Embed Size (px)
Citation preview
Industrialització d’una custòdia de vidre encapsulada
TITULACIÓ: Enginyeria en Automàtica i Electrònica Industrial
AUTORS: Rocio Carrasco Rodríguez.
DIRECTORS: Nicolau Cañellas.
DATA: Juny / 2011.
INDEX 0 Preàmbul ......................................................................................................................... 3
1 Objectius .......................................................................................................................... 4
2 Antecedents ..................................................................................................................... 4
2.1 Presentació de l’empresa ........................................................................................ 4
2.2 Presentació del vehicle .......................................................................................... 6
2.3 Presentació del producte a industrialitzar.............................................................. 6
3 Fases del projecte ............................................................................................................ 8
3.1 Oferta...................................................................................................................... 8
3.1.1 Recepció de la RFQ de Client i dades de partida per a la generació de l’oferta 8
3.1.2 Avaluació de la factibilitat: ................................................................................ 8
3.1.3 Avaluació econòmica ....................................................................................... 10
3.1.4 Elaboració de l‘oferta tècnica – econòmica...................................................... 11
3.2 Planificació i definició del projecte...................................................................... 11
3.2.1 Projecte............................................................................................................. 11
3.2.2 Producte............................................................................................................ 11
3.2.3 Planning............................................................................................................ 15
3.2.4 Profitabilitat: RBC y Pay-Back Rate. Evolució durant el desenvolupament del projecte 16
3.2.5 Procés ............................................................................................................... 16
3.2.6 Logística ........................................................................................................... 18
3.2.7 Compres ........................................................................................................... 19
3.2.8 Marketing ......................................................................................................... 19
3.3 Validació del producte – procés ........................................................................... 19
3.4 Introducció en sèrie .............................................................................................. 20
4 Conclusions.................................................................................................................... 20
5 Referències i bibliografia.............................................................................................. 21
Annex 1. Posicionament de vidres en l’automòbil ............................................................ 22
Annex 2. Simulacions de la encapsulació de la peça ......................................................... 22
Annex 3. Descripció tècnica de la custodia encapsulada ................................................. 22
Annex 4. Pla de validació: ................................................................................................... 22
Annex 5. Pla de control i recepció de components ............................................................ 22
Annex 6. Planning complet del projecte............................................................................. 22
Annex 7. Gama de fabricació. Operacions al final de línia .............................................. 22
Annex 8. Recetari ................................................................................................................. 22
Annex 9. Plànol del pió. ....................................................................................................... 22
Annex 10. Validació de mostres per part del client .......................................................... 22
Annex 11. Check-list d’introducció en sèrie ...................................................................... 22
0 Preàmbul
Aquest projecte conté informació confidencial que és propietat de l’empresa Saint-Gobain-Sekurit i s’acull a l’apartat 5 PFC amb informació confidencial de la Normativa de projecte de final de carrera de les titulacions de primer i segon cicle de l’Escola Tècnica Superior d’Enginyeria, aprovada en Junta d'Escola en sessió ordinària de 31 de maig del 2007.
Per obtenir més informació podeu contactar amb:
Rocio Carrasco Rodríguez
Departament de desenvolupament - Saint-Gobain Sekurit
Telf. 977 16 63 32
C/ Poliol s/n, Polígon les Mates
El Vendrell, 43700
1 Objectius
L’objectiu del projecte és la gestió del projecte d’industrialització d’un vidre encapsulat per al sector de l’automoció, des de la fase d’oferta fins a la introducció en sèrie.
El projecte inclou els diferents àmbits que es troben integrats en un projecte: fase d’oferta, fase de disseny, fase de desenvolupament i fase de validació.
2 Antecedents
El sector de l’automoció és un dels sector més innovants, degut a la gran competivitat que hi ha entre els constructors. La competivitat no es tan sols pel nombre de vendes, sinó per la incorporació de noves tecnologies i de noves funcionalitats al vehicle. Per aquesta raó els nous models integren cada cop un major nombre de funcionalitats per a fer la conducció del vehicles més còmode i senzilla per l’usuari. Això suposa que els constructors estan contínuament desenvolupar noves aplicacions i aquesta innovació es trasllada també als proveïdors de components. En conclusió, tots els fabricants que participen en la cadena de producció d’un vehicle s’han d’adaptar a les noves funcionalitats i demandes per a no quedar enrere.
A més a més de la pressió que hi ha en el sector per la innovació, existeix un altre factor determinant per a que el sector sigui tan exigent, que és el temps de desenvolupament. El cicle de vida dels vehicles és de 7 anys, això suposa que cada 7 anys les marques han de desenvolupar un nou projecte de vehicle amb tots els seus components. Aquest fet ja delimita el temps de desenvolupament del vehicle, que antigament era de 3 o 4 anys, però amb el temps també ha anat evolucionant, fins a arribar a ser de 1 o 2 anys. Aquest fet ha permès reduir els costos de desenvolupament, i per tal d’aconseguir-ho, s’ha fet ús de les noves tecnologies de simulació que eviten la necessitat de construcció de prototips, i de fer proves-error amb peces físiques.
Després de posar-nos en antecedents de la situació en el sector de l’automoció, passem a introduir el projecte que desenvoluparem.
2.1 Presentació de l’empresa
L’empresa és una empresa que integra diferents línies de producció per a l’elaboració de vidre ja sigui laminar o templat, el qual rep ja tallat i corbat. Per tant per a nosaltres el vidre tallat i corbat és una matèria prima. Per tant a partir d’ara sempre que es parli de vidre s’ha de pensar en la peça tallada i corbada. La venta dels productes es realitza directament als OEM’s (Original Equipment Manufacturer) i per a mercat de recanvis.
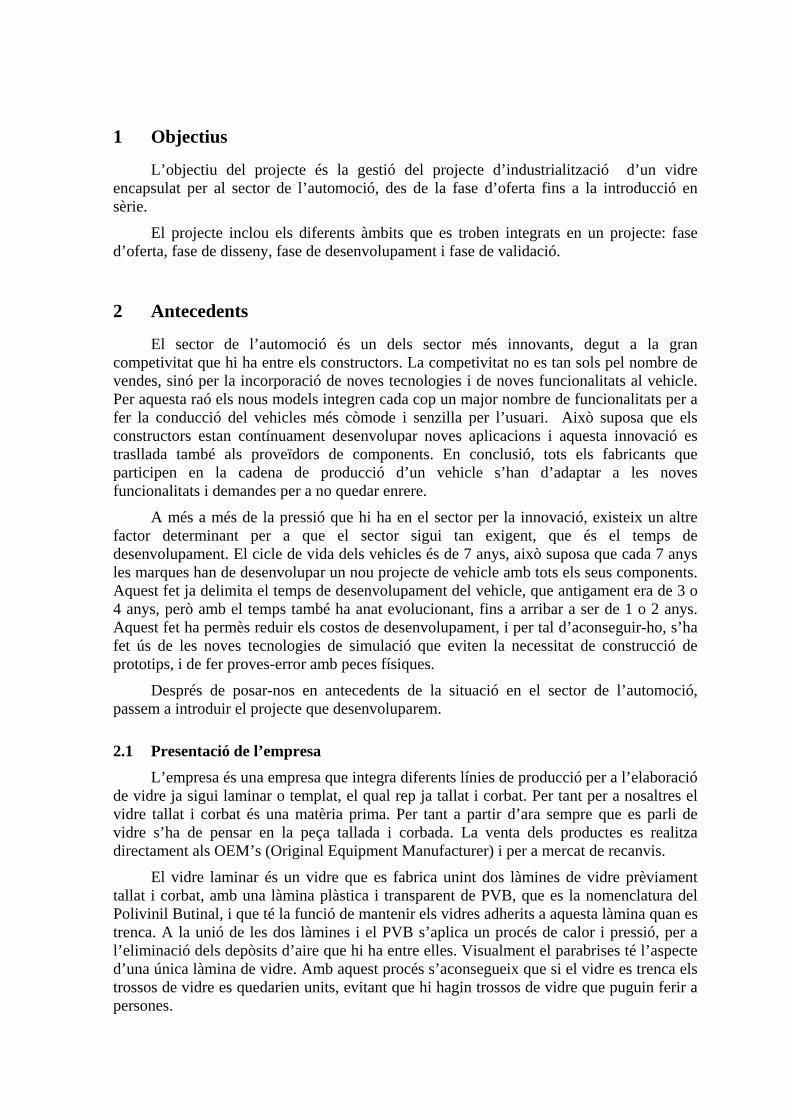
El vidre laminar és un vidre que es fabrica unint dos làmines de vidre prèviament tallat i corbat, amb una làmina plàstica i transparent de PVB, que es la nomenclatura del Polivinil Butinal, i que té la funció de mantenir els vidres adherits a aquesta làmina quan es trenca. A la unió de les dos làmines i el PVB s’aplica un procés de calor i pressió, per a l’eliminació dels depòsits d’aire que hi ha entre elles. Visualment el parabrises té l’aspecte d’una única làmina de vidre. Amb aquest procés s’aconsegueix que si el vidre es trenca els trossos de vidre es quedarien units, evitant que hi hagin trossos de vidre que puguin ferir a persones.
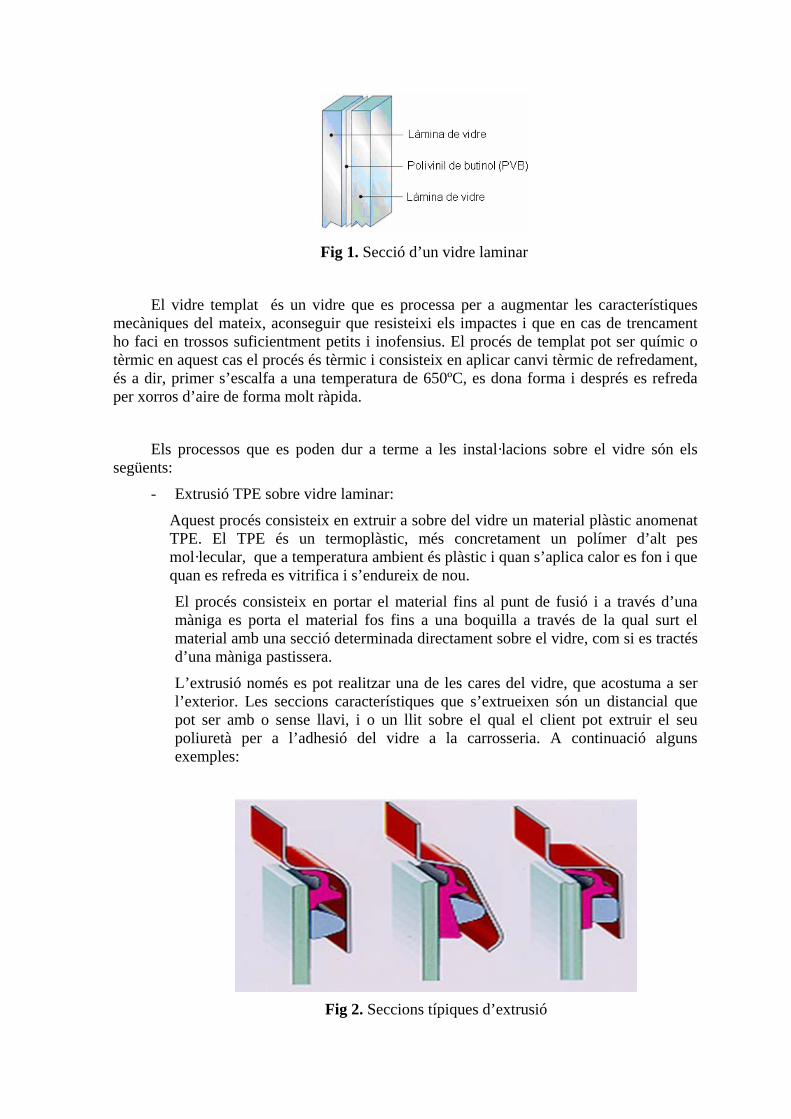
Fig 1. Secció d’un vidre laminar
El vidre templat és un vidre que es processa per a augmentar les característiques mecàniques del mateix, aconseguir que resisteixi els impactes i que en cas de trencament ho faci en trossos suficientment petits i inofensius. El procés de templat pot ser químic o tèrmic en aquest cas el procés és tèrmic i consisteix en aplicar canvi tèrmic de refredament, és a dir, primer s’escalfa a una temperatura de 650ºC, es dona forma i després es refreda per xorros d’aire de forma molt ràpida.
Els processos que es poden dur a terme a les instal·lacions sobre el vidre són els següents:
- Extrusió TPE sobre vidre laminar:
Aquest procés consisteix en extruir a sobre del vidre un material plàstic anomenat TPE. El TPE és un termoplàstic, més concretament un polímer d’alt pes mol·lecular, que a temperatura ambient és plàstic i quan s’aplica calor es fon i que quan es refreda es vitrifica i s’endureix de nou.
El procés consisteix en portar el material fins al punt de fusió i a través d’una màniga es porta el material fos fins a una boquilla a través de la qual surt el material amb una secció determinada directament sobre el vidre, com si es tractés d’una màniga pastissera.
L’extrusió només es pot realitzar una de les cares del vidre, que acostuma a ser l’exterior. Les seccions característiques que s’extrueixen són un distancial que pot ser amb o sense llavi, i o un llit sobre el qual el client pot extruir el seu poliuretà per a l’adhesió del vidre a la carrosseria. A continuació alguns exemples:
Fig 2. Seccions típiques d’extrusió
- Encapsulació TPE / EPDM sobre vidre templat:
El procés d’encapsulació és una injecció de material fos sobre el vidre que es troba insertat en el motllo. El material es refreda i es vitrifica mentrestant la peça està dins del motllo la peça.
El material d’encapsulació pot ser TPE o EPDM, el TPE ja s’ha definit anteriorment i l’EPDM (Etileno Propileno Dieno tipo M ASTM) és un elastòmer termoplàstic amb un procés similar de fusió i encapsulació però amb diferents propietats químiques, tèrmiques i mecàniques que el TPE.
En aquest cas el material pot quedar injectat per cara interna i per cara externa i la geometria de les seccions no és típica en cada cas és totalment diferent, degut a que la forma la dona el motllo. A continuació alguns exemples:
- Premontatges: plaques mirall, plaques sensor de pluja, perfils, soldadura, primat... les plaques mirall i sensor s’utilitzen com a base de suport per al mirall o el sensor o altres components com poden ser càmeres de visió. Els connectors soldats s’utilitzen per a connectar el cablejat del vehicle en els circuits elèctrics impresos en el vidre. Es poden premontar molts altres tipus de components amb funcions específiques, com poden ser, perfils per clipar la caixa d’aigües, manetes per obrir les peces mòbils.
2.2 Presentació del vehicle L’objecte del nostre projecte és la industrialització de la custodia trasera d’un
vehicle, que es produirà a partir de l’any 2010.
La quantitat estimada de vehicles per any són 50.000unitats.
2.3 Presentació del producte a industrialitzar De tot el vehicle presentat anteriorment aquest projecte es centra en la
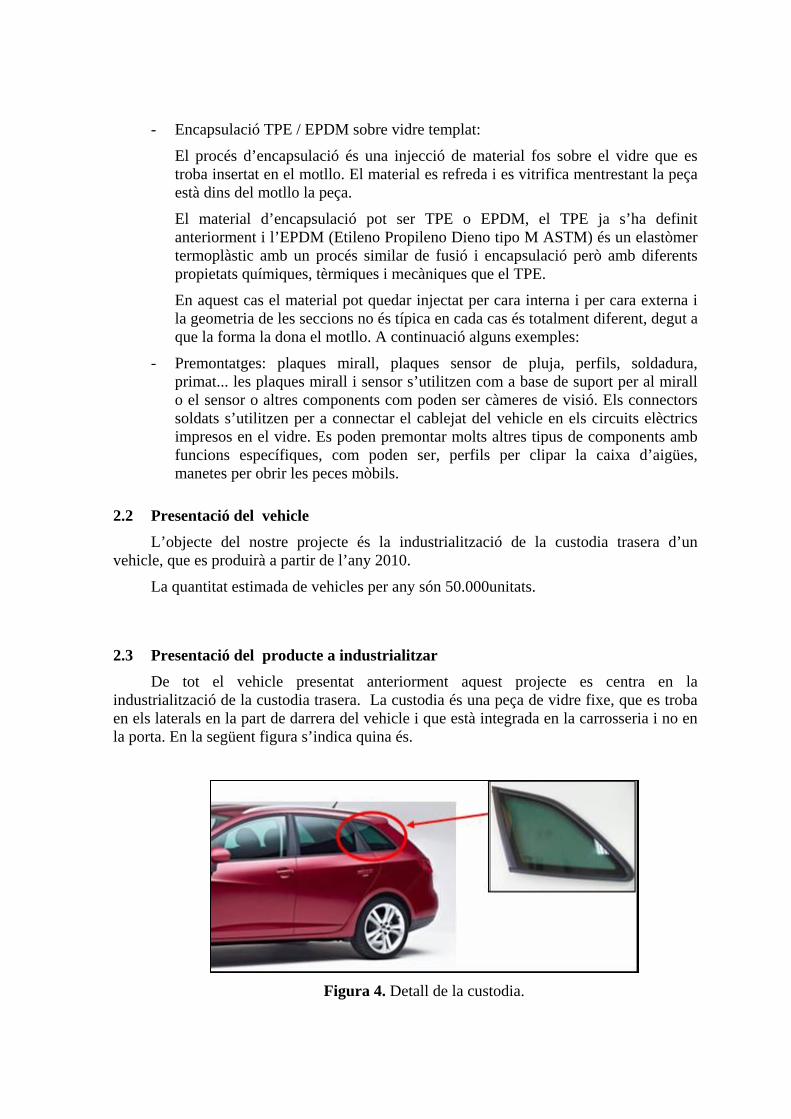
industrialització de la custodia trasera. La custodia és una peça de vidre fixe, que es troba en els laterals en la part de darrera del vehicle i que està integrada en la carrosseria i no en la porta. En la següent figura s’indica quina és.
Figura 4. Detall de la custodia.
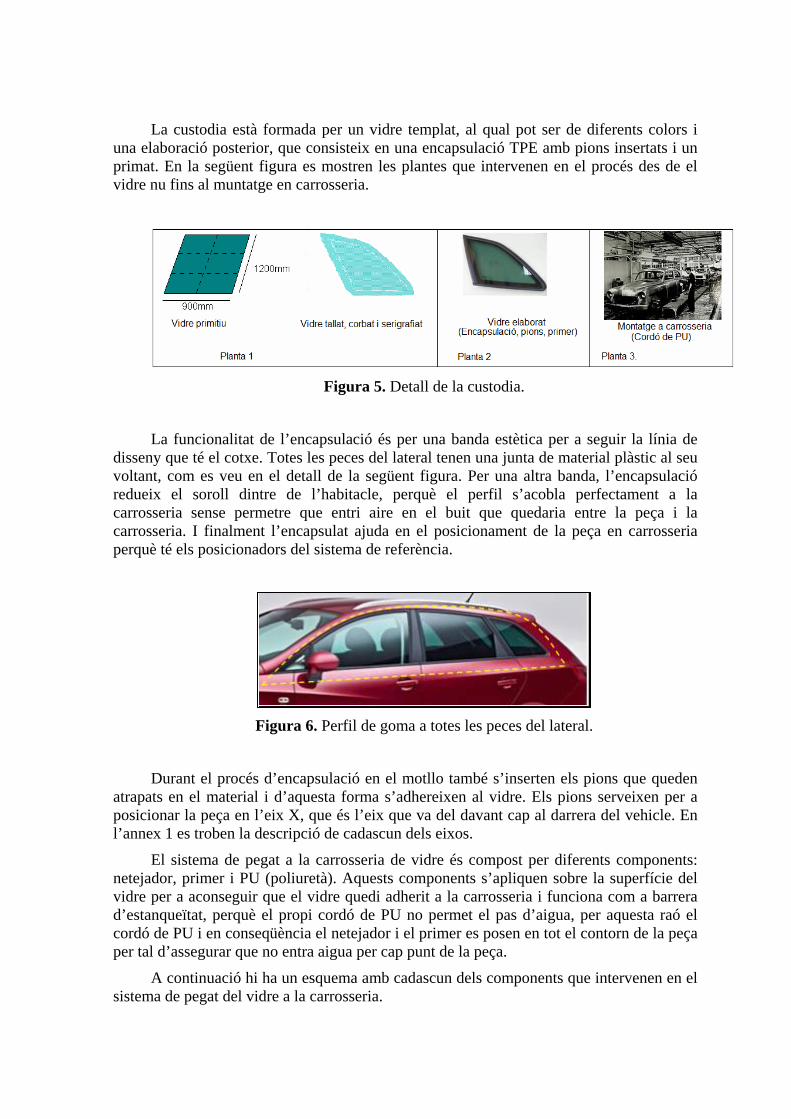
La custodia està formada per un vidre templat, al qual pot ser de diferents colors i una elaboració posterior, que consisteix en una encapsulació TPE amb pions insertats i un primat. En la següent figura es mostren les plantes que intervenen en el procés des de el vidre nu fins al muntatge en carrosseria.
Figura 5. Detall de la custodia.
La funcionalitat de l’encapsulació és per una banda estètica per a seguir la línia de disseny que té el cotxe. Totes les peces del lateral tenen una junta de material plàstic al seu voltant, com es veu en el detall de la següent figura. Per una altra banda, l’encapsulació redueix el soroll dintre de l’habitacle, perquè el perfil s’acobla perfectament a la carrosseria sense permetre que entri aire en el buit que quedaria entre la peça i la carrosseria. I finalment l’encapsulat ajuda en el posicionament de la peça en carrosseria perquè té els posicionadors del sistema de referència.
Figura 6. Perfil de goma a totes les peces del lateral.
Durant el procés d’encapsulació en el motllo també s’inserten els pions que queden atrapats en el material i d’aquesta forma s’adhereixen al vidre. Els pions serveixen per a posicionar la peça en l’eix X, que és l’eix que va del davant cap al darrera del vehicle. En l’annex 1 es troben la descripció de cadascun dels eixos.
El sistema de pegat a la carrosseria de vidre és compost per diferents components: netejador, primer i PU (poliuretà). Aquests components s’apliquen sobre la superfície del vidre per a aconseguir que el vidre quedi adherit a la carrosseria i funciona com a barrera d’estanqueïtat, perquè el propi cordó de PU no permet el pas d’aigua, per aquesta raó el cordó de PU i en conseqüència el netejador i el primer es posen en tot el contorn de la peça per tal d’assegurar que no entra aigua per cap punt de la peça.
A continuació hi ha un esquema amb cadascun dels components que intervenen en el sistema de pegat del vidre a la carrosseria.
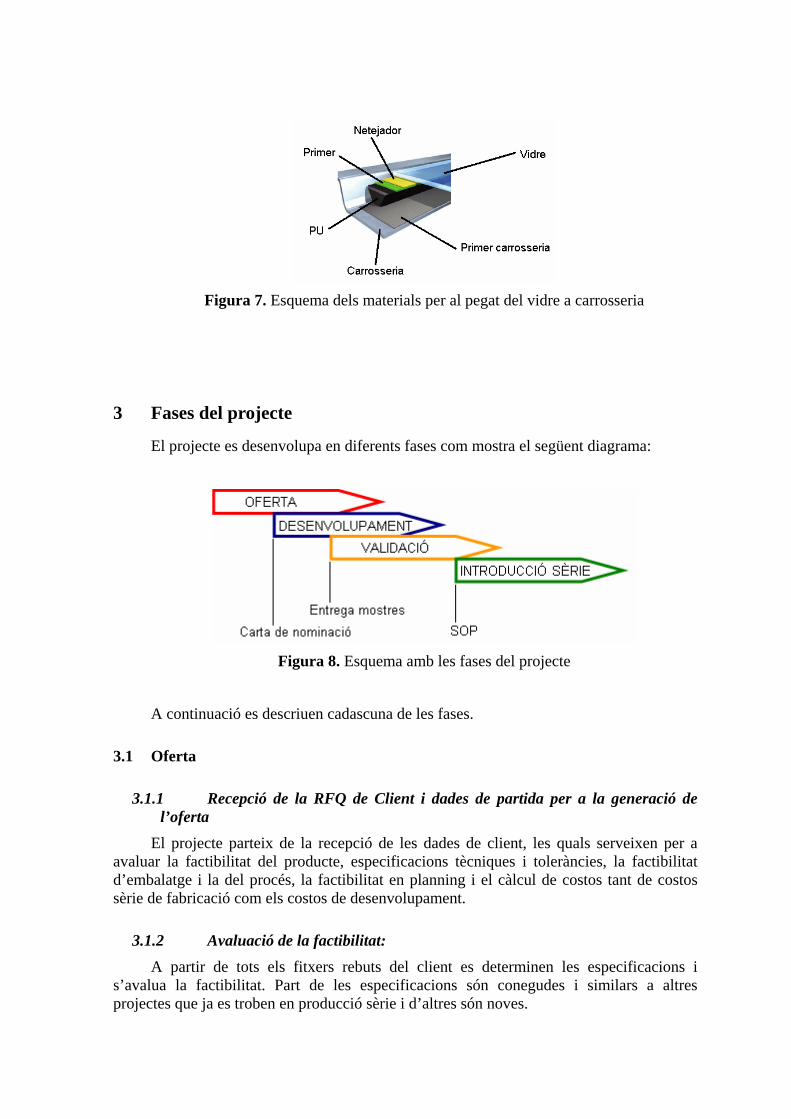
Figura 7. Esquema dels materials per al pegat del vidre a carrosseria
3 Fases del projecte
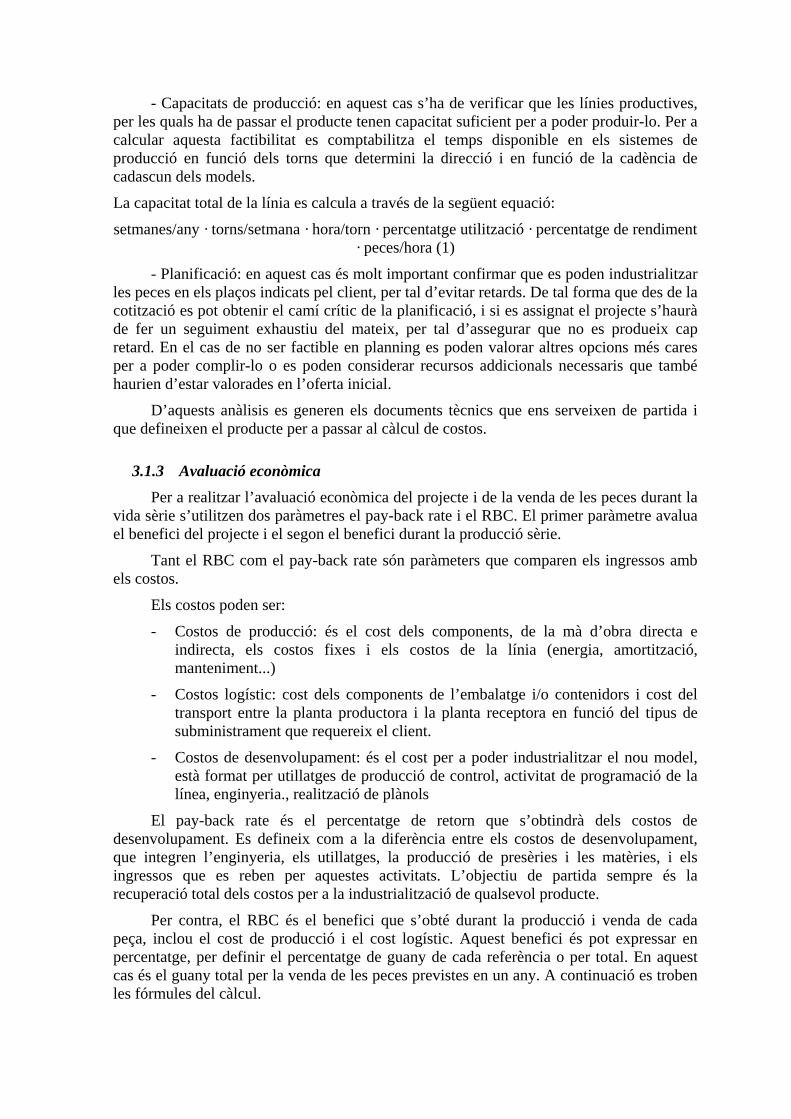
El projecte es desenvolupa en diferents fases com mostra el següent diagrama:
Figura 8. Esquema amb les fases del projecte
A continuació es descriuen cadascuna de les fases.
3.1 Oferta
3.1.1 Recepció de la RFQ de Client i dades de partida per a la generació de l’oferta
El projecte parteix de la recepció de les dades de client, les quals serveixen per a avaluar la factibilitat del producte, especificacions tècniques i toleràncies, la factibilitat d’embalatge i la del procés, la factibilitat en planning i el càlcul de costos tant de costos sèrie de fabricació com els costos de desenvolupament.
3.1.2 Avaluació de la factibilitat:
A partir de tots els fitxers rebuts del client es determinen les especificacions i s’avalua la factibilitat. Part de les especificacions són conegudes i similars a altres projectes que ja es troben en producció sèrie i d’altres són noves.

Per aquesta raó es fa ús de l’enginyeria concurrent, per a les especificacions similars a projectes en producció sèrie, i s’utilitza el benchmarking i els centres de competència, especialistes en diferents àmbits de l’ofici, per a aquelles especificacions no conegudes.
L’enginyeria concurrent a més a més de permetre’ns determinar la factibilitat i la dificultat del producte comparant el producte nou amb d’altres que ja estem fabricant, ens permet aplicar per a aconseguir la factibilitat totes les accions preses en la resolució de problemes i defectes, a través de les lliçons apreses, AMFES, respostes 8D’s als incidents de qualitat, estudis de capacitat de les característiques crítiques del producte...
Per l’altra banda el benchmarking tant en intern com en extern ens permet veure aplicacions similars a les requerides pel client i delimitar els avantatges i inconvenients de cadascuna de les solucions per a poder indicar al client, altres alternatives funcionals més interessants.
La factibilitat tal i com hem indicat es valora per a cadascun dels següents aspectes:
- Producte: en aquest cas es verifica que la definició del producte sigui factible, es verifiquen els materials que es requereixen i les normatives que s’han d’aplicar tant de qualitat, con seguretat i medi ambientals. Igualment es confirmen les exigències tècniques geomètriques com són les toleràncies admeses per a la peça i cadascun dels components. I es fan les simulacions de la injecció, per a veure zones de riscs de defectes d’aspecte implícits a la injecció, com poden ser rechupes1 en zones amb molt material injectat.
- Procés: en aquest cas es valora si amb els processos productius existents podem fabricar la peça d’acord a les especificacions del client, o en cas negatiu quines alternatives es poden presentar o quines modificacions s’han de realitzar en el procés per a poder fabricar amb les exigències del client.
- Fluxe logístic: en aquest cas es valora si es factible embalar la peça i les característiques de l’embalatge. Igualment es valora la disponibilitat d’espai físic en el magatzem per a donar cabuda al nou projecte (vidre nu, vidre acabat...) i s’analitza el tipus de subministrament que requereix el client, que pot ser:
Exworks: el client passa a recollir les peces per la planta de producció i assumeix el cost del transport i els riscos en el mateix des de la càrrega a la planta de producció.
DDU (Delivered duty unpaid): en aquest cas el proveïdor assumeix el cost del transport fins a la planta del client, assumint tots els riscos del transport fins al punt de descarrega.
En ambdós casos anteriors els contenidors s’entreguen complerts per una sola referència i d’acord a uns plans d’entrega d’una setmana. Al contrari que en un sistema de seqüenciació o just-in-time.
La seqüenciació o just in time és un concepte que integra el transport a un centre de servei proper al client o es realitza la seqüenciació. La seqüenciació es tracta del subministrament en un mateix contenidor de peces de diferentes referències, segons l’ordre en què el client les necessita per al muntatge. En aquest cas el client t’indica les peces que necessita amb un temps breu, 2hores abans de ser consumides en la línia de muntatge, per aquesta raó en el centre de servei s’ha de disposar d’stock de totes les referències, que queda definit per la demanda setmanal.
1 Rechupe: defecte que consisteix en què la material termoplàstic es contrau per sobre del que està
definit i per tant es veu un enfonsament.
- Capacitats de producció: en aquest cas s’ha de verificar que les línies productives, per les quals ha de passar el producte tenen capacitat suficient per a poder produir-lo. Per a calcular aquesta factibilitat es comptabilitza el temps disponible en els sistemes de producció en funció dels torns que determini la direcció i en funció de la cadència de cadascun dels models.
La capacitat total de la línia es calcula a través de la següent equació:
setmanes/any · torns/setmana · hora/torn · percentatge utilització · percentatge de rendiment · peces/hora (1)
- Planificació: en aquest cas és molt important confirmar que es poden industrialitzar les peces en els plaços indicats pel client, per tal d’evitar retards. De tal forma que des de la cotització es pot obtenir el camí crític de la planificació, i si es assignat el projecte s’haurà de fer un seguiment exhaustiu del mateix, per tal d’assegurar que no es produeix cap retard. En el cas de no ser factible en planning es poden valorar altres opcions més cares per a poder complir-lo o es poden considerar recursos addicionals necessaris que també haurien d’estar valorades en l’oferta inicial.
D’aquests anàlisis es generen els documents tècnics que ens serveixen de partida i que defineixen el producte per a passar al càlcul de costos.
3.1.3 Avaluació econòmica Per a realitzar l’avaluació econòmica del projecte i de la venda de les peces durant la
vida sèrie s’utilitzen dos paràmetres el pay-back rate i el RBC. El primer paràmetre avalua el benefici del projecte i el segon el benefici durant la producció sèrie.
Tant el RBC com el pay-back rate són paràmeters que comparen els ingressos amb els costos.
Els costos poden ser:
- Costos de producció: és el cost dels components, de la mà d’obra directa e indirecta, els costos fixes i els costos de la línia (energia, amortització, manteniment...)
- Costos logístic: cost dels components de l’embalatge i/o contenidors i cost del transport entre la planta productora i la planta receptora en funció del tipus de subministrament que requereix el client.
- Costos de desenvolupament: és el cost per a poder industrialitzar el nou model, està format per utillatges de producció de control, activitat de programació de la línea, enginyeria., realització de plànols
El pay-back rate és el percentatge de retorn que s’obtindrà dels costos de desenvolupament. Es defineix com a la diferència entre els costos de desenvolupament, que integren l’enginyeria, els utillatges, la producció de presèries i les matèries, i els ingressos que es reben per aquestes activitats. L’objectiu de partida sempre és la recuperació total dels costos per a la industrialització de qualsevol producte.
Per contra, el RBC és el benefici que s’obté durant la producció i venda de cada peça, inclou el cost de producció i el cost logístic. Aquest benefici és pot expressar en percentatge, per definir el percentatge de guany de cada referència o per total. En aquest cas és el guany total per la venda de les peces previstes en un any. A continuació es troben les fórmules del càlcul.
RBC (%) = preu – cost / preu (2)
RBC = ( preu – cost ) * quantitat (3)
3.1.4 Elaboració de l‘oferta tècnica – econòmica. Finalment després dels anàlisis tècnics i de costos es genera una resposta tècnica-
econòmica, amb la qual es ratifiquen els requisits que es poden complir de la demanda del client i es manifesten aquells requisits que no hi apareixen i són determinants del producte, o bé no són factibles. De tal forma que el client té una valoració econòmica d’allò que ha demanat, si és factible i pot veure els inconvenients tècnics que el proveïdor l’indica.
A partir d’aquest moment s’espera l’assignació del projecte per part del client per a passar a la següent fase que seria la de desenvolupament del producte.
3.2 Planificació i definició del projecte A continuació es descriu el desenvolupament del projecte:
3.2.1 Projecte A partir de la recepció de l’assignació del projecte amb la carta de nominació,
s’inicia el procés de planificació i definició del projecte.
Durant aquesta fase inicial del projecte es defineixen els següents punts:
- Cap de projecte i l’equip de treball.
- Risc – benefici: es defineix el paràmetre de risc-benefici que té el projecte a partir d’uns criteris objectius definits per l’organització que inclouen qüestions tècniques i qüestions econòmiques per a establir la rellevància del projecte.
- Valoració del projecte: en la definició del projecte s’identifiquen un seguit de paràmetres tècnics de gestió de projectes els quals s’han de valorar.
3.2.2 Producte La peça és una custodia de vidre templat encapsulada en TPE, amb dos pions i
aplicació de longlife primer. La peça és un lateral, per tant té mà dreta i mà esquerra, i el vidre té dos tipus de color el verd i el verd fosc.
De la combinació del vidre i de l’elaboració esdevenen diferents referències a produir.
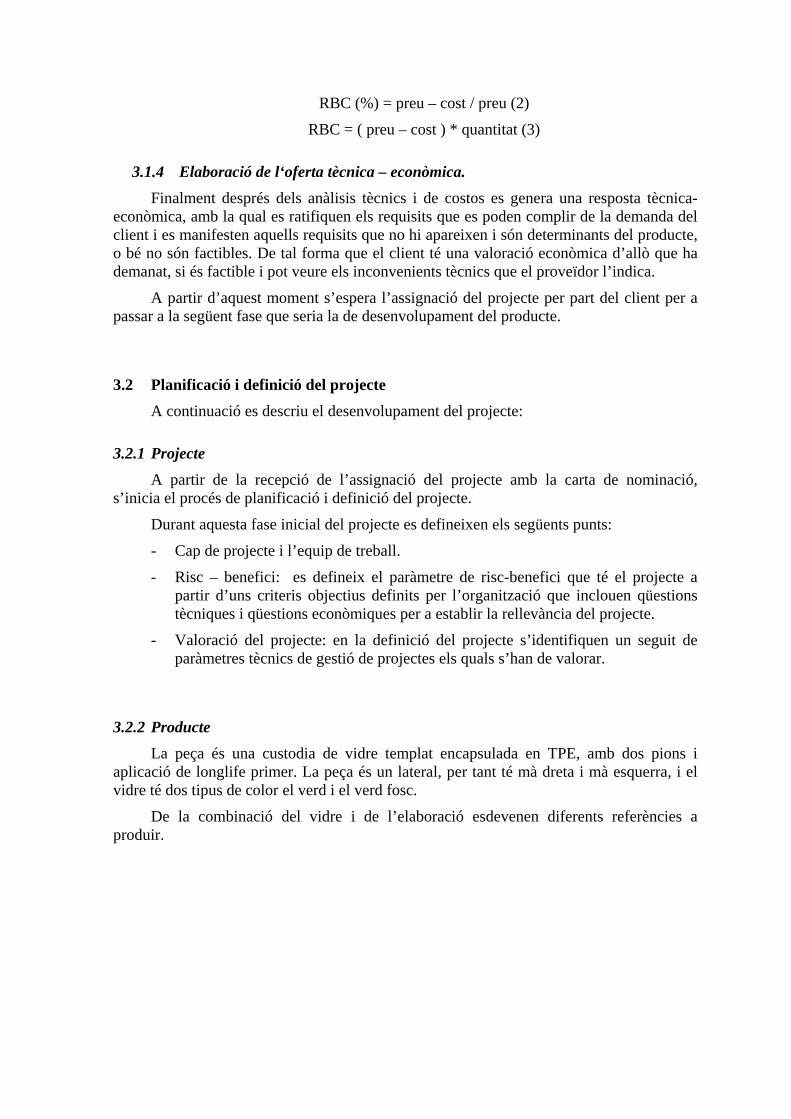
A continuació hi ha un croquis de la peça i cadascuna de les operacions que es realitzen sobre ella.
Figura 13. Croquis de la peça a industrialitzar
- Encapsulació TPE (termoplàstic):
Les funcionalitats de l’encapsulació són diverses tal i com s’ha descrit prèviament, les més importants són el seguir la línia estètica del disseny del vehicle i aportar els punts de referenciació per al posicionament de la peça durant el seu muntatge a la carrosseria.
L’encapsulat té una cara interna i una cara externa. La cara externa és la que queda visible a l’usuari des de l’exterior del vehicle, per aquesta raó la geometria de la pell externa queda determinada pel disseny del constructor i no pot ser modificada. A més a més al ser una part visible del vehicle els defectes visuals d’aspecte com són rechupes, rebaves i ratlles en l’encapsulat són molt crítiques.
Per altra banda la cara interna de l’encapsulat la definim nosaltres per tal d’optimitzar al màxim la quantitat de material a injectar i reduir el risc d’aparicions de rechupe.
Així doncs, durant la fase de disseny es dissenya la part interna de l’encapsulat i s’utilitzen softwares CAD/CAM per a fer simulacions d’injecció i veure els punts crítics que hi haurà en l’encapsulació, de tal forma que prèviament en la fase de disseny es pot modificar l’encapsulat per la cara interna per a reduir els riscos d’aparició de defectes d’aspecte, i a més a més aquestes simulacions serveixen per a determinar els punts d’injecció que ha de tenir el motlle i la seva posició.
Pins
A
B
Secció A Secció B
C
D
Secció C Secció D
Encapsulat TPE
Primer llarga durada
En l’annex 2. apareixen les simulacions realitzades i els canvis que s’han efectuat a la peça, fins a arribar a la geometria a desenvolupar.
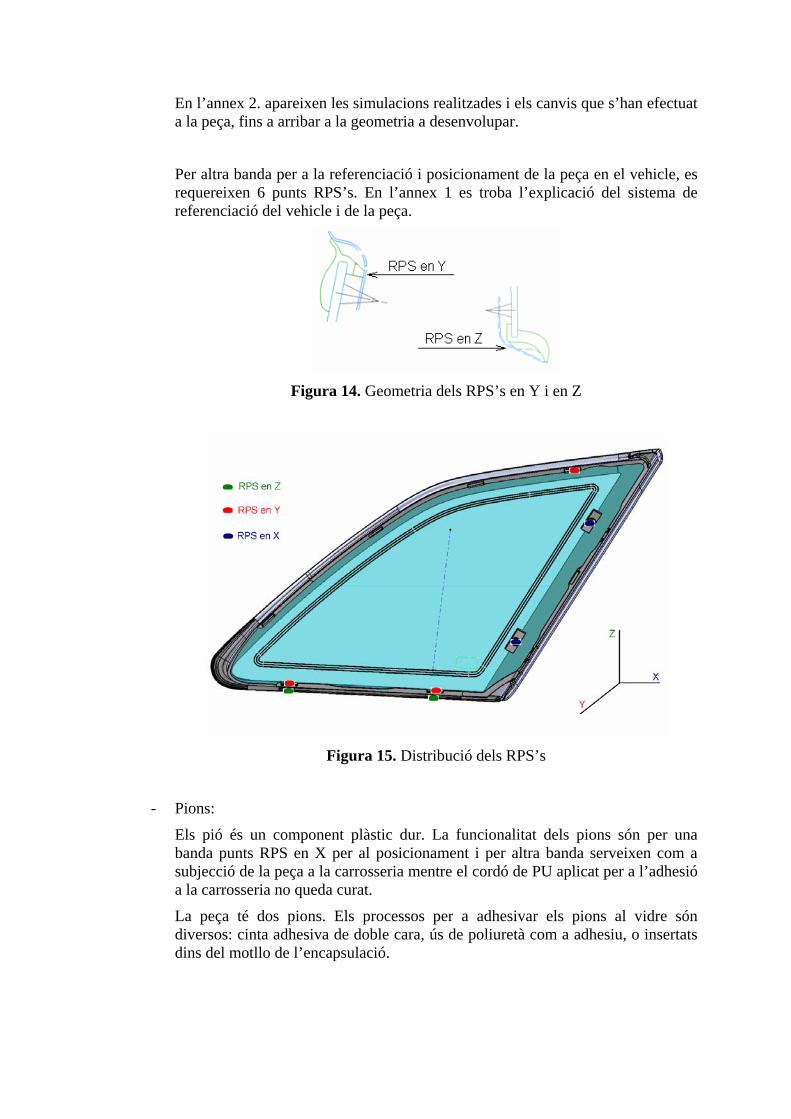
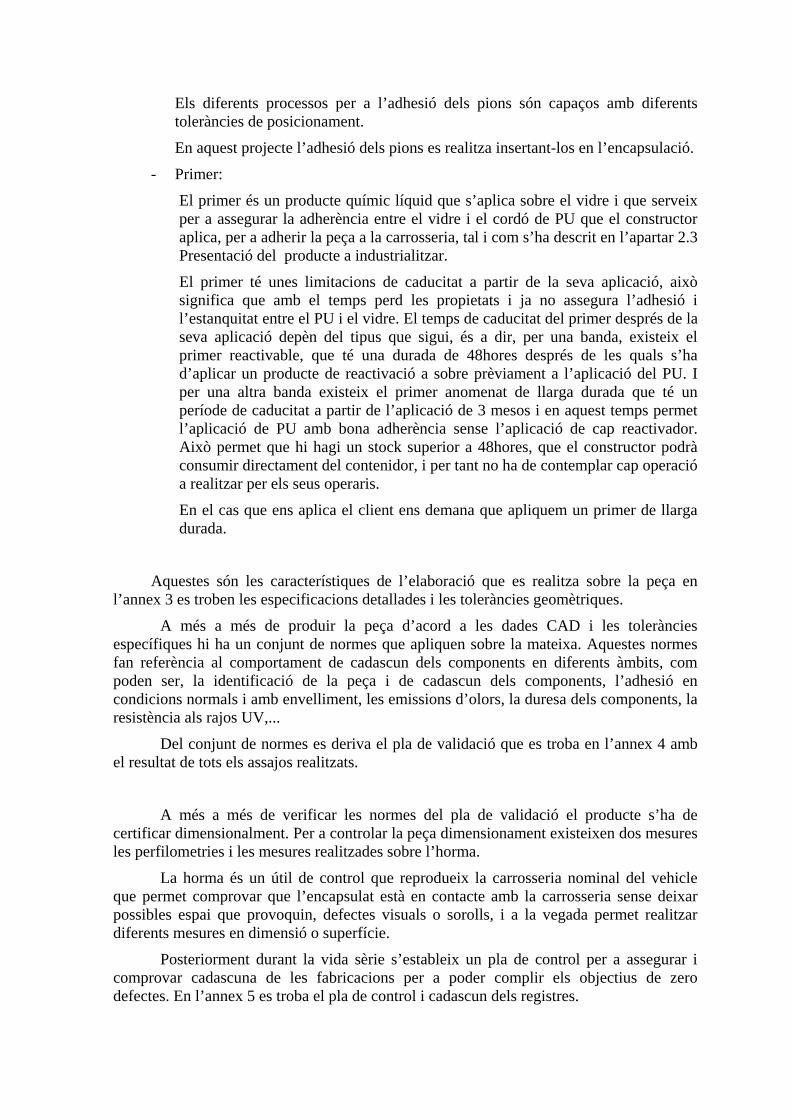
Per altra banda per a la referenciació i posicionament de la peça en el vehicle, es requereixen 6 punts RPS’s. En l’annex 1 es troba l’explicació del sistema de referenciació del vehicle i de la peça.
Figura 14. Geometria dels RPS’s en Y i en Z
Figura 15. Distribució dels RPS’s
- Pions:
Els pió és un component plàstic dur. La funcionalitat dels pions són per una banda punts RPS en X per al posicionament i per altra banda serveixen com a subjecció de la peça a la carrosseria mentre el cordó de PU aplicat per a l’adhesió a la carrosseria no queda curat.
La peça té dos pions. Els processos per a adhesivar els pions al vidre són diversos: cinta adhesiva de doble cara, ús de poliuretà com a adhesiu, o insertats dins del motllo de l’encapsulació.
Els diferents processos per a l’adhesió dels pions són capaços amb diferents toleràncies de posicionament.
En aquest projecte l’adhesió dels pions es realitza insertant-los en l’encapsulació.
- Primer:
El primer és un producte químic líquid que s’aplica sobre el vidre i que serveix per a assegurar la adherència entre el vidre i el cordó de PU que el constructor aplica, per a adherir la peça a la carrosseria, tal i com s’ha descrit en l’apartar 2.3 Presentació del producte a industrialitzar.
El primer té unes limitacions de caducitat a partir de la seva aplicació, això significa que amb el temps perd les propietats i ja no assegura l’adhesió i l’estanquitat entre el PU i el vidre. El temps de caducitat del primer després de la seva aplicació depèn del tipus que sigui, és a dir, per una banda, existeix el primer reactivable, que té una durada de 48hores després de les quals s’ha d’aplicar un producte de reactivació a sobre prèviament a l’aplicació del PU. I per una altra banda existeix el primer anomenat de llarga durada que té un període de caducitat a partir de l’aplicació de 3 mesos i en aquest temps permet l’aplicació de PU amb bona adherència sense l’aplicació de cap reactivador. Això permet que hi hagi un stock superior a 48hores, que el constructor podrà consumir directament del contenidor, i per tant no ha de contemplar cap operació a realitzar per els seus operaris.
En el cas que ens aplica el client ens demana que apliquem un primer de llarga durada.
Aquestes són les característiques de l’elaboració que es realitza sobre la peça en l’annex 3 es troben les especificacions detallades i les toleràncies geomètriques.
A més a més de produir la peça d’acord a les dades CAD i les toleràncies específiques hi ha un conjunt de normes que apliquen sobre la mateixa. Aquestes normes fan referència al comportament de cadascun dels components en diferents àmbits, com poden ser, la identificació de la peça i de cadascun dels components, l’adhesió en condicions normals i amb envelliment, les emissions d’olors, la duresa dels components, la resistència als rajos UV,...
Del conjunt de normes es deriva el pla de validació que es troba en l’annex 4 amb el resultat de tots els assajos realitzats.
A més a més de verificar les normes del pla de validació el producte s’ha de certificar dimensionalment. Per a controlar la peça dimensionament existeixen dos mesures les perfilometries i les mesures realitzades sobre l’horma.
La horma és un útil de control que reprodueix la carrosseria nominal del vehicle que permet comprovar que l’encapsulat està en contacte amb la carrosseria sense deixar possibles espai que provoquin, defectes visuals o sorolls, i a la vegada permet realitzar diferents mesures en dimensió o superfície.
Posteriorment durant la vida sèrie s’estableix un pla de control per a assegurar i comprovar cadascuna de les fabricacions per a poder complir els objectius de zero defectes. En l’annex 5 es troba el pla de control i cadascun dels registres.
3.2.3 Planning Les fites del client són el punt de partida per al planning de desenvolupament del
projecte, a partir d’aquestes fites es marca el planning i es visualitza el camí crític i els recursos que s’hauran de tenir en disposició per a dur-lo a terme sense retards.
Fites del projecte:
- Congelació de les dades:
Durant la fase de disseny les dades CAD poden sofrir canvis sense impacte en els utillatges de producció i de control perquè no s’ha iniciat la construcció. A partir de l’alliberació en B, el constructor congela les dades CAD i es poden iniciar la construcció dels utillatges.
Si posteriorment a aquesta data hi ha canvis en la peça, aquests canvis poden implicar modificacions en el utillatge, augmentant els costos d’aquestes modificacions.
- Primeres Presèries:
Aquesta és la primera fita d’entrega de peces. Les peces han d’estar construïdes amb utillatge sèrie, però no és necessari produir-les en la línia sèrie. L’objectiu d’aquesta fase és confirmar que els utillatges de producció fabriquen la peça d’acord a les dades CAD en les toleràncies definides.
- Segones Presèries
En aquesta fase les peces han d’estar produïdes amb els utillatges sèrie i la línia de producció sèrie, d’aquesta forma es valida el procés sèrie complert.
- SOP (start of production):
En el llançament en sèrie, l’arrencada es produeix de forma gradual. A partir de la data d’inici en producció s’inicia la rampa d’arrencada amb la qual s’incrementa de forma progressiva la quantitat a fabricar fins a arribar al punt de màxima cadència. Aquest fase de rampa d’arrencada permet que tot es vagi engranant i que el personal i les màquines es vagin formant per a arribar a produir al màxim de cadència requerida.
A partir de les fites del projecte es realitza el planning de totes les activitats per a la industrialització de la peça que es troba en l’annex 6.
El planning permet identificar el camí crític, que és aquell conjunt d’activitats que són crítiques, és a dir, aquelles activitats continues que tenen una dependència entre elles i que no tenen temps sobrants entre elles. Això suposa que qualsevol retard en qualsevol de les activitats crítiques suposi un retard en el projecte de la mateixa amplitud.
Pel contrari la resta d’activitats que no són crítiques poden sofrir retards sempre que sigui dintre del marge de temps sobrant que hi ha.
El planning també ens permet fer a l’assignació dels recursos , de tal forma que s’ha d’assegurar la disponibilitat dels recursos en el plaç indicat. Els recursos identificats en el projecte són:
- Personal tècnic de CAD.
- Tècnic de desenvolupament
- Programadors de la línia.
- Laboratori i de les càmeres climàtiques.
- La línia
En el planning podem veure l’assignació de cadascun dels recursos, això permet en el cas de:
- la línia, programar fabricacions per a acumular stock d’aquelles referències que es produeixen a la mateixa línia i que no es podran fabricar mentre hagi d’estar disponibles per al projecte. Aquesta programació de generació d’stock gràcies al programa MRP (Planificació de requeriments de materials), determina les necessitats per a la fabricació de totes les referències que hi haurà de cadascun dels materials.
- el personal tècnic de desenvolupament, del CAD i programadors, organitzar les vacances del personal, per exemple la programació de la línia es realitza al mes d’agost els programadors no podran estar de vacances i si el tècnic de CAD perquè no està com a recurs
3.2.4 Profitabilitat: RBC y Pay-Back Rate. Evolució durant el desenvolupament del projecte Durant l’execució del projecte es realitza un seguiment del costos de
desenvolupament i dels ingressos previstos del client, per el pagament d’utillatges o les peces entregades durant la fase de desenvolupament.
En l’oferta del projecte s’estableix un RBC i un pay-back rate per l’equip comercial aquets valors durant el projecte s’han d’assegurar que es compleixen i en cas d’haver-hi desviacions s’han de dur a terme plans d’accions per a reduir el tamany de les mateixes.
El cap de projecte té una part activa durant el desenvolupament del projecte per a augmentar el pay-back rate i el RBC.
3.2.5 Procés L’encapsulació és un procés que està integrat en una línia totalment automatitzada.
De tal forma que es carreguen les piles de vidre nu a l’entrada i de la cinta de sortida es recullen les peces encapsulades i amb els pions insertats. Llestes per a fer les operacions d’acabat (eliminació de rebaves i canal d’injecció, aplicació del netejador i primer, revisió i embalatge) que es descriuen en l’annex 7.
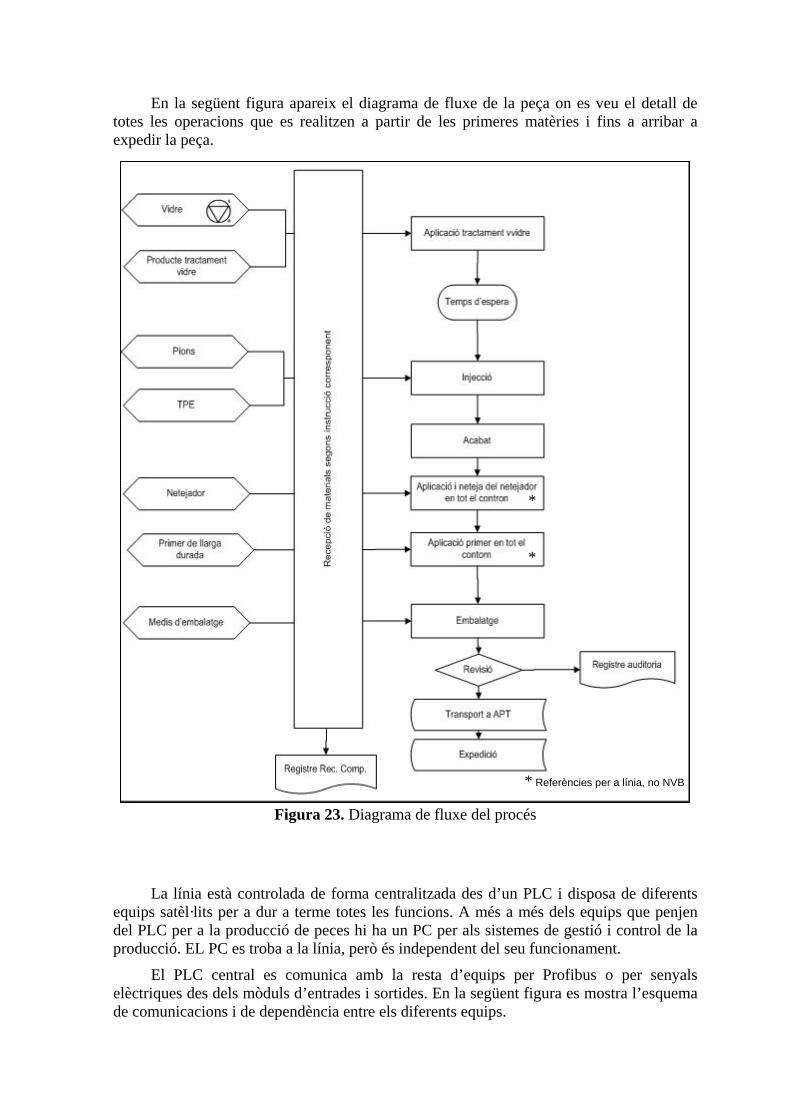
En la següent figura apareix el diagrama de fluxe de la peça on es veu el detall de totes les operacions que es realitzen a partir de les primeres matèries i fins a arribar a expedir la peça.
Figura 23. Diagrama de fluxe del procés
La línia està controlada de forma centralitzada des d’un PLC i disposa de diferents equips satèl·lits per a dur a terme totes les funcions. A més a més dels equips que penjen del PLC per a la producció de peces hi ha un PC per als sistemes de gestió i control de la producció. EL PC es troba a la línia, però és independent del seu funcionament.
El PLC central es comunica amb la resta d’equips per Profibus o per senyals elèctriques des dels mòduls d’entrades i sortides. En la següent figura es mostra l’esquema de comunicacions i de dependència entre els diferents equips.
*
*
* Referències per a línia, no NVB
A continuació es descriuen el equips presents en línia:
- Panell de control de la línia: Des del panell de control es selecciona el model a produir i es visualitza l’estat de funcionament de la línia.
- robots antropomòrfics de 6 eixos
- Premsa injectora de termoplàstsic.
- PC de gestió: amb el qual es realitza la gestió de la producció, per aquesta funció disposa d’impresora i de pistola làser, per a poder fer una gestió amb etiquetes kanban/sistemes de gestió kanban.
Per al control de tots els equips presents en la línia existeixen diferents softwares, aquests poden ser els integrats en el PC per al control i gestió de la producció a nivell “administratiu” i els que es troben en la resta dels equips (PLC, robots, i injectora).
Software de control de la línia:
- El PLC té una CPU 317-2 que es programa amb llenguatge de programació d’autòmats S7 i les pantalles del panell de control es programen amb el WinCC.
El programa del PLC està format i estructurat en diferents mòduls, OB’s mòduls de configuració i generals de programes, mòduls FC’s funcions o aplicacions a les quals es criden des del mòdul OB o des d’altres mòduls FC i mòduls de dades DB.
Les dades per a cada model s’estableixen en el que s’anomena recetari. En l’annex 8 apareixen totes les dades que es carreguen en el recetari.
- Els robots executen el programa del model que l’indica el PLC. Al crear un nou model s’ha de crear per a cadascun dels robots el programa amb el nom del model.
- La injectora no s’ha de programar, només se li ha de carregar les dades de la injecció (velocitats, quantitats de dosificació, temps, temperatures...) per al nou model.
Els software de control i gestió de la producció són softwares comercials per a la gestió administrativa de la producció, que ja es troben preparats per a la incorporació i gestió de nous models.
3.2.6 Logística
Existeixen diferents tipus de sistemes de planificació de la producció i de subministrament al client.
El sistema de planificació pot ser push, pull o JIT.
El sistema push defineix la producció en funció de la previsió de demanda, sense comandes fermes, amb l’objectiu de què el producte estigui disponible en el mercat independentment de què sigui consumit.
Per altra banda, el sistema pull planifica la producció a partir de les comandes en ferm que es reben del client, però en lots mínims. D’aquesta forma el client rep les peces d’acord al pla d’entregues en contenidors complerts d’una mateixa referència
Finalment en el sistema JIT o seqüenciació, el client determina en funció de les seves necessitats de muntatge les peces a consumir. D’aquesta forma el client rep en un mateix
contenidor les peces de totes les referències que consumeixen a la mateixa línia, i té un contenidor amb les peces ordenades segons la seqüència de muntatge.
En el projecte que estem el sistema logístic de subministrament és JIT o seqüenciació.
Els contenidors per al transport entre els diferents centres el contenidor varien en funció de l’elaboració i de les necessitats i les limitacions.
3.2.7 Compres El departament de compres té diferents funcions depenent de la fase en la que ens
trobem del projecte.
En la fase d’oferta el departament de desenvolupament identifica els components nous a consumir i llança la petició d’oferta als diferents proveïdors enviant-los les especificacions tècniques.
Les especificacions tècniques inclouen a més a més de les dades generals del projecte, com són, quantitat anual del component, data de presèries i llançament, els detalls tècnics del components, tant geomètrics, de material, d’embalatge i de validació
En aquest projecte el component nou a subministrar és el pió, ja que la resta de components ja es consumeixen. En l’Annex 9, es troba el plec de condicions del pió.
A partir de la recepció de les ofertes dels proveïdors s’inicia el procés de negociació amb el proveïdors per tal d’escollir el proveïdor que compleixi tècnicament l’especificat al millor cost.
La següent fase per al departament de compres és fer el seguiment dels plaços a complir, és a dir, entregues de peces presèries i introducció en sèrie.
Durant la producció sèrie gestiona l’aprovisionament de les matèries primes.
3.2.8 Marketing Durant el projecte es realitzen accions de marketing per a vendre el client
elaboracions del producte i altres productes amb més valor afegit, que permetin oferir al client millors productes i que permetin obtenir més beneficis.
3.3 Validació del producte – procés La validació del producte-procés és un llarg procés format des de l’homologació a la
nostra plant dels components, passant per l’homologació de les peces al client, i finalitzant amb l’homologació del procés per part del client.
L’homologació dels components consisteix en rebre del proveïdor peces com a mostra amb la documentació del PPAP (Production Part Approval Process), que és un llista de documentació que inclou: el plànol, derogacions respecte al plànol, AMFE de producte i de procés, pla de control, diagrama de fluxe, estudis de capacitat de les mesures determinades, informe dimensional de les peces entregades com a mostres, informe de materials i de comportament als assajos del pla de validació, certificat de materials i el número IMDS, i la portada que també s’anomena PSW (Part Submission Warrant)
L’IMDS és una base de dades internacional utilitzada en el sector de l’automoció per a controlar els aspectes medi ambientals dels materials utilitzats en totes les peces. Actualment és l’estàndard utilitzat per a donar la informació del contingut dels components
de totes les peces. Aquest número es obligatori perquè darrera de la base de dades hi ha un conjunt de lleis i legislacions de substàncies prohibides, que han de ser eliminades. I a més a més existeixen dades que permeten saber la reciclabilitat de cadascun dels components i per tant del cotxe al final de la seva vida.
Quan es rep les mostres i tota la documentació si és correcte es retorna al proveïdor el PSW signat com a mostra d’aprovació, si hi ha hagués algun punt no conforme es pot aprovar de forma provisional fins a haver-lo corregit o inclús es pot rebutjar.
La demanda de mostres per a la validació del producte també es obligació nostra de cara al client. En l’annex 10 es troba la portada de la presentació de mostres amb l’aprovació definitiva definitiva.
A més a més de la presentació de mostres el client fa una auditoria a la planta de producció. En aquesta auditoria verifiquen que la producció es realitzi a la línia sèrie amb els utillatges definitius de producció i de control, a més a més verifiquen que tota la documentació associada al model sigui correcte i estigui en disposició del personal que l’ha d’utilitzar en els taulells de visual mangement presents a cada línia, i finalment verifiquen les capacitats de producció del model.
Així doncs, si no es troba cap punt incorrecte es finalitza la homologació del procés i estem disponibles per a la introducció en sèrie.
3.4 Introducció en sèrie La fase d’introducció està formada per el management sign-off i la presentació als
operaris del vehicle.
El management sign-off és un procediment amb el qual tots els responsables del departaments aproven la introducció en sèrie del model, confirmant que tot allò que és necessari per a la producció sèrie del nou model està disponible i és correcte.
Finalment la presentació del vehicle als operaris és una jornada en la que es porta el vehicle a la planta amb les peces industrialitzades. L’objectiu és explicar als operaris que treballen en les línies de producció la situació de la industrialització del projecte. De tal forma que prenguin consciència dels possibles defectes i que es motivin veient en que es tradueix la seva feina.
4 Conclusions
Les conclusions del projecte són les llissons apreses. És a dir, durant tota la gestió del projecte hi ha hagut coses que han sortit molt bé, d’altres que no fa falta destacar i d’altres que no han sortir bé a la primera o bé que s’ha vist que s’han pogut millorar. Per aquesta raó és molt important al final del projecte fer un llista de lliçons apreses.
Aquesta reflexió ens permetrà veure els punts forts que hem tingut i aprendre dels errors per a futurs projectes.

5 Referències i bibliografia
.
Project management and product development, data 1999 de Gerard T. Paul
Pàgines web consultades:
www.wikipedia.es
www.dowautomotive.es
www.engelglobal.com
Annex 1. Posicionament de vidres en l’automòbil
A continuació es descriu el sistema de referenciació en el vehicle. El posicionament i referenciació de les peces es realitza respecte aquest sistema d’eixos.
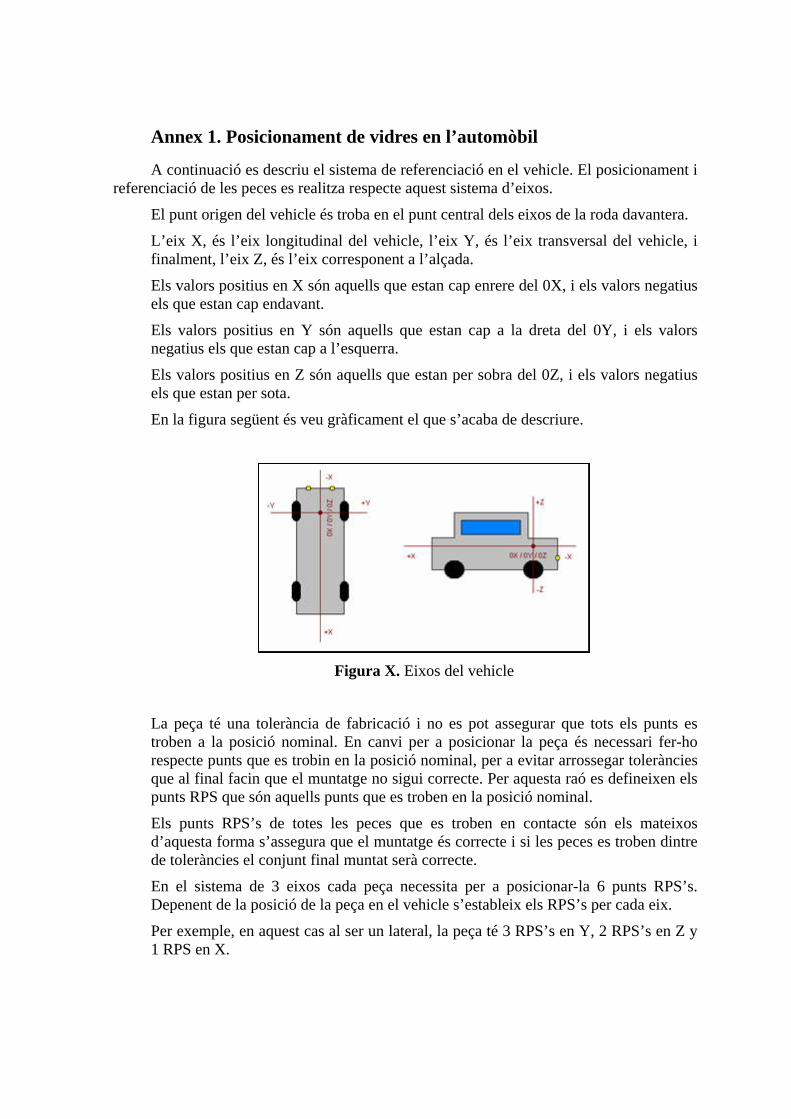
El punt origen del vehicle és troba en el punt central dels eixos de la roda davantera.
L’eix X, és l’eix longitudinal del vehicle, l’eix Y, és l’eix transversal del vehicle, i finalment, l’eix Z, és l’eix corresponent a l’alçada.
Els valors positius en X són aquells que estan cap enrere del 0X, i els valors negatius els que estan cap endavant.
Els valors positius en Y són aquells que estan cap a la dreta del 0Y, i els valors negatius els que estan cap a l’esquerra.
Els valors positius en Z són aquells que estan per sobra del 0Z, i els valors negatius els que estan per sota.
En la figura següent és veu gràficament el que s’acaba de descriure.
Figura X. Eixos del vehicle
La peça té una tolerància de fabricació i no es pot assegurar que tots els punts es troben a la posició nominal. En canvi per a posicionar la peça és necessari fer-ho respecte punts que es trobin en la posició nominal, per a evitar arrossegar toleràncies que al final facin que el muntatge no sigui correcte. Per aquesta raó es defineixen els punts RPS que són aquells punts que es troben en la posició nominal.
Els punts RPS’s de totes les peces que es troben en contacte són els mateixos d’aquesta forma s’assegura que el muntatge és correcte i si les peces es troben dintre de toleràncies el conjunt final muntat serà correcte.
En el sistema de 3 eixos cada peça necessita per a posicionar-la 6 punts RPS’s. Depenent de la posició de la peça en el vehicle s’estableix els RPS’s per cada eix.
Per exemple, en aquest cas al ser un lateral, la peça té 3 RPS’s en Y, 2 RPS’s en Z y 1 RPS en X.