Embed Size (px)
Citation preview
1433/06/14
1
In the Name of God
Presenter: Maryam Shahmansouri
Suprvisor: Dr.Reza Gheshlaghi
Selection, Scale up
and Operation of
Bioreactors
(Chapter 10 Shuler)

1433/06/14
2
Outline
types of Bioreactors
problems in large reactors
Scale-up
Scale-down
Sterilization
3
Classification types of Bioreactors
Operation modes:
- batch: stirred tank.
- continuous:chemostat, fluidized-bed.
- modified types of the above modes:fed-batch, chemostat with recycle,
multi-stage continuous reactors.
Oxygen supply:
- aerobic: airlift.
- anaerobic
Application of energy:
-Mechanical (mixers)
-Pneumatic
-Hydraulic
Control of cell growth
- Chemostat
- Turbidostat
4
1433/06/14
3
Basic Reactor types
• Stirred-tank reactor
Reactors with internal mechanical agitation.
• Bubble columns
reactors that rely on gas sparging for agitation.
• Loop reactors
reactors that mixing and liquid circulation are induced by the motion of
an injected gas, by a mechanical pump, or by a combination of the two.
(Airlift, propeller loop, jet loop reactor)
Three-phase reactors are difficult to design
5
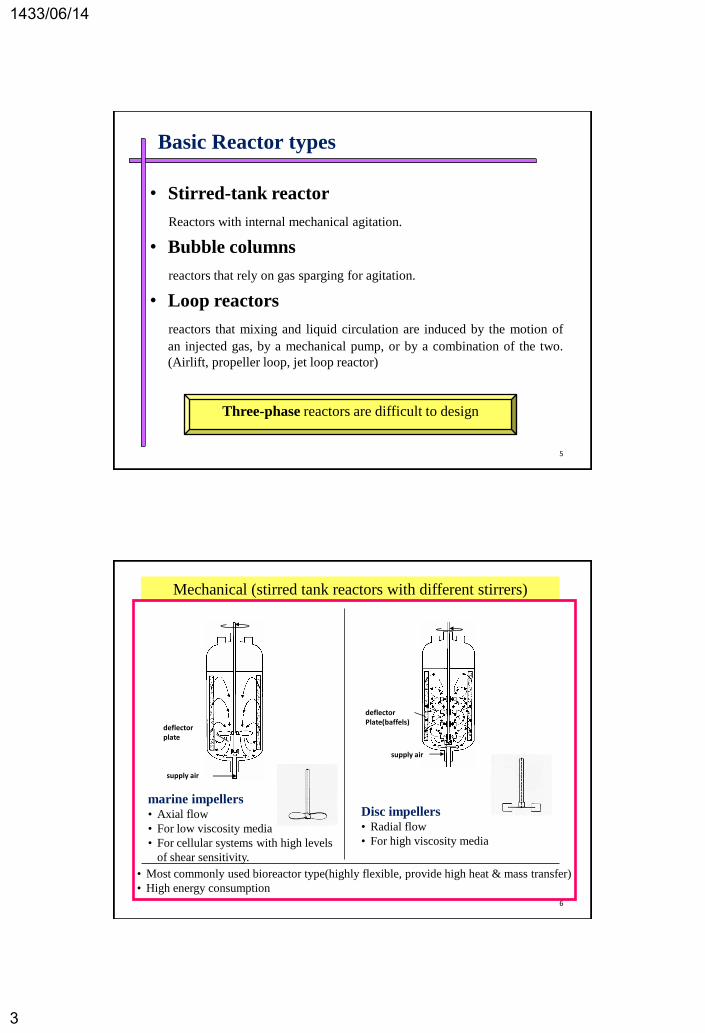
Mechanical (stirred tank reactors with different stirrers)
marine impellers• Axial flow
• For low viscosity media
• For cellular systems with high levels
of shear sensitivity.
Disc impellers• Radial flow
• For high viscosity media
• Most commonly used bioreactor type(highly flexible, provide high heat & mass transfer)
• High energy consumption
supply air
supply air
deflectorplate
deflectorPlate(baffels)
6
1433/06/14
4
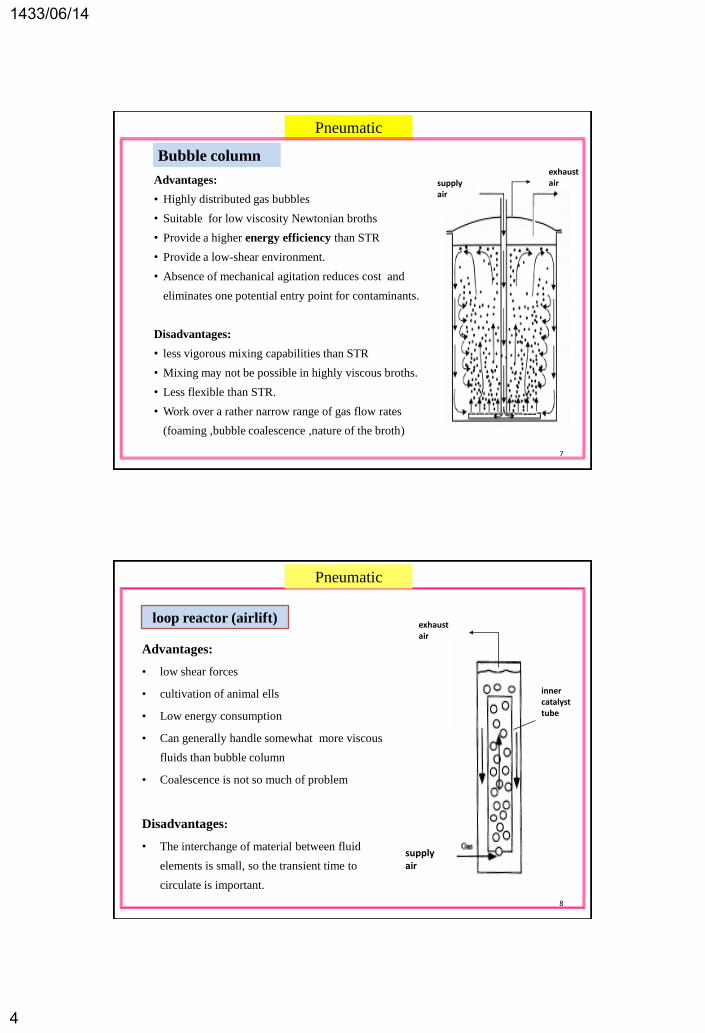
Pneumatic
supplyair
exhaustair
Bubble column
Advantages:
• Highly distributed gas bubbles
• Suitable for low viscosity Newtonian broths
• Provide a higher energy efficiency than STR
• Provide a low-shear environment.
• Absence of mechanical agitation reduces cost and
eliminates one potential entry point for contaminants.
Disadvantages:
• less vigorous mixing capabilities than STR
• Mixing may not be possible in highly viscous broths.
• Less flexible than STR.
• Work over a rather narrow range of gas flow rates
(foaming ,bubble coalescence ,nature of the broth)
7
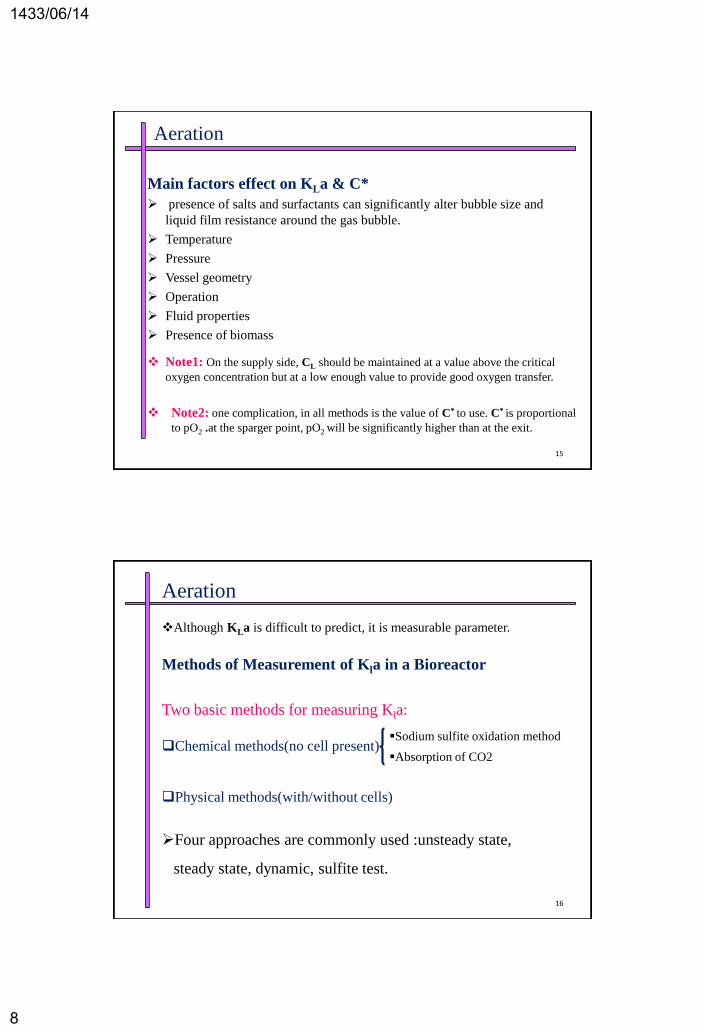
Advantages:
• low shear forces
• cultivation of animal ells
• Low energy consumption
• Can generally handle somewhat more viscous
fluids than bubble column
• Coalescence is not so much of problem
Disadvantages:
• The interchange of material between fluid
elements is small, so the transient time to
circulate is important.
exhaustair
supplyair
inner catalyst tube
loop reactor (airlift)
Pneumatic
8

1433/06/14
5
Main problems in large reactors
• The abilities of the design to provide an adequate supply of
oxygen.
• Remove metabolic heat efficiently.
• Foaming
• sterility
9
Aeration(oxygen supply)
• For industrial-scale fermenters, oxygen supply and heat removal
are the key design limitations.
• Oxygen transfer from gas bubbles to cells is usually limited by
oxygen transfer through the liquid film surrounding the gas bubbles.
10

1433/06/14
6
The rate of oxygen transfer from the gas to liquid phase is given by:
KL: Oxygen transfer coefficient(cm/h)
a : gas-liquid interfacial area(Cm3/Cm2)
KLa : volumetric oxygen transfer coefficient(h-1)
C* :saturated DO concentration(mg/l)
CL : actual DO concentration(mg/l)
NO2: rate of oxygen transfer(mg/l.h)
OTR : oxygen transfer rate
Aeration
gas bubble
O2
cells
transmission of oxygen
11
Aeration
The rate of oxygen uptake is denoted as OUR(oxygen uptake rate)
: yield coefficient on oxygen (g dw cells/gO2)
:cell concentration (g dw cells/l)
When oxygen transfer is rate-limiting step, the rate of oxygen Consumption is equal
to the rate of oxygen transfer. If the maintenance Requirement of O2 is negligible
compared to growth, then
: specific rate of oxygen consumption (mg O2 /g dw cells.h)
12

1433/06/14
7
The value of OUR:
In large-scale systems are 40 to 200 (mmol/l.h)
In most systems in the range of 40 to 60 (mmol/l.h)
Aeration
Demand side Supply side
13
Aeration
A wide range of equations has been suggested for the estimation of Kla.
K:empirical constant
:Power requirement in an aerated bioreactor
:bioreactor volume
:superficial gas exit speed
N : rotational speed of agitator
K:constant based on reactor geometry
: power required in ungased fermenter
: impeller diameter
Q: aeration rate(volume of gas supplied per minute
divided by the liquid volume in the reactor)
14
1433/06/14
8
Main factors effect on KLa & C*
presence of salts and surfactants can significantly alter bubble size and
liquid film resistance around the gas bubble.
Temperature
Pressure
Vessel geometry
Operation
Fluid properties
Presence of biomass
Note1: On the supply side, CL should be maintained at a value above the critical
oxygen concentration but at a low enough value to provide good oxygen transfer.
Note2: one complication, in all methods is the value of C* to use. C* is proportional
to pO2 .at the sparger point, pO2 will be significantly higher than at the exit.
Aeration
15
Aeration
Although KLa is difficult to predict, it is measurable parameter.
Methods of Measurement of Kla in a Bioreactor
Two basic methods for measuring Kla:
Chemical methods(no cell present)
Physical methods(with/without cells)
Four approaches are commonly used :unsteady state,
steady state, dynamic, sulfite test.
Sodium sulfite oxidation method
Absorption of CO2
16
1433/06/14
9
Aeration
Methods of Kla Measurement:
Steady-state method (best way)
a) Whole reactor is used as a respirometer.
b) uses a gaseous oxygen analyzer to measure the oxygen concentration
both in the inlet and the outlet gas stream of the bioreactor
c) uses a probe for measuring the dissolved oxygen concentration
in the liquid
An oxygen mass balance under steady-state conditions yields:
17
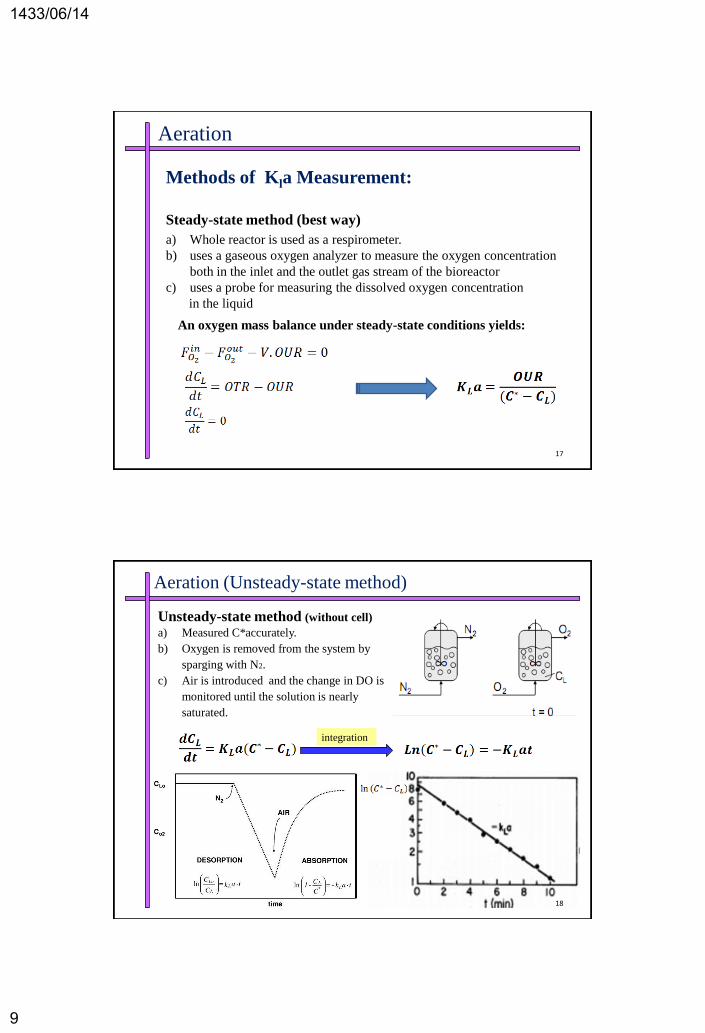
Aeration (Unsteady-state method)
Unsteady-state method (without cell)
a) Measured C*accurately.
b) Oxygen is removed from the system by
sparging with N2.
c) Air is introduced and the change in DO is
monitored until the solution is nearly
saturated.
integration
18

1433/06/14
10
Aeration
Sulfite method
a) In the presence of Cu2+ The sulfur in sulfite (SO32- ) is oxidized to sulfate (SO4
2- )
in a zero order reaction.
b) This reaction is very rapid and consequently CL approaches zero.
c) Rate of sulfate formation is monitored and is proportional to the rate of oxygen
consumption (1/2 mol of O2 is consumed to product 1 mol of SO42- .
desadvantages:
the sulfite method probably overestimates Kla.
physicochemical properties are very different from those of fermentation broths.
19
Dynamic method
a) this method shares similarities with the steady-state method in that it uses a
fermenter with active cells.
b) It is simpler in that is requires only a dissolved oxygen(DO).
c) It is requires that the air supply be shut off for a short period (eq<5 min)and then
turned back on.
The governing equation for DO levels is:
There is no gas bubble when the gas is off
The lowest value of CL must be above the critical oxygen concentration.
Advantage
Aeration
KLa can be estimated under actual fermentation conditions.
If qO2 is known, the value of OUR can be used to estimate X.
20

1433/06/14
11
The slope of the descending curve will give the OUR or .
When air sparsing is resumed, the ascending curve can be used to calculate KLa.
A plot of versus result in a line with a slope of KLa
Aerator off
Aerator on
TIME (MIN)
DO
2 C
ON
C. C
L (
mM
O2/L
)
AIR-OFF
AIR-ONCL,CRIT
3 - 5
CL STEADY-STATE
21
Heat removal
In aerobic fermentation ,since oxygen is the final electron acceptor,the rate of metabolic heat evolution can roughly be correlated to therate of oxygen uptake.
The total amount of cooling surface (either jacket or coil) requiredcan be calculated by:
given the temperature of the cooling water
the maximum flow rates allowable
the desired temperature differential between the exiting coolant and thereactor
and the overall heat transfer coefficient.
22

1433/06/14
12
Scale-up
What is Scale-up?
• Study of problems associated with the transfer of
experimental data from laboratory and pilot-plant equipment
to large scale industrial equipment.
• No actual data or correlation exist for scale-up.
• Stages
– Bench Scale ( 2 – 20 L)
– Pilot Scale (100 – 500 L)
– Plant Scale (500 – 20,000 L)
23
• scale-up the box below
• The same type of bioreactors of different size may be:
Geometrically similar
Geometrically non-similar
The scale-related volume and surface area are fundamental physical
parameters that can not be maintained at a constant state.
As a result of scaling up, whether geometrically similar or not, the scale
related surface area per unit volume will be decrease.
Scale-up
3
3 6
6
To make a box twice as big, just
multiply the dimensions by 2 and
you have the scaled dimensions.
24
1433/06/14
13
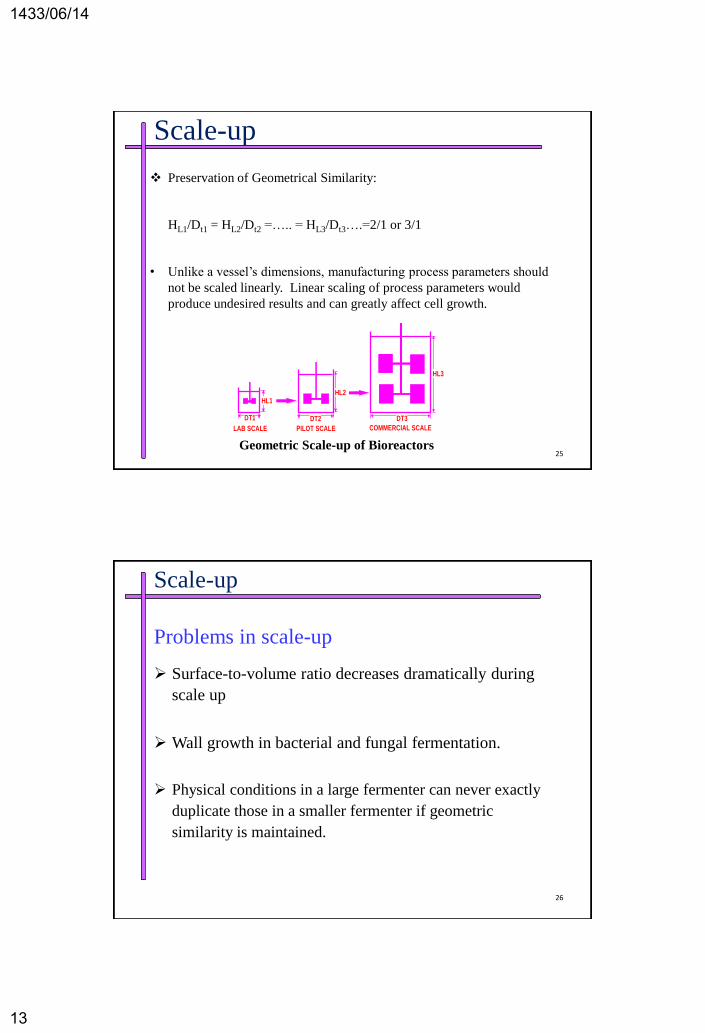
Geometric Scale-up of Bioreactors
Preservation of Geometrical Similarity:
HL1/Dt1 = HL2/Dt2 =….. = HL3/Dt3….=2/1 or 3/1
• Unlike a vessel’s dimensions, manufacturing process parameters should
not be scaled linearly. Linear scaling of process parameters would
produce undesired results and can greatly affect cell growth.
DT2 DT3
HL3
HL2HL1
DT1
LAB SCALE PILOT SCALE COMMERCIAL SCALE
Scale-up
25
Problems in scale-up
Surface-to-volume ratio decreases dramatically during
scale up
Wall growth in bacterial and fungal fermentation.
Physical conditions in a large fermenter can never exactly
duplicate those in a smaller fermenter if geometric
similarity is maintained.
Scale-up
26

1433/06/14
14
• Scale up rules can be used to establish which
parameters will be varied and how?
• Rules
o Constant power input(P0/V)
implies constant OTR
o Constant impeller rotation number(N)
give constant mixing time.
o Constant impeller tip speed(NDi)
give constant shear.
o Constant Reynolds number( )
implies geometrically similar flow pattern.
Scale-up
27
Scale-up
Important depended variables used in scale-up.
1. Energy input
2. Energy input/volume P/V N3 Di2
3. Pump rate of impeller Q N Di3
4. Pump rate of impeller/volume Q/V N
5. Impeller Tip Velocity Vt = (2R)(N) = (Di)(N)
6. Reynolds Number NRe = NDi2/.
Scale-up criterion in general are a function of independent variables N, Di.
P N3Di5
28
1433/06/14
15
the choice of scale-up criterion depends
On two considerations:
a) Nature of the fermentation and morphology of the
microorganism.
b) During scale-up, what is the objective parameter of
fermentation we wish to optimize (maximize).
Scale-up
29
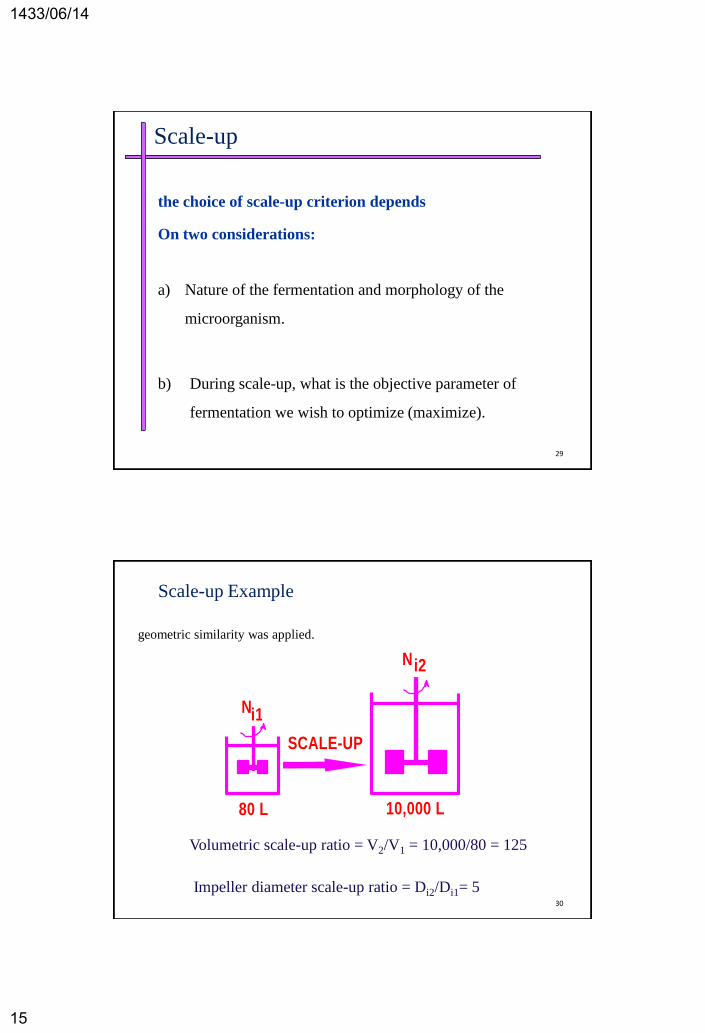
Volumetric scale-up ratio = V2/V1 = 10,000/80 = 125
Impeller diameter scale-up ratio = Di2/Di1= 5
SCALE-UP
80 L 10,000 L
i1N
Ni2
Scale-up Example
geometric similarity was applied.
30

1433/06/14
16
Independence of scale up parameters
Constant,
Re
0.2
0.0016
0.04
5.0
5.0
0.04
0.2
1.0
31
• Traditional scale up is highly empirical and make sense
only if there is no change in the controlling regime during
scale up.
• In empirical scale up operating parameters for the large
scale are often determined experimentally (i.e. trial and
error).
• Example: if constant DO is desirable, then the setpoint value for DO
is maintained at the large scale, and other parameters (agitation speed,
aeration rate,...) are varied to ensure the setpoint is achieved.
Scale-up
32
1433/06/14
17
What is Scale-down?• The basic concept is to provide at a smaller scale an
experimental system that duplicates exactly the same
heterogeneity in environment that exists at the large scale.
Advantages:• In many case scale-up will require using existing
production facilities, but scale-down dose not.
• At the smaller scale many parameters can be tested more
quickly and inexpensively than at the production scale.
• A small-scale system can be used to evaluate proposed
process changes for an existing operating process.
Scale-down
33
• Sterility: means the absence of any detectable viable organism. Sterility is
an absolute concept ;a system is never partially or almost sterile.
• Pure culture: means that only the desired organism is detectably present.
• Disinfection: means reduce the number of viable organisms, often specific
type of organisms, to a low, but none zero value.
• Death: means the failure of the cell, spores, or virus to reproduce or
germinate when placed in a favorable environment.
Sterilization
34
1433/06/14
18
Sterilization
Reasons for sterilization
1. Economic penalty for contamination is high.
2. Many fermentation must be absolutely devoid of foreign
organisms.
3. Recombinant DNA fermentations-exit streams must be
sterilized.
35
36
1433/06/14
19
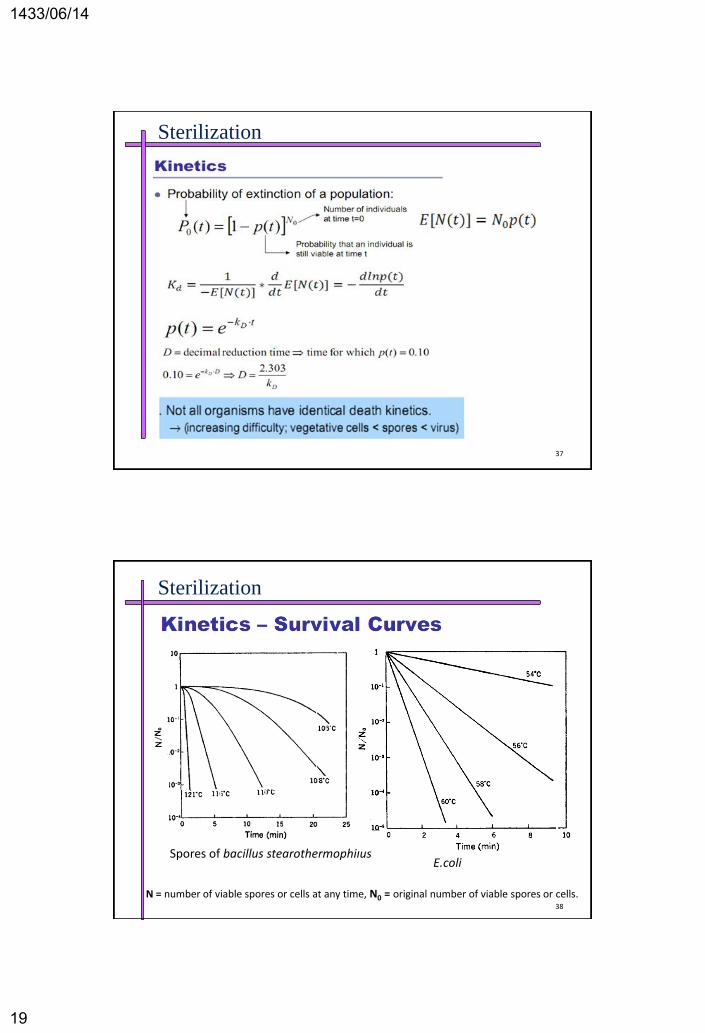
Sterilization
37
Sterilization
E.coliSpores of bacillus stearothermophilus
N = number of viable spores or cells at any time, N0 = original number of viable spores or cells. 38

1433/06/14
20
Sterilization
39
Dependence of the specific death rate on temperature is given
by Arrhnius equation:
Sterilization
R:gas constant
T:absolute temperature
E0d :activation energy for the death of the organism(50-150 kcal/g-mol)
Spores of bacillus stearothermophilus E0d =70( kcal/g-mol)
E.coli E0d =127( kcal/g-mol)
Vitamins and growth factors in many media E0d =2-20( kcal/g-mol)
Most thermal sterilizations take place at 121° c .the values for kd in
such situations are very high for vegetative cells(often> 1010 min-1 ).
For spores the values of kd typically range from 0.5-5.0 min-1
40
1433/06/14
21
The main factors in any sterilization protocol are:
Temperature and pH of environment
Time of exposure
Initial number of organisms that must be killed
Nature of microbes in the population
Presence of solvents, organic matter, or inhibitors
Sterilization
41
Sterilization
Problems of sterilization increase with scale up
Example: Consider the probability of an unsuccessful sterilization in a1L
and 1000L reactor, where each contains the same identical solution , if
kdt=15 and n0( concentration of particles)= 104 spores/l then:
42
1433/06/14
22
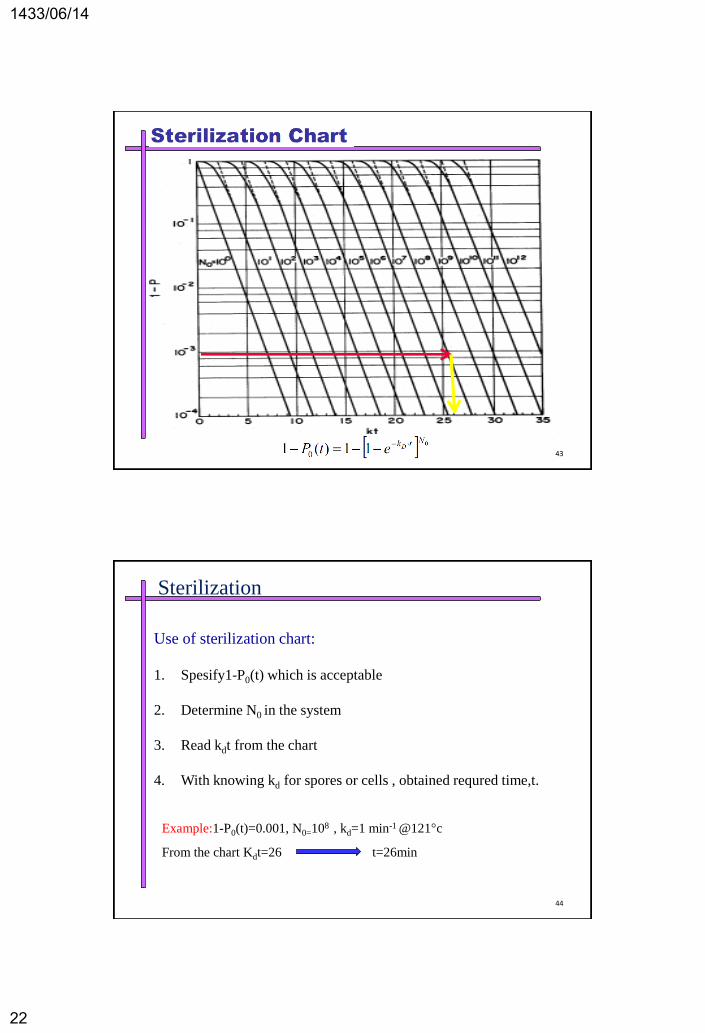
Sterilization
43
Sterilization
Example:1-P0(t)=0.001, N0=108 , kd=1 min-1 @121°c
From the chart Kdt=26 t=26min
Use of sterilization chart:
1. Spesify1-P0(t) which is acceptable
2. Determine N0 in the system
3. Read kdt from the chart
4. With knowing kd for spores or cells , obtained requred time,t.
44
1433/06/14
23
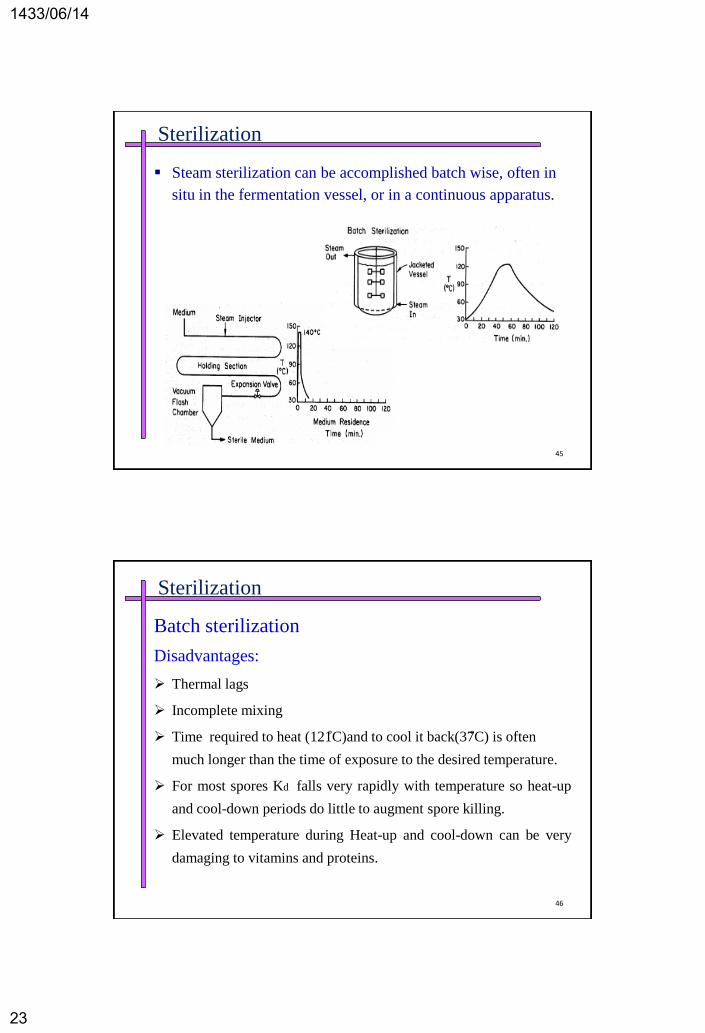
Steam sterilization can be accomplished batch wise, often in
situ in the fermentation vessel, or in a continuous apparatus.
Sterilization
45
Batch sterilization
Disadvantages:
Thermal lags
Incomplete mixing
Time required to heat (121̊C)and to cool it back(37 ̊C) is often
much longer than the time of exposure to the desired temperature.
For most spores Kd falls very rapidly with temperature so heat-up
and cool-down periods do little to augment spore killing.
Elevated temperature during Heat-up and cool-down can be very
damaging to vitamins and proteins.
Sterilization
46
1433/06/14
24
Continuous sterilization
Advantages:
Particularly a high-temperature, short exposure time, can achieve
complete sterilization.
Both the heat-up and cool-down period are very rapid
Easier to control and reduce downtime in the fermenters.
Disadvantages:
Dilution of medium with steam injection
Foaming
Sterilization
47
Sterilization
48
1433/06/14
25
49