Embed Size (px)
Citation preview

1
IMPLEMENTACIÓN DEL PROGRAMA TPM - HPS COMO HERRAMIENTA DE MEJORAMIENTO EN LAS LÍNEAS DE ENVASE SACHET DE LA EMPRESA
HENKEL COLOMBIANA S.A.S – PLANTA BOGOTÁ.
JORGE ANDRES ROCHA MAHECHA CÓDIGO: 20141377050
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLOGÍA
INGENIERÍA DE PRODUCCIÓN BOGOTÁ D.C.
2017

2
POPUESTA E IMPLEMENTACIÓN DEL PROGRAMA TPM - HPS COMO HERRAMIENTA DE MEJORAMIENTO EN LAS LÍNEAS DE ENVASE SACHET
DE LA EMPRESA HENKEL COLOMBIANA S.A.S – PLANTA BOGOTÁ.
JORGE ANDRES ROCHA MAHECHA CÓDIGO: 20141377050
DIRECTOR: ING. DORIS OLEA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLOGÍA
INGENIERÍA DE PRODUCCIÓN BOGOTÁ D.C.
2017
3
NOTA DE ACEPTACIÓN.
_______________________________________________
_______________________________________________
_______________________________________________
_________________________________________
XXXXXXXXXXXX
Firma Director.
__________________________________________
XXXXXXXXXXXXXX
Firma Jurado 1.
Bogotá D.C., Julio de 2017

4
AGRADECIMIENTOS
Dedico este proyecto a las personas que me apoyaron durante todo este proceso
educativo, amigos y familia. Agradezco a Dios por brindarme salud y sabiduría
para llevar a cabo todo el proceso para lograr este gran paso en mi crecimiento
como persona y profesional. Agradezco notablemente a los profesores que
dedicaron su tiempo y sabiduría, siendo el pedestal para el camino que se cumple.
5
TABLA DE CONTENIDO
INTRODUCCIÓN ......................................................................................................................... 14
1. GENERALIDADES ................................................................................................................ 15
1.1 JUSTIFICACIÓN .............................................................................................................. 15
1.2 OBJETIVOS .................................................................................................................. 20
1.2.1 Objetivo General ......................................................................................................... 20
1.2.2 Objetivos Específicos .......................................................................................... 20
1.3 DEFINICIÓN DEL PROBLEMA .............................................................................. 21
1.3.1 Descripción del problema. ............................................................................ 21
1.3.2 Formulación del problema. ........................................................................... 27
1.4 ALCANCE .......................................................................................................................... 28
2. METODOLOGÍA ..................................................................................................................... 28
2.1 FASE I. PLANEACIÓN Y ESTRUCTURACIÓN DE LOS PILARES DE LA
METODOLOGÍA TPM. ...................................................................................................... 28
2.2 FASE II. RECOLECCIÓN DE INFORMACIÓN DE INFORMACIÓN
HISTÓRICA PARA DEFINIR UN ESTADO INICIAL. ............................................. 28
2.3 FASE III. ELABORACIÓN DEL DIAGNÓSTICO DE LA SITUACIÓN
ACTUAL DEL ÁREA DE SACHET. ............................................................................. 29
2.4 FASE IV. ELABORACIÓN DE LA ACTIVIDAD DE COMUNICACIÓN Y
LANZAMIENTO DE LA METODOLOGÍA A IMPLEMENTAR. ........................... 30
2.5 FASE V. FORMULACIÓN DE LAS DIFERENTES ACTIVIDADES A
DESARROLLAR EN EL ÁREA CON EL FIN DE LOGRAR LA ATENCIÓN,
EDUCACIÓN Y CAPACITACIÓN DEL PERSONAL. ............................................. 30
2.6 FASE VI. PRESENTACIÓN Y SOCIALIZACIÓN DE RESULTADOS.. .... 30
3. MARCO REFERENCIAL ..................................................................................................... 30
6
3.1 MARCO TEÓRICO ......................................................................................................... 30
3.1.1 Tpm (Total Productive Management) ........................................................ 31
3.1.2 Características Del Tpm. ................................................................................ 33
3.1.3 Objetivos Del Tpm. ........................................................................................... 34
3.1.4 Objetivos estratégicos en la organización. ................................................ 34
3.1.5 Objetivos operativos en la organización. .................................................... 34
3.1.6 Objetivos organizativos. ..................................................................................... 34
3.2 MARCO CONCEPTUAL ............................................................................................... 34
3.2.1 Total Production Management. ............................................................................ 35
3.2.2 Tipos De Mantenimiento. ................................................................................... 35
3.2.3 Mejoramiento Continuo. ..................................................................................... 36
3.2.4 Las Seis Grandes Pérdidas. .............................................................................. 37
3.2.5 Inactividad Y Perdidas De Paradas Menores............................................. 37
3.2.6 Perdidas De Velocidad Reducida. .................................................................. 38
3.2.7 Defectos De Calidad Y Repetición De Trabajo. ......................................... 38
3.2.8 Perdidas de puesta en marcha. ....................................................................... 38
3.2.9 5`s en el Tpm. ........................................................................................................ 38
3.3 MARCO HISTORICO .......................................................................................................... 41
3.3.1 Sector Económico ................................................................................................. 43
3.3.2 Ubicación geográfica. .......................................................................................... 43
3.3.3 Propósito. ............................................................................................................. 44
3.3.4 Visión. .................................................................................................................... 44
3.3.4 Misión. .................................................................................................................... 45
4. DESCRIPCIÓN DEL ÁREA DE INFLUENCIA Y SITUACIÓN ACTUAL DEL
PROYECTO. ................................................................................................................................. 46
7
4.1 ÁREA DE SACHET ........................................................................................................ 47
4.2 ANÁLISIS ESTADÍSTICO DE LA INFORMACIÓN HISTÓRICA DE LAS
PÉRDIDAS EN EL ÁREA DE SACHET .......................................................................... 53
5. ELABORACIÓN Y COMUNICACIÓN DEL PLAN MAESTRO Y ESTRUCTURA
DE LA METODOLOGÍA TPM – HPS (KICK – OFF). ...................................................... 60
5.1 KICK – OFF ÁREA SACHET ...................................................................................... 61
5.1.1 Capacitación básica. ............................................................................................ 62
5.1.2 Etapa previa de limpieza y concientización (elementos innecesarios
en el puesto). ...................................................................................................................... 64
5.1.3 Documentación y avance del kick – off e implementación. ................ 67
6. PILAR DE 5´S Y GESTIÓN VISUAL ................................................................................ 70
6.1 PRIMERA “S” - CLASIFICAR. ................................................................................... 71
6.2 SEGUNDA “S” - ORDENAR. ...................................................................................... 72
6.3 TERCERA “S” - LIMPIAR. ........................................................................................... 74
6.4 CUARTA “S” - ESTANDARIZAR. ............................................................................. 75
6.5 QUINTA “S” - DISCIPLINA. ........................................................................................ 77
6.6 GESTION VISULA DE LAS 5´S ................................................................................. 78
6.7 LA BLUE CARD .............................................................................................................. 81
7. PILAR DE MANTENIMIENTO AUTÓNOMO. ............................................................... 84
7.1 COMUNICACIÓN PILAR DE MANTENIMIENTO AUTÓNOMO. ..................... 85
7.2 PLANEACIÓN E INSPECCIÓN INICIAL - ETAPA CERO. ............................... 88
7.3 IDENTIFICACIÓN - ETAPA UNO. ............................................................................ 90
7.4 LIMPIEZA Y CONSTRUCCIÓN - ETAPA DOS. .................................................. 90
7.5 SEGUIMIENTO – ETAPA TRES. ............................................................................... 92
7.6 MEJORAMIENTO CONTINUO – ETAPA CUATRO. ........................................... 92
7.7 GESTIÓN VISUAL DEL MANTENIMIENTO– ETAPA CINCO. ........................ 94
8
8. PILAR DE ENTRENAMIENTO Y MEJORAS ENFOCADAS. .................................. 96
8.1 INVENTARIO DE INFORMACIÓN INCIAL. ............................................................ 97
8.2 DESARROLLO DE CAPACITACIONES Y ENTRENAMIENTOS. ................ 100
9. RESULTADOS ...................................................................................................................... 103
9
LISTA DE TABLAS
Tabla 1 Información histórica del área.
Tabla 2 Tasa de produccion por turno (Equipos del area).
Tabla 3 Acumulado gestión visual parte 1.
10
LISTA DE GRÁFICAS
Graficas 1 Oferta planeación Vs. Und Reales (Q1 2015 – 2016).
Graficas 2 Capacidad Teórica Vs. Und Reales (Q1 2015 – 2016).
Graficas 3 Comparación Indicador O.E.E. (Q1 2015 – 2016).
Graficas 4 Acumulado de causales 2015.
Graficas 5 Acumulado de causales 2016.
Graficas 6 Comportamiento Histórico O.E.E.
Graficas 7 Comportamiento histórico Unidades primer Q.
Graficas 8 Comportamiento O.E.E. y nuevo objetivo.
Graficas 9 Utilización de la oferta y capacidad del área de planeación
Graficas 10 Comportamiento indicador horas empleadas en fallas de máquina.
11
LISTA DE FIGURAS
Figura 1 Publicación códigos y estándares corporativos (misión y visión).
Figura 2 Diagrama estrategia TPM plus – Henkel planta Bogotá (2013)
Figura 3 Henkel Production System – Información General.
Figura 4 Henkel Production System – Objetivos Generales.
Figura 5 Henkel Production System – Estructura de implementación y pilares.
Figura 6 Plano distribución planta área sachet.
Figura 7 Sistema de información y documentación Lottus – Henkel Colombiana.
Figura 8 Reporte de indicadores sistema Lottus (85%)
Figura 9 Proceso basico de manufactura de Henkel.
Figura 10 Vista general área de sachet.
Figura 11 Productos área sachet – líneas SE1 a SE4.
Figura 12 Productos área sachet – líneas SE5 a SE8.
Figura 13 Lavado de equipo de envase.
Figura 14 Cargue de producto.
Figura 15 Ajuste de máquina.
Figura 16 Proceso de envase del producto.
Figura 17 Controles en proceso.
Figura 18 Embalaje de productos Semi terminados.
Figura 19 Ejemplo diligenciamiento O.E.E.
Figura 20 Plan maestro de implementación HPS – TPM.
Figura 21 Comunicación metodología y conceptos básicos 5´S.
Figura 22 Auditorio KICK OFF.
Figura 23 Capacitación básica 5’s.
Figura 24 Casos prácticos y ejemplos propios del área (5´s).
Figura 25 Presentación caso cocinero 5´S.
Figura 26 Equipo de trabajo Sachet (pilar 5´s).
Figura 27 Jornada de concientización (1ra S) – Clasificar.
Figura 28 Primeros controles (1ra S) – Clasificar.
Figura 29 Primer control de la gestión visual.
Figura 30 Hoja HPS
Figura 31 Hps Implementation Roadmap.
Figura 32 Cartel de comunicación semana 1 – Clasificar.
Figura 33 Actividad teórica semana 1 – Clasificar.
Figura 34 Actividad lúdica semana 1 – Clasificar.
Figura 35 Cartel de comunicación semana 2 – Ordenar.
Figura 36 Actividad lúdica semana 2 – Ordenar.
Figura 37 Cartel de comunicación semana 3 – Limpiar.
Figura 38 Actividad lúdica semana 3 – Limpiar.
Figura 39 Cartel de comunicación semana 4 – Estandarizar.
Figura 40 Actividad teórica semana 4 – Estandarizar.
Figura 41 Actividad lúdica semana 4 – Estandarizar.
Figura 42 Cartel de comunicación semana 5 – Disciplina.
Figura 43 Actividad lúdica semana 5 – Disciplina.
12
Figura 44 Acumulado instructivos y gestión visual parte 1.
Figura 45 Blue Card.
Figura 46 Consolidado Blue Card entregadas – Parte 1.
Figura 47 Actividad comunicación y lanzamiento Kick – Off mantenimiento autónomo.
Figura 48 Entrega de cinturones y reconocimientos.
Figura 49 Temáticas de capacitación pilar mantenimiento autónomo.
Figura 50 Actividades lúdicas de repaso y evaluación.
Figura 51 Objetivo principal del pilar de mantenimiento.
Figura 52 Formato de identificación de equipo.
Figura 53 Actividad de identificación de sistemas de los equipos de envase.
Figura 54 Construcción de rutinas de mantenimiento autónomo.
Figura 55 Actividad de evaluación semanas jornadas de mantenimiento autónomo.
Figura 56 Entrenamiento mecánico – nuevo Rol.
Figura 57 Entrenamiento Herramental.
Figura 58 Entrenamiento Bloqueo Equipos y Neumático.
Figura 59 Acumulado instructivos y gestión visual parte 2.
Figura 60 Esquema general del pilar de entrenamiento.
Figura 61 Esquema general de la matriz de competencias.
Figura 62 Formato de matriz de competencias.
Figura 63 Temáticas a evaluar teórico – prácticas.
Figura 64 Capacitación teórico – práctica de cambio de rollo.
Figura 65 Capacitación teórico – práctica de principios básicos de electricidad.
Figura 66 Capacitación teórica costos y gastos – apoyos de turno.
Figura 67 Esquema de formación y entrenamiento para el área de sachet.
Figura 68 Ejemplo de formación por mini – proyectos
Figura 69 Presentación y exposición de mini – proyectos
13
LISTA DE ANEXOS
Anexo A Organigrama de la empresa
Anexo B Displan del área Sachet
14
INTRODUCCIÓN
Por medio del siguiente documento se pretende establecer una propuesta e
implementar la metodología TPM - HPS en Sachet, área de piloto, de la compañía
Henkel Colombiana S.A.S., con el fin de generar un impacto importante en los
indicadores como waste, personal, horas máquina, horas hombre.
A partir de una política interna conocida como HPS (Henkel Production System,
por sus siglas en ingles), la cual está enfocada en los pilares básicos de TPM, la
compañía pretende establecer como parámetro del día a día el mejoramiento
continuo en áreas y procesos, eliminar desperdicios, definiendo estándares,
optimizando los procesos, generando una la cual genere un beneficio en cuanto a
competitividad. Con estas bases de lean manufacturing y con el compromiso de
todo el personal, la compañía pretende alcanzar la excelencia en manufactura.
En la propuesta e implementación se abordarán los pilares básicos de TPM, 5`s,
mantenimiento autónomo, mejoras enfocadas y entrenamiento, esto se debe al
tiempo disponible para la avance y desarrollo de las actividades.
Se mostraran los datos iniciales, los diferentes alcances logrados y los resultados
en cuanto a beneficio alcanzado para el área, se pretende tener un impacto
relevante en los diferentes ítems propuestos y mantener dichos parámetros de
mejora.
15
1. GENERALIDADES
1.1 JUSTIFICACIÓN
Para la multinacional Alemana Henkel la creación de valor sostenible para sus
clientes, consumidores, equipos, accionistas y la sociedad en general siempre ha
sido un propósito que ha unido a todos sus colaboradores a lo largo de sus 141
años de historia y alrededor del mundo1.
La planta de producción ubicada en la zona industrial de Montevideo en Bogotá no
ha sido la excepción y siempre se encuentra sujeta a los lineamientos y a las
políticas de la casa matriz en Dusseldorf – Alemania. Por lo cual a lo largo de sus
50 años de presencia en Colombia esta se ha visto sujeta a la implementación de
diferentes estrategias en busca de mejorar sus indicadores, agregar valor, cumplir
su misión y alcanzar su visión.
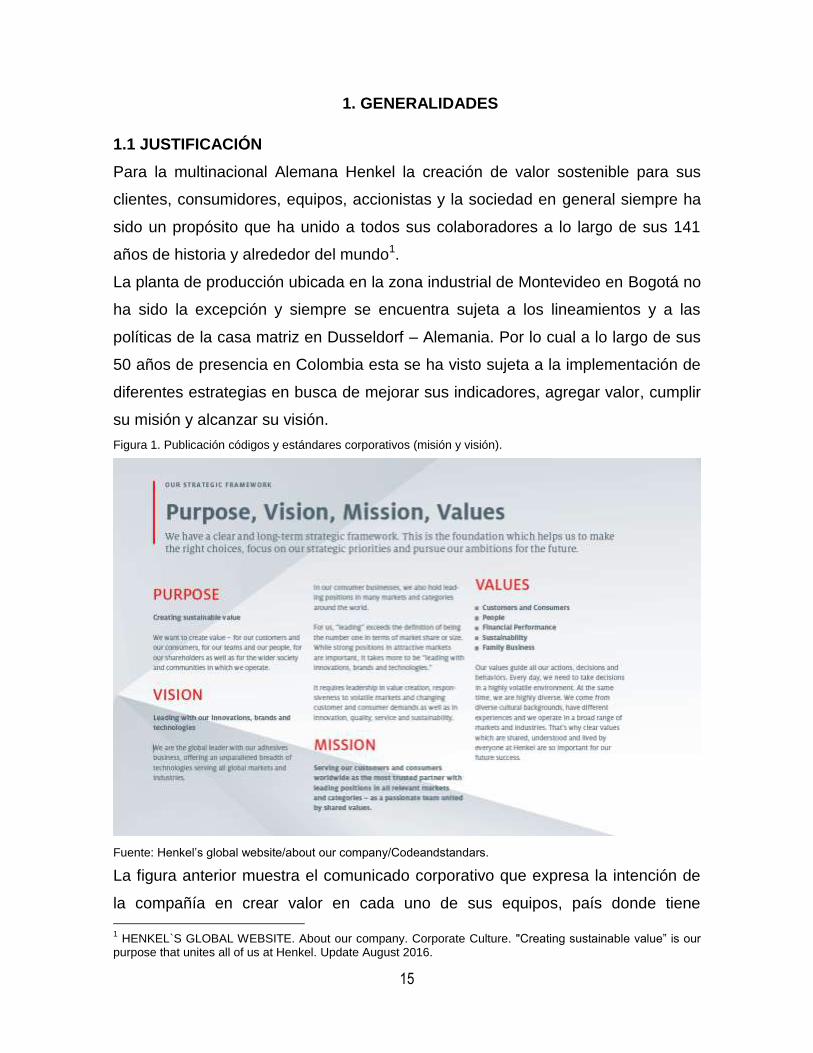
Figura 1. Publicación códigos y estándares corporativos (misión y visión).
Fuente: Henkel’s global website/about our company/Codeandstandars.
La figura anterior muestra el comunicado corporativo que expresa la intención de
la compañía en crear valor en cada uno de sus equipos, país donde tiene
1 HENKEL`S GLOBAL WEBSITE. About our company. Corporate Culture. "Creating sustainable value” is our
purpose that unites all of us at Henkel. Update August 2016.
16
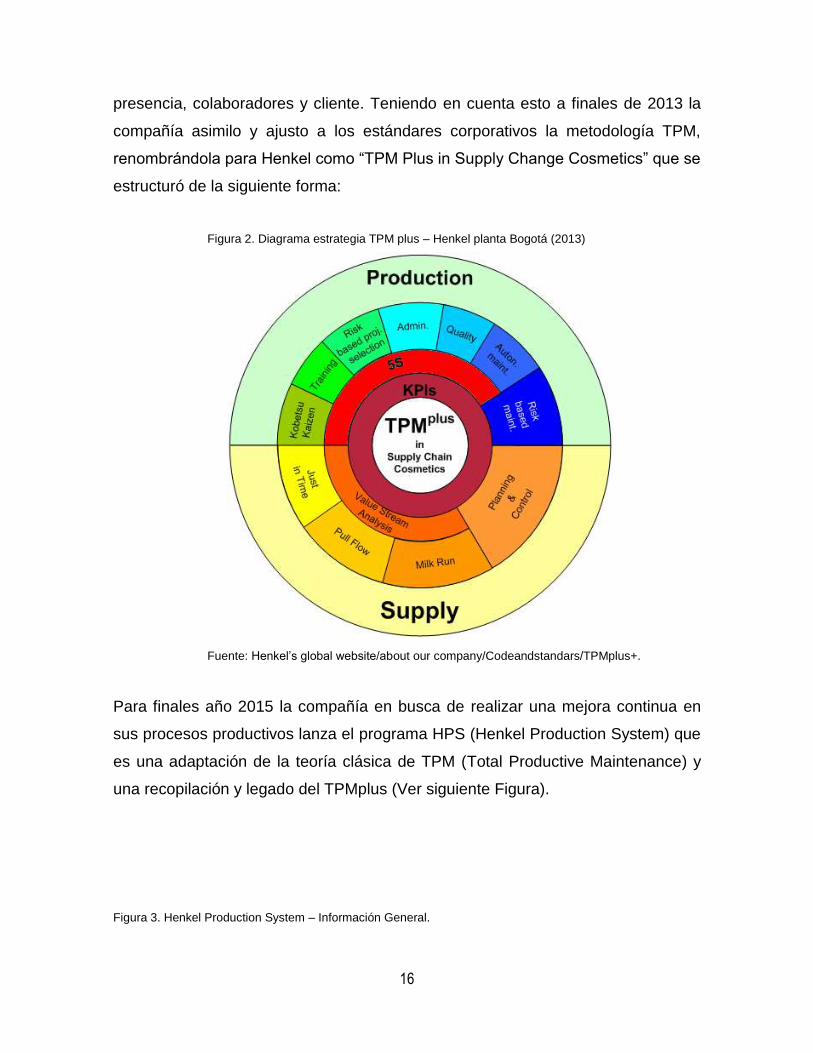
presencia, colaboradores y cliente. Teniendo en cuenta esto a finales de 2013 la
compañía asimilo y ajusto a los estándares corporativos la metodología TPM,
renombrándola para Henkel como “TPM Plus in Supply Change Cosmetics” que se
estructuró de la siguiente forma:
Figura 2. Diagrama estrategia TPM plus – Henkel planta Bogotá (2013)
Fuente: Henkel’s global website/about our company/Codeandstandars/TPMplus+.
Para finales año 2015 la compañía en busca de realizar una mejora continua en
sus procesos productivos lanza el programa HPS (Henkel Production System) que
es una adaptación de la teoría clásica de TPM (Total Productive Maintenance) y
una recopilación y legado del TPMplus (Ver siguiente Figura).
Figura 3. Henkel Production System – Información General.

17
Fuente: Henkel’s global website/about our company/Codeandstandars/HPS/GeneralInformation.
La figura anterior corresponde a la información general para la nueva metodología
HPS para la planta Bogotá, en la cual las 7 formas de desperdicio (Metodología y
teoría clásica del TPM) son la parte más importante para Henkel, acompañadas de
las excelentes prácticas de manufactura y los principios Lean que cada uno de los
colaboradores desde las diferentes áreas operativas y administrativas de la
cadena de suministros de la empresa sugieran o propongan.
La figura 4 corresponde a la exposición y comunicación de los objetivos generales
y específicos a alcanzar con la implementación de HPS. En primer lugar y como
siempre lo ha sido el mantener a Henkel como un líder mundial en marcas y
tecnologías y de forma más específica enfocar esta metodología a las personas,
estándares y el rendimiento o desempeño así:
Desarrollar, inspirar y participar (personal)
Métodos y herramientas (Estándares)
Conducir a la mejora continua (Rendimiento)

18
Figura 4. Henkel Production System – Objetivos Generales.
Fuente: Henkel’s global website/about our company/Codeandstandars/HPS/GeneralInformation/Objectives.
A continuación se muestra la figura 5 donde una vez y definitivamente queda
plasmado el mix entre (TPMplus y TPM teoría clásica), la estructura organización
de la planta Bogotá relacionada con los pilares a implementar en el área piloto
(con periodo de prueba de 6 meses).
Figura 5. Henkel Production System – Estructura de implementación y pilares.
19
Fuente: Henkel’s global website/about our company/Codeandstandars/HPS/GeneralInformation/Structure.
Es por lo anterior que para el año 2016 la gerencia de la planta de producción de
Bogotá, decidió descentralizar la gestión y la supervisión cada uno de los procesos
productivos (en conformidad con los diferentes centros de costos que se
encuentran creados en el sistema de información y costos SAP.) como se muestra
en el anexo A, correspondiente al organigrama de la planta de producción donde
se logran identificar la siguiente área:
Mantenimiento y mejoramiento (Recuadros con bordes Rojos).
Envase y fabricación Frascos y sachet (Recuadros con bordes Verdes).
Envase y fabricación Coloración (Recuadros con bordes Grises).
De las cuales el área de sachet (pintada en color verde) en cabeza de la Ingeniera
Química Jessica Leguizamón, quien a su cargo tiene 3 analistas de producción, 6
operarios mecánicos y 14 operarios de empaque. Fue seleccionada como el área
piloto para la implementación de la metodología HPS por razones como:
Área con menor número de personas a cargo con un total de 23.
Área con menor presupuesto de gastos asignado con un valor aproximado
de 300.000.000.
Peor comportamiento histórico del indicador de eficiencia de equipo
(O.E.E.)
Área con menor espacio en metros cuadrados asignados para su
operación con un aproximado de 200 m2.
De los 3 analistas de producción y los 6 operarios mecánicos, 3 de ellos
cuentan con estudios complementarios en diseño y mecánica.
Área con el personal más antiguo en la compañía (15 años de antigüedad
en promedio)
Indicador de scrap más alto y más costoso (Debido a la adecuada
disposición que se le debe realizar para no causar daños en el medio
ambiente) en promedio 1.5 toneladas de scrap mensual.
3er área con el peor indicador de cumplimiento de entregas de unidades
completas y a tiempo de la planta de producción.
20
El área de sachet envasa 15 referencias, las cuales son muy similares en
cuanto a presentación, contenido, materiales y equipos necesarios para su
elaboración.
1.2 OBJETIVOS
1.2.1 Objetivo General
Implementar los pilares básicos de la metodología Total Mantenimiento Productivo
(TPM) dentro de la estrategia corporativa Henkel Productive System (HPS) con el
fin de mejorar el comportamiento de los indicadores de gestión del área de sachet
y corregir las causales de parada que actualmente afectan el proceso.
1.2.2 Objetivos Específicos
Recolectar información de estado y comportamiento inicial de los
indicadores de gestión (OEE, costos, horas falla de máquina, horas de
preparación, generación de waste, hallazgos en auditoria, horas de
entrenamiento).
Elaborar el plan maestro y cronograma de implementación para la
metodología TPM en el área de Sachet.
Analizar y comprender el comportamiento de las causales de parada con
herramientas de estadística descriptiva.
Realizar la campaña de introducción y comunicación sobre TPM al personal
del área.
Realizar las correspondientes capacitaciones a cerca de cada uno de los
pilares básicos a implementar (Mantenimiento Autónomo, Mejoras
enfocadas, 5´s, gestión visual y entrenamiento.
Elaborar el informe de desviaciones y comparaciones de los resultados
obtenidos post – implementación de cada uno de los pilares vs información
histórica.
21
1.3 DEFINICIÓN DEL PROBLEMA
1.3.1 Descripción del problema.
Para mediados del año 2015 la planta de producción alcanzó el número mínimo de
unidades permitida a fabricar con el objetivo de quedar en el punto de equilibrio
financiero (10.500.000 Unidades) y al mismo tiempo se generó la nueva
disposición organizacional (Ver Anexo A) con la cual para el área de
mantenimiento y mejoramiento se le asignaron nuevos retos y compromisos para
el incremento de la eficiencia y eficacia de la planta de producción.
Para este momento el área de sachet se encontraba con personal completo y
presentaba la distribución en planta como se puede observar al detalle en el anexo
B, para efectos de simplificar la información se muestra las siguientes figuras.
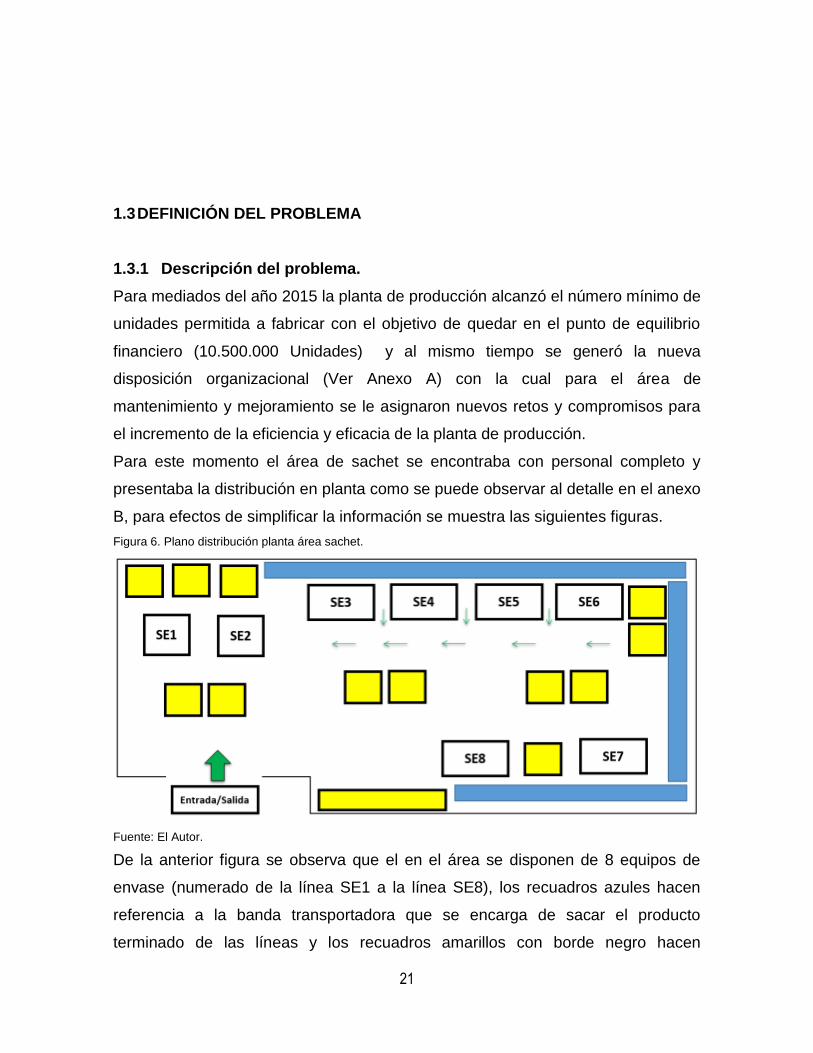
Figura 6. Plano distribución planta área sachet.
Fuente: El Autor.
De la anterior figura se observa que el en el área se disponen de 8 equipos de
envase (numerado de la línea SE1 a la línea SE8), los recuadros azules hacen
referencia a la banda transportadora que se encarga de sacar el producto
terminado de las líneas y los recuadros amarillos con borde negro hacen
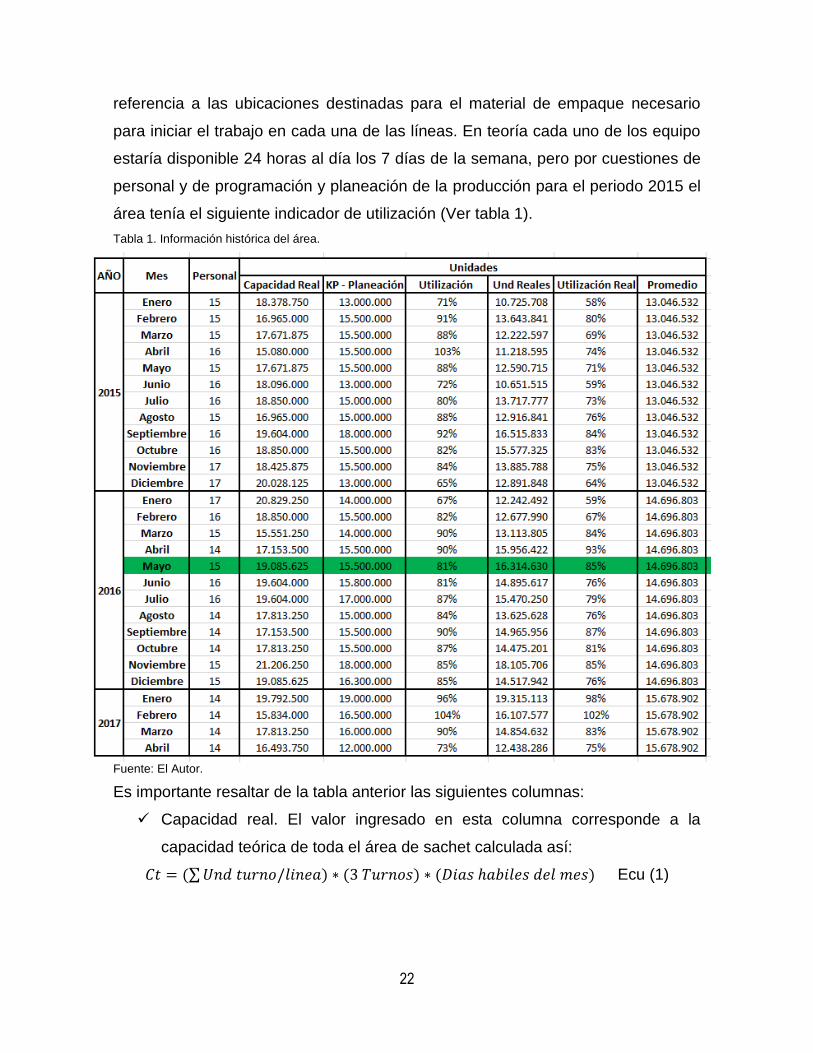
22
referencia a las ubicaciones destinadas para el material de empaque necesario
para iniciar el trabajo en cada una de las líneas. En teoría cada uno de los equipo
estaría disponible 24 horas al día los 7 días de la semana, pero por cuestiones de
personal y de programación y planeación de la producción para el periodo 2015 el
área tenía el siguiente indicador de utilización (Ver tabla 1).
Tabla 1. Información histórica del área.
Fuente: El Autor.
Es importante resaltar de la tabla anterior las siguientes columnas:
Capacidad real. El valor ingresado en esta columna corresponde a la
capacidad teórica de toda el área de sachet calculada así:
∑ Ecu (1)
23
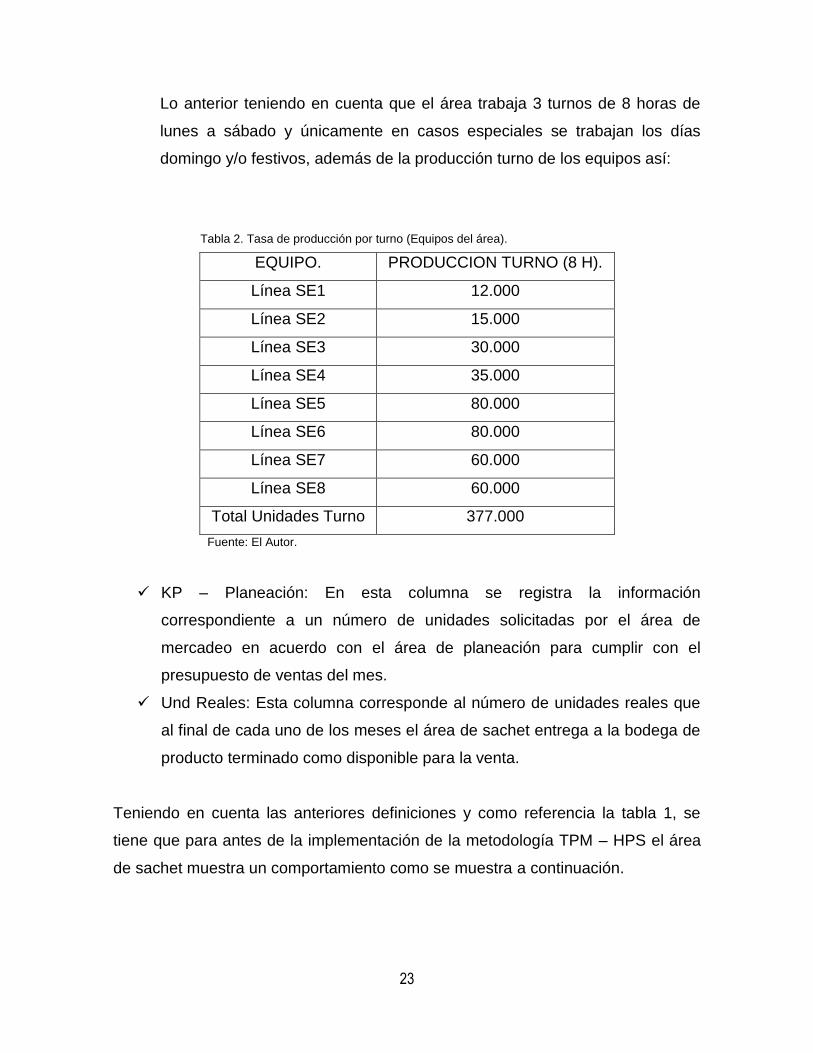
Lo anterior teniendo en cuenta que el área trabaja 3 turnos de 8 horas de
lunes a sábado y únicamente en casos especiales se trabajan los días
domingo y/o festivos, además de la producción turno de los equipos así:
Tabla 2. Tasa de producción por turno (Equipos del área).
EQUIPO. PRODUCCION TURNO (8 H).
Línea SE1 12.000
Línea SE2 15.000
Línea SE3 30.000
Línea SE4 35.000
Línea SE5 80.000
Línea SE6 80.000
Línea SE7 60.000
Línea SE8 60.000
Total Unidades Turno 377.000
Fuente: El Autor.
KP – Planeación: En esta columna se registra la información
correspondiente a un número de unidades solicitadas por el área de
mercadeo en acuerdo con el área de planeación para cumplir con el
presupuesto de ventas del mes.
Und Reales: Esta columna corresponde al número de unidades reales que
al final de cada uno de los meses el área de sachet entrega a la bodega de
producto terminado como disponible para la venta.
Teniendo en cuenta las anteriores definiciones y como referencia la tabla 1, se
tiene que para antes de la implementación de la metodología TPM – HPS el área
de sachet muestra un comportamiento como se muestra a continuación.
24
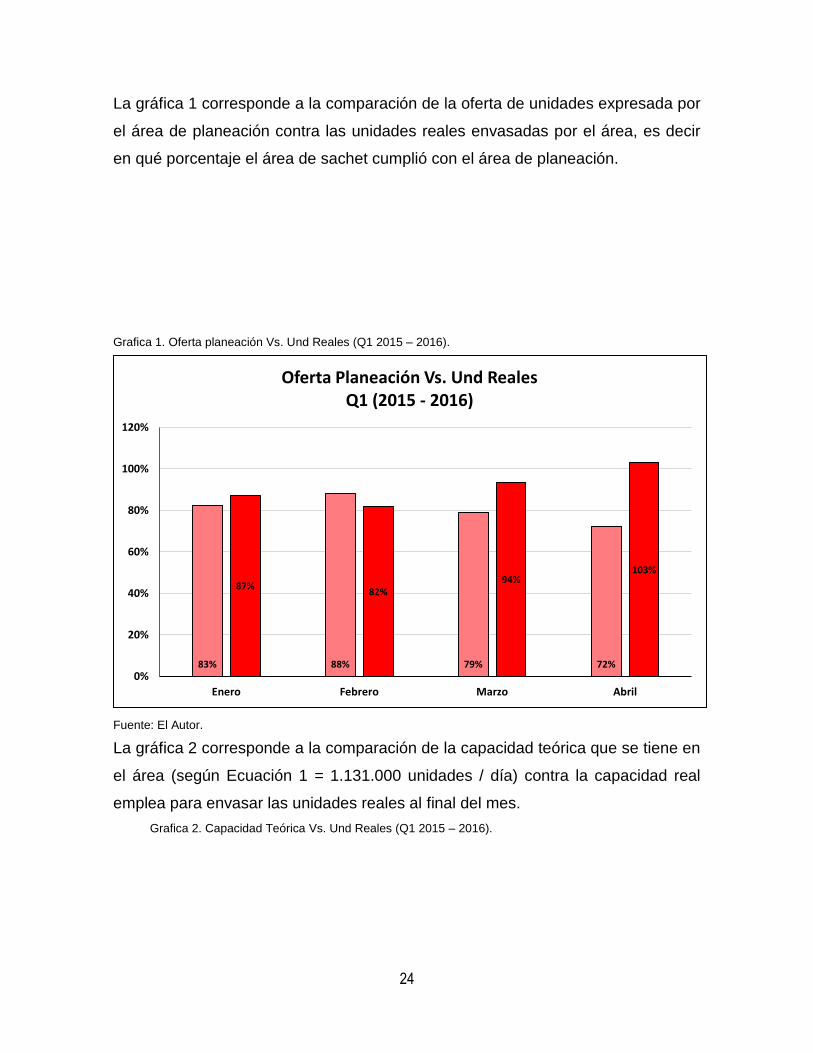
La gráfica 1 corresponde a la comparación de la oferta de unidades expresada por
el área de planeación contra las unidades reales envasadas por el área, es decir
en qué porcentaje el área de sachet cumplió con el área de planeación.
Grafica 1. Oferta planeación Vs. Und Reales (Q1 2015 – 2016).
Fuente: El Autor.
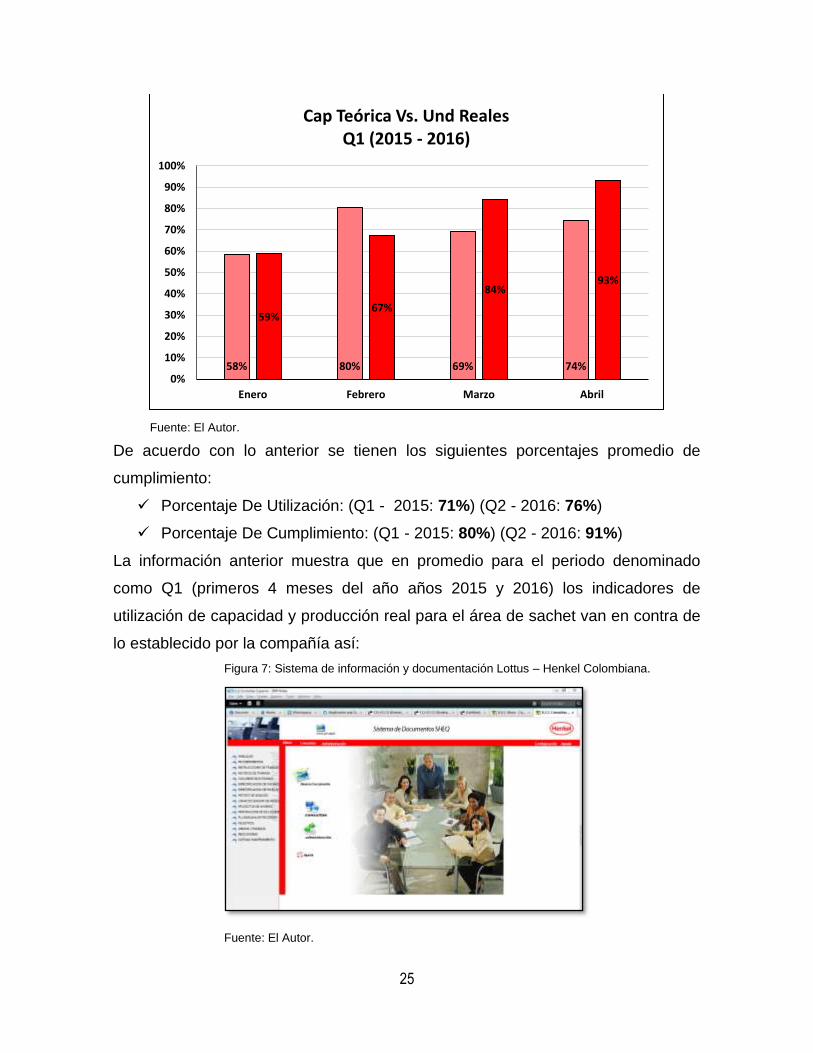
La gráfica 2 corresponde a la comparación de la capacidad teórica que se tiene en
el área (según Ecuación 1 = 1.131.000 unidades / día) contra la capacidad real
emplea para envasar las unidades reales al final del mes.
Grafica 2. Capacidad Teórica Vs. Und Reales (Q1 2015 – 2016).
83% 88% 79% 72%
87% 82%
94% 103%
0%
20%
40%
60%
80%
100%
120%
Enero Febrero Marzo Abril
Oferta Planeación Vs. Und Reales Q1 (2015 - 2016)
25
Fuente: El Autor.
De acuerdo con lo anterior se tienen los siguientes porcentajes promedio de
cumplimiento:
Porcentaje De Utilización: (Q1 - 2015: 71%) (Q2 - 2016: 76%)
Porcentaje De Cumplimiento: (Q1 - 2015: 80%) (Q2 - 2016: 91%)
La información anterior muestra que en promedio para el periodo denominado
como Q1 (primeros 4 meses del año años 2015 y 2016) los indicadores de
utilización de capacidad y producción real para el área de sachet van en contra de
lo establecido por la compañía así:
Figura 7: Sistema de información y documentación Lottus – Henkel Colombiana.
Fuente: El Autor.
58% 80% 69% 74%
59% 67%
84% 93%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Enero Febrero Marzo Abril
Cap Teórica Vs. Und Reales Q1 (2015 - 2016)
26
Figura 8: Reporte de indicadores sistema Lottus (85%).
Fuente: El Autor
La figura 7 corresponde al sistema de información “Lottus” dispuesto para la
empresa Henkel Colombiana. En este podemos encontrar todos los códigos,
políticas, lineamientos, instructivos de trabajo, registros, formatos, documentación,
entre otros, etc. De allí se desprende la información necesaria para la operación y
gestión de toda la planta de producción.
La figura 8 muestra el correcto comportamiento que debe tener cada uno de los
indicadores. Para el caso en mención de cumplimiento y utilización se tiene un
target superior al 85%2.
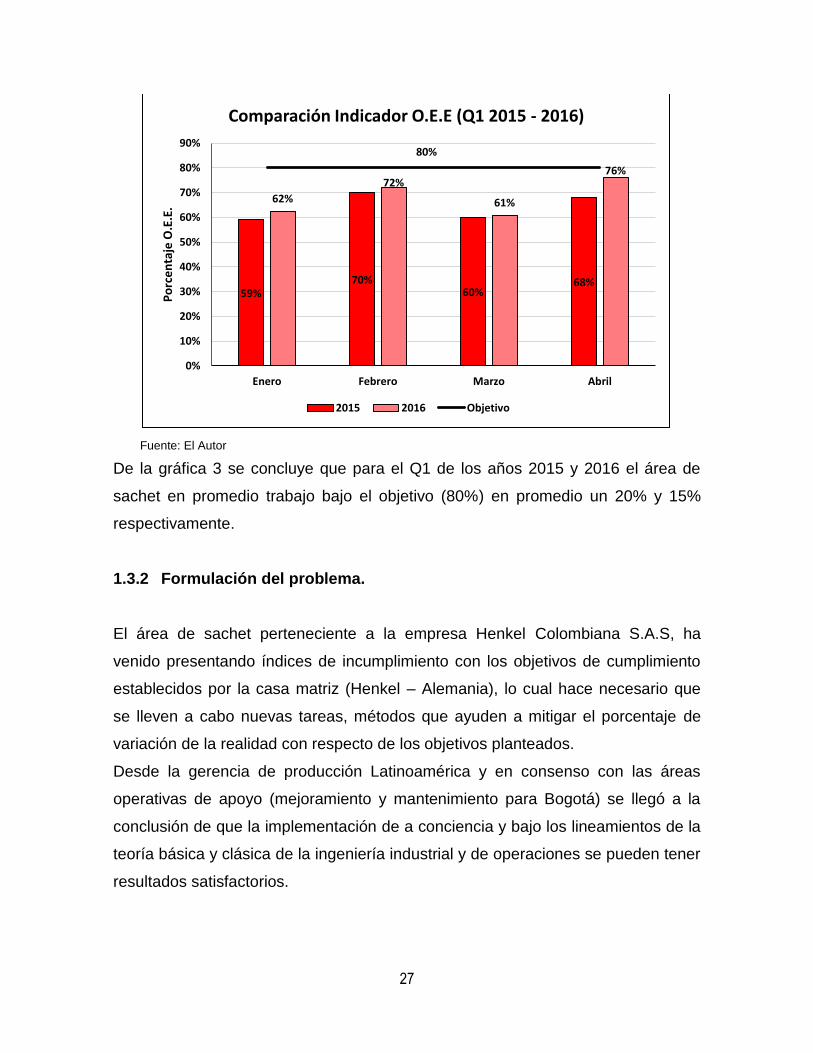
Por otra parte y no menos importante la compañía se encuentra medida con el
indicador internación O.E.E (por sus siglas en ingles “Eficiencia total del equipo”)
el cual es una razón porcentual que sirve para medir y analizar la eficiencia
productiva de los equipos3. En otras palabras cuanto del tiempo total disponible
para este caso (un turno de 8 horas) se empleó directamente en la elaboración de
las unidades a final de la jornada laboral.
Gráfica 3. Comparación Indicador O.E.E. (Q1 2015 – 2016).
2. Manual calidad Henkel Colombiana y Sistema Lottus. [en línea]. [Consultado 12 de Abril de 2017].
Disponible en: < www. Henkel’s global website/about our company/Codeandstandars/Documents/Quality/Lottussystem/qualitymanual. 3 Definiciones fórmulas y ejemplos O.E.E. [en línea]. [consultado 20 de Abril de 2017]. Disponible en: <
http://www.oee.com/calculating-oee.html>.
27
Fuente: El Autor
De la gráfica 3 se concluye que para el Q1 de los años 2015 y 2016 el área de
sachet en promedio trabajo bajo el objetivo (80%) en promedio un 20% y 15%
respectivamente.
1.3.2 Formulación del problema.
El área de sachet perteneciente a la empresa Henkel Colombiana S.A.S, ha
venido presentando índices de incumplimiento con los objetivos de cumplimiento
establecidos por la casa matriz (Henkel – Alemania), lo cual hace necesario que
se lleven a cabo nuevas tareas, métodos que ayuden a mitigar el porcentaje de
variación de la realidad con respecto de los objetivos planteados.
Desde la gerencia de producción Latinoamérica y en consenso con las áreas
operativas de apoyo (mejoramiento y mantenimiento para Bogotá) se llegó a la
conclusión de que la implementación de a conciencia y bajo los lineamientos de la
teoría básica y clásica de la ingeniería industrial y de operaciones se pueden tener
resultados satisfactorios.
59% 70%
60% 68%
62%
72%
61%
76%
80%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
Enero Febrero Marzo Abril
Po
rce
nta
je O
.E.E
.
Comparación Indicador O.E.E (Q1 2015 - 2016)
2015 2016 Objetivo
28
1.4 ALCANCE
La implementación de los pilares básicos de la metodología TPM – HPS en el área
de sachet se encuentra, debería tener como resultado la mejora en el
cumplimiento de los diferentes indicadores de gestión y una serie de directrices de
soporte para la estructuración y planeación de los demás pilares y el camino a
seguir para las demás áreas de la empresa.
2. METODOLOGÍA
La metodología empleada para el planteamiento y estructuración del plan de
implementación de programa TPM-HPS, consiste en la división del trabajo en una
serie de etapas con las cuales se cumplen cada uno de los objetivos propuestos.
A continuación se muestra detalladamente las fases, procedimientos y actividades
requeridas.
2.1 FASE I. PLANEACIÓN Y ESTRUCTURACIÓN DE LOS PILARES DE LA
METODOLOGÍA TPM.
Esta fase corresponde a elaborar un cronograma, una hoja de ruta, asignar los
responsables de las actividades a ejecutar, procedimientos a seguir, respetando
lineamientos definidos en la política de la compañía. Lo anterior ira acompañado
de un evento de comunicación y lanzamiento al personal de área denominado
kick-off.
2.2 FASE II. RECOLECCIÓN DE INFORMACIÓN DE INFORMACIÓN HISTÓRICA PARA DEFINIR UN ESTADO INICIAL.
29
Es importante conocer la información disponible y ya estructurada en cuanto a
temas de productividad y cumplimiento del área. Cabe mencionar que se
utilizaran las siguientes técnicas de recolección de información:
Primarias. Toda aquella información recolectada específicamente en las
diferentes áreas de la compañía (líneas de producción, salones de
capacitación, charlas con los operarios, reuniones con jefaturas), la cual es
suministrada por el personal que tiene contacto directo con dicha operación,
mediante el uso de métodos propios de investigación (teoría básica,
entrevistas, cuestionarios, encuestas) además de la observación directa de
la operación diaria con el fin de realizar un registro de la situación que
actual del área y de la compañía, además de recolectar evidencia
fotográfica y percepciones encontradas por parte del equipo de trabajo.
Secundarias. Hace referencia a información corporativa acerca de los
estándares que se deben seguir, también información recolectada de
estudios aplicados en universidades y empresas del sector.
2.3 FASE III. ELABORACIÓN DEL DIAGNÓSTICO DE LA SITUACIÓN ACTUAL
DEL ÁREA DE SACHET.
Con la información recolectada y analizada, es pertinente realizar un análisis del
comportamiento estadístico y una descripción detallada de los tipos de desperdicio
que se generan en el área, por ejemplo, paradas de equipo, fallas de máquina,
kilogramos de scrap, entre otros.
El análisis anterior se realizará utilizando el Pareto como herramienta de
detecciones de las principales causales que afectan y retrasan el proceso.
30
2.4 FASE IV. ELABORACIÓN DE LA ACTIVIDAD DE COMUNICACIÓN Y
LANZAMIENTO DE LA METODOLOGÍA A IMPLEMENTAR.
Se presenta la información correspondiente a cada uno de los pilares que se
desarrollaran a lo largo de las semanas, lo anterior mediante un evento público de
iniciación donde el tema principal es dar a conocer conceptos básicos de la
metodología TPM – HPS.
2.5 FASE V. FORMULACIÓN DE LAS DIFERENTES ACTIVIDADES A
DESARROLLAR EN EL ÁREA CON EL FIN DE LOGRAR LA ATENCIÓN,
EDUCACIÓN Y CAPACITACIÓN DEL PERSONAL.
En consenso con el con el área de mantenimiento, mejoramiento se plantean y
realizan actividades como, juegos, capacitaciones, evaluaciones, lluvia de idea,
talleres kobetsu, entre otras. Con el fin de convertir la teoría en práctica.
2.6 FASE VI. PRESENTACIÓN Y SOCIALIZACIÓN DE RESULTADOS.
Mensualmente se presentaran los resultados mediante el informe Highlights, en el
cual se ven reflejados los avances, evolución y resultados alcanzados durante
dicho periodo.
3. MARCO REFERENCIAL
A continuación se observa que para todas y cada una de las etapas que se
plantean, existe de una u otra manera lineamientos, parámetros o referencias. Las
cuales se pueden traer a colación con el fin de sustentar teórica e históricamente
el proceso de investigación, implementación y puesta en marcha la metodología
TPM-HPS.
3.1 MARCO TEÓRICO
31
Dentro de este están contenidos los conceptos y la teoría básica
3.1.1 Tpm (Total Productive Management) El Mantenimiento Productivo Total “TPM”, en inglés “Total Productive
Maintenance”, es una estrategia o sistema industrial japonés desarrollado
principalmente en la década de los 70´s que surge por la necesidad de mejorar los
productos y servicios en las empresas, promoviendo la interacción del operario, la
máquina y la compañía.4 El TPM busca la integración de todo el personal de la
compañía con el propósito de obtener una mejora en el proceso de producción a
través de la eliminación de pérdidas, buscando aumentar la productividad del
personal, de los equipos y de la planta en general.
Mantenimiento Productivo Total es la traducción de TPM (Total Productive
Maintenance). El TPM es el sistema japonés de mantenimiento industrial
desarrollado a partir del concepto de "mantenimiento preventivo" creado en la
industria de los Estados Unidos.
El Mantenimiento Productivo Total (TPM) es un sistema de gestión que evita todo
tipo de pérdidas durante la vida entera del sistema de producción, maximizando su
eficacia e involucrando a todos los departamentos y a todo el personal desde
operadores hasta la alta dirección, y orientando sus acciones apoyándose en las
actividades en pequeños grupos.
En la fábrica ideal, la maquinaria debe operar al 100% de su capacidad el 100%
del tiempo. El TPM es un poderoso concepto que nos conduce cerca del ideal sin
averías, defectos ni problemas de seguridad. El TPM amplía la base de
conocimientos de los operarios y del personal de mantenimiento y los une como
un equipo cooperativo para optimizar las actividades de operación y
mantenimiento.
La innovación principal del TPM radica en que los operadores se hacen cargo del
mantenimiento básico de su propio equipo. Mantienen sus máquinas en buen
4 ROBERTS, Jack. TPM Mantenimiento Productivo Total, su definición e historia. Departamento de Tecnología
e Ingeniería Industrial Texas A&M University-Commerce. [online]. Disponible en: http://www.mantenimientoplanificado.com/tpm.htm
32
estado de funcionamiento y desarrollan la capacidad de detectar problemas
potenciales antes de que ocasionen averías.
El TPM es una estrategia compuesta por una serie de actividades ordenadas que
una vez implantadas ayudan a mejorar la competitividad de una organización
industrial o de servicios. Se considera como estrategia, ya que ayuda a crear
capacidades competitivas a través de la eliminación rigurosa y sistemática de las
deficiencias de los sistemas operativos.
El TPM es una nueva dirección para la producción. El TPM, que organiza a todos
los empleados desde la alta dirección hasta los trabajadores de la línea de
producción, es un sistema de mantenimiento del equipo a nivel de compañía que
puede apoyar las instalaciones de producción más sofisticadas.5
Zandin, (2005) expresa “El TPM exige mucho trabajo, requiere atención y apoyos
constantes. Las recompensas son una planta competitiva con mayor
productividad, costos más bajos, mejor calidad de producto, una planta y áreas de
trabajo limpias, una nueva sensación de orgullo y optimismo”
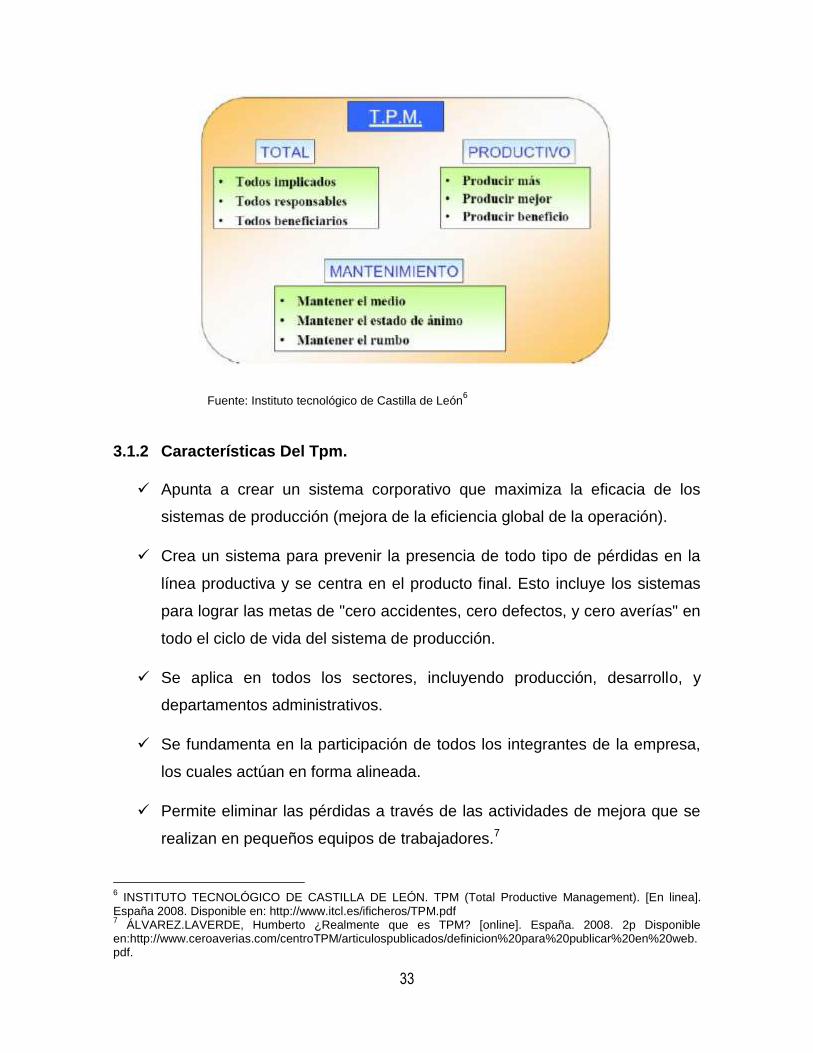
Figura 9. Significado de TPM
5 UNIVERSIDAD DE PIURA. Biblioteca Central. [On line]. 2015. Disponible en:
http://www.biblioteca.udep.edu.pe/bibvirudep/tesis/pdf/1_44_176_10_295.pdf.
33
Fuente: Instituto tecnológico de Castilla de León6
3.1.2 Características Del Tpm.
Apunta a crear un sistema corporativo que maximiza la eficacia de los
sistemas de producción (mejora de la eficiencia global de la operación).
Crea un sistema para prevenir la presencia de todo tipo de pérdidas en la
línea productiva y se centra en el producto final. Esto incluye los sistemas
para lograr las metas de "cero accidentes, cero defectos, y cero averías" en
todo el ciclo de vida del sistema de producción.
Se aplica en todos los sectores, incluyendo producción, desarrollo, y
departamentos administrativos.
Se fundamenta en la participación de todos los integrantes de la empresa,
los cuales actúan en forma alineada.
Permite eliminar las pérdidas a través de las actividades de mejora que se
realizan en pequeños equipos de trabajadores.7
6 INSTITUTO TECNOLÓGICO DE CASTILLA DE LEÓN. TPM (Total Productive Management). [En linea].
España 2008. Disponible en: http://www.itcl.es/ificheros/TPM.pdf 7 ÁLVAREZ.LAVERDE, Humberto ¿Realmente que es TPM? [online]. España. 2008. 2p Disponible
en:http://www.ceroaverias.com/centroTPM/articulospublicados/definicion%20para%20publicar%20en%20web.pdf.
34
3.1.3 Objetivos Del Tpm. Entre los objetivos principales y fundamentales del
TPM se tienen:
Reducción de averías en los equipos.
Reducción del tiempo de espera y de preparación de los equipos.
Utilización eficaz de los equipos existentes.
Control de la precisión de las herramientas y equipos.
Promoción y conservación de los recursos naturales y economía de
energéticos.
Formación y entrenamiento del personal.
Los objetivos que una organización busca al implementar el TPM pueden tener
diferentes dimensiones:
3.1.4 Objetivos estratégicos en la organización. El proceso TPM ayuda a
construir capacidades competitivas desde las operaciones de la empresa, gracias
a su contribución a la mejora de la efectividad de los sistemas productivos,
flexibilidad y capacidad de respuesta, reducción de costes operativos y
conservación del "conocimiento" industrial.
3.1.5 Objetivos operativos en la organización. El TPM tiene como propósito en
las acciones cotidianas que los equipos operen sin averías y fallos, eliminar toda
clase de pérdidas, mejorar la fiabilidad de los equipos y emplear verdaderamente
la capacidad industrial instalada.
3.1.6 Objetivos organizativos. El TPM busca fortalecer el trabajo en equipo,
incremento en la moral en el trabajador, crear un espacio donde cada persona
pueda aportar lo mejor de sí, todo esto, con el propósito de hacer del sitio de
trabajo un entorno creativo, seguro, productivo y donde trabajar sea realmente
grato.8
3.2 MARCO CONCEPTUAL
8 GOMEZ SANTOS, Carola Mónica. Mantenimiento productivo total - Una visión global. Primera Edición, 2011.
P. 4.
35
3.2.1 Total Production Management.
Total: Viene de la participación activa de todos los trabajadores de la
empresa. “Total” significa que las actividades se realizan durante todo el
ciclo de vida útil de una instalación industrial.
Productive: Significa perfección en todas las operaciones productivas.
Productividad es sinónimo de mejora del output de una planta y/o reducción
de los inputs utilizados.
Management: Esta palabra se interpreta como gerenciamiento o
manufacturing y va muy ligada al compromiso que adquiere la alta gerencia
con la filosofía, dejo de ser solo un tema del área de mantenimiento para
convertirse en una cultura orientada desde la cabeza visible de la
organización.
3.2.2 Tipos De Mantenimiento.
Mantenimiento Reparativo. Es el mismo mantenimiento de conservación
correctiva, el cual se realiza cuando ya se ha presentado la falla o avería y
es por esto que se pueden presentar paras en los procesos. No es
recomendable aplicarlo y se hace solo en equipos no críticos o secundarios.
Mantenimiento Preventivo (MP). Es aquel en el que se programan las
intervenciones o cambios de piezas de la máquina en unos intervalos de
tiempo preestablecidos estadísticamente. Con este mantenimiento se
pretenden aumentar los estándares de tiempo entre averías y aumentar la
vida útil de la máquina.
Mantenimiento Predictivo. Se basa en el conocimiento del estado o
condición operativa de una máquina o instalación. Algunos de los
parámetros para identificar una condición negativa en la máquina son: la
vibración, el ruido, la temperatura, la velocidad, etc.
Mantenimiento Proactivo. Este tipo de mantenimiento busca la causa de
las pérdidas de tiempo, paradas, averías, etc. e implementa soluciones
antes de que ocurran las fallas, de tal forma que puede haber
modificaciones estructurales en la maquinaria, incluso de rediseño.
36
Mantenimiento basado en Confiabilidad. Es la integración del
mantenimiento preventivo, proactivo y predictivo, enfocándolo al
conocimiento del comportamiento normal de la máquina. Este tipo de
mantenimiento es uno de los más completos, ya que pretende alcanzar la
máxima confiabilidad de la planta por medio de un proceso que determina
lo que debe hacerse para establecer el “status quo” deseado. 9
3.2.3 Mejoramiento Continuo. El mejoramiento continuo es el conjunto de todas
las acciones diarias que permiten que los procesos y la empresa sean más
competitivos en la satisfacción del cliente.
La mejora continua debe formar parte de la cultura de la organización,
convirtiéndose en una filosofía de vida y trabajo. Esto incidirá directamente en la
velocidad del cambio.
Para que se produzca el cambio cultural requerido, es necesario que:
Las personas estén convencidas de los beneficios que les brinda la mejora.
La Alta Dirección motive a todas las personas, les brinde procedimientos y
técnicas, así como el poder de decidir y actuar para poder realizar los
cambios que se requieran.
Juran (2001), habla de tres tipos de costos: costos de las fallas internas, costos de
las fallas externas y costos de prevención. Manifiesta que se puede lograr que
estos costos disminuyan sobre una base continua. Ciertamente, es una forma de
atraer la atención de la Alta Dirección para que inicie un programa de
mejoramiento de la calidad, es decir, para que éste se enfoque en el dinero
desperdiciado. En muchas empresas, ésta es la única forma de atraer la atención
de la gente. A consideración de este autor, los enfoques de mejora están
impulsados por las actuales necesidades de generación de ventajas competitivas
que exigen los rápidos movimientos del mercado actual.
9 BENITEZ HERNÁNDEZ, L. E. Mejoramiento Continuo por Medio del Mantenimiento Productivo Total. Clase
Empresarial. No. 59, 1998. P. 88-91.
37
Maestros de la calidad como Ishikawa (1985), Deming (1989), Goldratt (1995), y
otros autores más recientes describen diferentes formas de cómo mejorar los
procesos de forma gradual, todas enfocadas y relacionadas directamente con la
calidad. Por su parte Harrington (1993) explica una metodología abarcadora e
importante sobre cómo mejorar los procesos de la empresa. Este método, para su
análisis, el autor lo divide en las cinco fases siguientes.10
3.2.4 Las Seis Grandes Pérdidas.
Perdidas por averías. Estas averías presentan dos tipos de pérdidas, de
tiempo y de cantidad, este último causado por productos defectuosos.
Las averías esporádicas son generalmente fallos repentinos inesperados
del equipo que son obvias y fáciles de corregir, por otro lado, las averías
menores crónicas son a menudo descuidadas e ignoradas por su difícil
solución.
Perdidas de preparación y ajuste. Son las pérdidas que se presentan al
ajustar la máquina para un mejor rendimiento de ésta y al prepararla al
inicio del trabajo.
Existen dos tipos de preparación y como tal tienen estrategias diferentes
para atacarlas:
Preparación Interna: Es cuando las preparaciones se deben hacer
mientras la máquina está parada, se debe reducir al máximo este tiempo.
Preparación externa: Es cuando las operaciones pueden realizarse
mientas el equipo está en funcionamiento.
3.2.5 Inactividad Y Perdidas De Paradas Menores. Son pequeñas paradas
interrumpidas por un mal funcionamiento temporal o cuando la máquina está
inactiva. Este tipo de problema causa generalmente un efecto sobre la eficiencia
10
BIBLIOTECA VIRTUAL DE DERECHO, ECONOMÍA Y CIENCIAS SOCIALES. Mejoramiento continuo. [online]. 2010. Disponible en: http://www.eumed.net/libros-gratis/2010a/650/Mejoramiento%20Continuo.htm.
38
del equipo y es común cuando están implicados procesos automatizados con
robots y cintas transportadoras. Perdidas.
3.2.6 Perdidas De Velocidad Reducida. Son las diferencias entre la velocidad
diseñada para el equipo y la velocidad real operativa y el propósito es reducir esa
diferencia al máximo. La velocidad inferior a la ideal por diseño se puede presentar
por problemas mecánicos y calidad defectuosa, problemas antecedentes, por
temor al abusar del equipo o sobrecargarlo.
3.2.7 Defectos De Calidad Y Repetición De Trabajo. Estas pérdidas son
causadas por el mal funcionamiento del equipo de producción y se dan por la
fabricación de productos defectuosos que obligan a un reproceso. Por lo general
los defectos en calidad son problemas crónicos que no son fáciles de detectar, por
eso es necesario hacer un estudio a profundidad de conocimiento de la máquina y
de la operación que ésta maneja.
3.2.8 Perdidas de puesta en marcha. Son las pérdidas de rendimiento que se
ocasionan durante las fases iniciales de producción desde la puesta en marcha de
la máquina hasta su estabilización. El nivel de pérdidas varía con el grado de
estabilidad de las condiciones del proceso y depende entre otras cosas del nivel
de mantenimiento del equipo, habilidades técnicas del operador, planillas y
matrices.11
3.2.9 5`s en el Tpm. El concepto de origen japonés de las 5 S’ se refiere la
creación de áreas de trabajo más limpias, seguras y visualmente más
organizadas. Las 5’S son bloques sobre los cuales se puede instalar la producción
en flujo, el control visual y en muchos casos, apoyar al Justo a Tiempo.
5’S es un programa de participación expandida en las compañías, que incluye a
todo el personal de la organización. Tiene un alcance muy efectivo para motivar
gente y mejorar nuestro ambiente de trabajo y efectividad.12
11
SHIROSE, Kunio. Programa de desarrollo del TPM. Madrid. Edición en español Tecnología de gerencia y producción S.A. 1991. P.29-33. 12
COMITE NACIONAL DE PRODUCTIVIDAD E INNOVACION TECNOLOGICA. herramientas de mejora 5 ´ S. [online]. 2008. Disponible en: http://www.sal.itesm.mx/incubadora/doc/herramientas_japonesas.pdf.
39
Clasificar (Seiri): Separar lo esencial de lo no esencial identificando los
elementos innecesarios, evaluando su utilidad y tratándolos
adecuadamente.
Es arreglar o separar los objetos que no se necesitan en el lugar de trabajo
y pueden causar pérdidas de tiempo, defectos, errores y un aumento de
riesgo de accidentes.
Al iniciar el desecho de los elementos que no son del área de trabajo, las
personas tienden a dejar objetos innecesarios, pensando que pueden ser
utilizados en el futuro, estos tienden a estorbar y a acumularse en las áreas
afectando la producción del día a día y acumulando espacio en forma
incorrecta.
Ordenar (Seiton): Organizar los elementos necesarios localizando todo en
el punto de uso.
Los elementos necesarios están dispuestos para que sean fáciles de
encontrar, utilizar y devolver, para agilizar la producción y eliminar el tiempo
de búsqueda de ellos.
Es colocar los elementos necesarios en un lugar establecido con una
demarcación correcta del lugar donde va a estar para que cualquier
persona que los necesite sepa dónde y cómo ubicarlos fácilmente.
Esta práctica permite crear un pensamiento visual en las empresas ya que
aporta disciplina para marcar, codificar y etiquetar los elementos con el fin
de que cualquier operario pueda acceder a ellos, de modo que puedan
encontrarse, retirarse y dejarse en un sitio fácilmente.
Limpiar (Seiso): Limpiar el área de trabajo e inspeccione las herramientas
y el equipo.
Es eliminar polvo, residuos, limpiar la maquinaria, y en general tener todo
en forma aseada. En general en la industria la limpieza está relacionada
con la calidad y con la eliminación de la contaminación en general.
Las metas que se deben alcanzar con la limpieza tienen tres categorías:
40
Elementos de almacén: Son los materiales en bruto, piezas en
proceso o terminadas, componentes y cualquier tipo de materia
prima.
El equipo: Incluye máquinas, herramientas generales, útiles, mesas
de trabajo, carros, equipos de oficina, repuestos, etc.
El espacio: Es el área de trabajo, suelos, paredes, techos, ventanas,
cuartos y cualquier otra locación que esté en una empresa.
Es necesario que se designe un tiempo determinado para desarrollar las
actividades de limpieza para que se tenga en cuenta como una operación
obligatoria dentro del proceso de producción y así ser más fácilmente
comprendido por los operarios.
Estandarizar (Seiketsu): Estandarizar los procedimientos del área de
trabajo para asegurarse de que se mantengan los resultados de
ordenación, puesta en orden, brillo.
Es mantener los tres anteriores estándares (Organización, orden y
limpieza). Lo que se pretende con esta etapa es generar el hábito de
mantener los tres pasos anteriores de tal forma que cada empleado tome
una cultura de actuación, es decir que lo haga constantemente.
Sin la estandarización no es posible alcanzar con éxito el propósito final de
5´s de mentalizar a las personas de la necesidad de mantener las áreas de
trabajo en un estado organizado por iniciativa propia de los empleados.
Disciplina (Shitsuke): Abordar la necesidad de realizar el proceso 5S de
manera sistemática y continua para mantener el nuevo status quo. Los
empleados deben entender la necesidad y los beneficios de un lugar de
trabajo desordenado.
“La disciplina está relacionada con el hábito de mantener correctamente los
procedimientos apropiados. Esta es necesaria para asegurar que la práctica
de las cuatro “S” iniciales, se mantenga a través del tiempo”.
41
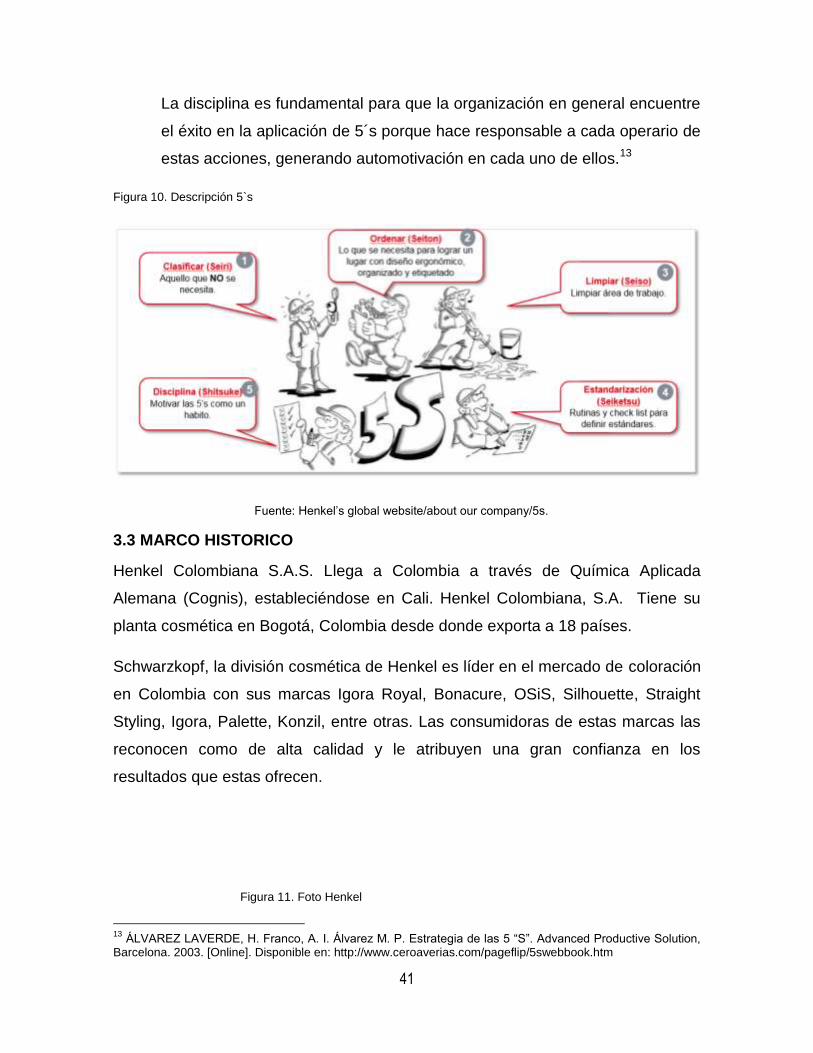
La disciplina es fundamental para que la organización en general encuentre
el éxito en la aplicación de 5´s porque hace responsable a cada operario de
estas acciones, generando automotivación en cada uno de ellos.13
Figura 10. Descripción 5`s
Fuente: Henkel’s global website/about our company/5s.
3.3 MARCO HISTORICO
Henkel Colombiana S.A.S. Llega a Colombia a través de Química Aplicada
Alemana (Cognis), estableciéndose en Cali. Henkel Colombiana, S.A. Tiene su
planta cosmética en Bogotá, Colombia desde donde exporta a 18 países.
Schwarzkopf, la división cosmética de Henkel es líder en el mercado de coloración
en Colombia con sus marcas Igora Royal, Bonacure, OSiS, Silhouette, Straight
Styling, Igora, Palette, Konzil, entre otras. Las consumidoras de estas marcas las
reconocen como de alta calidad y le atribuyen una gran confianza en los
resultados que estas ofrecen.
Figura 11. Foto Henkel
13
ÁLVAREZ LAVERDE, H. Franco, A. I. Álvarez M. P. Estrategia de las 5 “S”. Advanced Productive Solution, Barcelona. 2003. [Online]. Disponible en: http://www.ceroaverias.com/pageflip/5swebbook.htm
42
Fuente: Google Maps
Como Tina Muller, Vicepresidente Mundial de Cosmética, Cuidado de la Piel y
Cuidado Oral comenta: nuestra fuerza innovadora tiene cuatro fuentes principales:
proximidad con los consumidores y sus necesidades; constante investigación
sobre nuevas tendencias; proceso innovador propio de la compañía, y el “know-
how” (conocimiento) en la tecnología del producto.14
Queremos crear valor para nuestros clientes y consumidores, para nuestros
equipos y nuestra gente, para nuestros accionistas y para la sociedad y las
comunidades en las que operamos. Los empleados de Henkel siempre aportan
toda su pasión, orgullo y entusiasmo para lograr que esto pase.
Nuestra cultura corporativa, así como nuestro propósito, visión, misión y valores
unen a nuestra fuerza de trabajo diversa, proporcionando una guía y un marco
cultural claro. Las reglas de comportamiento que se implementan a nivel global se
presentan en una serie de códigos, los cuales son una guía para el
comportamiento y el actuar de nuestros empleados en todas las áreas de
negocios y culturas en las que operamos.
14
HENKEL COLOMBIANA S.A.S. Comunicados. 2009. [Online]. Disponible en: http://www.loctite.com.co/2009-3543_2808_CVA_HTML.htm.
43
A finales de los años 50, Henkel hace presencia en Colombia a través de
Laboratorios Artibel y a finales de los 80 llega con la empresa Química Aplicada
Alemana (Cognis). 15
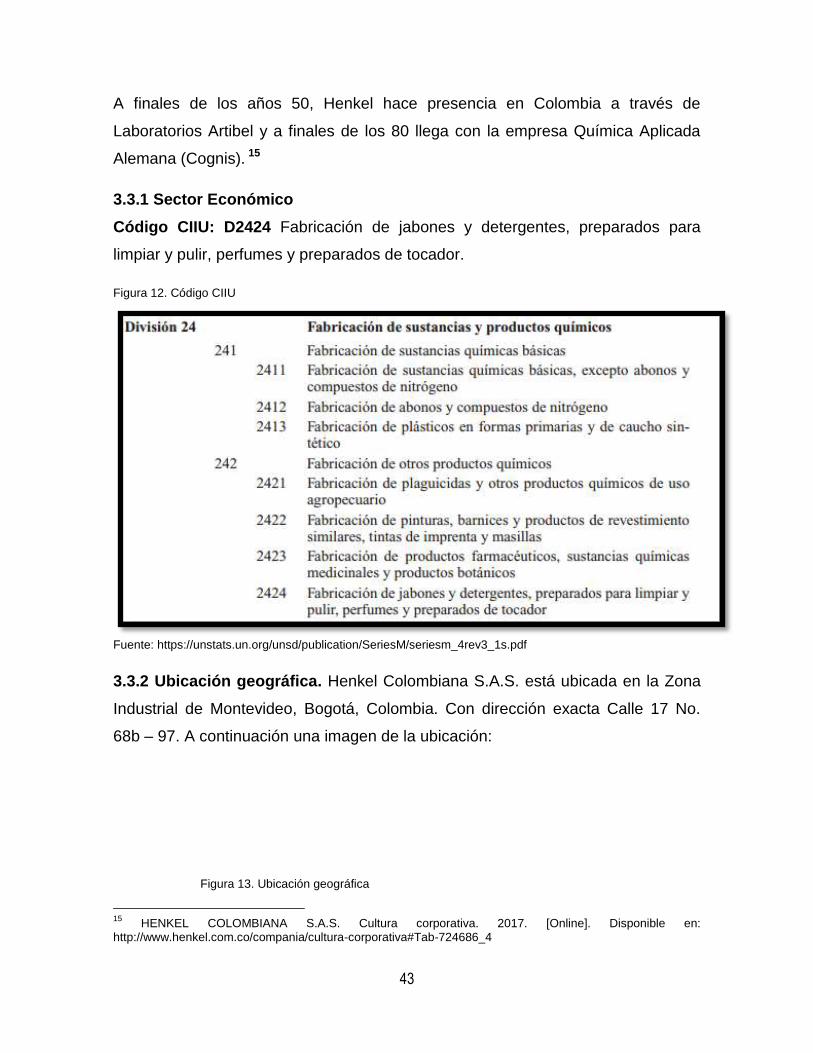
3.3.1 Sector Económico
Código CIIU: D2424 Fabricación de jabones y detergentes, preparados para
limpiar y pulir, perfumes y preparados de tocador.
Figura 12. Código CIIU
Fuente: https://unstats.un.org/unsd/publication/SeriesM/seriesm_4rev3_1s.pdf
3.3.2 Ubicación geográfica. Henkel Colombiana S.A.S. está ubicada en la Zona
Industrial de Montevideo, Bogotá, Colombia. Con dirección exacta Calle 17 No.
68b – 97. A continuación una imagen de la ubicación:
Figura 13. Ubicación geográfica
15
HENKEL COLOMBIANA S.A.S. Cultura corporativa. 2017. [Online]. Disponible en: http://www.henkel.com.co/compania/cultura-corporativa#Tab-724686_4
44
Fuente: Google Maps.
3.3.3 Propósito.
Crear valor sostenible. Queremos crear valor para nuestros clientes y
consumidores, para nuestros equipos y nuestra gente, para nuestros
accionistas, para la sociedad y las comunidades en las que operamos.
3.3.4 Visión.
Ser líderes con nuestras innovaciones, marcas y tecnologías.
Somos el líder global con nuestro negocio de adhesivos, ofreciendo una amplia
gama de tecnologías, sirviendo a mercados e industrias a nivel global.
En nuestros negocios de consumo también ostentamos posiciones líderes en
muchos mercados y categorías en todo el mundo.
Para nosotros, “liderar” excede la definición de ser el número uno en términos de
tamaño o participación en el mercado. Aunque contar con posiciones fuertes en
45
mercados atractivos es importante, se requiere más que eso para ser “líder con
innovaciones, marcas y tecnologías”.
Primero que todo, se requiere liderazgo en la creación de valor. También se
requiere ser “líder” en agilidad de respuesta a mercados volátiles y a las
exigencias cambiantes de clientes y consumidores en innovación, calidad, servicio
y sostenibilidad.
3.3.4 Misión.
Brindar servicio a nuestros clientes y consumidores a nivel global como el socio de
mayor confianza, con posiciones líderes en todos los mercados y categorías
relevantes; como un equipo apasionado y unido por valores compartidos.16
16
HENKEL COLOMBIANA S.A.S. Cultura corporativa. 2017. [Online]. Disponible en: http://www.henkel.com.co/compania/cultura-corporativa#Tab-724686_4.
46
4. DESCRIPCIÓN DEL ÁREA DE INFLUENCIA Y SITUACIÓN ACTUAL DEL
PROYECTO.
En la siguiente figura se encuentra el mapa de procesos (Ver anexo C) para la
empresa Henkel Colombiana, en donde se pueden distinguir 3 grandes procesos
como lo son:
Diseño y desarrollo: áreas encargadas de homologar productos, materias
primas, diseños y todo lo relacionado con productos enviados por casa
matriz o productos nuevos.
Gestión de materiales: las áreas aquí agrupadas son las encargadas de la
planeación, importación de todos los materiales de empaque y materias
primas necesarias para el proceso de fabricación.
Producción y logística: encargada de la manufactura de los productos y su
distribución en los diferentes canales de venta al público17.
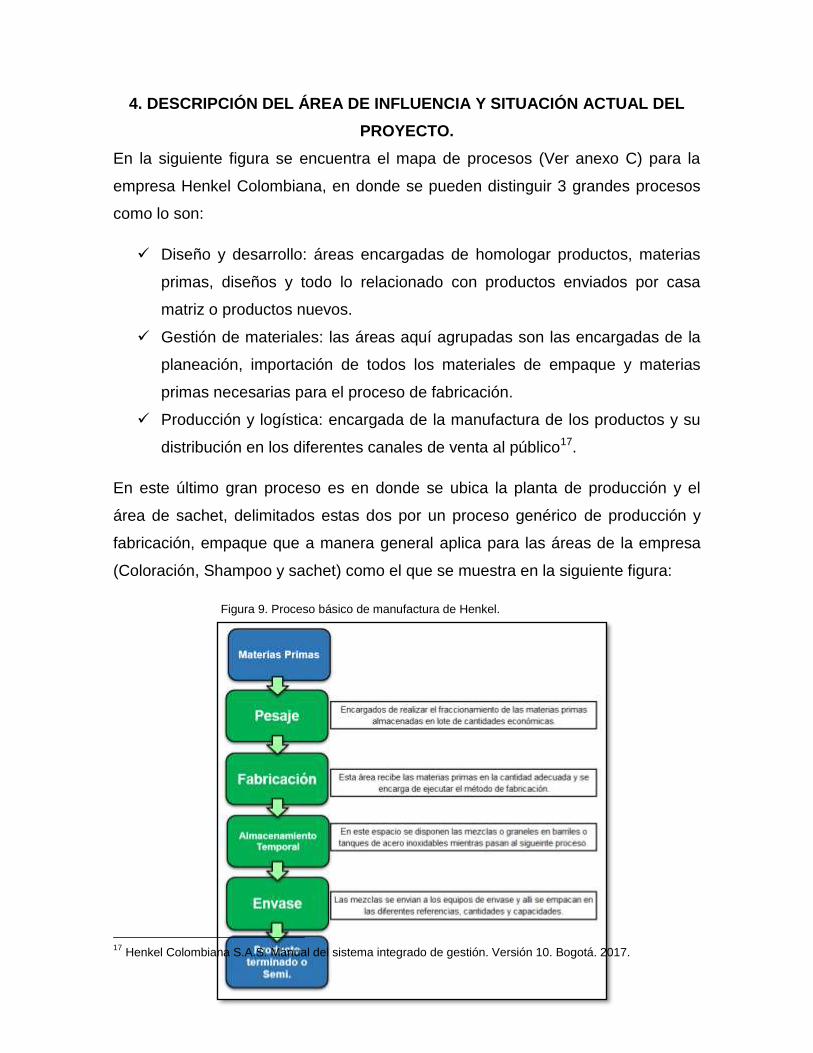
En este último gran proceso es en donde se ubica la planta de producción y el
área de sachet, delimitados estas dos por un proceso genérico de producción y
fabricación, empaque que a manera general aplica para las áreas de la empresa
(Coloración, Shampoo y sachet) como el que se muestra en la siguiente figura:
Figura 9. Proceso básico de manufactura de Henkel.
17
Henkel Colombiana S.A.S. Manual del sistema integrado de gestión. Versión 10. Bogotá. 2017.
47
Fuente: El Autor.
4.1 ÁREA DE SACHET
Como se observa en el anexo B, la empresa Henkel Colombiana cuenta con un
área de sachet dispuesta de 8 equipos, los cuales realizan el empaque y envase
de productos y referencias de volúmenes desde los 10 ml hasta los 30 ml como se
puede observar en las siguientes figuras.
Figura 10. Vista general área de sachet.
Fuente. El Autor.
48
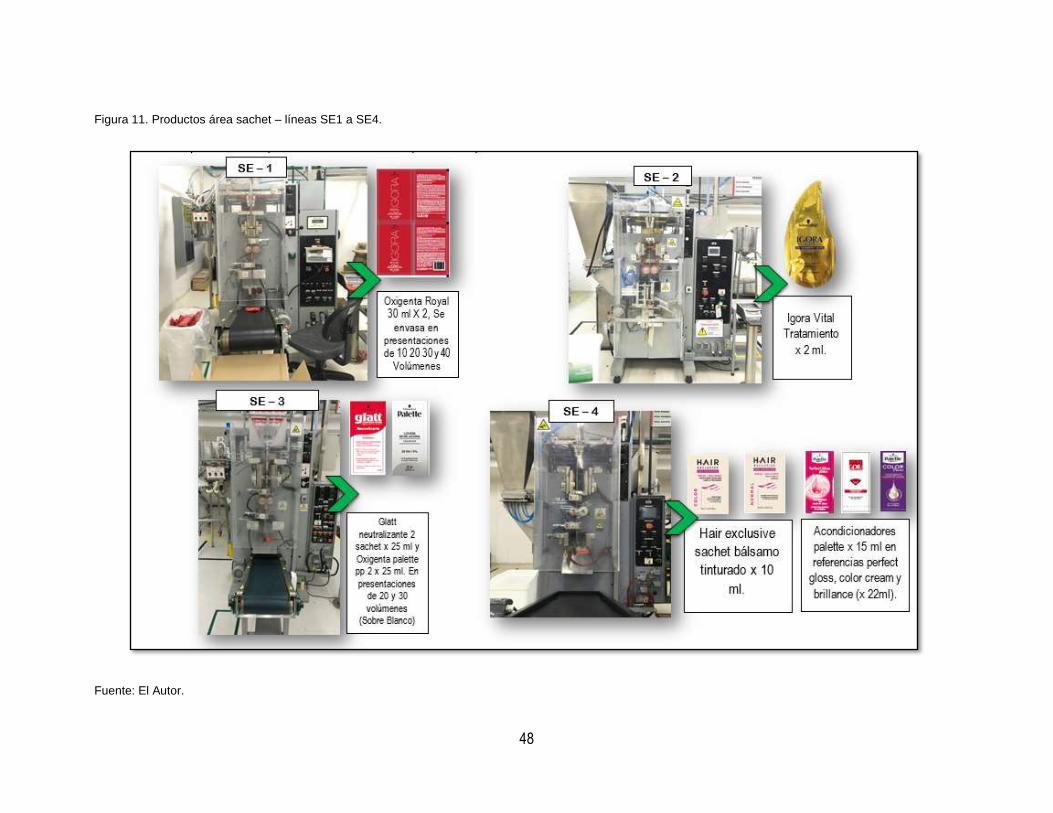
Figura 11. Productos área sachet – líneas SE1 a SE4.
Fuente: El Autor.
49
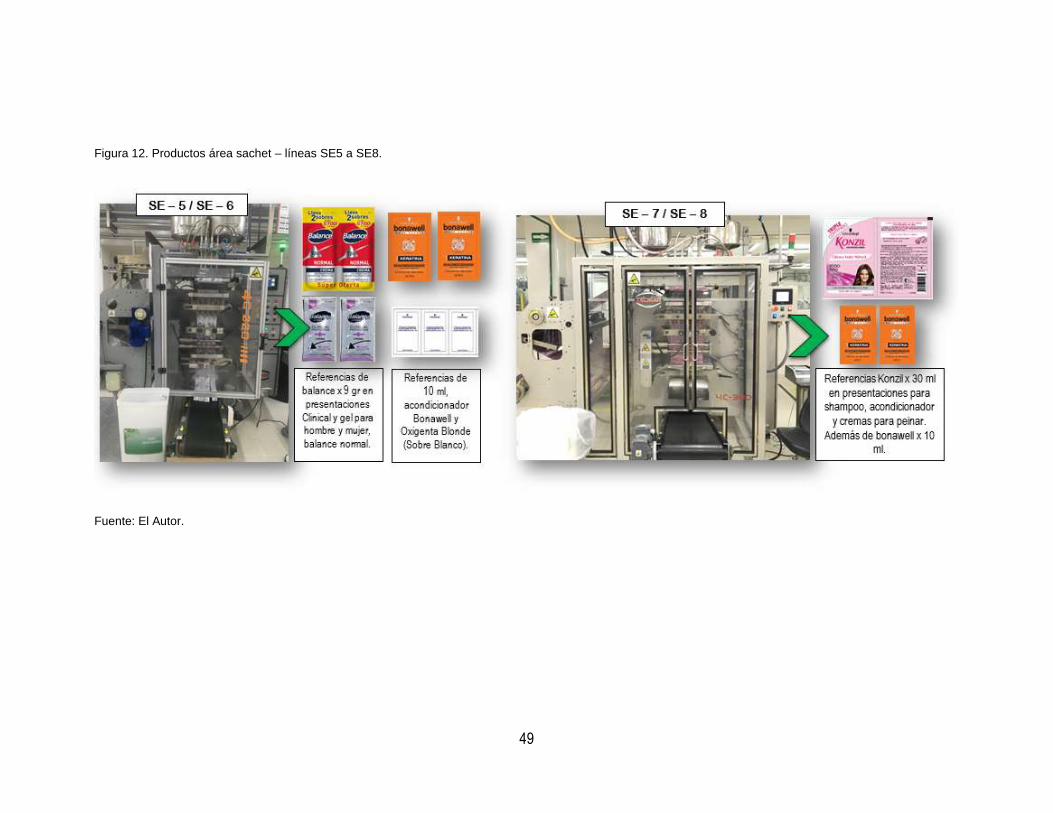
Figura 12. Productos área sachet – líneas SE5 a SE8.
Fuente: El Autor.
50
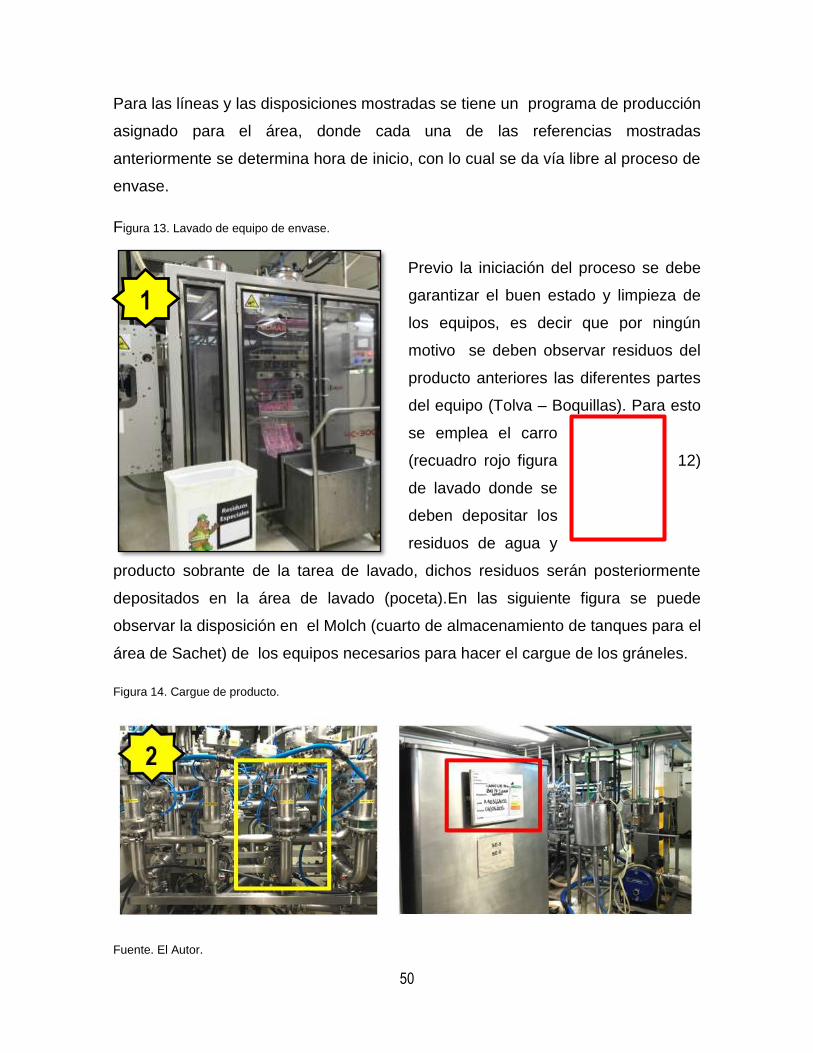
Para las líneas y las disposiciones mostradas se tiene un programa de producción
asignado para el área, donde cada una de las referencias mostradas
anteriormente se determina hora de inicio, con lo cual se da vía libre al proceso de
envase.
Figura 13. Lavado de equipo de envase.
Previo la iniciación del proceso se debe
garantizar el buen estado y limpieza de
los equipos, es decir que por ningún
motivo se deben observar residuos del
producto anteriores las diferentes partes
del equipo (Tolva – Boquillas). Para esto
se emplea el carro
(recuadro rojo figura 12)
de lavado donde se
deben depositar los
residuos de agua y
producto sobrante de la tarea de lavado, dichos residuos serán posteriormente
depositados en la área de lavado (poceta).En las siguiente figura se puede
observar la disposición en el Molch (cuarto de almacenamiento de tanques para el
área de Sachet) de los equipos necesarios para hacer el cargue de los gráneles.
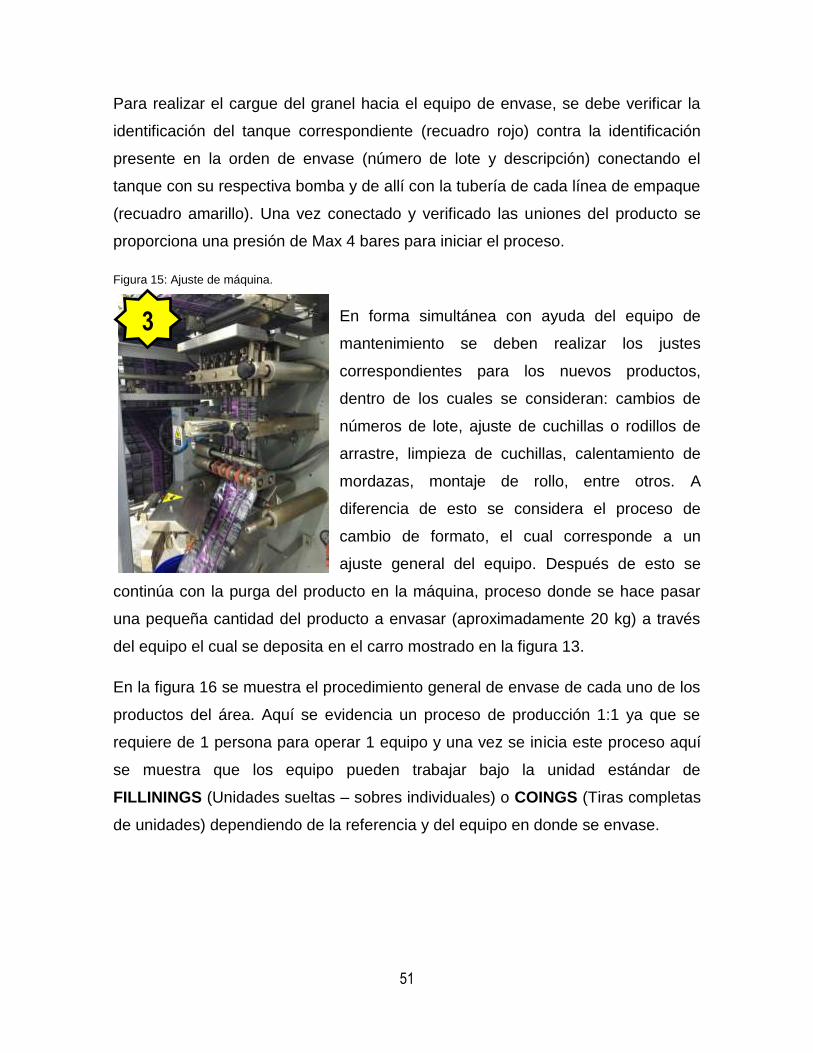
Figura 14. Cargue de producto.
Fuente. El Autor.
1
51
Para realizar el cargue del granel hacia el equipo de envase, se debe verificar la
identificación del tanque correspondiente (recuadro rojo) contra la identificación
presente en la orden de envase (número de lote y descripción) conectando el
tanque con su respectiva bomba y de allí con la tubería de cada línea de empaque
(recuadro amarillo). Una vez conectado y verificado las uniones del producto se
proporciona una presión de Max 4 bares para iniciar el proceso.
Figura 15: Ajuste de máquina.
En forma simultánea con ayuda del equipo de
mantenimiento se deben realizar los justes
correspondientes para los nuevos productos,
dentro de los cuales se consideran: cambios de
números de lote, ajuste de cuchillas o rodillos de
arrastre, limpieza de cuchillas, calentamiento de
mordazas, montaje de rollo, entre otros. A
diferencia de esto se considera el proceso de
cambio de formato, el cual corresponde a un
ajuste general del equipo. Después de esto se
continúa con la purga del producto en la máquina, proceso donde se hace pasar
una pequeña cantidad del producto a envasar (aproximadamente 20 kg) a través
del equipo el cual se deposita en el carro mostrado en la figura 13.
En la figura 16 se muestra el procedimiento general de envase de cada uno de los
productos del área. Aquí se evidencia un proceso de producción 1:1 ya que se
requiere de 1 persona para operar 1 equipo y una vez se inicia este proceso aquí
se muestra que los equipo pueden trabajar bajo la unidad estándar de
FILLININGS (Unidades sueltas – sobres individuales) o COINGS (Tiras completas
de unidades) dependiendo de la referencia y del equipo en donde se envase.
3

52
Figura 16. Proceso de envase del producto.
Fuente: El Autor.
A medida que el proceso de envase se lleva a cabo en lo equipos, se deben
realizar controles en proceso (Cada 30 minutos) verificar condiciones de envase,
realizar testigos del proceso, entre otro tipo de papelería, como se muestra en la
siguiente figura.
Figura 17: Controles en proceso.
En dichos controles se debe verificar el
peso promedio que corresponda con el
expuesto en la nota de producto, el
número de lote que corresponda con el
identificado en la orden de producción y
demás características como abre fácil, pre corte,
la presencia de orillo y el sellado del sachet.
Para terminar el personal encargado de realizar
el apilamiento y sellado de las cajas con el
producto ya envasado, debe de garantizar
5

53
un embalaje según la cantidad y condiciones expuestas en la nota de producto
(Ver siguiente figura).
Figura 18. Embalaje de productos Semi terminados.
De allí la labor termina una vez la
estiba debidamente vinipelada e
identificada (remisión de planta
hacia bodega) es entregada en
custodia al almacén de materiales.
Fuente. El Autor.
4.2 ANÁLISIS ESTADÍSTICO DE LA INFORMACIÓN HISTÓRICA DE LAS
PÉRDIDAS EN EL ÁREA DE SACHET
Una vez se tienen los conocimientos generales del procedimiento llevado a cabo
en el área de sachet, a continuación se muestra la información histórica
correspondiente a los periodos previos a la implementación y puesta en marcha de
la metodología TPM – HPS.
Como primer indicador histórico del área de sachet a continuación se muestra el
consolidado de causales de parada que se obtiene de la recolección histórica del
indicador O.E.E que se diligencia turno a turno por cada una de las líneas (Ver
figura 19).

54
55
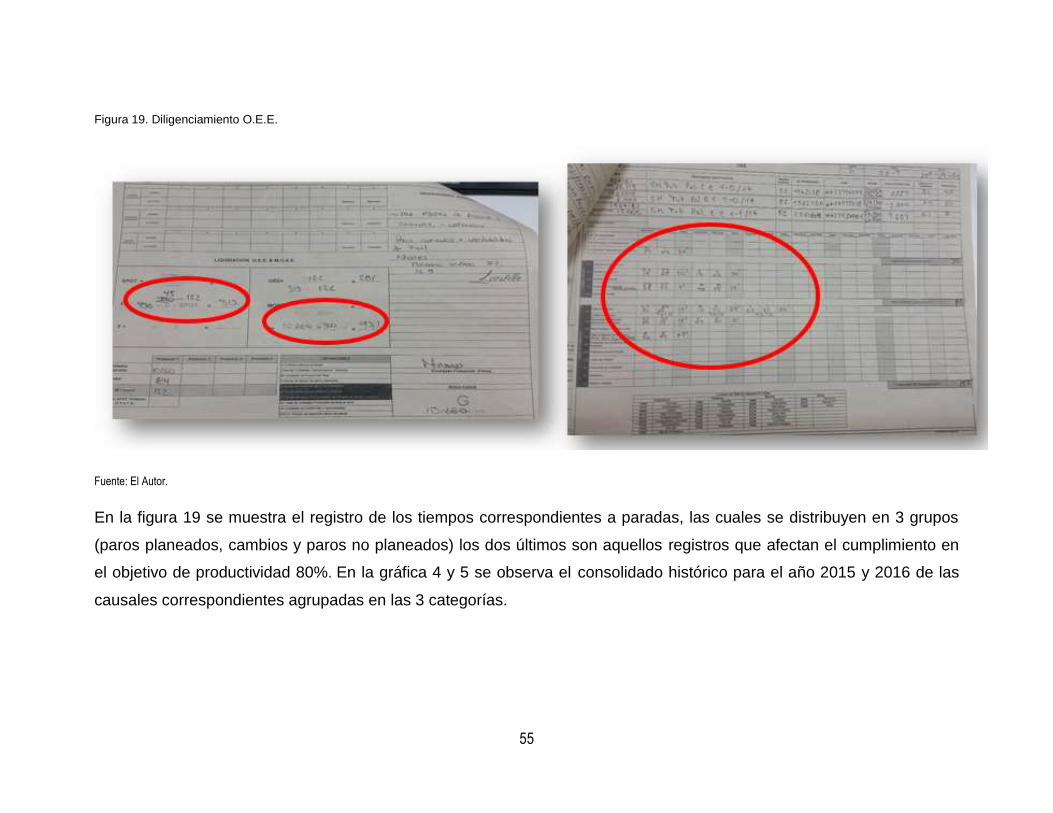
Figura 19. Diligenciamiento O.E.E.
Fuente: El Autor.
En la figura 19 se muestra el registro de los tiempos correspondientes a paradas, las cuales se distribuyen en 3 grupos
(paros planeados, cambios y paros no planeados) los dos últimos son aquellos registros que afectan el cumplimiento en
el objetivo de productividad 80%. En la gráfica 4 y 5 se observa el consolidado histórico para el año 2015 y 2016 de las
causales correspondientes agrupadas en las 3 categorías.
56
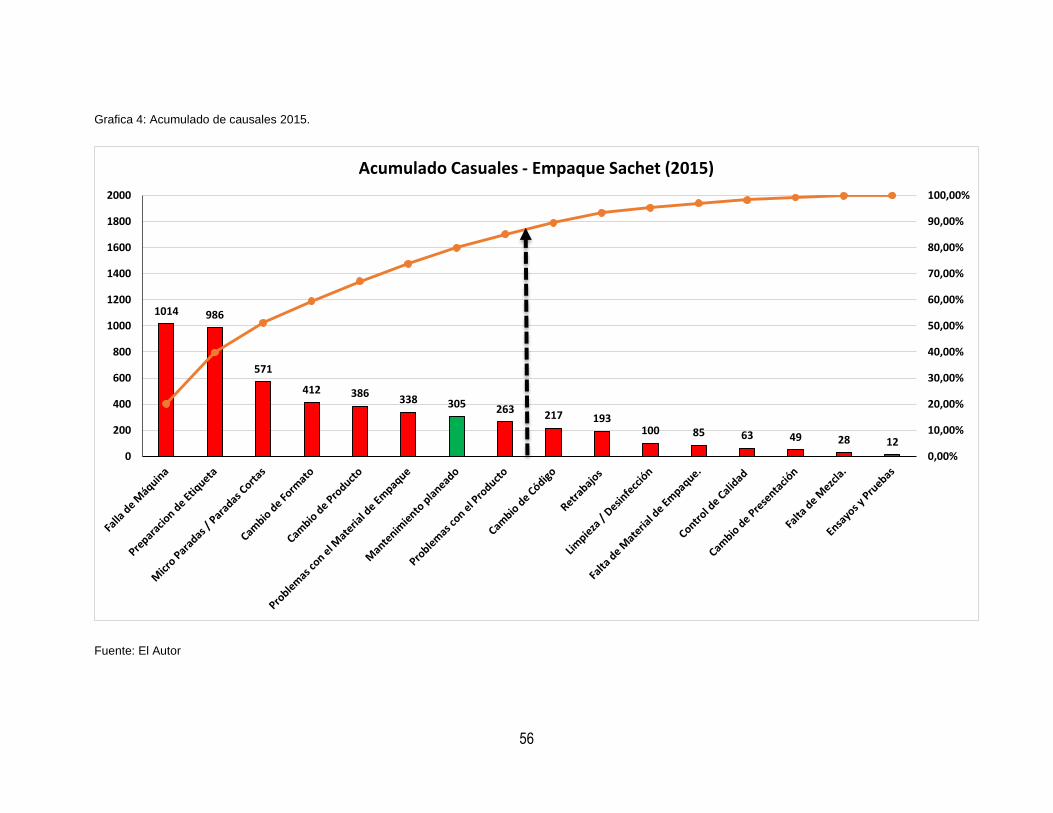
Grafica 4: Acumulado de causales 2015.
Fuente: El Autor
1014 986
571
412 386 338 305 263
217 193 100 85 63 49 28 12
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Acumulado Casuales - Empaque Sachet (2015)
57
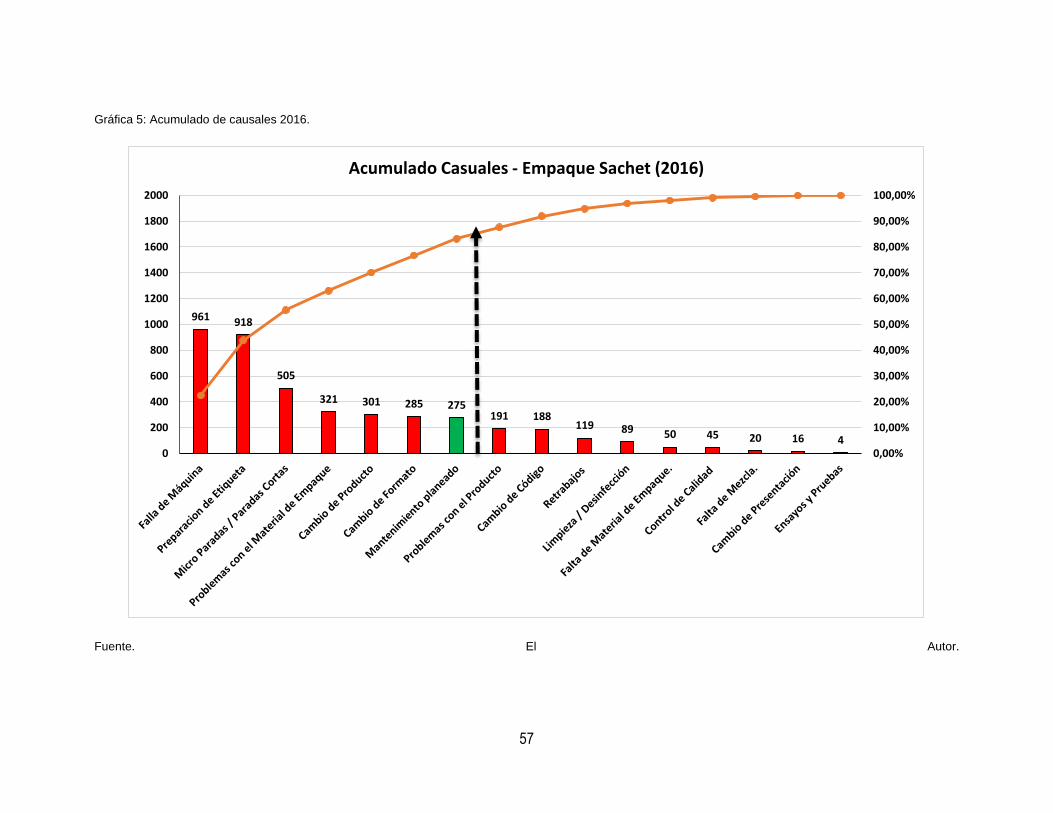
Gráfica 5: Acumulado de causales 2016.
Fuente. El Autor.
961 918
505
321 301 285 275 191 188
119 89 50 45 20 16 4 0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Acumulado Casuales - Empaque Sachet (2016)
58
De las gráficas anteriores se puede realizar un comparativo en cuanto aquel grupo
de causales que representan el 80% del tiempo NO empleado en la producción de
unidades, la traducción de dicho tiempo en turno de 8 horas productivas, aquellas
causales más representativas y que afectan más el proceso así:
Para el 2015 se registraron 3968 horas de parada representadas en 7
categorías de paradas, lo que se logra traducir en 496 turnos hábiles para
la producción de un total al año de 37680 horas hábiles en el año, es decir
una subutilización de aproximadamente un 13.16% de la capacidad total del
área.
Para el 2016 se registraron 3291 horas de parada representadas en
categorías , lo que se traduce en 411 turno hábiles para la producción de un
año donde se tenían 41216 horas, es decir aproximadamente 10.71%
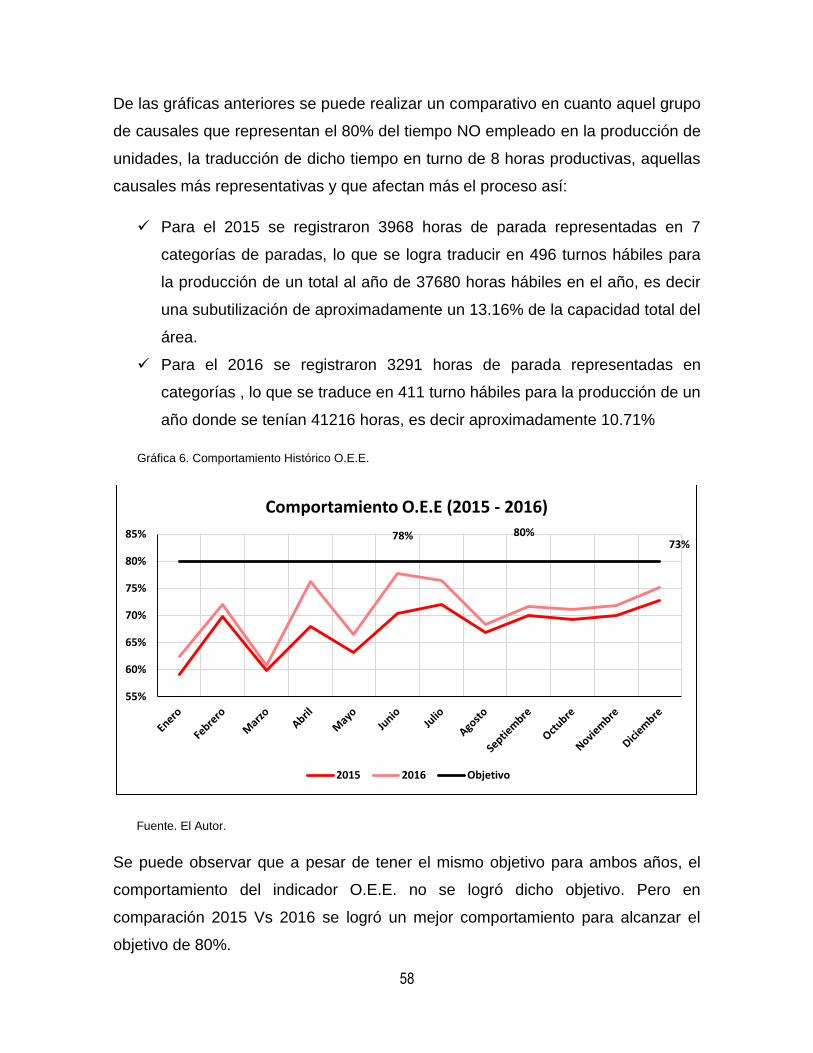
Gráfica 6. Comportamiento Histórico O.E.E.
Fuente. El Autor.
Se puede observar que a pesar de tener el mismo objetivo para ambos años, el
comportamiento del indicador O.E.E. no se logró dicho objetivo. Pero en
comparación 2015 Vs 2016 se logró un mejor comportamiento para alcanzar el
objetivo de 80%.
73% 78% 80%
55%
60%
65%
70%
75%
80%
85%
Comportamiento O.E.E (2015 - 2016)
2015 2016 Objetivo
59
En conclusión se observa para los años 2015 y 2016 existe un grupo de causales
en común que de acuerdo con las gráficas 4 y 5 representan un 55% y 51%
respectivamente. Lo anterior hace que para el desarrollo de las actividades diarias
y semanales, capacitaciones y entrenamientos que se planteen en el plan maestro
de implementación, la mitigación y especial atención en el tratamiento de estas
causales de parada.
60
5. ELABORACIÓN Y COMUNICACIÓN DEL PLAN MAESTRO Y ESTRUCTURA
DE LA METODOLOGÍA TPM – HPS (KICK – OFF).
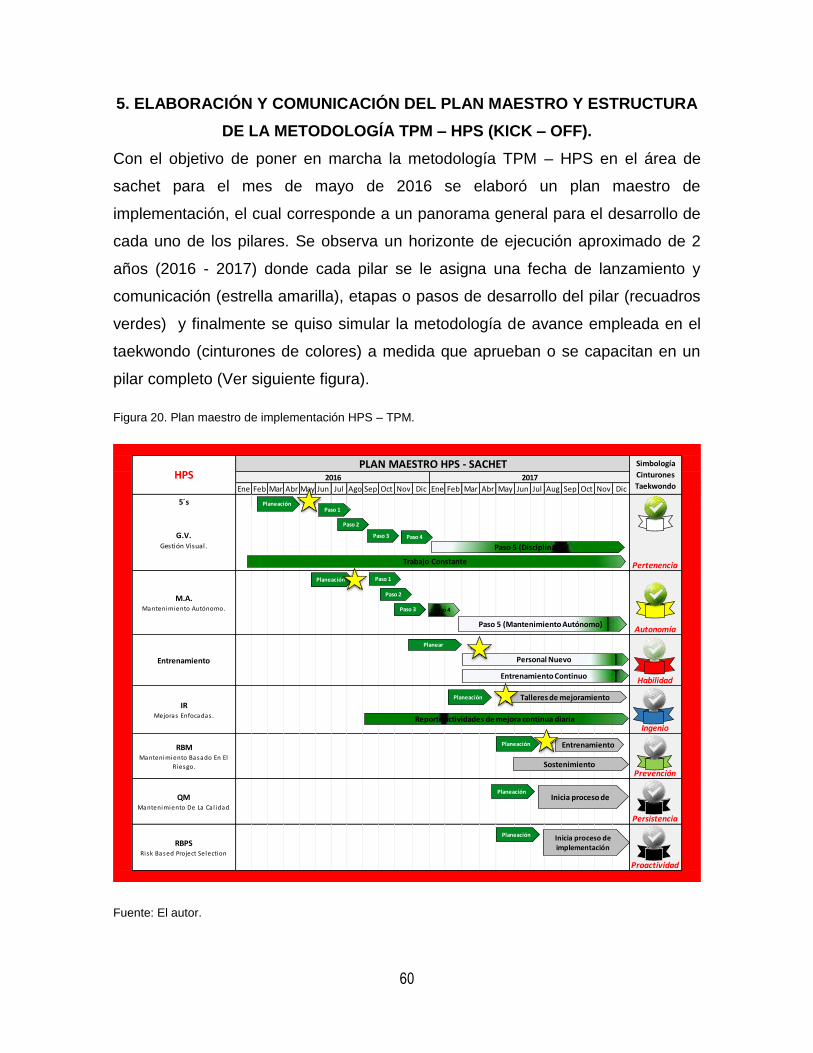
Con el objetivo de poner en marcha la metodología TPM – HPS en el área de
sachet para el mes de mayo de 2016 se elaboró un plan maestro de
implementación, el cual corresponde a un panorama general para el desarrollo de
cada uno de los pilares. Se observa un horizonte de ejecución aproximado de 2
años (2016 - 2017) donde cada pilar se le asigna una fecha de lanzamiento y
comunicación (estrella amarilla), etapas o pasos de desarrollo del pilar (recuadros
verdes) y finalmente se quiso simular la metodología de avance empleada en el
taekwondo (cinturones de colores) a medida que aprueban o se capacitan en un
pilar completo (Ver siguiente figura).
Figura 20. Plan maestro de implementación HPS – TPM.
Fuente: El autor.
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Ene Feb Mar Abr May Jun Jul Aug Sep Oct Nov Dic
5´s
G.V.Gestión Visual.
M.A.Mantenimiento Autónomo.
Autonomía
Entrenamiento
Habilidad
IRMejoras Enfocadas .
Ingenio
RBMMantenimiento Basado En El
Riesgo.Prevención
QMMantenimiento De La Cal idad
Persistencia
RBPSRisk Based Project Selection
Proactividad
Pertenencia
HPSSimbología
Cinturones
Taekwondo2017
PLAN MAESTRO HPS - SACHET2016
Paso 5 (Disciplina)
Paso 5 (Mantenimiento Autónomo)
Sostenimiento
Personal Nuevo
Entrenamiento Continuo
Planear
Entrenamiento
Talleres de mejoramiento
Trabajo Constante
Inicia proceso de
Inicia proceso de implementación
Reporte actividades de mejora continua diaria
Planeación
Planeación
Paso 1
Paso 2
Paso 3 Paso 4
Paso 1
Paso 2
Paso 3 Paso 4
Planeación
Planeación
Planeación
Planeación
61
Con respecto a lo anterior se tiene que para el día Mayo 21 de 2016 en el área de
sachet se llevó a cabo la actividad de lanzamiento y comunicación de la
metodología TPM – HPS.
5.1 KICK – OFF ÁREA SACHET
La actividad de comunicación y lanzamiento de la metodología al personal del
área de sachet se denominó KICK – OFF (por su esencia y significado en el futbol
americano estadounidense, donde esta corresponde a la patada que se realiza al
iniciar el 1er y 3er cuarto como forma de iniciación especial).
Figura 21. Comunicación metodología y conceptos básicos 5´S.
Fuente. El Autor
Figura 22. Auditorio KICK OFF.
Fuente: El Autor
62
Durante esta jornada de comunicación se le expresó a todo el personal operativo y
no operativo el cronograma, plan maestro, responsables de la implementación y
como un vistazo inicial se realizó una presentación del 1er pilar de la metodología
5´s y gestión visual (ver figura 21).
Este día se llevaron a cabo actividades encaminadas al entrenamiento,
capacitación (con el empleo de actividades lúdicas), formación, limpieza,
inspección y clasificación en su etapa previa de implementación como se muestra
a continuación.
5.1.1 Capacitación básica. Aquí se desarrolló una temática básica enfocada a
dar un primer vistazo de las 5’s en donde se expusieron los conceptos básicos de
la metodología, ejemplos prácticos relacionados con la vida cotidiana, ejemplos y
casos puntuales que se presentan en el área.
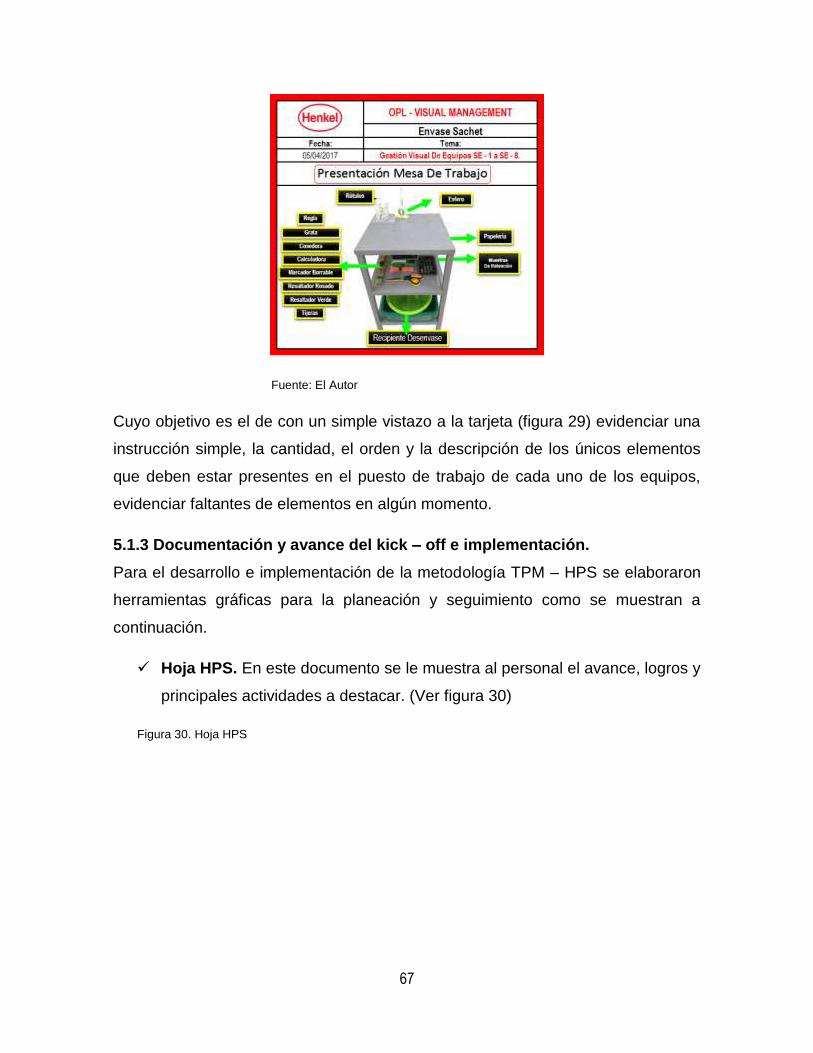
Figura 23. Capacitación básica 5’s.
Fuente: Henkel’s global website/about our company/Codeandstandars/HPS-TPM/5’sstandars.
La figura 23 corresponde a la dispositiva presentada durante la capacitación,
donde se observa el logotipo diseñado para el pilar de las 5´s (circulo formado por
manos de diferentes colores).

63
Figura 24. Casos prácticos y ejemplos propios del área (5´s).
Fuente: Henkel’s global website/about our company/Codeandstandars/HPS-TPM/5’sstandars.
En la figura 24 el objetivo consistía en dar ejemplos de casos propios que con
anterioridad se habían presentado en el área y así mostrar la importancia y
funcionalidad del pilar de las 5´s
Figura 24. Casos prácticos y ejemplos propios del área (5´s).
Fuente: Henkel’s global website/about our company/Codeandstandars/HPS-TPM/5’sstandars.

64
La figura anterior corresponde al caso de la vida diaria con el cual se ejemplificó
cada una de las 5´s. Aquí se mostraba un cocinero y su entorno laboral en un
estado inicial con todas las problemáticas por el hecho de no trabajar bajo los
lineamientos de las 5´s y a medida que la capacitación avanzaba este se convertía
en un ejemplo a seguir para la aplicación de cada uno de los elementos de las 5´S
(Ver figura 25).
Figura 25. Presentación caso cocinero 5´S.
Fuente: Henkel’s global website/about our company/Codeandstandars/HPS-TPM/5’sstandars.
5.1.2 Etapa previa de limpieza y concientización (elementos innecesarios en
el puesto).
Una vez terminada la capacitación, la actividad fuerte se vio reflejada directamente
en el área de trabajo, donde cada uno de los trabajadores con la camiseta y el
cinturón (ver figura 26) que los identifica como empleados comprometidos con la
metodología TPM – HPS.
Al mismo tiempo se llevó a cabo una jornada de limpieza exhaustiva,
mantenimiento autónomo y preventivo en todos los equipos del área y arreglos
locativos en general con el objetivo de tener una noción del estado ideal en el cual
debería de permanecer el área en temas de limpieza (3ra S).

65
Figura 26. Equipo de trabajo Sachet (pilar 5´s).
Fuente: El Autor.
A manera introductoria este día se llevó a cabo una actividad de concientización a
cerca de la 1ra S (Clasificar) en donde el equipo líder definió los elementos
necesarios para desempeñar las tareas en el área de empaque sachet y aquellos
otros elementos que no correspondieran como cartucheras, elementos repetidos,
toallas de aseo y demás debían ser retirados y no deberían volver a ingresar con
estos al área.
Figura 27. Jornada de concientización (1ra S) – Clasificar.

66
Fuente: El Autor.
Como resultado de esta etapa previa, el equipo de trabajo en conjunto con el
personal del área estableció un precedente para (S – Clasificar) y los dos primeros
controles visuales del área (ver figura 28).
Figura 28. Primeros controles (1ra S) – Clasificar.
En esta figura se observa un ejemplo del estado
ideal de cómo debería permanecer el puesto de
trabajo de cada uno de los equipos, en donde es
un control visual muy simple la asignación de un
color representativo para el área de sachet (El
color Verde) con el cual se marcan de ahora en
adelante cada uno de los elementos que
pertenezcan al área. Además de ello los
elementos básicos clasificados para la operación,
13 elementos en total, con su respectivo nombre
y demarcación correspondiente. De allí se
generó el primer elemento para la gestión visual
del área como se muestra en la siguiente figura.
Figura 29. Primer control de la gestión visual.
67
Fuente: El Autor
Cuyo objetivo es el de con un simple vistazo a la tarjeta (figura 29) evidenciar una
instrucción simple, la cantidad, el orden y la descripción de los únicos elementos
que deben estar presentes en el puesto de trabajo de cada uno de los equipos,
evidenciar faltantes de elementos en algún momento.
5.1.3 Documentación y avance del kick – off e implementación.
Para el desarrollo e implementación de la metodología TPM – HPS se elaboraron
herramientas gráficas para la planeación y seguimiento como se muestran a
continuación.
Hoja HPS. En este documento se le muestra al personal el avance, logros y
principales actividades a destacar. (Ver figura 30)
Figura 30. Hoja HPS

68
Fuente: El autor
Road Map. En esta herramienta se observa el avance semana a semana,
con fechas definidas, responsables, porcentaje de cumplimiento,
actividades realizadas y por realizar y finalmente lo aprendido por parte de
cada uno de los colaboradores. En la figura 31. Se observa un ejemplo de
diligenciamiento del documento, para mayor claridad diríjase al Anexo B.
Figura 31. Hps Implementation Roadmap.

69
Fuente: El autor
Teniendo como referencia las actividades, documentos y procedimientos
mostrados anteriormente, se realizarán cada uno de los pilares de la metodología
a implementar. Es decir una capacitación previa de abrebocas, un pequeño Kick
Off de lanzamiento del pilar, entrenamiento y capacitación del mismo, Actividades
primarias y secundarias del mismo, diligenciamiento de los documentos de
seguimiento y cumplimiento y las veces que tenga lugar generación de los
elementos de gestión visual que se muestran en el capítulo siguiente.
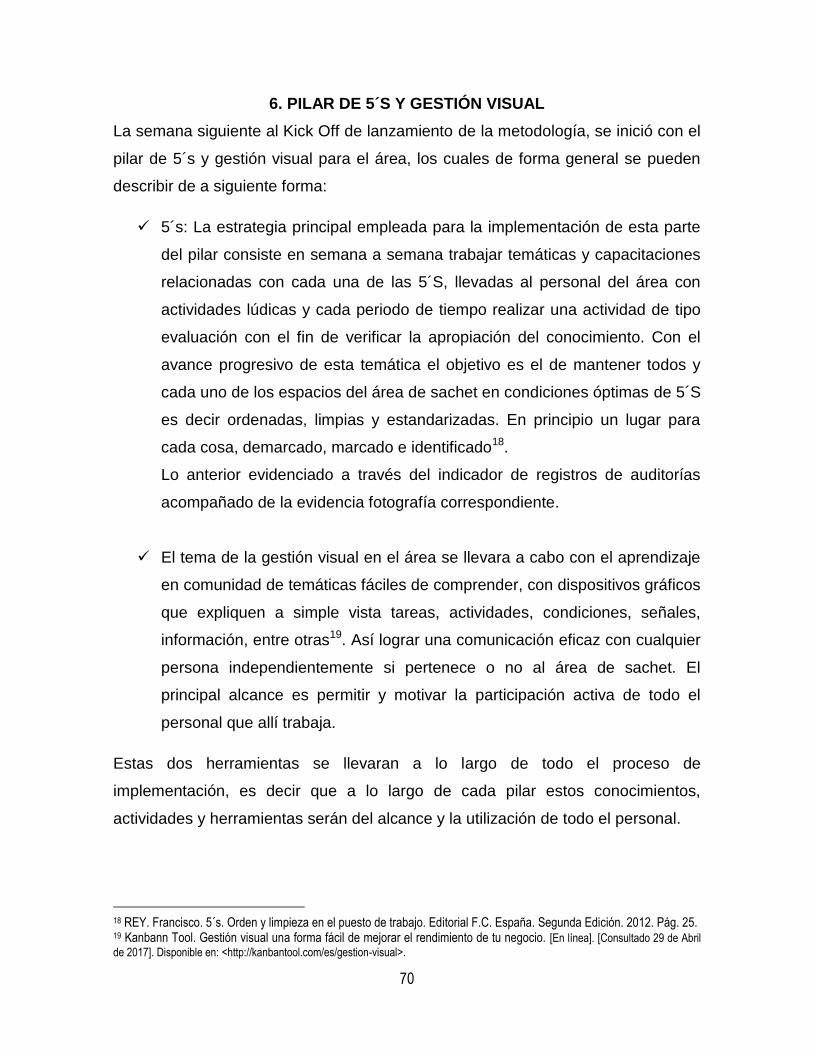
70
6. PILAR DE 5´S Y GESTIÓN VISUAL
La semana siguiente al Kick Off de lanzamiento de la metodología, se inició con el
pilar de 5´s y gestión visual para el área, los cuales de forma general se pueden
describir de a siguiente forma:
5´s: La estrategia principal empleada para la implementación de esta parte
del pilar consiste en semana a semana trabajar temáticas y capacitaciones
relacionadas con cada una de las 5´S, llevadas al personal del área con
actividades lúdicas y cada periodo de tiempo realizar una actividad de tipo
evaluación con el fin de verificar la apropiación del conocimiento. Con el
avance progresivo de esta temática el objetivo es el de mantener todos y
cada uno de los espacios del área de sachet en condiciones óptimas de 5´S
es decir ordenadas, limpias y estandarizadas. En principio un lugar para
cada cosa, demarcado, marcado e identificado18.
Lo anterior evidenciado a través del indicador de registros de auditorías
acompañado de la evidencia fotografía correspondiente.
El tema de la gestión visual en el área se llevara a cabo con el aprendizaje
en comunidad de temáticas fáciles de comprender, con dispositivos gráficos
que expliquen a simple vista tareas, actividades, condiciones, señales,
información, entre otras19. Así lograr una comunicación eficaz con cualquier
persona independientemente si pertenece o no al área de sachet. El
principal alcance es permitir y motivar la participación activa de todo el
personal que allí trabaja.
Estas dos herramientas se llevaran a lo largo de todo el proceso de
implementación, es decir que a lo largo de cada pilar estos conocimientos,
actividades y herramientas serán del alcance y la utilización de todo el personal.
18 REY. Francisco. 5´s. Orden y limpieza en el puesto de trabajo. Editorial F.C. España. Segunda Edición. 2012. Pág. 25. 19 Kanbann Tool. Gestión visual una forma fácil de mejorar el rendimiento de tu negocio. [En línea]. [Consultado 29 de Abril
de 2017]. Disponible en: <http://kanbantool.com/es/gestion-visual>.

71
6.1 PRIMERA “S” - CLASIFICAR.
Para cada una de las etapas de las 5´s el primer paso es el de comunicación y
motivación al personal del área. Por este motivo el primer día de la semana se
coloca la pancarta conmemorativa para dar inicio (Ver figura 32).
Figura 32. Cartel de comunicación semana 1 – Clasificar.
Fuente: El Autor.
Esta semana se trabajó en el concepto básico de la temática de (Clasificar)
llevada a cabo en el área de sachet. Para lo cual una breve lectura y explicación
persona a persona, para que al final de cada turno laboral en grupos de trabajo se
resuelva una sopa de letras y un breve quiz (Ver figura 33).
Figura 33. Actividad teórica semana 1 – Clasificar.
Fuente: El Autor.

72
Para terminar la semana se desarrolló una actividad de tipo lúdica con el objetivo
de mostrar la esencia de “CLASIFICAR” en un ejemplo claro. Allí cada equipo de
trabajo tenía que armar una figura de LEGO (Ver figura 34), cuyas fichas estaban
contenidas en un recipiente plástico con muchos otros objetos y aplicar el principio
de que antes de iniciar cualquier actividad se debe:
“Clasificar lo útil de lo inútil y establecer nombres y demarcaciones20.”
Figura 34. Actividad lúdica semana 1 – Clasificar.
Fuente: El Autor.
6.2 SEGUNDA “S” - ORDENAR.
Con los elementos útiles seleccionados, a continuación se deben focalizar o
colocar al alcance de las personas, es decir que sean fáciles de buscar
asignándole un nombre y un lugar a cada uno de los elementos necesarios para la
operación y los elementos de apoyo.
En la figura 35 se muestra el aviso comunicativo desarrollado para esta semana,
donde la clave corresponde a una serie de fichas de rompecabezas, las cuales
daban un indicio del principio de la capacitación y actividad lúdica de la semana.
20 Rey, Francisco. Mantenimiento total de la producción TPM. Proceso de implementación y desarrollo. Primera Edición. Madrid. Editorial F.C, 2012. Pág. 35
73
Figura 35. Cartel de comunicación semana 2 – Ordenar.
Fuente: El Autor.
En la actividad lúdica se puede observar en la figura 36, donde cada equipo de
trabajo debía aplicar los conocimiento previo de la semana anterior (Clasificar) con
el fin seleccionar las piezas del rompecabezas que corresponden, luego de ello
armar el rompecabezas y como tarea final debían marcar el respaldo de las piezas
y el lugar correspondiente en el tablero para así aplicar el principio de la
“ORDENAR”
“Clasificar lo útil de lo inútil y establecer nombres y demarcaciones21.”
Figura 36. Actividad lúdica semana 2 – Ordenar.
21 Ibit. Pág. 39

74
Fuente: El Autor.
6.3 TERCERA “S” - LIMPIAR.
En la figura 37 se muestra el cartel comunicativo para la semana de Limpieza.
Figura 37. Cartel de comunicación semana 3 – Limpiar.
Fuente: El Autor.

75
Para el desarrollo de esta temática se desarrolló únicamente las actividad lúdica
(ver figura 38), en donde cada equipo de trabajo debía de seleccionar un globo, en
parejas estallarlo y responder la pregunta que allí se contenía. Con la diferencia de
que la selección de los globos dependía de un patrón numérico (Para esta
actividad todos los números pares contenían partículas de confeti, harina y demás
elementos que debían de limpiar).
Figura 38. Actividad lúdica semana 3 – Limpiar.
Fuente: El Autor.
6.4 CUARTA “S” - ESTANDARIZAR.
En la figura 39 se muestra el aviso comunicativo para la semana 4 de la
implementación de las 5´s correspondiente a estandarización.
Figura 39. Cartel de comunicación semana 4 – Estandarizar.
Fuente: El Autor.
76
En el cartel comunicativo se muestra un indicio de las generalidades de esta “S”
como lo son el hacer todo y proceder de la misma forma. Con lo anterior se
planteó la capacitación correspondiente a la temática e importancia de proceder
según estándares, normativos, corporativos y legales (Ver figura 40)
Figura 40. Actividad teórica semana 4 – Estandarizar.
Fuente: El Autor.
Luego de ello la actividad lúdica (ver figura 41) consistió en desarrollar
nuevamente el rompecabezas mostrado en la figura 36, con el agravante que esta
vez las figuras se encontraban fraccionadas de distintas formas, con lo que cada
equipo de trabajo pesar de tener el mismo rompecabezas demoraba una cantidad
de tiempos diferente.

77
Figura 41. Actividad lúdica semana 4 – Estandarizar.
Fuente: El Autor.
Al final del ejercicio se mostró a personal del área el principio de la
estandarización:
“Establecer normas y procedimientos para realizar actividades y tareas de la
misma forma. Es decir repetir la receta22.”
6.5 QUINTA “S” - DISCIPLINA.
En forma general esta etapa también se conoce como el mejoramiento continuo,
pero para los lineamientos de la empresa esta etapa corresponde a aplicar
constantemente las reglas y normas aprendidas y propuestas en las etapas
anteriores y por supuesto respetar dichos lineamientos. En La siguiente figura se
muestra el cartel comunicativo para dicha semana.
Figura 42. Cartel de comunicación semana 5 – Disciplina.
22 Ibit. Pág. 53

78
Figura 43. Actividad lúdica semana 5 – Disciplina.
Fuente: El Autor.
Para finalizar la actividad de implementación 5´S, la actividad lúdica (ver figura 43)
se llevó a cabo una carrera de observación a lo largo de toda la planta de
producción, donde el personal del área debía seguir instrucciones, indicaciones,
buscar pistas, llenar formularios y demás. Con el objetivo de poner a prueba su
capacidad de seguir indicaciones, hacerlo en orden y así llegar a la meta.
6.6 GESTION VISULA DE LAS 5´S
Como se mostró al inicio de este capítulo la gestión de visual es un trabajo de tipo
transversal y a través de cada uno de los pilares, consta del trabajo propio y
autónomo de cada uno de los empleados del área motivados por la entrega de
premios que se lleva a cabo al final del año. Donde uno de las categorías
corresponde al número de Controles visuales propuestos por empleado.
A continuación se muestran un compendio de los controles visuales entregados
desde el día del KICK – OFF hasta la fecha de realización de la carrera de
observación (aproximadamente 2 meses).
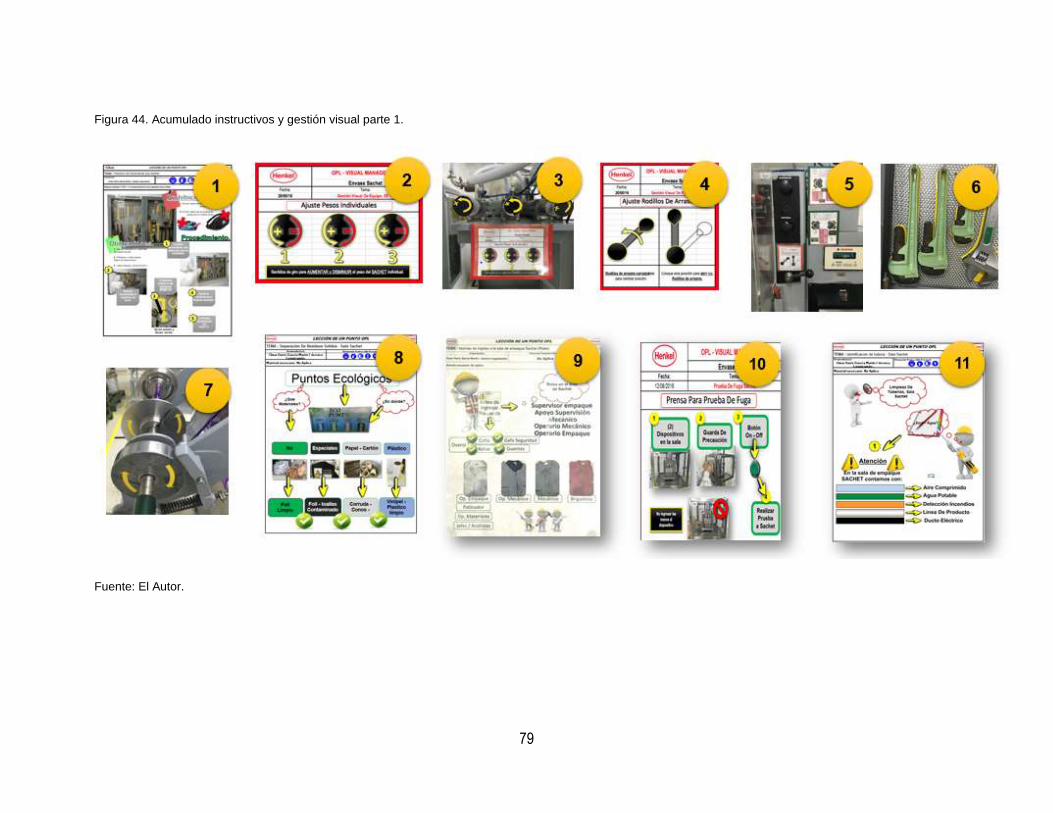
79
Figura 44. Acumulado instructivos y gestión visual parte 1.
Fuente: El Autor.
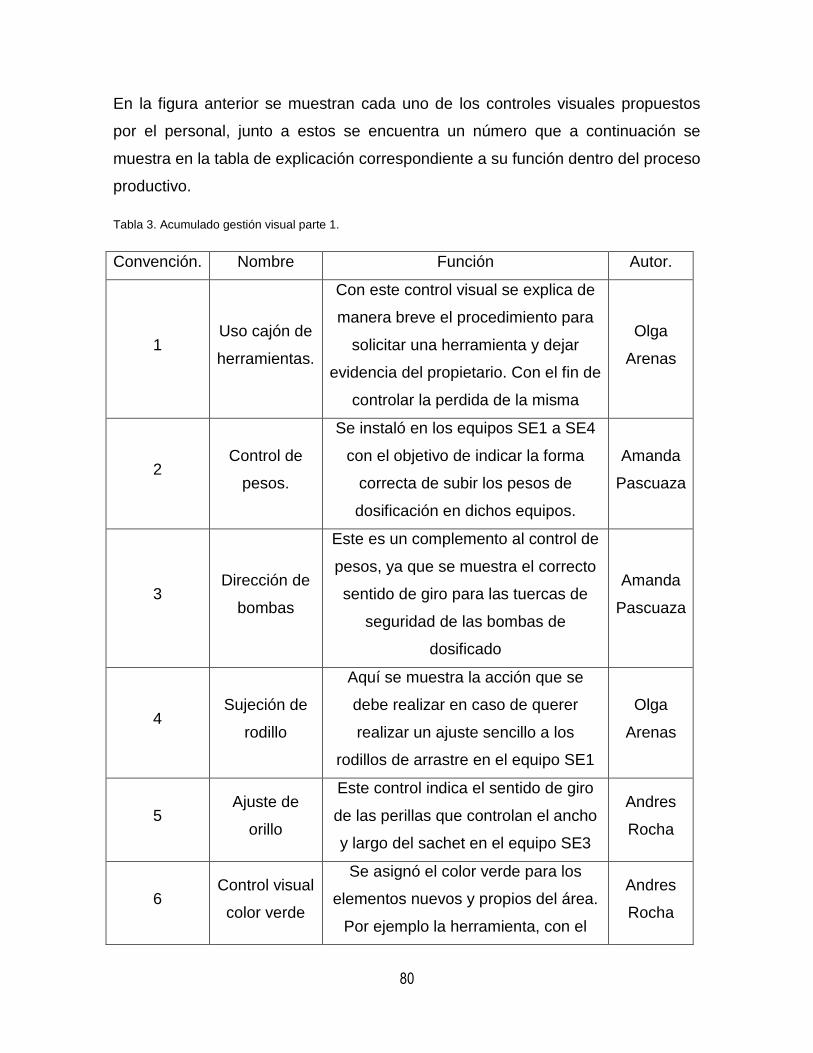
80
En la figura anterior se muestran cada uno de los controles visuales propuestos
por el personal, junto a estos se encuentra un número que a continuación se
muestra en la tabla de explicación correspondiente a su función dentro del proceso
productivo.
Tabla 3. Acumulado gestión visual parte 1.
Convención. Nombre Función Autor.
1 Uso cajón de
herramientas.
Con este control visual se explica de
manera breve el procedimiento para
solicitar una herramienta y dejar
evidencia del propietario. Con el fin de
controlar la perdida de la misma
Olga
Arenas
2 Control de
pesos.
Se instaló en los equipos SE1 a SE4
con el objetivo de indicar la forma
correcta de subir los pesos de
dosificación en dichos equipos.
Amanda
Pascuaza
3 Dirección de
bombas
Este es un complemento al control de
pesos, ya que se muestra el correcto
sentido de giro para las tuercas de
seguridad de las bombas de
dosificado
Amanda
Pascuaza
4 Sujeción de
rodillo
Aquí se muestra la acción que se
debe realizar en caso de querer
realizar un ajuste sencillo a los
rodillos de arrastre en el equipo SE1
Olga
Arenas
5 Ajuste de
orillo
Este control indica el sentido de giro
de las perillas que controlan el ancho
y largo del sachet en el equipo SE3
Andres
Rocha
6 Control visual
color verde
Se asignó el color verde para los
elementos nuevos y propios del área.
Por ejemplo la herramienta, con el
Andres
Rocha
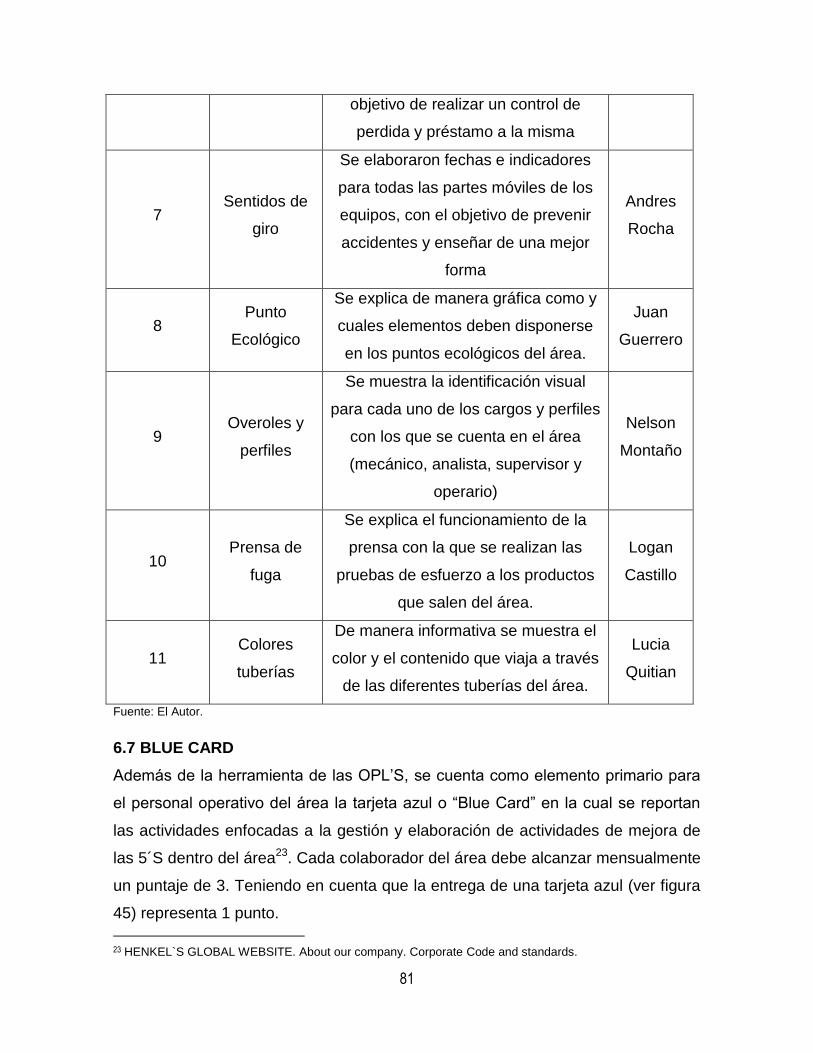
81
objetivo de realizar un control de
perdida y préstamo a la misma
7 Sentidos de
giro
Se elaboraron fechas e indicadores
para todas las partes móviles de los
equipos, con el objetivo de prevenir
accidentes y enseñar de una mejor
forma
Andres
Rocha
8 Punto
Ecológico
Se explica de manera gráfica como y
cuales elementos deben disponerse
en los puntos ecológicos del área.
Juan
Guerrero
9 Overoles y
perfiles
Se muestra la identificación visual
para cada uno de los cargos y perfiles
con los que se cuenta en el área
(mecánico, analista, supervisor y
operario)
Nelson
Montaño
10 Prensa de
fuga
Se explica el funcionamiento de la
prensa con la que se realizan las
pruebas de esfuerzo a los productos
que salen del área.
Logan
Castillo
11 Colores
tuberías
De manera informativa se muestra el
color y el contenido que viaja a través
de las diferentes tuberías del área.
Lucia
Quitian
Fuente: El Autor.
6.7 BLUE CARD
Además de la herramienta de las OPL’S, se cuenta como elemento primario para
el personal operativo del área la tarjeta azul o “Blue Card” en la cual se reportan
las actividades enfocadas a la gestión y elaboración de actividades de mejora de
las 5´S dentro del área23. Cada colaborador del área debe alcanzar mensualmente
un puntaje de 3. Teniendo en cuenta que la entrega de una tarjeta azul (ver figura
45) representa 1 punto.
23 HENKEL`S GLOBAL WEBSITE. About our company. Corporate Code and standards.
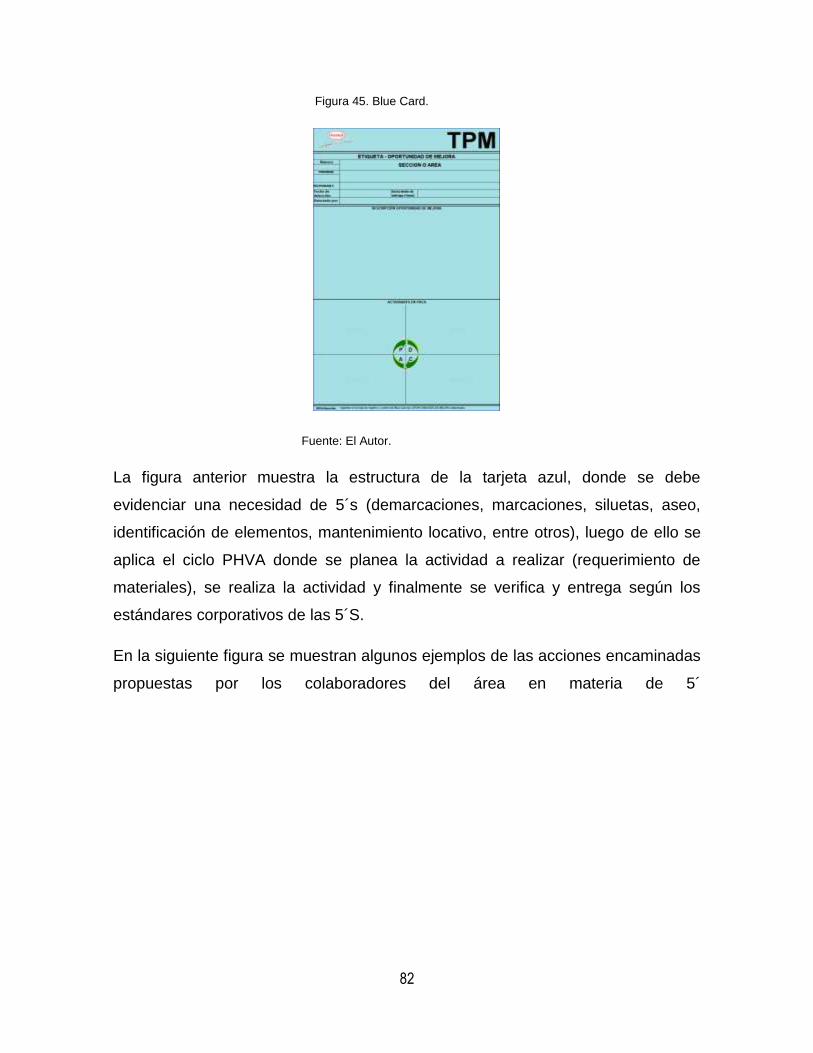
82
Figura 45. Blue Card.
Fuente: El Autor.
La figura anterior muestra la estructura de la tarjeta azul, donde se debe
evidenciar una necesidad de 5´s (demarcaciones, marcaciones, siluetas, aseo,
identificación de elementos, mantenimiento locativo, entre otros), luego de ello se
aplica el ciclo PHVA donde se planea la actividad a realizar (requerimiento de
materiales), se realiza la actividad y finalmente se verifica y entrega según los
estándares corporativos de las 5´S.
En la siguiente figura se muestran algunos ejemplos de las acciones encaminadas
propuestas por los colaboradores del área en materia de 5´
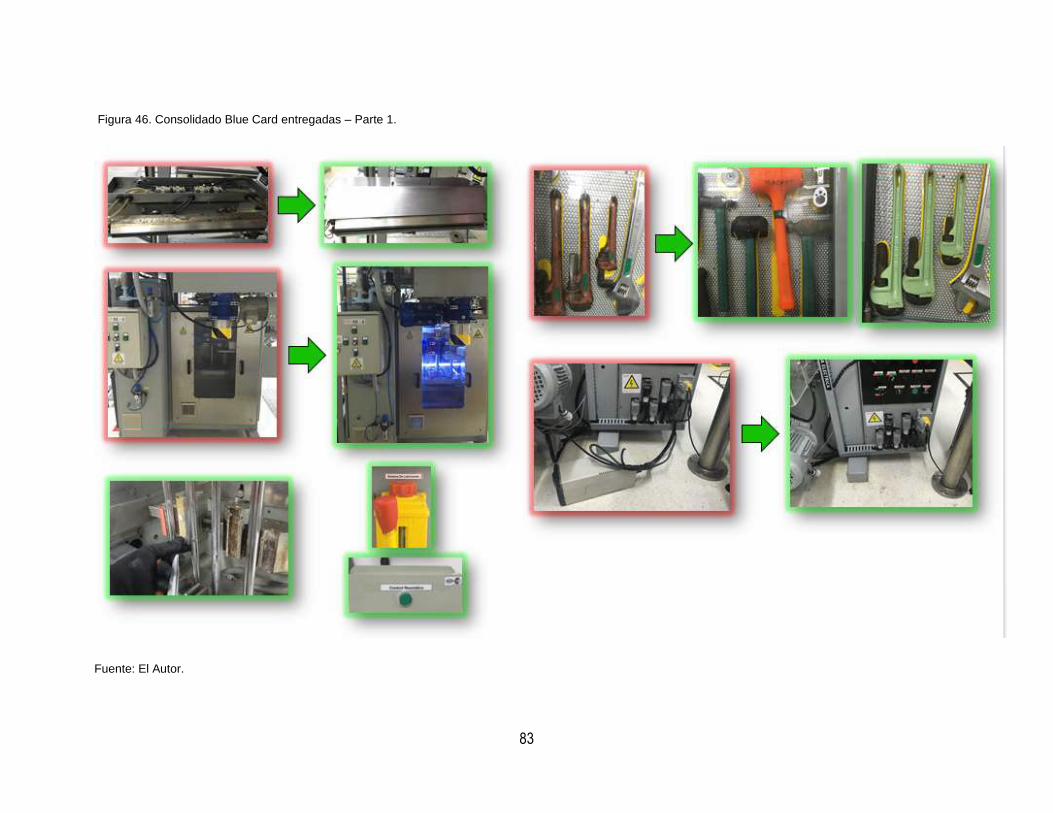
83
Figura 46. Consolidado Blue Card entregadas – Parte 1.
Fuente: El Autor.
84
7. PILAR DE MANTENIMIENTO AUTÓNOMO.
El principal objetivo de este pilar es alcanzar gradualmente el indicador de cero
fallas en los equipos del área, a través del perfecto conocimiento y manipulación
de los mismos por parte de los todos los colaboradores, la revisión del deterioro, la
creación de un sistema de información de capacitación y entrenamiento con el
cual se logren alimentar las rutinas de mantenimiento preventivo y autónomo24.
Además de ello lograr que el personal más experto en temas de mantenimiento
logre desarrollar una metodología de análisis, detección y reparación de fallos de
equipos.
De forma general la implementación de este pilar busca:
Involucrar el personal operativo (Diferente a los mecánicos) en el
conocimiento de la forma más adecuada para realizar ajustes de equipo y
manipulación de otras funciones del mismo, diferentes a la operación diaria.
Reconocimiento de las rutinas de mantenimiento autónomo y preventivo,
con el objetivo de generar propuestas de mejoramiento.
Conocimiento y explicación de los diferentes sistemas que interactúan en la
operación de envase.
Aumentar la disponibilidad de los equipos para la operación de envase.
Construcción de una cartilla explicativa para cualquier personal nuevo que
llegue al área en temas de seguridad de equipos, mantenimientos y
operación del mismo.
De la misma forma que en la implementación del pilar anterior, para este
mantenimiento autónomo se llevó a cabo un Kick – off el día 06 de agosto de 2016
como se muestra a continuación.
24 SANCHEZ, Diego. Estructuración del mantenimiento productivo total (TPM) como herramienta de mejoramiento continúo en la línea de inyección de aluminio en la fábrica de motores de Siemens S.A. Tesis ingeniería industrial. Universidad Javeriana. Bogotá. 2015.

85
7.1 COMUNICACIÓN PILAR DE MANTENIMIENTO AUTÓNOMO.
Como se muestra en la figura 47 nuevamente se reunió al personal del área con el
objetivo de realizar la comunicación de los conceptos básicos y las etapas de
implementación del pilar de mantenimiento autónomo en el área.
Figura 47. Actividad comunicación y lanzamiento Kick – Off mantenimiento autónomo.
Fuente: El Autor.
Este día se hizo entrega del nuevo cinturón amarillo (Ver figura 48), el cual los
certifica y compromete con el pilar de mantenimiento autónomo y a su vez se les
resalta la prioridad y compromiso con el valor de la autonomía aplicada a sus
tareas rutinarias dentro del área.
Figura 48. Entrega de cinturones y reconocimientos.
Fuente: El Autor.
86
Durante el evento de entrenamiento se explicó a todo el personal los conceptos
básicos de mecánica, mantenimiento autónomo y su enfoque hacia el área de
operaciones. Teniendo en cuenta las políticas y parámetros empresariales (ver
figura 49).
Figura 49. Temáticas de capacitación pilar mantenimiento autónomo.
Fuente: Henkel’s global website/about our company/Codeandstandars.
Con el fin de lograr una apropiación de los conocimientos se llevó a cabo una
actividad participativa y de retención de conceptos y teorías.
Figura 50. Actividades lúdicas de repaso y evaluación.
Fuente: El Autor.

87
La actividad en piso correspondiente para este pilar consistió en primer lugar en
comparar y auditar el estado inicial del área Vs el estado estándar establecido con
la actividad de limpieza llevada a cabo en el kick off del pilar anterior. Pero dado la
cultura y conocimientos adquiridos a lo largo del pilar de las 5´s las actividades de
5´s y ajustes locativos se redujeron significativamente con la jornada anterior.
Figura 50. Actividades lúdicas de repaso y evaluación.
Fuente: El Autor.
En la siguiente figura se muestra la temática principal del pilar de mantenimiento
autónomo y resumido en los beneficios antes y después de la implementación. Se
muestra él porque es importante que de forma autónoma el personal que trabaja
en el área conozca su equipo, lo cuide y cambiar la actitud con respecto de las
condiciones del equipo.
Finalmente se expone la premisa que el tiempo dedicado a los mantenimientos
preventivos y autónomos no es tiempo perdido, se está invirtiendo en la mejora de
la disponibilidad de los equipos25.
25 www.henkel.com.Henkel’s Global Website. About our company. Corporate Code and standards.
88
Figura 51. Objetivo principal del pilar de mantenimiento.
Fuente: El Autor.
7.2 PLANEACIÓN E INSPECCIÓN INICIAL - ETAPA CERO.
Durante esta semana todo el personal del área de sachet se dedicó a dejar los
equipos del área en las condiciones ideales de funcionamiento, mediante jornadas
de mantenimiento autónomo (ver figura 51).
Figura 51. Objetivo principal del pilar de mantenimiento.
Fuente: El Autor.
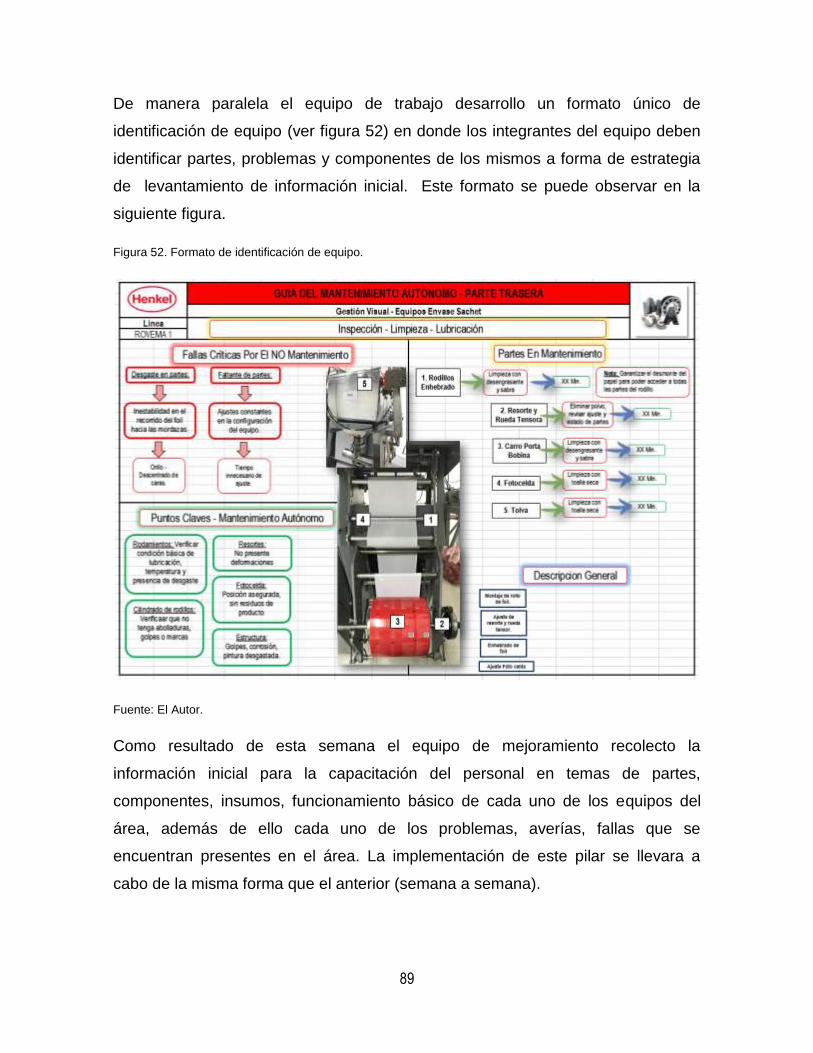
89
De manera paralela el equipo de trabajo desarrollo un formato único de
identificación de equipo (ver figura 52) en donde los integrantes del equipo deben
identificar partes, problemas y componentes de los mismos a forma de estrategia
de levantamiento de información inicial. Este formato se puede observar en la
siguiente figura.
Figura 52. Formato de identificación de equipo.
Fuente: El Autor.
Como resultado de esta semana el equipo de mejoramiento recolecto la
información inicial para la capacitación del personal en temas de partes,
componentes, insumos, funcionamiento básico de cada uno de los equipos del
área, además de ello cada uno de los problemas, averías, fallas que se
encuentran presentes en el área. La implementación de este pilar se llevara a
cabo de la misma forma que el anterior (semana a semana).
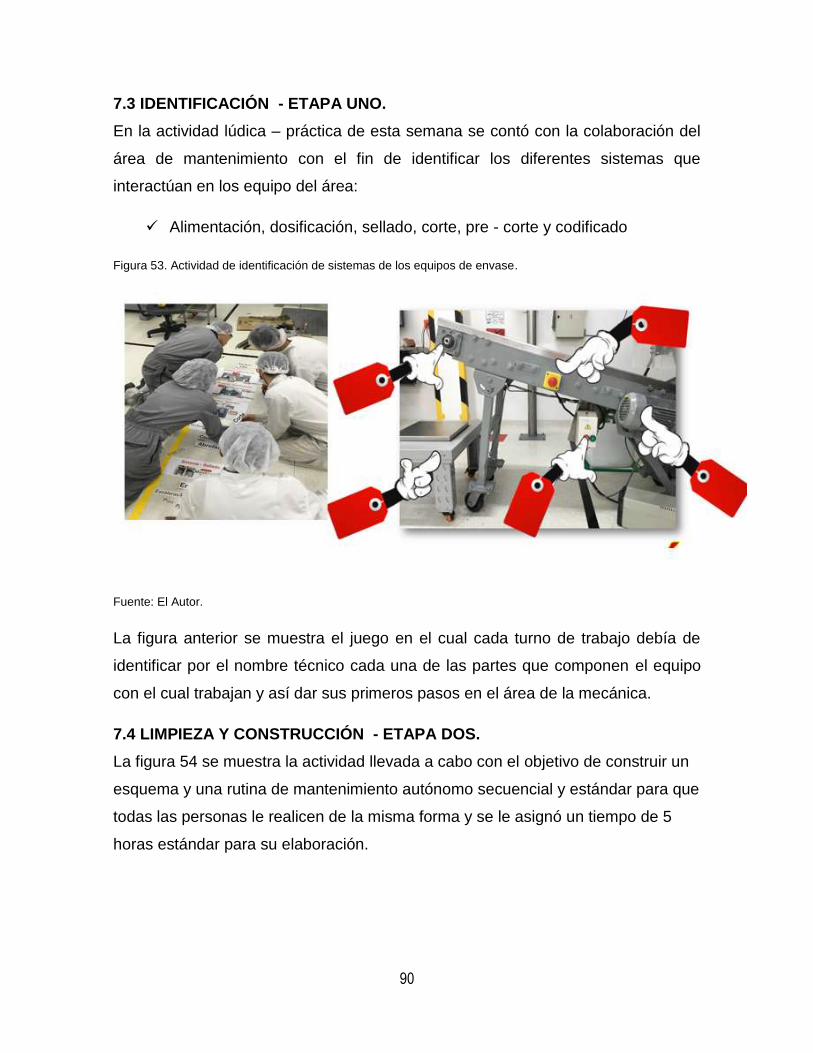
90
7.3 IDENTIFICACIÓN - ETAPA UNO.
En la actividad lúdica – práctica de esta semana se contó con la colaboración del
área de mantenimiento con el fin de identificar los diferentes sistemas que
interactúan en los equipo del área:
Alimentación, dosificación, sellado, corte, pre - corte y codificado
Figura 53. Actividad de identificación de sistemas de los equipos de envase.
Fuente: El Autor.
La figura anterior se muestra el juego en el cual cada turno de trabajo debía de
identificar por el nombre técnico cada una de las partes que componen el equipo
con el cual trabajan y así dar sus primeros pasos en el área de la mecánica.
7.4 LIMPIEZA Y CONSTRUCCIÓN - ETAPA DOS.
La figura 54 se muestra la actividad llevada a cabo con el objetivo de construir un
esquema y una rutina de mantenimiento autónomo secuencial y estándar para que
todas las personas le realicen de la misma forma y se le asignó un tiempo de 5
horas estándar para su elaboración.
91
Figura 54. Construcción de rutinas de mantenimiento autónomo.
Fuente. El Autor.
La siguiente actividad corresponde actividad se llevó a cabo con la explicación y
entrenamiento del personal en el funcionamiento básico, el porqué, como, donde y
la forma correcta de operar cada uno de los sistemas de operación.
Figura 54. Construcción de rutinas de mantenimiento autónomo.
Fuente. El Autor.
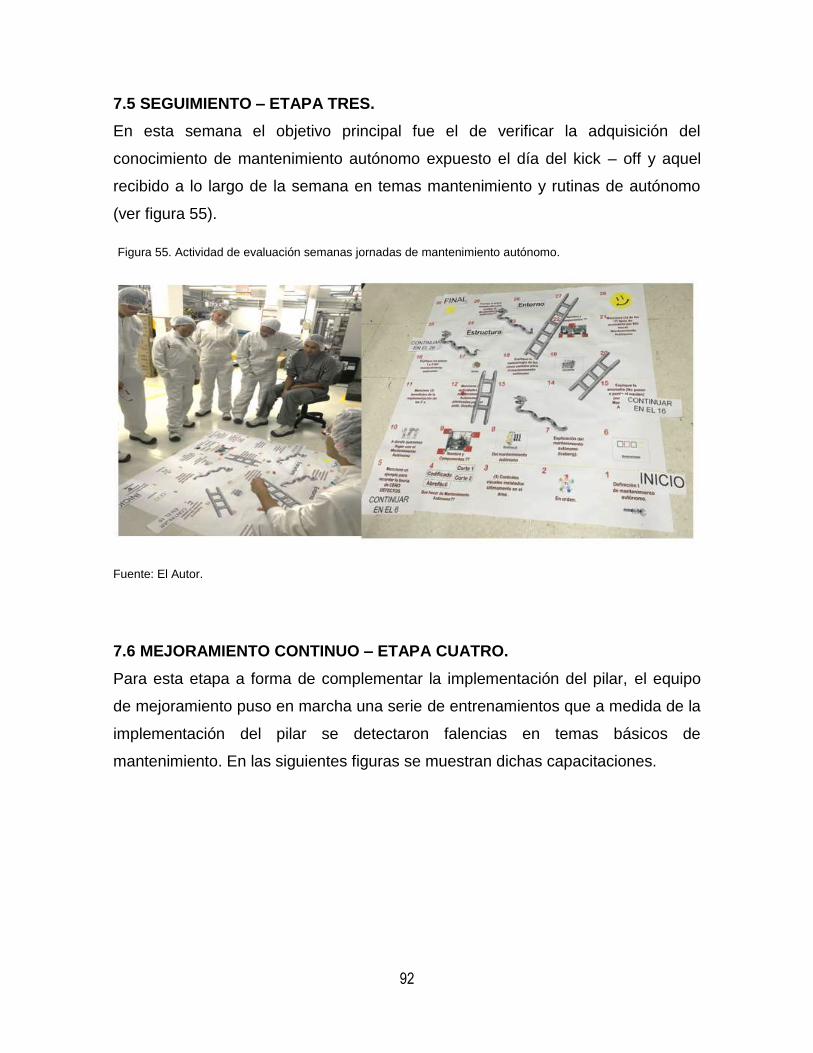
92
7.5 SEGUIMIENTO – ETAPA TRES.
En esta semana el objetivo principal fue el de verificar la adquisición del
conocimiento de mantenimiento autónomo expuesto el día del kick – off y aquel
recibido a lo largo de la semana en temas mantenimiento y rutinas de autónomo
(ver figura 55).
Figura 55. Actividad de evaluación semanas jornadas de mantenimiento autónomo.
Fuente: El Autor.
7.6 MEJORAMIENTO CONTINUO – ETAPA CUATRO.
Para esta etapa a forma de complementar la implementación del pilar, el equipo
de mejoramiento puso en marcha una serie de entrenamientos que a medida de la
implementación del pilar se detectaron falencias en temas básicos de
mantenimiento. En las siguientes figuras se muestran dichas capacitaciones.
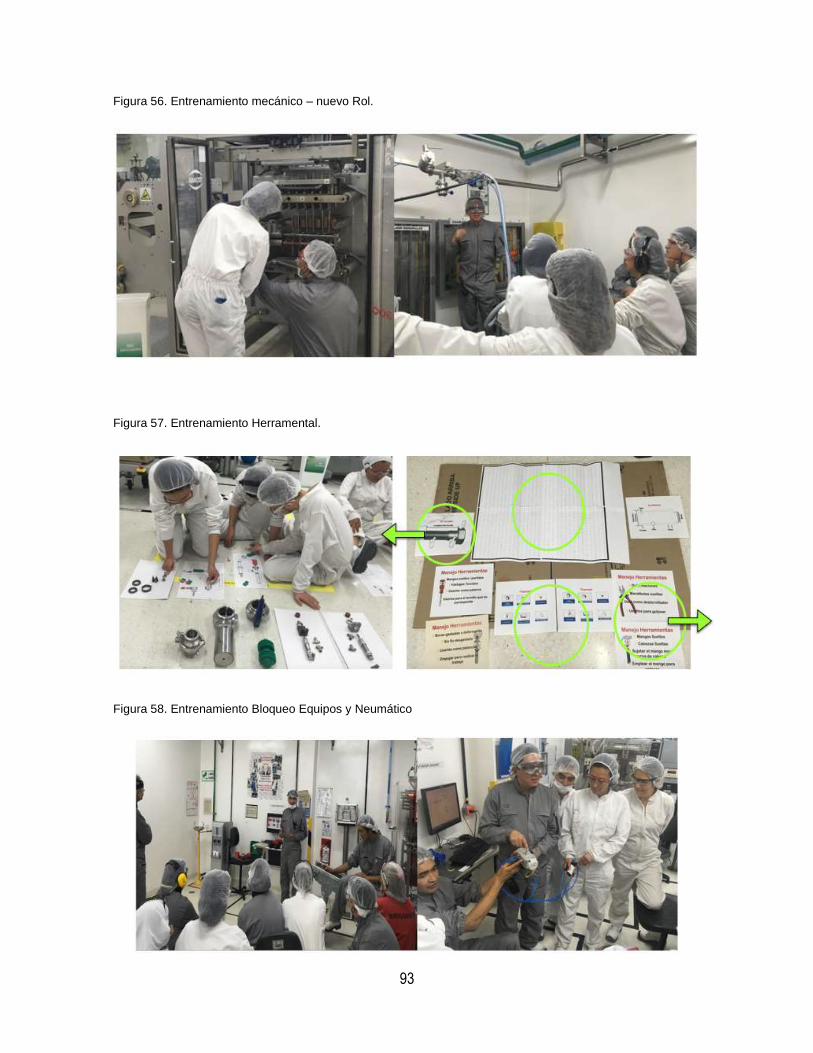
93
Figura 56. Entrenamiento mecánico – nuevo Rol.
Figura 57. Entrenamiento Herramental.
Figura 58. Entrenamiento Bloqueo Equipos y Neumático

94
7.7 GESTIÓN VISUAL DEL MANTENIMIENTO– ETAPA CINCO.
A lo largo de la implementación del pilar de mantenimiento, el personal encargado en ese momento de realizar las rutinas
aporto ideas para la gestión visual de los equipos como en la imagen
Figura 59. Acumulado instructivos y gestión visual parte 2.
95
Con el desarrollo de las actividades anteriores se obtuvieron los siguientes
resultados:
Desarrollo de las capacidades y habilidades de los mecánicos y operarios
mecánicos en identificación de puntos de mejora en cada uno de los
equipos.
Introducción al mundo de mecánica básica por parte de las chicas
operarias de empaque.
Levantamiento de información de estado inicial a cerca del estado de los
equipos.
Capacitación en nociones básicas de temas ajenos a las operarios de
empaque pero muy propios y dominados por los operarios mecánicos.
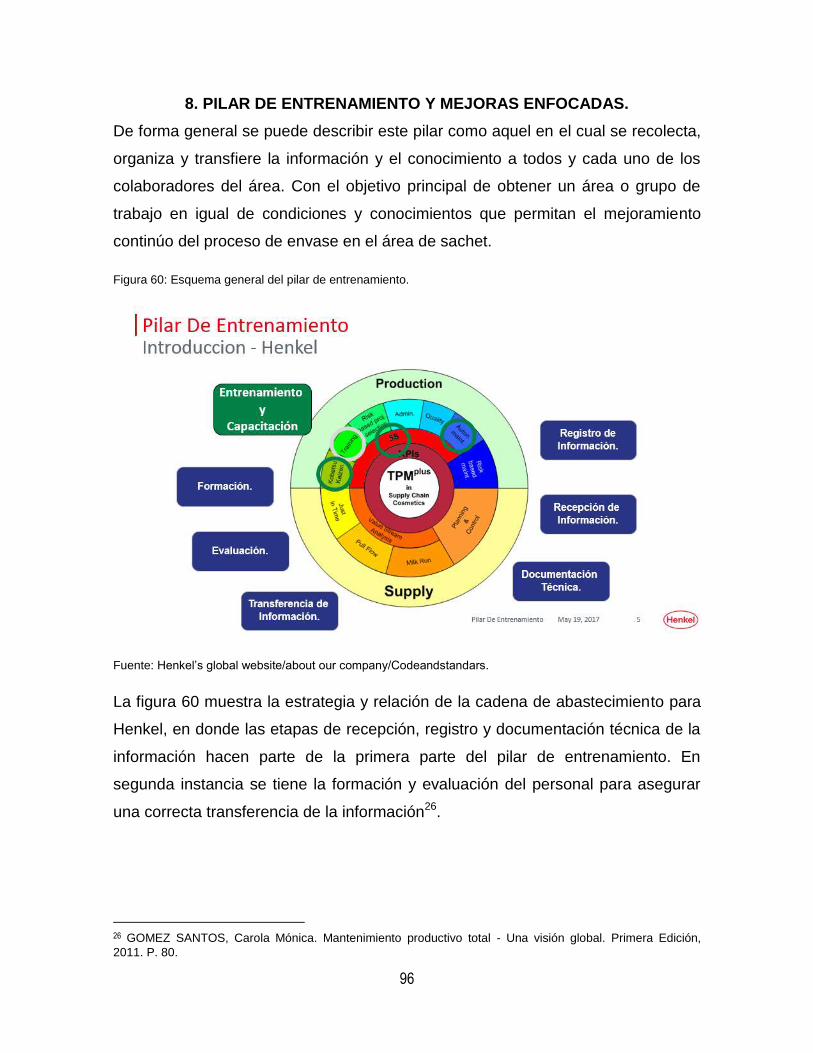
96
8. PILAR DE ENTRENAMIENTO Y MEJORAS ENFOCADAS.
De forma general se puede describir este pilar como aquel en el cual se recolecta,
organiza y transfiere la información y el conocimiento a todos y cada uno de los
colaboradores del área. Con el objetivo principal de obtener un área o grupo de
trabajo en igual de condiciones y conocimientos que permitan el mejoramiento
continúo del proceso de envase en el área de sachet.
Figura 60: Esquema general del pilar de entrenamiento.
Fuente: Henkel’s global website/about our company/Codeandstandars.
La figura 60 muestra la estrategia y relación de la cadena de abastecimiento para
Henkel, en donde las etapas de recepción, registro y documentación técnica de la
información hacen parte de la primera parte del pilar de entrenamiento. En
segunda instancia se tiene la formación y evaluación del personal para asegurar
una correcta transferencia de la información26.
26 GOMEZ SANTOS, Carola Mónica. Mantenimiento productivo total - Una visión global. Primera Edición,
2011. P. 80.
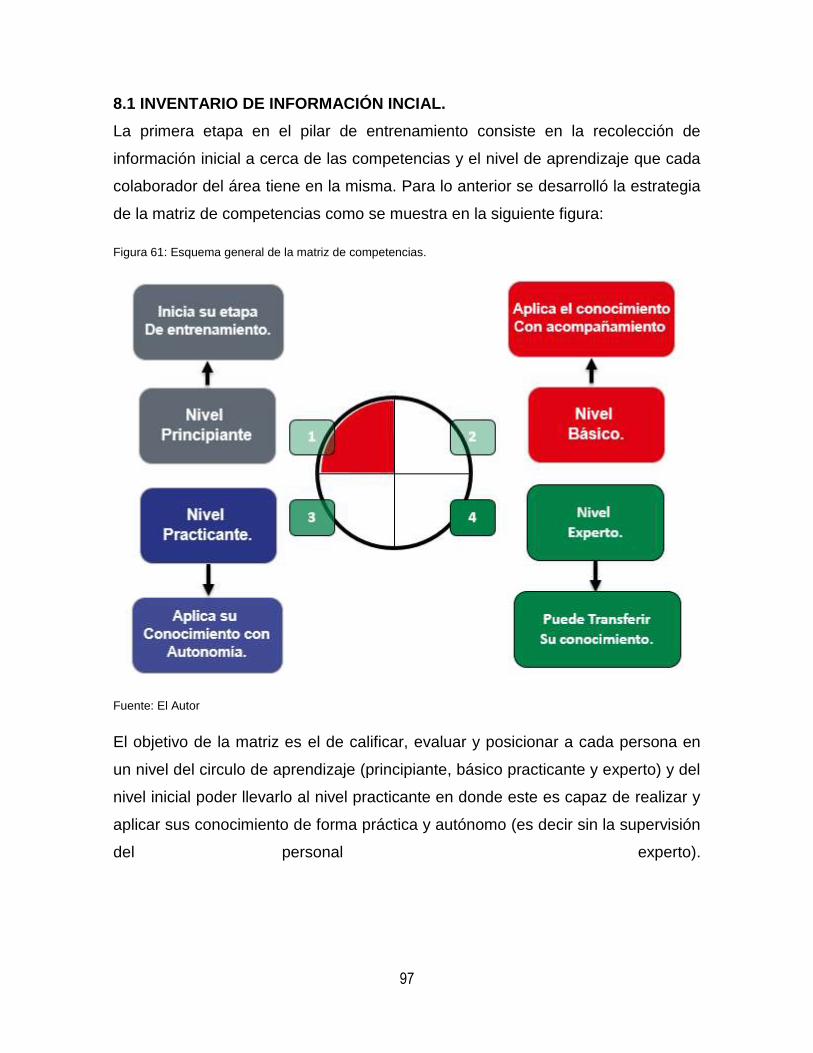
97
8.1 INVENTARIO DE INFORMACIÓN INCIAL.
La primera etapa en el pilar de entrenamiento consiste en la recolección de
información inicial a cerca de las competencias y el nivel de aprendizaje que cada
colaborador del área tiene en la misma. Para lo anterior se desarrolló la estrategia
de la matriz de competencias como se muestra en la siguiente figura:
Figura 61: Esquema general de la matriz de competencias.
Fuente: El Autor
El objetivo de la matriz es el de calificar, evaluar y posicionar a cada persona en
un nivel del circulo de aprendizaje (principiante, básico practicante y experto) y del
nivel inicial poder llevarlo al nivel practicante en donde este es capaz de realizar y
aplicar sus conocimiento de forma práctica y autónomo (es decir sin la supervisión
del personal experto).
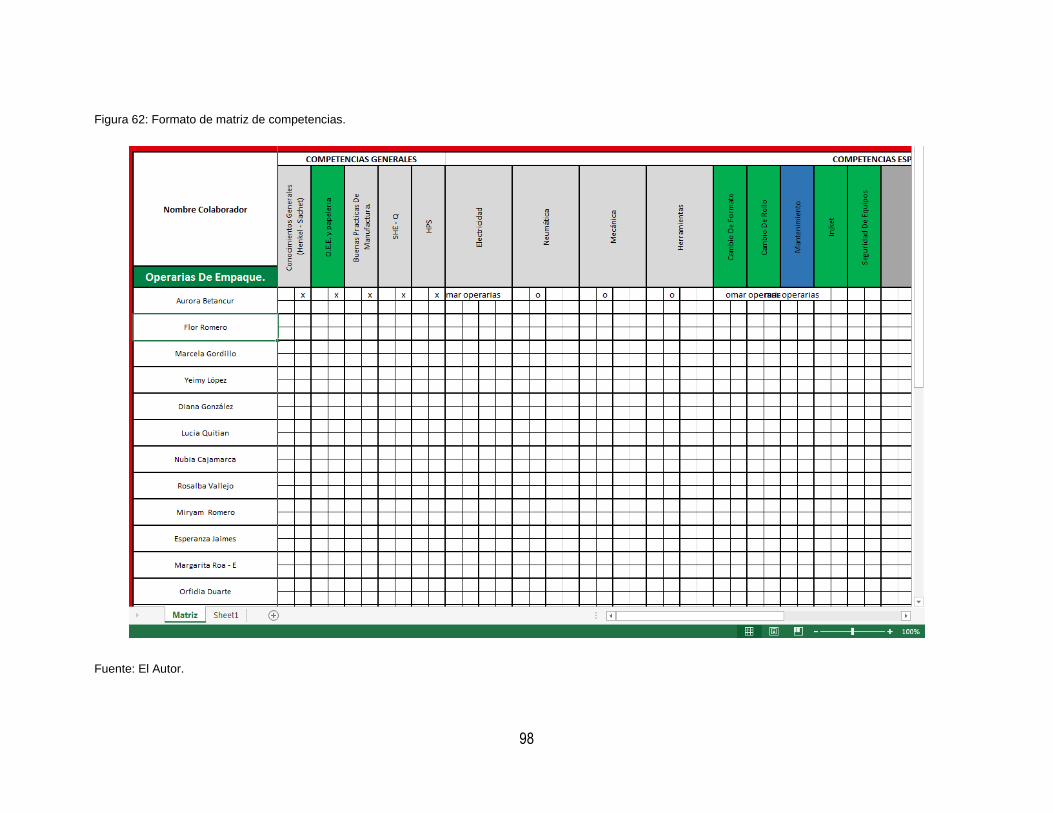
98
Figura 62: Formato de matriz de competencias.
Fuente: El Autor.
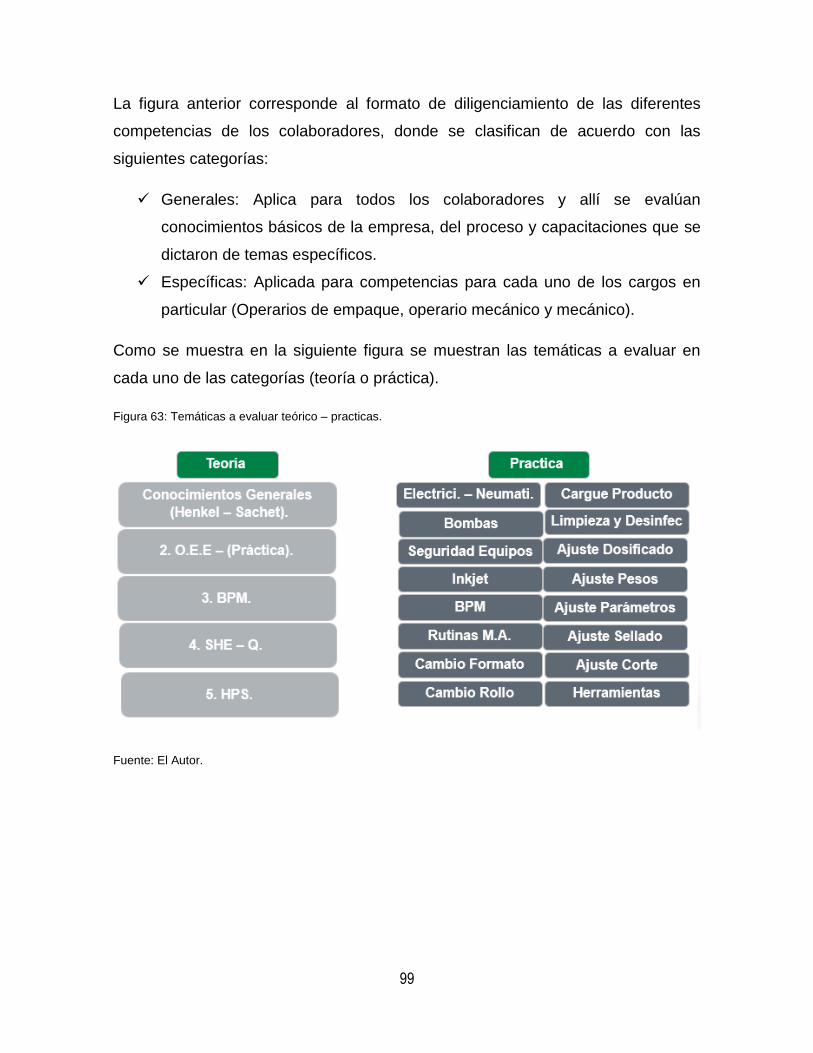
99
La figura anterior corresponde al formato de diligenciamiento de las diferentes
competencias de los colaboradores, donde se clasifican de acuerdo con las
siguientes categorías:
Generales: Aplica para todos los colaboradores y allí se evalúan
conocimientos básicos de la empresa, del proceso y capacitaciones que se
dictaron de temas específicos.
Específicas: Aplicada para competencias para cada uno de los cargos en
particular (Operarios de empaque, operario mecánico y mecánico).
Como se muestra en la siguiente figura se muestran las temáticas a evaluar en
cada uno de las categorías (teoría o práctica).
Figura 63: Temáticas a evaluar teórico – practicas.
Fuente: El Autor.

100
8.2 DESARROLLO DE CAPACITACIONES Y ENTRENAMIENTOS.
La figura 64 y 65 corresponden a las capacitaciones que se realizaron como
resultado de una de las competencias de la matriz de entrenamiento. Las
temáticas abordados principios básicos de electricidad y cambio de rollo, las
cuales se dictaron a personas en específico y fueron acompañadas por personal
experto en el tema (mecánicos del área y operario mecánico más antiguo en el
área de sachet).
Figura 64: Capacitación teórico – práctica de cambio de rollo.
Figura 65: Capacitación teórico – práctica de principios básicos de electricidad.
Fuente: El Autor.
101
Figura 66: Capacitación teórica costos y gastos – apoyos de turno.
Fuente: El Autor.
La figura 66 corresponde a un entrenamiento y primer vistazo realizado para el
personal de apoyo del área de sachet con el objetivo de complementar la
formación y llevar a cabo el plan de desarrollo propuesto en la matriz inicial.
En la siguiente figura se muestra el esquema de formación por proyectos que se
llevó a cabo en el área, con la estructura en la cual el grupo a capacitar recibe
información y entrenamiento por un experto propio del área y en el tema y por otro
experto de un área externa (con el fin de dar una segunda opinión).
Figura 67: Esquema de formación y entrenamiento para el área de sachet.
Fuente: El Autor.
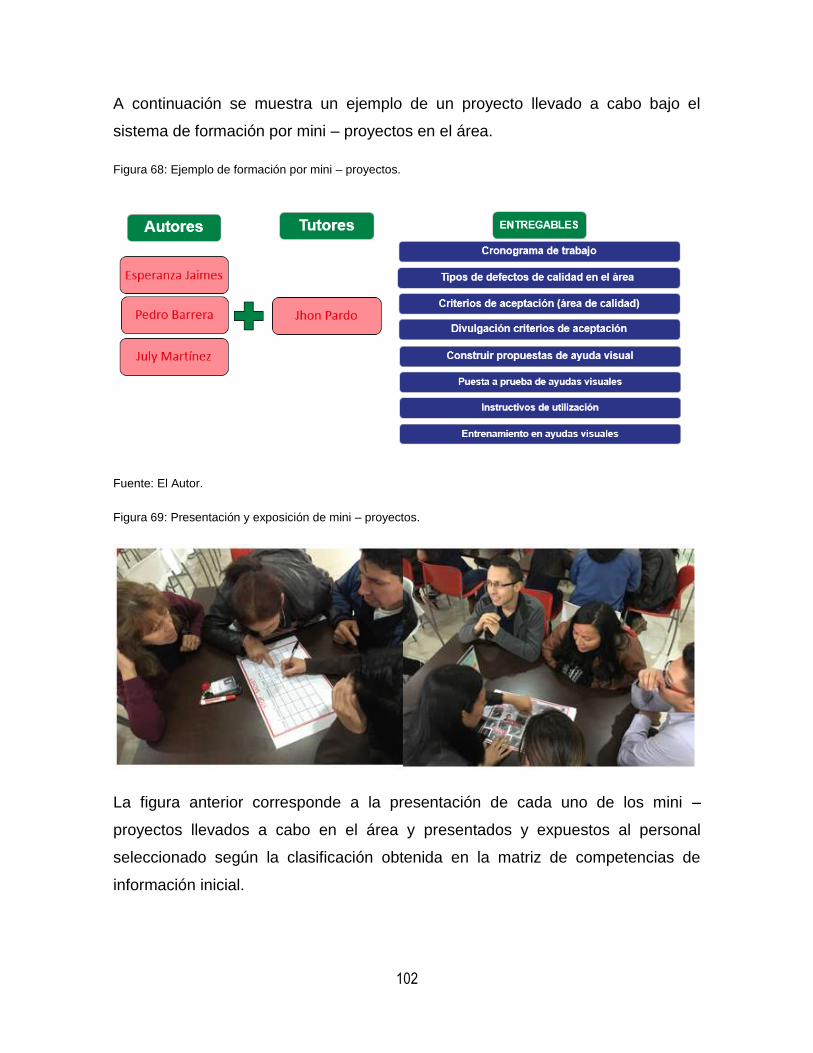
102
A continuación se muestra un ejemplo de un proyecto llevado a cabo bajo el
sistema de formación por mini – proyectos en el área.
Figura 68: Ejemplo de formación por mini – proyectos.
Fuente: El Autor.
Figura 69: Presentación y exposición de mini – proyectos.
La figura anterior corresponde a la presentación de cada uno de los mini –
proyectos llevados a cabo en el área y presentados y expuestos al personal
seleccionado según la clasificación obtenida en la matriz de competencias de
información inicial.
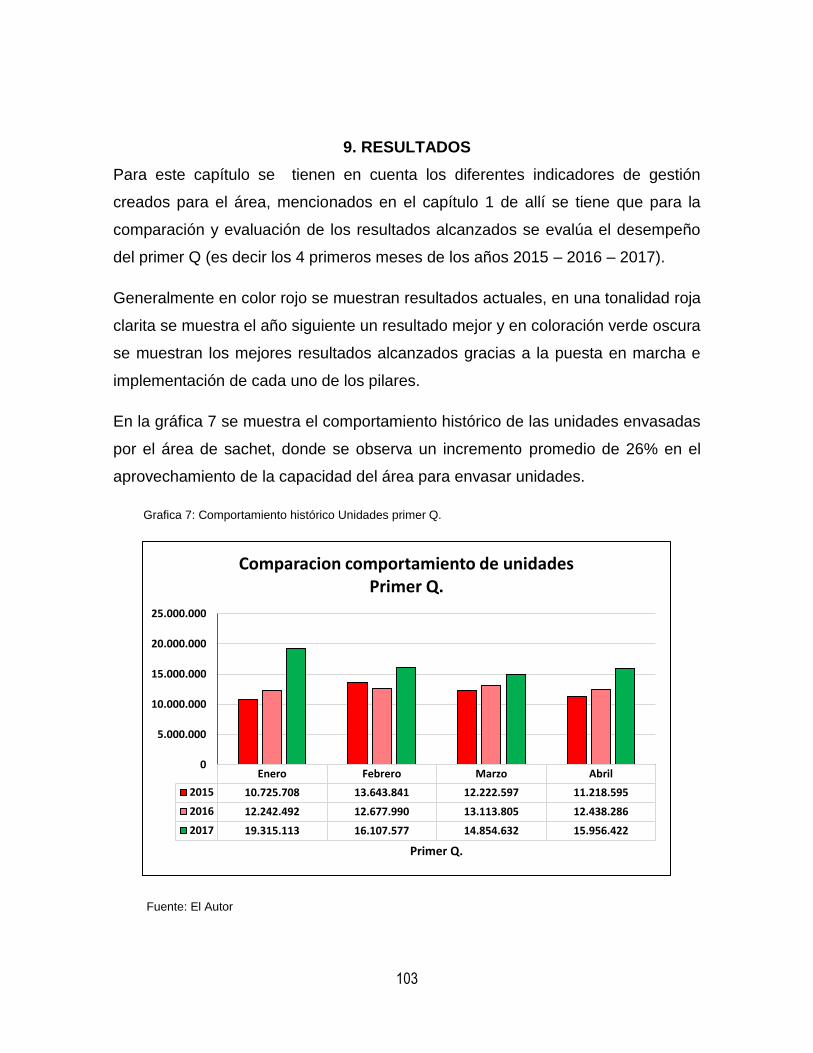
103
9. RESULTADOS
Para este capítulo se tienen en cuenta los diferentes indicadores de gestión
creados para el área, mencionados en el capítulo 1 de allí se tiene que para la
comparación y evaluación de los resultados alcanzados se evalúa el desempeño
del primer Q (es decir los 4 primeros meses de los años 2015 – 2016 – 2017).
Generalmente en color rojo se muestran resultados actuales, en una tonalidad roja
clarita se muestra el año siguiente un resultado mejor y en coloración verde oscura
se muestran los mejores resultados alcanzados gracias a la puesta en marcha e
implementación de cada uno de los pilares.
En la gráfica 7 se muestra el comportamiento histórico de las unidades envasadas
por el área de sachet, donde se observa un incremento promedio de 26% en el
aprovechamiento de la capacidad del área para envasar unidades.
Grafica 7: Comportamiento histórico Unidades primer Q.
Fuente: El Autor
Enero Febrero Marzo Abril
2015 10.725.708 13.643.841 12.222.597 11.218.595
2016 12.242.492 12.677.990 13.113.805 12.438.286
2017 19.315.113 16.107.577 14.854.632 15.956.422
0
5.000.000
10.000.000
15.000.000
20.000.000
25.000.000
Primer Q.
Comparacion comportamiento de unidades Primer Q.
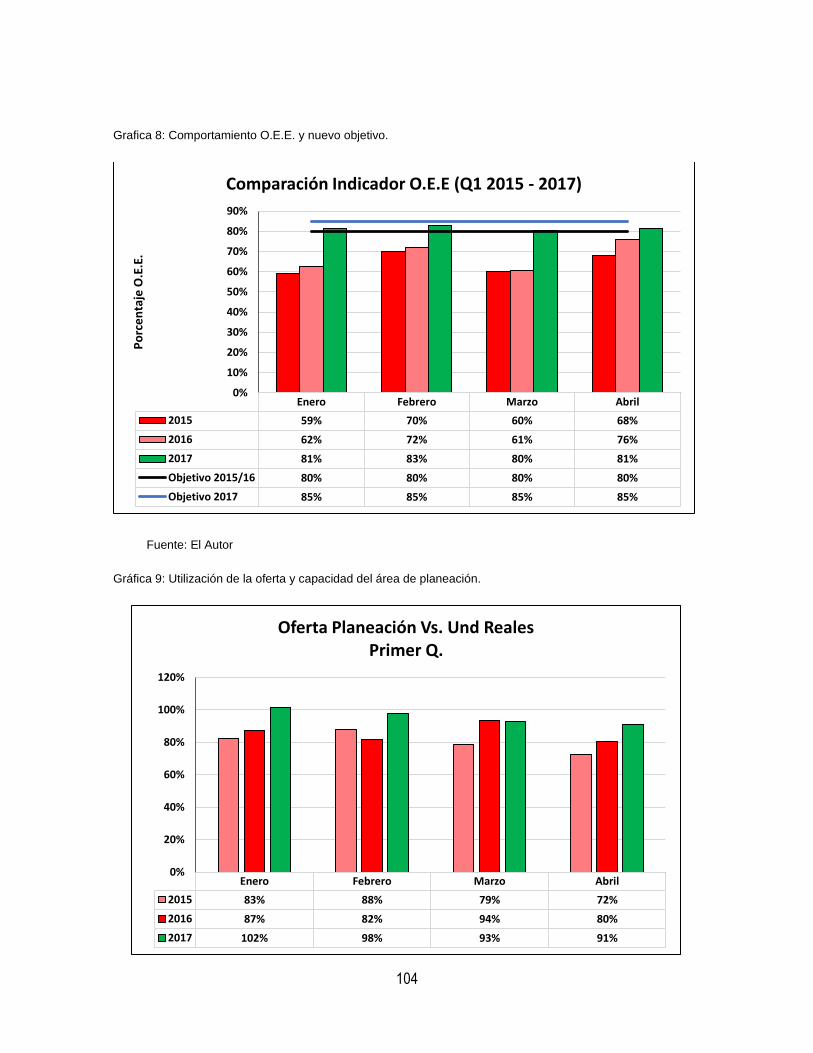
104
Grafica 8: Comportamiento O.E.E. y nuevo objetivo.
Fuente: El Autor
Gráfica 9: Utilización de la oferta y capacidad del área de planeación.
Enero Febrero Marzo Abril
2015 59% 70% 60% 68%
2016 62% 72% 61% 76%
2017 81% 83% 80% 81%
Objetivo 2015/16 80% 80% 80% 80%
Objetivo 2017 85% 85% 85% 85%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
Po
rce
nta
je O
.E.E
.
Comparación Indicador O.E.E (Q1 2015 - 2017)
Enero Febrero Marzo Abril
2015 83% 88% 79% 72%
2016 87% 82% 94% 80%
2017 102% 98% 93% 91%
0%
20%
40%
60%
80%
100%
120%
Oferta Planeación Vs. Und Reales Primer Q.
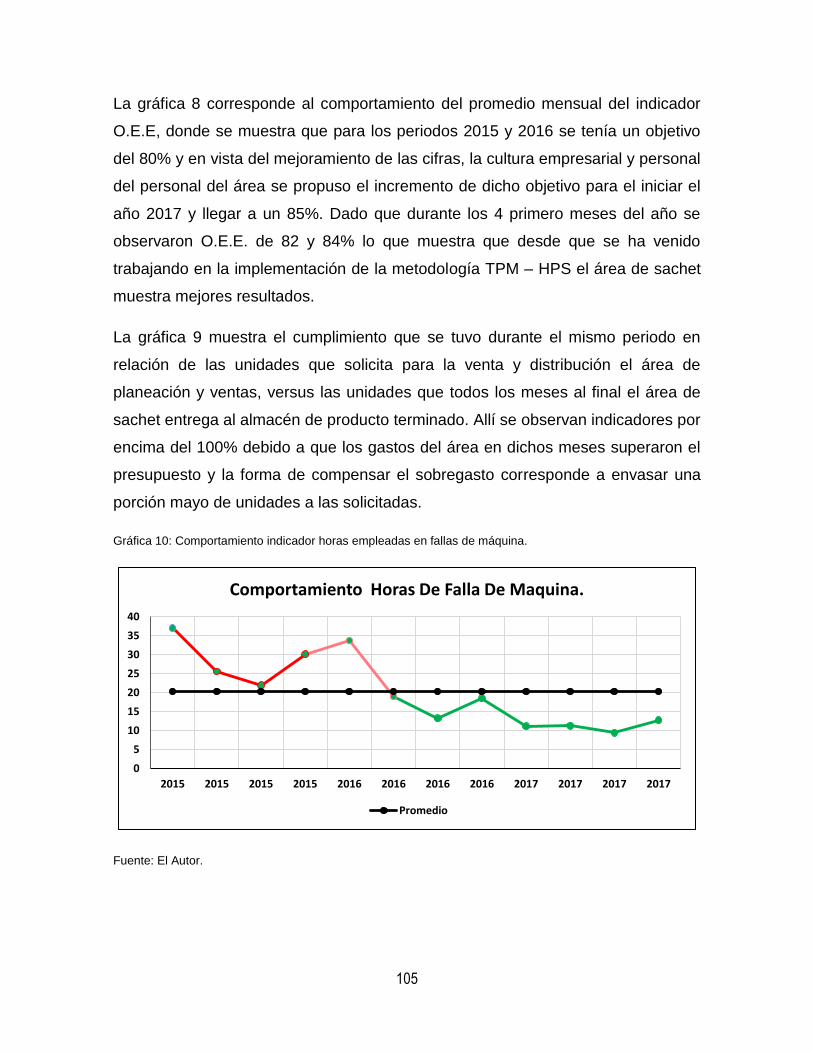
105
La gráfica 8 corresponde al comportamiento del promedio mensual del indicador
O.E.E, donde se muestra que para los periodos 2015 y 2016 se tenía un objetivo
del 80% y en vista del mejoramiento de las cifras, la cultura empresarial y personal
del personal del área se propuso el incremento de dicho objetivo para el iniciar el
año 2017 y llegar a un 85%. Dado que durante los 4 primero meses del año se
observaron O.E.E. de 82 y 84% lo que muestra que desde que se ha venido
trabajando en la implementación de la metodología TPM – HPS el área de sachet
muestra mejores resultados.
La gráfica 9 muestra el cumplimiento que se tuvo durante el mismo periodo en
relación de las unidades que solicita para la venta y distribución el área de
planeación y ventas, versus las unidades que todos los meses al final el área de
sachet entrega al almacén de producto terminado. Allí se observan indicadores por
encima del 100% debido a que los gastos del área en dichos meses superaron el
presupuesto y la forma de compensar el sobregasto corresponde a envasar una
porción mayo de unidades a las solicitadas.
Gráfica 10: Comportamiento indicador horas empleadas en fallas de máquina.
Fuente: El Autor.
0
5
10
15
20
25
30
35
40
2015 2015 2015 2015 2016 2016 2016 2016 2017 2017 2017 2017
Comportamiento Horas De Falla De Maquina.
Promedio
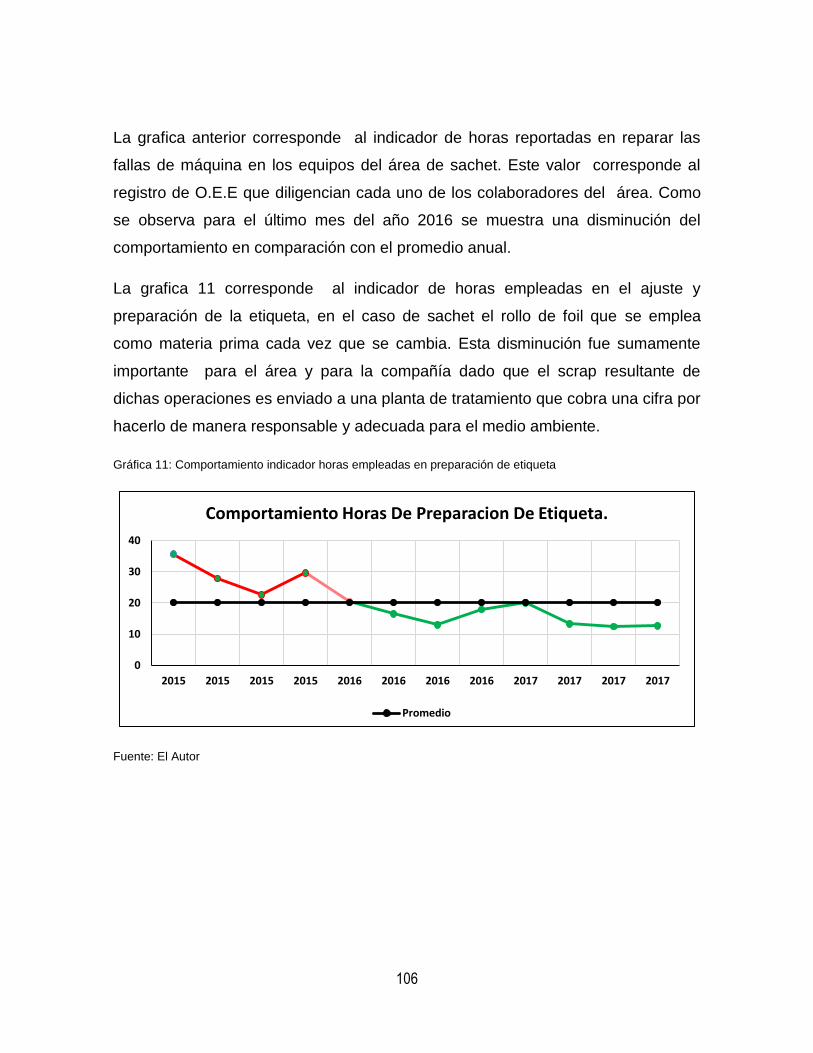
106
La grafica anterior corresponde al indicador de horas reportadas en reparar las
fallas de máquina en los equipos del área de sachet. Este valor corresponde al
registro de O.E.E que diligencian cada uno de los colaboradores del área. Como
se observa para el último mes del año 2016 se muestra una disminución del
comportamiento en comparación con el promedio anual.
La grafica 11 corresponde al indicador de horas empleadas en el ajuste y
preparación de la etiqueta, en el caso de sachet el rollo de foil que se emplea
como materia prima cada vez que se cambia. Esta disminución fue sumamente
importante para el área y para la compañía dado que el scrap resultante de
dichas operaciones es enviado a una planta de tratamiento que cobra una cifra por
hacerlo de manera responsable y adecuada para el medio ambiente.
Gráfica 11: Comportamiento indicador horas empleadas en preparación de etiqueta
Fuente: El Autor
0
10
20
30
40
2015 2015 2015 2015 2016 2016 2016 2016 2017 2017 2017 2017
Comportamiento Horas De Preparacion De Etiqueta.
Promedio


















![[Eng1]tpm guidebook(1 4)v1-sample_hd_trien_khai-tpm](https://img.pdfslide.net/doc/110x75/58eec0431a28ab3b018b45d7/eng1tpm-guidebook1-4v1-samplehdtrienkhai-tpm.jpg)









