Embed Size (px)
Citation preview
UNIVERSITATEA “TRANSILVANIA” DIN BRAŞOVFACULTATEA DE ŞTIINŢA ŞI INGINERIA MATERIALELORDEPARTAMENTUL DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
CENTRUL DE CERCETARE C08:Tehnologii şi materiale avansate metalice, ceramice şi compozite - MMC
Ing. Mihăiţă CAZACU
STUDII Ş I CERCETĂRI PRIVIND REZISTENŢA LA UZARE APIESELOR DIN INDUSTRIA DE MATERIAL RULANT
STUDIES AND RESEARCHES REGARDING WEAR RESISTANCEOF COMPONENT PARTS OF ROLLING STOCK INDUSTRY
REZUMATUL TEZEI DE DOCTORATABSTRACT OF THE PHD. THESIS
Conducător ştiinţific :Prof.univ.dr.ing. Ioan GiacomelliMembru corespondent al Academiei de Ştiinţe Tehnice din România
BRAŞOV, 2013
MINISTERUL EDUCAŢIEI NAŢIONALEUNIVERSITATEA TRANSILVANIA DIN BRAŞOV
BRAŞOV, B-dul EROILOR, Nr. 29, 500036 Tel. 0268413000, Fax.+40-0268410525
D-lui (D-nei) …………………………………………………………………….
COMPONENŢAComisiei de doctorat
Numită prin Ordinul Rectorului Universităţii „Transilvania” din Braşov5412/24.09.2012
PREŞEDINTE: - Prof. univ. dr. ing. Teodor MACHEDON PIŞUDECAN - Facultatea de Ştiinţa şi Ingineria MaterialelorUniversitatea “Transilvania” din Braşov
CONDUCĂTOR ŞTIINŢIFIC: - Prof. univ. dr. ing. Ioan GIACOMELLIUniversitatea “Transilvania” din Braşov
REFERENŢI: - Prof. univ. dr. ing. Adrian DIMAUniversitatea Tehnică „Gheorghe Asachi” din Iaşi- Prof. univ. dr. ing. Dionezie BOJINUniversitatea “Politehnica” din Bucureşti- Prof. univ. dr. ing. Virgil GEAMĂNUniversitatea “Transilvania” din Braşov
Data, ora şi locul susţinerii publice a tezei de doctorat: 22.02.2013, ora 13:00, sala W III 4,Catedra UTSM, Str. Universităţii nr. 4
Eventualele aprecieri şi observaţii asupra lucrării vă rugăm să le transmiteţi în timp util peadresa de e-mail: [email protected]
Totodată vă invităm să luaţi parte la şedinţa publică de susţinere a tezei de doctorat.
Vă mulţumim!
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
3
PREFAŢĂ
Prezenta teză de doctorat este rezultatul unor studii documentare materializate în cercetăriteoretice şi experimentale efectuate de către autor în vederea realizării obiectivului propus prinalegerea temei şi a avut drept scop aducerea unor contribuţii proprii la îmbunătăţirea performanţelorpieselor supuse intens uzurii, prin stabilirea unor modalităţi originale de alegere a materialelor şitehnologiilor aplicate, în condiţiile utilizării unor echipamente tehnice mai performante.
Mulţumirile mele se adresează în primul rând domnului Prof.univ.dr.ing IoanGIACOMELLI pentru sprijinul acordat de-a lungul întregii perioade de realizare a tezei, pentruîndrumarea competentă şi recomandările valoroase făcute cu înalt profesionalism, conştient fiind deprivilegiul de a-l avea conducător ştiinţific.
Cu deosebită consideraţie şi stimă, doresc să mulţumesc conducerii Universităţii“Transilvania” din Braşov şi a Facultăţii de Ştiinţa şi Ingineria Materialelor, precum şi întreguluicolectiv profesoral al Catedrei de Utilaj Tehnologic şi Ştiinţa Materialelor pentru sfaturile şiobservaţiile făcute pe parcursul studiilor doctorale.
De asemenea, ţin să mulţumesc nominal tuturor celor care m-au ajutat pentru realizareapractică a încercărilor: Prof.univ.dr.ing. Dionezie BOJIN (Universitatea “Politehnica” Bucureşti),Prof.univ.dr.ing. Dumitru BOT (Universitatea “Transilvania” Braşov), Ş.l.dr.ing. GabrielaIANCULESCU şi drd. Anca DUMITRU (Universitatea “Ovidius” Constanţa), ing. DoruORĂŞANU (AFER – ONFR), Director General Cătălin CORNEA şi Director Tehnic ing. IulianCRISTEA (SC REMAR SA Paşcani), Director General Constantin STRĂINU (SC ROMÂNIAEUROEST Constanţa), Director General ing. Marcel CATRANGIU (SC GAZ SERVICES SRLConstanţa), drd.ing. George VASILE (DMHI Mangalia), drd.ing. Emil ZAMFIR (Secţia IRV Palas),ing. Tudorică FRÎNCU (Secţia L5 – CREIR Constanţa), ing. Laurenţiu MOGOŞANU (ReviziaVagoane Mangalia).
Pentru înţelegerea şi sprijinul acordat ţin să mulţumesc conducerii Autorităţii FeroviareRomâne – AFER, în special d-nului Director General Adjunct Gelu DAE, precum şi întreguluicolectiv din cadrul Inspectoratului de Siguranţă Feroviară Constanţa.
Nu în ultimul rând, adresez calde mulţumiri întregii mele familii şi în mod special soţieimele Elena Eugenia, pentru dragostea, sprijinul, răbdarea şi încrederea acordate. Toată dragosteamea fetiţei mele, Maria, pentru răbdare şi necondiţionată înţelegere.
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
4
CUPRINSPagteza
Pagrezumat
PREFAŢĂ 1 2CAPITOLUL 0. Introducere ……….................................................................... 4 6CAPITOLUL 1. Studii privind uzarea şi distrugerea unor piese dinindustria de material rulant ……......................................................................... 6 71.1 Consideraţii generale ……................................................................................. 61.2 Principalele părţi componente ale materialului rulant care sunt supuse
uzurii …………………………………………………………………………… 7 71.2.1 Osia montată ………………………………………………………...... 7 81.2.2 Cutia de unsoare ……………………………………………………… 8 81.2.3 Arcurile de suspensie …………………………………………………. 9 81.2.4 Şasiul ………………………………………………………………...... 9 91.2.5 Aparatul de ciocnire ……………………………………………………. 10 91.2.6 Aparatul de legare …………………………………………………...... 11 91.2.7 Aparatul de tracţiune ………………………………………………….. 11 91.2.8 Boghiul ……………………………………………………………….. 12 91.2.9 Timoneria frânei ……………………………………………………… 13 91.2.10 Traversa dansantă …………………………………………………….. 13 101.2.11 Cutia vehiculului feroviar ………………………………………………. 14 10
1.3 Cauzele şi factorii care au contribuit la producerea evenimentelorferoviare …………………………………………………………………………. 15 10
CAPITOLUL 2 Stadiul actual al cunoştinţelor şi cercetărilor privindrezistenţa la uzare a reperelor metalice ……………………………………... 20 11
2.1 Uzarea pieselor metalice. Tipuri de uzare ……………………………………. 20 112.1.1 Uzarea de adeziune ………………………………………………….. 22 112.1.2 Uzarea abrazivă ……………………………………………………… 27 122.1.3 Uzarea prin oboseală ………………………………………………… 30 122.1.4 Uzarea de coroziune …………………………………………………. 33 12
2.2 Tipuri de frecare ……………………………………………………………… 34 132.2.1 Frecarea uscată ……………………………………………………….. 362.2.2 Frecarea limită ………………………………………………………... 402.2.3 Frecarea mixtă sau semifluidă ………………………………………... 402.2.4 Frecarea fluidă ………………………………………………………... 41
2.3 Comportarea tribologica a aliajelor metalice ………………………………… 41 132.4 Posibilităţi de îmbunătăţire a comportării la uzare …………………………. 42 13
2.4.1 Studiul şi alegerea cuplelor de frecare ……………………………….. 422.4.2 Tratamente termice şi termochimice …………………………………. 45 14
2.4.2.1 Tratamente termice în atmosfere controlate ……………….. 45 142.4.2.2 Tratamente termice şi termochimice în vid ………………... 52 16
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
5
Pagteza
Pagrezumat
2.4.3 Tratamente termomecanice …………………………………………… 60 182.4.3.1 Consideraţii teoretice ………………………………………. 602.4.3.2 Principalele tipuri de tratamente termomecanice ………….. 63 18
2.4.4 Depuneri de suprafaţă ………………………………………………… 66 20CAPITOLUL 3 Materiale, utilaje şi aparatură utilizate la încercărileexperimentale. Direcţii de cercetare ………..………………………………… 75 223.1 Materiale folosite la încercări. Epruvete …………………………………….. 75 223.2 Instalaţii şi aparatură utilizate la experimentări …………………………….. 77 23
3.2.1 Instalaţii de tratament termic …………………………………………. 77 233.2.2 Aparatură pentru încercări mecanice …………………………………. 80 243.2.3 Aparatură pentru studii metalografice ………………………………... 81 243.2.4 Tribometru pentru determinarea uzurii ………………………………. 83 243.2.5 Aparate pentru măsurarea maselor …………………………………… 84 24
3.3 Direcţii de cercetare ……………………………………………………………. 85 24CAPITOLUL 4 Încercări experimentale aplicate probelor dinoţelurile studiate şi rezultatele obţinute ……………………………………... 86 254.1 Operaţii de tratament termic ………………………………………………….. 86 25
4.1.1 Călire şi revenire în cuptoare cu cameră ……………………………… 86 254.1.2 Tratamente termice în cuptoare cu atmosferă controlată ……………... 90 274.1.3 Tratamente termice la presiuni scăzute ………………………………. 91 284.1.4 Tratamente termomecanice …………………………………………… 92 29
4.2 Depuneri prin sudare ………………………………………………………….. 97 324.3 Investigaţii difractometrice privind repartizarea componentelor ………….. 104 354.4 Încercări de rezilienţă ………………………………………………………….. 112 42CAPITOLUL 5 Încercări experimentale privind rezistenţa la uzare amaterialelor studiate …………………………………………………………….. 113 425.1 Metodologia de lucru la încercările de uzare ………………………………… 1135.2 Încercări experimentale de uzare ale epruvetelor tratate prin diferite
procedee în raport cu un etalon ………………………………………………..117 42
5.3 Încercări experimentale de uzare ale epruvetelor prin constituirea cuplelortribologice ………………………………………………………………………. 134 49
5.4 Concluzii privind încercările experimentale de uzare ………………………. 155 53CAPITOLUL 6 Concluzii generale. Contribuţii proprii. Direcţiiviitoare de cercetare ……………………………………………………………… 158 556.1 Concluzii generale ……………………………………………………………… 158 556.2 Contribuţii proprii ……………………………………………………………... 159 556.3 Direcţii viitoare de cercetare …………………………………………………... 160 566.4 Diseminarea rezultatelor ………………………………………………………. 160 56BIBLIOGRAFIE ………………………………………………………………….. 161 57CURRICULUM VITAE ………………………………………………………… 168 59
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
6
CONTENTSPag
thesisPag
abstract
PREFAŢĂ 1 2CHAPTER 0. Introduction ……………………….............................................. 4 6CHAPTER 1. Studies on wear and destruction of parts of the rollingstock industry ……………………........................................................................... 6 71.1 General consideration ……............................................................................... 61.2 The main components of rolling stock that are subject to wear …………… 7 7
1.2.1 Mounted axle ……..………………………………………………...... 7 81.2.2 Grease box ……….…………………………………………………… 8 81.2.3 Suspension springs ……………………………………………………. 9 81.2.4 The chasis ……..…………………………………………………...... 9 91.2.5 Collision device ………………………………………………………. 10 91.2.6 Binding machine ….………………………………………………...... 11 91.2.7 Traction device ……………………………………………………….. 11 91.2.8 The bogie ……….…………………………………………………….. 12 91.2.9 Brake linkage ……….………………………………………………… 13 91.2.10 The pallet …………….……………………………………………….. 13 101.2.11 Box rail vehicle …………..……………………………………………. 14 10
1.3 Causes and factors that have contributed to railway events ……………….. 15 10CHAPTER 2 Current state of knowledge and research on the wearresistance of metal parts ……………………………………………….………... 20 11
2.1 Wear of metal parts. Types of wear ………………………..…………………. 20 112.1.1 Adhesive wear ……………………………………………………….. 22 112.1.2 Abrasive wear ……..…….…………………………………………… 27 122.1.3 Fatique wear …….…………………………………………………… 30 122.1.4 Corossive wear ..……………………………………………………. 33 12
2.2 Types of friction ……………………………………….……………………… 34 132.2.1 Dry friction …………………….…………………………………….. 362.2.2 Limit friction …..……………………………………………………... 402.2.3 Semifluid friction ……………………………………………………... 402.2.4 Fluid friction …………………………………………..……………... 41
2.3 Tribological behavior of metal alloys ………………………………………… 41 132.4 Possibilities for improving the wear behavior ……………….………………. 42 13
2.4.1 Study and selection of friction couplings …………………………….. 422.4.2 Heat and thermochemical treatments …………………………………. 45 14
2.4.2.1 Heat treatments in controlled atmosphere ……………….... 45 142.4.2.2 Vacuum heat and thermochemical treatments ……………... 52 16
2.4.3 Thermomechanical treatments …..…………………………………… 60 182.4.3.1 Theoretical considerations …………………………………. 60
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
7
Pagthesis
Pagabstract
2.4.3.2 The main types of thermomechanical treatments ………….. 63 182.4.4 Welding surface deposition …..……………………………………… 66 20
CHAPTER 3 Materials, machinery and equipment used inexperimental tests. Research directions …….………………………….…… 75 223.1 Materials used in the tests. Test specimens ………………………………….. 75 223.2 Plant and equipment used in the experiments ……………………………….. 77 23
3.2.1 Thermal plants …………………………………………….…………. 77 233.2.2 Apparatus for mechanical tests ………………………………………. 80 243.2.3 Apparatus for metallographic studies ………………………………... 81 243.2.4 Device for determining wear …………………………………………. 83 243.2.5 Apparatus for measuring mass …………………….………………… 84 24
3.3 Research directions……………………………………………………………. 85 24CHAPTER 4 Applied experimental tests of steel samples studied andresults ………………………………………………………………………………... 86 254.1 Heat treatment operations …………………………………………………….. 86 25
4.1.1 Quenching and tempering in the furnace room ……………………… 86 254.1.2 Heat treatment furnaces with controlled atmosphere …………….…... 90 274.1.3 Heat treatment at low pressures ………………………………………. 91 284.1.4 Thermomechanical treatments ………………..……………………… 92 29
4.2 Weld deposits ………………………………………….……………………….. 97 324.3 Diffractometer investigations on the distribution of components ………….. 104 354.4 Testing of resilience …………………………..……………………………….. 112 42CHAPTER 5 Experimental tests on the wear resistance of thematerials studied ………………………………………………………………….. 113 425.1 Working methodology attempts to wear ……………………………………… 1135.2 Experimental tests of wear of specimens treated by different methods
against a standard …………………………………..………………………….. 117 425.3 Experimental tests of specimens by creating joints wear tribological …..…. 134 495.4 Conclusions on experimental tests of wear …………………………..………. 155 53CHAPTER 6 General conclusions. Contributions. Future research …. 158 556.1 General conclusions …….……………………………………………………… 158 556.2 Personal contributions …..……………………………………………………... 159 556.3 Future research ………………….……………………………………………... 160 566.4 Dissemination of results ………………………………………………………. 160 56BIBLIOGRAPHY ……………………………………………………………….. 161 57CURRICULUM VITAE ………………………………………………………… 168 59
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
8
INTRODUCERE
Am ales şi tratat cu multă plăcere şi interes tema proiectului de cercetare ştiinţifică “Studii şicercetări privind rezistenţa la uzare a pieselor din industria de material rulant”, cu dorinţa de a aduceun plus de cunoaştere în acest important domeniu.
Cercetările experimentale au fost orientate şi realizate pe baza unor materiale din care suntconfecţionate unele din piesele componente ale materialului rulant care sunt supuse intensfenomenului de uzare în exploatarea feroviară.
Ca urmare a intensificării pe plan mondial şi naţional a traficului feroviar, precum şi pentrudesfăşurarea în condiţii de siguranţă şi confort a acestuia, atenţia se îndreaptă spre asigurarea unuiparc de material rulant corespunzător.
Capitolul 1 prezintă în prima parte aspecte legate de părţile componente ale vehiculelorferoviare care sunt supuse uzării, urmând ca partea a doua să fie dedicată prezentării unorevenimente feroviare care au avut drept cauză uzura componentelor prezentate în prima parte acapitolului.
Capitolul 2 realizează un studiu privind:- tipurile de uzare, respectiv uzarea de adeziune, uzarea de abraziune, uzarea de
oboseală şi uzarea de coroziune;- recunoaşterea efectelor pe care le produce frecarea şi modul în care ea poate fi
concepută (sunt tratate aspecte privind regimurile de frecare, mărimile caracteristicefrecării,
- comportarea tribologică a aliajelor metalice;- posibilităţi de îmbunătăţire a comportării la uzare (studiul şi alegerea cuplelor de
frecare, tratamente termice şi termochimice, tratamente termomecanice, depuneri desuprafaţă)
Capitolul 3, realizează o prezentare a probelor confecţionate din cele două oţeluri, precum şia utilajelor, instalaţiilor şi a aparaturii de măsură şi analiză metalografică ce fac obiectul prezentelorstudii şi cercetări.
Capitolul 4 este dedicat încercărilor experimentale aplicate probelor din oţelurile studiate şirezultatelor obţinute în urma tratamentelor termice depunerilor prin sudare de straturi rezistente lauzare. Investigarea acestor suprafeţe a fost efectuată prin microscopie optică şi microscopieelectronică cu baleiaj (SEM+EDAX). De asemenea sunt prezentate în acest capitol şi rezultateleobţinute în urma încercărilor de rezilienţă efectuate.
Capitolul 5, dedicat încercărilor experimentale privind rezistenţa la uzare a materialelorstudiate, este structurat în patru subcapitole:
- în prima parte este descrisă metodologia de lucru la încercările de uzare,- în partea a doua sunt evidenţiate încercările experimentale de uzare ale epruvetelor
tratate prin diferite procedee în raport cu un etalon,- în cea de-a treia parte sunt prezentate încercările experimentale de uzare ale
epruvetelor prin constituirea cuplelor tribologice;- în ultima parte sunt concluziile privind încercările experimentale de uzareCapitolul 6 prezintă concluziile generale, formulate pe baza studiilor elaborate, elementele
de originalitate ale tezei de doctorat, direcţiile de dezvoltare a cercetărilor viitoare, specificedomeniului abordat.
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
9
Capitolul 1Studii privind uzarea şi distrugerea unor piese din industria de material rulant(studii de caz)
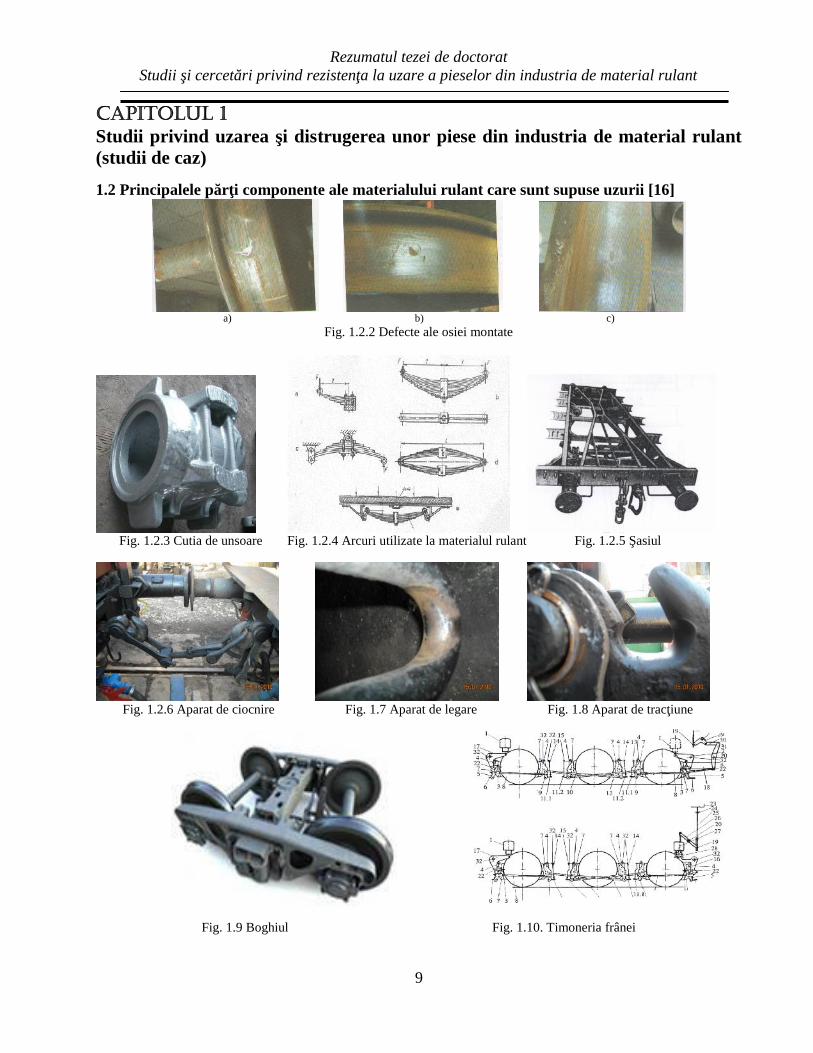
1.2 Principalele părţi componente ale materialului rulant care sunt supuse uzurii [16]
a) b) c)Fig. 1.2.2 Defecte ale osiei montate
Fig. 1.2.3 Cutia de unsoare Fig. 1.2.4 Arcuri utilizate la materialul rulant Fig. 1.2.5 Şasiul
Fig. 1.2.6 Aparat de ciocnire Fig. 1.7 Aparat de legare Fig. 1.8 Aparat de tracţiune
Fig. 1.9 Boghiul Fig. 1.10. Timoneria frânei

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
10
Fig. 1.11 Uzuri ale crapodinei
Fig. 1.12 Uzuri la plăcile de frecare dintre şasiu şi boghiu
Fig. 1.13 Cutie vagon de marfă Fig. 1.14 Cutie vagon de călători
1.2.1 Osia montatăCa urmare a solicitărilor variabile însoţite de vibraţii şi şocuri la care sunt suspuse osiile
montate în exploatare, au apărut destul de frecvent defecte la rulmenţi, la suspensie şi chiar labandajele roţilor (fig. 1.2.2 )
Din multitudinea de defecte care se pot constata la osiile montate le enumăr pe cele care potconduce la producerea de evenimente feroviare: osie strâmbă, uzuri la rozetă ca urmare a încălecăriicuzinetului pe rozeta fusului, rosături circulare pe partea de mijloc a osiei, bandaj învârtit, bandaje cuuzură circulară în planul cercului de rulare, bandaje cu grosimea sub limită, bandaje cu buza subţiatăsau ascuţită la vârf, locuri plane pe suprafaţa de rulare, brocuri pe bandaj, deplasarea roţilor pe osie,bandaj lăţit pe suprafaţa de rulare, eventual cu prezenţă de sufluri sau de crăpături.
1.2.1 Cutia de unsoareÎn timpul rulării materialului rulant se produc uzuri la elementele componente ale cutiei de
unsoare: gripările rulmenţilor, uzura prematură a rulmenţilor, exfolieri pe role sau pe căile de rulare,fisuri sau crăpături, coroziuni şi pete oxidate, coroziuni de fretare.
1.2.3 Arcurile de suspensieTipurile de arcuri folosite la materialul rulant sunt: arcurile în foi, arcurile elicoidale şi
arcurile volute.Cele mai frecvente defecte ale arcurilor se pot grupa în:

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
11
- uzuri şi crăpături la piesele suspensiei, ca: suporturi de arc, buloane de arc, eclise, inele;- crăpături şi rupturi la foile şi legătura arcului;- deformarea sau lăsarea arcului, spaţii între foi, deplasarea foilor, slăbirea legăturii de arc.
1.2.4 ŞasiulÎn timpul exploatării, unele din dimensiunile vehiculelor feroviare se modifică, consecinţa
fiind producerea unor uzuri anormale la bandaje, aprinderea fusurilor de osie, etc.Cele mai frecvente defecte produse la şasiurile vehiculelor feroviare sunt:- deformarea lonjeroanelor şi a traverselor frontale, datorită încărcării neuniforme a
vagoanelor, a supraîncărcării lor şi a tamponării violente;- crăpături sau ruperi la lonjeroanele laterale în dreptul suporturilor cap de arc;- crăpături în traversele frontale (în jurul găurilor practicate pentru cârligul de tracţiune şi
pentru tijele tampoanelor)- uzarea găurii din traversa frontală practicată pentru cârligul de tracţiune;- crăpături şi ruperi în regiunile de îmbinare a traverselor frontale cu longeroanele;
1.2.5 Aparatul de ciocnireCele mai frecvente defecte sunt deformaţiile, uzurile sau fisurile la piesele aparatului de
ciocnire, nituri slăbite, arcuri cu înălţimea sub limită, uzate sau rupte, cursa tampoanelornecorespunzătoare, precum şi lipsa sau slăbirea şuruburilor de fixare a aparatului de ciocnire latraversa frontală.
1.2.6 Aparatul de legareAparatul de legare este intens solicitat în timpul exploatării vehiculelor feroviare, aceasta
crescând odată cu creşterea tonajelor trenurilor şi cu remorcarea cu multiplă tracţiune.Defectele cele mai frecvente la aparatele de legare sunt: ruperi şi uzuri la cupla de legare şi la
eclise; uzuri la filetul şurubului cuplei de legare, la piuliţele şi la buloanele aparatului, etc.
1.2.7 Aparatul de tracţiuneDin defectele care apar la aparatele de tracţiune menţionez: uzura barei pătrate a cârligului de
tracţiune; uzura găurii cârligului; rupturi sau începuturi de ruptură la cârligul de tracţiune; uzuraciocului cârligului de tracţiune; fisurarea sau alungirea barei de tracţiune; ruperea arcului volut alaparatului de tracţiune; uzuri şi crăpături la manşoane, capete de îmbinare, plăci, etc.
1.2.8 BoghiulÎn timpul funcţionării vehiculului, datorită solicitărilor complexe pe care le suportă boghiul,
la unele din dimensiunile pieselor se pot produce modificări ce duc la schimbarea echilibruluiansamblurilor componente ale boghiului, care pot provoca uzuri anormale la ansamblurile montatepe cadru sau chiar cadrului. Modificarea geometriei iniţiale a boghiului face imposibilă utilizareaacestuia.
1.2.9 Timoneria frâneiTimoneria frânei este solicitată foarte intens în timpul funcţionării frânei şi, din această cauză,
toate elementele acesteia suferă uzuri. Uzurile, în general, se produc la articulaţii, adică la bucşe şi labuloane, deoarece prin intermediul lor se transmit eforturi mari pe suprafeţe mici, ceea ce înseamnăpresiuni specifice foarte mari.
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
12
1.2.10 Traversa dansantăTraversa dansantă este elementul care face legătura între cutia vagonului şi boghiu, ea fiind
supusă la toate şocurile transmise de la cale, prin boghiu, la cutia vagonului. Defecţiunile care aparsunt produse de: coroziuni; frecări între adausurile montate în deschiderea cadrului boghiului şiadausurile de pe traversa dansantă şi unele deformaţii.
1.2.11 Cutia vehiculului feroviarLa cutiile vagoanelor de marfă se întâlnesc, în mod frecvent, următoarele defecte:- deformarea cutiei atât în sens longitudinal, ca urmare a numeroaselor trieri la care sunt
supuse vagoanele, cât şi transversal, ca urmare a efectuării de transporturi în vrac sau a asigurăriinecorespunzătoare a încărcăturii;
- deteriorarea stâlpilor şi a elementelor de legătură ale cutiei, ca urmare a manevrărilorviolente şi a şocurilor la care sunt supuse vagoanele;
- deteriorarea podelelor şi a pereţilor din cauza coroziunii sau a putrezirii lemnului
1.3. Cauzele şi factorii care au contribuit la producerea evenimentelor feroviareExperienţele practice ale tuturor reţelelor de cale ferată demonstrează că, datorită diferitelor
tipuri de defecte, există posibilitatea nedorită a producerii unor evenimente feroviare.Cauzele lor rezidă fie din defectele de fabricaţie şi prelucrare, fie în solicitările neprevăzute
sau inadmisibile din serviciu, ca şi exprimarea duratei de viaţă normale pentru construcţiile ale cărorrezistenţă la oboseală este limitată.
Probabilitatea apariţiilor avariilor în exploatare este apreciată la nivel european ca fiindrelativ slabă, căci elementele constitutive importante ale vehiculelor de cale ferată sunt dimensionatecu o anumită marjă de siguranţă, calculată de maniera de a rezista la oboseală.
În scopul detectării la timp a avariilor susceptibile de a se produce în exploatare sub efectulsolicitărilor, reţelele europene aplică procedee de control nedistructiv în cadrul supravegheriielementelor de siguranţă a circulaţiei şi mai ales în cadrul operaţiilor de mentenanţă.
În exploatare este oricând posibil să apară fisuri şi ruperi la piesele componente alematerialului rulant care sunt supuse la uzură, producându-se unele evenimente feroviare.
Excluderea totală a producerii incidentelor de cale ferată nu este realistă şi nici posibilădeoarece suprapunerea unor condiţii defavorabile sau excepţionale peste cele normale de exploatare,poate provoca oricând (chiar şi după puţin timp de utilizare) degradarea spontană a oricărei piese dincompunerea materialului rulant.
Din statistica evenimentelor feroviare reiese faptul că, în proporţie de 30%, cauzaproducerii acestora o reprezintă ruperea pieselor din componenţa materialului rulant datorată uzăriiacestora.
O problemă deosebită o reprezintă faptul că 2/3 din aceste evenimente nu pot fi depistate cuocazia reviziilor tehnice ce se execută la formarea, sosirea sau în tranzitul trenurilor. Acesteevenimente feroviare se încadrează la „cauze tehnice”, fiind suportate de către operatorii de transportferoviar care sunt implicaţi în producerea acestora.
În ultimii ani s-au produs o serie de accidente/incidente care au avut drept principală cauzăruperea pieselor componente ale materialului rulant datorită uzării acestora.
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
13
Capitolul 2Stadiul actual al cunoştinţelor şi cercetărilor privind rezistenţa la uzare areperelor metalice
2.1. Uzarea pieselor metalice. Tipuri de uzareUzura este un proces de distrugere a stratului superficial al unui corp solid la interacţiunea
mecanică cu un alt corp solid, cu un fluid sau cu un fluid cu particule solide în suspensie. Dacăinteracţiunea mecanică se produce sub acţiunea unei sarcini exterioare şi din cauza mişcării relative acorpurilor, implicit a frecării, atunci se defineşte uzura prin frecare. Procesul de distrugere implică şi:modificări structurale, chimice şi fizice în straturile superficiale, deformări, detaşări de material. [86]
2.1.1 Uzarea de adeziuneAcest tip de uzare se produce prin sudarea şi ruperea punţilor de sudură între microzonele
de contact şi se caracterizează printr-un coeficient de frecare ridicat şi o valoare mare a intensităţii deuzare. Se mai numeşte şi uzare de „aderenţă”, de „contact” sau „termică”. [11].
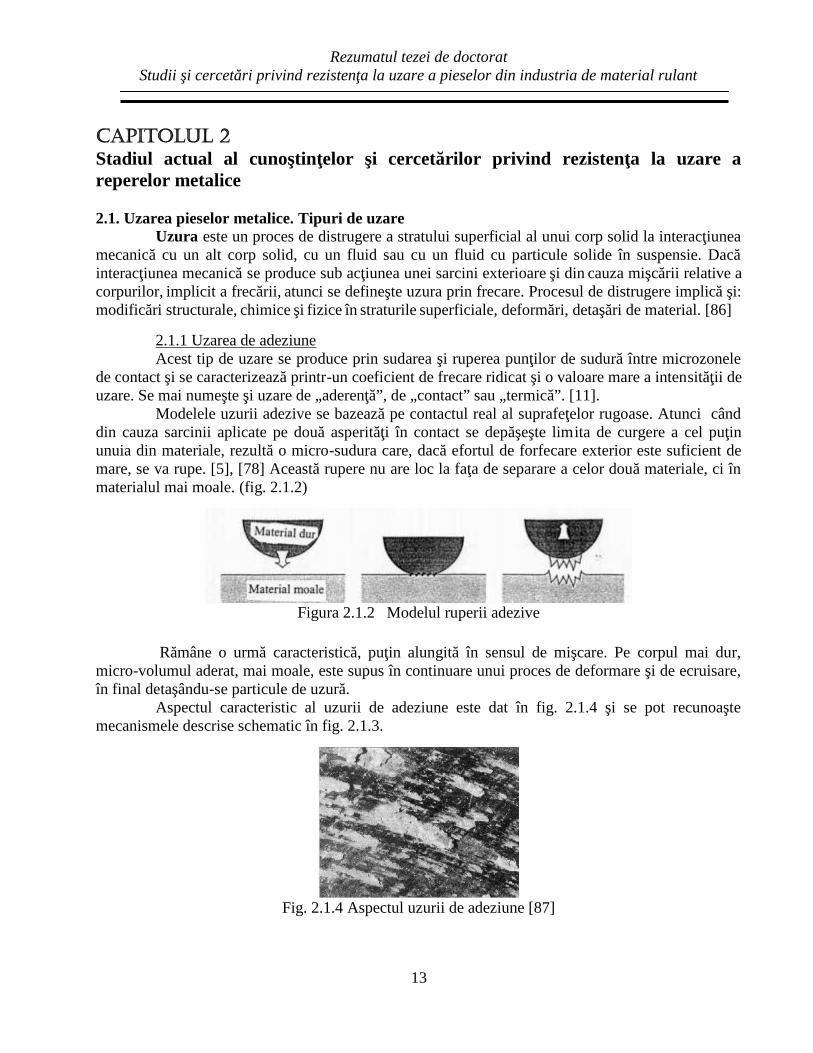
Modelele uzurii adezive se bazează pe contactul real al suprafeţelor rugoase. Atunci cânddin cauza sarcinii aplicate pe două asperităţi în contact se depăşeşte limita de curgere a cel puţinunuia din materiale, rezultă o micro-sudura care, dacă efortul de forfecare exterior este suficient demare, se va rupe. [5], [78] Această rupere nu are loc la faţa de separare a celor două materiale, ci înmaterialul mai moale. (fig. 2.1.2)
Figura 2.1.2 Modelul ruperii adezive
Rămâne o urmă caracteristică, puţin alungită în sensul de mişcare. Pe corpul mai dur,micro-volumul aderat, mai moale, este supus în continuare unui proces de deformare şi de ecruisare,în final detaşându-se particule de uzură.
Aspectul caracteristic al uzurii de adeziune este dat în fig. 2.1.4 şi se pot recunoaştemecanismele descrise schematic în fig. 2.1.3.
Fig. 2.1.4 Aspectul uzurii de adeziune [87]

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
14
2.1.2 Uzarea abrazivăUzarea abrazivă este un proces mecanic cu forme specifice a cărui cauză de formare o
reprezintă apariţia de particule sau asperităţi dure care sunt forţate să se mişte faţă de un solid maimoale, şi care sunt dependente din punct de vedere calitativ şi cantitativ de forma şi calitateasuprafeţelor în contact şi de proprietăţile mecanice ale straturilor superficiale.
Când o asperitate dură este suficient de rezistentă pentru a formă o urmă pe contrapiesa înmişcare relativă de alunecare, particulele de uzură se pot forma în trei moduri (fig. 2.1.6): [87]
Fig. 2.1.6 Forme de uzură abrazivăa) aşchiere b) depunere de tăiş c) zgârierea
2.1.3 Uzarea prin obosealăUzarea prin oboseală se produce în urma unor solicitări ciclice a suprafeţelor în contact,
urmate de deformaţii plastice în reţeaua atomică a stratului superficial, de fisuri, ciupituri sauexfoliere. [11]
Pentru metale - oboseala începe cu cele câteva cristale care pot aluneca cel mai uşor. Laaplicarea sarcinii, aceste cristale "slabe" curg iniţial, dar, deoarece sunt înmagazinate în materialulelastic, nu afectează diagrama statică tensiuni-deformaţii a întregului material.
Figura 2.1.10 Curba de oboseală Wöhler
2.1.4 Uzarea de coroziuneUzarea corosivă este un proces de distrugere în care reacţiile chimice sau electro-chimice
joacă un rol dominant. Aceasta apare la piesele în repaus sau în mişcare relativă, atunci când mediuleste agresiv chimic. Chiar unii lubrifianţi pot fi agenţi agresivi chimic, mai ales în combinaţie cu apa,sau când din diferite motive au suferit schimbări structurale. Curentul electric favorizează apariţia şidezvoltarea coroziunii. Coroziunea nu poate fi evitată dar poate fi redusă. [87]
Tribocoroziunea este rezultatul combinat al coroziunii chimice şi al mişcării ciclicerelative a suprafeţelor, deci, este mai complexă decât coroziunea chimică, prin faptul că pestecontaminarea chimică se suprapune distrugerea stratului contaminat, de către solicitarea mecanică,
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
15
forţă, mişcare de rostogolire, de alunecare, etc.
După natura solicitărilor mecanice, sunt acceptate următoarele subclase:- coroziunea de tensionare care constă în distrugerea stratului protector şi intensificarea
efectului corosiv datorită solicitărilor mecanice statice;- coroziunea de oboseală se produce atunci când fenomenul de oboseală este activat de
prezenţa unui anumit mediu ambiant datorită solicitărilor periodice;- coroziunea tribochimică propriu-zisă care este consecinţa solicitărilor de frecare.Fretting-ul reduce durabilitatea contactului, prin fisurarea şi corodarea suprafeţelor în
2.2 Tipuri de frecareÎn standardul românesc frecarea este definită ca fiind „fenomenul care are loc între două
suprafeţe în contact, supuse concomitent la o forţă normală de apăsare (N) şi la o forţă tangenţială(F), sau la un moment de frecare (M), care se opune stării relative de mişcare”. În standardulgerman DIN 50323 frecarea este „o interacţiune între ariile reale ale corpurilor în contact şi seopune mişcării relative”.
Se estimează că aproximativ 10% din toată energia consumată de om este disipată înprocesele de frecare [63]. Astfel, reducerea frecării cu câteva procente, pentru fiecare cuplă defrecare, are efecte economice considerabile în special în industrie şi în transporturi [77]
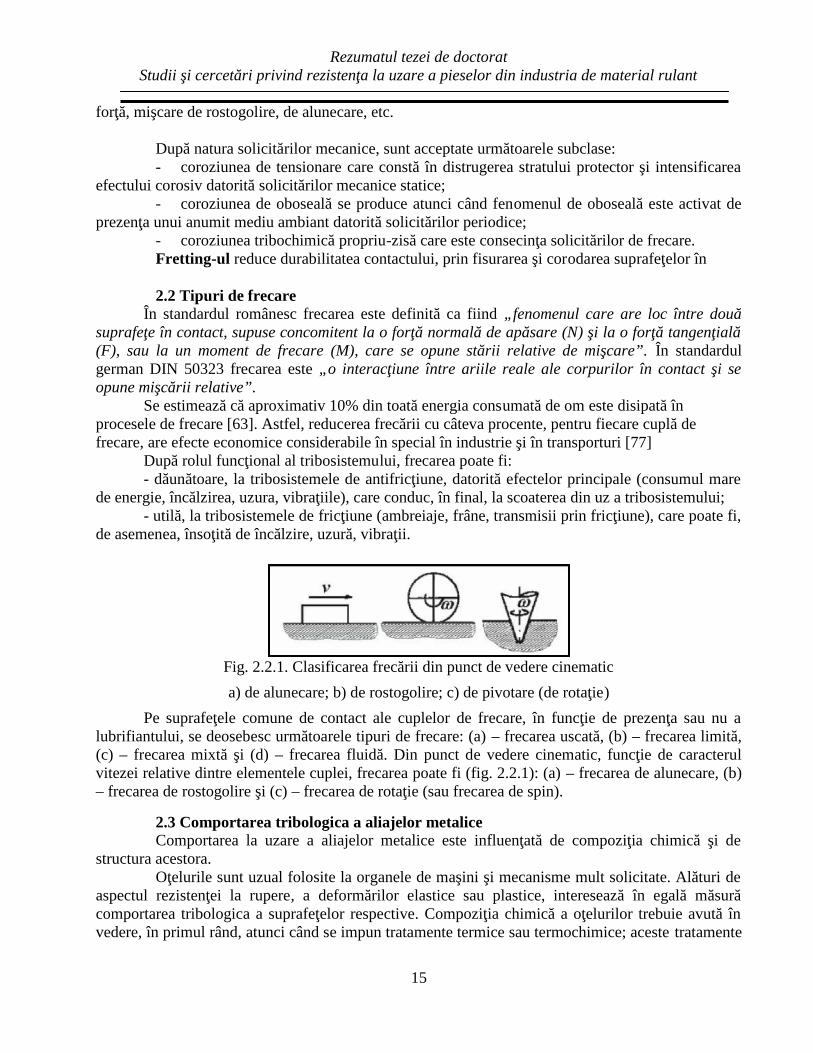
După rolul funcţional al tribosistemului, frecarea poate fi:- dăunătoare, la tribosistemele de antifricţiune, datorită efectelor principale (consumul mare
de energie, încălzirea, uzura, vibraţiile), care conduc, în final, la scoaterea din uz a tribosistemului;- utilă, la tribosistemele de fricţiune (ambreiaje, frâne, transmisii prin fricţiune), care poate fi,
de asemenea, însoţită de încălzire, uzură, vibraţii.
Fig. 2.2.1. Clasificarea frecării din punct de vedere cinematica) de alunecare; b) de rostogolire; c) de pivotare (de rotaţie)
Pe suprafeţele comune de contact ale cuplelor de frecare, în funcţie de prezenţa sau nu alubrifiantului, se deosebesc următoarele tipuri de frecare: (a) – frecarea uscată, (b) – frecarea limită,(c) – frecarea mixtă şi (d) – frecarea fluidă. Din punct de vedere cinematic, funcţie de caracterulvitezei relative dintre elementele cuplei, frecarea poate fi (fig. 2.2.1): (a) – frecarea de alunecare, (b)– frecarea de rostogolire şi (c) – frecarea de rotaţie (sau frecarea de spin).
2.3 Comportarea tribologica a aliajelor metaliceComportarea la uzare a aliajelor metalice este influenţată de compoziţia chimică şi de
structura acestora.Oţelurile sunt uzual folosite la organele de maşini şi mecanisme mult solicitate. Alături de
aspectul rezistenţei la rupere, a deformărilor elastice sau plastice, interesează în egală măsurăcomportarea tribologica a suprafeţelor respective. Compoziţia chimică a oţelurilor trebuie avută învedere, în primul rând, atunci când se impun tratamente termice sau termochimice; aceste tratamente

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
16
modifică structura straturilor de suprafaţă, precum şi în adâncime. Uneori, pentru a se face faţă atâtcondiţiilor de rezistenţă cât şi celor de uzare, alegerea oţelului şi a tratamentului trebuie judiciosfăcută. [11]
În urma cercetărilor s-a ajuns la următoarele concluzii:- după un tratament termic de călire, neurmat de revenire, oţelul cu structură martensitică
prezintă o mare rezistenţă la uzare;- rezistenţa la uzare a oţelului hipereutectoid creşte odată cu sporirea conţinutului de carbon
în martensită, în timp ce prezenţa austenitei reziduale îi reduce rezistenţa la uzură.- oţelurile cu structura perlitică lamelară au o rezistenţă la uzură mai mare decât cele cu
structură perlitică globulară.- oţelurile slab aliate, datorită prezenţei cementitei în reţeaua acestora, sunt sensibile la
uzura abrazivă.Hrusciov şi Babicev au găsit experimental o dependenţă liniara între rezistenţa la uzura
abrazivă şi conţinutul de cementită. [11]- oţelurile manganoase au o comportare bună la uzura abrazivă, fapt pentru care sunt
utilizate la construcţia blindajelor maşinilor de ciment şi a concasoarelor cu fălci.Comportarea la uzare a oţelurilor depinde şi de regimul de frecare; astfel, oţeluri cu
conţinut de 0,1; 0,3 si 0,45% C, prezintă la frecare uscată o creştere rapidă a intensităţii de uzare laviteze reduse (sub 0,5(m/s)), urmând apoi o scădere a uzării cu viteza, pentru ca la viteze mai maride 2(m/s) intensitatea uzării să rămână practic constantă.
În funcţie de constituenţii metalografici ai metalului de bază, s-a observat că perlitaglobulară prezintă uzura cea mai mare, deoarece globulele de cementită se desprind mai uşor demasa metalică şi acţionează ca particule abrazive.
2.4 Posibilităţi de îmbunătăţire a comportării la uzare2.4.2 Tratamente termice şi termochimice
2.4.2.1 Tratamente termice în atmosfere controlate2.4.2.1.1 Aspecte generaleUtilizarea atmosferelor controlate în practica tratamentelor termice aproape s-a generalizat; la
momentul apariţiei acestei tehnologii a fost înregistrat un mare progres privind performanţelemetalurgiei. Atmosferele controlate reprezintă amestecuri de gaze care vin în contact cu suprafaţapieselor cel puţin în două etape ale tratamentului termic şi anume la încălzire şi în timpul menţinerii,iar uneori şi în timpul perioadei de răcire.
În funcţie de scopul urmărit şi de echilibrul chimic atmosferă-metal, atmosferele controlatepot fi [7], [74], [46], [37]
- neutre (de protecţie) în care reacţiile de oxidare ↔ reducere şi carburare ↔ decarburare nuau loc;
- active – utilizate la tratamentele termochimice (carburare, carbonitrurare, nitrurare,nitrocarburare, etc.)
Atmosferele controlate se obţin prin arderea incompletă a unui combustibil în aer. De obiceicombustibilul este metanul, dar poate fi orice hidrocarbură gazoasă sau chiar lichidă. Din ardererezultă un amestec gazos ce conţine în diferite procente CO, H2, N2, CO2, CH4, H2O. Raportulcantitativ dintre aceste gaze conferă amestecului proprietăţi deosebite şi bineînţeles utilizări diferite.
În funcţie de cantitatea de aer introdusă în reacţia de ardere, atmosferele controlate pot fiendoterme sau exoterme.

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
17
2.4.2.1.2 Mărimi ce caracterizează echilibrul atmosferă – metal (oţel) [7], [74], [46], [36],[43]
Efectul unei atmosfere controlate asupra oţelului cu care vine în contact se determină cu omărime numită potenţial de carbon (πc). Potenţialul de carbon reprezintă conţinutul în carbon aloţelului cu care atmosfera este în echilibru, în condiţiile date. Ca urmare atât faza gazoasă cât şimetalul se pot caracteriza printr-o mărime termodinamică comună, care se exprimă printr-o relaţie deforma, [7], [46], [36], [43]
cc aRT ln (2.22)În care: ac este activitatea carbonului (depinde de conţinutul în carbon al oţelului)Expresiile pentru ac, deci şi pentru πc depind de gazele predominante din amestec. Astfel,
pentru o atmosferă CO–CO2 din sistemul C–CO–CO2, constanta de echilibru a reacţiei:COCOC 22 (2.23)
este:
cCO
COP aP
PK
2
1
2
(2.24)
iar:
12
12
PCO
COc KP
Pa (2.25)
ca urmare rezultă:
1
2
lnlnln2
PCO
COcc KRT
PPRTaRT (2.26)
pentru o atmosferă H2-CH4 din sistemul C–H2–CH4 în care are loc reacţia:422 CHHC (2.27)
Se poate scrie:
cH
CHP aP
PK
2
4
2
2
(2.28)
iar:
2
2
4 lnlnln2
PH
CHcc KRT
PP
RTaRT (2.29)
Luând în consideraţie şi posibilitatea decarburării provocată de vaporii de apă:22 HCOOHC (2.30)
unde:
cOH
HCOP aP
PPK
2
2
3(2.31)
deoarece reacţia 2.30 poate fi considerată ca suma reacţiilor:
222
2 2COHCOOH
COCOC
avem:
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
18
COOH
COHP PP
PPK
2
22
4(2.32)
Rezultă pentru relaţia 2.31 forma:
413 PPP KKK (2.33)În faza gazoasă formată din amestecul CO – H2 – H2O – N2, activitatea carbonului va fi:
412
2
32
2
PPOH
HCO
POH
HCOc KKP
PPKPPP
a
(2.34)
Şi respectiv:
41
2
2 lnlnln PPOH
HCOc KRTKRT
PPP
RT
(2.35)
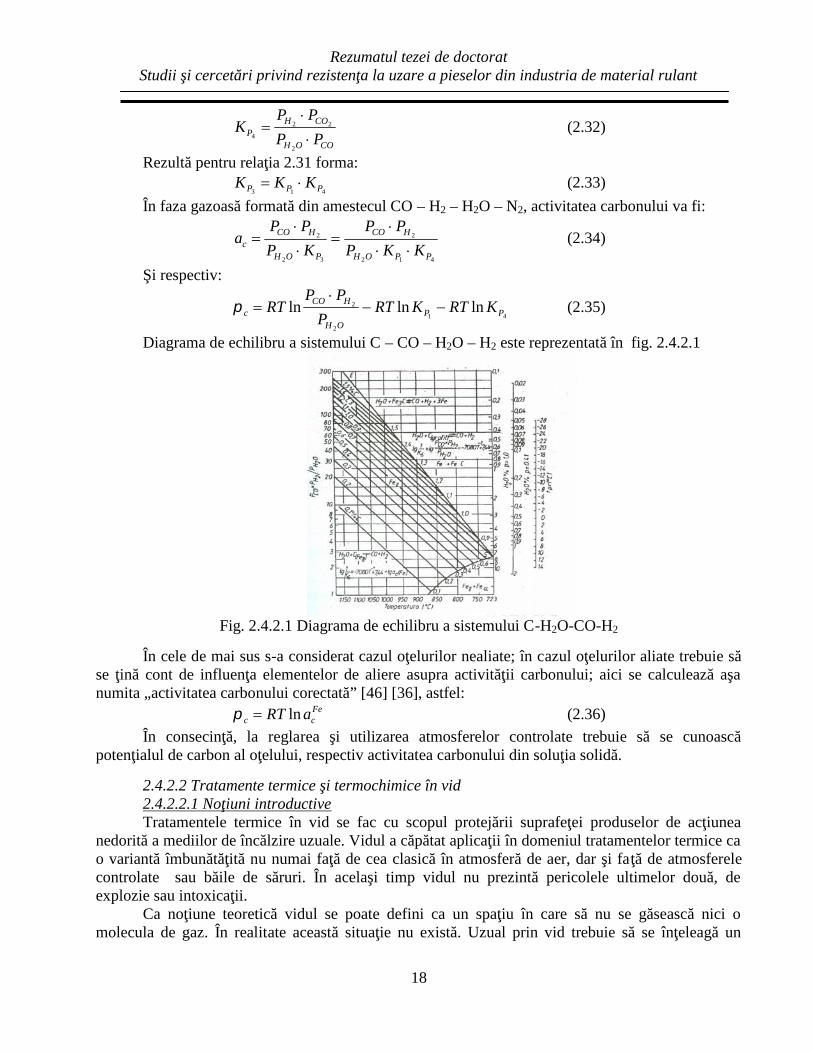
Diagrama de echilibru a sistemului C – CO – H2O – H2 este reprezentată în fig. 2.4.2.1
Fig. 2.4.2.1 Diagrama de echilibru a sistemului C-H2O-CO-H2
În cele de mai sus s-a considerat cazul oţelurilor nealiate; în cazul oţelurilor aliate trebuie săse ţină cont de influenţa elementelor de aliere asupra activităţii carbonului; aici se calculează aşanumita „activitatea carbonului corectată” [46] [36], astfel:
Fecc aRT ln (2.36)
În consecinţă, la reglarea şi utilizarea atmosferelor controlate trebuie să se cunoascăpotenţialul de carbon al oţelului, respectiv activitatea carbonului din soluţia solidă.
2.4.2.2 Tratamente termice şi termochimice în vid2.4.2.2.1 Noţiuni introductiveTratamentele termice în vid se fac cu scopul protejării suprafeţei produselor de acţiunea
nedorită a mediilor de încălzire uzuale. Vidul a căpătat aplicaţii în domeniul tratamentelor termice cao variantă îmbunătăţită nu numai faţă de cea clasică în atmosferă de aer, dar şi faţă de atmosferelecontrolate sau băile de săruri. În acelaşi timp vidul nu prezintă pericolele ultimelor două, deexplozie sau intoxicaţii.
Ca noţiune teoretică vidul se poate defini ca un spaţiu în care să nu se găsească nici omolecula de gaz. În realitate această situaţie nu există. Uzual prin vid trebuie să se înţeleagă un

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
19
mediu gazos aflat într-o incintă şi care are o presiune mai mică decât cea atmosferică. Din acestpunct de vedere vidul se poate exprima în mai multe feluri:
- procentual: vidul absolut fiind considerat 100%;- după presiunea din incintă;- după mărimea drumului liber mijlociu ; o dată cu scăderea presiunii gazelor creşte
distanţa parcursă de moleculele gazoase între două ciocniri între ele sau cu pereţii incintei, conformrelaţiei:
mpd
KT22
(2.43)
în care: T – temperatura [K];d – diametrul moleculei de gaz [m];K – constanta lui Boltzmann, 261023,1 K J/K;p – presiunea.
Sunderland a elaborat o relaţie care dă valoarea lui în funcţie de 0 (drumul liber mijlociula 0˚C) şi T:
CTC
TT
273
00 [m] (2.44)
unde C – constantă ce depinde de felul gazului.În tabelul 2.4.2.1 se prezintă o clasificare a vidului, după criteriile arătate anterior.
Tabelul 2.4.2.1. Clasificarea vidului industrial [47]NR.
CRT.DENUMIREA
VIDULUIPRESIUNEA
[PA]AER LA 25˚C D/
N [molec/cm3] 25 [cm]1. Vid grosier 105 … 1,3·102 2,7·1019 … 3,2·1016 1,3·10-5 … 10-2 ‹‹ D2. Vid mediu 1,3·102 … 1,3·10-1 3,2·1016… 3,2·1013 10-2 … 10 ≤ D3. Vid înalt 1,3·10-1 … 1,3·10-4 3,2·1013… 3,2·1010 10 … 104 ≥ D4. Vid ultra înalt ‹ 1,3·10-4 ‹ 3,2·1010 › 104 ›› D
2.4.2.2.3 Tratamente termice în vidVidul este considerat şi pe bună dreptate, drept o atmosferă de protecţie. Încălzirea şi
menţinerea produselor metalice în vid asigură păstrarea unei bune calităţi a suprafeţelor, economii dematerial metalic, de manoperă.
- recoacerea în vid se aplică numai în cazuri speciale, la produse de înaltă tehnicitate, pentruobţinerea de calităţi deosebite cum ar fi: [47]
recoacerea de recristalizare şi detensionare a unor aliaje refractare (W, Mo, Ta)utilizate în industria aerospaţială; confecţionarea filamentelor de W pentru lămpi electrice; recoacerea de recristalizare
la cca. 1400C într-un vid de 10-1Pa măreşte compactizarea materialului şi îi prelungeştedurata de funcţionare; recoacerea pentru creşterea granulaţiei şi detensionarea materialelor magnetice moi.
Din materialul magnetic se elimină impurităţile gazoase şi chiar solide, se favorizeazăcreşterea grăunţilor (efect favorabil) şi eliminarea tensiunilor interne; recoacerea de globulizare a unor semifabricate din oţel rapid când se îmbunătăţeşte
ductibilitatea la valori ce nu se obţin prin procedeele clasice, etc.
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
20
- călirea şi revenirea în vid.Încălzirea în vid în vederea călirii pune problema răcirii cu viteze suficient de mari pentru a
realiza structura martensitică.În acest sens se poate arăta că primele aplicaţii au fost la produse din oţeluri înalt aliate,
autocălibile sau cu viteze critice de călire ce pot fi obţinute cu ajutorul gazelor inerte (N2, Ar)recirculate cu ajutorul ventilatoarelor [7].
Odată cu apariţia cuptoarelor de vid cu pereţi reci şi bazin de călire integrat, s-a mărit sensibilgama produselor ce pot fi călite în aceste instalaţii. În fig. 2.4.2.6 este redată schema unui cuptormodern de tratament termic în vid [47].
La încălzirea pieselor şi sculelor în vederea călirii este necesar ca presiunea din incintă săfie de 1 ... 15Pa, pentru a se evita vaporizarea elementelor de aliere din oţeluri (Cr, Nn, Mo). Laoţeluri înalt aliate la care încălzirea are loc la peste 950C se recomandă inundarea incintei (după ceîn prealabil s-a evacuat aerul cu instalaţia de vidare) cu un gaz inert (N2, Ar), deoarece, după cum s-aarătat la temperaturi mari procesul de vaporizare devine intens.
Pentru păstrarea calităţii suprafeţei şi revenirea se face în vid. Aici intervin însă alteprobleme. La temperaturi subcritice la care se fac revenirile schimbul de căldură prin radiaţie sereduce în mod sensibil; după vidarea incintei aceasta se inundă cu un gaz inert la presiuni de Pa4106...5 , care se recirculă realizând schimbul de căldură prin convecţie şi deci încălzireacorespunzătoare a şarjei.
Tratamentele termice în vid capătă o tot mai mare răspândire datorită unor avantajeincontestabile:
- încălzire rapidă şi uniformă;- păstrarea intactă a calităţii iniţiale a suprafeţei pieselor (lipsesc oxidarea, decarburarea);- economii de energie, manoperă, materiale;- scăderea deformaţiilor şi creşterea ductibilităţii cu 10...50% [47], [68], [71]Aceste avantaje compensează pe deplin costurile mai mari ale instalaţiilor şi întreţinerea lor.
2.4.3 Tratamente termomecanice2.4.3.2 Principalele tipuri de tratamente termomecaniceCombinaţia între deformarea plastică şi tratamentul termic poate fi considerată drept
tratament termomecanic numai în cazul în care deformarea plastică influenţează cinetica şimecanismul transformărilor fazice la tratamentul termic ulterior.
Tratamentele termomecanice prezintă avantajele:- îmbunătăţirea proprietăţilor mecanice. Deformarea plastică produce finisarea granulaţiei,
măreşte numărul imperfecţiunilor din reţea, introduce tensiuni interne;- realizează economii de energie; într-o singură operaţie de încălzire se reuneşte atât
deformarea plastică la cald cât şi tratamentul termic.Tratamentele termomecanice se clasifică în două mari grupe în funcţie de nivelul de
temperatură la care se face deformarea plastică şi anume:- tratamente termomecanice de temperatură înaltă (TTMI) când austenita oţelului se supune
deformării plastice la o temperatură mai mare decât temperatura de recristalizare şi implicit pestepunctul critic A3;
- tratamente termomecanice de temperatură joasă (TTMJ) când austenita se deformeazăplastic la o temperatură inferioară celei de recristalizare şi în acelaşi timp şi sub punctul critic A1 aloţelului.

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
21
În funcţie de modul de transformare în continuare al austenitei subrăcite în fiecare din claselede mai sus se pot întâlni mai multe variante după cum se ilustrează în continuare.
a. Tratamente termomecanice de temperatură înaltăÎncălzirea se efectuează la temperaturi peste A3, la valori care să asigure obţinerea unei
austenite stabile; aici se efectuează deformarea plastică la cald, urmată de o răcire corespunzătoarepentru realizarea structurii dorite, ca în figurile de mai jos:
Fig. 2.4.3.3. Tratament termomecanic de temperaturăînaltă cu călire la martensită şi revenire [47]
Fig. 2.4.3.4. Tratament termomecanic de temperaturăînaltă cu transformare ulterioară în domeniul perlitic
respectiv bainitic [47]
Tratamente termomecanice de temperatură joasăÎncălzirea oţelului se face peste temperatura punctului critic A3 în vederea obţinerii structurii
austenitice, stabilă cu granulaţie fină şi uniformă. În continuare se efectuează răcirea sub punctulcritic A1 şi în acelaşi timp sub temperatura de recristalizare a oţelului dat, unde cvasiizoterm seefectuează deformarea plastică, de data aceasta ”la rece”, şi în acest caz există mai multe variantefuncţie de structura finală vizată, ca în cele de mai jos:
Fig. 2.4.3.5. Tratament termomecanic detemperatură joasă cu transformare în domeniul
martensitic [47]
Fig. 2.4.3.6. Tratament termomecanic detemperatură joasă cu transformare în treapta
perlitică sau bainitică [47]
Varianta de tratament termomecanic prezentată în fig. 2.4.3.6. este susceptibilă la mai multesubvariante, funcţie de locul pe palier unde se poate face deformarea plastică (înainte de a începetransformarea, în timpul transformării, după terminarea transformării) ca în figurile 2.4.3.7 şi 2.4.3.8.

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
22
Fig. 2.4.3.7. Tratament termomecanic detemperatură joasă cu transformare izotermăîn domeniul perlitic şi deformare plastică lamomente diferite faţă de curbele TTT [47]
Fig. 2.4.3.8. Tratament termomecanic detemperatură joasă cu transformare izotermăîn domeniul bainitic şi deformare plastică lamomente diferite faţă de curbele TTT [47]
Îmbunătăţirea proprietăţilor mecanice prin tratamente termomecanice este determinată deprocesele fizico-chimice care au loc în cele două faze ale tratamentului termomecanic:
- la deformarea plastică; prin creşterea densităţii dislocaţiilor, alunecarea acestora într-unanumit plan devine mai dificilă, când întâlnesc diverse obstacole (noduri ale reţelei, alte dislocaţii).La un moment dat pe planul dat deplasarea încetează şi aceasta se continuă pe plane alăturate. Înansamblu, masa cristalului opune o rezistenţă mai mare la deformare.
De asemenea prin deformarea plastică are loc şi o ”fărâmiţare” a cristalelor, mărireasuprafeţelor de separaţie dintre acestea şi blocarea dislocaţiilor la limite de grăunţi.
În interiorul grăuntelui iniţial de austenită se formează grăunţi mai mici, cu orientăricristalografice diferite între ei; fiecare subgrăunte conţine un număr de dislocaţii, obţinându-se astfelşi o distribuţie mai uniformă a acestora;
- la tratamentul termic, în speţă la călire - are loc transformarea austenitei în martensitătetragonală; în situaţia dată, materialul conţine un număr mare de grăunţi şi subgrăunţi de austenită,cu reţeaua deformată, deci la un grad sporit al tensiunilor interne; ca urmare există un foarte marenumăr de microvolume capabile să devină germeni martensitici; astfel microstructurile care aurezultat după deformarea plastică favorizează obţinerea unei martensite foarte fine.
Obţinerea de caracteristici de rezistenţă apreciabile se datorează tensionării oţelului şifinisării structurii la deformarea plastică şi tensionării în continuare prin răcirea austenitei deformatecare duce la obţinerea unei martensite fin dispersate şi cu o densitate mare de dislocaţii.
Martensita astfel obţinută are rezistenţă mecanică superioară celei ce se obţine la călireaoţelului recristalizat.
2.4.4 Depuneri de suprafaţăLa piesele ieşite din funcţionare datorită uzurii, recondiţionarea prin încărcare prin sudare,
pregătirea prealabilă constă în:- prelucrarea mecanică a suprafeţei de încărcat pentru obţinerea geometriei corecte;- înlăturarea prin dăltuire a fisurilor;- curăţarea de impurităţi;- preîncălzirea, dacă este cazul;- stabilirea ordinii de aplicare a cordoanelor de sudură pentru diminuarea deformaţiilor;- fixarea corespunzătoare a piesei într-un sistem rigid pentru prevenirea deformaţiilor, etc.
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
23
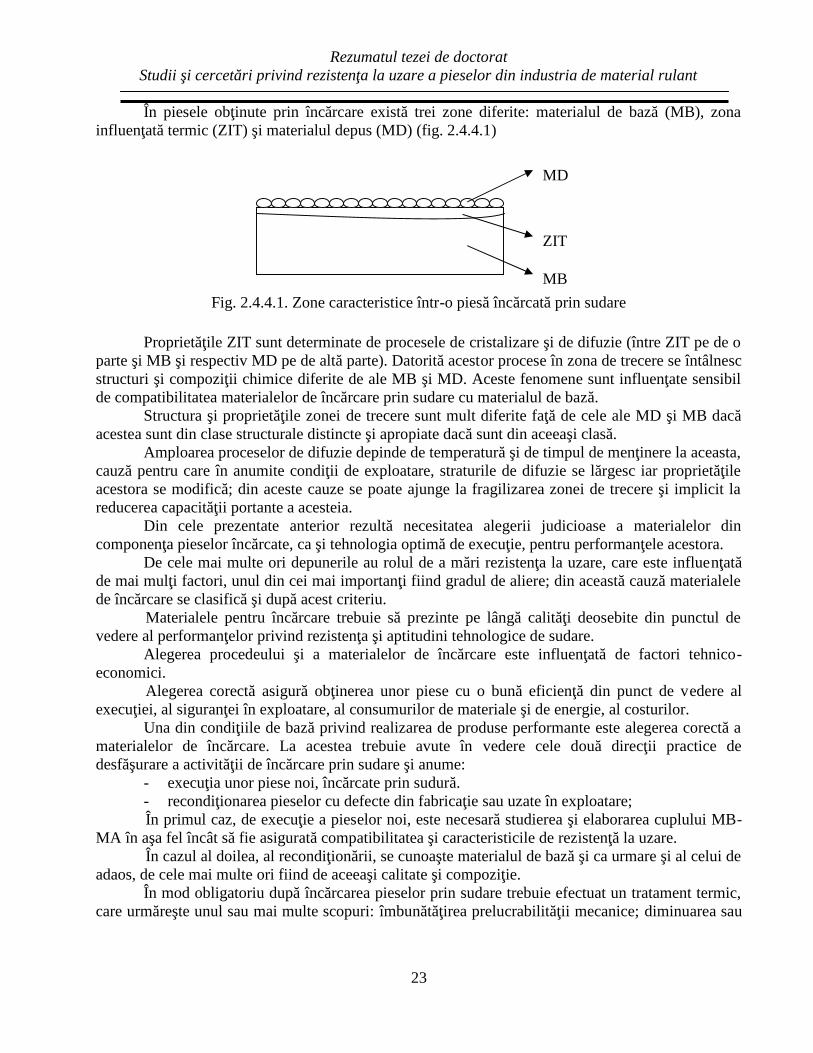
În piesele obţinute prin încărcare există trei zone diferite: materialul de bază (MB), zonainfluenţată termic (ZIT) şi materialul depus (MD) (fig. 2.4.4.1)
Fig. 2.4.4.1. Zone caracteristice într-o piesă încărcată prin sudare
Proprietăţile ZIT sunt determinate de procesele de cristalizare şi de difuzie (între ZIT pe de oparte şi MB şi respectiv MD pe de altă parte). Datorită acestor procese în zona de trecere se întâlnescstructuri şi compoziţii chimice diferite de ale MB şi MD. Aceste fenomene sunt influenţate sensibilde compatibilitatea materialelor de încărcare prin sudare cu materialul de bază.
Structura şi proprietăţile zonei de trecere sunt mult diferite faţă de cele ale MD şi MB dacăacestea sunt din clase structurale distincte şi apropiate dacă sunt din aceeaşi clasă.
Amploarea proceselor de difuzie depinde de temperatură şi de timpul de menţinere la aceasta,cauză pentru care în anumite condiţii de exploatare, straturile de difuzie se lărgesc iar proprietăţileacestora se modifică; din aceste cauze se poate ajunge la fragilizarea zonei de trecere şi implicit lareducerea capacităţii portante a acesteia.
Din cele prezentate anterior rezultă necesitatea alegerii judicioase a materialelor dincomponenţa pieselor încărcate, ca şi tehnologia optimă de execuţie, pentru performanţele acestora.
De cele mai multe ori depunerile au rolul de a mări rezistenţa la uzare, care este influenţatăde mai mulţi factori, unul din cei mai importanţi fiind gradul de aliere; din această cauză materialelede încărcare se clasifică şi după acest criteriu.
Materialele pentru încărcare trebuie să prezinte pe lângă calităţi deosebite din punctul devedere al performanţelor privind rezistenţa şi aptitudini tehnologice de sudare.
Alegerea procedeului şi a materialelor de încărcare este influenţată de factori tehnico-economici.
Alegerea corectă asigură obţinerea unor piese cu o bună eficienţă din punct de vedere alexecuţiei, al siguranţei în exploatare, al consumurilor de materiale şi de energie, al costurilor.
Una din condiţiile de bază privind realizarea de produse performante este alegerea corectă amaterialelor de încărcare. La acestea trebuie avute în vedere cele două direcţii practice dedesfăşurare a activităţii de încărcare prin sudare şi anume:
- execuţia unor piese noi, încărcate prin sudură.- recondiţionarea pieselor cu defecte din fabricaţie sau uzate în exploatare;În primul caz, de execuţie a pieselor noi, este necesară studierea şi elaborarea cuplului MB-
MA în aşa fel încât să fie asigurată compatibilitatea şi caracteristicile de rezistenţă la uzare.În cazul al doilea, al recondiţionării, se cunoaşte materialul de bază şi ca urmare şi al celui de
adaos, de cele mai multe ori fiind de aceeaşi calitate şi compoziţie.În mod obligatoriu după încărcarea pieselor prin sudare trebuie efectuat un tratament termic,
care urmăreşte unul sau mai multe scopuri: îmbunătăţirea prelucrabilităţii mecanice; diminuarea sau
MD
ZIT
MB
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
24
înlăturarea tensiunilor interne; mărirea stabilităţii dimensionale; realizarea de caracteristici mecanicecerute în exploatare, etc.
O metodă frecvent utilizată în vederea reducerii riscurilor de fisurare este preîncălzirea pieseiîn vederea recondiţionării prin sudare.
Temperatura de preîncălzire se poate stabili prin două metode:- cu ajutorul temperaturilor critice de transformare,- cu ajutorul carbonului echivalent.Metoda de stabilire a temperaturii de preîncălzire cu ajutorul temperaturilor critice de
transformare constă în următoarele:- se stabilesc temperaturile specifice transformărilor în urma cărora pot să apară constituenţi
fragili în stratul depus şi în ZIT, susceptibili de fisurare;- se stabileşte temperatura de preîncălzire la o valoare superioară temperaturilor de
transformare.Metoda de stabilire a temperaturii de preîncălzire cu ajutorul carbonului echivalent se poate
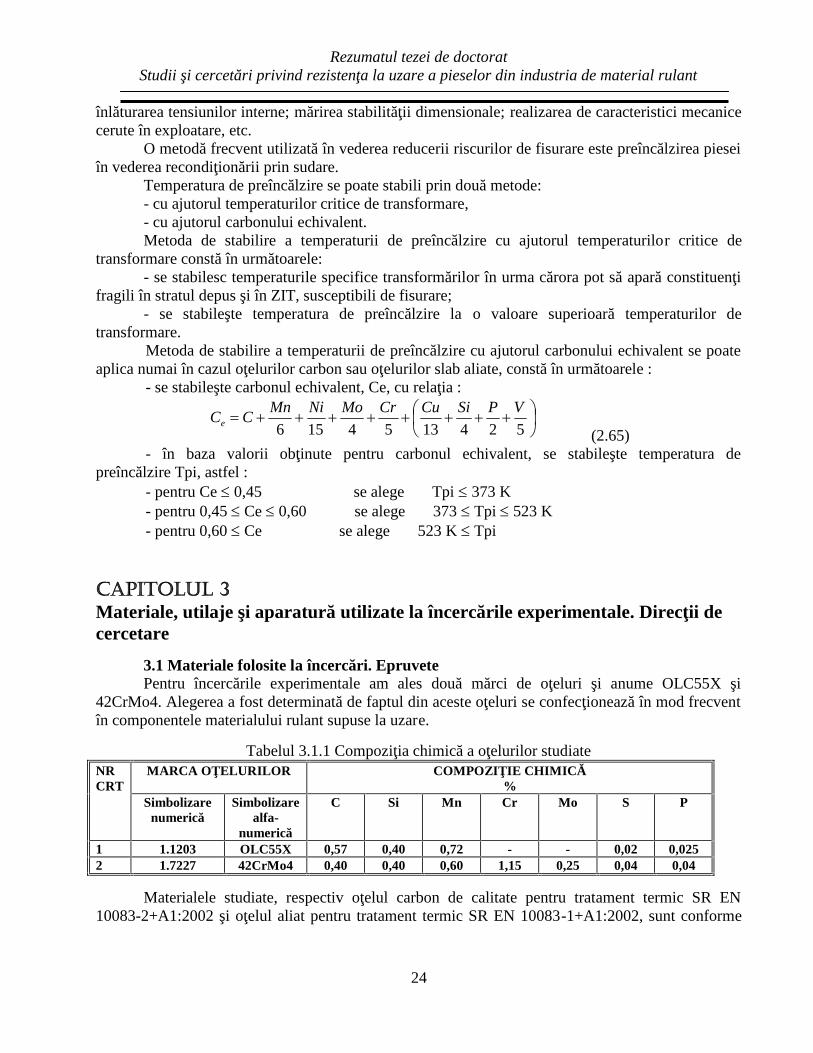
aplica numai în cazul oţelurilor carbon sau oţelurilor slab aliate, constă în următoarele :- se stabileşte carbonul echivalent, Ce, cu relaţia :
5241354156VPSiCuCrMoNiMnCCe
(2.65)- în baza valorii obţinute pentru carbonul echivalent, se stabileşte temperatura de
preîncălzire Tpi, astfel :- pentru Ce 0,45 se alege Tpi 373 K- pentru 0,45 Ce 0,60 se alege 373 Tpi 523 K- pentru 0,60 Ce se alege 523 K Tpi
Capitolul 3Materiale, utilaje şi aparatură utilizate la încercările experimentale. Direcţii decercetare
3.1 Materiale folosite la încercări. EpruvetePentru încercările experimentale am ales două mărci de oţeluri şi anume OLC55X şi
42CrMo4. Alegerea a fost determinată de faptul din aceste oţeluri se confecţionează în mod frecventîn componentele materialului rulant supuse la uzare.
Tabelul 3.1.1 Compoziţia chimică a oţelurilor studiateNRCRT
MARCA OŢELURILOR COMPOZIŢIE CHIMICĂ%
Simbolizarenumerică
Simbolizarealfa-
numerică
C Si Mn Cr Mo S P
1 1.1203 OLC55X 0,57 0,40 0,72 - - 0,02 0,0252 1.7227 42CrMo4 0,40 0,40 0,60 1,15 0,25 0,04 0,04
Materialele studiate, respectiv oţelul carbon de calitate pentru tratament termic SR EN10083-2+A1:2002 şi oţelul aliat pentru tratament termic SR EN 10083-1+A1:2002, sunt conforme
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
25
cu standardele amintite. Menţionez că cele două oţeluri se încadrează în prevederile fişelor UIC învigoare, atât din punct de vedere al compoziţiei chimice cât şi al proprietăţilor mecanice.
Din cele două oţeluri menţionate au fost realizate probe de forme şi dimensiuni diferite, înfuncţie de determinările ulterioare ce au fost avute în vedere, şi anume:
- probe pentru încercări de duritate;- probe pentru microscopie optică şi electronică;- probe pentru încercarea de rezilienţă;- probe pentru încercările de uzare abrazivă
Fig. 3.1.1 Probe pentrumicroscopie şi duritate
Fig. 3.1.2 Probe pentruîncercarea de rezilienţă
Fig. 3.1.3 Probe pentruîncercările de uzare
3.2 Instalaţii şi aparatură utilizate la experimentări3.2.1. Instalaţii de tratament termic
Fig. 3.2.1 Cuptor de tratament termic Fig. 3.2.2 Cuptor de temperatură joasă
Fig. 3.2.3 Cuptor de tratament termic în vid Fig. 3.2.4 Cuptor de tratament termic înatmosferă controlată
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
26
3.2.2 Aparatură pentru încercări mecanice
Fig. 3.2.5 Aparat pentru măsurarea durităţiiRockwell
Fig. 3.2.6 Ciocanul Charpy pentru încercarea derezilienţă
3.2.3 Aparatură pentru studii metalografice
Fig. 3.2.8 Microscop optic de tip OMNIMET3 Fig. 3.2.9 Microscop electronic de tip SEM-EDX
3.2.4 Dispozitiv de uzareÎncercările de uzare abrazivă au fost efectuate pe un aparat adaptat în mod special pentru
epruvetele şi condiţiile cerute în teză. Acesta realizează uzura prin mişcări alternative de dute-vino înplan orizontal.
Fig. 3.2.10 Dispozitiv pentru uzarea abrazivă
3.3. Direcţii de cercetareTeza de faţă îşi propune să studieze cauzele principale care duc la scoaterea din uz în mod
prematur a unor repere componente ale materialului rulant exploatat în transportul feroviar. Plecândde la acest aspect se urmăreşte a se găsi posibilităţi de creştere a fiabilităţii acestor repere fără acreşte în mod sensibil costurile de fabricaţie. Se doreşte astfel ca să se păstreze materialele folosite înmomentul de faţă, deci de a nu fi înlocuite cu altele mai scumpe şi mai deficitare. Pentru creştereaperformanţelor materialelor date se vor studia şi experimenta următoarele direcţii de cercetare:
- găsirea parametrilor optimi de tratament termic;- utilizarea unor procedee moderne de tratament termic;
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
27
- îmbunătăţirea rezistenţei la uzare prin depuneri de straturi dure, etc.Pentru evidenţierea rezultatelor încercărilor experimentale se vor face investigaţii prin:
- microscopie optică şi electronică, difracţie de raze X;- încercări mecanice;- încercări de uzare abrazivă;- reprezentări grafice şi compararea rezultatelor, etc.
Capitolul 4Încercări experimentale aplicate probelor din oţelurile studiate şi rezultateleobţinute
4.1. Operaţii de tratament termicProbele din oţelurile prezentate în capitolul precedent au fost supuse unor operaţii de
tratament termic, având condiţii efective diferite, după cum se prezintă în continuare.
4.1.1 Călire şi revenire în cuptoare cu camerăÎn tabelul 4.1.1.1 sunt prezentate condiţiile de tratament termic efectuat în cuptoare de
laborator din dotarea catedrei UTSM
Tabelul 4.1.1.1 Parametrii de tratament termic în atmosferă de aerNRCRT
MARCAOŢELULUI
CĂLIRE REVENIRE DURITATEA,HRC
Temperatura[0C]
Durata[min]
Mediurăcire
Temperatura[0C]
Durata[min]
Mediurăcire
Dupăcălire
Dupărevenire
1 OLC55X 830 30 apă 600 90 Aer 63,5 32,2400 42,7
2 42CrMo4 840 30 ulei 600 90 aer 53 34,6400 39,5
Temperaturile de încălzire în vederea călirii au fost alese în interiorul intervalului indicat destandardele în vigoare. Durata de menţinere a fost aleasă astfel încât să asigure uniformizareatemperaturii pe întreaga secţiune a probelor. Răcirea a fost făcută în apă respectiv în ulei, cutemperaturi egale cu a mediului. Revenirile au fost efectuate în două variante şi anume la 6000C(revenire înaltă) şi respectiv 4000C (revenire medie).
Menţionez că tratamentul termic conform tabelului 4.1.1.1 a fost efectuat identic pentru toatetipurile de epruvete (structură, duritate, rezilienţă, uzare), la fel şi în cazul celorlalte variantestudiate.
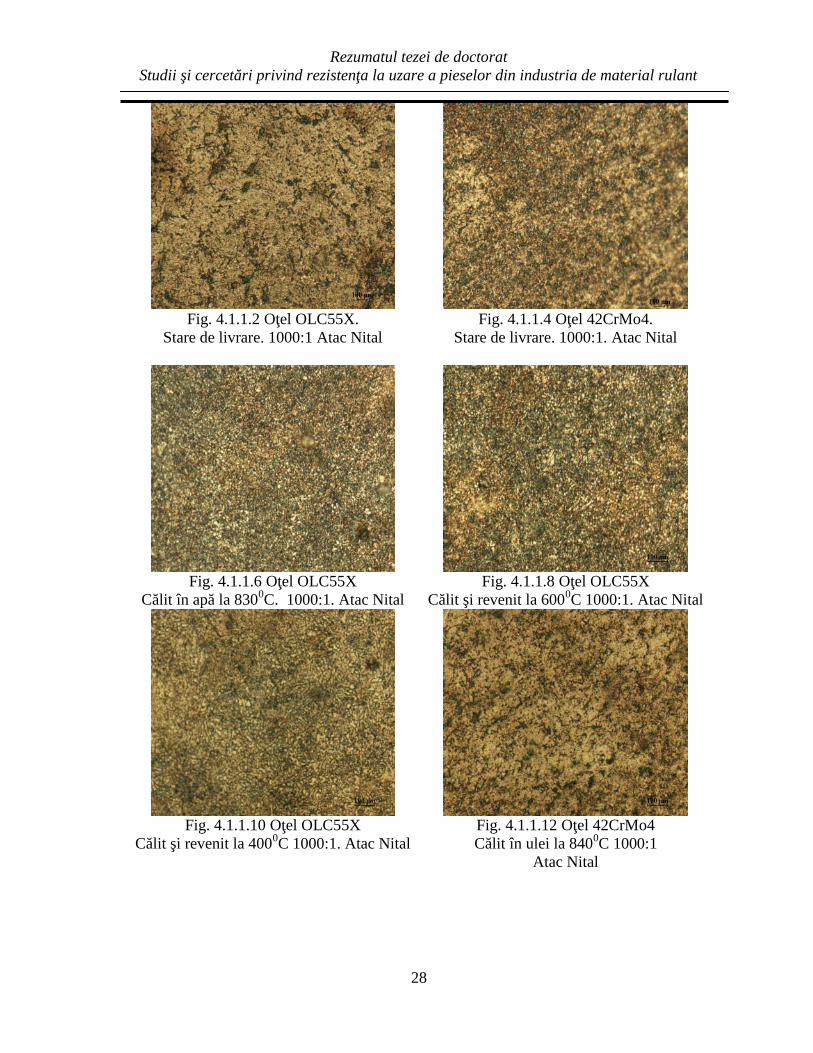
Microstructurile studiate cu ajutorul microscopului optic au evidenţiat structurilemetalografice, pentru diferite cazuri, ilustrate în figurile următoare:
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
28
Fig. 4.1.1.2 Oţel OLC55X.Stare de livrare. 1000:1 Atac Nital
Fig. 4.1.1.4 Oţel 42CrMo4.Stare de livrare. 1000:1. Atac Nital
Fig. 4.1.1.6 Oţel OLC55XCălit în apă la 8300C. 1000:1. Atac Nital
Fig. 4.1.1.8 Oţel OLC55XCălit şi revenit la 6000C 1000:1. Atac Nital
Fig. 4.1.1.10 Oţel OLC55XCălit şi revenit la 4000C 1000:1. Atac Nital
Fig. 4.1.1.12 Oţel 42CrMo4Călit în ulei la 8400C 1000:1
Atac Nital
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
29
Fig. 4.1.1.14 Oţel 42CrMo4Călit şi revenit la 6000C 1000:1 Atac Nital
Fig. 4.1.1.16 Oţel 42CrMo4Călit şi revenit la 4000C 1000:1 Atac Nital
În figurile prezentate anterior au fost constatate următoarele structuri:- la oţelul OLC55X:
o în stare de livrare: sorbită lamelarăo în stare călită: martensită aciculară finăo după călire + revenire înaltă: sorbită globularăo după călire + revenire medie: troostită + sorbită
- la oţelul 42CrMo4:o în stare de livrare: sorbită + carburio în stare călită: martensită + carburi + austenită rezidualăo după călire + revenire înaltă: sorbită globulară + carburio după călire + revenire medie: troostită + sorbită + carburi
Aceste structuri corespund compoziţiilor chimice ale oţelurilor şi tratamentului termicaplicat. De asemenea, ele sunt confirmate şi de valorile durităţilor exprimate în unităţi Rocwell şiindicate în tabelul 4.1.1.1.
4.1.2 Tratamente termice în cuptoare cu atmosferă controlatăAceste tratamente termice au fost efectuate, în linii mari, la aceeaşi parametri ca în cazul
precedent. Deosebirea constă în faptul că încălzirea şi menţinerea a fost efectuată în atmosferăcontrolată ENDO la un potenţial de carbon πc = 0,5, fapt ce a condus la protejarea suprafeţei deoxidare şi decarburare. În regim industrial în acest fel se înregistrează pierderi mai mici de materialşi respectiv manoperă. În tabelul 4.1.2.1 sunt prezentaţi parametrii de tratament termic şi rezultateleobţinute privind duritatea.
Tabelul 4.1.2.1 Parametrii de tratament termic în atmosferă controlatăNRCRT
MARCAOŢELULUI
CĂLIRE REVENIRE DURITATEA,HRC
Temperatura[0C]
Durata[min]
Mediurăcire
Temperatura[0C]
Durata[min]
Mediurăcire
Dupăcălire
Dupărevenire
1 OLC55X 840 40 apă 600 90 aer 64,2 33,92 42CrMo4 840 40 ulei 600 90 aer 53,5 35,4
Se constată obţinerea de durităţi ceva mai mari în comparaţie cu cele obţinute în cuptoare cucameră de laborator. Diferenţa se explică prin lipsa uşoarei decarburări, inerentă la tratamentultermic în atmosferă de aer.
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
30
În figurile de mai jos sunt prezentate câteva micrografii ale probelor tratate termic înatmosferă controlată.
Fig. 4.1.2.2 Oţel OLC55X.Călit şi revenit în atmosferă controlată.
1000:1 Atac Nital
Fig. 4.1.2.4 Oţel 42CrMo4.Călit şi revenit în atmosferă controlată.
1000:1. Atac Nital
Şi în cazul acestui lot de probe, structurile obţinute sunt corespunzătoare atât din punctul devedere al compoziţiei chimice cât şi al tratamentului termic aplicat. Se remarcă totuşi o structură maiuniformă decât în cazurile precedente.
4.1.3 Tratamente termice la presiuni scăzuteÎn acest scop au fost utilizate utilajele SC Härta Tratamente Termice SRL Sibiu, unde s-a
încercat adaptarea parametrilor de lucru la necesităţile oţelurilor studiate de mine. În tabelul 4.1.3.1sunt indicaţi principalii parametri ai procesului tehnologic.
Tabelul 4.1.3.1 Parametrii de tratament termic în vidNR
CRTMARCA
OŢELULUIFELUL
TRATAMENTULUITERMIC
PARAMETRII UTILIZAŢI LAÎNCĂLZIRE
RĂCIRE DURITATEHRC
Presiunea[torr]
Temperatura[0C]
Timp[min]
1 OLC55X Călire 10-1 840 40 Azotpurificat
592 42CrMo4 523 OLC55X Revenire 400 600 90 Azot
purificat34
4 42CrMo4 36,5
Datorită faptului că instalaţia de tratament termic în vid nu era dotată cu un bazin de călireintegrat răcirea pentru toate probele a fost efectuată în atmosferă înaltă (N2) puternic recirculat (400m3/min) obţinându-se condiţii de răcire echivalente cu cele din ulei. Dacă pentru oţelul aliat aceastărăcire este aproape corespunzătoare, pentru oţelul carbon (OLC55X) răcirea este prea lentă şi nu s-aobţinut duritatea necesară.
Totuşi tratamentul termic în vid reprezintă o oportunitate viabilă, având în vedere calitateasuprafeţei oţelurilor, lipsa oxidării, decarburării şi a pierderilor de material.
În figurile de mai jos sunt ilustrate microstructurile probelor tratate termic în vid.
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
31
Fig. 4.1.3.2 Oţel OLC55X.Călit şi revenit în vid. 1000:1 Atac Nital
Fig. 4.1.3.4 Oţel 42CrMo4.Călit şi revenit în vid. 1000:1. Atac Nital
Şi în aceste cazuri se constată existenţa unor structuri fine şi uniforme. De asemenea,conţinutul de austenită reziduală din oţelul aliat este aproape inexistent. Carburile de crom primare şisecundare sunt fine şi uniform repartizate în masa de bază.
4.1.4 Tratamente termomecaniceÎn vederea studierii efectelor tratamentelor termomecanice asupra caracteristicilor fizico-
mecanice am confecţionat probe din oţelul 42CrMo4 aflate în stare de livrare (material recopt). Amales acest oţel deoarece corespunde mai bine condiţiilor ce se impun materialului destinat unuitratament termomecanic. Oţelul OLC55X, din punct de vedere al conţinutului în carbon se află uşorpeste limita superioară admisă [40]
Probe prismatice cu dimensiunile 20x20x15 mm au fost supuse tratamentului termomecanic,conform tabelului 4.1.4.1 fiind apoi destinate studiilor metalografice şi încercărilor de duritate.
Tabelul 4.1.4.1 Parametrii tehnologici la TTM de temperatură înaltăMARCA
OŢELULUITEMP. DE
ÎNCĂLZIRE[0C]
INTERVALULDE TEMP.PENTRU
DEFORMAREPLASTICĂ
[0C]
CĂLIRE REVENIRE GRAD DEDEFORMARE
Temp.[0C]
Mediu derăcire
Temp.
[0C]
Durata[h]
Mediu derăcire
ε1[%]
ε2[%]
42CrMo4 900 900 - 850 850 ulei 400200
2 aer 30 50
Au fost supuse aceloraşi operaţii de deformare şi tratament şi semifabricatele pentruepruvetele de rezilienţă respectiv uzare.
O altă serie de probe şi epruvete a fost pregătită pentru tratamentul termomecanic detemperatură joasă, cu parametrii de lucru din tabelul 4.1.4.2.
Tabelul 4.1.4.2 Parametrii tehnologici la TTM de temperatură joasăMARCA
OŢELULUITEMP. DE
ÎNCĂLZIRE[0C]
TREAPTASUBCRITICĂ
MEDIUDE
CĂLIRE
REVENIRE GRAD DEDEFORMARE
Mediu derăcire
Temp.[0C]
Temp.[0C]
Durata[h]
Mediude
răcire
ε1[%]
ε2[%]
42CrMo4 900 aer 600 - 500 ulei 400 2 aer 30 50

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
32
200
Încercările efectuate asupra acestor epruvete, efectuate în acelaşi condiţii ca în celelaltecazuri au evidenţiat rezultatele prezentate mai jos, sub formă de tabele şi respectiv microstructuri.
Tabelul 4.1.4.3 Rezultatele încercărilor mecanice pentru epruvetele tratamente termomecanic latemperatură înaltă
MARCAOŢELULUI
DURITATEA [HRC] REZILIENŢA KCU [J/CM2]ε = 30% ε = 50% ε = 30% ε = 50%
Trev 2000C Trev 4000C Trev 2000C Trev 4000C Trev 2000C Trev 4000C Trev 2000C Trev 4000C42CrMo4 48.5 35.3 53.9 39.7 21.7 33.3 22.2 31.3
Fig. 4.1.4.2 Oţel 42CrMo4.După TTMI cu ε = 30% şi revenire la 200 0C.
1000:1. Atac Nital
Fig. 4.1.4.4 Oţel 42CrMo4.După TTMI cu ε = 30% şi revenire la 4000C.
1000:1. Atac Nital
Fig. 4.1.4.6 Oţel 42CrMo4.După TTMI cu ε = 50% şi revenire la 2000C.
1000:1. Atac Nital
Fig. 4.1.4.8 Oţel 42CrMo4.După TTMI cu ε = 50% şi revenire la 4000C.
1000:1. Atac Nital
Tabelul 4.1.4.4 Rezultatele încercărilor mecanice pentru epruvetele tratamente termomecanic latemperatură joasă
MARCAOŢELULUI
DURITATEA [HRC] REZILIENŢA KCU [J/CM2]ε = 30% ε = 50% ε = 30% ε = 50%
Trev 2000C Trev 4000C Trev 2000C Trev 4000C Trev 2000C Trev 4000C Trev 2000C Trev 4000C

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
33
42CrMo4 51.2 36.6 57.4 40.2 19.5 32.5 18.2 29.6
Fig. 4.1.4.10 Oţel 42CrMo4.După TTMJ cu ε = 30% şi revenire la 200 0C.
1000:1. Atac Nital
Fig. 4.1.4.12 Oţel 42CrMo4.După TTMJ cu ε = 30% şi revenire la 400 0C.
1000:1. Atac Nital
Fig. 4.1.4.14 Oţel 42CrMo4.După TTMJ cu ε = 50% şi revenire la 200 0C.
1000:1. Atac Nital
Fig. 4.1.4.16 Oţel 42CrMo4.După TTMJ cu ε = 50% şi revenire la 400 0C.
1000:1. Atac Nital
Tratamentul termomecanic de temperatură înaltă influenţează într-o mare măsură structura şiproprietăţile oţelului. În general se obţin structuri mai fine şi durităţi mai mari comparativ cu probeletratate numai termic. În acelaşi timp rezilienţa se păstrează la aceleaşi valori, iar uneori chiar maimari (de exemplu la %50 ).
Gradul de deformare are o influenţă importantă asupra caracteristicilor mecanice; creştereaeste mai substanţială până la %30 şi mai lentă la %50 . Aceeaşi situaţie a fost observată şi dealţi cercetători [40].
De asemenea, studiul microstructurii scoate în evidenţă o influenţă sensibilă a TTMI.Structurile sunt mai fine şi cu o tendinţă de orientare preferenţială în sensul curgerii materialului ladeformarea plastică. La grade de deformare de 50% se constată o uşoară tendinţă de recristalizareprin creşterea mai moderată a durităţii şi printr-o rezilienţă uşor sporită.
Tratamentul termomecanic de temperatură joasă (TTMJ) are implicaţii mai mari asuprarezultatelor finale. În primul rând au fost necesare eforturi mai mari la realizarea probelor; proceselede recristalizare lipsind complet, structura alungită este mai pregnantă, iar durităţile au înregistrat
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
34
creşteri substanţiale. Concomitent rezilienţele sunt mai mici, dar scăderea nu este majoră. Martensitaobţinută este fină cu aspect punctiform. În acelaşi timp cantitatea şi mărimea particulelor precipitatesunt mai reduse.
S-a observat, de asemenea, că în structuri apar şi cantităţi mici de ferită. Aceasta se separădin austenită în timpul răcirii de la temperatura subcritică şi într-o oarecare măsură şi în timpuldeformării plastice. Probabil că scăderea nesemnificativă a rezilienţei este datorată şi prezenţeiferitei în structură.
4.2 Depuneri prin sudare de straturi rezistente la uzareSuprafaţa plană a probelor pentru structură şi duritate ca şi pe suprafaţa activă a epruvetelor
pentru încercarea la uzare au fost încărcate prin sudare cu un strat aderent.Electrodul învelit utilizat pentru încărcarea cu straturi dure a epruvetelor este produs de
ESAB şi are compoziţia chimică indicată în tabelul 4.2.1.
Tabelul 4.2.1 Compoziţia chimică a electrodului învelitTIPUL ELECTRODULUI COMPOZIŢIA CHIMICĂ, ÎN [%]
C Mn Cr Si Ni S POK 84.58 0,7 0,7 10 0,6 - ≤0,03 ≤0,03
Încărcarea cu straturi dure a fost realizată prin procedeul de sudare electrică manuală cuelectrozi înveliţi.
Structurile obţinute la probele încărcate prin sudare sunt reprezentate în figurile de mai jos.
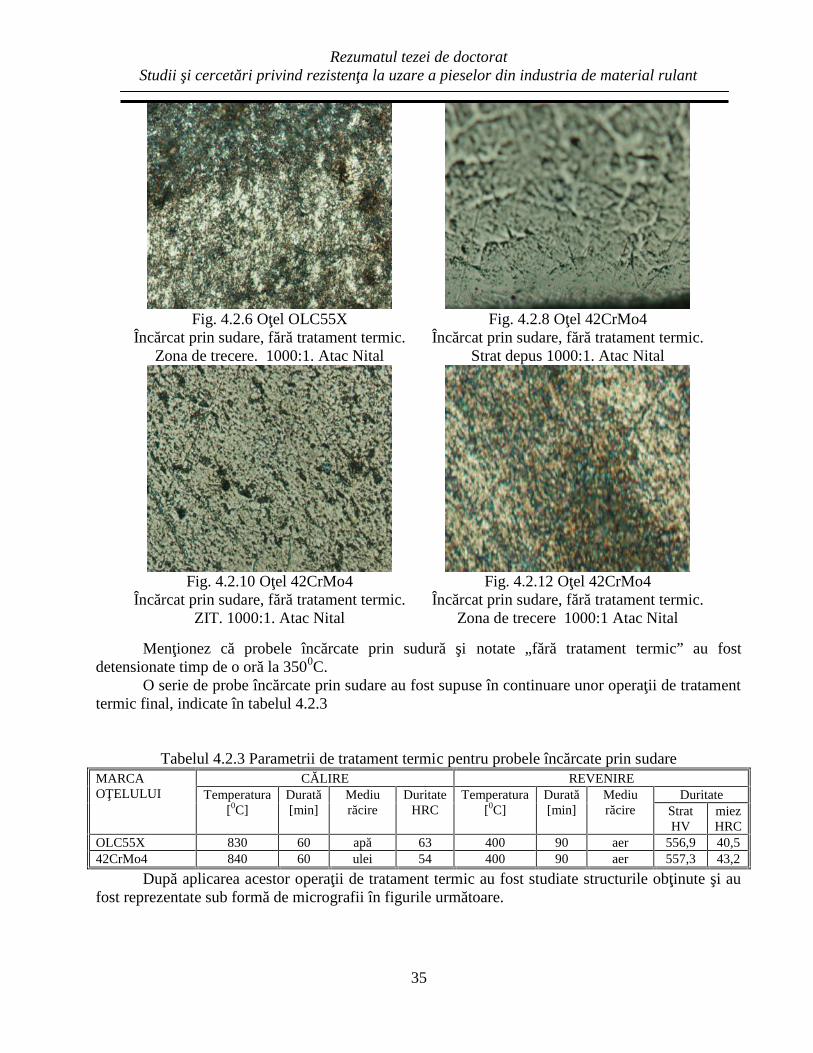
Fig. 4.2.2 Oţel OLC55X.Încărcat prin sudare, fără tratament termic.
Strat depus. 1000:1 Atac Nital
Fig. 4.2.4 Oţel OLC55XÎncărcat prin sudare, fără tratament termic.
ZIT. 1000:1. Atac Nital
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
35
Fig. 4.2.6 Oţel OLC55XÎncărcat prin sudare, fără tratament termic.
Zona de trecere. 1000:1. Atac Nital
Fig. 4.2.8 Oţel 42CrMo4Încărcat prin sudare, fără tratament termic.
Strat depus 1000:1. Atac Nital
Fig. 4.2.10 Oţel 42CrMo4Încărcat prin sudare, fără tratament termic.
ZIT. 1000:1. Atac Nital
Fig. 4.2.12 Oţel 42CrMo4Încărcat prin sudare, fără tratament termic.
Zona de trecere 1000:1 Atac Nital
Menţionez că probele încărcate prin sudură şi notate „fără tratament termic” au fostdetensionate timp de o oră la 3500C.
O serie de probe încărcate prin sudare au fost supuse în continuare unor operaţii de tratamenttermic final, indicate în tabelul 4.2.3
Tabelul 4.2.3 Parametrii de tratament termic pentru probele încărcate prin sudareMARCAOŢELULUI
CĂLIRE REVENIRETemperatura
[0C]Durată[min]
Mediurăcire
DuritateHRC
Temperatura[0C]
Durată[min]
Mediurăcire
DuritateStratHV
miezHRC
OLC55X 830 60 apă 63 400 90 aer 556,9 40,542CrMo4 840 60 ulei 54 400 90 aer 557,3 43,2
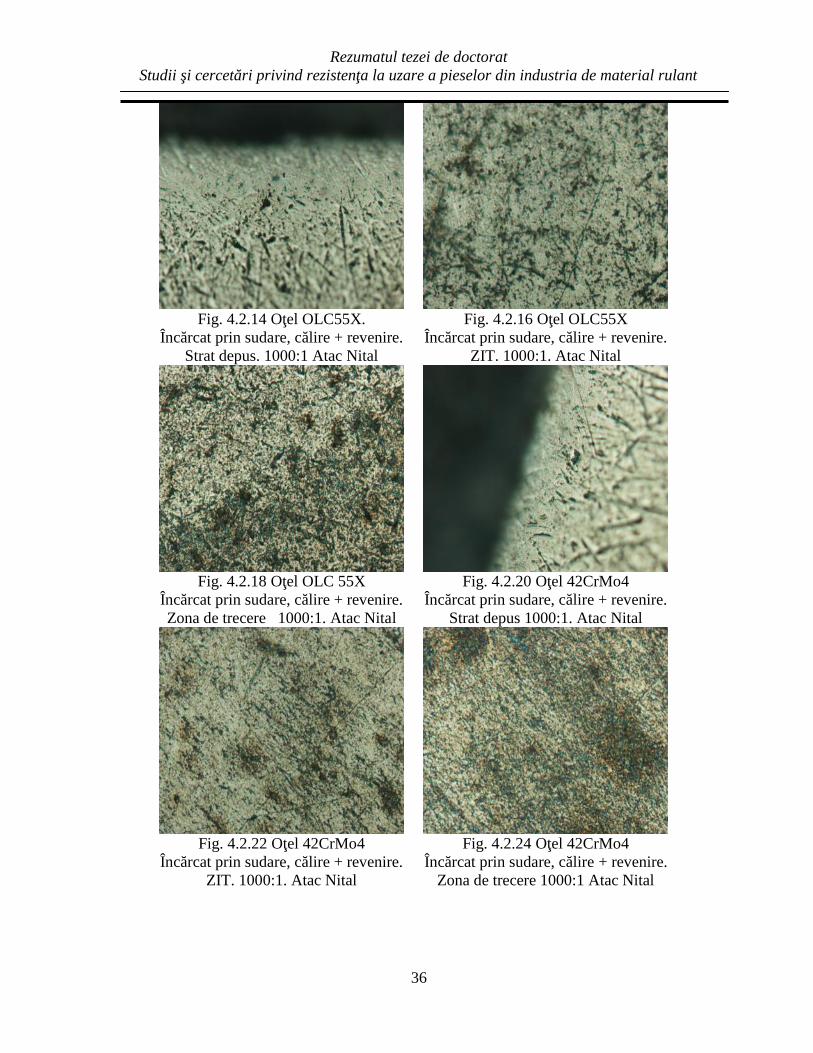
După aplicarea acestor operaţii de tratament termic au fost studiate structurile obţinute şi aufost reprezentate sub formă de micrografii în figurile următoare.
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
36
Fig. 4.2.14 Oţel OLC55X.Încărcat prin sudare, călire + revenire.
Strat depus. 1000:1 Atac Nital
Fig. 4.2.16 Oţel OLC55XÎncărcat prin sudare, călire + revenire.
ZIT. 1000:1. Atac Nital
Fig. 4.2.18 Oţel OLC 55XÎncărcat prin sudare, călire + revenire.Zona de trecere 1000:1. Atac Nital
Fig. 4.2.20 Oţel 42CrMo4Încărcat prin sudare, călire + revenire.
Strat depus 1000:1. Atac Nital
Fig. 4.2.22 Oţel 42CrMo4Încărcat prin sudare, călire + revenire.
ZIT. 1000:1. Atac Nital
Fig. 4.2.24 Oţel 42CrMo4Încărcat prin sudare, călire + revenire.
Zona de trecere 1000:1 Atac Nital
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
37
Din observarea acestor structuri se constată următoarele:- în probele în stare de livrare (după normalizare):
- oţelul OLC55X prezintă perlită globulară fină cu urme de ferită;- oţelul 42CrMo4 prezintă perlită globulară, ferită şi carburi de crom;
- în probele tratate termic prin călire şi revenire înaltă:- oţelul OLC55X prezintă sorbită globulară;- oţelul 42CrMo4 prezintă sorbită globulară şi carburi de crom;
- în probele tratate termic prin călire şi revenire medie:- oţelul OLC55X prezintă sorbită + troostită + ferită;- oţelul 42CrMo4 prezintă sorbită + troostită + carburi de crom;
- în probele încărcate prin sudare:- în stratul depus se prezintă ferită înalt aliată cu crom şi carburi de Cr;- în miez (oţel 42 CrMo4) se prezintă sorbită+troostită şi carburi de Cr.
În general, toate aceste structuri se caracterizează printr-un înalt grad de fineţe a granulaţiei şiprintr-o omogenitate structurală avansată. La probele încărcate prin sudare se constată uniformitateagrosimii stratului depus şi o bună aderenţă faţă de materialul de bază. În acelaşi timp zonainfluenţată termic este foarte îngustă, în unele locuri aceasta lipsind aproape complet. Acest aspecteste favorabil, având în vedere faptul că în zona influenţată termic se acumulează tensiuni detracţiune care pot cauza fisurarea materialului în acest loc. Tratamentul termic aplicat ulterior sudăriieste cel specific materialului de bază şi nu influenţează în mod sensibil caracteristicile stratului.
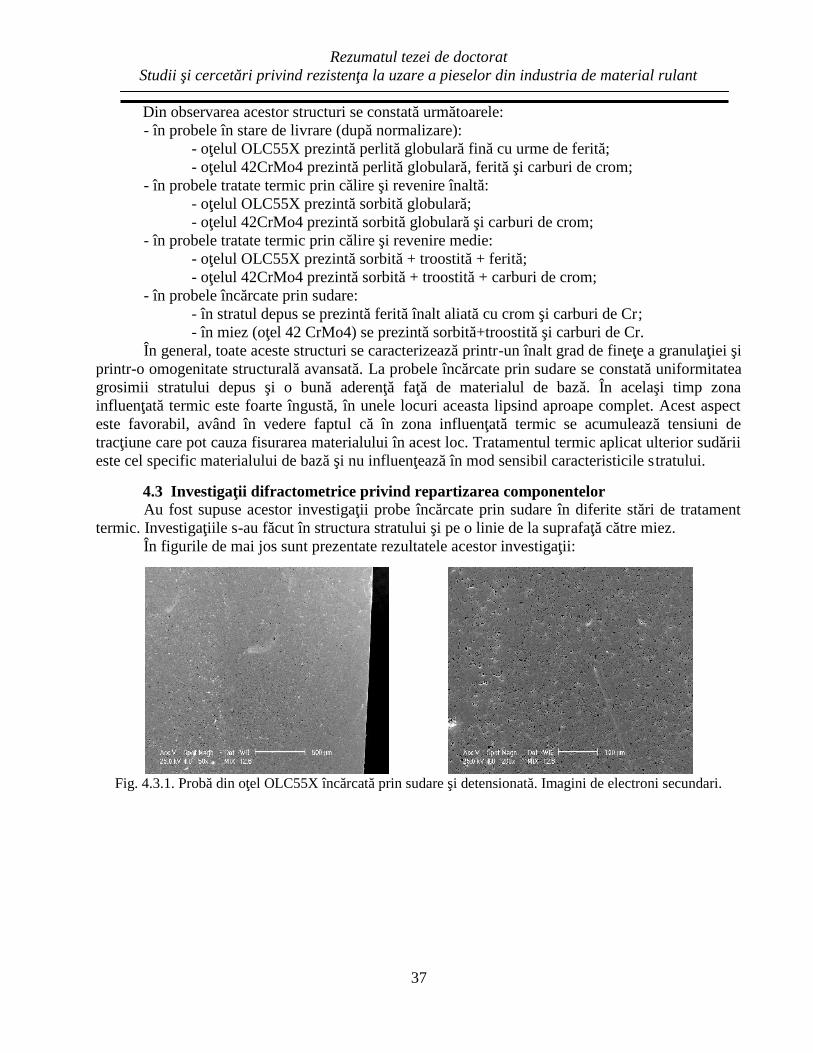
4.3 Investigaţii difractometrice privind repartizarea componentelorAu fost supuse acestor investigaţii probe încărcate prin sudare în diferite stări de tratament
termic. Investigaţiile s-au făcut în structura stratului şi pe o linie de la suprafaţă către miez.În figurile de mai jos sunt prezentate rezultatele acestor investigaţii:
Fig. 4.3.1. Probă din oţel OLC55X încărcată prin sudare şi detensionată. Imagini de electroni secundari.

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
38
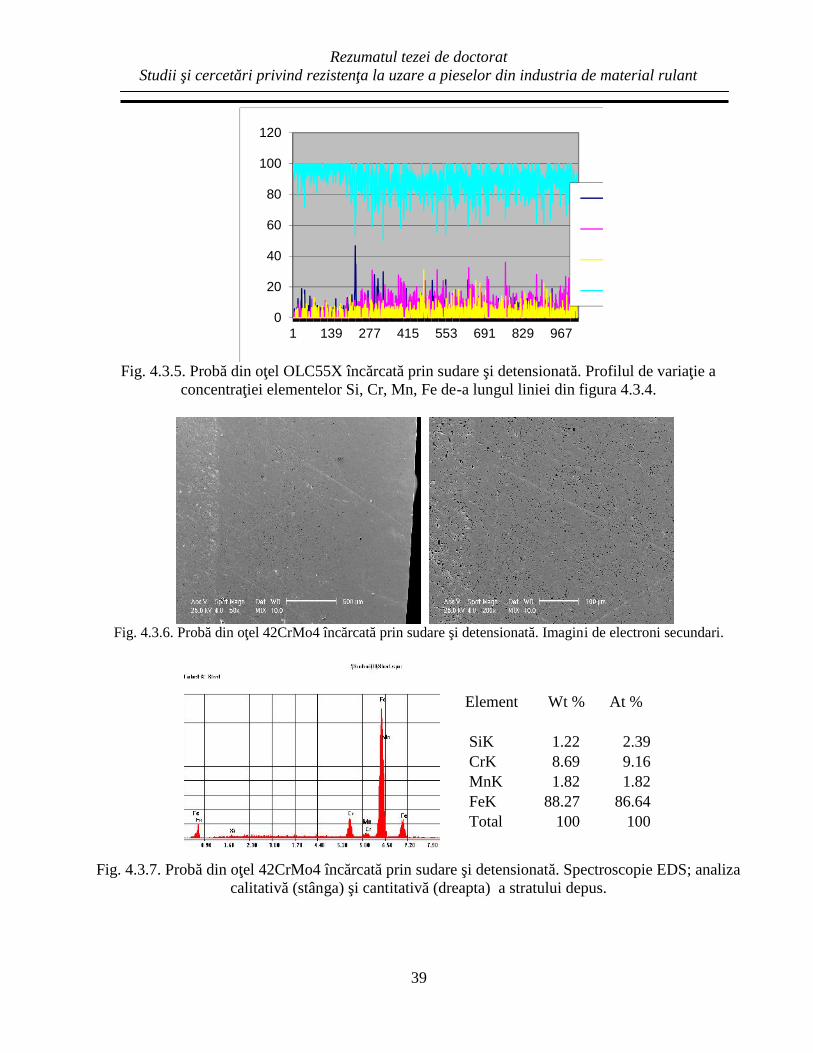
Element Wt % At %
SiK 1.31 2.55CrK 6.85 7.23MnK 1.31 1.31FeK 90.53 88.91Total 100 100
Fig. 4.3.2. Probă din oţel OLC55X încărcată prin sudare şi detensionată. Spectroscopie EDS; analizăcalitativă (stânga) şi cantitativă (dreapta) a stratului depus.
Element Wt % At %
O K 12.02 26.96NaK 6.39 9.98AlK 6.92 9.21ClK 3.4 3.44TiK 65.85 49.35W L 5.42 1.06Total 100 100
Fig. 4.3.3. Probă din oţel OLC55X încărcată prin sudare şi detensionată. Spectroscopie EDS; analizăcalitativă (stânga) şi cantitativă (dreapta) a particulelor precipitate.
Fig. 4.3.4. Probă din oţel OLC55X încărcată prin sudare şi detensionată.Imagine de electroni secundari şi direcţia după care s-a efectuat analiza variaţiei concentraţiei
elementelor.
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
39
0
20
40
60
80
100
120
1 139 277 415 553 691 829 967
SiK
CrK
MnK
FeK
Fig. 4.3.5. Probă din oţel OLC55X încărcată prin sudare şi detensionată. Profilul de variaţie aconcentraţiei elementelor Si, Cr, Mn, Fe de-a lungul liniei din figura 4.3.4.
Fig. 4.3.6. Probă din oţel 42CrMo4 încărcată prin sudare şi detensionată. Imagini de electroni secundari.
Element Wt % At %
SiK 1.22 2.39CrK 8.69 9.16MnK 1.82 1.82FeK 88.27 86.64Total 100 100
Fig. 4.3.7. Probă din oţel 42CrMo4 încărcată prin sudare şi detensionată. Spectroscopie EDS; analizacalitativă (stânga) şi cantitativă (dreapta) a stratului depus.
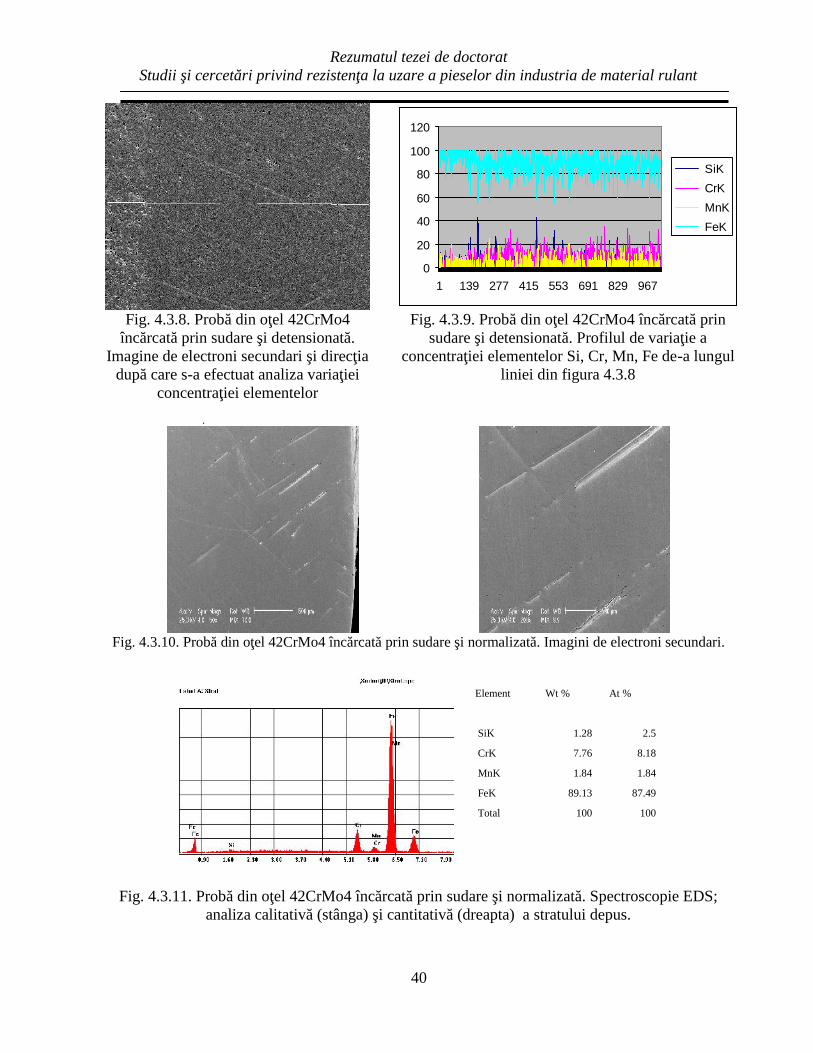
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
40
0
20
40
60
80
100
120
1 139 277 415 553 691 829 967
SiK CrK MnK FeK
Fig. 4.3.8. Probă din oţel 42CrMo4încărcată prin sudare şi detensionată.
Imagine de electroni secundari şi direcţiadupă care s-a efectuat analiza variaţiei
concentraţiei elementelor
Fig. 4.3.9. Probă din oţel 42CrMo4 încărcată prinsudare şi detensionată. Profilul de variaţie a
concentraţiei elementelor Si, Cr, Mn, Fe de-a lungulliniei din figura 4.3.8
.
Fig. 4.3.10. Probă din oţel 42CrMo4 încărcată prin sudare şi normalizată. Imagini de electroni secundari.
Element Wt % At %
SiK 1.28 2.5
CrK 7.76 8.18
MnK 1.84 1.84
FeK 89.13 87.49
Total 100 100
Fig. 4.3.11. Probă din oţel 42CrMo4 încărcată prin sudare şi normalizată. Spectroscopie EDS;analiza calitativă (stânga) şi cantitativă (dreapta) a stratului depus.
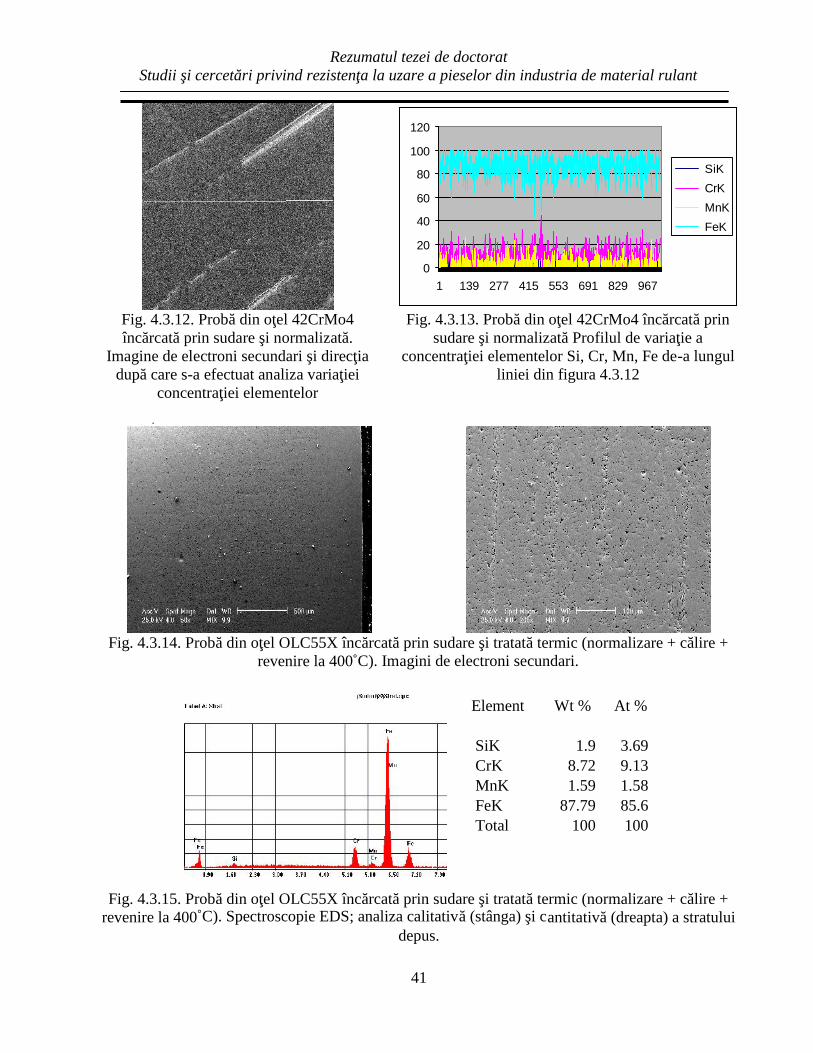
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
41
0
20
40
60
80
100
120
1 139 277 415 553 691 829 967
SiK CrK MnK FeK
Fig. 4.3.12. Probă din oţel 42CrMo4încărcată prin sudare şi normalizată.
Imagine de electroni secundari şi direcţiadupă care s-a efectuat analiza variaţiei
concentraţiei elementelor
Fig. 4.3.13. Probă din oţel 42CrMo4 încărcată prinsudare şi normalizată Profilul de variaţie a
concentraţiei elementelor Si, Cr, Mn, Fe de-a lungulliniei din figura 4.3.12
.
Fig. 4.3.14. Probă din oţel OLC55X încărcată prin sudare şi tratată termic (normalizare + călire +revenire la 400˚C). Imagini de electroni secundari.
Element Wt % At %
SiK 1.9 3.69CrK 8.72 9.13MnK 1.59 1.58FeK 87.79 85.6Total 100 100
Fig. 4.3.15. Probă din oţel OLC55X încărcată prin sudare şi tratată termic (normalizare + călire +revenire la 400˚C). Spectroscopie EDS; analiza calitativă (stânga) şi cantitativă (dreapta) a stratului
depus.
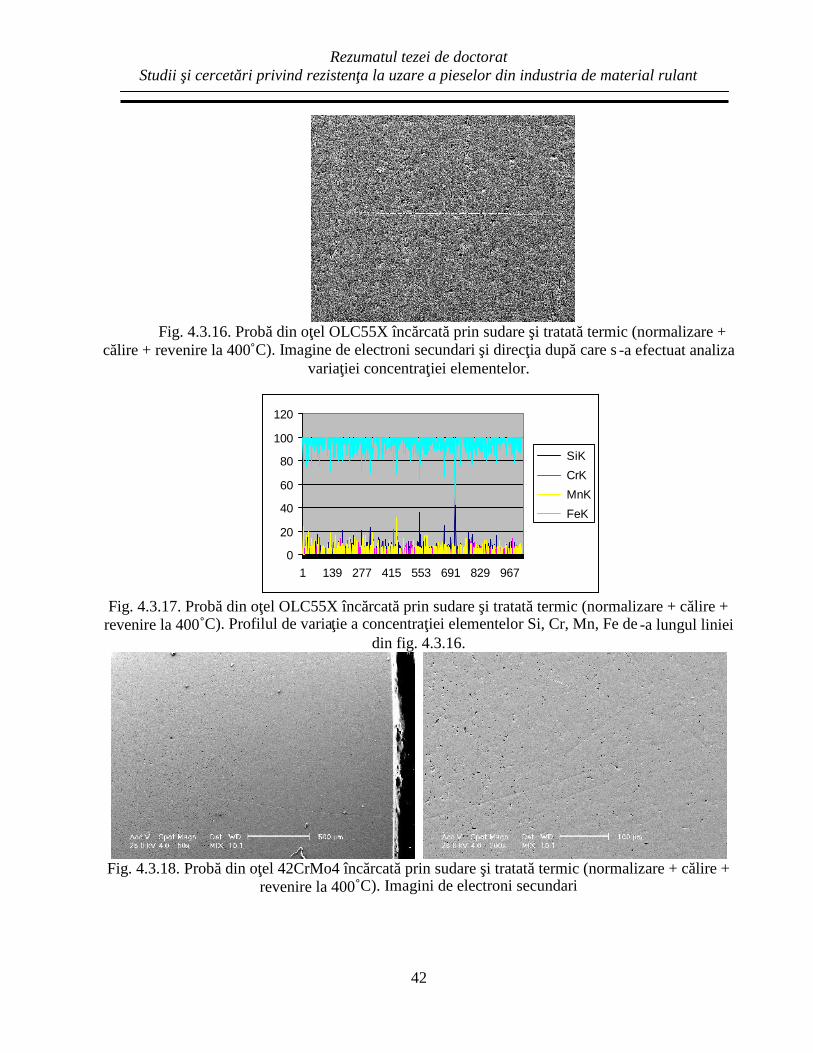
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
42
Fig. 4.3.16. Probă din oţel OLC55X încărcată prin sudare şi tratată termic (normalizare +călire + revenire la 400˚C). Imagine de electroni secundari şi direcţia după care s -a efectuat analiza
variaţiei concentraţiei elementelor.
0
20
40
60
80
100
120
1 139 277 415 553 691 829 967
SiK CrK MnK FeK
Fig. 4.3.17. Probă din oţel OLC55X încărcată prin sudare şi tratată termic (normalizare + călire +revenire la 400˚C). Profilul de variaţie a concentraţiei elementelor Si, Cr, Mn, Fe de -a lungul liniei
din fig. 4.3.16.
Fig. 4.3.18. Probă din oţel 42CrMo4 încărcată prin sudare şi tratată termic (normalizare + călire +revenire la 400˚C). Imagini de electroni secundari
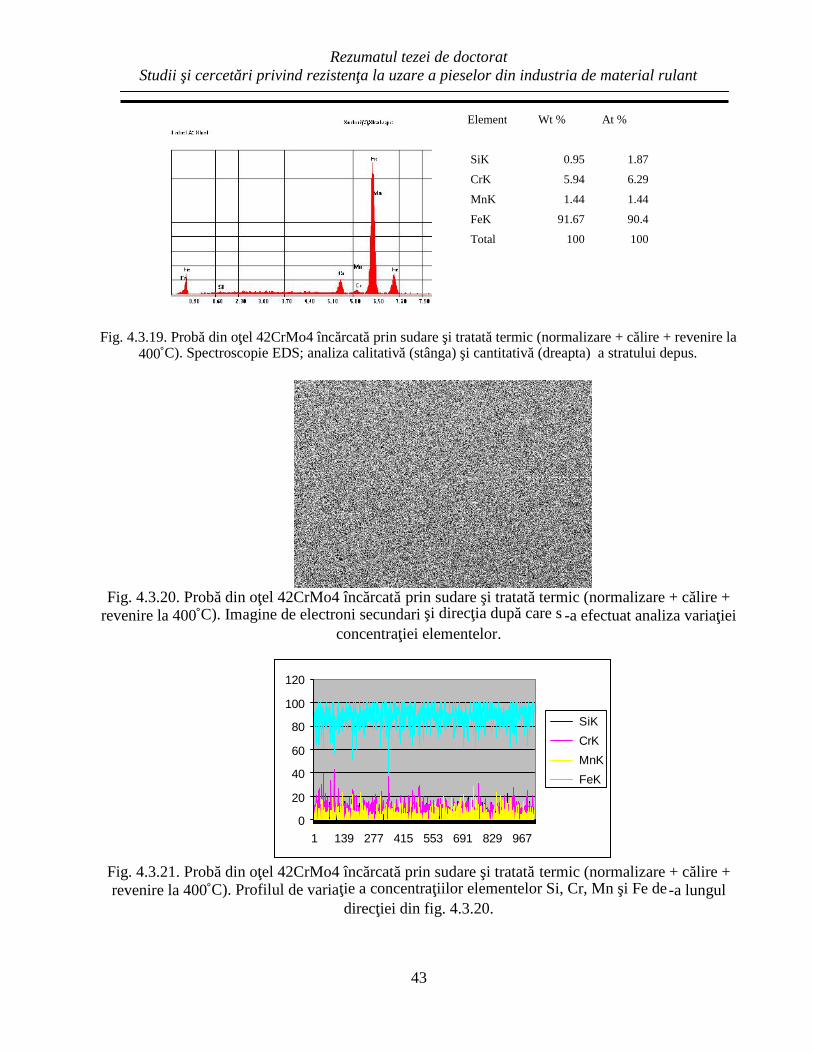
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
43
Element Wt % At %
SiK 0.95 1.87
CrK 5.94 6.29
MnK 1.44 1.44
FeK 91.67 90.4
Total 100 100
Fig. 4.3.19. Probă din oţel 42CrMo4 încărcată prin sudare şi tratată termic (normalizare + călire + revenire la400˚C). Spectroscopie EDS; analiza calitativă (stânga) şi cantitativă (dreapta) a stratului depus.
Fig. 4.3.20. Probă din oţel 42CrMo4 încărcată prin sudare şi tratată termic (normalizare + călire +revenire la 400˚C). Imagine de electroni secundari şi direcţia după care s -a efectuat analiza variaţiei
concentraţiei elementelor.
0
20
40
60
80
100
120
1 139 277 415 553 691 829 967
SiK CrK MnK FeK
Fig. 4.3.21. Probă din oţel 42CrMo4 încărcată prin sudare şi tratată termic (normalizare + călire +revenire la 400˚C). Profilul de variaţie a concentraţiilor elementelor Si, Cr, Mn şi Fe de-a lungul
direcţiei din fig. 4.3.20.

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
44
Din cele prezentate mai sus se constată o repartizare normală a componentelor, conformcompoziţiei chimice a oţelurilor de bază şi respectiv a materialului depus prin sudare.
În privinţa tratamentelor termice aplicate se remarcă următoarele:- normalizarea nu afectează în mod sensibil concentraţia elementelor de aliere în nici o zonă
a probelor (strat, zonă de trecere, materialul de bază) faţă de probele în stare sudată;- tratamentul termic final (călire şi revenire), pe lângă modificările structurale inerente a
produs şi un proces de difuzie a elementelor, Cr, Mo, constatându-se o omogenizare a concentraţieiacestora şi în zona de amestec;
- analizele spectrale au evidenţiat şi din punct de vedere chimic a unei structuri favorabile azonei de amestec, realizând o trecere treptată de la structura stratului la cea a materialului de bază,ceea ce asigură o calitate bună a depunerii fără pericol de exfoliere sau fisurare.
4.4. Încercări de rezilienţăDin materialele studiate şi tratate după procedeele amintite s-au confecţionat şi epruvete de
rezilienţă. Rezultatele încercărilor sunt indicate în tabelul 4.4.1
Tabelul 4.4.1. Rezultatele încercărilor de rezilienţăNR.
CRT.MARCA
OŢELULUITRATAMENT TERMIC REZILIENŢA
KCUOBS.
1 OLC55X stare de livrare 51,22 călit de la 830°C 27,253 normalizat + călit în vid de la 830°C+
revenire la 600°C110
4 călit în vid de la 830°C + revenire la 600°C 82,65 călit în vid de la 830°C + revenire la 400°C 38,556 42CrMo4 stare de livrare 33,37 călit de la 840°C 35,78 normalizat + călit în vid de la 840°C+
revenire la 600°C41,25
9 călit în vid de la 840°C + revenire la 600°C 38,310 călit în vid de la 840°C + revenire la 400°C 27,5
Se constată rezultate mai bune de rezilienţă la utilizarea vidului la operaţia de călire. Laoţelul aliat au rezultat valori mai mici ale rezilienţei dar mai uniforme de la o variantă la alta detratament termic.
Capitolul 5Încercări experimentale privind rezistenţa la uzare a materialelor studiate
5.2 Încercări experimentale de uzare ale epruvetelor tratate prin diferite procedee înraport cu un etalon
Tabelul 5.2.1 Compoziţia chimică a epruvetei etalon [82]TIPUL OŢELULUI COMPOZIŢIA CHIMICĂ, ÎN [%]
C Mn Cr Si W Mo VRp5 0,75÷0,85 max 0,40 3,80÷4,40 0,20÷0,40 6,00÷7,00 4,8÷5,3 1,7÷2,1
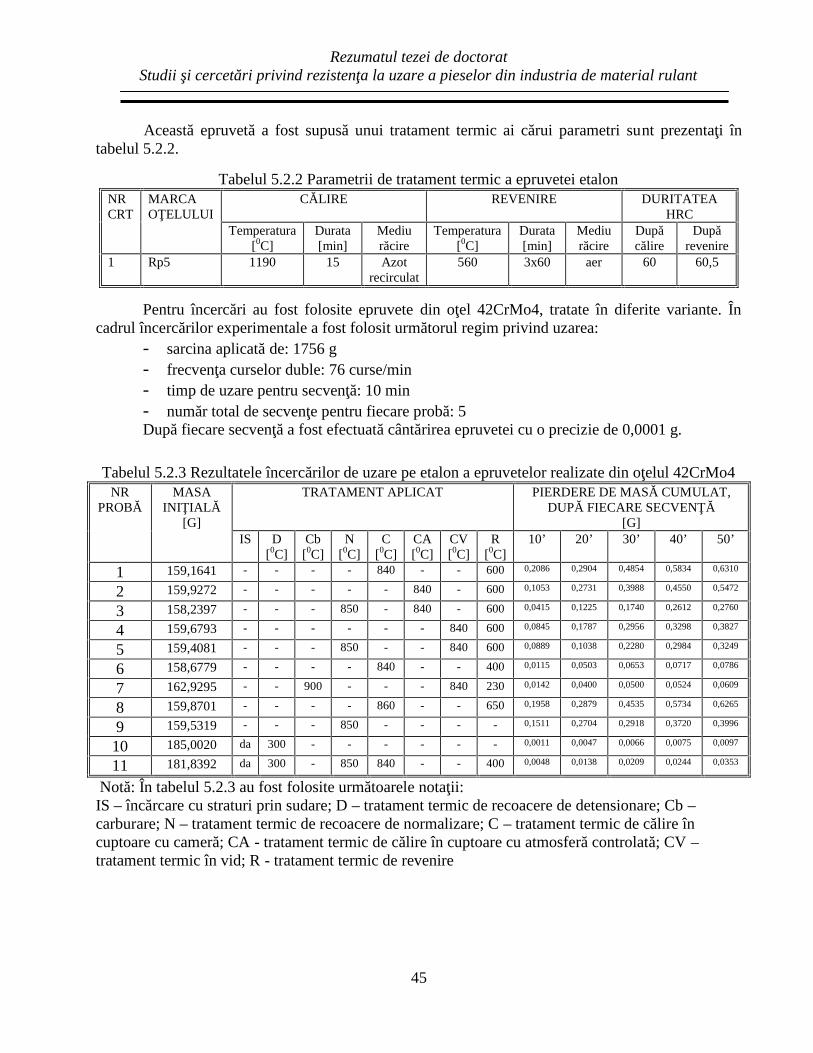
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
45
Această epruvetă a fost supusă unui tratament termic ai cărui parametri sunt prezentaţi întabelul 5.2.2.
Tabelul 5.2.2 Parametrii de tratament termic a epruvetei etalonNRCRT
MARCAOŢELULUI
CĂLIRE REVENIRE DURITATEAHRC
Temperatura[0C]
Durata[min]
Mediurăcire
Temperatura[0C]
Durata[min]
Mediurăcire
Dupăcălire
Dupărevenire
1 Rp5 1190 15 Azotrecirculat
560 3x60 aer 60 60,5
Pentru încercări au fost folosite epruvete din oţel 42CrMo4, tratate în diferite variante. Încadrul încercărilor experimentale a fost folosit următorul regim privind uzarea:
- sarcina aplicată de: 1756 g- frecvenţa curselor duble: 76 curse/min- timp de uzare pentru secvenţă: 10 min- număr total de secvenţe pentru fiecare probă: 5După fiecare secvenţă a fost efectuată cântărirea epruvetei cu o precizie de 0,0001 g.
Tabelul 5.2.3 Rezultatele încercărilor de uzare pe etalon a epruvetelor realizate din oţelul 42CrMo4NR
PROBĂMASA
INIŢIALĂ[G]
TRATAMENT APLICAT PIERDERE DE MASĂ CUMULAT,DUPĂ FIECARE SECVENŢĂ
[G]IS D
[0C]Cb[0C]
N[0C]
C[0C]
CA[0C]
CV[0C]
R[0C]
10’ 20’ 30’ 40’ 50’
1 159,1641 - - - - 840 - - 600 0,2086 0,2904 0,4854 0,5834 0,6310
2 159,9272 - - - - - 840 - 600 0,1053 0,2731 0,3988 0,4550 0,5472
3 158,2397 - - - 850 - 840 - 600 0,0415 0,1225 0,1740 0,2612 0,2760
4 159,6793 - - - - - - 840 600 0,0845 0,1787 0,2956 0,3298 0,3827
5 159,4081 - - - 850 - - 840 600 0,0889 0,1038 0,2280 0,2984 0,3249
6 158,6779 - - - - 840 - - 400 0,0115 0,0503 0,0653 0,0717 0,0786
7 162,9295 - - 900 - - - 840 230 0,0142 0,0400 0,0500 0,0524 0,0609
8 159,8701 - - - - 860 - - 650 0,1958 0,2879 0,4535 0,5734 0,6265
9 159,5319 - - - 850 - - - - 0,1511 0,2704 0,2918 0,3720 0,3996
10 185,0020 da 300 - - - - - - 0,0011 0,0047 0,0066 0,0075 0,0097
11 181,8392 da 300 - 850 840 - - 400 0,0048 0,0138 0,0209 0,0244 0,0353
Notă: În tabelul 5.2.3 au fost folosite următoarele notaţii:IS – încărcare cu straturi prin sudare; D – tratament termic de recoacere de detensionare; Cb –carburare; N – tratament termic de recoacere de normalizare; C – tratament termic de călire încuptoare cu cameră; CA - tratament termic de călire în cuptoare cu atmosferă controlată; CV –tratament termic în vid; R - tratament termic de revenire

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
46
Tabelul 5.2.4 Rezultatele încercărilor de uzare pe etalon ale probelor din oţel 42CrMo4 tratatetermomecanic (TTMI)
NR.PROBĂ
TTMI MASAINIŢIALĂ
PIERDERE DE MASĂ CUMULATĂ DUPĂFIECARE SECVENŢĂ
Intervaldef.
plastică
Călire Revenire Gradde def.
10’ 20’ 30’ 40’ 50’
12 900 - 850 850 400 30 158,4322 0,0121 0,0380 0,0500 0,0542 0,070413 50 158,8734 0,0128 0,0275 0,0480 0,0521 0,063014 200 30 159,1123 0,0088 0,0244 0,0465 0,0520 0,059715 50 159,3267 0,0101 0,0194 0,0355 0,0470 0,0555
Tabelul 5.2.5 Rezultatele încercărilor de uzare pe etalon ale probelor din oţel 42CrMo4 tratatetermomecanic (TTMJ)
NR.PROBĂ
TTMJ MASAINIŢIALĂ
PIERDERE DE MASĂ CUMULATĂDUPĂ FIECARE SECVENŢĂ
Temp. deîncălzire
Treaptasubcritică
Revenire Grad dedef.
10’ 20’ 30’ 40’ 50’
16 900 600 - 500 400 30 159,2022 0,0066 0,0186 0,0243 0,0295 0,038717 50 159,3348 0,0068 0,0144 0,0201 0,0288 0,036918 200 30 161,2396 0,0096 0,0112 0,0173 0,0195 0,021819 50 160,4942 0,0058 0,0125 0,0162 0,0181 0,0202
Cu ajutorul datelor rezultate în urma încercărilor experimentale şi prezentate în tabelele 5.2.3,5.2.4 şi 5.2.5 au fost realizate diagramele din figurile următoare:
Figura 5.2.1 Evoluţia uzurii la epruveta nr. 1 Figura 5.2.2 Evoluţia uzurii la epruveta nr. 2
Figura 5.2.3 Evoluţia uzurii la epruveta nr. 3 Figura 5.2.4 Evoluţia uzurii la epruveta nr. 4

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
47
Figura 5.2.5 Evoluţia uzurii la epruveta nr. 5 Figura 5.2.6 Evoluţia uzurii la epruveta nr. 6
Figura 5.2.7 Evoluţia uzurii la epruveta nr. 7 Figura 5.2.8 Evoluţia uzurii la epruveta nr. 8
Figura 5.2.9 Evoluţia uzurii la epruveta nr. 9 Figura 5.2.10 Evoluţia uzurii la epruveta nr.10
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0 10 20 30 40 50
T imp [min]
Pie
rder
ed
e m
asă
[g]
Figura 5.2.11 Evoluţia uzurii la epruveta nr. 11 Figura 5.2.12 Evoluţia uzurii la epruveta nr. 12
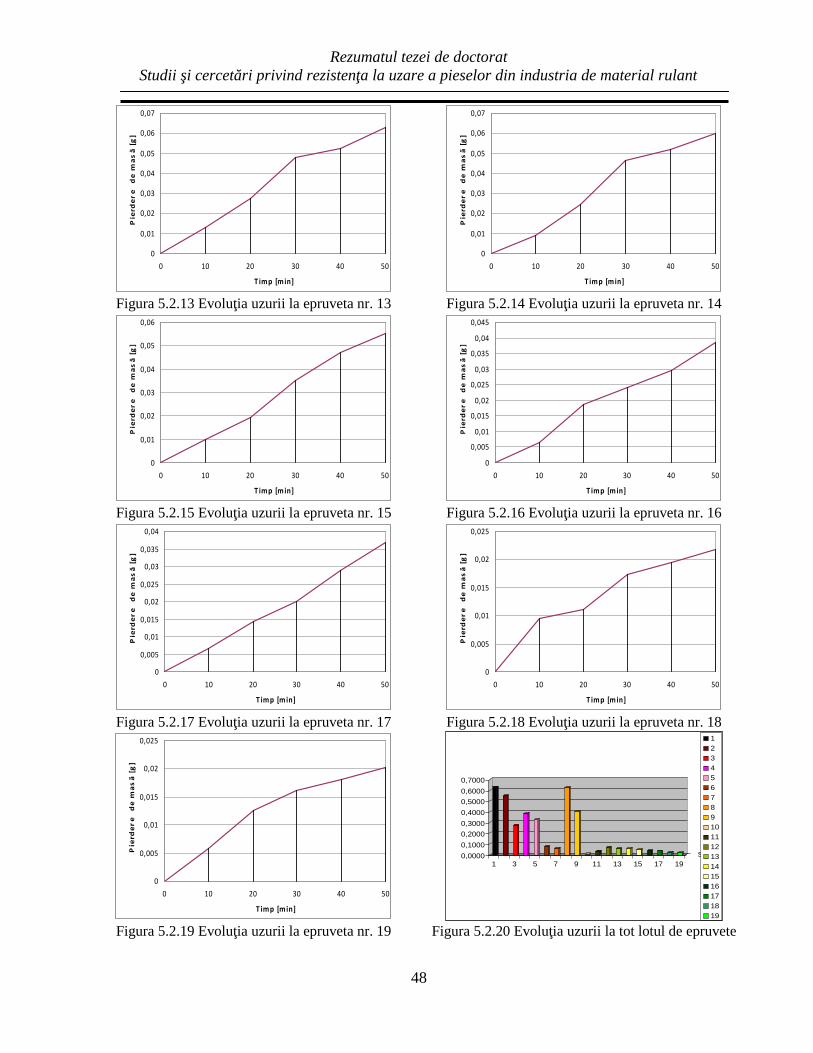
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
48
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0 10 20 30 40 50
T imp [min]
Pie
rder
ed
e m
asă
[g]
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0 10 20 30 40 50
T imp [min]
Pie
rder
ed
e m
asă
[g]
Figura 5.2.13 Evoluţia uzurii la epruveta nr. 13 Figura 5.2.14 Evoluţia uzurii la epruveta nr. 14
0
0,01
0,02
0,03
0,04
0,05
0,06
0 10 20 30 40 50
T imp [min]
Pie
rder
ed
e m
asă
[g]
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
0,04
0,045
0 10 20 30 40 50
T imp [min]
Pie
rder
ed
e m
asă
[g]
Figura 5.2.15 Evoluţia uzurii la epruveta nr. 15 Figura 5.2.16 Evoluţia uzurii la epruveta nr. 16
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
0,04
0 10 20 30 40 50
T imp [min]
Pie
rder
ed
e m
asă
[g]
0
0,005
0,01
0,015
0,02
0,025
0 10 20 30 40 50
T imp [min]
Pie
rder
ed
e m
asă
[g]
Figura 5.2.17 Evoluţia uzurii la epruveta nr. 17 Figura 5.2.18 Evoluţia uzurii la epruveta nr. 18
0
0,005
0,01
0,015
0,02
0,025
0 10 20 30 40 50
T imp [min]
Pie
rder
ed
e m
asă
[g]
0,00000,10000,20000,30000,40000,50000,60000,7000
1 3 5 7 9 11 13 15 17 19S1
12345678910111213141516171819
Figura 5.2.19 Evoluţia uzurii la epruveta nr. 19 Figura 5.2.20 Evoluţia uzurii la tot lotul de epruvete

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
49
În figurile 5.2.21 – 5.2.27 am prezentat, comparativ, rezistenţa la uzare corespunzătoaremetodei de tratament aplicate.
Figura 5.2.21 Evoluţia uzurii la epruvetele tratatetermic în vid comparativ cu cele tratate obişnuit
Figura 5.2.23 Influenţa tratamentului termic ulteriorsudării asupra rezistenţei la uzare
a) b)
c)Figura 5.2.22 Influenţa tratamentului termic de normalizare asupra rezistenţei la uzare
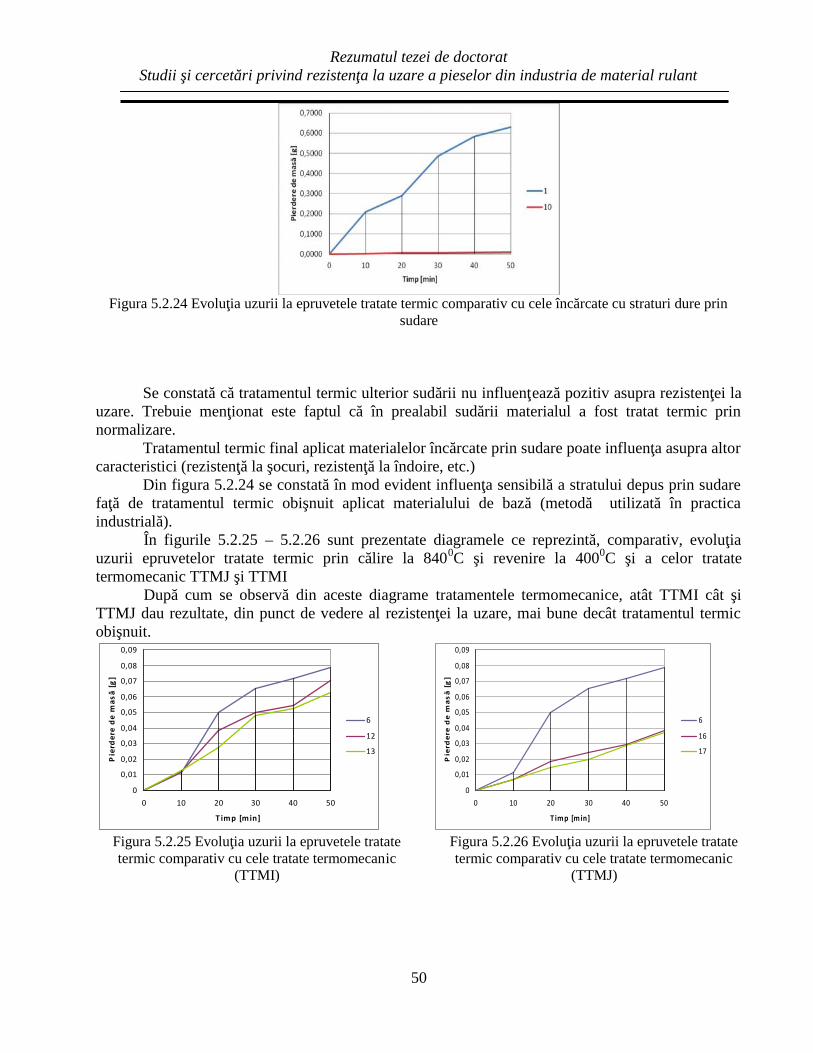
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
50
Figura 5.2.24 Evoluţia uzurii la epruvetele tratate termic comparativ cu cele încărcate cu straturi dure prinsudare
Se constată că tratamentul termic ulterior sudării nu influenţează pozitiv asupra rezistenţei lauzare. Trebuie menţionat este faptul că în prealabil sudării materialul a fost tratat termic prinnormalizare.
Tratamentul termic final aplicat materialelor încărcate prin sudare poate influenţa asupra altorcaracteristici (rezistenţă la şocuri, rezistenţă la îndoire, etc.)
Din figura 5.2.24 se constată în mod evident influenţa sensibilă a stratului depus prin sudarefaţă de tratamentul termic obişnuit aplicat materialului de bază (metodă utilizată în practicaindustrială).
În figurile 5.2.25 – 5.2.26 sunt prezentate diagramele ce reprezintă, comparativ, evoluţiauzurii epruvetelor tratate termic prin călire la 8400C şi revenire la 4000C şi a celor tratatetermomecanic TTMJ şi TTMI
După cum se observă din aceste diagrame tratamentele termomecanice, atât TTMI cât şiTTMJ dau rezultate, din punct de vedere al rezistenţei la uzare, mai bune decât tratamentul termicobişnuit.
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
0 10 20 30 40 50
T imp [min]
Pie
rder
e de
mas
ă [g
]
6
12
13
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
0 10 20 30 40 50
T imp [min]
Pie
rder
e d
e m
asă
[g]
6
16
17
Figura 5.2.25 Evoluţia uzurii la epruvetele tratatetermic comparativ cu cele tratate termomecanic
(TTMI)
Figura 5.2.26 Evoluţia uzurii la epruvetele tratatetermic comparativ cu cele tratate termomecanic
(TTMJ)

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
51
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0 10 20 30 40 50
T imp [min]
Pie
rder
e de
mas
ă [g
]
12
16
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0 10 20 30 40 50
T imp [min]
Pie
rder
e de
mas
ă [g
]
13
17
a) b)
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0 10 20 30 40 50
T imp [min]
Pie
rder
e de
mas
ă [g
]
14
18
0
0,01
0,02
0,03
0,04
0,05
0,06
0 10 20 30 40 50
T imp [min]
Pie
rder
e de
mas
ă [g
]
15
19
c) d)Figura 5.2.27 Evoluţia uzurii la epruvetele TTMI comparativ cu epruvetele TTMJ
De asemenea este de remarcat faptul că, la aceleaşi grade de deformare şi aceeaşitemperatură de revenire, epruvetele tratate termomecanic TTMJ au suferit o pierdere mai mică dematerial în comparaţie cu cele tratate termomecanic TTMI.
5.3 Încercări experimentale de uzare ale epruvetelor prin constituirea cuplelortribologice
Tabelul 5.3.1 Rezultatele încercărilor de uzare pentru cuplele tribologiceNR
PROBĂFELULMAT.
TRATAMENT APLICAT MASAINIŢIALĂ
PIERDERE DE MASĂ CUMULAT,DUPĂ FIECARE SECVENŢĂ [G]
IS D[0C]
Cb[0C]
N[0C]
C[0C]
R[0C]
10’ 20’ 30’ 40’ 50’
1 OLC55X - - - - 830 600 229.8851 0.0685 0.1178 0.1203 0.1170 0.1329
42CrMo4 - - 900 860 230 163,4790 0,0252 0,0373 0,0485 0,0520 0,0364
2 OLC55X - - - - 830 600 231.4754 0.0180 0.0739 0.0734 0.0757 0.0786
42CrMo4 - - - - 860 650 160,8076 0,0164 0,0901 0,0980 0,1034 0,1118
3 OLC55X - - - - 830 600 227.0694 0.1244 0.1480 0.2869 0.3081 0.3390
42CrMo4 - - 900 860 230 162,9335 0,0306 0,0357 0,0898 0,1041 0,1054
4 OLC55X - - - - 830 600 232.0590 0.0092 0.0340 0.0378 0.0401 0.0558
42CrMo4 da 350 - 850 840 400 159,7826 0,0048 0,0101 0,0152 0,0177 0,0165
5 OLC55X - - - - 830 600 234.1492 0.0111 0.0411 0.0573 0.0709 0.0890
42CrMo4 da 350 - - - - 178,9222 0,0090 0,0104 0,0120 0,0132 0,0112
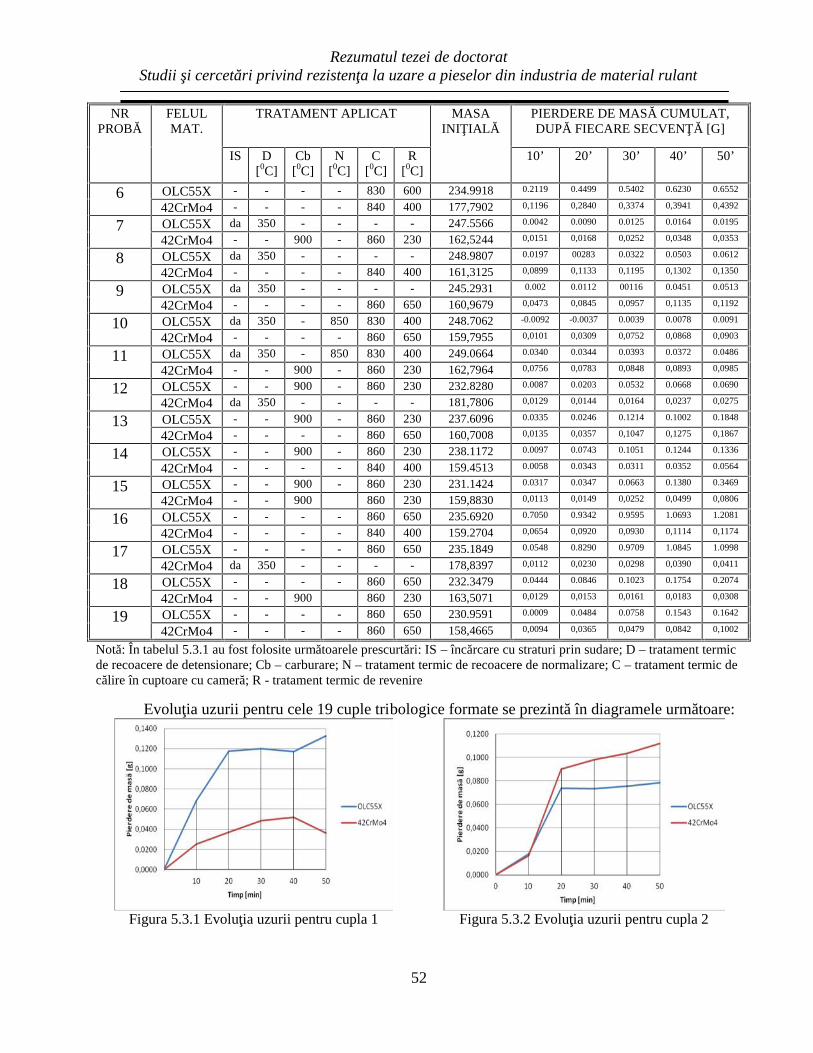
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
52
NRPROBĂ
FELULMAT.
TRATAMENT APLICAT MASAINIŢIALĂ
PIERDERE DE MASĂ CUMULAT,DUPĂ FIECARE SECVENŢĂ [G]
IS D[0C]
Cb[0C]
N[0C]
C[0C]
R[0C]
10’ 20’ 30’ 40’ 50’
6 OLC55X - - - - 830 600 234.9918 0.2119 0.4499 0.5402 0.6230 0.6552
42CrMo4 - - - - 840 400 177,7902 0,1196 0,2840 0,3374 0,3941 0,4392
7 OLC55X da 350 - - - - 247.5566 0.0042 0.0090 0.0125 0.0164 0.0195
42CrMo4 - - 900 - 860 230 162,5244 0,0151 0,0168 0,0252 0,0348 0,0353
8 OLC55X da 350 - - - - 248.9807 0.0197 00283 0.0322 0.0503 0.0612
42CrMo4 - - - - 840 400 161,3125 0,0899 0,1133 0,1195 0,1302 0,1350
9 OLC55X da 350 - - - - 245.2931 0.002 0.0112 00116 0.0451 0.0513
42CrMo4 - - - - 860 650 160,9679 0,0473 0,0845 0,0957 0,1135 0,1192
10 OLC55X da 350 - 850 830 400 248.7062 -0.0092 -0.0037 0.0039 0.0078 0.0091
42CrMo4 - - - - 860 650 159,7955 0,0101 0,0309 0,0752 0,0868 0,0903
11 OLC55X da 350 - 850 830 400 249.0664 0.0340 0.0344 0.0393 0.0372 0.0486
42CrMo4 - - 900 - 860 230 162,7964 0,0756 0,0783 0,0848 0,0893 0,0985
12 OLC55X - - 900 - 860 230 232.8280 0.0087 0.0203 0.0532 0.0668 0.0690
42CrMo4 da 350 - - - - 181,7806 0,0129 0,0144 0,0164 0,0237 0,0275
13 OLC55X - - 900 - 860 230 237.6096 0.0335 0.0246 0.1214 0.1002 0.1848
42CrMo4 - - - - 860 650 160,7008 0,0135 0,0357 0,1047 0,1275 0,1867
14 OLC55X - - 900 - 860 230 238.1172 0.0097 0.0743 0.1051 0.1244 0.1336
42CrMo4 - - - - 840 400 159.4513 0.0058 0.0343 0.0311 0.0352 0.0564
15 OLC55X - - 900 - 860 230 231.1424 0.0317 0.0347 0.0663 0.1380 0.3469
42CrMo4 - - 900 860 230 159,8830 0,0113 0,0149 0,0252 0,0499 0,0806
16 OLC55X - - - - 860 650 235.6920 0.7050 0.9342 0.9595 1.0693 1.2081
42CrMo4 - - - - 840 400 159.2704 0,0654 0,0920 0,0930 0,1114 0,1174
17 OLC55X - - - - 860 650 235.1849 0.0548 0.8290 0.9709 1.0845 1.0998
42CrMo4 da 350 - - - - 178,8397 0,0112 0,0230 0,0298 0,0390 0,0411
18 OLC55X - - - - 860 650 232.3479 0.0444 0.0846 0.1023 0.1754 0.2074
42CrMo4 - - 900 860 230 163,5071 0,0129 0,0153 0,0161 0,0183 0,0308
19 OLC55X - - - - 860 650 230.9591 0.0009 0.0484 0.0758 0.1543 0.1642
42CrMo4 - - - - 860 650 158,4665 0,0094 0,0365 0,0479 0,0842 0,1002
Notă: În tabelul 5.3.1 au fost folosite următoarele prescurtări: IS – încărcare cu straturi prin sudare; D – tratament termicde recoacere de detensionare; Cb – carburare; N – tratament termic de recoacere de normalizare; C – tratament termic decălire în cuptoare cu cameră; R - tratament termic de revenire
Evoluţia uzurii pentru cele 19 cuple tribologice formate se prezintă în diagramele următoare:
Figura 5.3.1 Evoluţia uzurii pentru cupla 1 Figura 5.3.2 Evoluţia uzurii pentru cupla 2
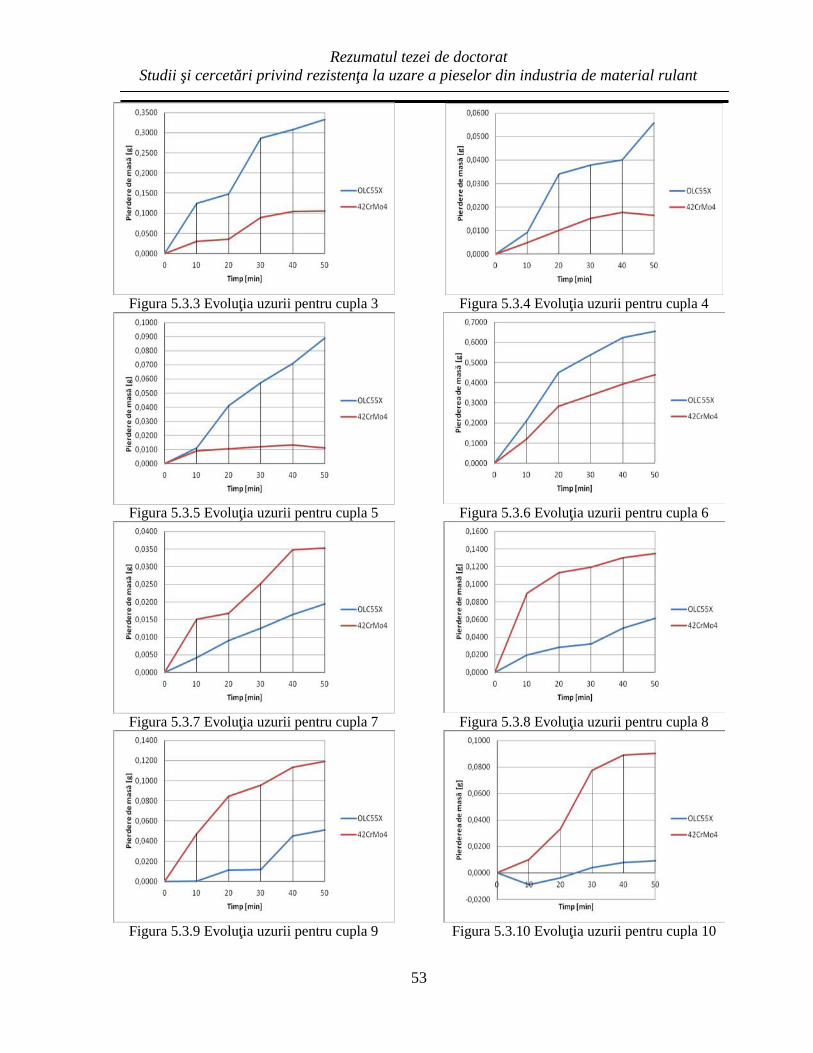
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
53
Figura 5.3.3 Evoluţia uzurii pentru cupla 3 Figura 5.3.4 Evoluţia uzurii pentru cupla 4
Figura 5.3.5 Evoluţia uzurii pentru cupla 5 Figura 5.3.6 Evoluţia uzurii pentru cupla 6
Figura 5.3.7 Evoluţia uzurii pentru cupla 7 Figura 5.3.8 Evoluţia uzurii pentru cupla 8
Figura 5.3.9 Evoluţia uzurii pentru cupla 9 Figura 5.3.10 Evoluţia uzurii pentru cupla 10
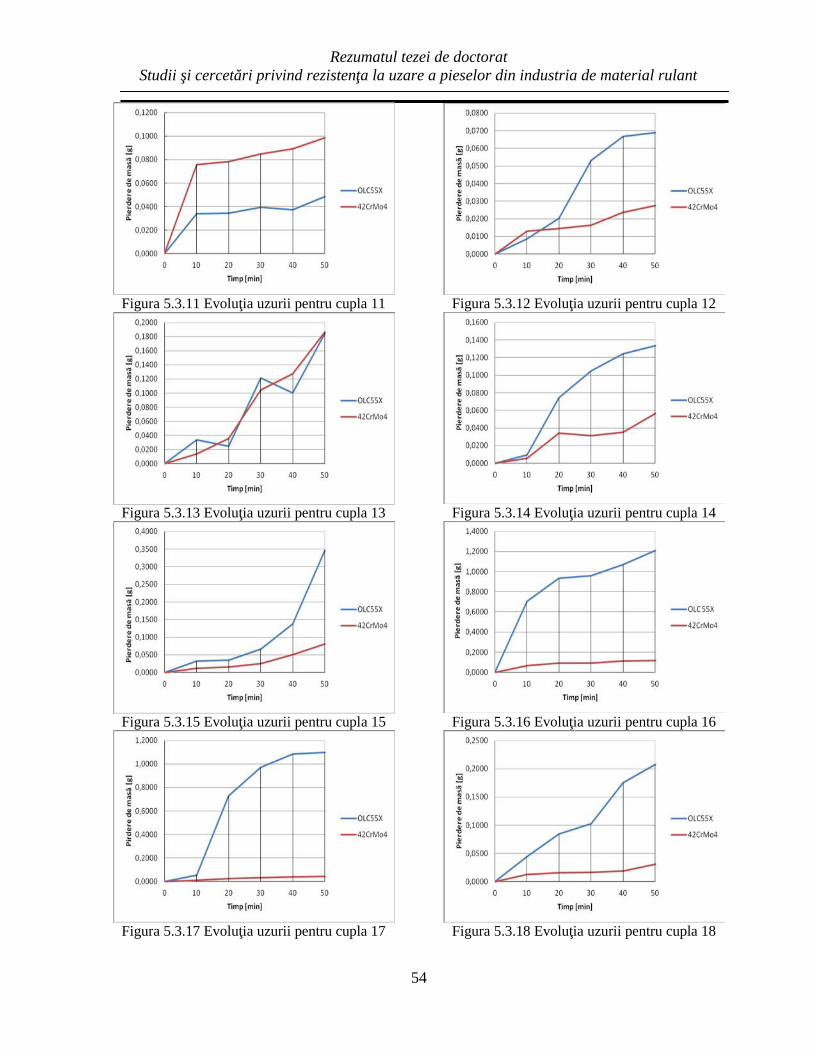
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
54
Figura 5.3.11 Evoluţia uzurii pentru cupla 11 Figura 5.3.12 Evoluţia uzurii pentru cupla 12
Figura 5.3.13 Evoluţia uzurii pentru cupla 13 Figura 5.3.14 Evoluţia uzurii pentru cupla 14
Figura 5.3.15 Evoluţia uzurii pentru cupla 15 Figura 5.3.16 Evoluţia uzurii pentru cupla 16
Figura 5.3.17 Evoluţia uzurii pentru cupla 17 Figura 5.3.18 Evoluţia uzurii pentru cupla 18

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
55
Figura 5.3.19 Evoluţia uzurii pentru cupla 19 Figura 5.3.20 Pierderea totală de masă a epruvetelordin OLC55X
Figura 5.3.21 Pierderea totală de masă a epruvetelordin 42CrMo4
Figura 5.3.22 Pierderea totală de masă a cuplelortribologice
5.4 Concluzii privind încercările experimentale de uzareÎn general, alura curbelor rezultate respectă evoluţia normală a uzării şi anume: la început o
uzură mai mare, cauzată de neregularităţile inerente ale suprafeţelor, apoi după această uzură „derodaj” intensitatea acesteia scade iar spre sfârşit se constată din nou o creştere a pantei curbelor.
Regimul de uzare a fost ales în mod corespunzător, deoarece de la o secvenţă la alta s-auputut constata pierderi de masă sesizabile la o precizie de măsurare cu patru zecimale.
De asemenea s-au putut sesiza diferenţe în privinţa mărimii uzurii între diferitele variante detehnologii aplicate epruvetelor, la încercările pe acelaşi etalon şi cu acelaşi regim de încercare(frecvenţa curselor, forţa de apăsare, frecare uscată).
Din cele prezentate în tabelul 5.2.3, ca şi din diagramele aferente s-a constatat că la aceeaşiparametri de tratament termic, dar la utilizarea vidului se obţin rezultate mai bune. Consider căîncălzirea şi menţinerea în vid la călire are ca efect o „compactizare” a structurii prin efectul dedegazare ca şi o îmbunătăţire a calităţii straturilor superficiale.
Tot rezultate favorabile au fost obţinute şi în cazul utilizării încălzirii în atmosferă controlatăfaţă de atmosfera de aer. De asemenea, a fost dovedit şi faptul că o normalizare prealabilătratamentului termic final îmbunătăţeşte comportarea la uzare. Acest efect se constată dacă ulteriornormalizării se aplică tratamentul termic de călire şi revenire. O normalizare simplă nu estesuficientă.
Carburarea efectuată oţelului 42CrMo4 este de asemenea de avut în vedere. Cu toate cătratamentul termochimic de carburare nu este tipic pentru acest oţel, suplimentarea conţinutului în
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
56
carbon şi aplicarea tratamentului termic obişnuit (călire şi revenire joasă) a condus la o scădere aintensităţii uzurii comparabilă cu a straturilor depuse prin sudare.
Prezenţa stratului depus prin sudare la suprafaţa probelor din oţel 42CrMo4 a favorizat încea mai mare măsură rezistenţa la uzare, în comparaţie cu celelalte variante.
De remarcat că tratamentul termic ulterior depunerii stratului nu s-a dovedit util din punctulde vedere al comportării la uzare. În acelaşi timp menţionez că, totuşi, acest tratament termic aduceîmbunătăţiri în privinţa structurii materialului de bază şi în special a zonelor de interferenţă şi deinfluenţă termică, uniformizând structurile din aceste zone şi prin aceasta creşterea rezistenţelor laşocuri şi oboseală.
Foarte bine studiată a fost şi cercetarea comportării la uzare a cuplelor din cele două oţeluri.Astfel au fost constituite multiple cuple, pentru fiecare oţel, respectiv componentă a cuplei cudiverse variante de procesare tehnologică. Rezultatele încercărilor efectuate cu acelaşi regim ca şi încazul utilizării etalonului din oţel rapid, sunt reprezentate în tabelul 5.3.1 şi diagramele din figurile5.31 ÷ 5.3.22.
În cele mai multe cazuri componenta din oţelul aliat 42CrMo4 a înregistrat uzuri mai micifaţă de cea din oţel carbon OLC55X (cuplele 1, 3, 4, 5, 6, 12, 14, 15, 16, 17, 18, 19)
Uzuri mai mici ale oţelului OLC55X au fost constatate în cazurile cuplei 2 când la oţelul aliats-a depăşit atât temperatura optimă de la călire cât şi la cea de revenire.
Uzuri mai mari ale cuplei din oţelul 42CrMo4 au fost constatate numai în cazurile depuneriipe oţelul OLC55X a stratului sudat (cuplele 7, 8, 9, 10, 11).
În cazul cuplei 13 cantitatea de material pierdută prin uzare a fost egală pentru cele douăepruvete.
Cele mai mici rezistenţe la uzare ale cuplelor studiate au fost constatate în cazurile cuplei 6(tratament termic obişnuit + călire şi revenire medie), cuplei 16 (la depăşirea temperaturilor optimela călire şi la revenire pentru oţelul OLC55X, chiar cuplat cu o piesă încărcată prin sudare). Prinaceste rezultate se confirmă odată în plus necesitatea respectării temperaturilor optime de încălzire lacălire şi revenire; în orice caz depăşirea temperaturii necesare la încălzirea pentru călire este cea maidefavorabilă.
În contrast cu cele de mai sus, rezultate foarte bune s-au obţinut la cuplele unde una dincomponente a fost încărcată prin sudare (cuplele 4, 5, 7, 10, 12).
La cupla 19 unde la tratamentul termic pentru ambele componente a fost depăşitătemperatura optimă de încălzire, rezultatele sunt totuşi favorabile. Desigur având durităţi mai mici şiintensitatea uzurii abrazive a fost mai mică.
O situaţie specială a fost constatată la cuplele 1, 10 şi 12 unde, în unele faze ale încercării lauzare, una din componente s-a îngreunat. Această situaţie indică faptul că o cantitate de materialmetalic s-a transferat de pe componenta mai moale pe cea mai dură, de exemplu, de pe oţelul tratattermic pe cel încărcat prin sudare. Ca urmare, şi cu această ocazie se confirmă faptul că nu are loc ouzare numai cu un anumit caracter, ci au loc procese de uzare mai complexe.

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
57
Capitolul 6Concluzii generale. Contribuţii proprii. Direcţii viitoare de cercetare
6.1 Concluzii generaleDirecţiile de cercetare care au făcut obiectul tezei de faţă au vizat efectuarea de studii şi
experimentări pentru îmbunătăţirea fiabilităţii unor repere din industria de material rulant. A fosturmărit acest obiectiv fără a schimba materialele utilizate în prezent. În acest sens am ales douăoţeluri, unul carbon (OLC55X) şi unul slab aliat (42CrMo4) care sunt utilizate frecvent în domeniulferoviar.
Studiile efectuate asupra unor cazuri reale de scoatere din uz a unor repere din industria dematerial rulant a determinat îndreptarea cercetărilor asupra posibilităţilor de îmbunătăţire arezistenţei la uzare.
Tratamentul termic în vid s-a dovedit a fi benefic atât în cazul oţelurilor carbon cât şi în cel aloţelurilor slab aliate, atât din punctul de vedere al economiei de material metalic cât şi al rezistenţeila şocuri a reperelor astfel tratate. Costurile mai mari cu amortizarea utilajelor poate fi recuperatăuşor prin avantajele arătate.
Tratamentele termomecanice pot reprezenta o soluţie viabilă pentru unele repere din industriade material rulant la care prelucrarea mecanică finală nu este foarte laborioasă. Această variantătrebuie luată în consideraţie datorită atât unor consumuri energetice şi de manoperă mai mici cât şipentru obţinerea unei rezistenţe la uzare mai mare.
Încercările experimentale de tratament termic au realizat în oţelurile studiate structuriuniforme şi fine, cu durităţi şi rezilienţe favorabile cazurilor reale. A fost experimentată cu succes şiaplicarea de revenire medie la oţeluri de îmbunătăţire, în privinţa rezistenţei la uzare, fără acompromite celelalte caracteristici mecanice. De asemenea, depunerea de straturi prin sudarea deîncărcare s-a dovedit a fi viabilă pentru ameliorarea condiţiilor de exploatare.
Încercările experimentale privind rezistenţa la uzare a scos în evidenţă diferenţe sensibile înfuncţie de tratamentul termic aplicat. În funcţie de necesităţile practice se poate alege variantaoptimă pentru solicitările efective din exploatare.
Creşterea rezistenţei la uzare se face în general prin scăderea rezilienţei. În încercărileefectuate s-a constatat faptul că în cazul tratamentelor termice în vid ca şi la tratamenteletermomecanice scăderea rezilienţei nu este proporţională cu creşterea durităţii, valorile acesteiarămânând relativ ridicate.
A fost experimentată pe scară largă comportarea tribologică a unor cuple din cele douăoţeluri studiate, dar fiecare element al acestora tratat în mod diferit prin multiple procedeetehnologice.
6.2 Contribuţii propriiÎn urma studiilor şi experimentărilor am obţinut o serie de rezultate care pot fi considerate
drept contribuţii proprii, după cum se prezintă în continuare:- studierea evenimentelor produse în reţeaua feroviară şi evidenţierea cauzelor ce le-au
produs;- scoaterea în evidenţă a faptului că o bună parte din aceste evenimente au avut la bază
uzarea materialului din care au fost confecţionate unele repere componente ale vehiculelor feroviare;- întocmirea unui program complex de studii şi încercări experimentale;
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
58
- studii asupra modificărilor structurale determinate de tratamentele termice aplicate şicorelarea cu performanţele realizate;
- modificarea şi adaptarea dispozitivului de încercare la uzare funcţie de necesităţile tezei;- stabilirea formei şi dimensiunilor epruvetelor pentru încercarea la uzare abrazivă;- determinarea parametrilor optimi la încercările experimentale de uzare;- stabilirea unei ierarhii în privinţa rezistenţei la uzare funcţie de tratamentele aplicate, a
materialelor studiate, în raport cu o piesă etalon;- încercări experimentale de uzare, nu numai cu un etalon ci şi a unei game extinse de cuple,
din cele două tipuri de oţeluri;- evidenţierea cuplei care asigură cele mai mici valori ale uzurii pentru fiecare element al
acesteia; de asemenea s-au stabilit şi cuplele care dau valori minime ale uzurii pentru fiecare elementîn parte;
- evidenţierea faptului că îmbunătăţiri substanţiale ale rezistenţei la uzare pentru materialeledate se obţin şi prin depunerea de straturi prin sudarea de încărcare;
- determinarea regimului optim la sudarea de încărcare pentru obţinerea de straturi uniformeşi aderente;
- evidenţierea posibilităţii de aplicare la un oţel de îmbunătăţire a unei reveniri medii pentrumărirea rezistenţei la uzare, cu o scădere acceptabilă din punct de vedere practic a rezilienţei.
6.3 Direcţii viitoare de cercetareStudiile şi cercetările efectuate au scos în evidenţă necesitatea cercetării privind următoarele
aspecte:- extinderea cercetărilor şi asupra altor materiale metalice pentru confecţionarea cuplelor de
frecare;- determinarea pentru acestea a operaţiilor şi parametrilor optimi de tratament termic;- aplicarea rezultatelor obţinute pe cuple reale şi urmărirea comportării acestora în
exploatare, etc.- experimentări privind rezistenţa la uzare pe etalon şi a oţelului OLC55X;- încercări experimentale ale celor două oţeluri, procesate diferit având piesa etalon mobilă.
6.4 Diseminarea rezultatelor1. Stoicănescu, M., Popa, P., Cazacu, M., Giacomelli, I.: The influence of the heat treatment afterhardening on the properties of tool steels for cold plastic deformation, Metalurgia Internaţional, nr.10/2012 ISSN 1582 – 22142. Zara, A., Stoicănescu, M., Giacomelli, I., Cazacu M.: The Using of Laser Radiation at SurfaceHardening of Improvement Steels ROCAM 20123. Cazacu, M, Zara, A., Stoicănescu, M., Giacomelli, I.: The Wear Resistance of Heat TreatableSteels, Surface Hardened with Concentrated Energy Sources, ROCAM 20124. Cazacu, M, Zamfir, E., Zara, A.: Studies regarding the causes of averages produced atComponent parts of rolling materials, AFASES 2009, Brasov 20-22.05.2009, ISBN 978-97369415-67-65. Zamfir, E., Cazacu, M., Zara, A.: Plasma metal cutting AFASES 2010, Brasov 27-29.05.2010,ISBN6. Cazacu, M., Giacomelli, I., Stoicanescu, M., Vasile, G.: Aspecte structurale privind tratamenteletermomecanice ale unui otel de constructie slab aliat, Bramat 2013

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
59
7. Cazacu, M., Giacomelli, I., Stoicanescu, M., Vasile, G.: Comportarea la uzare a straturilordepuse prin sudare, Bramat 2013
Obs:Lucrările 2 şi 3 sunt în curs de publicare în reviste ISI.Lucrările 6 şi 7 vor fi publicate în revista Metalurgia Internaţional
BIBLIOGRAFIE selectivĂ
1. 7. ASTR, AGIR : Tratat de ştiinţa şi ingineria materialelor metalice, Editura AGIR,Bucureşti, 2011
2. 11. BOBANCU, Ş., COZMA, R.: Tribologie. Frecare-Ungere-Uzare, Universitatea dinBraşov, 1995.
3. 16. CAZACU M., ZAMFIR, E., ZARA A.: Studies regarding the causes of averagesproduced at component parts of rolling materials, “Transilvania“ University Of Brasov,AFASES 2009, Brasov 20-22.05.2009
4. 22. COZMA, R.: Elemente fundamentale de tribologie. Frecare-Ungere, Editura MatrixRom, Bucureşti, 2004,
5. 36. DULĂMIŢĂ, T.: Producerea şi utilizarea atmosferelor controlate pentru tratamentetermice, Editura Tehnică, Bucureşti, 1976
6. 37. DUMITRESCU, C., ŞABAN, R.: Metalurgie Fizică. Tratamente termice, Editura FairPartners Bucureşti, 2001
7. 39. FILIP, N., POPESCU, M.R.: Analiza economică a transporturilor, Editura Lux Libris,Braşov, 2007.
8. 40. FLOREA R.: Contribuţii la studiul şi aplicarea procedeelor de tratament termomecanic.Teză de doctorat. Universitatea Transilvania din Braşov, 1983
9. 41. FLOROIU; A.: Cercetări teoretice şi experimentale privind îmbunătăţireaperformanţelor pieselor supuse intens uzurii. Teză de doctorat. UniversitateaTransilvania din Braşov, 2009
10. 45. GIACOMELLI, I., MUNTEANU, A.: Tratamente termice, Universitatea din Braşov,1980.
11. 46. GIACOMELLI, I.: Utilajul şi tehnologia tratamentelor termice, UniversitateaTransilvania din Braşov, 1986
12. 47. GIACOMELLI, I. şi col.: Tehnologii neconvenţionale cu transformări de fază, EdituraLux Libris, Braşov, 2000
13. 48. GIACOMELLI, I. şi col.: Fizica metalelor, Editura Universtăţii Transilvania din Braşov,2006
14. 57. HÜTTE: Manualul inginerului. Fundamente, Ed. Tehnică Bucureşti, 199615. 65. KRAGHELSKI, I.V., ALISIN, V.V.: Friction, wear, lubrication, tribology handbook,
vol. I, II, III, Mir Publishers, Moskow, 1981-1982.16. 70. MACHEDON, P.T., ANDREESCU, F.: Materiale metalice pentru produse sudate,
Editura Lux Libris, Braşov, 1996.17. 71. MARIN, Gh.: Tehnica vidului şi aplicaţiile ei în industrie, Editura Tehnică Bucureşti,
198418. 74. MINKEVICI, A.N.: Tratamentele termochimice ale metalelor şi aliajelor, Editura
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
60
Tehnică Bucureşti, 196819. 78. PAŞCOVICI, M.D., CICONE, T.: Elemente de tribologie, Editura BREN, Bucureşti,
2001.20. 80. POPESCU, N., GHEORGHE, C. POPESCU, O.: Tratamente termice neconvenţionale,
Editura Tehnică Bucureşti, 199021. 83. POPESCU, N., ŞABAN, R., BUNEA, D., PENCEA, I.: Ştiinţa materialelor pentru
ingineria mecanică, Editura Fair Partners Bucureşti, 1999, 2 vol.22. 84. PAVELESCU, D., MUŞAT, M., TUDOR, A.: Tribologie, Editura Didactică şi
Pedagogică, Bucureşti, 1977.23. 86. RÎPĂ, M., TOMESCU, L.: Elemente de tribologie, Ed. Fundaţiei Universitare Dunărea
de Jos, Galaţi, 2004.24. 87. RÎPĂ, M: Tribologie, Ed. Fundaţiei Universitare Dunărea de Jos, Galaţi, 2009.25. 91. ŞABAN, R.: Studiul şi ingineria materialelor, Editura Didactică şi Pedagogică, R.A.,
Bucureşti, 1995.26. 95. TALAMBĂ, R., STOICA, M.: Osia montată, Editura ASAB, Bucureşti, 2005, ISBN
973-7725-04-2.27. 100. TUDOR, A.: Frecarea şi uzarea materialelor, Ed. BREN, Bucureşti, 2002.28. 101. TUDOR, I.: Tribologie, Editura Universităţii din Ploieşti, 2001.29. 104. URS (ZARA), A.: Cercetări privind îmbunătăţirea performanţelor pieselor suspuse la
uzare prin tratamente termice. Teză de doctorat. Universitatea Transilvania din Braşov,2011
30. 105. VERMEŞAN, G. şi col.: Procedee speciale de tratamente termice, Editura U.T. PressCluj-Napoca, 1990
31. 106. VERMEŞAN, G. şi col.: Introducere în ingineria suprafeţelor, Editura Dacia Cluj-Napoca, 1999
32. 107. VERMEŞAN, H., MUNTEANU, G. VERMEŞAN, G., NEGREA, G.: Carburarea,Editura Risoprint, Cluj-Napoca, 2001
33. 110. *** Acoperiri metalice. Prescripţii privind domeniile de utilizare a acoperirilormetalice, Editat de către ICSITTCM, Bucureşti, 1979.
34. 112. *** Catalog de echipamente pentru sudare, tăiere, lipire şi metalizare prin pulverizare,I.S.I.M. Timişoara, 1984.
35. 114. *** Colecţie de STAS, Institutul Român de standardizare, Bucureşti 1980 – 2002.36. 117. *** STAS 7324-1975. Încercările metalelor. Luarea probelor din oţel pentru încercările
metalice.37. 118. *** ICEM SA Bucureşti: Tehnologii de tratamente termice în atmosferă controlată
pentru produse din oţeluri speciale. Brevet de invenţie nr. 105-619 B1/199238. 119. http://www.afer.ro/rom/OIFR/rap_investigare_finale39. 120. http://www.afer.ro/rom/OIFR/rap_anuale40. 125. *** Colecţia revistei "Tratamente Termice şi Ingineria Suprafeţelor"41 126. *** Colecţia revistei "Metalurgia"

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
61
REZUMAT
Teza are drept scop efectuarea unor cercetări experimentale privind îmbunătăţireaperformanţelor pieselor din industria de material rulant supuse la uzare. Studiile şi cercetărileexperimentale din cadrul tezei s-au desfăşurat pe următoarele direcţii de cercetare:
- găsirea parametrilor optimi de tratament termic;- utilizarea unei game variate de tratamente termice, termochimice şi termomecanice în
vederea îmbunătăţirii comportării la uzare a materialelor alese pentru studiu;- îmbunătăţirea rezistenţei la uzare prin depuneri de straturi dure;- încercarea la uzare a suprafeţelor tratate prin procedeele menţionate anterior, calculul masei
gravimetrice, reprezentarea grafică şi compararea rezultatelorDin rezultatele experimentale se poate observa îmbunătăţirea rezistenţei la uzare a
epruvetelor, rezultat al durificării suprafeţelor prin tratamente termice, termochimice şitermomecanice precum şi prin depuneri prin sudare de straturi rezistente la uzare.
ABSTRACT
The thesis aims at conducting experimental research on improving performance partsindustry rolling stock subject to wear. Studies and experimental research in this thesis is conductedin the following areas of research:
- Finding the optimum parameters of heat treatment;- Use a variety of heat treatments, thermochemical and thermomechanical to improve the
wear behavior of materials chosen for study;- Improve the wear resistance of hard layers deposition;- Trying to wear surfaces treated by the aforesaid processes, calculate the mass of gravity,
graphical representation and comparison of resultsFrom experimental results it can be seen improving the wear resistance of the specimens as a
result of surface hardening by heat, thermochemical and thermomechanical treatments and weldingdeposition of wear resistant coatings.
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
62
Curriculum Vitae
INFORMAŢIIPERSONALE Mihăiţă Cazacu
Şoseaua Mangaliei nr. 59, bl. SM2, sc. A, et.7, ap. 31, 900131 Constanţa(România)
+40 758760155
EXPERIENTAPROFESSIONALA
05/03/2007 - prezent Inspector de stat teritorialAutoritatea Feroviară Română - AFER , Bucureşti (România)Control şi/sau inspecţie de stat, acţiuni de audit în domeniul feroviar;Verificarea modului de exploatare şi întreţinere a subsistemelor structuraleautorizate;Verificarea respectării de către deţinătorii de infrastructură feroviară,operatorii de transport feroviar şi operatorii economici care desfăşoarăactivităţi pentru domeniul feroviar a documentelor, normativelor în vigoarecare reglementează activitatea din domeniul feroviar;Participare la autorizarea personalului cu responsabilităţi în siguranţacirculaţiei din sistemul de transport feroviar
01/07/2006 - 05/03/2007 Inspector tehnic teritorialAutoritatea Feroviară Română - AFER , Bucureşti (România)Verificarea, prin sondaj, pe fluxul de fabricaţie a produselor/serviciilorferoviare critice, a modului în care sunt respectate normele şi prescripţiiletehnice obligatorii, care au relevanţă pentru siguranţa circulaţiei şisecuritatea transportului feroviar.
01/11/1998 - 01/07/2006 Tehnician principal specialistAutoritatea Feroviară Română - AFER , Bucureşti (România)Evidenţa accidentelor şi evenimentelor produse pe raza inspectoratului;Responsabil mijloace fixe şi obiecte de inventar;
01/09/1996 - 01/11/1998 TehnicianSNCFR - Regionala CFR , Constanţa (România)
Analiza şi statistica evenimentelor de cale ferată;Întocmirea programelor de control;

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
63
EDUCAŢIE ŞIFORMARE
01/03/1994 - 01/09/1996 Maşinist la alte maşini fixe de transport pe orizontală şi verticalăDepoul CF Palas , Constanţa (România)
Manipularea instalaţiei rotative de remizare a locomotivelor.
01/05/1992 - 01/03/1994 TehnicianDepoul CF Palas , Constanţa (România)
Plan - salarizare
14/01/1991 - 01/05/1992 Mecanic ajutorDepoul CF Palas , Constanţa (România)Remorcarea trenurilor de călători şi marfăManevră feroviarăÎntreţinera şi repararea vehiculelor feroviare de tracţiune.
23/11/1987 - 14/01/1991 Mecanic autoIntreprinderea Locală de Transport Local , Constanţa (România)
Reaparaţii vehicule de transport auto
2007 - prezent Student doctorand
Universitatea "Transilvania", Braşov (România)
Facultatea de Ştiinţa şi Ingineria Materialelor - Domeniul IngineriaMaterialelor
2006 - 2008 Diplomă de Master
Universitatea "Ovidius", Constanţa (România)Calitate şi Certificare în Construcţii Sudate
2004 - 2006 Certificat absolvire
Universitatea "Ovidius", Constanţa (România)
Departamentul pentru Pregătirea Personalului Didactic - Modululpsihopedagogic
2001 - 2006 Diplomă de inginer
Universitatea "Ovidius", Constanţa (România)
Facultatea de Inginerie Mecanică, Industrială şi Maritimă - SpecializareaUtilajul şi Tehnologia Sudării

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
64
COMPETENŢEPERSONALE
1991 - 1994 Certificat absolvire
Universitatea "Hyperion" - Colegiul Constanţa (România)
Profilul Management - Specializarea Management
1984 - 1987 Diplomă de bacalaureat
Liceul "Mircea cel Bătrân", Constanţa (România)Profil mecanic
Limba(i) maternă(e) Română
Alte limbi străinecunoscute
ΙNΤELEGERE VORBIRE SCRIERE
Ascultare Citire Participare laconversaţie Discurs oral
Engleză B2 C1 B1 B1 B2Franceză B1 B1 B1 B1 B2
Niveluri: A1/2: Utilizator elementar - B1/2: Utilizator independent - C1/2:Utilizator experimentatCadrul european comun de referinţă pentru limbi străine
Competenţe decomunicare
abilitatăţi în comunicare şi socializare dobândite în timpul cariereieducaţionale şi profesionale si prin participarea la cursuri de formare şi deperfecţionare
Competenţeorganizaţionale/manageriale
abilităţi în ceea ce priveşte proiectarea, planificarea, coordonarea, analizaşi sinteza dobândite în timpul carierei profesionale
Competenţe dobândite lalocul de muncă
o bună cunoaştere a activităţii de inspecţie şi control în domeniul feroviar;o bună cunoaştere a proceselor de control al calităţiilucrul în echipă
Competenţe informatice Permis European de Conducere a Computerului ECDL seria RO 004855eliberat la data de 15.12.2004
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
65
Curriculum Vitae
PERSONALINFORMATION Mihăiţă Cazacu
Mangalia road no. 59, Building SM2, sc. A et.7, ap 31, 900131 Constanta(Romania)
+40 758760155
PROFESSIONALEXPERIENCE
05/03/2007 - present Territorial state inspectorRomanian Railway Authority, Bucharest (Romania)Control and/or state inspection, audit actions Railway;Checking the operation and maintenance of the structural subsystemsauthorized;Verification of compliance by holders of railway infrastructure, railwayundertakings and operators for railway operating documents, currentregulations governing the work of the railway;Participation in authorized personnel responsible for traffic safety rail system
01/07/2006 - 05/03/2007 Territorial technical inspectorRomanian Railway Authority, Bucharest (Romania)
Verification by sampling the flow of the critical manufacturing/rail servicesof how rules and regulations are complied with mandatory technicalrequirements relevant to road safety and rail safety.
01/11/1998 - 01/07/2006 Specialist technical officerRomanian Railway Authority, Bucharest (Romania)
Record accidents and incidents range products inspectorate;Responsible for fixed assets and inventory;
01/09/1996 - 01/11/1998 TechnicianSNCFR - Regionala CFR, Constanta (Romania)
Analysis and statistics railway events;Preparation of control programs;
01/03/1994 - 01/09/1996 Machinist at other machine fixed horizontal and vertical transport

Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
66
EDUCATION ANDTRAINING
CF Depot Palas Constanta (Romania)
Handling system rotary parking locomotives.
01/05/1992 - 01/03/1994 TechnicianCF Depot Palas Constanta (Romania)Plan - Payroll
14/01/1991 - 01/05/1992 Mechanical assistanceCF Depot Palas Constanta (Romania)Towing passenger and freight trainsRailway shuntingMaintenance and repair of railway traction.
23/11/1987 - 14/01/1991 MechanicCounty Local Transportation Company, Constanta (Romania)
Automobile car repair
2007 - present PhD student
"Transilvania" University, Brasov (Romania)Department of Materials Science and EngineeringMaterials Engineering Field
2006 - 2008 Master's degree
"Transilvania" University, Brasov (Romania)Welded Construction Quality and Certification
2004 - 2006 Graduation certificate
"Ovidius" University, Constanta (Romania)Department of Teacher Training - Module psychological and pedagogical
2001 - 2006 Engineering degree
"Ovidius" University, Constanta (Romania)
Faculty of Mechanical Engineering, Industrial and MaritimeWelding Equipment and Technology Specialization
Rezumatul tezei de doctoratStudii şi cercetări privind rezistenţa la uzare a pieselor din industria de material rulant
67
PERSONAL SKILLS
1991 - 1994 Graduation certificate
"Hyperion" University - College Constanta (Romania)Profile Management - Management Specialization
1984 - 1987 Baccalaureate
"Mircea cel Bătrân" High School, Constanta (Romania)
Mechanical profile
Native language Romanian
Other Languages UNDERSTANDING SPEAKING WRITING
Listening Reading Speakinginteraction Spoken
English B2 C1 B1 B1 B2French B1 B1 B1 B1 B2
Niveluri: A1/2: Utilizator elementar - B1/2: Utilizator independent - C1/2:Utilizator experimentatCadrul european comun de referinţă pentru limbi străine
Communication Skills communication and social skills acquired during education andprofessional career and participating in training and refresher
Organizational/management skills
skills in the design, planning, coordination, analysis and synthesis gainedduring career
Skills acquired in theworkplace
good knowledge of inspection and control activities in the railway;good knowledge of quality control processesteamwork
Computer skills European Computer Driving Licence ECDL Series E 004855 issued on15.12.2004























![P. Cazacu - Vine Vremea de Apoi [1940]](https://img.pdfslide.net/doc/110x75/563db9dd550346aa9aa0a454/p-cazacu-vine-vremea-de-apoi-1940.jpg)





