Embed Size (px)
Citation preview

InFocus InFocus starts where standard solutions reach their limits. This technology is powerful and quick and can be adapted to a wide range of different joining applications. Due to the heavily constricted arc it is possible to join all steel types and non-ferrous metals with material thicknesses ranging from thick to thin. The process-stable joining produces an even seam surface of high quality. Thus, the automated TIG process can be used economically, inter alia, in the vehicle and automotive industry (e.g. chassis and exhaust systems), in pipeline construction, in sensor and medical engineering.
InFocus — High-Performance-TIGQuick, spatter-free, automated, flexible
Advantages at a glance• Current carrying capacity: InFocus 1000 up to
1,000 A, InFocus 500 up to 500 A • Sheets with a thickness from 0.15 to 12 mm• All steels, also non-ferrous metals like copper and
aluminium• Process-stable and spatter-free• Speed: InFocus soldering up to 7 m/min, InFocus
welding up to 15 m/min• High quality of the weld, low hardness, small he-
at-affected zone, low distortion• Robust torch with connected cooling circuit• Good inert gas coverage, low oxide formation• Quickchangeofcathodewithdefinedtorchpositi-
on (TCP - tool centre point ± 0.1mm)• Low cathode wear• No adding of helium necessary
Being the developer of the InFocus technology, Kjellberg has the expertise to adapt the technology toyourspecificjoiningapplication.Ouroffer:equipment,customer-specificsystemsolutions,support and user training courses.
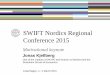
InFocus is a TIG arc welding technology for auto-mated applications. Due to the maximised cathode cooling, the arc is constricted at the cathode tip in such a strong way that optimum process and joint properties are achieved and the joining of all steels and non-ferrous metals with a material thickness between 0.15 and 12 mm is made possible. InFo-cusisoneofthemostflexiblejoiningprocessesbecause it covers a wide range of materials and thicknesses: InFocus soldering of galvanised sheets produces laser-like seams. The InFocus keyhole welding technology allows the single-layer, process-stable and high-quality welding of sheets with a thickness of up to 12 mm. In contrast to plasma welding, InFocus works without an additio-nal arc-forming nozzle. Therefore, the process can be controlled easily and safely by adjusting only a few parameters. The high welding speed makes the spatter-free InFocus process more economical than conventional TIG welding. Compared to laser welding, there are lower investment and operating costs.
The Torch as Carrier of the Technology
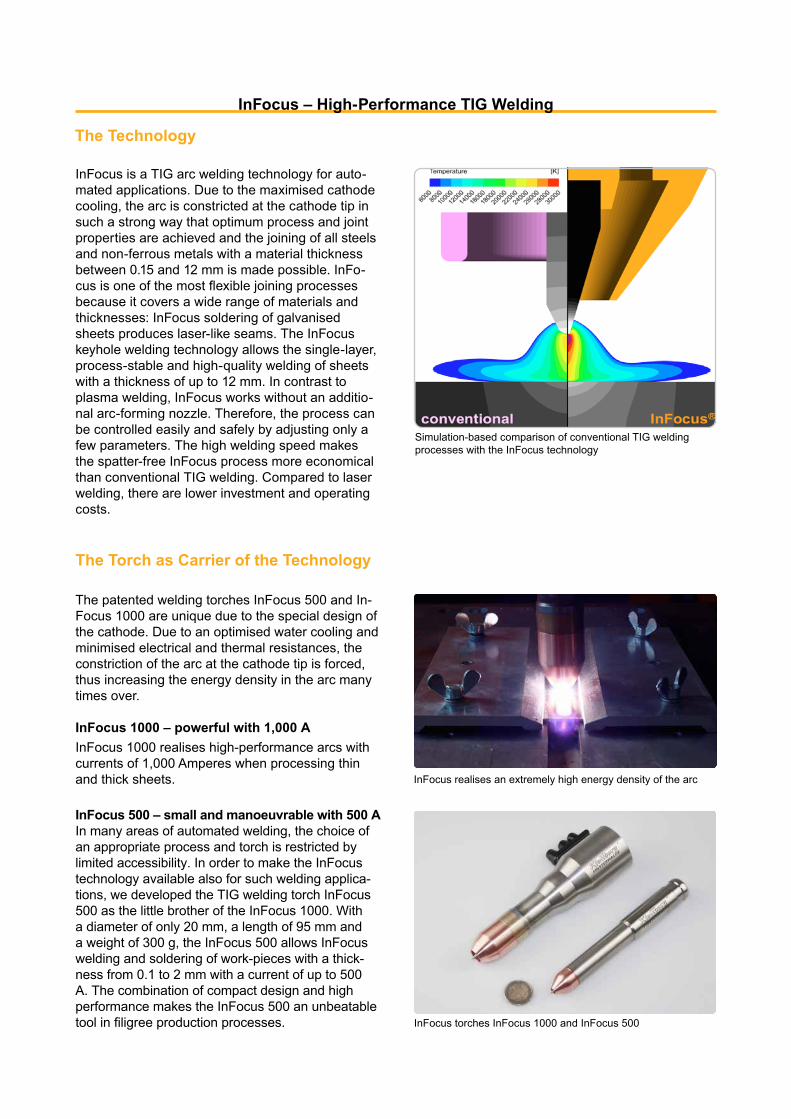
The patented welding torches InFocus 500 and In-Focus 1000 are unique due to the special design of the cathode. Due to an optimised water cooling and minimised electrical and thermal resistances, the constriction of the arc at the cathode tip is forced, thus increasing the energy density in the arc many times over.
InFocus 1000 – powerful with 1,000 AInFocus 1000 realises high-performance arcs with currents of 1,000 Amperes when processing thin and thick sheets.
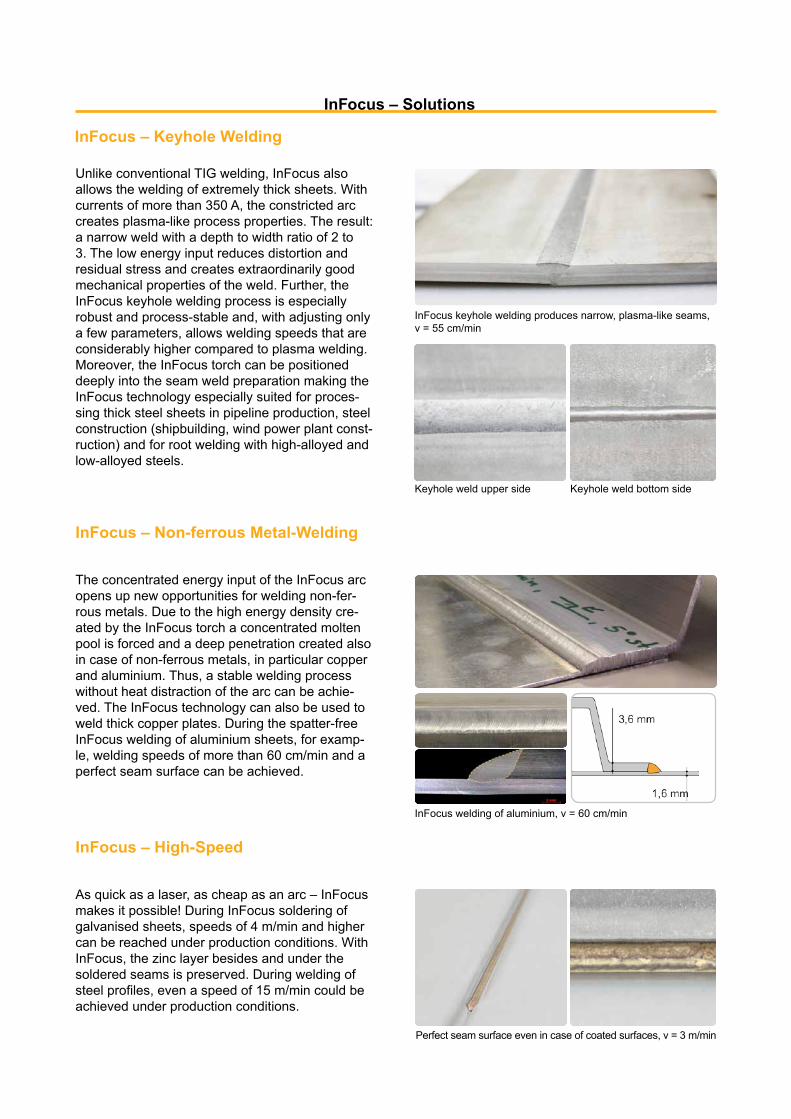
InFocus 500 – small and manoeuvrable with 500 A In many areas of automated welding, the choice of an appropriate process and torch is restricted by limited accessibility. In order to make the InFocus technology available also for such welding applica-tions, we developed the TIG welding torch InFocus 500 as the little brother of the InFocus 1000. With a diameter of only 20 mm, a length of 95 mm and a weight of 300 g, the InFocus 500 allows InFocus welding and soldering of work-pieces with a thick-ness from 0.1 to 2 mm with a current of up to 500 A. The combination of compact design and high performance makes the InFocus 500 an unbeatable toolinfiligreeproductionprocesses.
The Technology
Simulation-based comparison of conventional TIG welding processes with the InFocus technology
InFocus – High-Performance TIG Welding
InFocus torches InFocus 1000 and InFocus 500
InFocus realises an extremely high energy density of the arc
InFocus – Keyhole Welding
Unlike conventional TIG welding, InFocus also allows the welding of extremely thick sheets. With currents of more than 350 A, the constricted arc creates plasma-like process properties. The result: a narrow weld with a depth to width ratio of 2 to 3. The low energy input reduces distortion and residual stress and creates extraordinarily good mechanical properties of the weld. Further, the InFocus keyhole welding process is especially robust and process-stable and, with adjusting only a few parameters, allows welding speeds that are considerably higher compared to plasma welding. Moreover, the InFocus torch can be positioned deeply into the seam weld preparation making the InFocus technology especially suited for proces-sing thick steel sheets in pipeline production, steel construction (shipbuilding, wind power plant const-ruction) and for root welding with high-alloyed and low-alloyed steels.
InFocus – Non-ferrous Metal-Welding
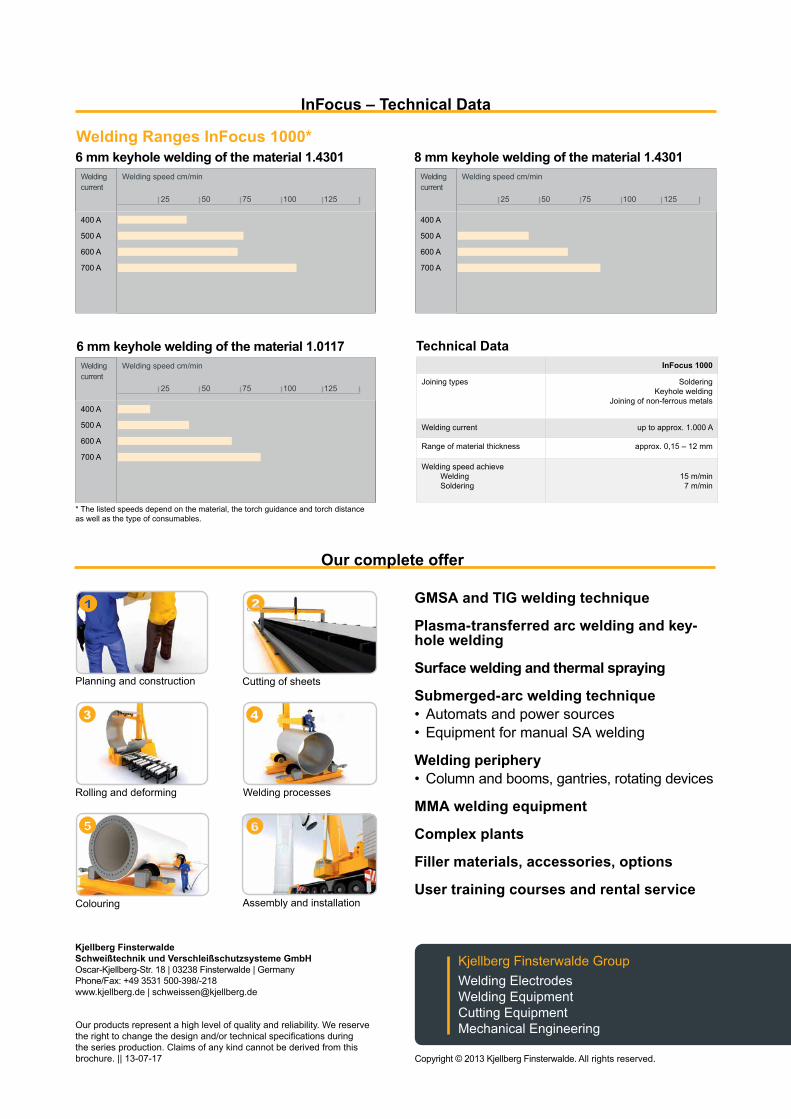
The concentrated energy input of the InFocus arc opens up new opportunities for welding non-fer-rous metals. Due to the high energy density cre-ated by the InFocus torch a concentrated molten pool is forced and a deep penetration created also in case of non-ferrous metals, in particular copper and aluminium. Thus, a stable welding process without heat distraction of the arc can be achie-ved. The InFocus technology can also be used to weld thick copper plates. During the spatter-free InFocus welding of aluminium sheets, for examp-le, welding speeds of more than 60 cm/min and a perfect seam surface can be achieved.
As quick as a laser, as cheap as an arc – InFocus makes it possible! During InFocus soldering of galvanised sheets, speeds of 4 m/min and higher can be reached under production conditions. With InFocus, the zinc layer besides and under the soldered seams is preserved. During welding of steelprofiles,evenaspeedof15m/mincouldbeachieved under production conditions.
InFocus – High-Speed
InFocus keyhole welding produces narrow, plasma-like seams, v = 55 cm/min
Perfect seam surface even in case of coated surfaces, v = 3 m/min
InFocus welding of aluminium, v = 60 cm/min
Keyhole weld upper side Keyhole weld bottom side
InFocus – Solutions
Ourproductsrepresentahighlevelofqualityandreliability.Wereservetherighttochangethedesignand/ortechnicalspecificationsduringthe series production. Claims of any kind cannot be derived from this brochure. || 13-07-17
Kjellberg Finsterwalde Group Welding Electrodes Welding EquipmentCutting EquipmentMechanical Engineering
InFocus – Technical Data
Welding Ranges InFocus 1000*
Kjellberg Finsterwalde Schweißtechnik und Verschleißschutzsysteme GmbHOscar-Kjellberg-Str.18|03238Finsterwalde|GermanyPhone/Fax:+493531500-398/-218www.kjellberg.de | [email protected]
Copyright © 2013 Kjellberg Finsterwalde. All rights reserved.
Planning and construction
Colouring
Rolling and deforming Welding processes
Assembly and installation
Our complete offer
GMSA and TIG welding technique
Plasma-transferred arc welding and key-hole welding
Surface welding and thermal spraying
Submerged-arc welding technique•Automats and power sources•Equipment for manual SA welding
Welding periphery•Column and booms, gantries, rotating devices
MMA welding equipment
Complex plants
Filler materials, accessories, options
User training courses and rental service
6 mm keyhole welding of the material 1.4301Welding current
Welding speed cm/min
400 A
500 A
600 A
700 A
25 50 75 100 125
InFocus 1000
Joining types SolderingKeyhole welding
Joining of non-ferrous metals
Welding current up to approx. 1.000 A
Range of material thickness approx. 0,15 – 12 mm
Welding speed achieveWeldingSoldering
15 m/min7 m/min
8 mm keyhole welding of the material 1.4301Welding current
Welding speed cm/min
400 A
500 A
600 A
700 A
25 50 75 100 125
6 mm keyhole welding of the material 1.0117Weldingcurrent
Welding speed cm/min
400 A
500 A
600 A
700 A
25 50 75 100 125
Technical Data
* The listed speeds depend on the material, the torch guidance and torch distance as well as the type of consumables.
Cutting of sheets