Embed Size (px)
Citation preview
John Shook
A Keynote for Industry Week
Nashville Tennessee April 2009
Managing to Learn about Nashville…
Toyota is not perfect.
The point is not “Toyota”.
It’s not about Toyota; it’s not about cars.
I’m going to talk about Toyota, but…
Change – the leader’s role…
“John, I can’t get my people to do this…”
How can you get others to “do this”…?
Only one way…
First, a note on “What is Lean”?
Narrow definition
• tools
• cost cutting
Broader definition
• thinking, systematic
• entire enterprise, business system
Lean in an Economic Crisis
These are the most difficult economic
conditions in modern times.
They make it hard to keep our attention focused
on the long-term.
They tempt us to take short-term measures that
may hurt us in the long-term.
Economic Crisis -- Toyota’s Early Days
Economy in total shambles…
• Toyota 1000 units per month
• “Can we catch Nissan?”
No money…
• banks refused to loan
Kiichiro to Eiji to Ohno (and the others):
• “Catch up with Detroit in three years!”
Toyota’s Response
A system “for success in a down market…”
“It’s easy to make money when everyone is
making money. The key is to be able to
make money when times are bad.”
From Downsizing to Shared DestinyToyota’s Early Crisis
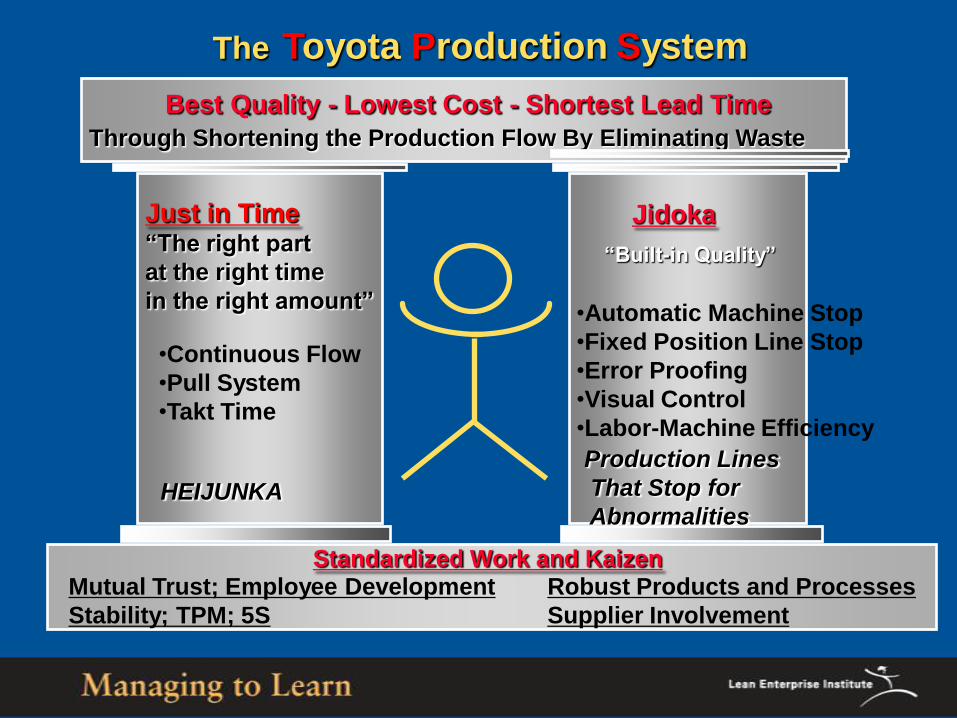
The Toyota Production System
Just in Time“The right part
at the right time
in the right amount”
•Continuous Flow
•Pull System
•Takt Time
HEIJUNKA
Jidoka
Production Lines
That Stop for
Abnormalities
•Automatic Machine Stop
•Fixed Position Line Stop
•Error Proofing
•Visual Control
•Labor-Machine Efficiency
Mutual Trust; Employee Development Robust Products and Processes
Stability; TPM; 5S Supplier Involvement
Best Quality - Lowest Cost - Shortest Lead Time
Through Shortening the Production Flow By Eliminating Waste
“Built-in Quality”
Standardized Work and Kaizen
From Internal Success…Transformation of NUMMI and beyond
What is the role of leadership?
Leadership:Three ModelsOld “Dictator” Style: “Do it my way…”
1970s “Empowerment” Style: “Do it your way... ”
Lean Style: “Follow me…
and we’ll figure
this out together ”
Kan Higashi to Gary Convis…(NUMMI’s senior Japanese and American leaders)
“Lead the organization as if you have no power."
“Lead as if you have no power."
In my five years in Toyota City, almost neverwas I told exactly what to do or how to do it.
Yet, I was not free to just do what I wanted.
I was given clear responsibility to propose countermeasures to problems I owned.
Toyota’s way of managing
Provides extraordinary focus, direction, “control.”
While at the same time providing maximum flexibility.
Thus resolving the dilemma of all large organizations: control vs. flexibility, direction vs. adaptability…
…is as different from the commonly
accepted notion of the “enlightened
modern manager” as it is the old
command and control dictator.
Lean Leadership…
Get each person to take initiative to solve problems and improve his or her job.
Ensure that each persons’ job is aligned to provide value for the customer and prosperity for the company.
Lean managers do two things
Get the job done and develop your people
A different way of saying the same thing…
How do you want to lead and manage?
-In these turbulent times?-In any times?
Chairman Cho of Toyota: Three Keys to Lean Leadership
Go See.
• “Sr. Mgmt. must spend time on the front lines.”
Ask Why.
• “Use the “Why?” technique daily.”
Show Respect.
• “Respect your people.”
“Data is of course important,
but I place greater emphasis on
facts.”
-Taiichi Ohno
“Go see”
Core Toyota View:
“You can understand everything that is
really important about a company by
observing from a good spot on the
plant floor.”
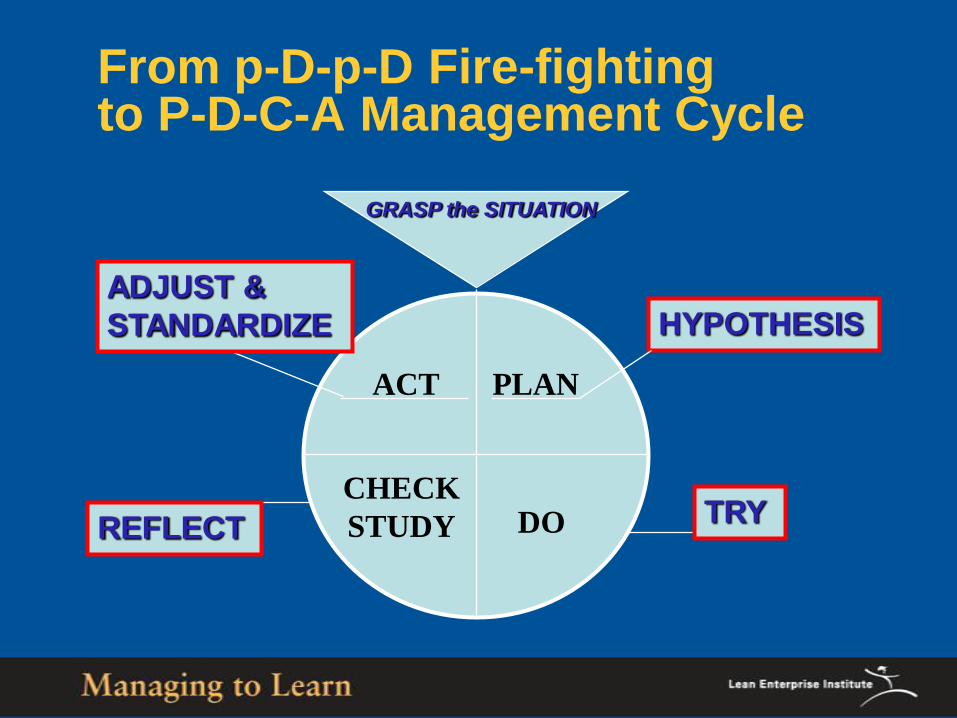
From p-D-p-D Fire-fightingto P-D-C-A Management Cycle
HYPOTHESIS
TRYREFLECT
ACT
CHECK
STUDY
PLAN
DO
GRASP the SITUATION
ADJUST &
STANDARDIZE
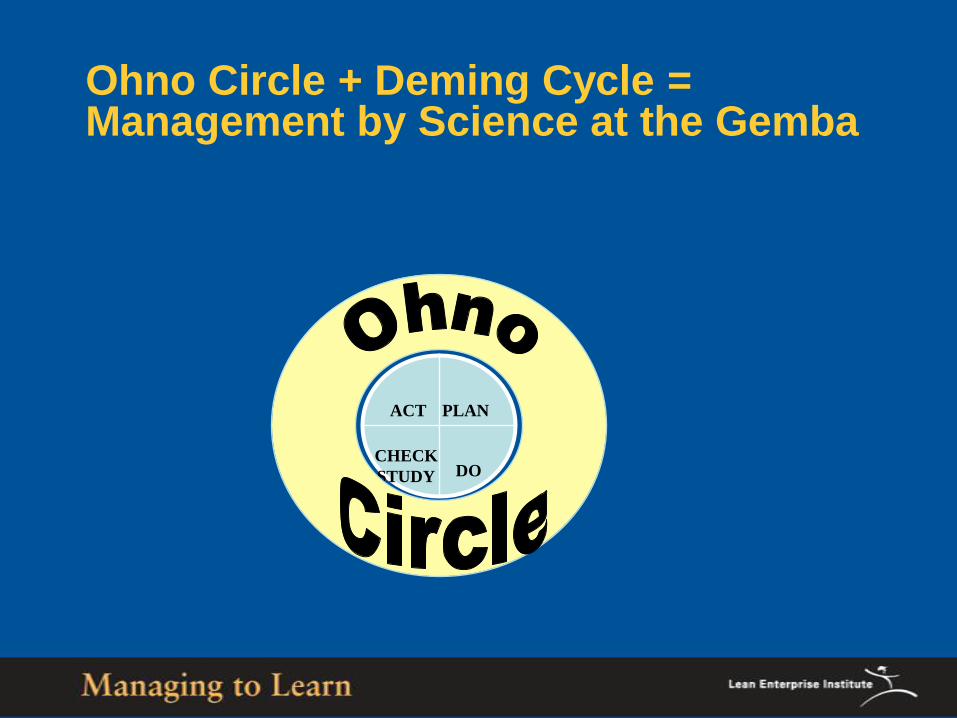
Ohno Circle + Deming Cycle = Management by Science at the Gemba
ACT
CHECK
STUDY
PLAN
DO
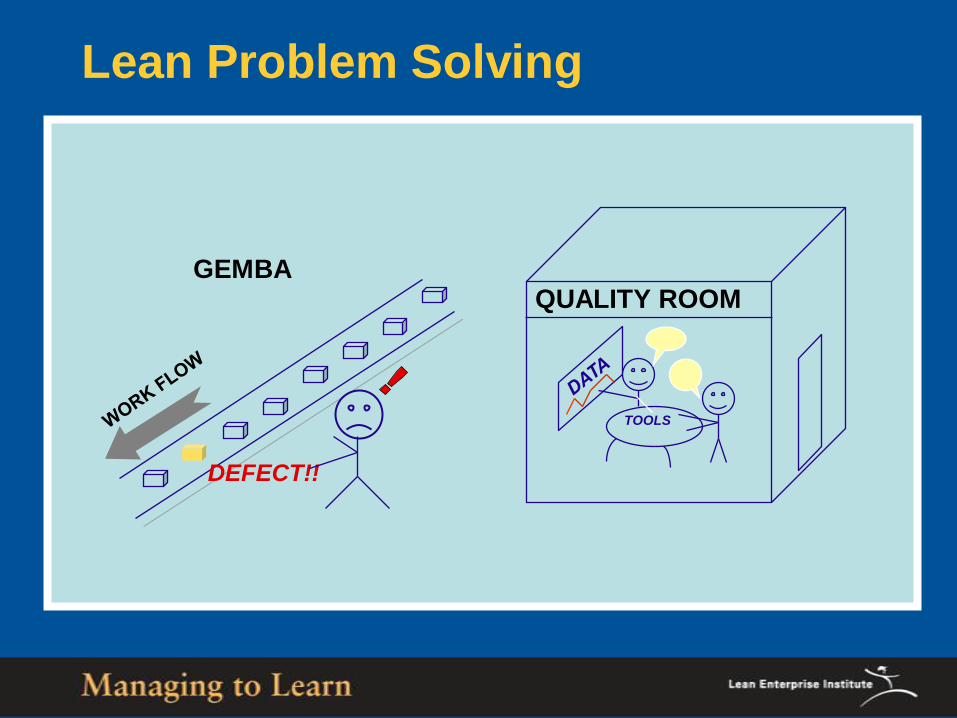
Lean Problem Solving
- at the gemba- five whys
GEMBAQUALITY ROOM
DEFECT!!
TOOLS
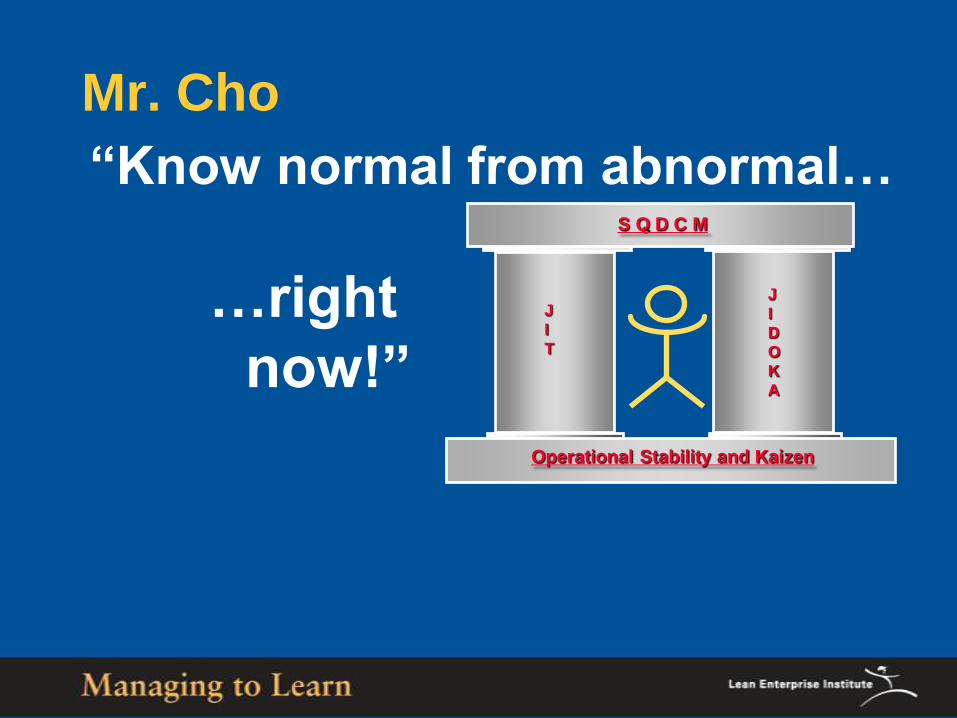
Mr. Cho
“Know normal from abnormal…Best Quality - Lowest Cost - Shortest Lead Time
J
I
D
O
K
A
Operational Stability and Kaizen
J
I
T
…right
now!”
S Q D C M
Respect for People
Focus on the front line worker
• Enable the worker
- To work safely
- To know his/her customer
- To be involved, engaged
- To be successful
• Worker-out or the Front Lines-back principle
- Build your operating system from the operator out
- Remove wasteful steps from his work,
- Giving it to support people: isolate the waste!
- Until nothing is left but value-creating steps.
Never waste the operator’s time and effort!
Leading as if you have no power…
Get the work done (design-build-ship-sell)while developing people at the same time
To “get the job done” requires:
Solving real business problems and
making improvements in the way work
is performed:
• at each level of the company
• in each activity of the company
• in real time
• at the root cause
To “develop people” requires:
Providing them with the skills to:
Solve real business problems and
make improvements in the way they
perform their work.
Toyota’s Cheryl Jones…(now VP, was floor supervisor)
“Continuous improvement comes
from making mistakes and
learning from them."
Problems, problems, problems…
How does your organization:
think about having them…
go about finding them…
deal with dealing with them…?
“No problem…”
is problem!”
GEMBAQUALITY ROOM
DEFECT!!
TOOLS
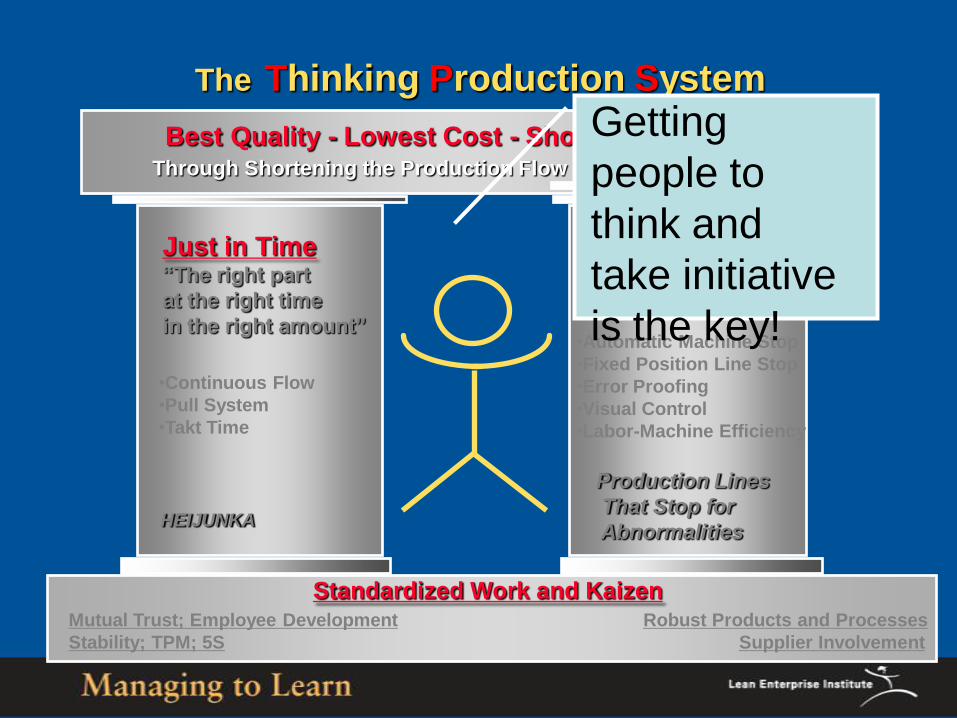
The Thinking Production System
Just in Time“The right part
at the right time
in the right amount”
•Continuous Flow
•Pull System
•Takt Time
HEIJUNKA
Jidoka
Production Lines
That Stop for
Abnormalities
•Automatic Machine Stop
•Fixed Position Line Stop
•Error Proofing
•Visual Control
•Labor-Machine Efficiency
Mutual Trust; Employee Development Robust Products and Processes
Stability; TPM; 5S Supplier Involvement
Best Quality - Lowest Cost - Shortest Lead TimeThrough Shortening the Production Flow By Eliminating Waste
“Built-in Quality”
Standardized Work and Kaizen
Getting
people to
think and
take initiative
is the key!
Do you have a process or structure to help you…
• Identify problems?
•Solve problems?
•Lead and develop people?
• be able to ask questions and mentor
people?
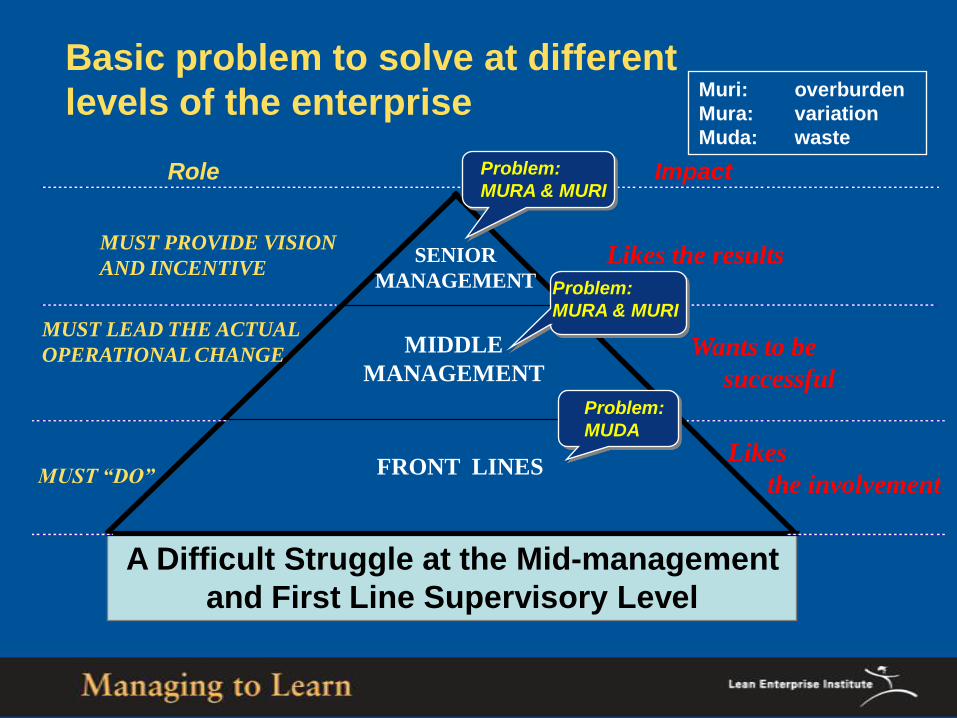
Basic problem to solve at different
levels of the enterprise
A Difficult Struggle at the Mid-management
and First Line Supervisory Level
FRONT LINES
SENIOR
MANAGEMENT
MIDDLE
MANAGEMENT
MUST PROVIDE VISION
AND INCENTIVE
MUST “DO”
MUST LEAD THE ACTUAL
OPERATIONAL CHANGE
Likes
the involvement
Likes the results
Wants to be
successful
Role Impact
Problem:
MUDA
Problem:
MURA & MURI
Problem:
MURA & MURI
Muri: overburden
Mura: variation
Muda: waste
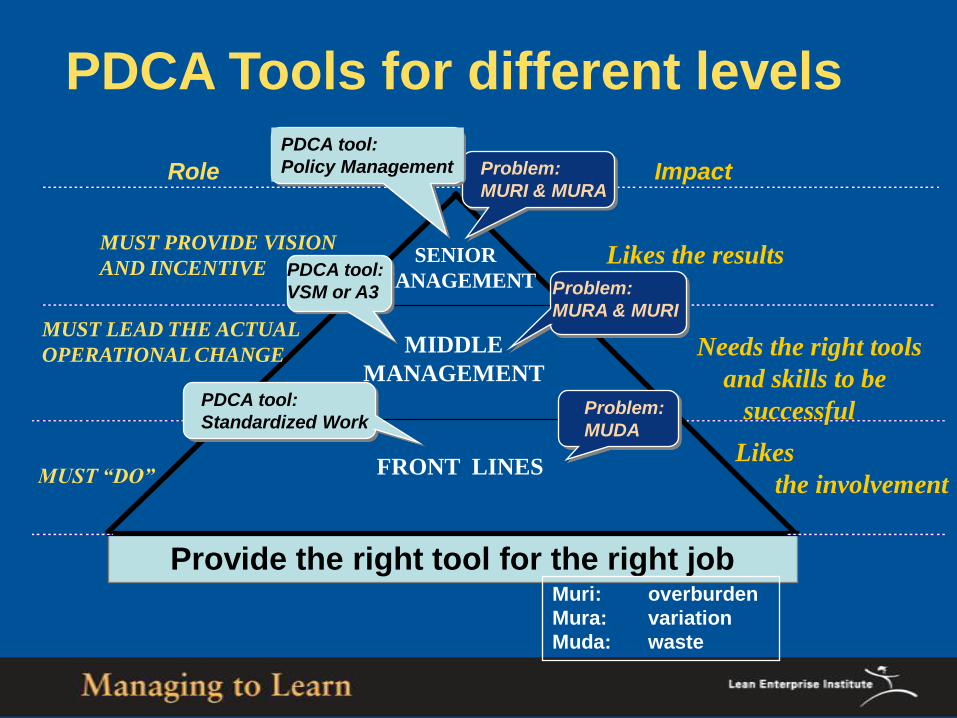
PDCA Tools for different levels
Provide the right tool for the right job
FRONT LINES
SENIOR
MANAGEMENT
MIDDLE
MANAGEMENT
MUST PROVIDE VISION
AND INCENTIVE
MUST “DO”
MUST LEAD THE ACTUAL
OPERATIONAL CHANGE
Likes
the involvement
Likes the results
Needs the right tools
and skills to be
successful
Role Impact
Problem:
MUDA
PDCA tool:
Policy Management
PDCA tool:
VSM or A3
PDCA tool:
Standardized Work
Problem:
MURA & MURI
Problem:
MURI & MURA
Muri: overburden
Mura: variation
Muda: waste
Change – the leader’s role…
“John, I can’t get my people to do this…”
How can you get others to “do this”…?
Only one way…
Change – the leader’s role…
“How can you get others to “do this”…?
Only one way…
The challenge is not “getting other
people to do this”…
The challenge is getting YOU to do
this!
Core Toyota View:
“You can understand everything that is important about a
company by observing from a good spot on the plant
floor.”
Okay…How do we go to the gemba??
What do we look for?
What do you look for?
Lean is…Lean is “process-focused”.
Which process is most important?
The process of creating processes
through “root cause thinking”
Lean is not jumping to conclusions.
The famous lean tools
Even more than the “mechanical” or tangible benefits they bring,
They are frameworks for learning and improvement,
Designed to make it:
• Easy to see problems
• Easy to improve
• Easy to learn from
(What is calculus??
A solution? Or a means to derive solutions?)
What to look for- let’s make it easy for ourselves…
Plan vs. Actual
Standardized Work
PDCA –
the scientific method
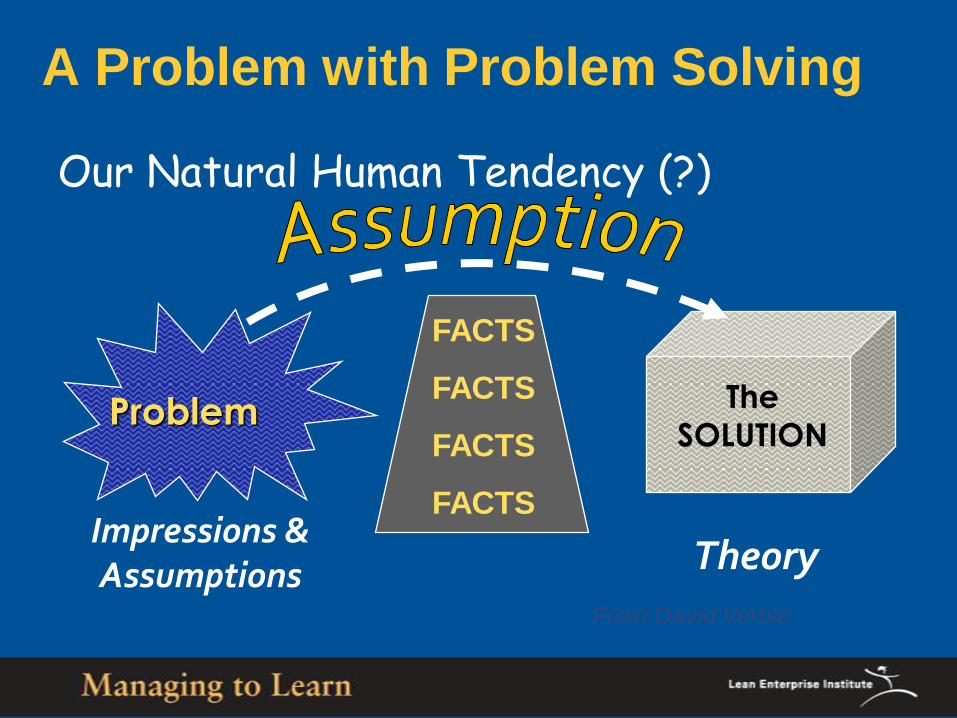
A Problem with Problem Solving
Our Natural Human Tendency (?)
Problem The
SOLUTION
Impressions & Assumptions Theory
FACTS
FACTS
FACTS
FACTS
From David Verble
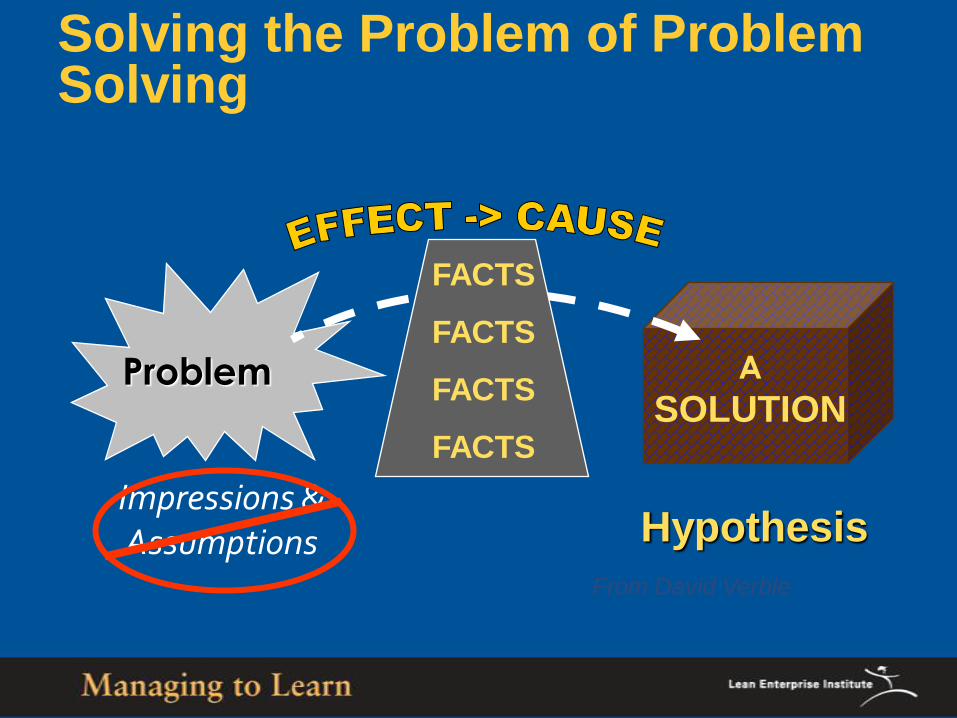
Solving the Problem of Problem Solving
Problem A
SOLUTION
Impressions & Assumptions Hypothesis
FACTS
FACTS
FACTS
FACTS
From David Verble
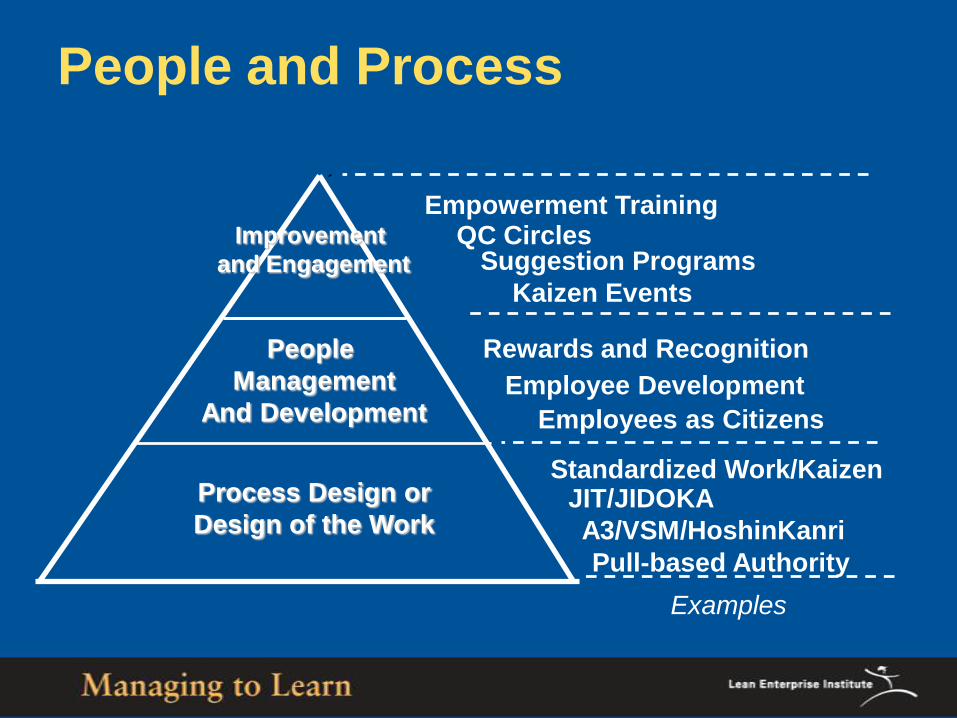
People and Process
People
Management
And Development
Process Design or
Design of the Work
Suggestion Programs
Employees as Citizens
Standardized Work/Kaizen
Pull-based Authority
QC Circles
Employee Development
Rewards and Recognition
Examples
Empowerment Training
JIT/JIDOKA
A3/VSM/HoshinKanri
Improvement
and Engagement
Kaizen Events
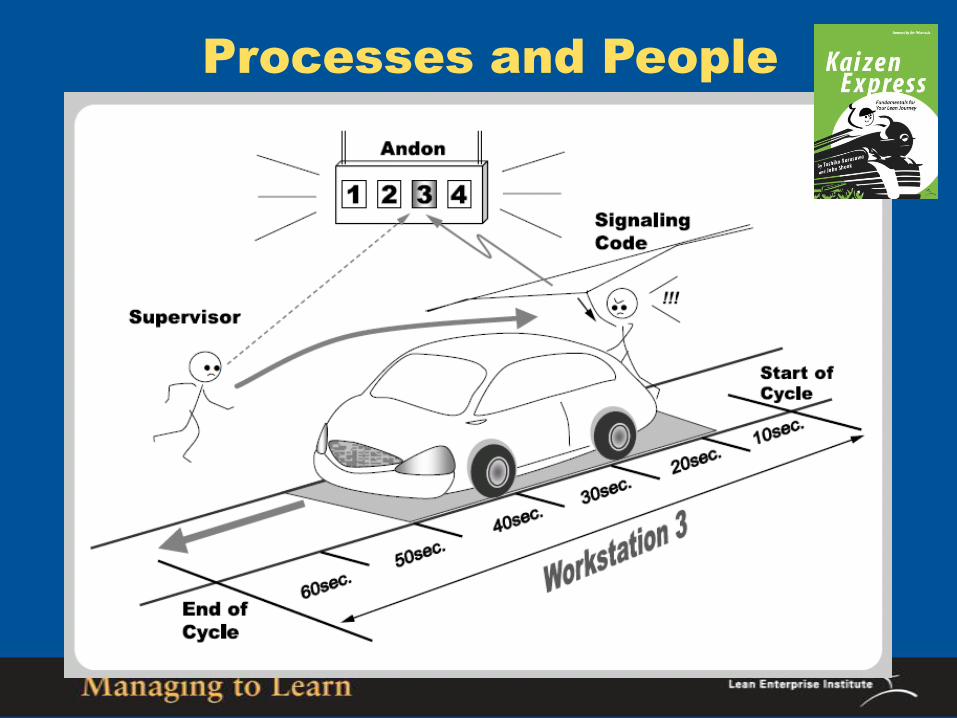
Processes and People
What to do?
An effective lean system will be equal parts:
“Social” - People
• All the people, thinking, organizational, people, cultural aspects of how your organization engages and aligns its people to accomplish its purpose
“Technical” - Process
• All the process, technical, mechanical, process, ways work is designed to deliver value to the customer and accomplish its purpose
Management must align those to achieve the purpose of the organization. That’s your job.
Lean Transformations:Social and Technical
1985
Lean Transformations:People and Process
1990
People & Process – balanced by management
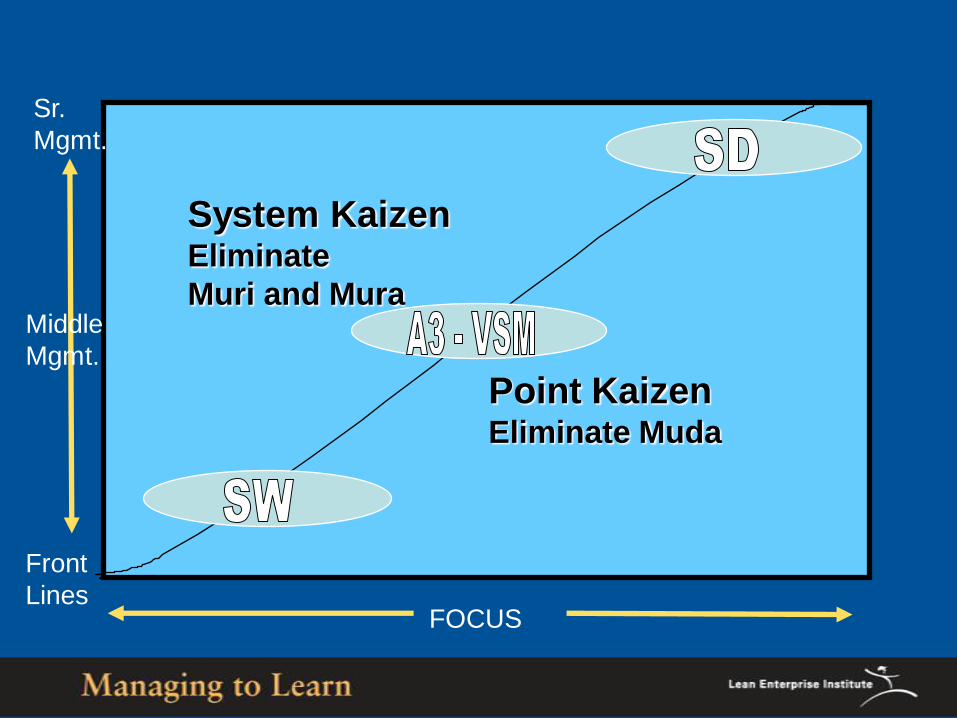
FOCUS
Sr.
Mgmt.
Front
Lines
System KaizenEliminate
Muri and Mura
Point KaizenEliminate Muda
Middle
Mgmt.
People & Process – balanced by management based on purpose
Lean Enterprise Transformation
It’s easier to act
your way to a new
way of thinking
than to think your
way to a new way
of acting.
What is your strategy?
Yesterday Tomorrow
Good Times Good Times
CHANGE
CHANGE
CHANGE
CHANGE
What is your strategy?
Yesterday Tomorrow
Good Times Good Times
LEAN
PROCESS
LEAN
PEOPLE
What do leaders need to do now?
A large enough tsunami will sink any boat
This is when the sea will separate the lean wheat from the chafe
For most companies, surely that means this is a time for back to basics
This is where the lean companies will separate themselves
That can happen – simply if not easily – through your leadership.

















![Festool [state of the industry] keynote presentation (1)](https://img.pdfslide.net/doc/110x75/5563c391d8b42aa0588b46dd/festool-state-of-the-industry-keynote-presentation-1.jpg)