Embed Size (px)
Citation preview

A Report on Induction Program
A
REPORT
ON
INDUCTION PROGRAM
Page 1 of 27

A Report on Induction Program
INTRODUCTION TO NISSIN ABC LOGISTICS (NALL):
Nissin ABC Logistics Pvt Ltd is the Joint Venture entity between NISSIN Corporation of Japan, a top
brass multinational organization in the field of Logistics and ABC India Logistics Ltd a very well known
name in the same field.
Its Head Office is located at Kolkata.
This venture has started its In-Plant Logistic operations at Haldia in the year-1999.In the year 2004 the
company extended its arms to Noida as a comprehensive Third Party Logistics Service provider
exclusively to automobile sector.
At present it is looking after Domestic as well as International Logistics.
Its main operations with Domestic Logistics include In-Plant Logistics, Inbound Logistics, Warehousing,
Outbound Logistics and Distribution & transportation.
Its activities with International Logistics include Freight Forwarding (Air & Sea) and Customs Clearance.
NALL @ NOIDA
At present NALL at Noida is partnered as 3 P L Service provider with INDIA YAMAHA MOTOR PVT
LTD, Surajpur (Greater Noida) to serve for its Logistics needs.
Its operations are being supported with more than 70 workmen and about 40 staff.
The main and core activity of the company is to receive the Motor Cycles from INDIA YAMAHA
MOTOR PVT LTD and distribute them to the concerned Depots and Dealers at several parts of the
country as well as to Nepal.
OPERATIONS
There are two areas of operations being carried out by the company.
They are
1. BSR Operations
2. DC/Warehouse Operations
Both the operations will be carried out in two shifts from 08:00 AM -05:00 PM and 05:00 PM -02:00 AM.
Page 2 of 27

A Report on Induction Program
BSR Operations
The first activity of the company starts with BSR at YAMAHA premises.
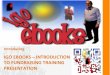
The hierarchy of organization at BSR can be understood by the following figure which is same for both the shifts.
Foreman acts as the head of operations at BSR area who will be assisted by the supervisors in getting
work done by the workmen as well as in managing the mandatory issues in Operations. IT Supervisor
will take care of the generation of necessary documents required for the movement of vehicles from
one place to another.
Page 3 of 27
FOREMAN
Supervisors
(Operations)
Supervisor (IT)
Workmen

A Report on Induction Program
BSR
BSR is the short form of BOUNDED STORAGE ROOM, at YAMAHA Factory where in the Motor Cycles
is stored after production / completes body assembly.
It is called as Bounded Storage Room because the Motor Cycles stored in this area are bounded by the
Excise Rules and Regulations. It is the point from where Excise Law is applicable for all the Motor
Cycles which are subjected to further movement (either Depot or Dealer).
SEVERAL OPERATIONAL ACTIVITIES DONE AT BSR
BSR-In Process
1. APPEARANCE CHECK
This is the first and the most important activity at BSR. The final and completely assembled Motor
Cycle after its dispatch from YAMAH by tearing out the STOP (Red) portion of the Dispatch card
hanged to the right handle of the motor cycle will be taken into our supervision at the Appearance
Check area. Motor Cycle will be thoroughly checked for any minor damages like Scratches, No Air
Tires, Graphic cuts, Over paint, Missing Parts etc. If the vehicle is found OK for dispatch then a line is
marked on one of the barcode sticker on the rear number plate with a marker pen of a color specified
for that particular month. Date/Month/Year is also written on the rear number plate if the vehicle
received is of the same month’s production. If the vehicle is from any of the previous month’s
production, only month/year of production will be written in the concerned color.
Page 4 of 27

A Report on Induction Program
2. MOVEMENT OF MOTOR CYCLES TO BSR-IN AFTER SCANNING
The ‘OK for Dispatch’ vehicles will be moved into BSR after the proper scanning of the barcode sticker.
With this scanning, the motor cycle will be officially made BSR-In.
SCANNING PROCESS
Barcode sticker of the vehicle will be scanned with a Barcode scanner which is connected to the
computer via PYMAC system used by INDIA YAMAHA MOTOR.
After scanning, the entire information of the barcode i.e. Chassis number of the vehicle, its Engine
number, model name, color etc will be shown on the computer screen which is connected by PYMAC
system. Then by pressing ‘Enter’ the motor cycle will be made systematically BSR-In.
3. PACKING
All the vehicles which are made BSR-In will be packed as per YAMAHA standards and specifications.
There are different packing material and methods for various motor cycle models.
BSR-Out Process
1. MOVEMENT OF MOTOR CYCLES TO THE LOADING RAMP
The selected motor cycles which are being sent to the Distribution Center (DC) have to be moved near
to the loading ramp.
2. MARKING
After ensuring that the number and model of motor cycles are correct, the truck number in which they
have to be loaded is written on the Fuel Tank cover with a marker pen of that particular month’s color.
Page 5 of 27

A Report on Induction Program
3. OUT-Scanning
After proper packing, counting and marking of the motor cycles, scanning is done by using a PDT
scanner in which the order number and count (Quantity) are entered. After scanning the motor cycles,
the scanner will be placed on the cradle which is connected to the computer system. After downloading
the data of the scanner in to the system, the scanned chassis numbers will be entered in to the CLS
system.
4. LOADING
The scanned motor cycles are to be carefully loaded on to the KURAIRE Trucks. Fitting rods has to be
properly clamped.
5. PREPARATION OF NECESSARY DOCUMENTS
INVOICE
After the scanning and downloading the file is completed, Invoice is generated through the CLS system
in 4 copies.
BSR Record Copy
Excise Dept Copy
Gate Pass Copy
DC copy
FIR (First Information Report)
This is also one of the important documents in transporting the motor cycles from BSR to DC. It states
the Truck No and Invoice No for further reference in case of any transit damages. All the three copies of
FIR are sent to DC where the Red copy will be returned to BSR after remarks.
Documents will be handed over to the Kuraire Truck driver for releasing the truck from the ramp.
Page 6 of 27

A Report on Induction Program
DC OPERATIONS
Distribution Centre is the place from where the motor cycles are dispatched to the Depots/Dealers as
per the YAMAHA requirements.
We need to get some idea about various terminologies here at DC.
Kuraire - Kuraire is a Japanese word which means ‘Local’.
We use Kuraire trucks for local transportation that is from BSR to DC. Currently 5 Kuraire trucks are
operating with us.
Movement of Kuraire trucks from BSR to DC is a regular and the most important activity which serves
for the need of dispatching motor cycles from DC to Depots/Dealers.
K1, K2, K3…and S1, S2, S3… are the blocks in DC which represents the storage place for the motor
cycles which are made DC – In from BSR.
K denotes Kuraire.
S denotes Shipping.
There are separate blocks dedicated to accommodate damaged vehicles.
Ramps have been facilitated at both the sides of DC for loading and off-loading purpose, where L1, L2,
L3…..represents the ramps for loading and D1, D2, D3…….represents the ramps for Unloading the
Kuraire trucks.
The two major activities that are carried out at DC are:-
Unloading/DC-In
Loading/DC-Out
Unloading/DC-In Process
Page 7 of 27

A Report on Induction Program
Loaded truck from BSR (Most probably Kuraire truck) is placed properly at the Unloading ramp as
directed by the DC-In supervisor.
Clamps should be carefully removed without causing any damage to the motor cycles.
Motor cycles will be taken out of the truck.
Chassis number on barcode stickers on rear number plate as well as in front side of the motor cycle are
to be tallied. Marking is also done simultaneously on the barcode sticker of rear number plate with the
marker pen of the same color used in BSR.
Chassis numbers shown on the Invoice copy submitted by the driver are to be tallied with the numbers
on the barcode sticker. All this process is done to avoid any wrong/no scanned bike entering the DC.
Truck reporting time, Unloading start time and Unloading end time should be invariably mentioned by
the DC-In supervisor on the backside of FIR. The same should also be mentioned on the Kuraire truck
time sheet given by the driver.
These unloaded motorcycles are to be placed in a block following some guidelines like model, color etc.
The block number should be written on the Invoice copy and stamped with DC-In and send it to IT room
for making it systematically DC-In. One copy(red) of FIR is sent back to BSR for record purpose after
filling up the details about the condition of motor cycles.
Loading/DC-Out process
The process related to DC-Out will be handled by the DC-Out supervisor.
His duty starts with the Pick-List given by the truck-operation department which contains following
details.
Dispatch destination
Order Number
Truck Number
Model, Color and Quantity of motor cycles.
Page 8 of 27

A Report on Induction Program
DC-Out supervisor calls the specified truck to be placed against the proper Loading ramp.
He receives the Truck Checking sheet from the driver (which has been checked by the truck checking
department) to understand the condition of the truck and its suitability for different models of motor
cycles.
After ensuring that all the mentioned models in the pick list are available at DC, he should direct the
workmen to move the vehicles to the loading ramp as per the First In First Out rule.
After the placement of the motor cycles on to the ramp, they should be checked for proper packing as
per YAMAHA standards.
Signature of the driver is taken on the pick list and the names of the loading operators along with the
loading ramp No. is also written on the Pick list.
Then DC-Out supervisor will scan the barcode stickers of all the motor cycles. This will need the order
number and Count (Quantity). After this, the scanned data is to be downloaded into the computer
system. After downloading, the data should be run through the CLS and then the reference sheet of the
loaded motor cycles has to be taken a print out.
A marker should be prepared which contains the Truck No, Transporter, Quantity, Model and Color of
motor cycles, destination, Dealer Code No.
A loading pick slip is also prepared and get signed from the Drivers (1 & 2 ) and loading operators and
one copy is handed over to driver. This slip contains the information such as Truck No, Model and
Quantity of motor cycles.
One copy of reference sheet and a marker is handed over in IT department for further process.
PREPARATION OF DOCUMENTS
INVOICE
Page 9 of 27

A Report on Induction Program
With the reference sheet received from the DC-Out supervisor the IT supervisor will generate the
Invoice copies via CLS system. This will be in four copies.
1st two copies will be going with the truck driver
3rd copy will be the File/Record copy
4th copy will be the Gate pass copy.
Invoice copy with a unique number will mention the Number, Model Wise quantity, Total quantity,
Value, Consignor and Consignee’s address, Dispatch advice No. etc.Consignment Note/G.R/Bilty
CONSIGNMENT NOTE/Bilty
Based on the Invoice, Consignment Note will be prepared and this will be in four copies.
1st two copies go with the truck driver
Last two copies will be in our record
C.N No with a unique number will mention the following information:
Consignor’s address and Consignee’s address
Model wise quantity and total quantity of motor cycles
Weight of the total motor cycles
Invoice No, Dispatch Advice No
Value of the consignment
As mentioned in the invoice.
Road permit No, if applicable
FIR
FIR paper will be prepared in three copies separate for Dealer and Depot.
Page 10 of 27

A Report on Induction Program
Road Permit
Road Permit will be prepared as applicable for different states and different dealers.
We should mention the C.N No, Invoice No, Description of goods, Value, Date, Consignor’s and
consignee’s address, TIN No, CST No etc as per the specification of different states.
TOOLS SLIP
Tools slip is also prepared to hand over the accessories and tools of the loaded motor cycles to the
truck driver. All the copies of tools slip will be attached with the gate pass copy of Invoice and is handed
over to the driver along with the transit documents such as C.N, Invoice, FIR, Road Permit(as
applicable).
Ensure that the documents of truck and the driver are available and valid before handed over all the
documents.
TRUCK TRACKING – OPERATIONS
Page 11 of 27

A Report on Induction Program
Truck tracking is also one of the important operations of NALL to serve our customer-YAMAHA in a
satisfactory way by making the truck to reach the destination as per the commitment.
Functions of this department include
Receipt of PODs (Proof of Delivery)
Booking status
Truck transit status
Truck availability status for the present day and expected status for the next three days.
Pending POD status
Current status of the truck is determined by continuous follow up with the truck vendors and
drivers.
TRUCK CHECKING DEPARTMENT
Truck checking is a compulsory activity in operations due to its importance in reducing damages.
This department daily will note physical availability of the trucks and this is its first activity. It is handed
over to the IT department for preparing that day’s truck list.
The trucks that are to be loaded should be checked carefully for its suitability to load the motor cycles
mentioned in the pick list.
Jigs and Fixtures, Condition of clamping rods, grooves etc should be in good condition and suitable for
loading of that particular motor cycles.
FLEET OPERATION DEPARTMENT
This department is responsible for all the maintenance of NALL primary (Kuraire) trucks and the
secondary trucks.
Page 12 of 27

A Report on Induction Program
Managing and motivating NALL’s drivers is also the most important activity of this department.
Regular follow up of the trucks and making them not to stay idle or run empty is the major responsibility
of the department apart from maintaining them in good condition by regular servicing etc.
IT DEPARTMENT
IT department is on of the key department in the organization as it extends all the related technical
support to the staff for smooth functioning of the operations.
Providing e-mail ids to the staff if it is required, providing hardware and software support to all the
departments is the core responsibility of IT department.
Preparing all the reports related to the dispatches is also one of its major tasks.
OPERATIONS DEPARTMENT
The operations department is the utmost important department in the organization.
Many others functions come under this department like Truck operation/allotment, Truck tracking, Truck
checking, Damage control, Accessories control etc.
It should coordinate all the other departments for efficient process of service providing.
Arranging the trucks timely for loading as per the orders received by YAMAHA is also one of its critical
tasks. It needs to be make follow up of the trucks of different vendors for their timely arrival at respected
destinations.
Vendor negotiation is always a sensitive task to be handled in a company profitable way.
This department is answerable for any thing related to the transportation of motor cycles from DC to
Dealer/Depot.
TRUCK ALLOTMENT
Truck allocation to different loads for different regions is its top most priority. It should give loads to the
trucks based on their committed region i.e. North, South, East, and West.
It should give load based on all the factors like capacity, model-suitability etc.
Page 13 of 27

A Report on Induction Program
This functional area receives the order from YAMAHA through e-mail/phone.
Based on this the pick list is generated from the CLS and handed over to the DC Foreman.
BILLING
Billing is such an important function in the organization that literally generates income to the company.
It calculates the freight for all the consignments booked for Dealer/Depots/Nepal based on the model of
motor cycles, Distance of destination and the truck capacity.
As the consignments booked will obviously be To-Be-Billed, the bills have to be submitted to YAMAHA
on time for better money realization.
Page 14 of 27

A Report on Induction Program
Study on the BSR Operations
I did a short study on the efficiency of BSR Operations while my training there for 15 days.
Let’s take a glance at the activities of BSR
Appearance Check
Movement to BSR-In-Includes scanning
Packing
Movement to the Loading ramp
Scanning
Loading
I take the above parameters for measuring the effectiveness of operations.
APPEARANCE CHECK
OBSERVA
MODELS
Page 15 of 27

A Report on Induction Program
TIONS 45S1&45S3 21C1/2/3/44 5KA8 5TSA/B/C 35B1/2/3 20P1/2
1 38.71 33.81 25.38 48.12 71 41.11
2 34.52 35.26 35.91 41.27 47.42 39.63
3 40.11 29.73 31.55 51.76 60.5 45.84
4 38.29 30.79 40.85 49.29 49.73 46.76
536 28.97 23.84 58 46.84 35.24
AVERAGE 37.526 31.712 31.506 49.688 55.098 41.716
Therefore the average time taken for one motor cycle to be checked for its appearance = (37.526+31.712+31.506+49.688+55.098+41.716)/6
This is equal to 41.2077 Seconds.
MOVEMENT TO BSR IN
OBSERVATIONS
MODELS
Page 16 of 27

A Report on Induction Program
45S1&45S3 21C1/2/3/44 5KA8 5TSA/B/C 35B1/2/3 20P1/2
1 59.86 55.69 66 69.13 56.23 66.58
2 77.33 59.48 64.78 55.21 47.98 69.97
3 69.84 51.63 73.13 64 59.89 82
4 63.49 68.54 86.96 72.12 75 61.59
554.69 70 49.87 50.16 63.45 73.12
AVERAGE 65.042 61.068 68.148 62.124 60.51 70.652
Therefore the average time taken for one motor cycle to made BSR-In including scanning and placing it to a specific location=(65.042+61.068+68.148+62.124+60.51+70.652)/6
This is equal to 64.59067 Seconds.
Time taken by a workman to return to A.C area from BSR – 28 Secs & for 4 workmen it is 7 Secs
PACKING
MODEL-Each 5 M/Cys PACKING MATERIAL/METHOD
F.F CLG F.T MFClutch-Ribbon/Foam R.F
Full Cover
AVG for each Model
45S1/3 43 179 201 102 59 49 0 126.6
21C1/2/3/4 41 68 182 103 60 57 0 102.2
Page 17 of 27

A Report on Induction Program
5KA8 0 0 44 0 60 0 0 20.8
5TSA/B/C 43 66 45 0 59 0 0 42.6
35B1/2/3 45 70 51 105 60 0 0 66.2
20P1/2 48 0 0 105 55 0 58 53.2
Therefore the average time taken for one motor cycle to be packed as per YAMAHA standards = (126.6+102.2+20.8+42.6+66.2+53.2)/6
This is equal to 68.6 Seconds.
Note:
F.F-Front Fender
CLG-Cowling
F.T-Fuel Tank
MF-Muffler
R.F-Rear Fender
‘0’ denotes that the packing material is not applicable for the model.
MOVEMENT TO THE LOADING RAMP
OBSERVATIONS
MODELS
45S1&45S3 21C1/2/3/44 5KA8 5TSA/B/C 35B1/2/3 20P1/2
1 29.56 39.63 33.52 34.47 40.72 44.92
Page 18 of 27

A Report on Induction Program
2 32.89 34.25 27.49 39.86 36 47.14
3 31.12 40.68 22.82 31 38.59 39.79
4 38.79 34.69 36.81 41 32.97 40.4
536 38.33 30.76 32.69 34.85 31.17
AVERAGE 33.672 37.516 30.28 35.804 36.626 40.684
Therefore the average time taken for one motor cycle to be moved to the loading ramp = (33.672+37.516+30.28+35.804+36.626+40.684)/6
This is equal to 35.764 Seconds.
Therefore, 4 loading operators can do the same in ¼ * 35.764 = 8.941 Secs
LOADING
Loading 15 M/Cys Loading 20 M/Cys
OBS 20P1/2 45S1/3 21C1/2/3/4 5KA8 5TSA/B/C 35B1/2/3
1 768.92 995.18 1018.43 953.29 876.52 1006.93
2 787.58 956.82 936.42 863.51 891.26 978.26
3 694 1006.79 960.65 900.73 943.81 949.53
4 707.19 950.93 1002.75 1010.36 1015.46 890.32
Page 19 of 27

A Report on Induction Program
5 743.64 988.86 852.12 974.29 1010.78 969.55
AVG 733.266 979.716 954.074 940.436 947.566 958.918
Therefore the average time taken to load 15 M/Cys = 733.266 Seconds
And
The average time taken to load 20 M/Cys = (979.716+954.074+940.436+947.566+958.918)/5,
That is equal to 956.142 Seconds.
Note: Loading time for 45S1 was recorded with 15 M/Cys per load. Now 45S1 M/Cys were also being loaded 20 M/Cys per kuraire truck. Therefore, the values have been calculated proportionately.
Scanning and Marking
For 15 M/Cys For 20 M/Cys
110 130
Interpretation
Based on the above observations and calculations, Let us interpret the time required per motor cycle to made it BSR-Out.
Page 20 of 27

A Report on Induction Program
Here I assume that a fixed number of workmen will be employed for each kind of activity.
Page 21 of 27
Appearance Check-A
1 Workman
1 Workma
n
1 Workman for Coordination
BSR-In
Scanning
1 Workman
Line-A
2 Workmen
2 Workmen
Appearance Check-B
1 Workman
Line-B
BSR Storage Space-Packing
Ramp-4
1 Workman
Ramp-3
1 Workman
Ramp-2
1 Workman
Ramp-1
1 Workman

A Report on Induction Program
From the above diagram of operations at BSR by assuming number of workmen as specified thereof, the following interpretations can be made.
Note: Two workmen for accessories preparation and one for IT work will be desperately required.
Further calculations will proceed as follows:
Appearance Check
1 Workman 3 Workmen
41.2077 Secs 13.736 Secs 1 M/CY
28800 Secs ? = 2096 M/CYS
BSR-In (Including Scanning)
1 Workman 4 Workmen
64.591 Secs 16.148 Secs 1 M/CY
28800 Secs ? = 1783.503 M/CYS
Packing
1 Workman 4 Workmen
68.6 Secs 17.15 Secs 1 M/CY
28800 Secs ? = 1679.3003 M/CYS
Movement of M/CYS to Loading Ramp
1 Workman 4 Workmen
35.764 Secs 8.941 Secs 1 M/CY
Page 22 of 27

A Report on Induction Program
28800 Secs ? = 3221.12 M/CYS
Time required for one motor cycle to move to the loading ramp = 35.764 Secs.
It is expected that the loading operator himself will bring the motor cycles to the ramp.
Loading
For 20 M/CYS
1 Workman-1 Time 4 Workmen-1 Time
956.142 Secs 239.0355 Secs 1 Time
28800 Secs ? = 120.5 Times
Therefore
1 Time 20 M/CYS
120.5 Times ? = 2410 M/CYS
So, if all the trips in a day are loaded with 20 M/CYS, We can load 2410 M/Cys
For 15 M/CYS
1 Workman-1 Time 4 Workmen-1 Time
733.266 Secs 183.3165 Secs 1 Time
28800 Secs ? = 157.11 Times
Therefore
1 Time 15 M/CYS
157.11 Times ? = 2356.6 M/CYS
So, if all the trips in a day are loaded with 15 M/CYS, We can load 2355 M/Cys
Overall Time
Page 23 of 27

A Report on Induction Program
Activity Time required for one M/Cy(in Seconds)
Appearance Check 13.736
BSR-In(Including Scanning) 16.148
Packing 17.15
Movement to the Ramp 8.941
Total Time 55.975
Therefore the time required for one motor cycle to place at the loading ramp by completing all activities except scanning/marking = 55.975 Seconds.
Therefore,
For 15 M/Cys For 20 M/Cys
839.625 Secs 1119.5 Secs
Time required for Scanning and Marking of 15 motor cycles at the ramp=100 Secs
Time required for Scanning and Marking of 20 motor cycles at the ramp=130 Secs
Time required for loading 15 motor cycles on average = 733.266 Seconds
Time required for loading 20 motor cycles on average = 956.142 Seconds
As we have 4 workmen for loading on 4 ramps,
On average it takes 239.0355 Secs to load 20 M/Cys and
183.3165 Secs to load 15 M/Cys
Page 24 of 27

A Report on Induction Program
On the whole,
The time taken for 15 M/Cys to complete all the activities till loading
= (839.625 + 100 + 183.3165) = 1122.9415 Secs = 18.72 Minutes
And
The time taken for 20 M/Cys to complete all the activities till loading
= (1119.5 + 130 + 239.0355) = 1488.5355 Secs = 24.81 Minutes
KURAIRE TRUCKS-NO. OF TRIPS
The maximum time taken by a kuraire truck for up & down transit ~~ 23 Mins
The time taken for loading 20 M/CYS ~~16 Mins
The time actually taken to unload 20 M/CYS at DC ~~9 Mins
Total time for 1 trip ~~48 Mins
So in an 8-Hr shift of 480 Mins, 1 truck can make at least 10 trips.
Suggestions/Observations
There is hardly any co-ordination between DC-In supervisor and DC-Out supervisor. Therefore, there is always confusion about placing the Kuraire truck for Un-loading.
I observed many times the Kuraire trucks moving all around DC for its ramp to Un-load.
Hierarchy of instructions has also been very confusing. When the supervisor instructs Kuraire truck driver to place the truck at a particular ramp, then suddenly foreman or some other superior interrupts and orders the truck to move to another ramp. This kind of situation had been observed many times.
Page 25 of 27

A Report on Induction Program
As a result, there will be a lot of time waste as well as fuel waste for Kuraire trucks. Also it is too risky for the workers to follow multiple instructions at a time from many superiors.
It is better to follow the hierarchy strictly to avoid these kinds of situations.
When it comes to Kuraire truck, it is suggested to instruct the driver on each trip at the DC gate itself about the ramp in which he should place for unloading.
Actually we can avoid these irregularities if we follow the rule: All D numbered ramps are for Un-loading and all L numbered ramps are for Loading, strictly.
I found no order has been followed in the allotment of blocks for different models and colors of motor cycles. It will be easy for all the operations if we try to allocate blocks for motor cycles model wise and color wise for smooth and easy operations.
I believe that the ‘Loading Pick Slip’ issued to the truck driver by getting his signature and loading operators’ signature is not necessary for operations.
Because there is not much difference between issuing and not issuing that slips. Any how we get signature of driver on the Pick List. So with that the driver will be confirmed about the number of motor cycles loaded in his truck. Even it will confirm not only the models and quantity but also the color. We can get signature of operators on the Pick List itself for confirmation the same. The need of the hour to avoid mistakes while loading is proper guidance and motivation to the workers as well as DC-Out supervisor’s much more involvement in the process.
So, we can save time as well as stationery costs.
Accessories Store in the DC is not at all well facilitated with certain necessary provisions for security purpose. It is better to allow the drivers from the main door of DC to collect accessories instead of allowing them from the ramps. Also I suggest placing wooden boards to avoid a messy kind of scene and to avoid any thefts/shortages.
Much more care is required when it comes to truck maintenance. It is not only time consuming but also a risky issue as the fitting rods in most of the trucks are rusted. It is advisable to apply some lubricating oil before the truck is placed at the ramp for un-loading. The truck checking department can suggest so when the truck is placed for checking. If it is followed, it is easy for Loading and we can reduce the time taken for Loading.
CLOSING NOTE & WAY AHEAD
Finally I would like to take this opportunity on winding up this report to thank our company ABC India ltd., for providing me an opportunity and also an able atmosphere professionally as well as personally. I am thankful to Mr. BB Nayak, for his cooperation and encouragement while deputing me to NALL, Noida.
It’s been a great learning experience all through the Induction program which I felt pleasure all most all the times. I thank all the department heads, who have been guiding me till date, whenever there is a doubt.
Page 26 of 27

A Report on Induction Program
I should specially mention about the care, cooperation and moral support extended all the times by our GM Sri. S.K.Tewary San.
I would like to make a special note of the discussion with AGM Taruta San, which was exciting, as was my first interaction ever with a Japanese Management.
It’s been a mixture of experienced and young blood in the organization which we can hope for a limitless growth prospects.
I thank HR Manager- Mr. A.K.Ojha Ji with highest gratitude for his all kinds of support and encouragement.
I thank Mr. P.D.Singh San for the operational knowledge he has injected during training.
I specially thank B.N.V.Subrahmanyam Sir for his help at any time.
I feel pleasure in mentioning IT Manager- Mr Prabhat Sir for his extreme cooperation for any of the technical related issues. I also thank him for his personal suggestions and guidance he has extended to me in any situation.
I would like to convey my great fullness to every employee, for their time and knowledge they shared with me. I await a needful and thought provoking session with our MD-Mr. Yoshida San.
I ask for excuse for any of my mistakes done knowingly or unknowingly in these two months of my training period. I take inspiration from every worker and employee for achieving organizational as well as personal career growth.
I am also keen to have some idea and knowledge of all the departments in which I did not get a chance for training.
On a way ahead with all guidance and support of the staff and management, I assure that I would serve the esteemed company with highest integrity and strive for excellence both as Individual and a team member.
Page 27 of 27