Embed Size (px)
Citation preview
Improvements In Performance With Alkylphenol-Free Phosphite Stabilizers
Dr. Michael Jakupca Dr. Don Stevenson, Jacob Lance
Rahul Patel, Nina Ruegg Dover Chemical Corporation
SPE Polyolefins Conference 2013 Houston, Texas
New Liquid Phosphite, LGP-11
Does not contain alkylphenols Significant improvements in color during:
Melt processing Long term heat aging Gamma irradiation
Equivalent MI performance to commodity phosphites High molecular weight, yet low viscosity Reduced migration and exposure Reduced plate-out and bloom Cost Effective
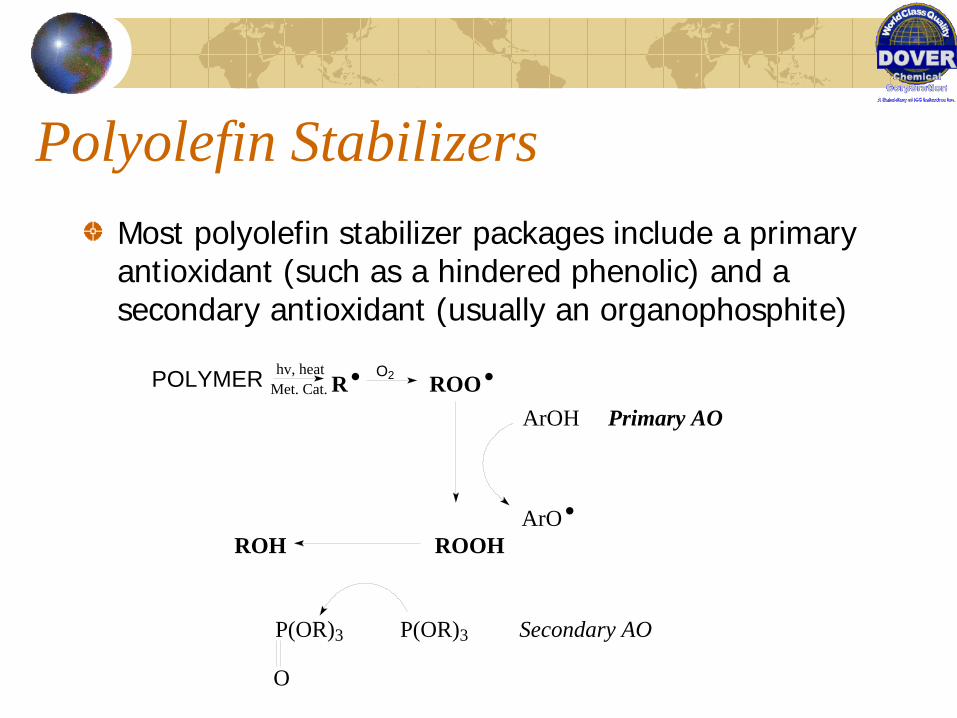
Polyolefin Stabilizers Most polyolefin stabilizer packages include a primary antioxidant (such as a hindered phenolic) and a secondary antioxidant (usually an organophosphite)
POLYMER R· ROO·ArOH Primary AO
ArO·ROH ROOH
P(OR)3 P(OR)3 Secondary AO
O
hv, heatMet. Cat.
O2
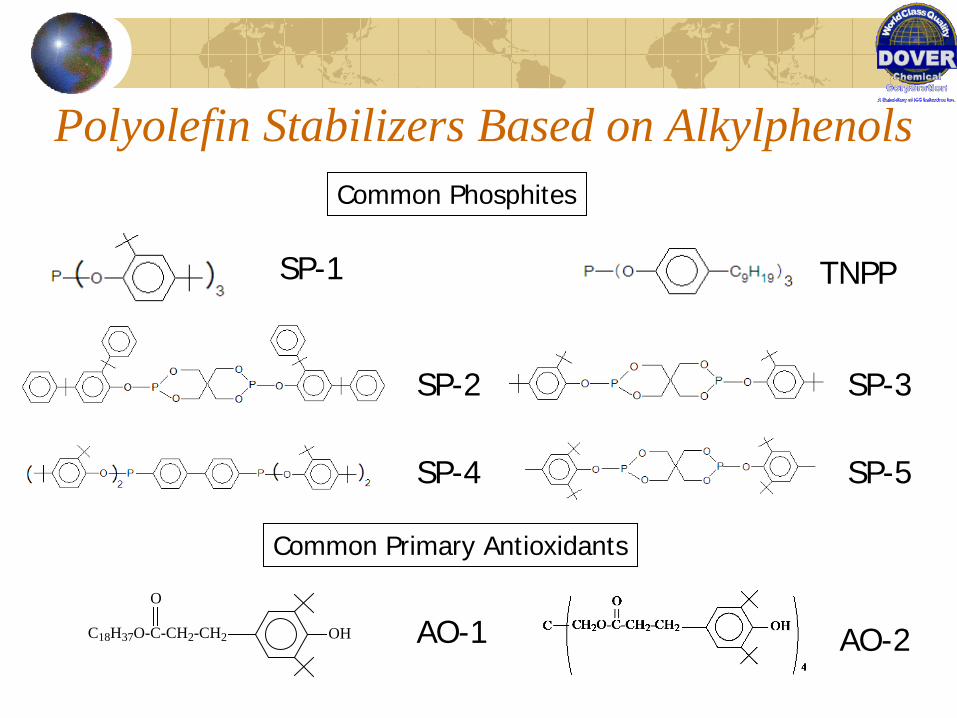
Polyolefin Stabilizers Based on Alkylphenols Common Phosphites
SP-1 TNPP
SP-2 SP-3
SP-4 SP-5
Common Primary Antioxidants
C18H37O-C-CH2-CH2 OH
O
AO-1 AO-2
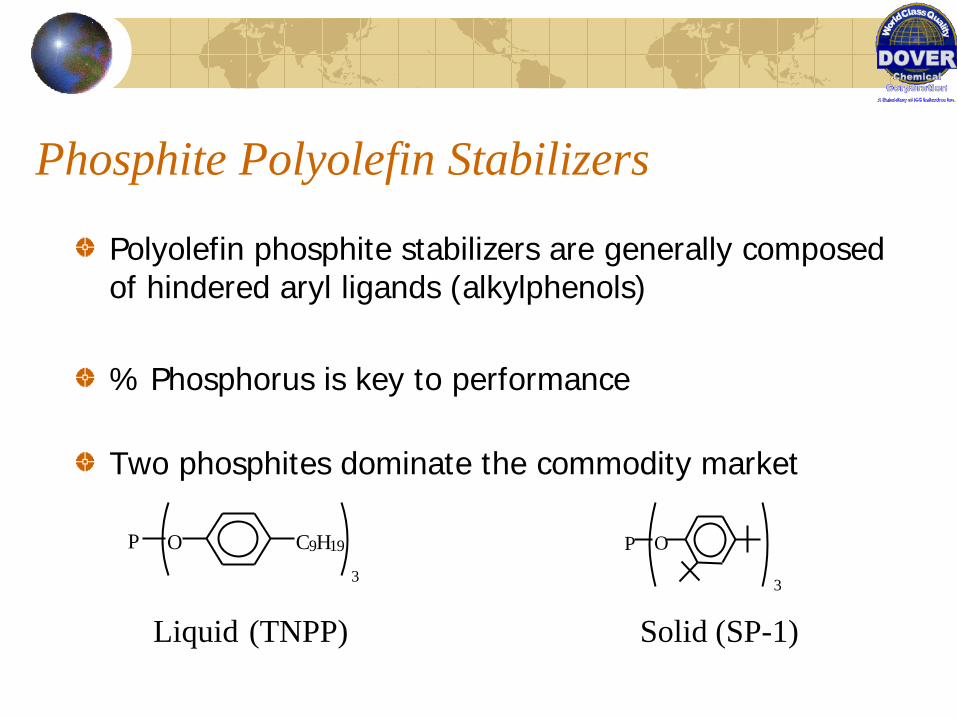
Phosphite Polyolefin Stabilizers
Polyolefin phosphite stabilizers are generally composed of hindered aryl ligands (alkylphenols) % Phosphorus is key to performance
Two phosphites dominate the commodity market
P O C 9 H 1 9
3
P O
3
Liquid (TNPP) Solid (SP-1)
Key Properties of Phosphite Stabilizers Melt Flow Control (MI proportional to % phosphorus)
LGP-11 (4.9% phosphorus) TNPP (4.5% phosphorus) SP-1 (4.8% phosphorus)
Color Control (YI) High performance “fast” phosphites, which display facile kinetics for scavenging hydroperoxides, result in lower color Removing alkylphenols from phosphite also improves color
Hydrolytic Stability Phosphites can be hydrolyzed when exposed to moisture, resulting in loss of activity and potential “black specs”
Compatibility (Bloom and Plate-out) Safety Factors
Toxicity, migration/exposure, public perception
Alkylphenols in the “Spotlight” Alkylphenols, as a class of chemicals, have continued to suffer from negative public perception, and in some cases have been restricted in specific applications Although current commercial phosphites do not pose health risks, hydrolysis of these phosphites can result in the formation of low molecular weight alkylphenols LGP11 does not contain any alkylphenols
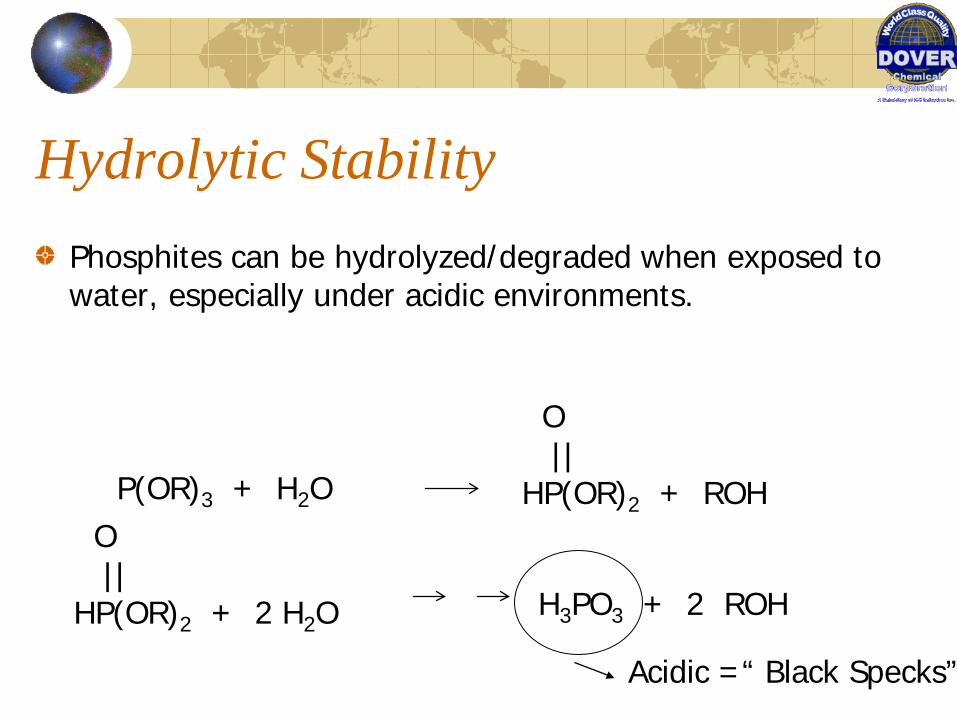
Hydrolytic Stability Phosphites can be hydrolyzed/degraded when exposed to water, especially under acidic environments.
P(OR)3 + H2O
O || HP(OR)2 + ROH
O || HP(OR)2 + 2 H2O H3PO3 + 2 ROH
Acidic =“ Black Specks”
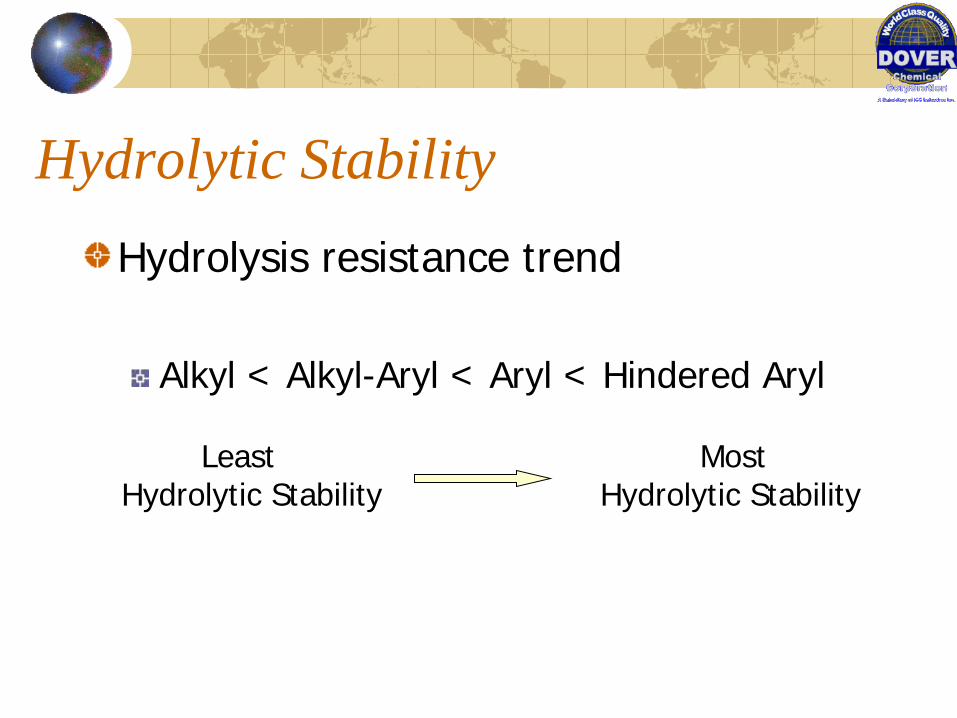
Hydrolytic Stability Hydrolysis resistance trend
Alkyl < Alkyl-Aryl < Aryl < Hindered Aryl
Least Most Hydrolytic Stability Hydrolytic Stability
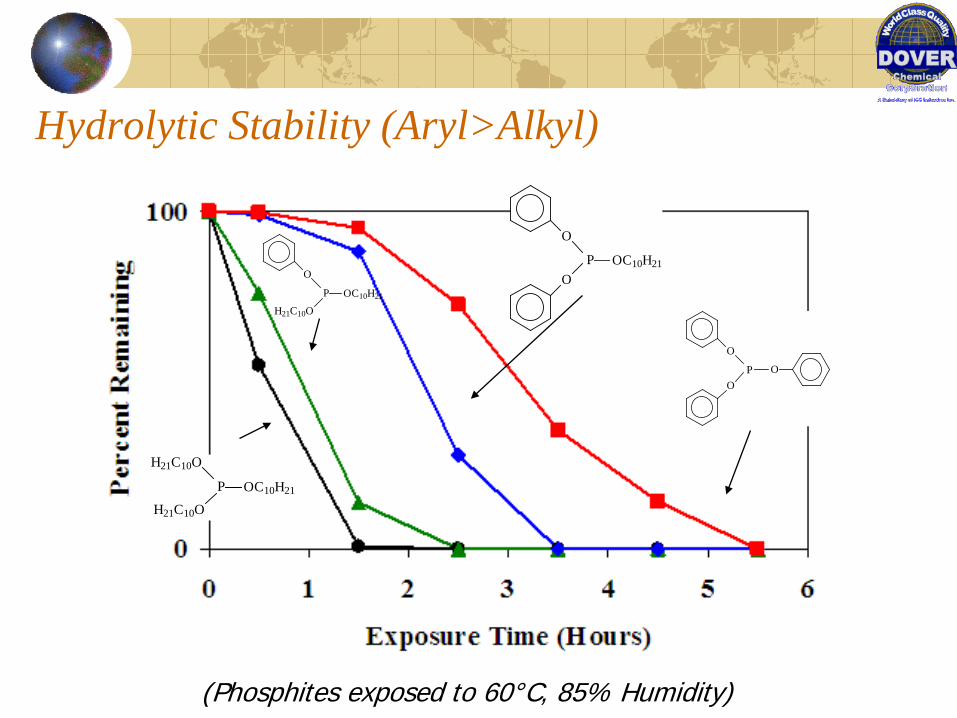
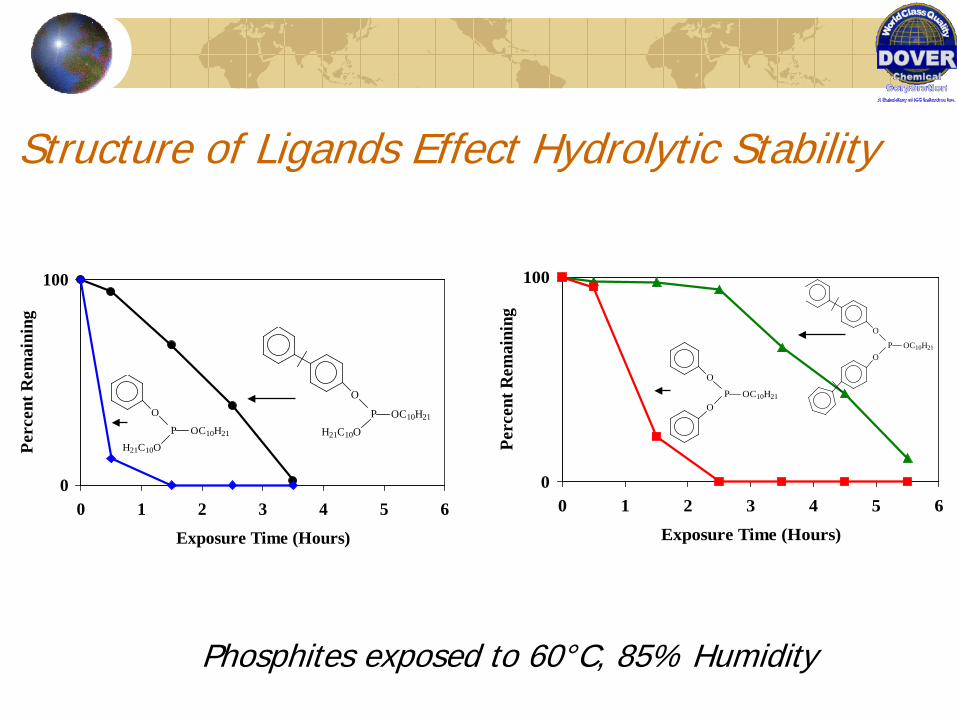
Hydrolytic Stability (Aryl>Alkyl)
(Phosphites exposed to 60°C, 85% Humidity)
PO
O
O
H21C10O
P OC10H21
H21C10O
O
OP OC10H21
OC10H21P
O
H21C10O
0
100
0 1 2 3 4 5 6
Exposure Time (Hours)
Perc
ent R
emai
ning
0
100
0 1 2 3 4 5 6
Exposure Time (Hours)Pe
rcen
t Rem
aini
ng
O
OP OC10H21
O
OP OC10H21
OC10H21P
O
H21C10OOC10H21P
O
H21C10O
Structure of Ligands Effect Hydrolytic Stability
Phosphites exposed to 60°C, 85% Humidity
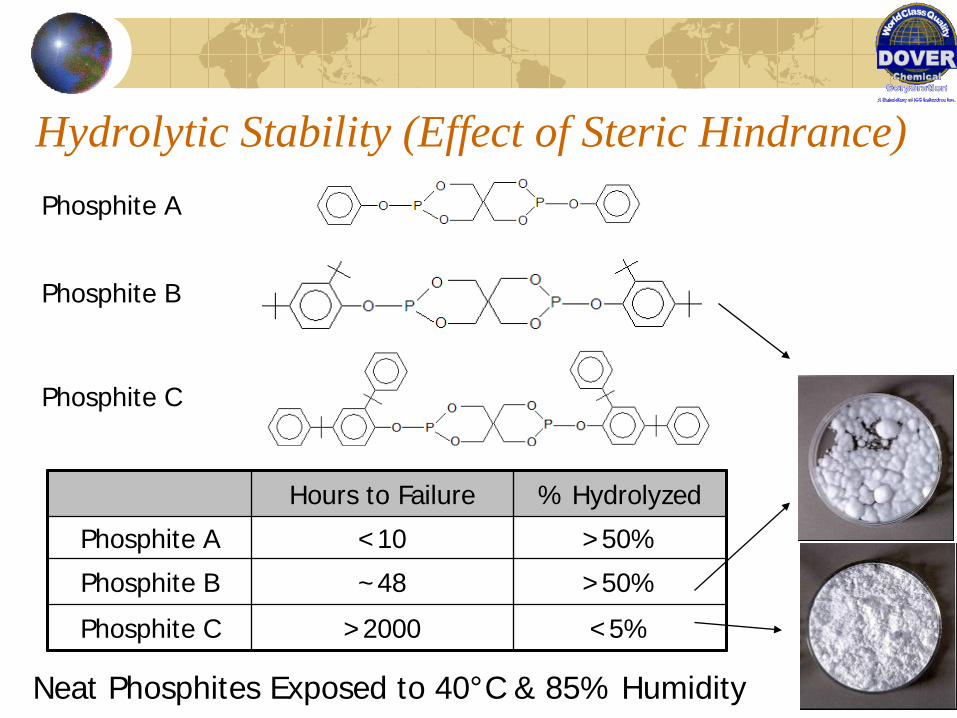
Hydrolytic Stability (Effect of Steric Hindrance)
Neat Phosphites Exposed to 40°C & 85% Humidity
Hours to Failure % Hydrolyzed
Phosphite A <10 >50%
Phosphite B ~48 >50%
Phosphite C >2000 <5%
Phosphite A
Phosphite B
Phosphite C
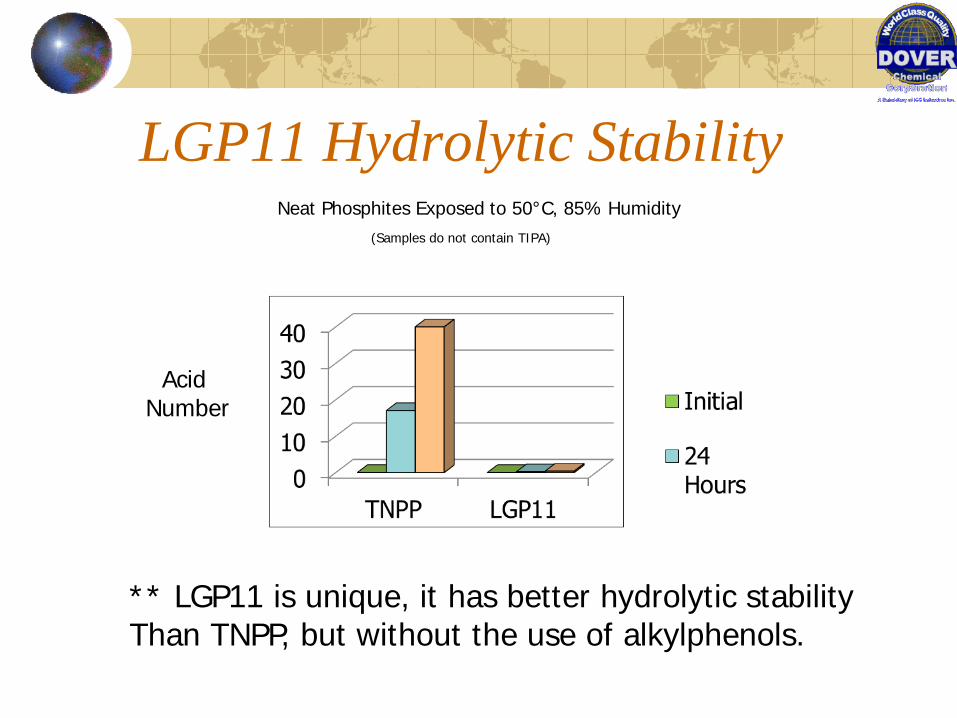
LGP11 Hydrolytic Stability Neat Phosphites Exposed to 50°C, 85% Humidity
Acid Number
(Samples do not contain TIPA)
** LGP11 is unique, it has better hydrolytic stability Than TNPP, but without the use of alkylphenols.
Phosphite Activity Phosphites are sacrificial antioxidants. They are used to decompose hydroperoxides in a polymer during melt processing. The kinetics can be measured using a model system of linear paraffins, exposed to air at 200°C. The hydroperoxides that are formed during oxidative degradation will oxidized any phosphites that are present. The rate of conversion of phosphITE to phosphATE can be measured. A “fast” acting phosphite may allow improved color control when used in polyolefins as an antioxidant.
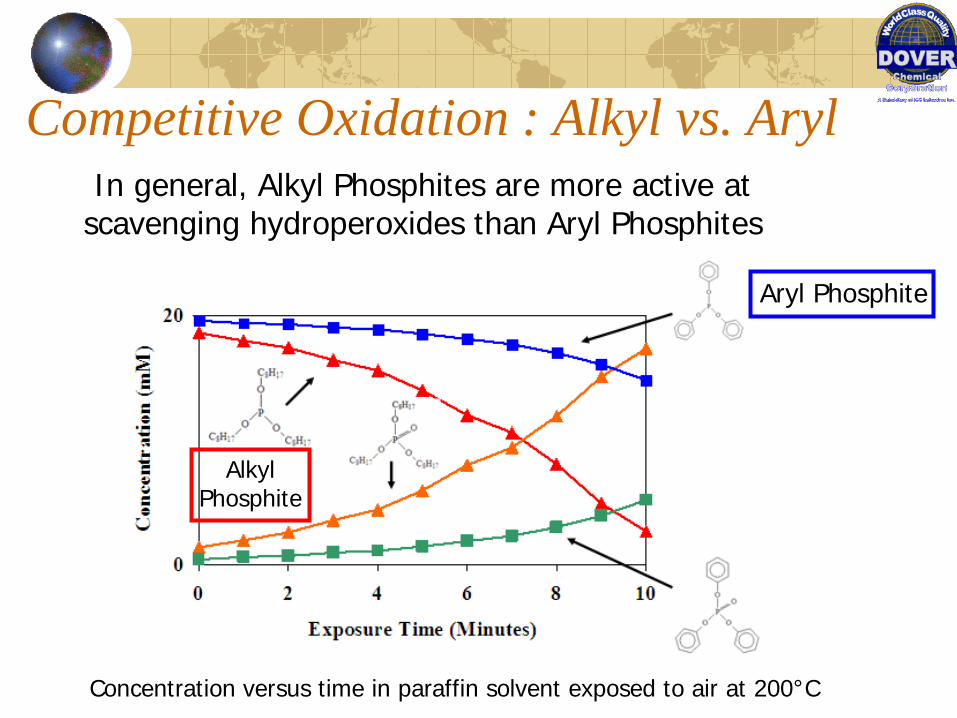
Competitive Oxidation : Alkyl vs. Aryl In general, Alkyl Phosphites are more active at
scavenging hydroperoxides than Aryl Phosphites
Concentration versus time in paraffin solvent exposed to air at 200°C
Aryl Phosphite
Alkyl Phosphite
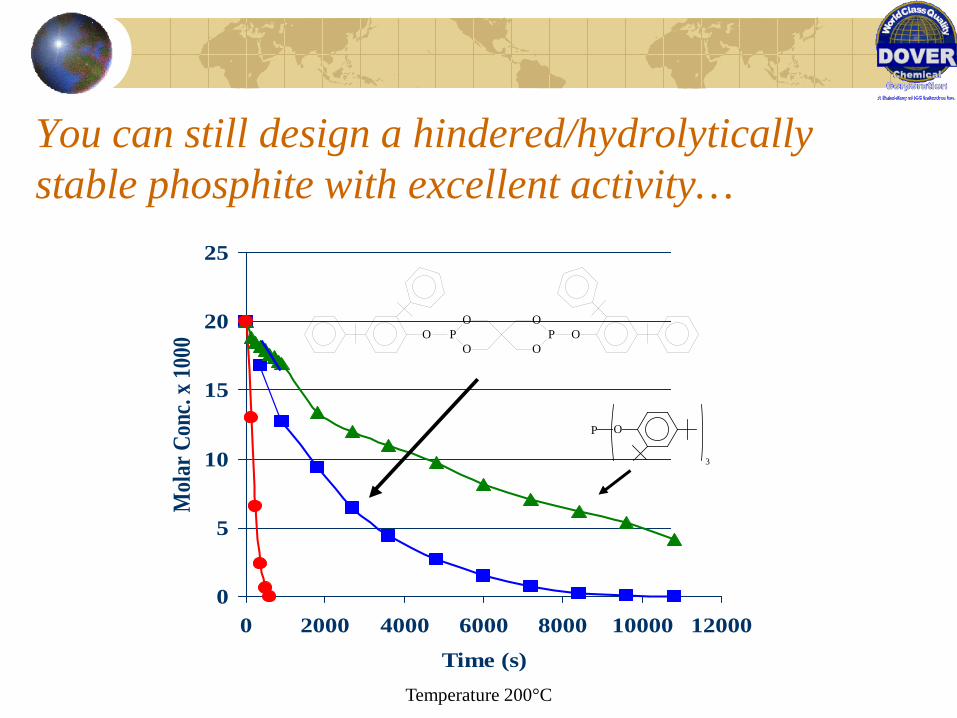
Temperature 200°C
You can still design a hindered/hydrolytically stable phosphite with excellent activity…
0
5
10
15
20
25
0 2000 4000 6000 8000 10000 12000
Time (s)
Mol
ar C
onc.
x 100
0 O PO
O
O
OP O
P O
3
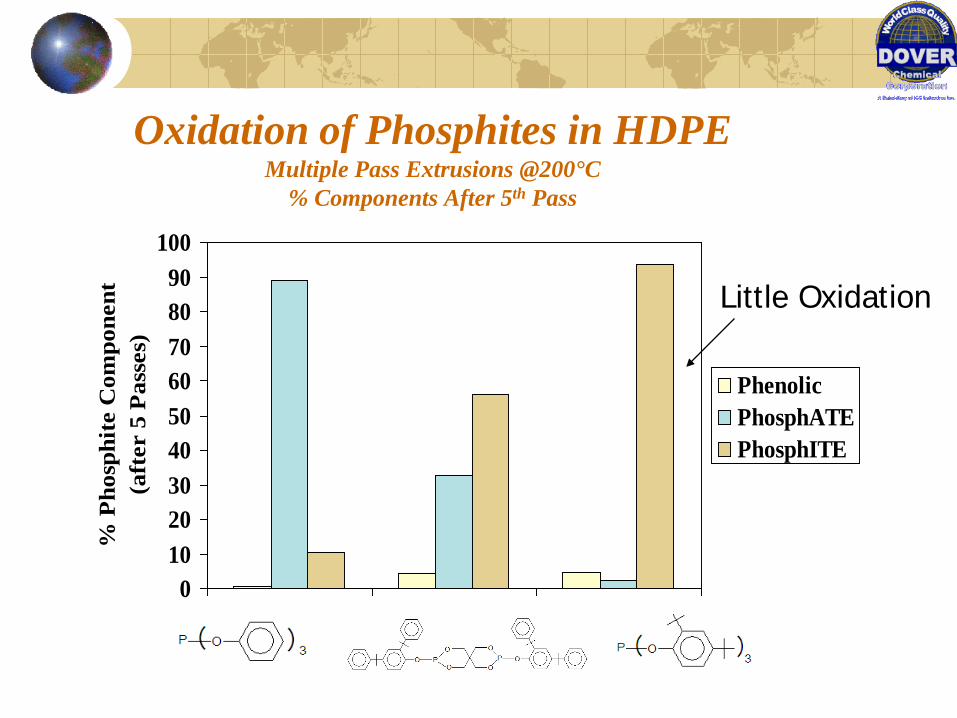
Oxidation of Phosphites in HDPE Multiple Pass Extrusions @200°C
% Components After 5th Pass
0102030405060708090
100
% P
hosp
hite
Com
pone
nt(a
fter
5 P
asse
s)
PhenolicPhosphATEPhosphITE
Little Oxidation
Color Improvements – Alkyl Phosphites Acidic catalyst residues in the polyolefin resin can potentially react with hindered phenolics stabilizers to form metal phenolate color bodies In addition to scavenging hydroperoxides, phosphites have the ability to chelate and react with metals and metal catalysts. This improves color and color hold. However, in order for a phosphite to react with a metal or alkyl chloride (i.e. Arbuzov Reaction), it must have at least one alkyl ligand. A completely aryl phosphite cannot undergo the Arbuzov reaction.
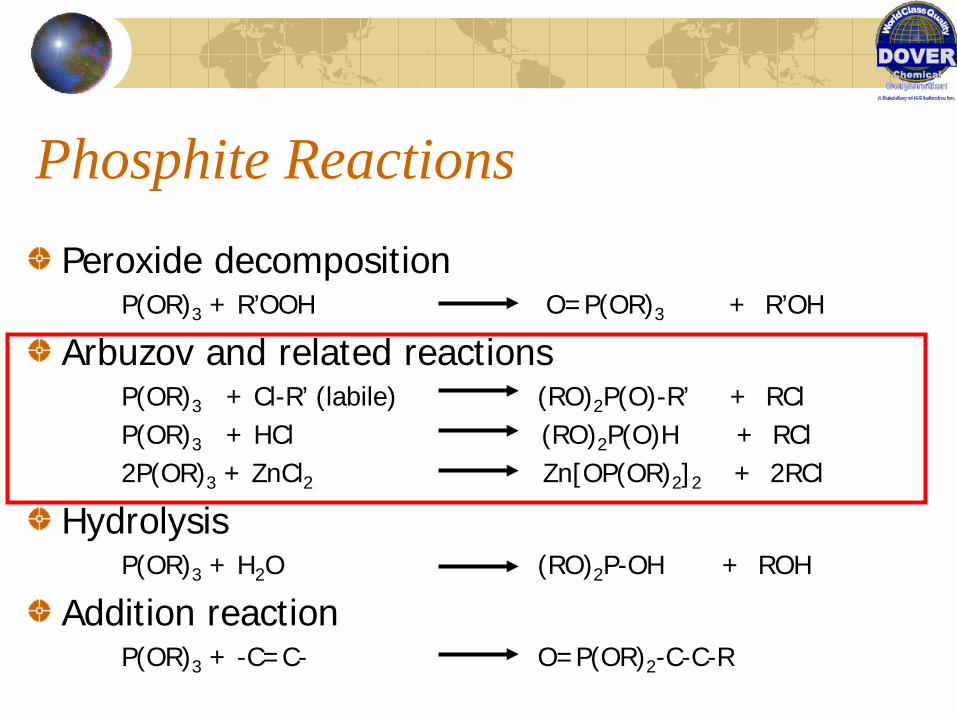
Phosphite Reactions Peroxide decomposition
P(OR)3 + R’OOH O=P(OR)3 + R’OH
Arbuzov and related reactions P(OR)3 + Cl-R’ (labile) (RO)2P(O)-R’ + RCl P(OR)3 + HCl (RO)2P(O)H + RCl 2P(OR)3 + ZnCl2 Zn[OP(OR)2]2 + 2RCl
Hydrolysis P(OR)3 + H2O (RO)2P-OH + ROH
Addition reaction P(OR)3 + -C=C- O=P(OR)2-C-C-R
PVC Stabilizers Example of Phosphite:Metal Reactions
Although PVC stabilizers do not resemble polyolefin stabilizers, they are a common example of how phosphites are used to both chelate and react with various metals. Liquid PVC stabilizers for flexible PVC applications generally contain:
Primary stabilizer (such as Zn or Cd salts) Secondary stabilizer (such as Ca or Ba salts) Liquid phosphite plus other co-stabilizers
Phosphites can react with both primary and secondary metals, as well as labile chlorines in PVC during melt processing
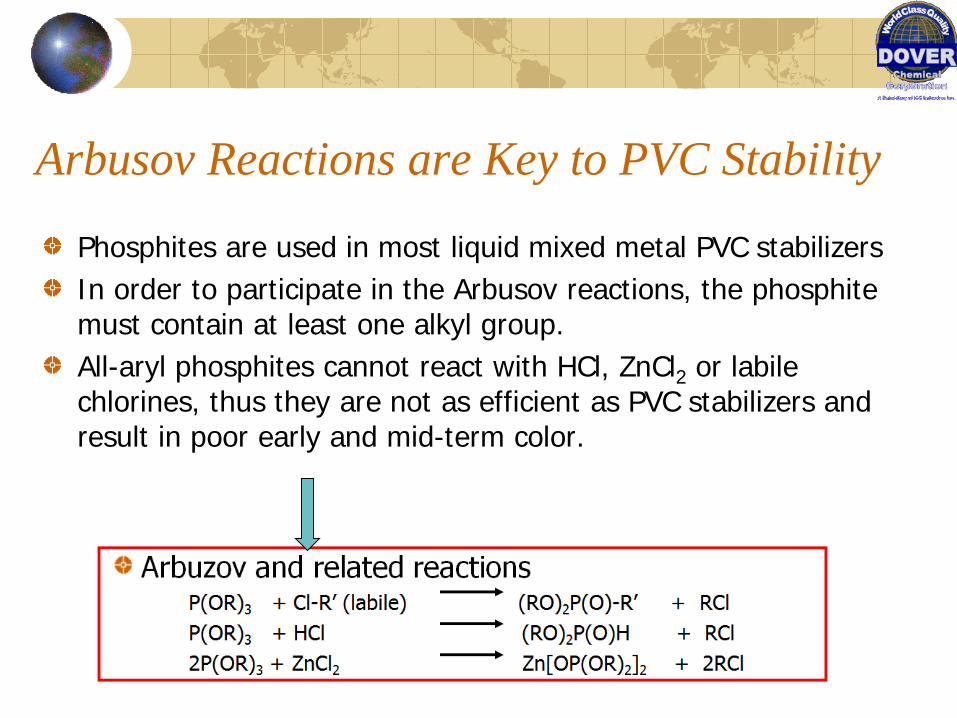
Arbusov Reactions are Key to PVC Stability
Phosphites are used in most liquid mixed metal PVC stabilizers In order to participate in the Arbusov reactions, the phosphite must contain at least one alkyl group. All-aryl phosphites cannot react with HCl, ZnCl2 or labile chlorines, thus they are not as efficient as PVC stabilizers and result in poor early and mid-term color.
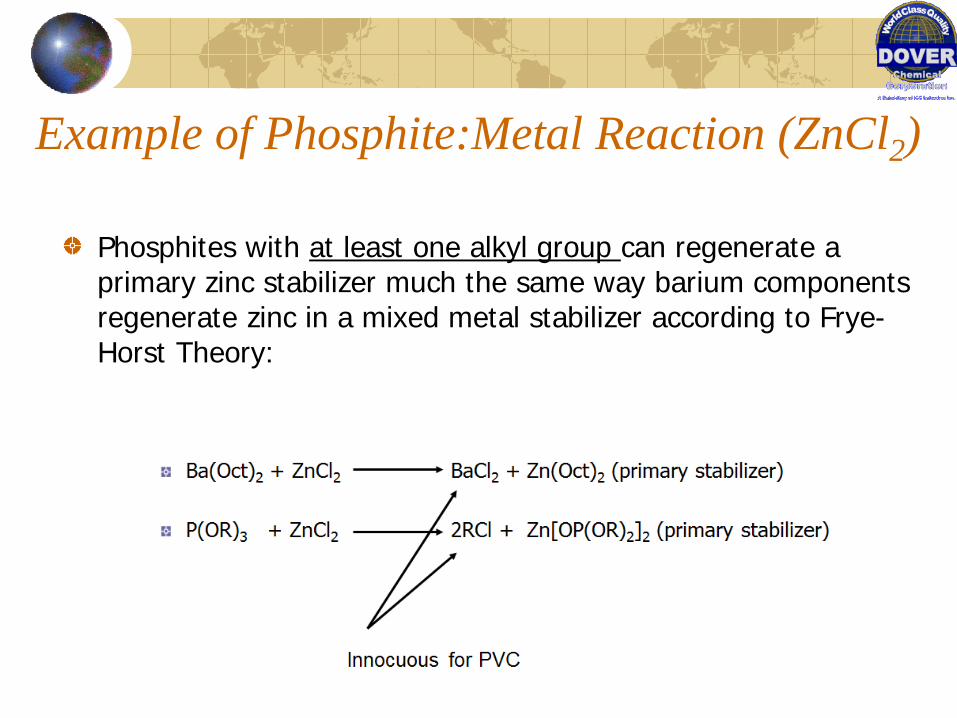
Example of Phosphite:Metal Reaction (ZnCl2)
Phosphites with at least one alkyl group can regenerate a primary zinc stabilizer much the same way barium components regenerate zinc in a mixed metal stabilizer according to Frye-Horst Theory:
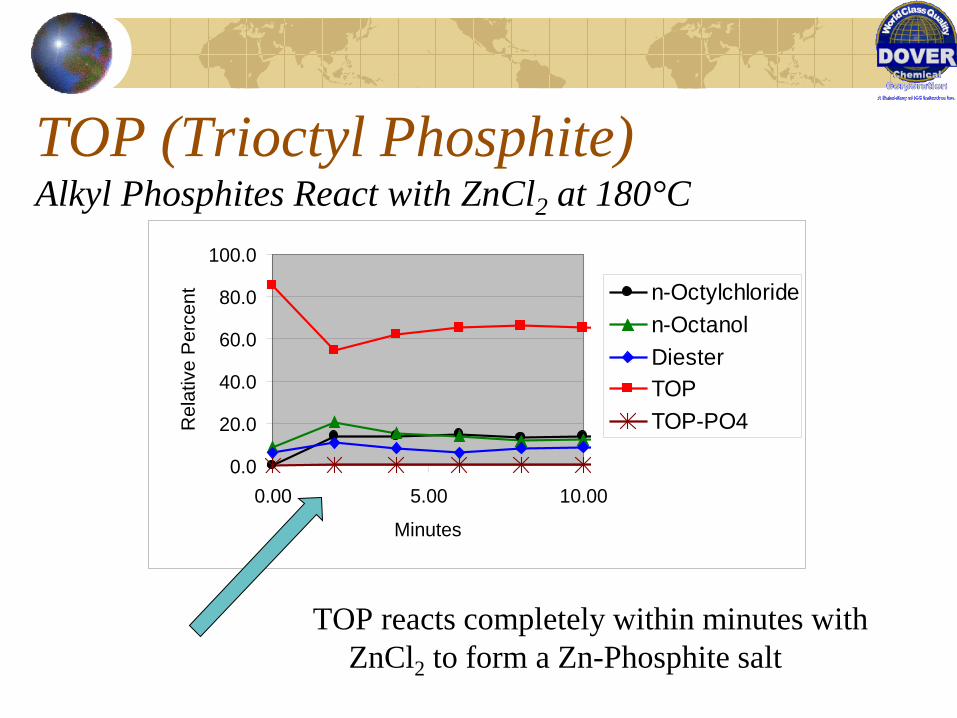
TOP (Trioctyl Phosphite) Alkyl Phosphites React with ZnCl2 at 180°C
0.0
20.0
40.0
60.0
80.0
100.0
0.00 5.00 10.00
Minutes
Rel
ativ
e P
erce
nt n-Octylchloriden-OctanolDiesterTOPTOP-PO4
TOP reacts completely within minutes with ZnCl2 to form a Zn-Phosphite salt
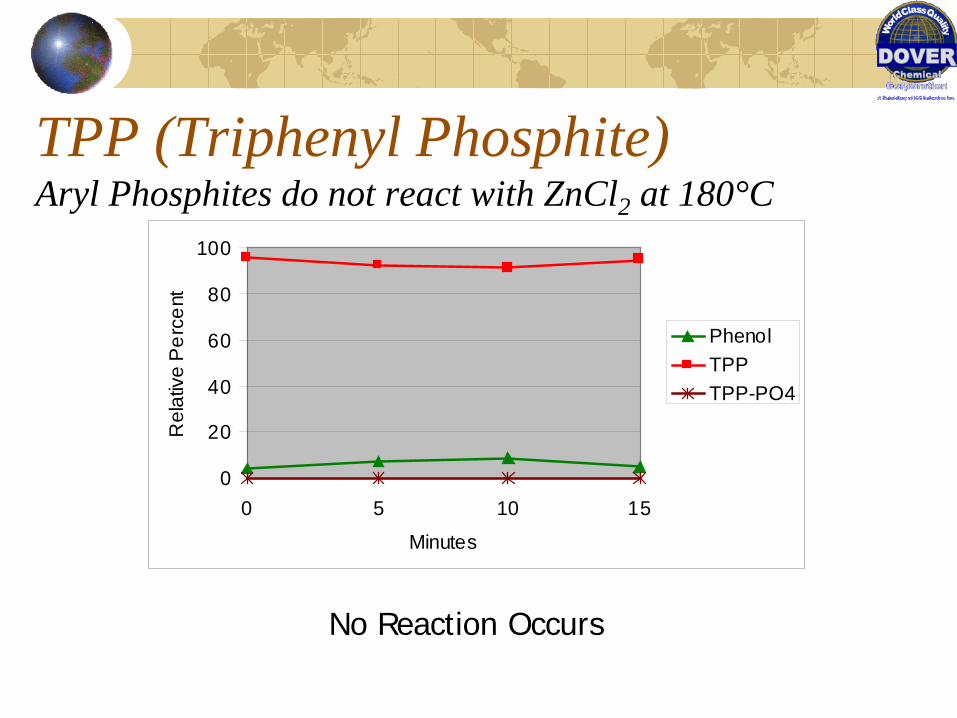
TPP (Triphenyl Phosphite) Aryl Phosphites do not react with ZnCl2 at 180°C
0
20
40
60
80
100
0 5 10 15
Minutes
Rel
ativ
e P
erce
nt
PhenolTPPTPP-PO4
No Reaction Occurs
Color Improvements – Alkyl Phosphites Removing hindered aryl ligands from a phosphite can thus improve color hold of a polyolefin during melt processing by:
Improving kinetics of hydroperoxide scavenging No color bodies due to hindered aryl ligand Potentially more efficient metal-catalyst residue scavenger or chelator.
However, the major hurdle of placing an alkyl group on a phosphite to achieve these color benefits is that hydrolytic stability is usually decreased LGP11 allows the color benefits of alkyl phosphites, and yet offers improved hydrolytic stability over TNPP
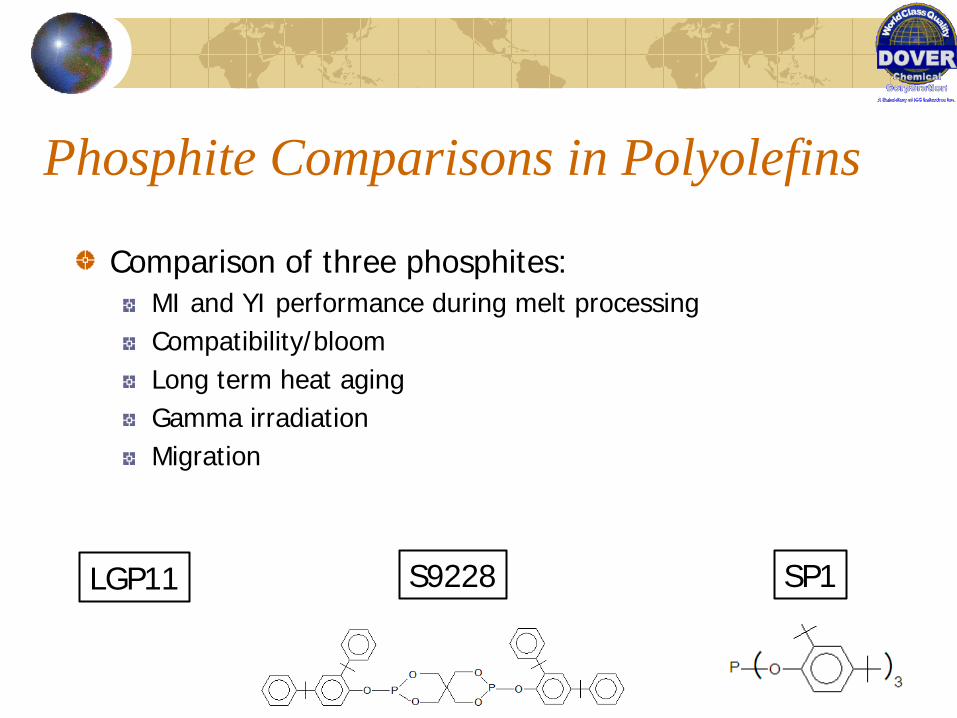
Phosphite Comparisons in Polyolefins
Comparison of three phosphites: MI and YI performance during melt processing Compatibility/bloom Long term heat aging Gamma irradiation Migration
LGP11 S9228 SP1
Performance Evaluation In LLDPE Performance measured with multiple pass extrusion in LLDPE, MI and YI retention Co-rotating twin screw extruder
Compounding: 170-175-180-190°C Multi-pass: 180-205-225-245°C
Phosphites levels indicated, formulations also contained 500ppm AO-1
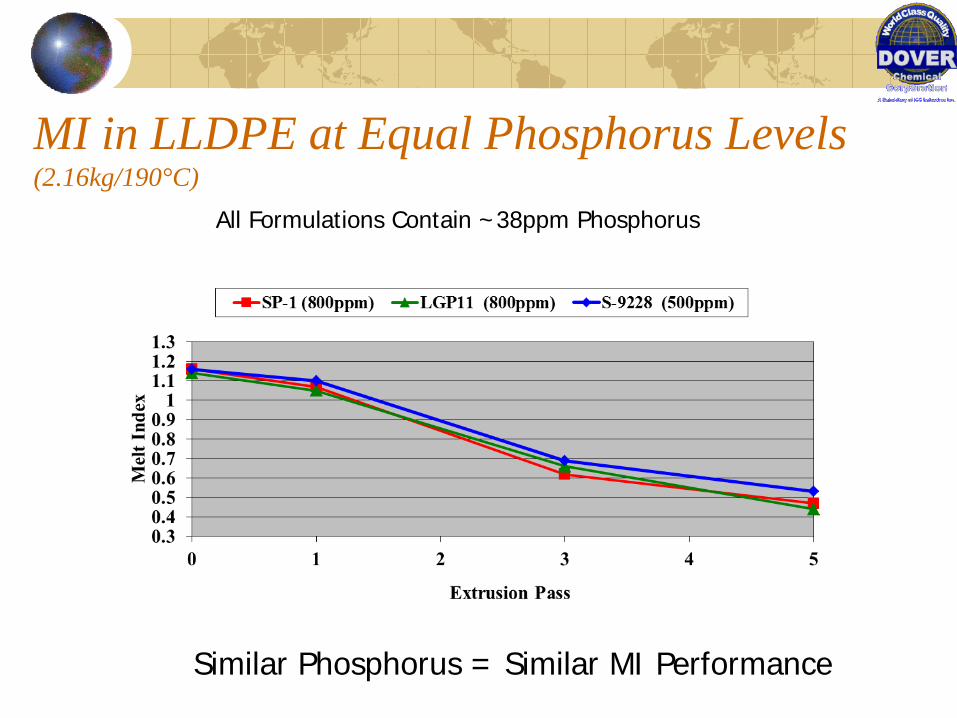
MI in LLDPE at Equal Phosphorus Levels (2.16kg/190°C)
All Formulations Contain ~38ppm Phosphorus
Similar Phosphorus = Similar MI Performance
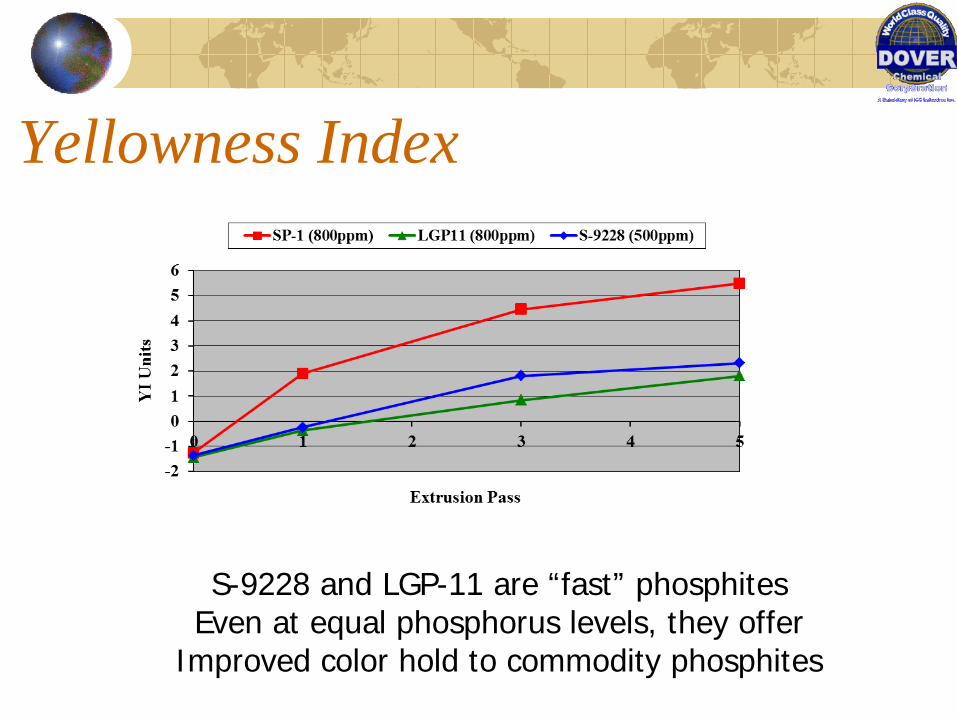
Yellowness Index
S-9228 and LGP-11 are “fast” phosphites Even at equal phosphorus levels, they offer
Improved color hold to commodity phosphites
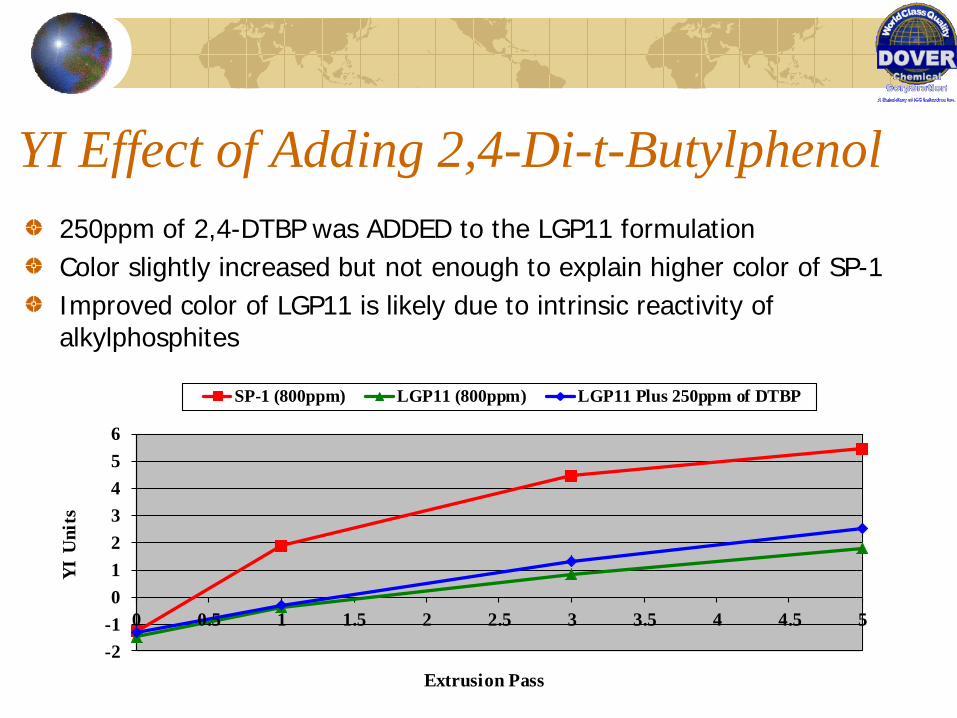
YI Effect of Adding 2,4-Di-t-Butylphenol
-2-10123456
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
YI U
nits
Extrusion Pass
SP-1 (800ppm) LGP11 (800ppm) LGP11 Plus 250ppm of DTBP
250ppm of 2,4-DTBP was ADDED to the LGP11 formulation Color slightly increased but not enough to explain higher color of SP-1 Improved color of LGP11 is likely due to intrinsic reactivity of alkylphosphites
Bloom/Exudation in LLDPE Additive bloom in cast film LLDPE applications can be a problem because of the amorphous nature of the film. The compatibility of a phosphite can be measured by Brabender-Bowl (torque rheometer) compounding of LLDPE formulation followed by compression molding and quench cooling. This results in highly amorphous LLDPE. Aging the compression molded plaques at 60°C accentuates any potential of the additives to bloom. Bloom can be monitored visually or by measuring the surface gloss. If the phosphite blooms, the surface gloss of the plaque will be reduced. The composition of the bloom can be identified by surface ATR-FTIR.
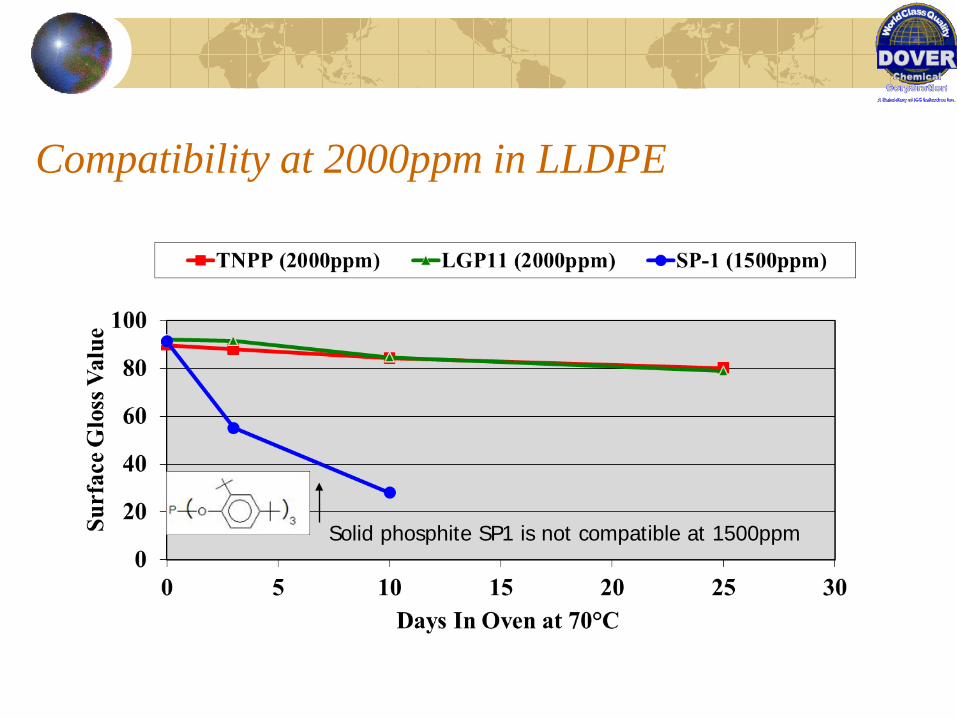
Solid phosphite SP1 is not compatible at 1500ppm
Compatibility at 2000ppm in LLDPE
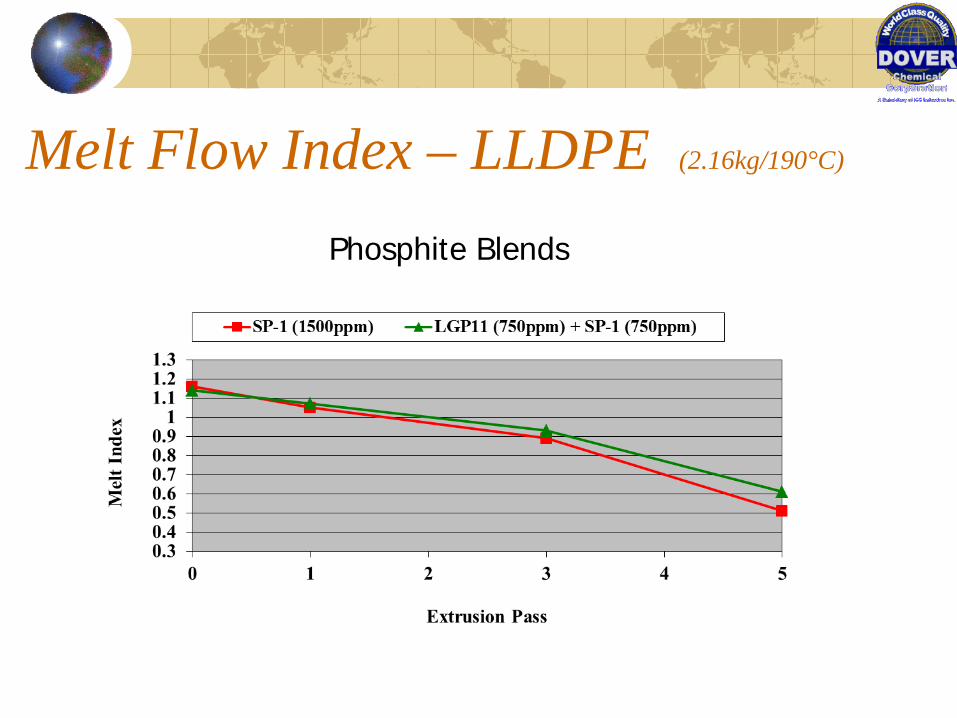
Melt Flow Index – LLDPE (2.16kg/190°C)
Phosphite Blends
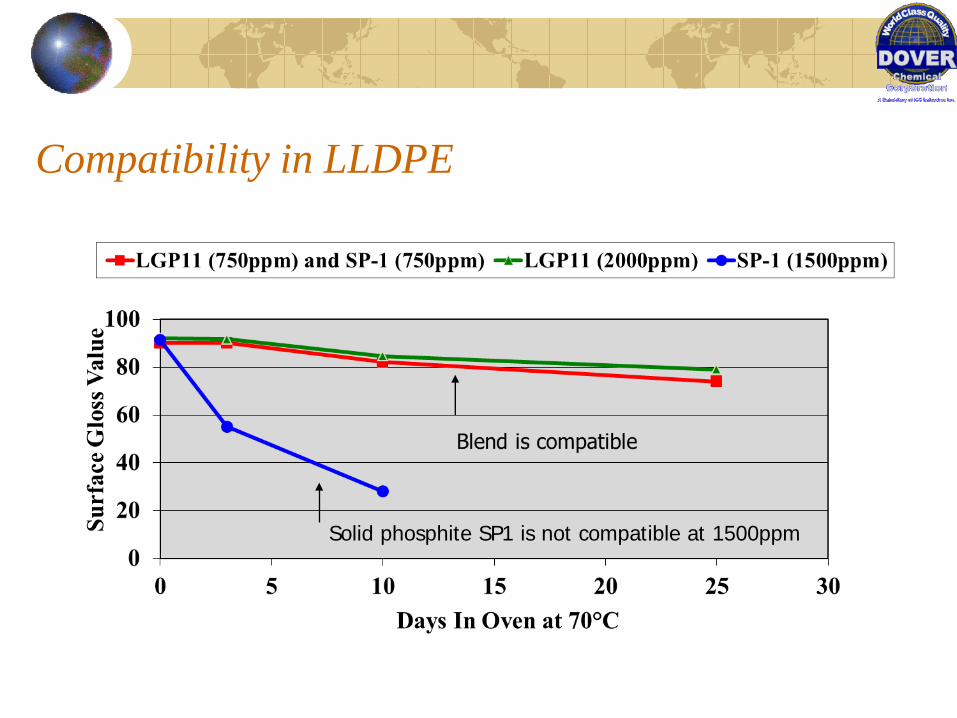
Solid phosphite SP1 is not compatible at 1500ppm
Compatibility in LLDPE
Performance Evaluation - PP
Performance measured with multiple pass extrusion in homo-PP, MI and YI retention Co-rotating twin screw extruder, 260°C All formulations also contain 500ppm of calcium stearate
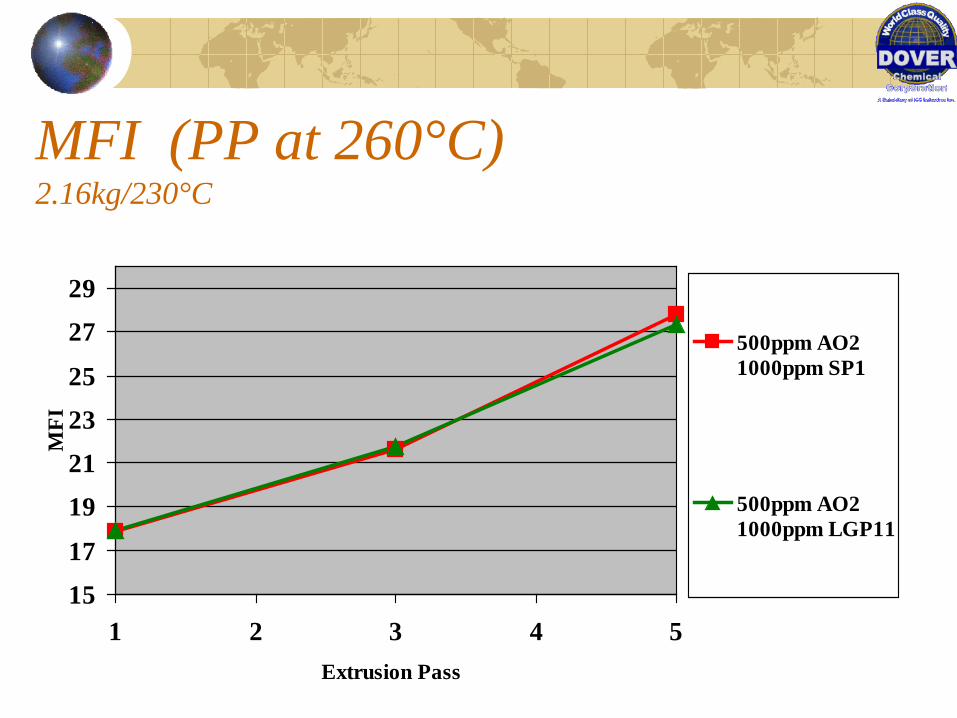
MFI (PP at 260°C) 2.16kg/230°C
1517
19212325
2729
1 2 3 4 5Extrusion Pass
MFI
500ppm AO21000ppm SP1
500ppm AO21000ppm LGP11
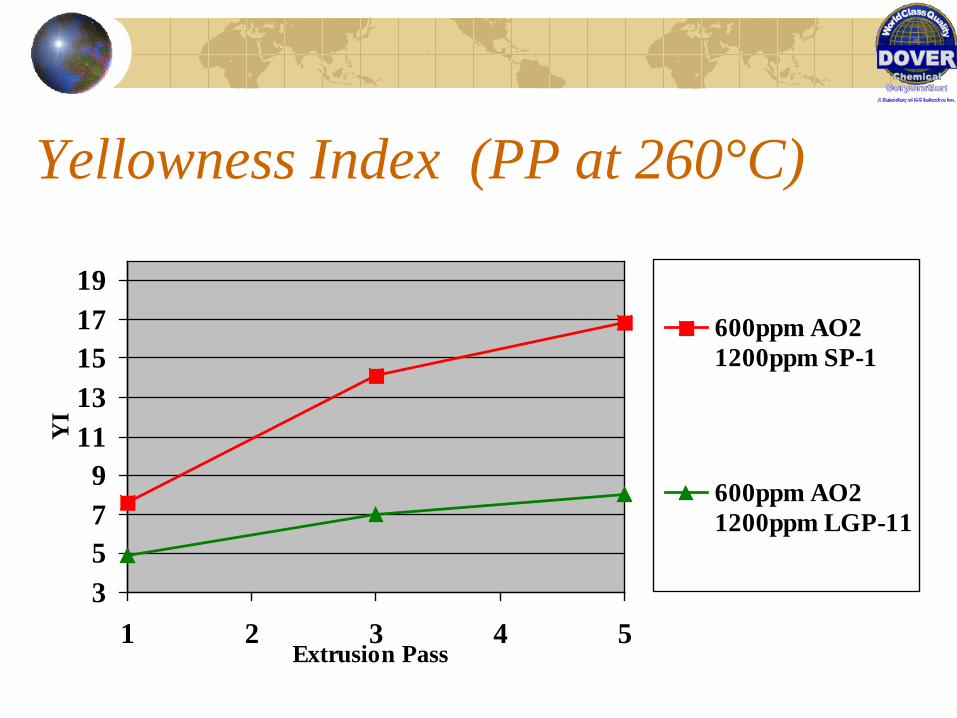
Yellowness Index (PP at 260°C)
3579
1113151719
1 2 3 4 5Extrusion Pass
YI
600ppm AO21200ppm SP-1
600ppm AO21200ppm LGP-11
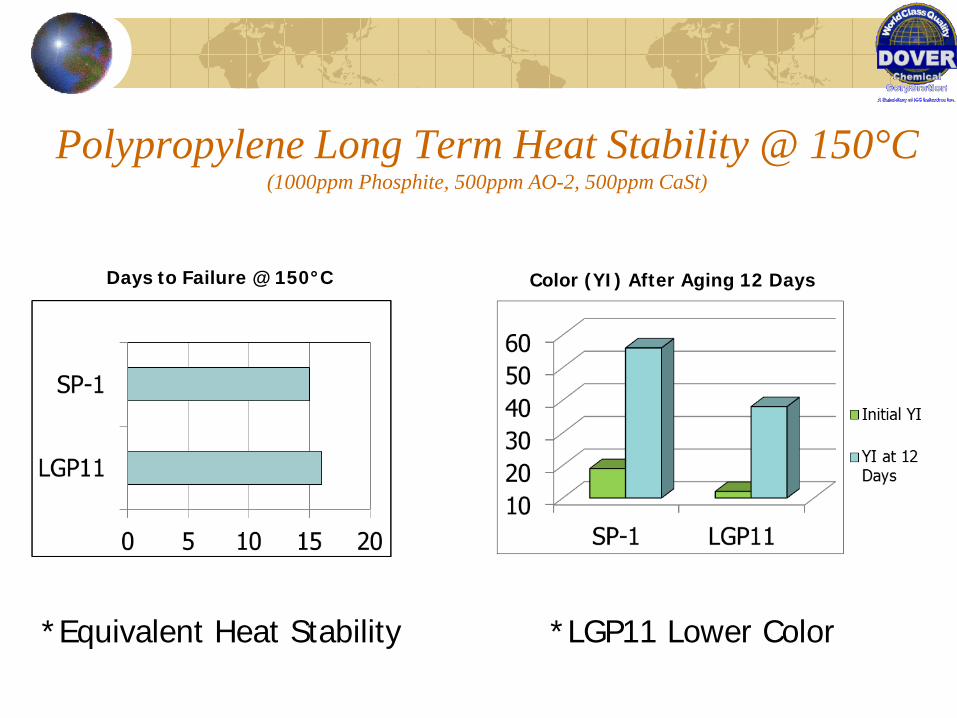
Polypropylene Long Term Heat Stability @ 150°C (1000ppm Phosphite, 500ppm AO-2, 500ppm CaSt)
Days to Failure @ 150°C Color (YI) After Aging 12 Days
*Equivalent Heat Stability *LGP11 Lower Color
Improvements in Polypropylene Gamma Irradiation Sterilization
Gamma irradiation can be used to sterilize PP containers for applications such as medical devices, bottles, syringes, etc. Intense gamma irradiation can negatively effect the properties, color and stability of the polymer. During the irradiation process:
Phosphites can be decomposed to release alkylphenols. Alkylphenols can potentially undergo both dealkylation and also dehydroxylation during gamma irradiation to form volatile aromatics compounds.
This does not occur with LGP11 since it does not contain alkylphenols. Removing the alkylphenols also removes the color bodies formed due to degradation of the alkylphenols.
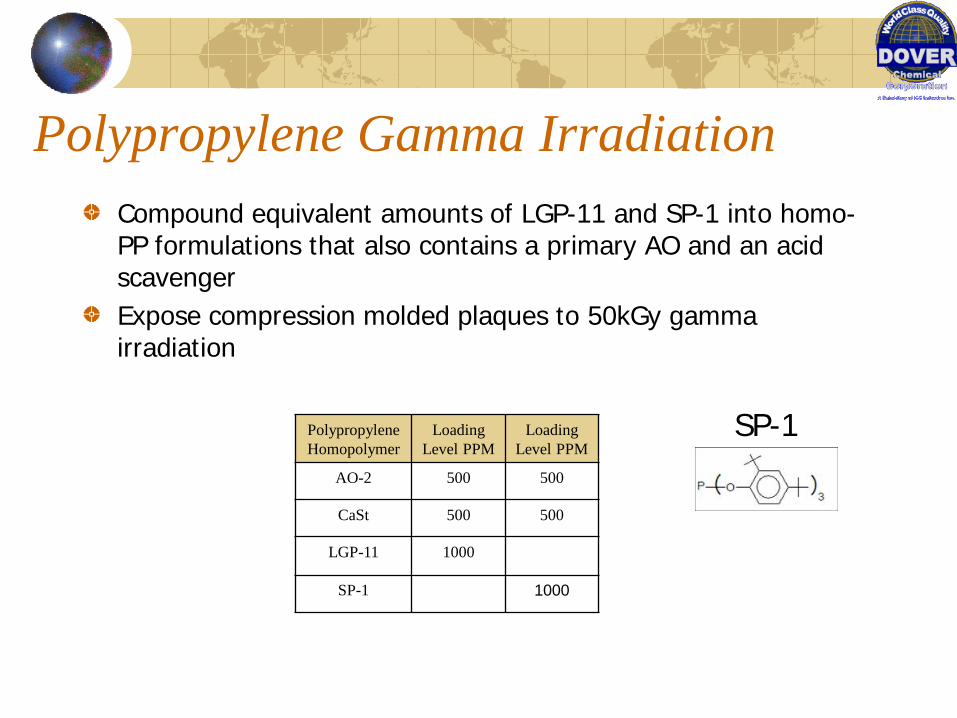
Polypropylene Gamma Irradiation Compound equivalent amounts of LGP-11 and SP-1 into homo-PP formulations that also contains a primary AO and an acid scavenger Expose compression molded plaques to 50kGy gamma irradiation
Polypropylene Homopolymer
Loading Level PPM
Loading Level PPM
AO-2 500 500
CaSt 500 500
LGP-11 1000
SP-1 1000
SP-1
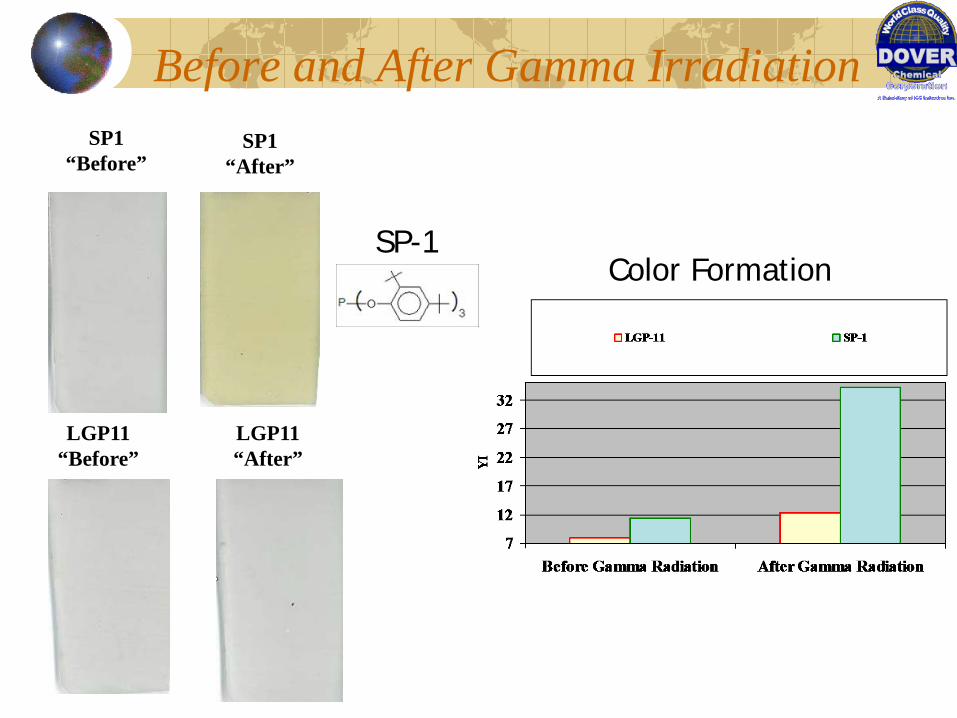
Before and After Gamma Irradiation SP1
“Before” SP1
“After”
LGP11 “Before”
LGP11 “After”
SP-1 Color Formation
Degradation and Exposure Phosphite degradation occurs during the irradiation process, liberating alkylphenols and other byproducts. This degradation causes a significant increase in color. LGP11 does not contain alkylphenols and thus limits color formation. LGP11 is also high molecular weight, and therefore reduces the amount of migration of the phosphite or lower molecular weight degradation products.
Consumer Exposure Media is increasingly placing the spotlight on “chemicals” that consumers are indirectly exposed to. Much of the emphasis has been on alkylphenols:
Food and beverage containers Packaging such as food films and can coatings Water pipes Detergents, cosmetics, diapers…
Analytical techniques have become sensitive enough to measure concentrations below parts-per-billion
Ideal Approach… Design a stabilizer that is not based on alkylphenols, but rather from biodegradable, non-toxic materials Increase the molecular weight to reduce or eliminate migration and thus consumer exposure It is generally assumed that migration from polymers is controlled by Fickian diffusion, which is related to the molecular weight of the additive.
MW LGP-11 is >> than TNPP or SP-1
Fickian Diffusion At a given time/temperature/concentration, migration is related to the diffusion coefficient, which is dependent upon Molecular Weight Mt = 2Cpo(Dpt/π)1/2 *
Mt = Migration at time t Cpo = Concentration in the polymer Dp = Polymer diffusion coefficient
Dp = 104 exp(Ap–aMw– bT-1) ** Diffusion coefficient of additive/migrant Mw is the molecular weight of the additive, T is temperature (K) a and b are constants (0.01 and 10450 respectively) Ap depends on the polymer and temperature
* Crank, J., “The Mathematics of Diffusion”, 2nd ed., Oxford University Press, London, 175 ** A.Baner, J.Brandisch, R.Franz, O.G. Piringer, Food Additives and Contaminants, 1996, 13(5), 587-601
Molecular Weight
FDA-Type Migration Study of Additives Into Food
Selected additives were compounded into LLDPE using a Brabender torque rheometer at a concentration of 1000ppm. Formulations were then compression molded into plaques. Plaques were exposed to 95% ethanol at 70°C for 2 hours. 95% ethanol is considered a fatty food simulant. Solutions were then analyzed for additive content. Additive migration was measured as µg of additive that migrated per inch squared surface.
µg (additive) in2 surface
Assume 10g food/in2
(µg (additive)/10) grams food
Ppm in Food
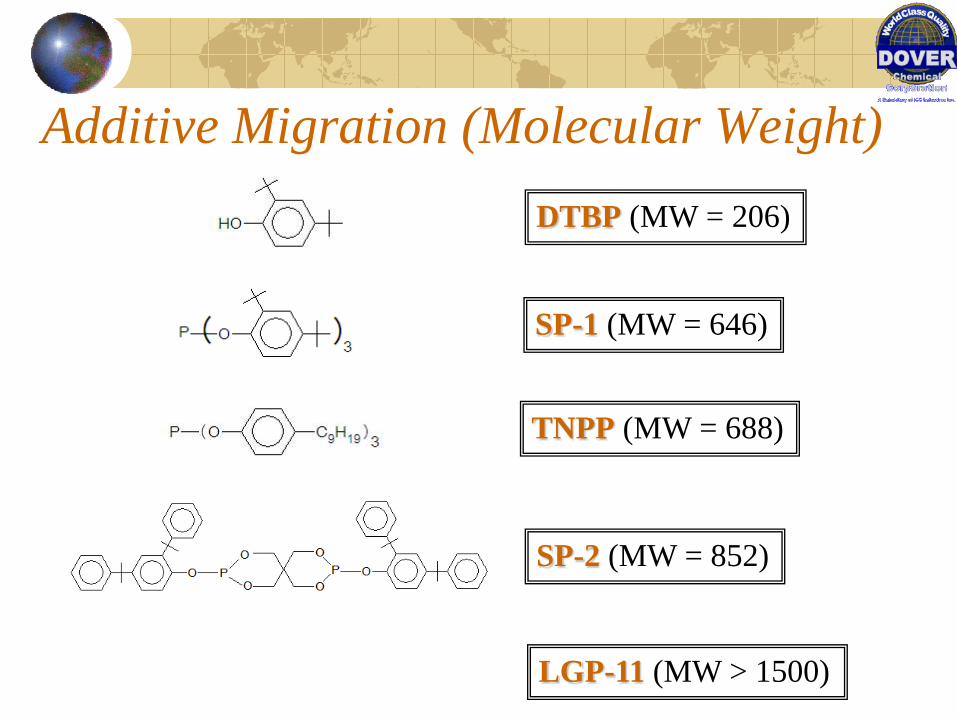
SP-1 (MW = 646)
TNPP (MW = 688)
SP-2 (MW = 852)
LGP-11 (MW > 1500)
DTBP (MW = 206)
Additive Migration (Molecular Weight)
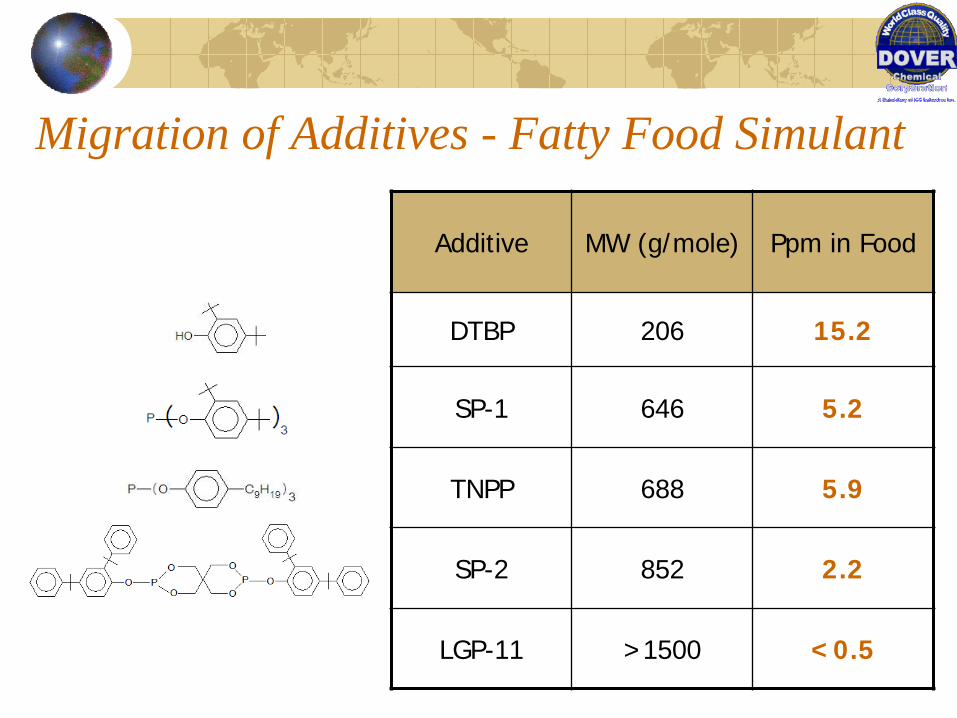
Migration of Additives - Fatty Food Simulant
Additive MW (g/mole) Ppm in Food
DTBP 206 15.2
SP-1 646 5.2
TNPP 688 5.9
SP-2 852 2.2
LGP-11 >1500 <0.5
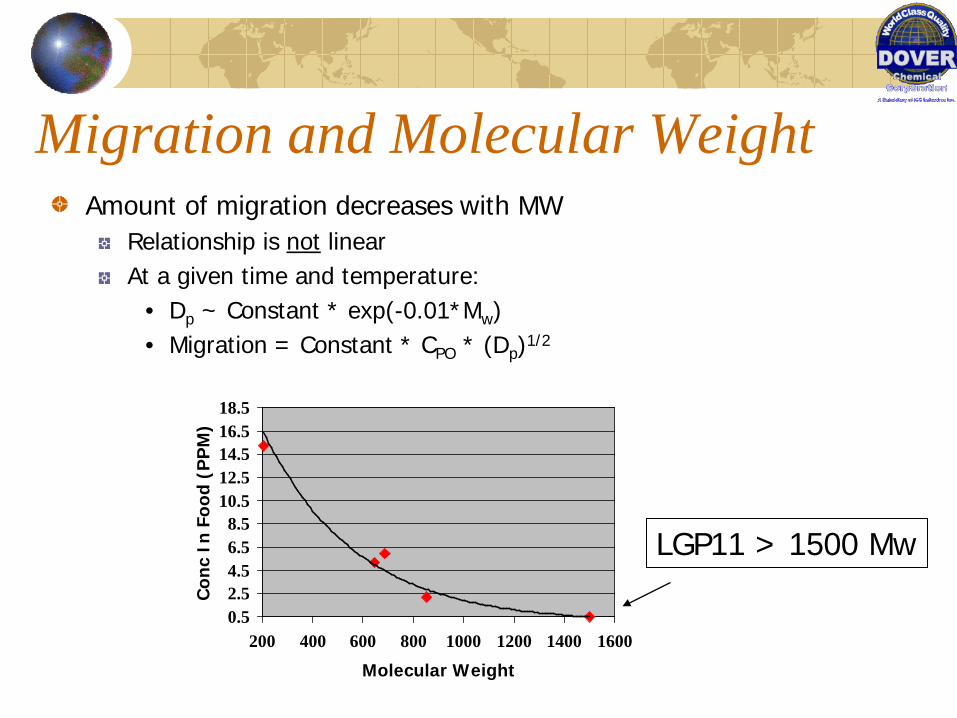
Migration and Molecular Weight Amount of migration decreases with MW
Relationship is not linear At a given time and temperature:
• Dp ~ Constant * exp(-0.01*Mw) • Migration = Constant * CPO * (Dp)1/2
0.52.54.56.58.5
10.512.514.516.518.5
200 400 600 800 1000 1200 1400 1600
Molecular Weight
Con
c In
Foo
d (P
PM
)
LGP11 > 1500 Mw
Conclusions Removing alkylphenols from a phosphite can improve certain performance properties, so long as the thermal and hydrolytic stability of the phosphite stabilizer is not effected. LGP11 offers the added benefit of high molecular weight, and is based on non-toxic and biodegradable raw materials. These attributes allow:
Improved color control during melt processing and long term heat aging Improved compatibility and reduced bloom and plate-out Improved polymer stability and lower color formation during gamma irradiation and reduced exposure of degradation products Reduced migration from the polymer, a more “permanent” phosphite
Thank You!
Questions?