Embed Size (px)
Citation preview
![Page 1: [IEEE 1999 IEEE International Symposium on Assembly and Task Planning (ISATP'99) - Porto, Portugal (21-24 July 1999)] Proceedings of the 1999 IEEE International Symposium on Assembly](https://reader036.pdfslide.net/reader036/viewer/2022092615/5750a7731a28abcf0cc13129/html5/thumbnails/1.jpg)
Proceedings of the 1999 IEEE International Symposium on Assembly and Task Planning
Porto, Portugal - Ju ly 1999
OPTIMAL DISASSEMBLY SEQUENCE GENERATION FOR COMBINED MATERIAL RECYCLING AND PART REUSE
A.J.D. LAMBERT Faculty of Technology Management, Eindhoven Univ. of Technology
P.O. Box 513,5600 MB Eindhoven, The Netherlands, Pav. C.16 Phone: +3 1-40-2474634, Fax: +3 1-40-2467497, E-mail: [email protected]
Abstract - Based on graphical methods for optimal disassembly sequence generation, a new concept is applied based on mathematical programming. The method described here enhances flexibility and offers the possibility of extension of the original problem. This paper discusses optimal disassembly sequence generation and illustrates some of its possibilities by considering an instructive case.
Keywords - Disassembly sequence planning, mathematical programming, design for disassembly, parts reuse, material recycling.
Introduction
Disassembly of products has been applied since a long time for many reasons, varying from maintenance purposes to recovery of useful materials. Recently, dis- assembly is in the focus of attention again for, amongst others, the following reasons: need for dismantling su- perfluous weapon systems; the increasing amount of discarded complex products; the availability of infor- mation technology and robots. As product responsibility emerges as a legislative instrument for enforcing pro- ducers of complex durable goods their accounting for conscious treatment of discarded products, a tremen- dous additional challenge arises for developing eco- nomically and ecologically feasible recycling systems.
When applied within the framework of concurrent engineering, product development proceeds simultaneouslywith that of production and recycling systems. During this process, the environmental and economic performance of the complete life-cycle should be taken into account. This requires flexible modelling of the recycling system such that it can be adapted to different product designs and can be optimised according to multiple criteria.
Selective Disassembly
In conscious treatment of discarded complex prod- ucts, different steps are discernible, see figure 1. Subse- quent to recollection and transport, selective disassem- bly usually takes place: a more or less non-destructive
0-7803-5704-3/99/$10.00@1999 IEEE 146
and reversible, partial dismounting of complex prod- ucts into subassemblies or even single parts. This proc- ess is performed for two reasons: 0 Separation of useful materials and/or parts
Separation of unwanted materials and/or parts Studies such as [Krikke et al., 19981 consider the
disassembly process within the context of an extended chain model, including preceding and subsequent proc- esses, and logistics. There, however, the description of the disassembly process as such is inflexible and does not enable an appropriate degree of freedom.
discarded products
(recycling) disassembly
shredding
materials (recycling)
light fraction
Figure 1. Processing steps of discarded complex products.
![Page 2: [IEEE 1999 IEEE International Symposium on Assembly and Task Planning (ISATP'99) - Porto, Portugal (21-24 July 1999)] Proceedings of the 1999 IEEE International Symposium on Assembly](https://reader036.pdfslide.net/reader036/viewer/2022092615/5750a7731a28abcf0cc13129/html5/thumbnails/2.jpg)
The model that is discussed here, focuses on opti- misation of the total value of the obtained materials and/or parts. A typical selective disassembly sequence produces both subassemblies and parts. Subassemblies, when not applied as a whole, are used for materials re- covery. Because they are in general inhomogeneous, materials recovery requires additional processes: un- locking (e.g. by shredding), followed by material sepa- ration (by electromagnets, eddy-current separation, and subsequent separation of light fraction into different components). The light fraction consists of plastics, rubber, glass, textile, wood and related materials, all characterised by a relatively low specific value. This mixture is, from both an economic and a technical point of view, difficult to separate.
Separation of unwanted materials might take place for two different reasons:
Materials are hazardous, separation is enforced by environmental and/or safety requirements Materials act as impurities, separation is enforced by economic and/or quality requirements.
In the model that is discussed here, requirements on removal of hazardous materials can be included by sim- ply adding constraints to the model.
Although disassembly can proceed according to many different sequences (up to 300*106 for a 10-part assembly) up to any desired disassembly depth, in practice only a restricted set of sequences, based on structural considerations, is reasonable. Out of these, one wants to select the optimal sequence. A common strategy is to search for the one with maximum revenue, subjected to additional, e.g. environmental, constraints. With this in mind, an extensive literature on optimal disassembly generation has grown. The graph method was introduced by [Homem De Mello and Sanderson, 19911. These authors used AND/OR graphs for repre- senting disassembly processes, particularly for genera- tion of a complete set of disassembly sequences, in or- der to determine the optimal one by a search algorithm. Moreover, stochastic methods such as simulated an- nealing are studied [Li et al., 19951. Such methods do not automatically return the global optimum solution but rather a close to optimum one.
In addition to this, many authors study disassembly sequencing problems from the viewpoint of geometric properties, as is usual to assembly process modelling, see, e.g. [Lee et al., 1992, Kroll, 1993, Shyamsundar and Gadh, 1996, and Scholz-Reiter and Scharbe, 19971.
This requires much more complex models and special- ised algorithms. Such an approach is required for the design of robotised disassembly lines that disassemble large numbers of similar products. Generalisation of such an approach is problematic. In the first stage of design processes, less detailed models are therefore preferable, as flexibility and adaptiveness to different product structures are prerequisites. This enables inter- active design of the disassembly process, combined with product and production process design. Only after having made a preliminary choice, one should apply more detailed methods, to design parts of recycling systems, e.g. a disassembly line, up to full detail. The first stage modelling is based on the rather abstract con- cept of the AND/OR graph, with additional geometric detail omitted as much as possible. Such a concept is suitable to mathematical programming.
The application of mathematical programming for (dis-)assembly sequences was introduced by [Kanehara et al., 19931. These authors studied the AND/OR graph structure using a Petri net approach. From this, a linear programming (LP) problem was formulated that was subjected to a number of assumptions, including the statement that assembly and disassembly are inverse to each other. This assumption excludes incomplete in- complete disassembly sequences as a solution. Later authors propose more complicated mathematical pro- gramming methods, namely a modification on the trav- elling salesman problem [Navin-Chandra, 19941 and the solution of a least-distance problem [Penev and De Ron, 19961. Navin-Chandra’s approach is not fully worked out and abandoned in favour of a search algo- rithm, Penev’s approach is only applicable in problems with defined final state and thus, as a matter of fact, not applicable to a typical disassembly problem. In [Lam- bert, 19971 a graphical method is described, that is ap- plicable to incomplete disassembly sequences, i.e. with an undefined final state. From this, an LP formulation has been derived, that turns out to be an extension of Kanehara’s approach [Lambert, 19991. It relaxes much of Kanehara’s assumptions. Particularly, it embraces incomplete sequences. Furthermore, it allows separation into multiple parts, and it enables combinations of sepa- ration and combination within a single sequence. This makes the model easily programmable and transform- able, using standard software tools such as AIMMS [Bisschop, 19901.
147
![Page 3: [IEEE 1999 IEEE International Symposium on Assembly and Task Planning (ISATP'99) - Porto, Portugal (21-24 July 1999)] Proceedings of the 1999 IEEE International Symposium on Assembly](https://reader036.pdfslide.net/reader036/viewer/2022092615/5750a7731a28abcf0cc13129/html5/thumbnails/3.jpg)
2 .. . . . . . . . . . . .
. . . . . . . ._ Kl . . . . . , .
. . . . . . . . . . . .
3 4
. . . . . . . . . . . - ._ 4-l . , , . . . . . . . .
U U
Fielire 2. Strncture of the examnle assemhlv.
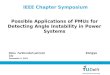
Model building starts by creating a disassembly tree, in which subassemblies i and actions j are dis- cerned. Contrary to common product-process chain description such as in figure 1, in which processes (ac- tions) are the nodes and product flows are the arcs, in disassembly graphs the products (subassemblies) are represented by nodes and the actions by arcs. As an illustration, the disassembly graph of a 5-part assembly is depicted. This assembly has been taken from the lit- erature [Penev, 19961, see figure 2. Its corresponding disassembly graph is presented in figure 3. The nodes are represented here by circles. A disassembly step is represented by multiple arcs that are directed from the parent subassembly to the resulting child subassemblies. Thus it has to be represented by multiple, combined, arcs. These are connected at their origin by a dot. An example is action 3 in figure 3. Single parts are not rep- resented in this figure for the sake of legibility, as this omission does not impair the unambiguity of the graph. When an action j is carried out, the associate flow vari- able xj is set equal to 1, when it is not carried out, it is set equal to zero. Representation in the graph is organ- ised in such way that subassemblies containing an equal number of parts are on the same vertical line. The ini- tial action, with flow variable x , = 1, is the supply of the original assembly. Single parts are not depicted, as their generation follows straight from the graph. Neverthe-
3 4 6
Figure 3. Disassembly graph of a 5-part assembly.
less, they are considered as subassemblies in the model,
just like the original assembly. Superfluous complexity arises when a conventional way of representing sub- assemblies is applied, namely with all subassemblies resulting from an equal number of disassembly steps on the same vertical line. This inevitably leads to multiple representation of the same disassembly and, conse- quently, to escalating complexity.
In the graph of figure 3, subassemblies as well as actions are enumerated. Within the circles that represent the subassemblies, numbers are indicated too. These refer to the parts of which the respective subassembly is composed of. Actions are represented by arrows as they are directed. Action 0 is the initial action, action 7 and 8 result in separate parts only. As it results from the structure of the assembly, the graph in turn is repre- sented in the model by a transition matrix T. This ma- trix does not directly represent the structure of the as- sembly, but rather the transitions caused by the possible disassembly operations. The transition matrix has the elements To, with index i referring to the different sub- assemblies, and indexj referring to the actions. To = -1 indicates that actionj creates subassembly i , and = 1 means that action j destroys subassembly i . Other ele- ments are 0. In this case that is described here, each action creates two subassemblies (including single parts), and destroys one, except for the initial action, that creates the original subassembly. To each action j , aflow variable xj is connected, varying between 0 and 1. The value 0 is assigned to a flow variable when the action is not performed at all, and 1 when it is per- formed to all subassemblies. The flow of the initial ac- tion is normalised to 1 . As each action, other than the initial one, requires some preceding actions, according to the graph, a set of node equations can be formulated, indicating that the sum of the entering flows equals that of the leaving flows in case of complete disassembly. If incomplete disassembly is allowed too, as is valid for the majority of the situations in practice, the equality condition is relaxed and becomes an inequality (2).
As one is interested in searching economically op- timal disassembly sequences, one has to include costs and revenues. Therefore, a cost is assigned to each ac- tion, e.g., proportional to the disassembly time. Each subassembly generates revenues (that might be negative when it is considered as waste). These parameters can be combined to the cost vector cj that assigns costs at each action j , and the revenue vector ri , that assigns revenues at each subassembly i .
Single parts and subassemblies are treated simi- larly, except from the fact that subassemblies are con- sidered inhomogeneous. Hence, additional shredding and separation costs might be assigned to these subas- semblies. These are needed for the recovery of the de-
148
![Page 4: [IEEE 1999 IEEE International Symposium on Assembly and Task Planning (ISATP'99) - Porto, Portugal (21-24 July 1999)] Proceedings of the 1999 IEEE International Symposium on Assembly](https://reader036.pdfslide.net/reader036/viewer/2022092615/5750a7731a28abcf0cc13129/html5/thumbnails/4.jpg)
sired materials. In this way, parts reuse and materials recycling are treated simultaneously.
Combination of the cost and revenue vectors with structure matrices, flow variables, and node equations, results in a compact notation that can be used for every desired assembly structure and disassembly graph. The LP problem thus embraces the minimisation of the objective, that represents the net total cost:
Subassembly
1 2 3 4 5 6 7 8 9 10 11
with: x,, = 1
Compo- sition (Parts)
1,2,3,4,5 2,3,4,5 1,3,4,5 3,4,5 2 3 4 s 1 2 3 4 5 subject to:
Action 0 1 2 3 4 5 6 7 8
A Simple Case
Action cost ($/item) 0
0.21 0.34 0.27 0.34 0.21 0.30 0.30 0.25
Demonstrating the calculation for the case of figure 2 and 3 requires the assignment of values to the revenue vector ri and the cost vector cj. A set of reasonable val- ues is presented in tables 1 and 2. The transition matrix Tij can be completely derived from the graph of figure 3. It reads:
' - 1 1 1 0 0 0 0 0 0 0 - 1 0 1 1 0 0 0 0 0 0 - 1 0 0 I O 0 0 0 0 0 0 - 1 - 1 1 0 0 0 0 0 - 1 0 0 0 1 0 0 0 0 - 1 0 0 0 0 1 0 - 1 0 0 0 - 1 0 0 0 0 0 - 1 0 - 1 0 0 - 1 0
0 0 0 0 0 0 - 1 - 1 0 0 0 0 0 0 0 0 0 -1 0 0 0 0 0 0 0 0 - 1
From this set of data, the optimal solution is straightforwardly derived. It appears to be the sequence: 01378. This indicates that actions 0, 1, 3, 7, and 8 have to be performed. In the model, the corresponding flow variables equal 1. The maximum revenue equals $4.06. This results from the revenues of the parts ($ 5.09) and the action costs ($ 1.03). Shredding and separation costs are not involved here, because the optimum is complete disassembly and parts reuse.
Shredder/ separation cost ($/item)
0.54 0.39 0.46 0.3 1 0.23 0.16
Revenue ($/i tem)
1.35 1.29 0.79 0.73 0.74 0.55 1.70 0.73 2.00 0.53 0.13
Feasibility of the sequence requires that no disjunct sequences of actions occur. As is shown in figure 3, where the actions performed in this sequence are indi- cated by bold lines, no disjunction occurs.
Modifications and Extensions
The discussed example should be considered as a demonstration. More complicated assemblies can straightforwardly be analysed by the same modelling method, although the amount of data required increases strongly with the size of the system. Consequently, one should face the problem of size reduction, e.g. by de- composition of the model in modules. The method of modelling, however, does not impose any restriction on the size of the problem, because LP algorithms are effi- cient and fitted for large numbers of variables, as the process time increases linearly with problem size.
An additional feature that should be dealt with, is flexibility. If one applies the method straightforwardly, it returns a single optimum sequence. This is optimal with respect to only one criterion, e.g. minimum cost.
An optimal solution, however, should in practice comply with multiple criteria. Theoretically, a listing of all possible sequences can be generated, and for each
149
![Page 5: [IEEE 1999 IEEE International Symposium on Assembly and Task Planning (ISATP'99) - Porto, Portugal (21-24 July 1999)] Proceedings of the 1999 IEEE International Symposium on Assembly](https://reader036.pdfslide.net/reader036/viewer/2022092615/5750a7731a28abcf0cc13129/html5/thumbnails/5.jpg)
sequence the value of the relevant criteria can be cal- culated, in order to make a selection. In practice, how- ever, this is only feasible in the case of small models such as the one described here. Unfortunately, the num- ber of possible sequences increases so steeply with model size that this method rapidly becomes unman- ageable. The approach that is discussed in this paper offers methods for dealing with this problem by selec- tion of only those sequences that are near to optimum with respect to a definite criterion. This can be done by imposing an upper or lower limit on the revenue, or by putting definite flow variables equal to zero. Because of environmental regulation, it might be required to re- cover a definite, hazardous, part. When one is obliged, e.g., to recover subassembly (43) in figure 3, this is obtained by adding the constraint: x3 + xn - xa = 1 to the model. This represents that (43) is created and not de- stroyed. Only solutions that comply with the regulation are considered than.
As a demonstration, we have generated a listing of the disassembly sequences according to decreasing revenue. This listing has been obtained according to the following procedure. First, the optimum solution has been obtained. This appears to be the sequence 01378, according to figure 3. Next, this solution has been dis- abled, e.g. by addition of the constraint: x, + x I + x3 + x7 + xa < 5. The model returns a new, sub-optimal solu- tion, viz. 0137, with a lower revenue. This is set as a new upper limit, and the procedure is repeated. Dis- abling of the optimum solution is only required when multiple solutions might exist. In the example, this is indeed true. Imposing upper limits on the revenue re- quires the replacement of the continuous variables xi by Booleans (0,l variables) and application of a Mixed Integer Programming (MIP) algorithm. This does not impose serious restrictions to the method.
The following example demonstrates how the method can be applied in the case of varying cost structure. As the action cost vector cj depends on labour costs, and the subassembly revenue vector ri on materi- als prices, the sensitivity of the solution for changes in both costs can be studied. This is carried out by index- ing both vectors by a factor c, and c , ~ respectively. If these factors are equal to 1, the original problem is re- covered, with optimal solution 01378. Optimal se- quences for other cost factors demonstrate the sensitiv- ity of the optimal solution with respect to changes in labour cost and materials revenue. The result is repre- sented by the (c,, c,v)-plane of figure 4, in which several domains can be discerned. It is evident that, with in- creasing c, (i.e. increasing labour costs at a constant materials revenue), the optimal disassembly depth will decrease. The same is true when c , ~ decreases. Evi-
dently, the working point (l,l), situated within domain 03178, is not distant from domain 0137. This makes the execution of disassembly step 8 questionable. This re- sult can be verified by straight calculation. Subassembly 6 has a revenue 0.55, but with additional costs of 0.16 for shredding and separation included, only a net reve- nue of 0.39 remains. When subassembly 6 is further disassembled by action 8, the separate parts result in a higher revenue of 0.66, but at the cost of 0.25 for exe- cuting the required action. Hence, the net revenue equals 0.41, only slightly more than when action 8 does not take place. When materials revenues decrease, or labour costs increase slightly, this extra revenue will be cancelled out.
Table 3. Ranking of the relevant disassembly structures.
uence structure 01378
01468 or 02568 0146 or 0256 3.97 01 014 or 025 0138 013 0 02
2.39 2.30 2.14 2.12 0.81 0.52
I I I I I I I I I I
I I I I I I I
I I I I
0.5 u l ____, 0
‘a
150
![Page 6: [IEEE 1999 IEEE International Symposium on Assembly and Task Planning (ISATP'99) - Porto, Portugal (21-24 July 1999)] Proceedings of the 1999 IEEE International Symposium on Assembly](https://reader036.pdfslide.net/reader036/viewer/2022092615/5750a7731a28abcf0cc13129/html5/thumbnails/6.jpg)
Figure 4. Optimal disassembly sequences for varying indices on labour cost (c,) and materials revenue (c,).
Conclusions
A novel approach for use of mathematical pro- gramming in optimal disassembly sequence generation has been explained and applied to a relatively simple assembly, showing its transparency, quickness and flexibility. As has been demonstrated by the case, the optimal disassembly sequence based on economic crite- ria can be generated, and, besides that, the nearest sub- optimal solutions can also be evaluated. In this way, sensitivity analysis is introduced.
As the information on structure of the disassembly graph can be completely written as a matrix, changes with respect to the basic concept can be easily added. This is particularly useful in product design. The con- sistency of the matrix and the resulting solutions can be easily checked. The method appears a support tool for multiple criteria analysis, as virtually equivalent solu- tions can be selected and compared with respect to ad- ditional properties.
References
- Bisschop J., and R. Entriken, AIMMS, The modeling system, Paragon Decision Technology, 1990. - Homem de Mello L.S. and A.C. Sanderson, A correct and complete algorithm for the generation of mechani- cal assembly sequences, IEEE Trans. on Robotics and Automation, 1991,7, 228-240. - Kanehara T., T. Suzuki, A. Inaba and S. Okuma, On algebraic and graph structural properties of assembly Petri net - searching by Linear Programming, Proc. of
the 1993 IEEERSJ Int. Conf. on Intelligent Robots and Systems, Yokohama, 1993, 2286-2293. - Krikke H.R., A. van Harten and P.C. Schuur, On a medium term product recovery and disposal strategy for durable assembly products, Int. J . Prod. Res., 1998, 36,
- b o l l E., Modelling and reasoning for computer-based assembly planning, 1993, in: A. Kusiak (ed.) Concur- rent engineering: Automation, tools, and techniques, Wiley-Interscience, New York, 177-205. - Lambert, A.J.D., Optimal Disassembly of Complex Products, Int.J.Prod.Res., 1997, 35,2509-2523. - Lambert, A.J.D., Mathematical programming in disas- sembly/clustering sequence generation, submitted to Computers & Industrial Engineering, 1998. - Lee, Y.-Q. and S.R.T. Kumara, Individual and group disassembly sequence generation through freedom and interference spaces, J. of Design and Manufacturing,
- Li W., C. Zhang, H.-P. Ben Wang and S.A. Awoniyi, Design for disassembly analysis for environmentally conscious design and manufacturing, Proc. of the 1995 ASME Int. Mech. Engng. Congress, part 2, ASME, New York, 969-976. - Navin-Chandra D., The recovery problem in product design, J. of Engng. Design, 1994, 5,65-86. - Penev, K.D. and A.J. de Ron, Determination of a dis- assembly strategy, Int.J.Prod.Res., Determination of a Disassembly Strategy, Int.J.Prod.Res., 1996, 34, 507- 523. - Scholz-Reiter B. and H. Scharke, Implementation and testing of a reactive disassembly planner, in: F.L. Krause and G. Seliger (eds.), Life Cycle Networks, Proc. of 4'h CIRP Int. Seminar on Life Cycle Engineer- ing, Berlin, Chapman& Hall, London, 1997, 378-387. - Shyamsundar N. and R. Gadh, Selective disassembly of virtual prototypes, in: Proc. of IEEE Int. Conf. on Systems, Man and Cybernetics, Piscataway, NJ, 1996,
111-139.
1992,2, 143-154.
3159-3164.
151