bahan bakuyang mudah diperoleh, mempunyaiproduksi yang unggul, sifat mekanik dansifat fisik yang menguntungkan dan hargarelatif murah. Aluminium merupakanlogam ringan karena mempunyai beratjenis yang ringan. karena berat jenisaluminium yang relatif ringan makaalumuinium banyak digunakan padakomponen-komponen motor, pesawatterbang dan lainnya. Selain itu sebagaipenambah kekuatan mekaniknya yangsangat mengikat yaitu Cu, Mg, Si, Mn, Zn,Ni dan lainnya.
2.1.3 Pengaruh Unsur PaduanTerhadap AluminiumPaduan dengan unsur-unsur yang
ditambahkan yaitu :1. Al-Murni
Untuk aluminium murnibiasanya kemurniannya mencapai99.85 %, tetapi ada juga yangmencapai 99,999 %.
2. Paduan Al-SiPaduan Al-Si sangat baik
kecairannya yang mempunyaipermukaan yang bagus sekali tanpakegetasan panas dan sangat baikuntuk paduan coran, sebagai bahantambahan Si mempunyai ketahanankorosi yang baik, ringan, koefisienmuai yang kecil dan sebagaipenghantar listrik yang baik jugapanas koefisien pemuaiantermalnya Si sangat rendah. Olehkarena itu paduan ini mempunyaikoefisien yang rendah apabiladitambah Si lebih banyak.
3. Paduan Al-MgDidalam paduan Al-Mg
mempunyai pengaruh yang hampirsama dengan pengaruh Cu didalampaduan tersebut. Magnesium larutsebagai fasa α, sedangkan diatas
batas kelarutannya magnesiumhadir dalam bentuk fasa β, fasa βmerupakan fasa yang lunak danberukuran besar, sehingga sedikitsekali menimbulkan efekpengerasan terhadap paduan.
4. Al-Mg-SiJika sedikit Mg ditambahkan
kepada Al pengerasan penuaansangat jarang terjadi, tetapi apabilasecara simultan mengandung Si,maka dapat dikeraskan denganpenuaan panas setelah perlakuaanpelarutan. Paduan ini mempunyaikekuatan yang kurang untuk bahantempaan dibandingkan denganpaduan lainya, tetapi sangat liat,sangat baik mampu bentuknyapada temperatur biasa, ektrusi dansebagainya.
2.3 Klasifikasi Proses Hydroforming
2.3.1 Lembar Hydroforming (SheetHydroforming)Dalam lembar hydroforming
terdapat bahan yang membentuk dimanasebuah benda kerja ditempatkan padasebuah permukaan cetakan (dies) melaluipukulan yang mengelilingi ruang hidrolikbenda kerja dan permukaan cetakantekanan yang relatif rendah.
Torak penekan (holder) akanmenekan cairan sebesar 15000 Pa sehinggamembuat benda kerja terbentuk sesuaidengan bentuk cetakan. Lalu tekanandilepaskan untuk mengangkat benda kerjayang telah dibentuk dan proses selesai.
Gambar 2.5 Proses Pembentukan SheetHydroforming[6]

5
2.3.2 Tabung Hydroforming (TubeHydroforming)
Dalam tabung hydroforming ada duacara utama untuk mempraktikkannya,yaitu dengan tekanan tinggi dan tekananrendah. Dengan proses tekanan tinggi,tabung tertutup sepenuhnya didalamcetakan sebelum tabung ditekan. Dalamtekanan rendah tabung sedikit ditekanuntuk menjaga volume tetap selamapenutupan cetakan. Didalam tabung tekan,hydroforming diterapkan pada bagiandalam tabung yang dijepit oleh cetakandengan penampang dan bentuk yangdiinginkan. Ketika cetakan ditutup padaujung tabung ditahan dengan pin sebagaipenahan dan tabung diisi dengan cairanhidrolik. Tekanan internal didalam tabungdapat mencapai beberapa ribu bar, dan halini yang menyebabkan tabung dan cetakanperlu di set kembali. Cairan dimasukkankedalam tabung melalui salah satu dari duapemukul aksial. Pukulan yang bergerakaksial memberikan kompresi untukmengisi volume ruang terhadap pusattabung agar mengembang. Gerak pukulberlawanan ini mungkin juga dimasukkandalam pembentuk cetakan dalam upayamembentuk tonjolan dengan diameterkecil / rasio panjang. Gerak pukulberlawanan ini juga dapat digunakan untukmembuat lubang pada benda kerja padasaat akhir proses pembentukan. Banyakaplikasi yang dapat ditemukan dalamproses ini terutama dibidang otomotif.
Gambar 2.6 Hasil Pembentukan TubeHydroforming T-shape[3]
3. BAHAN DAN PERCOBAAN
3.1 Diagram Alir Penelitian
Gambar 3.1 Diagram alir penelitian
3.2 Persiapan Bahan PengujianBahan yang dipakai yaitu
aluminium dengan komposisi kimia sepertipada tabel dibawah ini. Bahan tersebutdidapat dari proses hydroforming yangdilakukan di Laboratorium MaterialTeknik Universitas Gunadarma yaituuntuk membuat tonjolan pada komponenseperti rangka sepeda, chassis dan lainsebagainya. Di bawah ini adalahkomposisi kimia yang terkandung dalamaluminium Al-Mg-Si sebagai berikut.
Tabel 3.1 Komposisi Kimia PaduanAl-Mg-Si[7]
U.S.A.(AA)
Britain(BS)
I.S.O.%
Cu.%
Mg.%
Si.%
Fe.%
Mn.%
Zn.%
Ti.%
Cr.%
6063 H9Al-Mg-Si
0.1 0.9 0.7 0.6 0.3 0.1 0.2 0.1
Mulai
Studi Literatur
Proses Hydroforming
Uji Metalografi
Data
Analisa
Kesimpulan
Selesai

6
3.3 Bahan dan AlatDalam pembentukan tube
hydroforming dibutuhkan bahan-bahan danalat-alat penambah, adapun bahan-bahandan alat-alat penambah yang digunakandalam proses pembentukan tubehydroforming (THF) adalah sebagaiberikut :
1. Aluminium Wrought Al-Mg-Si6063
Aluminium adalah unsur kimiadalam jadual berkala yangmempunyai simbol Al dan nomoratom 13. Aluminium seri ini seringdijumpai terutama pada dalambentuk pipa atau tabung yaitukepala sambungan rangka sepeda.Aluminium digunakan dalambanyak industri untukmenghasilkan bermacam-macamdan sangat penting dalam ekonomidunia.
Tabel 3.3 Aluminium Wrought Al-Mg-Si6063 Properties[7]
Material AluminumShapeform Tube
TubesTubing
Series 6063-T832Grade 6063Temper T832Finish Bright SurfaceNominal Size 12.7 mmNominal Size 12.7 mmO.D. 21.336 mmI.D. 15.799 mmWall Thickness 2.769 mmWeight 0.2944 kg/mWeight per 20' (kg) 5.888 kgASM Specification ASME SB-241
ASME SB241MASTM B241ASTM B241MASTM B429Mil-P-25995UNS A96063
Length 6.096 mDensity 0.098 kg/m³Specific Gravity 2.70
Gambar 3.2 Aluminium Wrought Al-Mg-Si 6063[8]
2. DongkrakDigunakan untuk menekan
holder dan kemudian aluminiumtertekan oleh holder sehinggamembentuk tonjolan.
Gambar 3.3 Dongkrak Botol 1 ton
Gambar 3.4 Dongkrak Botol 2 ton
Gambar 3.5 Dongkrak Botol 5 ton
Gambar 3.6 Dongkrak Botol 10 ton
Gambar 3.7 Dongkrak Botol 20 ton

7
Gambar 3.8 Proses Penekanan TubeHydroforming
3.3.1 Dies (cetakan), Pin, Mur danHolderPeralatan ini terdiri dari Dies
(cetakan) digunakan sebagai media untukmembentuk material, Pin digunakansebagai penahan material, Mur digunakansebagai pengunci cetakan dan Holderdigunakan sebagai penekan.
Gambar 3.9 Dies (cetakan)
Gambar 3.10 Pin
Gambar 3.11 Mur
Gambar 3.12 Holder
3.4 Proses PemanasanPada proses ini material
Aluminium yang dipanaskan dalam tungkupemanas listrik guna agar material tersebutmengalami tingkat keuletan (lunak)sebelum melakukan proses penekananmenggunakan dongkrak hidrolik dengankapasitas beban yang dipakai yaitu 1, 2, 5,10 dan 20 ton.
Gambar 3.13 Tungku Pemanas Listrik
3.5 Pembentukan BahanDalam Pembentukan Bahan Tube
Hydroforming Aluminium yang digunakanuntuk sampel menggunakan prosespenekanan dengan menggunakan dongkrakhidrolik. Berikut diagram alir prosespembentukannya adalah :
Mulai
Studi Literatur
Memotong :Aluminium 40 mm
A

8
Cacat
Ya
Gambar 3.14 Diagram Alir TubeHydroforming
1. Memotongan aluminium denganukuran 8 mm
2. Proses awal adalah bahan materialAluminium sepanjang 60 mmdipotong dengan menggunakangergaji menjadi 40 mm.
3. Kemudian, material Aluminiumdipanaskan dengan menggunakanoven mencapai suhu 400 oC.
4. Material Aluminium didiamkandengan proses pendinginan suhu(annealing).
5. Bahan yang telah dipanaskan laludibentuk dengan menggunakanmold baja yang telah dibuat dengancara injection.
6. Kemudian, proses penekanandengan menggunakan dongkrakbotol pada kapasitas tiap variabel1, 2, 5, 10 dan 20 ton.
7. Hasil pembentukan material.
Gambar 3.15 Hasil Pembentukan TubeHydroforming
3.5.1 Media PembentukanDalam penelitian ini ada beberapa
media pembentukan yaitu berupa fluidautama yang dapat mempengaruhi prosespenekanan tabung aluminium gunamendorong penekanan sempurna dalammengisi volume ruang sehinggamembentuk sebuah tonjolan. Fluida-fluidaini berupa pencampuran antara pasir boraxdan gemuk (grease). Berikut mediapembentuknya :
(a) (b)
Gambar 3.16 Fluida Pembentuk (a) Pasirborax dan (b) Gemuk (grease)
3.6 Proses Pengambilan SampelPengambilan sampel dilakukan
dengan selang waktu 5 menit untuk tiapsampelnya yaitu pada saat aluminium padatungku dengan suhu 400 oC kemudiandidiamkan pada suhu ruangan (annealing).Masing-masing bagian di potong menjadi2 bagian yaitu sisi kanan dan sisi kiri.
(a) (b)
Gambar 3.19 Sampel Pembentukan (a)Sampel kiri dan (b) Sampel kanan
Pemanasan Oven :Temperatur 400 oC
Proses Annealing
PembentukanBahan :
kapasitas tekan1, 2, 5, 10 dan 20
ton
Proses Penekanan denganperbandingan 1 : 2 : 3 menit
Selesai
A

9
Tiap sampel berukuran panjang 60mm, lebar 8 mm dan tinggi 5 mm. Sampeldipotong menjadi dua sehingga didapatpotongan sampel sisi kiri dan sisi kanandengan panjang 40 mm, lebar 8 mm dantinggi 5 mm.
3.7 Diagram Alir Proses Metalografi
Gambar 3.20 Diagram alir prosesMetalografi
3.8 Pengamatan PengujianMetalografiPengamatan strukturmikro
dilakukan di Laboratorium Material
Teknik dan Pengecoran LogamUniversitas Gunadarma. Tujuanpengamatan adalah untuk mengetahuifasa-fasa pada Aluminium Al-Mg-Sitersebut. Tahap proses untuk mendapatkanfoto strukturmikro sebagai berikut :
1. PemotonganUntuk pengamatan
strukturmikro, dilakukanpemotongan terhadap sampel hasildari proses forming, karenapengujian strukturmikro tidakmembutuhkan dimensi sampelbesar. Dalam pemotongan harusdipilih lokasi yang bersih dan tidakterkena proses deformasi akibatpemotongan sebelumnya.Pemotongan dilakukan denganmenggunakan gergaji pemotongdengan pendingin air.
2. MountingSampel hasil pemotongan
dibuatkan mounting dari bubukbakelit yang dilakukan denganproses penekanan kondisi vakum.Tujuan mounting adalah untukmemudahkan pengamplasan.
3. PengamplasanPengamplasan dilakukan
secara kasar dan halus. Preparasiawal dengan mengamplas sampelyang dimulai dengan amplas yangpaling kasar sampai paling halus,yaitu dimulai dari amplasbernomor 400, 600, 800, 1000,1200, 1500, 2000. Untuk setiapperubahan nomor amplas dilakukanperubahan arah pengamplasanhingga arah sebelumnya hilang.Pada pengamplasan dialirkan airuntuk menghindari panas akibatgesekan permukaan sampel denganamplas dan untuk menghilangkangram agar tidak tergores sampel.
4. PemolesanAda dua tahap pemolesan
yaitu poles kasar dan halus. Poleskasar dilakukan denganmenggunakan kain poles berukuran3 µm dengan penambahan cairan
Pengamplasan dengan kertasamplas no
400600800
1000120015002000
Pemolesan3 µm1 µm
Selesai
Mulai
Pengambilan Sampel
Pengikiran Sampel
Mounting
Cuci
Pengetsaan Hydro Flouric(HF)
Analisa Strukturmikro
Cuci

10
alumina. Sedangkan poles halusdilakukan dengan cairan alumina 1µm yang dipoleskan ke permukaankain poles berukuran 1 µmkemudian dikerjakan seperti padapemolesan kasar.
5. Proses etsaSampel dietsa dengan
menggunakan zat etsa Nital yangdiperoleh dengan mereaksikan 20ml (HF) + Alkohol 95% + 10 ml(H2O). Proses etsa dilakukandengan tahap-tahap sebagaiberikut: Sebelum proses pencelupan
dilakukan, terlebih dahulupencampuran larutan etsasesuai reaksi diatas.
Pencelupan sampel padawadah yang berisi zat etsayang dilakukan secarakontinyu.
Pencelupan sampel kedalamcairan Alkohol 95%.
Pembilasan sampel dengan airmengalir.
Pengeringan sampel dengansteem kompresor.
Prosedur yang sama dilakukanuntuk semua sampel ujimetalografi.
6. Pengambilan Foto StrukturmikroSelanjutnya dilakukan
pemotretan dengan microscopeoptic dengan pembesaran 1200Xmenggunakan kamera digital.Gambar 3.21 menunjukan gambarmikroskop metalurgi yangdigunakan.
Gambar 3.21 Metallurgical Microscope[9]
4. HASIL DAN PEMBAHASAN
4.1 Strukturmakro denganKapasitas Beban 1 Ton
4.1.1 Strukturmakro AluminiumSampel PertamaBerikut strukturmakro hasil proses
pembentukkan diamati pada beberapabagian sesuai dengan pemetaan padagambar 4.1, bagian-bagian tersebut antaralain; (a) adalah bagian samping kiri, (b)adalah bagian tengah dan (c) adalah bagiansamping kanan.
Gambar 4.1 Strukturmakro AluminiumTerbentuk dengan beban 1 Ton dalam 1
menit
4.1.2 Strukturmakro AluminiumSampel Kedua
Gambar 4.2 Strukturmakro AluminiumTerbentuk dengan beban 1 Ton
dalam 2 menit
a b cc

11
4.1.3 Strukturmakro AluminiumSampel Ketiga
Gambar 4.3 Strukturmakro AluminiumTerbentuk dengan beban 1 Ton
dalam 3 menit
Pada gambar 4.1, 4.2, dan 4.3menunjukkan dengan menggunakankapasitas beban 1 ton ini tidakmenghasilkan tonjolan.
4.2 Strukturmakro denganKapasitas Beban 2 Ton
4.2.1 Strukturmakro AluminiumSampel Pertama
Gambar 4.4 Strukturmakro AluminiumTerbentuk dengan beban 2 Ton
dalam 1 menit
4.2.2 Strukturmakro AluminiumSampel Kedua
Gambar 4.5 Strukturmakro AluminiumTerbentuk dengan beban 2 Ton
dalam 2 menit
4.2.3 Strukturmakro AluminiumSampel Ketiga
Gambar 4.6 Strukturmakro AluminiumTerbentuk dengan beban 2 Ton
dalam 3 menit
Pada gambar 4.4, 4.5, dan 4.6menunjukkan dengan menggunakankapasitas beban 2 ton ini hasilnya punsama dengan hasil sebelumnya yaitu 1 tontidak menghasilkan tonjolan.
4.3 Strukturmakro denganKapasitas Beban 5 Ton
4.3.1 Strukturmakro AluminiumSampel Pertama
Gambar 4.7 Strukturmakro AluminiumTerbentuk dengan beban 5 Ton
dalam 1 menit
4.3.2 Strukturmakro AluminiumSampel Kedua
Gambar 4.8 Strukturmakro AluminiumTerbentuk dengan beban 5 Ton
dalam 2 menit

12
4.3.3 Strukturmakro AluminiumSampel Ketiga
Gambar 4.9 Strukturmakro AluminiumTerbentuk dengan beban 5 Ton
dalam 3 menit
Pada gambar 4.7, 4.8, dan 4.9menunjukkan dengan menggunakankapasitas beban 5 ton ini hanyamenghasilkan tonjolan kecil.
4.4 Strukturmakro denganKapasitas Beban 10 Ton
4.4.1 Strukturmakro AluminiumSampel Pertama
Gambar 4.10 Strukturmakro AluminiumTerbentuk dengan beban 10 Ton
dalam 1 menit
4.4.2 Strukturmakro AluminiumSampel Kedua
Gambar 4.11 Strukturmakro AluminiumTerbentuk dengan beban 10 Ton
dalam 2 menit
4.4.3 Strukturmakro AluminiumSampel Ketiga
Gambar 4.12 Strukturmakro AluminiumTerbentuk dengan beban 10 Ton
dalam 3 menit
Pada gambar 4.10, 4.11, dan 4.12menunjukkan dengan menggunakankapasitas beban 10 ton ini menghasilkantonjolan baik dari sampel sebelumnya.
4.5 Strukturmakro denganKapasitas Beban 20 Ton
4.5.1 Strukturmakro AluminiumSampel Pertama
Gambar 4.13 Strukturmakro AluminiumTerbentuk dengan beban 20 Ton
dalam 1 menit
4.5.2 Strukturmakro AluminiumSampel Kedua
Gambar 4.14 Strukturmakro AluminiumTerbentuk dengan beban 20 Ton
dalam 2 menit

13
4.5.3 Strukturmakro AluminiumSampel Ketiga
Gambar 4.15 Strukturmakro AluminiumTerbentuk dengan beban 20 Ton
dalam 3 menit
Pada gambar 4.13, 4.14, dan 4.15menunjukkan dengan menggunakankapasitas beban 20 ton ini menghasilkantonjolan sangat baik dari sampelsebelumnya.
4.6 Strukturmikro dengan KapasitasBeban 1 Ton
4.6.1 Strukturmikro AluminiumSampel PertamaPaduan Al-Mg-Si disusun oleh fasa
utama yaitu fasa Al-α. Formasi strukturalaluminium seri 6063 ini tergantung padakomposisi paduan, perlakuan mekanik danpanas, serta proses pembentukan. Padapaduan Al-Mg-Si kandungan Aluminiumsangat tinggi, sehingga pada strukturmikropaduan Al-Mg-Si ini terlihat jelas.
Gambar 4.16 Strukturmikro AluminiumTerbentuk dengan beban 1 Ton
dalam 1 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Pada pengamatan strukturmikroGambar 4.1 didapatlah struktur fasa Al-Mg-Si (bagian gelap). Fasa Al-αmempengaruhi nilai keuletan darialuminium, jika fasa Al-α menurunjumlahnya maka keuletan aluminium akanmeningkat.
4.6.2 Struktur Mikro AluminiumSampel Kedua
14
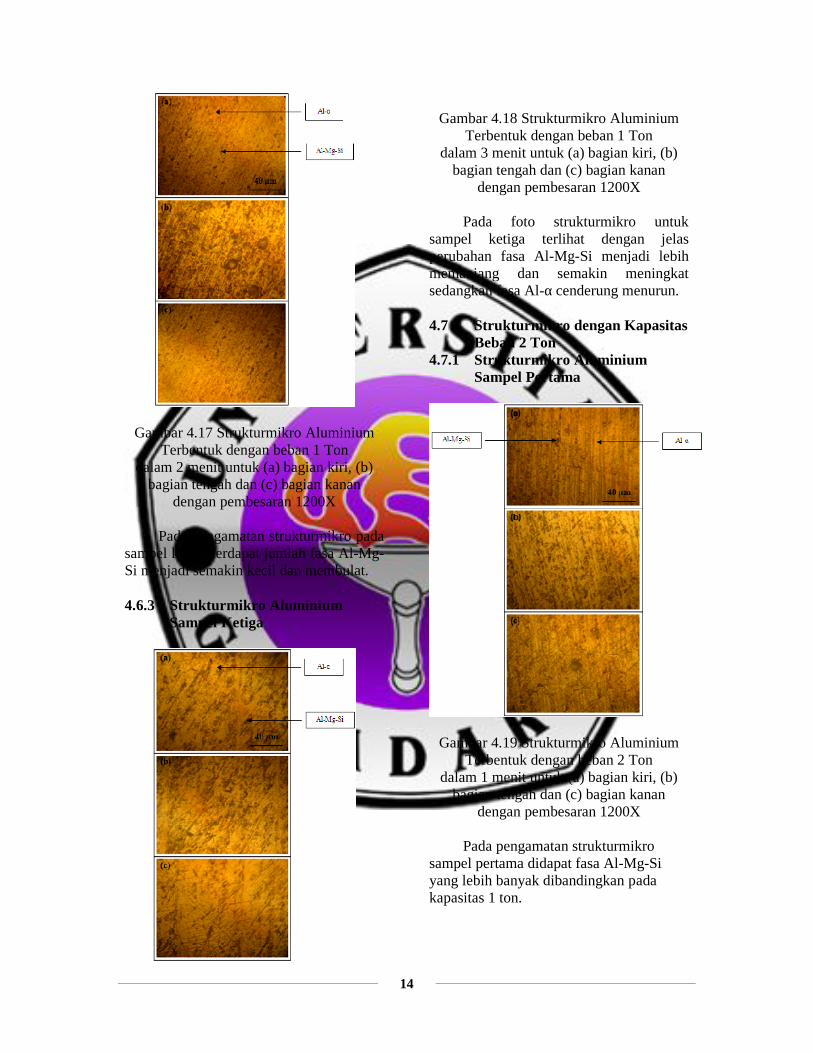
Gambar 4.17 Strukturmikro AluminiumTerbentuk dengan beban 1 Ton
dalam 2 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Pada pengamatan strukturmikro padasampel kedua terdapat jumlah fasa Al-Mg-Si menjadi semakin kecil dan membulat.
4.6.3 Strukturmikro AluminiumSampel Ketiga
Gambar 4.18 Strukturmikro AluminiumTerbentuk dengan beban 1 Ton
dalam 3 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Pada foto strukturmikro untuksampel ketiga terlihat dengan jelasperubahan fasa Al-Mg-Si menjadi lebihmemanjang dan semakin meningkatsedangkan fasa Al-α cenderung menurun.
4.7 Strukturmikro dengan KapasitasBeban 2 Ton
4.7.1 Strukturmikro AluminiumSampel Pertama
Gambar 4.19 Strukturmikro AluminiumTerbentuk dengan beban 2 Ton
dalam 1 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Pada pengamatan strukturmikrosampel pertama didapat fasa Al-Mg-Siyang lebih banyak dibandingkan padakapasitas 1 ton.

15
4.7.2 Strukturmikro AluminiumSampel Kedua
Gambar 4.20 Strukturmikro AluminiumTerbentuk dengan beban 2 Ton
dalam 2 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Dari foto strukturmikro sampelkedua didapatlah perubahan fasa Al-Mg-Siyang terlihat cenderung bulat dengandikelilingi fasa Al-α yang makinmeningkat jumlahnya dibandingkan padasampel sebelumnya.
4.7.3 Strukturmikro AluminiumSampel Ketiga
Gambar 4.21 Strukturmikro AluminiumTerbentuk dengan beban 2 Ton
dalam 3 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Dari foto strukturmikro sampelketiga didapatlah perubahan fasa Al-Mg-Siyang terlihat cenderung memanjangdengan dikelilingi fasa Al-α yang makinmeningkat jumlahnya dibandingkan padasampel sebelumnya.
4.8 Strukturmikro dengan KapasitasBeban 5 Ton
4.8.1 Strukturmikro AluminiumSampel Pertama

16
Gambar 4.22 Strukturmikro AluminiumTerbentuk dengan beban 5 Ton
dalam 1 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Dari foto strukturmikro sampelpertama didapatlah perubahan fasa Al-Mg-Si yang terlihat cenderung memanjang danmengecil dengan dikelilingi fasa Al-αyang makin meningkat jumlahnyadibandingkan pada sampel sebelumnya.
4.8.2 Strukturmikro AluminiumSampel Kedua
Gambar 4.23 Strukturmikro AluminiumTerbentuk dengan beban 5 Ton
dalam 2 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Dari foto strukturmikro sampelkedua didapatlah perubahan fasa Al-Mg-Siyang terlihat membulat dan memanjangdengan dikelilingi fasa Al-α yang makinmeningkat jumlahnya dibandingkan padasampel sebelumnya.
4.8.3 Strukturmikro AluminiumSampel Ketiga

17
Gambar 4.24 Strukturmikro AluminiumTerbentuk dengan beban 5 Ton
dalam 3 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Dari foto strukturmikro sampelketiga didapatlah perubahan fasa Al-Mg-Siyang terlihat cenderung meraoat dengandikelilingi fasa Al-α yang makin menurunjumlahnya dibandingkan pada sampelsebelumnya.
4.9 Strukturmikro dengan KapasitasBeban 10 Ton
4.9.1 Strukturmikro AluminiumSampel Pertama
Gambar 4.25 Strukturmikro AluminiumTerbentuk dengan beban 10 Ton
dalam 1 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Dari foto strukturmikro sampelpertama didapatlah perubahan fasa Al-Mg-Si yang terlihat membentuk butiran besardengan dikelilingi fasa Al-α yang semakinmeningkat jumlahnya dibandingkan padasampel sebelumnya.
4.9.2 Strukturmikro AluminiumSampel Kedua

18
Gambar 4.26 Strukturmikro AluminiumTerbentuk dengan beban 10 Ton
dalam 2 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Dari foto strukturmikro sampelkedua didapatlah perubahan fasa Al-Mg-Siyang terlihat semakin memanjang dengandikelilingi fasa Al-α yang makinmeningkat jumlahnya dibandingkan padasampel sebelumnya.
4.9.3 Strukturmikro AluminiumSampel Ketiga
Gambar 4.27 Strukturmikro AluminiumTerbentuk dengan beban 10 Ton
dalam 3 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Dari foto strukturmikro sampelketiga didapatlah jumlah fasa Al-Mg-Sidengan fasa Al-α yang terlihat semakinmenurun dari jumlah sampel sebelumnya.
4.10 Strukturmikro dengan KapasitasBeban 20 Ton
4.10.1 Strukturmikro AluminiumSampel Pertama

19
Gambar 4.28 Strukturmikro AluminiumTerbentuk dengan beban 20 Ton
dalam 1 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Dari foto strukturmikro sampelpertama didapatlah perubahan fasa Al-Mg-Si yang terlihat semakin meningkat darijumlah sampel sebelumnya.
4.10.2 Strukturmikro AluminiumSampel Kedua
Gambar 4.29 Strukturmikro AluminiumTerbentuk dengan beban 20 Ton
dalam 2 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Dari foto strukturmikro sampelkedua didapatlah perubahan fasa Al-Mg-Siyang terlihat jelas dengan bentuk elipsmemanjang dan membulat .
4.10.3 Strukturmikro AluminiumSampel Ketiga

20
Gambar 4.30 Strukturmikro AluminiumTerbentuk dengan beban 20 Ton
dalam 3 menit untuk (a) bagian kiri, (b)bagian tengah dan (c) bagian kanan
dengan pembesaran 1200X
Dari foto strukturmikro sampelketiga didapatlah perubahan fasa Al-Mg-Siyang terlihat jelas dan bertambah panjangdengan dikelilingi fasa Al-α yang semakinmeningkat dari sampel sebelumnya.
Dari semua data-data strukturmikrodapat disimpulkan bahwa unsur fasa darikomponen utama yaitu Aluminium yangterdiri dari fasa Al-α dan fasa Al-Mg-Si.Fasa Al-α ditunjukkan dengan warnakuning menyala/kuning keemasan, danfasa Al-Mg-Si ditunjukkan dengan warnacoklat (gelap).
4.11 Partikel Paduan Al-Mg-Si TubeHydroformingPada material paduan Al-Mg-Si,
partikel-partikel terpecah ke dalam bagian-bagian kecil, yang tersebar pada matriksecara acak. Berdasarkan penelitian dananalisa besar diameter partikel yangterdistribusi, ditunjukkan pada tabelberikut:
Tabel 4.1 Ukuran (diameter) partikel Al-Mg-Si Tube Hydroforming dengankapasitas beban hidrolik 1, 2, 5, 10 dan 20ton bagian kiri.
Dari data tabel 4.1 diatasmenunjukkan perbedaaan dari keseluruhanperhitungan partikel strukturmikro Al-Mg-Si Tube Hydroforming diatas pada daerahbagian kiri adalah ukuran partikel darimasing-masing perbandingan, yaitusampel pertama, kedua dan ketiga. Darinilai rata-rata ukuran (diameter) partikelmenunjukkan bahwa bentuk dari partikelAl-Mg-Si pada daerah bagian kiri iniadalah berbentuk butiran-butiran kecil. Halini disebabkan pada proses penekananvariabel kompaksi 1, 2, 5, 10 dan 20 tontidak mampu menekan lebih besar(tonjolan).
Gambar 4.31 Grafik Nilai rata-rata ukuran(diameter) partikel Al-Mg-Si Tube
Hydroforming Bagian Kiri

21
Tabel 4.2 Ukuran (diameter) partikel Al-Mg-Si Tube Hydroforming dengankapasitas beban hidrolik 1, 2, 5, 10 dan 20ton bagian tengah.
Dari data tabel 4.2 diatasmenunjukkan perbedaaan dari keseluruhanperhitungan partikel strukturmikro Al-Mg-Si Tube Hydroforming diatas pada daerahbagian tengah adalah ukuran partikel darimasing-masing perbandingan, yaitusampel pertama, kedua dan ketiga. Darinilai rata-rata ukuran (diameter) partikelmenunjukkan bahwa bentuk dari partikelAl-Mg-Si pada daerah bagian tengah iniadalah berbentuk elips memanjang karenaukuran partikel dan faktor rasio padabagian tengah relatif tidak berubah denganvariasi beban dan waktu. Hal inidisebabkan pada proses penekananvariabel kompaksi mampu menekan lebihbesar (tonjolan), karena pemampatanfluida yaitu pencampuran borax, gemukdan oli ini menghasilkan tonjolan yangsignifikan tepatnya pada variabelkompaksi 10 dan 20 ton.
Gambar 4.32 Grafik Nilai rata-rata ukuran(diameter) partikel Al-Mg-Si Tube
Hydroforming Bagian Tengah
Tabel 4.3 Ukuran (diameter) partikel Al-Mg-Si Tube Hydroforming dengankapasitas beban hidrolik 1, 2, 5, 10 dan 20ton bagian kanan.
Dari data tabel 4.3 diatasmenunjukkan perbedaaan dari keseluruhanperhitungan partikel strukturmikro Al-Mg-Si Tube Hydroforming diatas pada daerahbagian kanan adalah ukuran partikel darimasing-masing perbandingan, yaitusampel pertama, kedua dan ketiga. Darinilai rata-rata ukuran (diameter) partikelmenunjukkan bahwa bentuk dari partikelAl-Mg-Si pada daerah bagian kanan iniadalah berbentuk bulatan-bulatan kecilmemanjang. Sama halnya pada ukuran(diameter) partikel bagian kiri, yaitu tidakmampu menekan lebih besar karenapenumpukkan fluida.

22
Gambar 4.33 Grafik Nilai rata-rata ukuran(diameter) partikel Al-Mg-Si Tube
Hydroforming Bagian Kanan
Tabel 4.4 Distribusi Waktu Pembebanan
Kapasitas(Ton)
Waktu1 menit 2 menit 3 menit
1 2 5 ×
10 × ×20 × ×
Dari tabel 4.4 Berdasarkan distribusiwaktu pembebanan dapat disimpulkanbahwa kapasitas pembebanan padavariabel 1 dan 2 ton tidak mengalamipembentukan (tonjolan), kemudian padavariabel 5 dan 10 ton menghasilkan cukupbaik, sedangkan pada variabel 20 tonmenghasilkan sangat baik, akan tetapi jikapembebanan terlalu lama maka sampelakan pecah.
5. PENUTUP
5.1 KesimpulanBerdasarkan hasil penelitian
pembentukan Tube Hydroforming (THF)dengan menggunakan Aluminium WroughtAl-Mg-Si seri 6063 pada penekanankapasitas beban hidrolik yang digunakan1, 2, 5, 10 dan 20 ton sehinggamenghasilkan sebuah tonjolan. Maka dapatdiambil beberapa kesimpulan sebagaiberikut:
1. Aluminium paduan seri 6063 disusun oleh larutan padat Al-α yang
berwarna terang, dan partikel Al-Mg-Si yang berwarna gelap.
2. Kapasitas pembebanan pada variabel1 dan 2 ton tidak mengalamipembentukan (tonjolan), kemudianpada variabel 5 dan 10 tonmenghasilkan cukup baik, sedangkanpada variabel 20 ton menghasilkansangat baik, akan tetapi jikapembebanan terlalu lama makasampel akan pecah.
3. Diameter rata-rata partikel Al-Mg-Sipada sampel 1, 2, 5, 10, dan 20 Tonberturut-turut sebesar 2.19, 2.28,1.85, 1.99, dan 2.28 µm. Sedangkanfaktor rasio pada bagian kiri, tengah,dan kanan relatif tidak berubahdengan variasi beban dan waktu.
4. Dalam data pengujian metalografi,terdapat strukurmikro yang berfungsiuntuk menentukan fasa-fasa yangterkandung dalam permukaanaluminium, seperti fasa Al-α dan fasaAl-Mg-Si. Hasil strukturmikrodengan kapasitas beban hidrolik 1dan 2 ton ditunjukkan pada tabelperhitungan partikel untuk bagiankiri dan kanan hampir tidak jauhberbeda (linier), dan untuk bagiantengah, pada kapasitas 2 toncenderung lebir besar dan berbentukseperti butiran-butiran kecil.Sedangkan dengan kapasitas bebanhidrolik 5 ton adalah pembentukanpartikel pada bagian kiri dan kananlebih rendah jika dibandingkandengan kompaksi 1 dan 2 ton, karenapenekanan tetap berlanjut sehinggadapat lebih besar dari kapasitassebelumnya. Sedangkan dengankapasitas beban hidrolik 10 dan 20ton cenderung menghasilkan tonjolanyang sangat baik dan ukuran partikeljauh lebih besar dan berbentuk elipsmemanjang.

23
DAFTAR PUSTAKA
[1] Davis, J.R., Aluminium andAluminium Alloy, Ohio,: ASMInternational 1994.[2] Surdia, T. dan Saito, S.,Pengetahuan Bahan Teknik, Jakarta,:Pradnya Paramita 1995.[3] Google,http://docs.google.com/viewer?a=v&q=cache:hj9dIDQCfpwJ:repository.usu.ac.id/bitstream/123456789/19998/4/Chapter%2520II.pdf+komposisi+kimia+Al-MgSi+&hl=id&gl=id&pid=bl&srcid=ADGEEShjohctSEQ lnXgQ, Desember 2010[4] Google, Fundamentals ofMachining, http://aluminium.matter.org.uk/content/html/eng/default.asp?catid=147&pageid=2144416414http://id.wikipedia.org/wiki/Aluminium_oksida, April 2009[5] Google, Diagram Phasehttp://multiply.com/mu/prototyping/image/8 /photos/6/500x500/28/AL-MG.GIF?et=0kLpGKBdGjFiMyzriK0gJA&nmid =77624568, Juni 2010[6] Google,http://www.graebtec.com/Tube_Hydroforming.html Februari 2008[7] Google,http://www.galcoaluminium.com/chemical.html Maret 2009[8] Google,http://cngaluminium.en.made-in-china.com/product/fqbESHxOhDkL/China-Aluminum-Tube-Aluminium-Alloy-Pipe.html Juni 2008[9] Google, Labolan,http://labolan.es/categorias.php?idarea=17&p=201& lang=en Januari 2010





























