Embed Size (px)
Citation preview

INDEPENDENT THIRD-PARTY WELDING INSPECTION: A CANADIAN AND GLOBAL PERSPECTIVE
Robert E. Shaw, Jr., PE
Steel Structures Technology Center, Inc.
5277 Leelanau Ct.
Howell, MI 48843-5437 USA
(734) 878-9560
Abstract Canadian codes and standards mention, but rarely require, independent, third-party welding
inspection. Such decisions are most often left to owners and engineers. Mandates are in place
that the welding organization perform inspections, but public safety is often left in the hands of
the welding organization, without independent verification of quality and compliance.
Requirements and practices for independent third-party welding inspection as applied in
Canada, the USA, Europe, Australia, New Zealand, and Japan are summarized and compared.
The approaches for welding inspection range from a heavy emphasis on the welding
organization with little else, to mandatory third-party inspections with some exceptions, to
reliance upon engineer’s reviews rather than inspection, to inspection by the controlling
contractor or construction manager.
Global trade, in both directions, brings a need for a more uniform and more informed system.
Canadian requirements are reviewed and compared to regulations and practices used around
the globe, with options explored for possible solutions.
Introduction
Should there be a requirement for third-party inspection of welding organizations, or is reliance
on production control and inspection by the organization sufficient? If required, should these
third-party inspections be waived for certified organizations? What method(s) should be
implemented to determine when third-party inspections are or are not required, or to establish
the proper amount of such inspections for a particular project or application? Should there be a
difference in approach between welding organizations doing work in the shop v those doing
work in the field?
Should certification be required for all welding inspectors, including those of welding
organizations? Is monitoring or a review of the work by an engineer enough? Should general
contractors, construction managers or welding organizations be permitted to select and pay for
third-party welding inspection organization?
Canadian Practices
The National Building Code of Canada 2015 provides no direct requirements for third-party
inspection. For steel construction, Volume 1, Division B, Acceptable Solutions, subclause
4.3.4.1 Design Basis for Structural Steel requires that “Buildings and their structural members
made of structural steel shall conform to CSA S16, Design of Steel Structures.” Likewise,
4.3.4.3 Steel Building Systems requires that“Steel building systems shall be manufactured by
companies certified in accordance with the requirements of CAN/CSA-A660.”
CSA S16-14 Design of Steel Structures incorporates numerous reference standards, including
W47.1-09 (R2014) Certification of companies for fusion welding of steel, A660-10 (R2014)
Certification of manufacturers of steel building systems, W59-13 Welded steel construction
(metal arc welding), W178.1-14 Certification of welding inspection organizations, and W178.2-
14 Certification of welding inspectors.”
CSA S16 defines an Inspector as “a qualified person who acts for and on behalf of the owner or
designer on all inspection and quality matters within the scope of the contract documents.” This
makes it clear the term Inspector as used by the standard does not apply to the welding
organization’s own inspection staff. Clause 30 on Inspection, subclause 30.1 states “Material
and quality of work shall at all times be subject to inspection by qualified inspectors who
represent and are responsible to the designer. The inspection shall cover shop work and field
erection work to ensure compliance with this Standard.” Note that the statement is “subject to
inspection, but such inspection is not required. Subclause 30.5 Third-party welding inspection
makes it more clear by stating “When third-party welding inspection (visual and/or NDE) is
specified by the owner, the welding inspection shall be performed by firms certified to CSA
W178.1, except that visual inspection may also be performed by persons certified to Level 2 or
3 of CSA W178.2.”
CSA S16 addresses fabricator and erector qualification in subclause 24.3 “Fabricators and
erectors responsible for welding structures fabricated or erected under this Standard shall be
certified by the Canadian Welding Bureau to the requirements of CSA W47.1 (Division 1 or
Division 2), CSA W55.3, or both, as applicable. Part of the work may be sublet to a Division 3
fabricator or erector; however, the Division 1 or Division 2 fabricator or erector shall retain
responsibility for the sublet work.”
CSA W47.1-09 (R2014) Certification of companies for fusion welding of steel contains a
compelling statement about the standard by containing the following statements in the preface:
— “Production of satisfactory welds and weldments is the responsibility of the certified
company.
— It is the responsibility of the purchaser to ensure, through adequate inspection, that the
required quality is attained.
— Although the Bureau makes periodic inspections of certified companies to ensure that they
continue to comply with the requirements of this Standard, these inspections do not
eliminate the need for a certified company’s quality control methods or a purchaser’s
comprehensive inspection program.”
CSA W47.1-09 (R2014) provides confidence in the company performing the welding through
several means, including requirements for a Welding Engineer, for Division 1 firms employed a
on a full-time basis, and for Division 2 firms at least retained on a part-time basis. Added
confidence is provided by requirements for a Welding supervisor who, among other functions, is
able to read drawings and properly interpret welding symbols, and is knowledgeable regarding
weld faults, quality control, and inspection methods pertaining to their work. Other requirements
address welding procedure specifications, welding procedure data sheets and welding
personnel. However, there are no requirements for specific qualification or certification for
welding inspectors within the standard.
The CISC Code of Standard Practice, 8th Edition, includes provisions that suggest CISC
Certification of Steel Structures or CISC Certification of Steel Bridges, further certification
beyond CSA W47.1, for “projects requiring a demonstrated level of quality control.”
CISC’s Steel Fabrication Quality Systems Guidelines (2008), used for such certifications,
specifically addresses inspection by requiring that the Fabricator define inspection points and
inspection record requirements, including “Verification that welding is carried out in accordance
with the company's welding standards. This includes visual examination of completed
weldments.”
In addition, specific provisions for inspection of steelwork include the following
— “Should the Client wish to have an independent inspection and non-destructive examination
of the steelwork, he shall reserve the right to do so in the Tender Documents.
— Inspectors are to be appointed prior to the start of fabrication, and the Client is to advise the
Fabricator of the arrangement made.
— The cost of this inspection and testing is the responsibility of the Client.
— Third-party inspectors shall be duly certified and have sufficient experience for the type of
inspection performed.
— The Fabricator and/or Erector is responsible for providing a conforming product through
internal inspection, quality control, quality assurance and any other means necessary.
— The Fabricator and/or Erector's personnel used for internal visual inspection, QC or QA shall
not be required to hold a visual certification to a National Standard, provided the company
has assessed their competency for the Work performed.”
CSA W59-13 Welded steel construction (metal arc welding) defines a Welding Inspection
Organization as “a group competent in welding inspection that is either completely independent
of the Contractor or does not report directly to supervision responsible for producing the work to
be inspected.” The Contractor (termed welding organization, fabricator or erector in other
standards) is responsible for visual inspection of all welds to be carried out by the Contractor’s
inspection personnel. To define inspection requirements, subclause 4.1.1.1.3 states that
“Inspection requirements shall be defined on the plans or in the specifications.”
CSA W59-13 does address the required qualification of the Contractor’s inspector as
— “an individual(s) deemed competent by the Contractor;
— a certified welding inspector certified in accordance with CSA W178.2 or in conformance
with the requirements of AWS QC1”
As to third-party welding inspection personnel, CSA W59-13 states that
— “When required by contract, visual welding inspection shall be performed by either an
individual welding inspector or a welding inspection organization.
— A Welding Inspector shall either be currently certified to CSA Standard W178.2 or AWS
QC1, or shall be suitably trained and experienced, to the satisfaction of the Engineer, to
ensure that adequate competency exists for the inspection tasks to be performed.
— Welding Inspection Organizations shall either be certified to CSA Standard W178.1, or shall
provide evidence to satisfy the Engineer that they are capable of performing welding
inspection.”
USA Practice
The predominant model building code adopted by most jurisdictions in the USA is the
International Building Code. Unlike the National Building Code of Canada, the IBC requires
third-party inspections of numerous structural and non-structural building elements in Chapter
17 Structural Tests and Special Inspection. Such special inspection follows a concept initiated
as a result of the collapse of numerous schools in the Long Beach Earthquake of 1933. It must
be noted that the provisions of the IBC are not adopted by all jurisdictions across the USA, a
few take specific exception to Chapter 17, and there is lax enforcement of Chapter 17 in certain
regions of the country.
The IBC 2015 defines Special Inspection as “Inspection of construction requiring the expertise
of an approved special inspector in order to ensure compliance with this code and the approved
construction documents.” A Special Inspector is defined as “A qualified person employed or
retained by an approved agency and approved by the building official as having the competence
necessary to inspect a particular type of construction requiring special inspection.”
The International Code Council (ICC), the body that writes the IBC, provides a certification for
Special Inspectors, including S1 - Structural Steel & Bolting, and S2 - Structural Welding.
The key statement invoking requirements for special inspection is found in 1704.2 Special
inspections and tests, which states:
“Where application is made to the building official for construction as specified in
Section 105, the owner or the owner’s authorized agent, other than the
contractor, shall employ one or more approved agencies to provide special
inspections and tests during construction on the types of work specified in
Section 1705 and identify the approved agencies to the building official. …
These special inspections and tests are in addition to the inspections by the
building official that are identified in Section 110.”
Through 2009, the IBC contained specific requirements for structural steel inspection, including
welding, bolting and connection details. In 2012, the IBC withdrew these provisions to simply
require that “Special inspection for structural steel shall be in accordance with the quality
assurance inspection requirements of AISC 360.”
In 2010, AISC 360, the Specification for Structural Steel Buildings, added a new Chapter N
entitled “Quality Control and Quality Assurance.” The elements of Chapter N, as of AISC 360-
16, include
N1. General Provisions
N2. Fabricator and Erector Quality Control Program
N3. Fabricator and Erector Documents
N4. Inspection and Nondestructive Testing Personnel
N5. Minimum Requirements for Inspection of Structural Steel Buildings
N6. Approved Fabricators and Erectors
N7. Nonconforming Materials and Workmanship
Quality Control (QC) by the fabricator and erector is required. However, Quality Assurance (QA)
(third-party inspection) is required only when required by the authority having jurisdiction (AHJ),
applicable building code (ABC), purchaser, owner or engineer of record (EOR). In most cases,
the local adoption of the IBC is the ABC.
Section N5 “Minimum Requirements for Inspection of Structural Steel Buildings” provides three
tables detailing specific welding inspection tasks for both QC (fabricator and erector) and QA
(third-party), on either an Observe (O) basis (random) or Perform (P) basis (on each welded
joint or member). The tables are divided into tasks before welding, during welding, and after
welding. Similar tables with additional requirements appear in AISC 341-16 Seismic Provisions
for Structural Steel Buildings.
In AISC 360, and in AISC 341 by reference, Quality Assurance (QA) inspections, except
nondestructive testing (NDT), may be waived when the work is performed in a fabricating shop
or by an erector approved by the authority having jurisdiction (AHJ) to perform the work without
QA. The IBC contains similar provisions for approved fabricators, but does not have a similar
statement allowing waivers of special inspection for erectors. AISC provides certifications for
fabricators using AISC 201-06 AISC Certification Program for Structural Steel Fabricators,
Standard for Steel Building Structures, and for erectors using AISC 206-13 AISC Certification
Program for Structural Steel Erectors, Standard for Structural Steel Erectors.
A much smaller program when compared to AISC, the International Accreditation Service
accredits companies using AC 172 Fabricator Inspection Program for Structural Steel, AC 472
Inspection Programs for Manufacturers of Metal Building Systems, and AC 478 Inspection
Practices of Metal Building Assemblers.
AISC 360 and AISC 341 contain specific provisions for the qualification of welding inspectors,
citing AWS B5.1 Standard for Qualification of Welding Inspection Personnel, as well as AWS
D1.1/D1.1M provisions for inspectors certified to AWS QC1, CSA W178.2, and those without
such certifications but deemed competent by their employer.
Similar to CSA W59.1, AWS D1.1/D1.1M:2015 Structural Welding Code – Steel requires
Contractor’s Inspection, stating “This type of inspection and test shall be performed as
necessary prior to assembly, during assembly, during welding, and after welding to ensure that
materials and workmanship meet the requirements of the contract documents. Fabrication /
erection inspection and testing shall be the responsibility of the Contractor unless otherwise
provided in the contract documents.”
Third-part welding inspection is termed Verification Inspection, whereas “Verification inspection
and testing are the prerogatives of the Owner who may perform this function or, when provided
in the contract, waive independent verification, or stipulate that both inspection and verification
shall be performed by the Contractor.”
European Practice
For steel construction, EN 1090-2:2008+A1:2011 Execution of steel structures and aluminium
structures - Part 2: Technical requirements for steel structures is the governing document. A
“factory production control” system is required of the manufacturer, including “inspection and
testing of products sampled from production in accordance with a prescribed plan by the
manufacturer.” Similar to CSA 47.1, a welding coordinator is required who functions in
accordance with ISO 14731:2006 Welding coordination – Tasks and responsibilities, which
includes lists of welding inspection tasks before, during and after welding, similar to the tasks
found in both ISO 3834 and AISC 360.
EN 1090-2:2008+A1:2011 addresses inspection in general terms in clause 12.1, whereas
— “Inspection, testing and corrections shall be undertaken on the works against the
specification and within the quality requirements set out in this European Standard.
— All inspection and testing shall be undertaken to a predetermined plan with documented
procedures. Specific inspection testing and associated corrections shall be documented.”
In clause 12.4.1, it is required that “Inspection before and during welding shall be included in the
inspection plan according to the requirements given in the relevant part of EN ISO 3834.”
Inspection after welding is addressed in 12.4.2.
ISO 3834 Quality requirements for fusion welding of metallic materials (2005) comes in several
parts, including
— Part 1: Criteria for the selection of the appropriate level of quality requirements
— Part 2: Comprehensive quality requirements
— Part 3: Standard quality requirements
— Part 4: Elementary quality requirements
European standards place a heavy emphasis on the manufacturer for quality and inspection,
including recent requirements for certifications and the use of the CE mark on construction
products. Requirements for third-party inspection are not present in European welding and
construction standards, relying on producers, however third-party inspection in project
requirements is common in some, but not all, of the European Union.
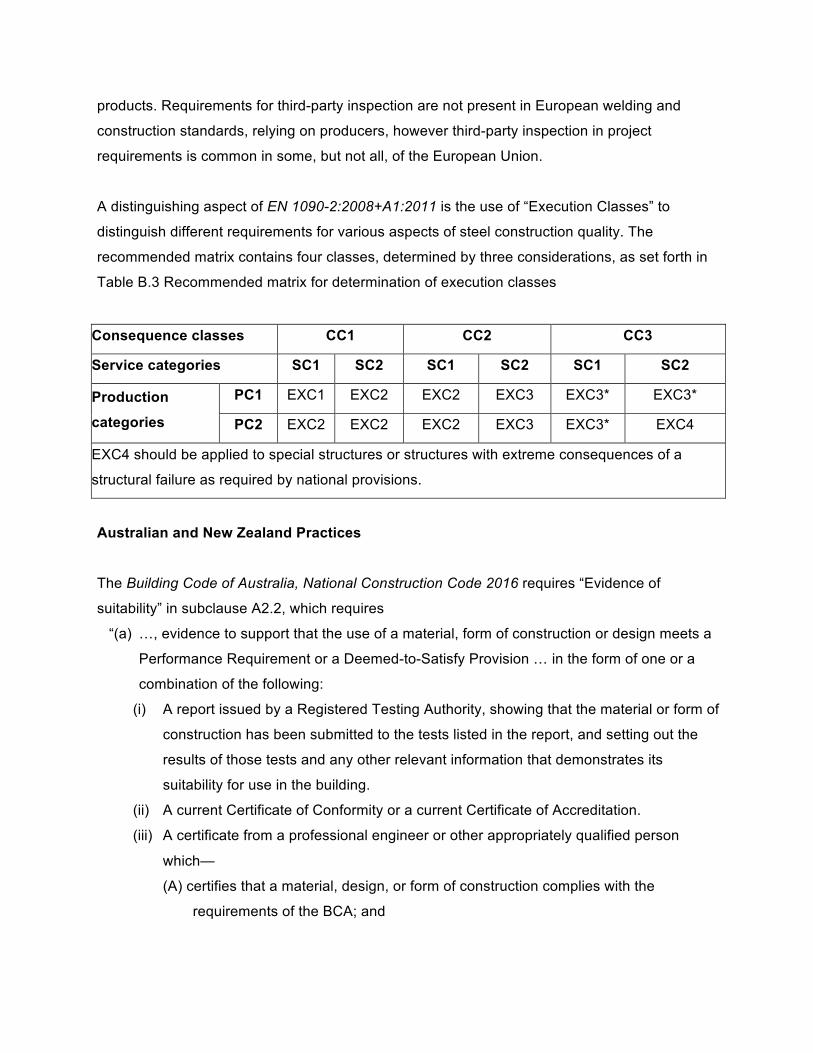
A distinguishing aspect of EN 1090-2:2008+A1:2011 is the use of “Execution Classes” to
distinguish different requirements for various aspects of steel construction quality. The
recommended matrix contains four classes, determined by three considerations, as set forth in
Table B.3 Recommended matrix for determination of execution classes
Consequence classes CC1 CC2 CC3
Service categories SC1 SC2 SC1 SC2 SC1 SC2
Production categories
PC1 EXC1 EXC2 EXC2 EXC3 EXC3* EXC3*
PC2 EXC2 EXC2 EXC2 EXC3 EXC3* EXC4
EXC4 should be applied to special structures or structures with extreme consequences of a
structural failure as required by national provisions.
Australian and New Zealand Practices
The Building Code of Australia, National Construction Code 2016 requires “Evidence of
suitability” in subclause A2.2, which requires
“(a) …, evidence to support that the use of a material, form of construction or design meets a
Performance Requirement or a Deemed-to-Satisfy Provision … in the form of one or a
combination of the following:
(i) A report issued by a Registered Testing Authority, showing that the material or form of
construction has been submitted to the tests listed in the report, and setting out the
results of those tests and any other relevant information that demonstrates its
suitability for use in the building.
(ii) A current Certificate of Conformity or a current Certificate of Accreditation.
(iii) A certificate from a professional engineer or other appropriately qualified person
which—
(A) certifies that a material, design, or form of construction complies with the
requirements of the BCA; and
(B) sets out the basis on which it is given and the extent to which relevant
specifications, rules, codes of practice or other publications have been relied
upon.”
Last year, both Australia and New Zealand adopted AS/NZS 5131:2016 Structural steelwork –
fabrication and erection, a document based on the principles of EN 1090-2:2008+A1:2011, but
specifically modified to include AS/NZS materials and reference standards, and include several
of the changes adopted in a yet-to-be approved ISO/DIS 17607 Steel structures – Execution of
structural steelwork.
In addition to AS/NZS 5131, New Zealand uses NZS 3404.1:2009 Steel structures Standard,
Part 1: Materials, fabrication, and construction. In this standard, two distinct types of personnel
are described:
— Inspector: A person who, on the basis of experience or qualifications, is competent to carry
out specific inspection duties stipulated by the Design Engineer or the requirements of this
Standard or a referenced Standard
— Construction reviewer: The person responsible for review of construction
NZS 3404.1:2009 requires that “All stages of construction of a structure or the part of a structure
… shall be adequately reviewed by a person who, on the basis of experience or qualifications, is
competent to undertake the review.” Also, “the extent of review to be undertaken shall be
nominated by the Design Engineer, taking into account those materials and workmanship
factors which are likely to influence the ability of the finished construction to perform in the
predicted manner.”
Much explanation is provided in Commentary to address construction review, including:
— “The one to be chosen in a particular application will depend on:
— The criticality of the structural element concerned;
— The status of the contractor’s quality assurance (QA) system; and
— The particular requirements of the authority.
— Adequate review, in the context of this clause, means such construction monitoring, which,
in the opinion of the building consent authority, is necessary to provide acceptable reliability
that the construction has been carried out in accordance with the building consent. It also
includes review, as required, of specialised work (for example welding, painting, and so on).
— The Design Engineer, after consultation and agreement with the owner, shall nominate the
level of construction monitoring considered to be appropriate to the work in the plans and
specifications. Final arrangements for construction review will rest with the building consent
authority.”
The specifics of welding inspection for steel structures are addressed in the three AS/NZS
welding standards:
— AS/NZS 1554.1:2014 Structural steel welding - Part 1 - Welding of steel structures,
— AS/NZS 1554.4:2014 Structural steel welding - Part 4 - Welding of high strength quenched
and tempered steels, and
— Structural steel welding - Part 5 - Welding of steel structures subject to high levels of fatigue
loading, AS/NZS 1554.5:2014
These three welding standards contain a unique system providing rates of both unassisted
visual inspection and for nondestructive examination. As an example, Table 7.4 of AS/NZS
1554.4:2014 provides three different categories of welds – General Purpose (GP), Structural
Purpose (SP), and Fatigue Purpose (FP), and for Visual Scanning v Visual examination.Visual
scanning is to determine that all welds called for in the drawings are included and to detect
gross defects, whereas Visual examination is to examine a percentage of the welds to
determine whether the required weld quality has been achieved.
Weld Category Visual Scanning (%) Visual examination (%)
GP 100 0 to 25
SP 100 50 to100
FP 100 100
Japanese Practice
For structural steelwork, JASS 6 Japanese Architectural Standard Specification - Structural
Steelwork Specification for Building Construction (2007, in English) is used. Two distinct
inspection-related tasks are addressed:
— Inspection: Investigation of compliance and the evaluation of appropriateness of technique,
skill, material, equipment, means, conditions, quality of construction and volume of works
etc., at each step of construction, with the contents of the design documents, construction
drawings and construction plan developed by the general contractor and the
subcontractor(s)
— Joint survey: Action of the Engineer’s following up, in his presence, process and result of
construction work, testing, inspection and etc. to be executed by the general contractor and
the subcontractor under their responsibilities
Other than the Engineer, the two organizations involved in inspection are:
— General contractor: Contractor mentioned in a construction contract, or the nominated agent
or representative who has responsibilities
— Fabricator: A subcontractor to the general contractor, responsible for fabrication of the
structural steel, or part of the structural steelworks
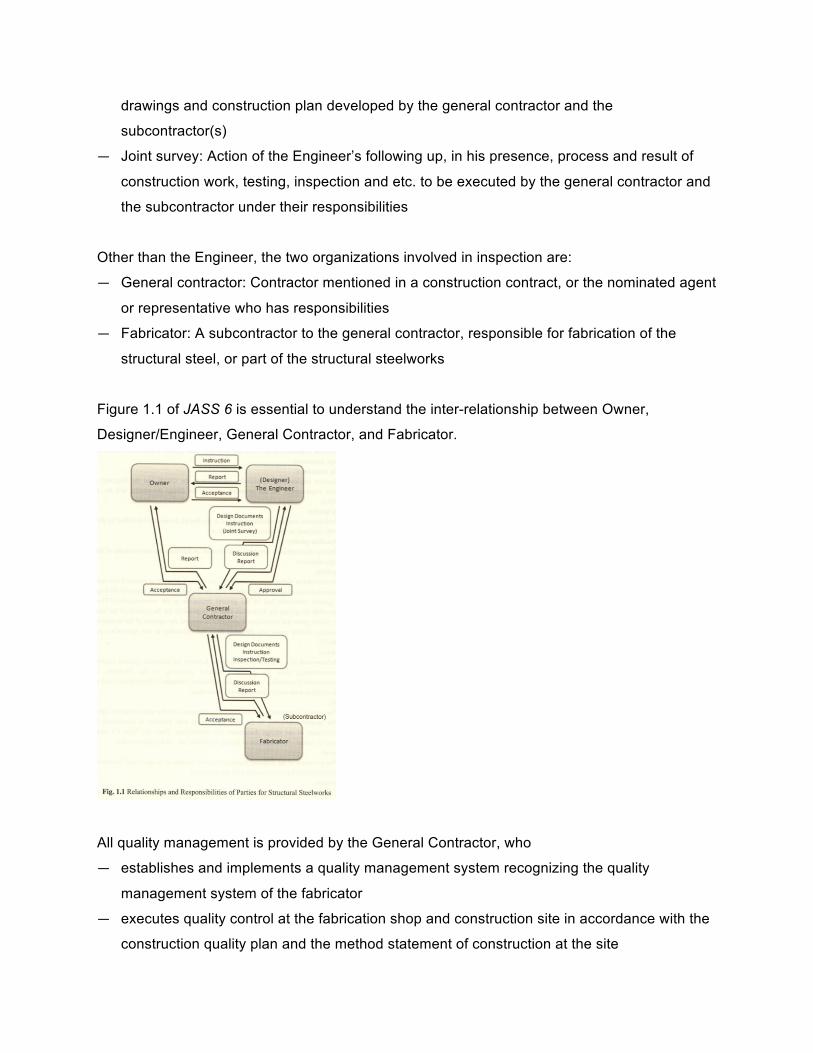
Figure 1.1 of JASS 6 is essential to understand the inter-relationship between Owner,
Designer/Engineer, General Contractor, and Fabricator.
All quality management is provided by the General Contractor, who
— establishes and implements a quality management system recognizing the quality
management system of the fabricator
— executes quality control at the fabrication shop and construction site in accordance with the
construction quality plan and the method statement of construction at the site
— demonstrates to the engineer, if necessary, that quality management has been appropriately
implemented, including maintaining necessary records of quality management for
verification
Typically, Special Notes are written into the contract to address specific issues. For inspection,
the list of Special Notes to be provided include
— Type of product inspection (in the standards)
— For a product where inspection is not specified within a standard, its inspection items,
method, number, acceptance criteria, execution time, etc.
— Inspection items for dimensional tolerance
— Execution of interim inspection
— Inspection items, method, number, acceptance criteria, etc.
— Inspection method for dimensional tolerance
— Acceptance criteria
— Execution of objective inspection
— Receiving inspection of connections
— Visual receiving inspection
— Receiving inspection of welded parts
Canadian Provincial and Local Approaches
Canadian provinces and local jurisdictions can approach the subject of construction inspection
in a variety of ways, addressing regional and local needs and practices. As an example, the
Ontario Building Code Act, S.O. 1992, c. 23 requires that a project be “reviewed” during
construction by an architect, professional engineer or both that are licensed to practice in
Ontario. In addition, architects and engineers are prohibited by law from undertaking reviews if a
permit has not been issued. Inspections may be made by those duly appointed by the
jurisdiction.
The Ontario Professional Engineers Act, R.S.O. 1990, CHAPTER P.28, addresses, in relation to
the construction, enlargement or alteration of a building, what is termed “general review,”
defined as “an examination of the building to determine whether the construction, enlargement
or alteration is in general conformity with the design governing the construction, enlargement or
alteration, and reporting thereon; (“examen de conformité”)”
Only a professional engineer may carry out or provide the general review of a structure that is
constructed, enlarged or altered in accordance with a design prepared or provided by a
professional engineer, or in relation to services that are provided by a professional engineer in
connection with the design in accordance with which the building is constructed, enlarged or
altered. Said professional engineer, with respect to the matters that are governed by the
building code, is to
— “make periodic visits to the construction site to determine, on a rational sampling basis,
whether the work is in general conformity with the plans and specifications for the building,
— record deficiencies found during site visits and provide the client, the contractor and the
owner with written reports of the deficiencies and the actions that must be taken to rectify
the deficiencies,
— review the reports of independent inspection and testing companies called for in the plans
and specifications and which pertain directly to the work being reviewed,
— interpret plans and specifications in writing when requested to do so by the client, the
contractor or the owner, and
— review shop drawings and samples submitted by the contractor for consistency with the
intent of the plans and specifications”
Conclusions
Balancing a desire for enhanced public safety against the economic impact of third-party
inspection is a difficult task. The answers are not simple, but are worthy of serious discussion
between government agencies, especially those officials responsible for public safety,
engineering associations and firms, industry trade associations, companies performing welding,
certification bodies, insurance organizations, owners and the general public. Further study to
select and implement the best aspects of these and other global practices is recommended to
facilitate the discussion and provide the optimum solution for Canadian projects.





























