Embed Size (px)
Citation preview

This article is also available online at:
www.elsevier.com/locate/mineng
Minerals Engineering 18 (2005) 969–976
Influence of dry grinding on talc and kaolinite morphology:inhibition of nano-bubble formation and improved dispersion
Marek Zbik a, Roger St. C. Smart a,b,*
a Ian Wark Research Institute, University of South Australia, Mawson Lakes, Adelaide 5095, Australiab ACeSSS (Applied Centre for Structural and Synchrotron Studies), University of South Australia, Mawson Lakes, Adelaide 5095, Australia
Received 1 December 2004; accepted 4 January 2005
Available online 23 February 2005
Abstract
The effects of dry grinding in a porcelain ball mill and a chrome steel ring mill on the structure and morphology of talc and kaol-
inite minerals and mixtures have been studied. It is well known that ground talc is easier to make down as a suspension than
unground talc and that it displays better rheological behaviour in the slurry. Morphological and structural studies (SEM, TEM,
AFM, XRD) of both ground and unground talc and kaolinite samples have revealed new factors accounting for this behaviour dur-
ing make down as a mineral suspension in water. Short-term (<1 min) grinding in the ring mill not only breaks the platelets, which
lowers the aspect ratio, but also disaggregates most of the particles. In both talc and kaolinite, this action destroys voids in aggre-
gates. In talc, it also destroys the splayed ends of the sheets at the particle edges. Both actions reduce trapped nano-bubbles and their
tendency to reduce wetting and promote flotation. Platelets of talc, during grinding, also become more stepped and damaged on
basal surfaces as a result of abrasion. Abrasion on basal surfaces exposes additional edge area, which increases the proportion
of reactive sites and assists dispersion of talc in aqueous solution. Prolonged grinding (60 min) of mixtures (10% talc) produces
rounded aggregates that are composed of nm-sized colloidal particles. These colloids and aggregates are strongly hydrophilic. Struc-
tural observations (XRD and electron diffraction patterns) indicated that crystalline structure destruction occurs during prolonged
grinding in the ring mill making both minerals totally amorphous. This does not occur after mixing (15 min) in the porcelain ball
mill.
� 2005 Elsevier Ltd. All rights reserved.
Keywords: Tailings disposal; Dewatering; Fine particle processing
1. Introduction
Grinding of kaolinite and talc as brightness additives
is an important process in the paper, adhesives, paint
and plastics industries. Because of this, they have beenstudied with great interest by many scientists. The effects
of grinding on clay minerals have been studied, for in-
stance, by Takahashi (1959), Miller and Oulton (1970),
0892-6875/$ - see front matter � 2005 Elsevier Ltd. All rights reserved.
doi:10.1016/j.mineng.2005.01.005
* Corresponding author. Address: ACeSSS (Applied Centre for
Structural and Synchrotron Studies), University of South Australia,
Mawson Lakes, Adelaide, 5095 Australia. Tel.: +61 8 83023353; fax:
+61 8 83023799.
E-mail address: [email protected] (R. St. C. Smart).
Yariv (1975), Garcia et al. (1991) and Aglietti et al.
(1986) for kaolinite; and for talc by Aglietti (1994) San-
chez-Soto et al. (1997) and Zajac and Malandrini (1997).
Several of these studies came to the conclusion that in-
tense mechano-chemical effects occur during grindingleading to the destruction of kaolinite structure and for-
mation of an amorphous substance. The laminar struc-
ture of kaolinite makes this mineral very sensitive to
amorphization.
Aglietti (1994) revealed that intense mechano-chemi-
cal effects occur as well in the talc surface. Sanchez-Soto
et al. (1997) found that reduction in size of talc particles
by grinding continued up to about 30 min. After 30 min,

970 M. Zbik, R. St. C. Smart / Minerals Engineering 18 (2005) 969–976
the mechanical reduction of the original particles ap-
pears to have a limit and particles start a reaggregation
process in which adhesion forces act. Garcia et al. (1991)
reported similar effects in kaolinite where aggregates ap-
peared to form by tightly bound, extremely small parti-
cles, produced during prolonged grinding. Two factorsseem to be responsible for such structural changes in
the process of dry grinding of kaolinite and talc. One
is the production of a non-crystalline substance attended
by the disordering of the crystalline part, and the other
is a reaggregation process. Despite an extended effort to
investigate mechano-chemical effects, and their conse-
quences for dispersion, caused by grinding, some aspects
of the alteration remain obscure.Zbik and Smart (2002) used micronized and ground
talc samples to prepare dense talc/water suspension.
During these experiments they reported that ground talc
was easier to make down as a suspension than the
unprocessed sample; ground talc also displayed Newto-
nian rheological behavior in contrast to the micronized
sample. During careful morphological studies of both
ground and unground talc samples, Zbik and Smart(2002) found two major reasons for such behaviour dur-
ing make down as a mineral suspension in water.
Firstly, the short grinding time in the ring mill has a
significant effect on the talc platelet diameters, breaking
platelets apart, which lowers the aspect ratio. Secondly,
voids in aggregates and splayed or puckered sheets at
particle edges are destroyed during ring mill grinding
which may reduce trapped nano-bubbles and stop parti-cles floating on the water surface.
SEM observations by Zbik and Horn (2003) of low
solid content cryo-vitrified kaolinite clay suspensions re-
veal that clay platelets build porous three-dimensional
networks with platelets contacting each other mostly
by their edges. To explain this behaviour, which must re-
quire long range edge-to-edge attractive forces, a hydro-
phobic-like interaction has been proposed. Thisinteraction may be induced by the presence of nano-
bubbles existing on the edges of clay crystallites which
may cause clay particles to flocculate. Nanobubble coa-
lescence has recently been presented as a partial explana-
tion (e.g. Meagher and Pashley, 1995; Considine et al.,
1999; Ishida et al., 2000) for strong, long-range attrac-
tive forces that have measured between hydrophobic
surfaces. (Israelachvili and Pashley, 1982; Christenson,1992). The following indirect evidence for such hydro-
phobic behaviour was presented. First, a clay platelet
is shown attached to an oil drop by its edge; second, clay
flocs were attracted by a vertically placed hydrophobic
Teflon strip but not to the hydrophilic mica basal sur-
face; third, a much thicker porous sediment occurred
in CO2-saturated water solution compared to vacuum-
degassed water.The work reported here has revealed new factors
which have been observed when grinding and focuses
on the both the morphological and structural changes
(using SEM, TEM, XRD and AFM) which occur as a
result of prolonged dry grinding.
2. Experimental
North Queensland kaolinite and Commercial Miner-
als Ltd., Talc (CM) were used in this study as single min-
erals and as the kaolinite/talc mixture. The North
Queensland kaolinite was supplied by Comalco Re-
search Centre (Thomastown, Victoria, Australia). It is
the final processed product from their previous North
Queensland operation. Its characteristics, particularlythe layered structure of the particle surfaces, wide steps
and ragged edges revealed in SEM and AFM studies,
have been described by Zbik and Smart (1998). Com-
mercial Minerals Limited (CM) talc T20A used in this
study is a commercial talc described as premium grade
with excellent whiteness, micronized (dry, without addi-
tives) below 20 lm. The micronising process involvescolliding air/talc streams at 120 atm pressure in an aircyclone with classification to extract the �20 lm frac-
tion. It is typically used in adhesives, paints and plastics.
It is produced in Adelaide, predominantly from the Mt.
Fitton (South Australia) deposit.
Samples (50 g) were dry ground during 15, 30, 60 and
120 min in the porcelain ball mill (balls �26 g) and 1 and60 min in the high power Rocklabs ring mill with
chrome steel (AISI, D3) heads. The mineral mixturewas kaolinite with 10 wt.% talc mixed for 5 min in a
mechanical shaker.
The SEM studies were carried out using a Camscan
CS44FE microscope with a field emission gun operating
at 20 kV acceleration voltage. The kaolinite and talc
particles were coated by gold/palladium films to a thick-
ness of 2–3nm using a Dentron Magnetron Sputter
Coater system. A Nanoscope III AFM (Digital Instru-ments) was used with scan heads E (14 · 14 lm2) andscan rate between 5 and 20 Hz in height and deflection
modes. The AFM was calibrated on a gold grid with
5 lm pits separated by 5 lm. The standard pyramidalsilicon nitride tip with a solid angle of 70� and a radiusof curvature at the end of �50 nm was mounted on a
cantilever of nominal spring constant 0.06–0.58 Nm�1.
The standard lateral and vertical deviation of theAFM measurements is ±0.15 nm due, at least in part,
to the uneven nature of the kaolinite and talc particle
surfaces and the relatively low aspect ratio of the
AFM tip.
For the AFM studies, kaolinite and talc particles
were immobilized from a dilute aqueous suspension on
to a freshly cleaved atomically flat mica surface. A small
amount of suspension, i.e. one or two drops was col-lected from a depth of 10 cm below the water surface
and placed on the freshly cleaved mica surface. The par-

M. Zbik, R. St. C. Smart / Minerals Engineering 18 (2005) 969–976 971
ticles were dried at room temperature in a dessicator
overnight. Particles with weak contact to the mica sur-
face were removed in a dry nitrogen gas stream before
SEM examination. The SEM examination showed that
the attached particles were then suitable for AFM study.
3. Results
3.1. Talc: dry grinding
As reported in Zbik and Smart (2002) and confirmed
here, short grinding times in the ring mill had a signifi-
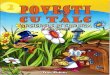
cant effect on the talc platelet diameter, breaking plate-lets and lowering the aspect ratio. SEM micrographs
(Fig. 1) illustrate significant differences in particle size
and morphology between unground and talc ground
short-term (1 min) in the ring mill. For the unground
talc sample, large aggregates of high aspect ratio, curved
platelets, with characteristic splayed and separated edges
are observed in SEM (Zbik and Smart, 2002). Such
platelets are generally larger than 5 lm in diameter(Fig. 1a). In contrast, ground talc contains smaller sep-
arate platelets, which are generally below 2.5 lm in lat-
eral dimension (Fig. 1b). This short grinding (1 min) has
only a minor effect on the particle thickness (i.e. minor
delaminating occurs) whilst reducing the median lateral
dimension of the platelets by approximately half which
significantly reduces the aspect ratio (Table 1). One min-
ute grinding has also a minor effect on the specific sur-face area calculated from the particle geometry, but
significantly increases the edge area of the ground talc
from 13.5% before grinding to 21% after 1 min grinding.
The edge area increase is likely to be beneficial for better
dispersion of talc in aqueous systems.
The results of the aspect ratio calculation, based on
SEM/AFM measurements of �100 talc particles using
Fig. 1. SEM micrographs of (a) Commercial Minerals Talc sample (CM, T2
ground 1 min in ring mill.
Table 1
Geometric characterization of talc samples
Talc Median diameter (nm) Median thickness (nm)
Unground CM 2110 165
Ground CM 1245 165
AFMmethods described in Zbik and Smart (1999), have
been summarized in Table 1. These data have revealed
that the median aspect ratio value of unground CM talc
sample is considerably larger than for the ground
sample.
The second reason for improved make down of theground talc better in aqueous suspension, previously de-
scribed in Zbik and Smart (2002), comes from the differ-
ence in the void availability in individual platelets and
aggregates. Splaying or puckering, frequently observed
on the edges of unground talc platelets (Figs. 1a and
2b), has not been observed after short-term grinding in
the ring mill (Figs. 1b and 2c). Fracturing or compacting
these sheets during grinding contributes to depressingthe apparent hydrophobicity of talc which inhibits dis-
persion of talc particles in water. The likely reason for
this is the loss of suitable voids for nano-bubble
entrapment.
The differences in particle size and void volumes have
a significant impact on the sample structure, which mani-
fests in sample porosity. The bulk gravity measured for
unground talc was 0.3 g cm�3 increased to 0.55 g cm�3
after 1 min in ring mill grinding; resulting in 9%
reduction of interparticle porosity. This ‘‘flattening’’ of
aggregates of talc particles destroys voids suited to
nano-bubbles trapping between individual platelets
and thereby contributes to better mixing of talc with
water after grinding.
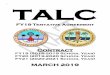
Low magnification AFM micrographs of talc (Fig. 2)
show highly aggregated, irregular flocs of talc platelets�15–22 lm in lateral dimension apparently due to floc-
culation in water during sample preparation. AFM
images of the unground CM talc sample (Fig. 2a and
b) display bevelled edges, which are an artefact caused
by the relatively low aspect ratio of the AFM tip (i.e.
sliding down the side of the tip). Details of common arti-
facts in SPM (scanning probe microscope) are discussed
0a) as received, (reproduced form Zbik and Smart (2002) Fig. 2a); (b)
Aspect ratio Surface area (m2 g�1) Roughness (rms nm)
12.8 5.5 1.7
7.5 6 8

Fig. 2. AFM micrographs of CM (T20a) talc: (a and b) before (reproduced from Zbik and Smart (2002) Figs. 4a and 5b); (c and d) after grinding 1
min in ring mill.
972 M. Zbik, R. St. C. Smart / Minerals Engineering 18 (2005) 969–976
in our previous paper (2002). Individual platelets shownin Fig. 2a and b have 1–2 lm lateral dimensions. The
ground talc (Fig. 2c and d) have very ragged, stepped
basal surfaces, with lateral damage and smaller particles
(<100 nm) attached to the surface.
The colloidal platelets lying on the smooth talc basal
surface sometimes overlap each other suggesting that
they do not belong structurally to the underlying platelet
but may have been attached in preparation processes. Itis possible that such colloidal platelets (even below 20
nm in lateral dimension and single unit cell thickness)
were generated during the milling process and were at-
tached to larger particles when drying. At higher magni-
fications (Fig. 2d), lateral shear steps are clearly visible
on basal faces. These steps, studied on this section, are
1.7–3 nm high and (within the instrument error) relate
to 2–4 individual lattice layers of talc. Extremely smallparticles were also observed. These particles in some
parts of the sample form a sort of coating about 1 nm
thick and may be the colloidal products of grinding.
This roughening of the basal surfaces is another rea-
son for improved make down of the ground talc better
in aqueous suspension. This abrasion exposed addi-
tional edge area on basal surfaces, increasing the con-
centration of reactive surface sites and thereforeenhancing talc wettability. This is consistent with expla-
nations which challenge the interpretation of talc as a
hydrophobic mineral, e.g. Michot et al. (1994). Differentvarieties of natural talc have substantially different
water uptakes. Immersion calorimetry has shown that,
after outgassing at 100–400 �C, talc exhibits a strongaffinity for water molecules. Attempts to correlate natu-
ral flotation results to the electrokinetic properties of
talc have not been successful. The poor wettability of
talc and its influence on flotation has still not been
explained.AFM micrograph of unground and ground talc sam-
ples seen on Fig. 2 show visible transformation from
rather smooth blocky talc platelets of unground CM talc
sample (Fig. 2a and b) to highly disordered particles
after milling in the ring mill. Ground talc flakes (Fig.
2c and d) appear highly stepped with increased edge
density on what were previously flat basal surfaces.
The restructuring also suggests that some platelets havedetached from the original particle and moved across
the surface. Such surfaces with high edge density consid-
erably assist make down in the water suspension.
Mean Roughness has been measured for 500 nm
square of the talc basal surface of particle. (Ra)-mean
value of the surface heights relative to the centre plane
and is calculated using:
Ra ¼ ð1=LxLyÞZ Ly
0
Z Lx
0
jf ðx; yÞjdxdy

M. Zbik, R. St. C. Smart / Minerals Engineering 18 (2005) 969–976 973
where f(x,y) is the surface height relative to the centre
plane and Lx and Ly are the dimensions of the surface.
The centre plane is the plane at the mean height of the
sample.
Mean Roughness varies from particle to particle but
those measured for the surface of the unground CM talcparticle shown in Fig. 2a were 1.6–1.9 nm and for the
ground CM talc particle shown in Fig. 2c were 7.2–
8.4 nm.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 20 40 60 80 100 120
Time of grinding in min
Spec
ific
Sur
face
Are
a in
m2 /g
kaolinite
kaolinite/talc
ring mill ground
Fig. 3. Specific surface area plot of porcelain mill (upper curves) and
ring mill ground (60 min) sample of kaolinite/talc mixture derived from
Malvern Mastersizer grain size measurement.
4. Kaolinite: Dry grinding
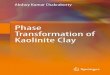
SEM micrograph from unground North Queenslandkaolinite Fig. 4a and b show well-developed euhedral
pseudo-hexagonal platelets of kaolinite crystals up to
1.5 lm on the (001) plane. Surfaces of these large crys-
tals with sharp edges host a number of smaller crystals
with lateral dimension down to 100 nm. These small
particles are euhedral and pseudo-hexagonal slightly
elongated in one direction. Detailed study of North
Queensland kaolinite particles by Zbik and Smart(1998) revealed its quite complex surface morphology
with high density of steps and nm-scale irregularities
on basal surfaces. Also mosaics of smaller crystals
(about 50 nm lateral dimensions) stacked together along
(110) and (010) planes appear to be unique for this
kaolinite. This horizontal stacking has contributed to
the high roughness of this kaolinite sample.
SEM micrographs (Fig. 4c and d) obtained after pro-longed (60 min) grinding in the ring mill, show signifi-
cant changes in morphology. The resulting material is
rounded, or pillow-like, showing little or no defined
structural arrangement, nor regular modular appear-
ance. On these micrographs shapeless larger aggregates
Fig. 4. SEM micrographs. (a and b) Unground kaolinite crystals; (c and d)
grinding in the ring mill.
are constituted of very small rounded particles
<100 nm in diameter and often far smaller than 10–20
nm.
5. Kaolinite/talc mixture: Dry grinding
Other significant changes in morphology observed as
a result of dry grinding were particle aggregation and
amorphization. Malvern Mastersizer results of grain size
distribution show some aggregation of the sample after
15, 13, 60 and 120 min of milling in the porcelain ball
mill. Specific surface area, calculated from grain size dis-
tribution dropped from 0.6 to 0.43 m2/g with increase ofd(50) from 5.44 to 7.29 lm for the kaolinite/talc mix-
ture, ground in the porcelain mill (Fig. 3). More signif-
icant aggregation occurred after high power grinding in
amorphous, pulverized aggregates of nano-sized particles after 60 min

Fig. 5. TEM micrographs of the kaolinite/talc mixture with well-
developed pseudohexagonal symmetry of kaolinite particles shown in
Fig. 5a (unground) is replaced by amorphous, shapeless rounded
aggregates after 60 min grinding in the ring mill in Fig. 5b.
974 M. Zbik, R. St. C. Smart / Minerals Engineering 18 (2005) 969–976
the ring mill. Reduction of the specific surface area was
larger (0.33 m2/g) when the kaolinite/talc mixture was
ground in the ring mill for 60 min, with increase of
d(50) from 5.4 lm (unground) to 18.5 lm (c.f. with
7.3 lm after 120 min grinding in the porcelain ball mill).
Decrease of the specific surface area of ground sam-ples is clearly due to physical aggregation principally
involving the talc. Reduction in surface area is apparent
in talc between 0 and 15 min of grinding in contrast to
kaolinite where the specific surface area initially in-
creases, probably due to stack destruction (Fig. 3). After
15 min grinding, the specific surface area of kaolinite
drops continuously and reaches the same value as the
kaolinite/talc mixture after 120 min grinding in the por-celain ball mill (Fig. 3).
Similar results come from TEM micrographs in
which well-defined pseudohexagonal crystals of un-
ground North Queensland kaolinite in the kaolinite/talc
mixture are found as shown at the micrographs (Fig.
5a). EDX spectra of this sample are typical for kaolinite
Al, Si content with some Fe contribution which is char-
acteristic of this kaolinite. These kaolinite crystals showregular hexagonal arrangement in electron diffraction
patterns proving its crystalline structure. Talc addition
was not recorded on these micrographs because talc
flakes were much larger then those of North Queensland
kaolinite and rarely occurred in the narrow view field.
After prolonged milling, shapeless rounded aggregates
were observed on TEM micrographs (Fig. 5b). The aver-
age diameter of these aggregates was about 100–200 nm.These aggregates no longer display electron diffraction
patterns, suggesting their amorphous state. EDX spectra
of this sample show high uniformity where Mg (from
talc) is detected in all areas additional to the Al, Si
and Fe (from kaolinite) detected before milling. This
may suggest that the resulting amorphous mixture is
now chemically uniform.
Low magnification AFM micrographs prove thesedifferences in morphology between unground (Fig. 6a)
and ground (Fig. 6b) North Queensland kaolinite in
the mixture which transform particles after prolonged
grinding from stacked pseudohexagonal platelets to
shapeless round aggregates. The high magnification
AFM micrograph in Fig. 6c, of unground North
Queensland kaolinite, shows a typical singular kaolinite
platelet, with well-defined pseudohexagonal symmetryabout 200 nm in diameter and 20 nm in thickness, which
gives an aspect ratio of this particle about 10. The disc
shaped particle shown in Fig. 6d belongs to 60 min
ground kaolinite/talc mixture and is 100–150 nm in
diameter and 16 nm in thickness giving an aspect ratio
of about 6. But careful observation of this micrograph
reveal that this disc like platelet is, in fact, an aggregate
and consists of at least 3 smaller particles of �50 nmdiameter giving aspect ratios of each less than 3. AFM
micrographs also revealed much smaller particles of
about 1 nm in diameter shown in Fig. 6e where such
particles looks like needles 5 nm long and 1 nm thick.
Because these needles are arranged always parallel to
the scan direction they are likely artifacts of the AFMtip dragging small particles when scanning producing a
lengthening effect. At lower magnification (Fig. 6f), a
square region has been observed in the area of previous
scanning (Fig. 6e) which appears to be the result of
sweeping away many of the colloidal particles by the
AFM tip in this area. This region is about 1 nm deep
which provides additional information about the dimen-
sions of particles building this thin layer of colloidaldebris on the top of the mica substrate.
The XRD diffraction pattern of the kaolinite/talc
mixture initially mixed in the porcelain ball mill (Fig.
7a) shows crystalline structure of the mixed minerals
with well-defined diffraction peaks from kaolinite, talc

Fig. 6. AFM micrographs of the kaolinite/talc mixture. (a and c) Unground particles; (b and d) ground shapeless rounded aggregates after 60 min
grinding in the ring mill; (e and f) nano-size colloidal film on the mica substrate.
M. Zbik, R. St. C. Smart / Minerals Engineering 18 (2005) 969–976 975
and minor chlorite impurity. The diffraction pattern pre-
sented in Fig. 7b represents the same mineral mixtureafter 60min grinding in the ring mill and shows total
amorphization of feed minerals which confirms our elec-
tron microscope results.
The specific surface analysis performed by BET meth-
od of nitrogen adsorption on the kaolinite/talc sample
ground for 15 min in the porcelain ball mill and after
prolonged grinding (60 min) in the ring mill confirms
substantial aggregation during ring mill grinding. Forcomparison, the starting BET specific surface area of un-
ground North Queensland kaolinite was 26 m2/g, and for
the CM talc sample 5.5 m2/g. After 15 min in the porce-
lain ball mill, the kaolinite/talc mixture had a specific sur-
face area of 23.3 m2/g, which is close to the combinationof specific surface areas of the two minerals implying lit-
tle grinding or aggregation. This value has dropped to
10.7 m2/g after 60 min grinding in the ring mill.
6. Conclusions
The effects of dry grinding in a porcelain ball mill anda chrome steel ring mill on the structure and morphol-
ogy of talc and kaolinite minerals and mixtures have
been studied. It is well known that ground talc is easier

Fig. 7. X-ray diffraction patterns of the kaolinite/talc mixture: (a)
before and (b) after 60 min grinding in the ring mill.
976 M. Zbik, R. St. C. Smart / Minerals Engineering 18 (2005) 969–976
to make down as a suspension than unground talc and
that it displays better rheological behaviour in the
slurry.
Morphological and structural studies (SEM, TEM,
AFM, XRD) of both ground and unground talc and
kaolinite samples have revealed new factors accountingfor this behaviour during make down as a mineral sus-
pension in water. Short-term (<1 min) grinding in the
ring mill not only breaks the platelets, which lowers
the aspect ratio, but also disaggregates most of the par-
ticles. In both talc and kaolinite, this action destroys
voids in aggregates. In talc, it also destroys the splayed
ends of the sheets at the particle edges. Both actions
are likely to reduce trapped nano-bubbles and their ten-dency to reduce wetting and promote flotation. Platelets
of talc, during grinding, also become more stepped and
damaged on basal surfaces as a result of abrasion. Abra-
sion on basal surfaces exposes additional edge area,
which increases the proportion of reactive sites and as-
sists dispersion of talc in aqueous solution. The high
power ring mill has affected kaolinite and talc far more
than the porcelain ball mill.Prolonged grinding (60 min) of mixtures (10% talc)
produces rounded aggregates that are composed of
nano-meter sized colloidal particles. These colloids and
aggregates are strongly hydrophilic. The specific surface
area (measured by BET method) of these aggregates is
smaller than that of the unground mineral mixture.
Structural observations (XRD and electron diffraction
patterns) indicated that crystalline structure destructionoccurs during prolonged grinding in the ring mill mak-
ing both minerals totally amorphous. This does not
occur even after prolonged mixing (15 min) in the porce-
lain ball mill.
Acknowledgements
The authors are grateful to Comalco Research Centre
(Thomastown, Victoria, Australia) for financial support
for this work. Many useful research discussions on this
and other work with Dr. Ray Shaw, Ms. Karen Bur-rows, Dr. Angus Hartshorn (Comalco) and Drs. Peter
Self and Bill Skinner (IWRI) are also gratefully
acknowledged.
References
Aglietti, E.F., 1994. The effect of dry grinding on the structure of talc.
Appl. Clay Sci. 9, 139–147.
Aglietti, E.F., Porto Lopez, J.M., Pereira, E., 1986. Mechano-chemical
effects in kaolinite grinding I and II. Int. J. Miner. Proc. 16, 125–
133.
Christenson, H.K., 1992. In: Schrader, M.E., Loeb, G. (Eds.), Modern
Approaches to Wettability: Theory and Applications. Plenum
Press, New York.
Considine, R.F., Hayes, R.A., Horn, R.G., 1999. Langmuir 15, 1657–
1659.
Garcia, F.G., Abrio, M.T.R., Rodrigues, M.G., 1991. Effects of dry
grinding on two kaolins of different degrees of crystallinity. Clay
Miner. 26, 549–565.
Ishida, N., Inoue, T., Miyahara, M., Higashitani, K., 2000. Langmuir
16, 6377–6380.
Israelachvili, J.N., Pashley, R.M., 1982. Nature 300, 341–342.
Meagher, L., Pashley, R.M., 1995. Langmuir 11, 4019–4024.
Michot, L.J., Villieras, F., Francois, M., Yvon, J., Le Dred, R., Cases,
J.M., 1994. The structural microscopic hydrophilicity of talc.
Langmuir 10, 3765–3773.
Miller, J.G., Oulton, T.D., 1970. Phototropy in kaolinite during
percussive grinding of clays. Clays and Clay Miner. 18, 313–323.
Sanchez-Soto, P.J., Wiewiora, A., Aviles, M.A., Justo, A., Perez-
Maqueda, L.A., Perez-Rodriguez, J.L., Bylina, P., 1997. Talc from
Puebla de Lillo, Spain. II. Effect of dry grinding on particle size and
shape. Appl. Clay Sci. 12, 297–312.
Takahashi, H., 1959. Effects of dry grinding on kaolin minerals I–III.
Bull. Chem. Soc. Japan 32, 235–263.
Yariv, S., 1975. Infrared study of grinding kaolinite with alkaline metal
chlorides. Powder Technol. 12, 131–138.
Zajac, J., Malandrini, H., 1997. Changes in the immersional enthalpy
of talc in n-heptane and water as a function of grinding. Polish J.
Chem. 71 (5), 686–691.
Zbik, M., Horn, R.G., 2003. Hydrophobic attraction may contribute
to aqueous flocculation of clays. In: Adamczyk, Z., Kosmulski, M.
(Eds.), Electrokinetic Phenomena, Krakow 2002. Colloids and
Surfaces A 222, 323–328 (special issue).
Zbik, M., Smart, R.St.C., 1998. Nanomorphology of kaolinites:
comparative SEM and AFM studies. Clays and Clay Miner. 46
(2), 153–160.
Zbik, M., Smart, R.St.C., 1999. Atomic Force microscopy in the
aspect ratio estimation of colloidal kaolinite in clays for our future.
In: Kodama, H., Mermut, A.R., Torrance, J.K. (Eds), Proc. 11th
Int. Clay Conf., Publ. ICC97 Org. Committee, Canada, pp. 361–
336.
Zbik, M., Smart, R.St.C., 2002. Dispersion of kaolinite and talc in
aqueous solution: nano-morphology and nano-bubble entrapment.
Miner. Eng. 15, 277–286.