Embed Size (px)
Citation preview
Initial Comparative Process Economics of Leading Biomass Pretreatment Technologies
Richard T. Elander, National Renewable Energy LaboratoryCharles E. Wyman, Dartmouth College
Bruce E. Dale, Michigan State UniversityMark Holtzapple, Texas A&M UniversityMichael R. Ladisch, Purdue University
Y.Y. Lee, Auburn UniversityTim Eggeman, Neoterics International
The International Symposia on Alcohol Fuels and Other Renewables XVSan Diego, CA
September 28, 2005Biomass Refining CAFI

Pretreatment in a Biomass Conversion Process Context
Biomass Refining CAFI
Cellulosic Biomass Pretreatment Needs• High cellulose accessibility to enzymes • High sugar yields from hemicellulose• Low capital cost – low pressure, inexpensive
materials of construction• Low energy cost• Low degradation• Low cost and/or recoverable chemicals• A large number of pretreatment technologies
have been studied, but only a few show promise
Biomass Refining CAFI

• Biomass Refining Consortium for Applied Fundamentals and Innovation organized in late 1999
• Included top researchers in biomass hydrolysis from Auburn, Dartmouth, Michigan State, Purdue, NREL, Texas A&M, UBC, Univ. Sherbrooke
• Mission: – Develop information and a fundamental understanding of
biomass hydrolysis that will facilitate commercialization,– Accelerate the development of next generation
technologies that dramatically reduce the cost of sugars from cellulosic biomass
– Train future engineers, scientists, and managers
Biomass Refining CAFI
Project Background: CAFI

• Developing data on leading pretreatments using:– Common feedstocks– Shared enzymes– Identical analytical methods– The same material and energy balance methods– The same costing methods
• Goal is to provide information that helps industry select technologies for their applications
• Also seek to understand mechanisms that influence performance and differentiate pretreatments– Provide technology base to facilitate commercial use– Identify promising paths to advance pretreatment
technologies
Biomass Refining CAFI
CAFI Approach

CAFI USDA IFAFS Project Overview• Multi-institutional effort funded by USDA Initiative for Future
Agriculture and Food Systems Program for $1.2 million to develop comparative information on cellulosic biomass pretreatment by leading pretreatment options with common source of cellulosic biomass (corn stover) and identical analytical methods– Aqueous ammonia recycle pretreatment - YY Lee, Auburn University– Water only and dilute acid hydrolysis by co-current and flowthrough
systems - Charles Wyman, Dartmouth College– Ammonia fiber explosion (AFEX) - Bruce Dale, Michigan State University– Controlled pH pretreatment - Mike Ladisch, Purdue University– Lime pretreatment - Mark Holtzapple, Texas A&M University– Logistical support and economic analysis - Rick Elander/Tim Eggeman,
NREL through DOE Biomass Program funding• Completed in 2004
Biomass Refining CAFI

CAFI USDA Project Corn Stover• NREL supplied corn stover to all project participants
(source: BioMass AgriProducts, Harlan IA)• Stover washed and dried in small commercial operation,
knife milled to pass ¼ inch round screen
Component Composition (wt %)
Glucan 36.1 %
Xylan 21.4 %
Arabinan 3.5 %
Mannan 1.8 %
Galactan 2.5 %
Lignin 17.2 %
Protein 4.0 %
Acetyl 3.2 %
Ash 7.1 %
Uronic Acid 3.6 %
Non-structural Sugars 1.2 %Biomass Refining CAFI

Hydrolysis Stages
Biomass Refining CAFI
Stage 2Enzymatichydrolysis
Dissolved sugars, oligomers
Solids: cellulose, hemicellulose,
lignin
Chemicals
Biomass Stage 1 Pretreatment
Dissolved sugars, oligomers, lignin
Residual solids: cellulose,
hemicellulose,lignin
Cellulase enzyme
Stage 3Sugar
fermentation
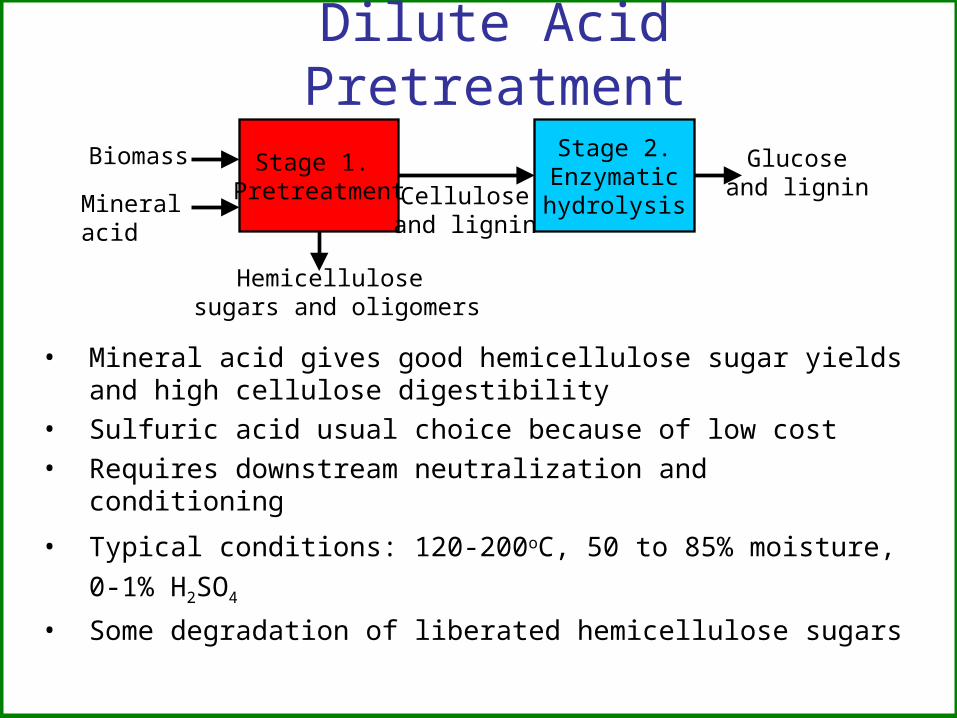
Dilute Acid Pretreatment
• Mineral acid gives good hemicellulose sugar yields and high cellulose digestibility
• Sulfuric acid usual choice because of low cost
• Requires downstream neutralization and conditioning
• Typical conditions: 120-200oC, 50 to 85% moisture, 0-1%
H2SO4
• Some degradation of liberated hemicellulose sugars
Mineral acid
Biomass Stage 1. Pretreatment
Stage 2.Enzymatichydrolysis
Glucoseand ligninCellulose
and lignin
Hemicellulose sugars and oligomers

Schematic of Flowthrough Pretreatment System
Back Regulator
Sand Bath
Valve-1
P
Cold Water
Rea
ctor
T1
HPLC
Pump
Wateror
DiluteAcid
TC
Valve-2
Sample

Controlled pH Liquid Hot Water Pretreatment
• pH control through buffer capacity of liquid
• No fermentation inhibitors, no wash stream
• Minimize hydrolysis to monosaccharides thereby minimizing degradation
Water
Steam Stover Heat Recovery
Saccharification
Trim Heat Plug Flow
Reactor Coil

The AFEX/FIBEX Process
• Liquid “anhydrous” ammonia treats and explodes biomass
• Ammonia is recovered and reused• Ammonia can serve as N source downstream• Batch process is AFEX; FIBEX is continuous version• Conditions: 60-110oC, moisture 20-80%, ammonia:biomass ratio 0.5-1.3 to 1.0 (dry basis)
• No fermentation inhibitors, no wash stream required, no overliming
• Only sugar oligomers formed, no detectable sugar monomers• Few visible physical effects
Reactor Explosion
AmmoniaRecovery
BiomassTreatedBiomass
LiquidAmmonia
GaseousAmmonia
Reactor Explosion
AmmoniaRecovery
BiomassTreatedBiomass
LiquidAmmonia
GaseousAmmonia
• Moderate temperatures, pH prevent/minimize sugar & protein loss

N2 Gas
PG TG
TG
Vent
Oven
(Preheating Coil and Reactor)
Holding TankPumpPG : Press. Gauge
TG : Temp. Gauge
C.W.: Cooling Water
Aq
ueo
us A
mm
on
ia
Wa
ter
PG
C.W.
Ammonia Recycle Percolation (ARP)
Temp. monitoring
system (DAS)

Lime Pretreatment
Biomass + Lime
Gravel
Air
Typical Conditions: Temperature = 25 – 55oC Time = 1 – 2 months Lime Loading = 0.1 – 0.2 g Ca(OH)2/g biomass

Process Modeling in CAFI 1 Project
Pretreatment ModelAspen Plus
Bioethanol Plant Model2001 NREL Design Case
2000 Metric Ton (dry)/Day StoverStover Cost: $35/ton
Enzyme Cost: ~$0.15/gal ethanol
Thermodynamics ProcessAnalogies
Design Methods
Chemistry
CAFIResearcher
Biomass Refining CAFI
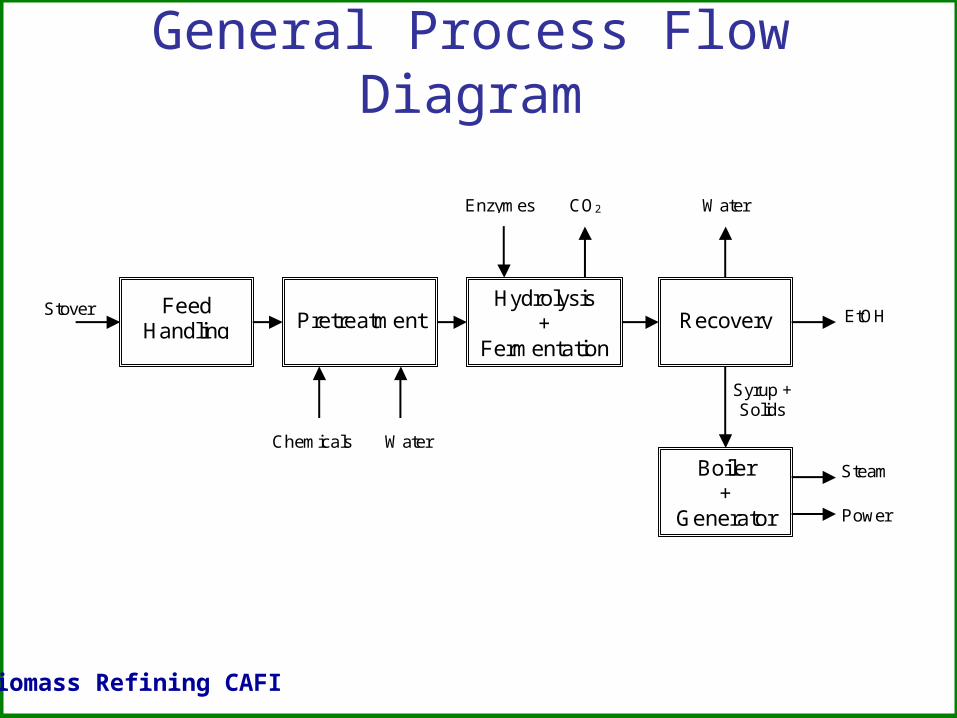
General Process Flow Diagram
Biomass Refining CAFI
Boiler +
Generator
Hydrolysis +
Fermentation
Feed Handling Recovery Pretreatment
Stover
Syrup + Solids
Chemicals Water
Enzymes CO2 Water
EtOH
Steam
Power

Hydrolysis Stages
Biomass Refining CAFI
Stage 2Enzymatichydrolysis
Dissolved sugars, oligomers
Solids: cellulose, hemicellulose,
lignin
Chemicals
Biomass Stage 1 Pretreatment
Dissolved sugars, oligomers, lignin
Residual solids: cellulose,
hemicellulose,lignin
Cellulase enzyme
Stage 3Sugar
fermentation

Pretreatment Yield Comparisons at 15 FPU/g Glucan
PretreatmentSystem
Xylose yields* Glucose yields* Total sugars*
Stage 1 Stage 2 Totalxylose
Stage 1 Stage 2 Totalglucose
Stage 1 Stage 2 Combinedtotal
Maximum possible
37.7 37.7 37.7 62.3 62.3 62.3 100.0 100.0 100.0
Dilute acid 32.1/31.2 3.2 35.3 3.9 53.2 57.1 36.0/35.1 56.4 92.4/91.5
Flowthrough 36.3/1.7 0.6/0.5 36.9/2.2 4.5/4.4 55.2 59.7/59.6 40.8/6.1 55.8/55.7 96.6/61.8
Controlled pH 21.8/0.9 9.0 30.8 3.5/0.2 52.9 56.4 25.3/1.1 61.9 87.2
AFEX 34.6/29.3 34.6/29.3 59.8 59.8 94.4/89.1 94.4/89.1
ARP 17.8/0 15.5 33.3/15.5 56.1 56.1 17.8/0 71.6 89.4/71.6
Lime 9.2/0.3 19.6 28.8/19.9 1.0/0.3 57.0 58.0/57.3 10.2/0.6 76.6 86.8/77.2
*Cumulative soluble sugars as total/monomers. Single number = just monomers.
Incr
easi
ng p
H
Biomass Refining CAFI

0
25
50
75
100
Suga
r yi
elds
, % o
f max
tota
l -
Oligoxylose
Monoxylose
Oligoglucose
Monoglucose
Dil
ute
aci
d
Flo
wth
rou
gh
Con
trol
led
pH
Max
imu
m p
ossi
ble
AR
P
AF
EX
Lim
e
Pretreatment Yields at 15 FPU/g Glucan

0
25
50
75
100
Suga
r yi
elds
, % o
f max
tota
l -
Oligoxylose S1
Monoxylose S1
Monoxylose S2
Oligoglucose S1
Monoglucose S1
Monoglucose S2
Pretreatment Yields at 15 FPU/g Glucan
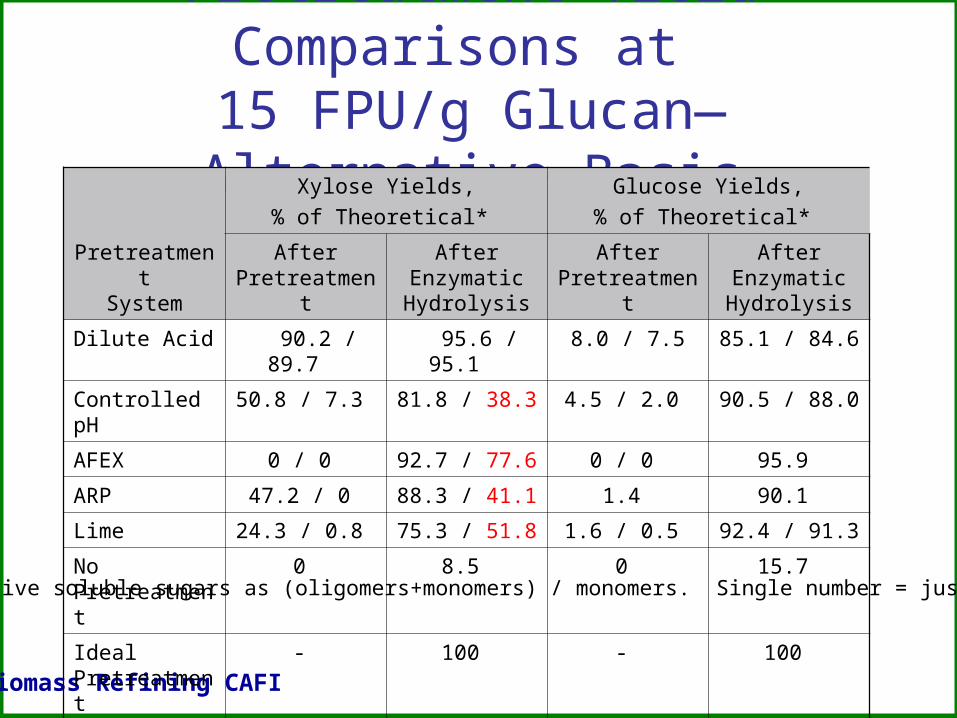
Pretreatment Yield Comparisons at 15 FPU/g Glucan—Alternative Basis
Biomass Refining CAFI
PretreatmentSystem
Xylose Yields,
% of Theoretical*
Glucose Yields,
% of Theoretical*
After Pretreatment
After Enzymatic Hydrolysis
After Pretreatment
After Enzymatic Hydrolysis
Dilute Acid 90.2 / 89.7 95.6 / 95.1 8.0 / 7.5 85.1 / 84.6
Controlled pH 50.8 / 7.3 81.8 / 38.3 4.5 / 2.0 90.5 / 88.0
AFEX 0 / 0 92.7 / 77.6 0 / 0 95.9
ARP 47.2 / 0 88.3 / 41.1 1.4 90.1
Lime 24.3 / 0.8 75.3 / 51.8 1.6 / 0.5 92.4 / 91.3
No Pretreatment 0 8.5 0 15.7
Ideal Pretreatment
- 100 - 100
*Cumulative soluble sugars as (oligomers+monomers) / monomers. Single number = just monomers.

Capital Cost Estimates
Biomass Refining CAFI
PretreatmentSystem
Pretreatment Direct Fixed
Capital ($MM)
Pretreatment Breakdown,
(% Reactor/% Other)
Total Fixed Capital ($MM)
Ethanol Production
(MM gal/yr)
Total Fixed Capital ($/gal
Annual Capacity)
Dilute Acid 25.0 64/36 208.6 56.1 3.72
Hot Water 4.5 100/0 200.9 44.0 4.57
AFEX 25.7 26/74 211.5 56.8 3.72
ARP 28.3 25/75 210.9 46.3 4.56
Lime 22.3 19/81 163.6 48.9 3.35
No Pretreatment
0 - 200.3 9.0 22.26
Ideal Pretreatment
0 - 162.5 64.7 2.51
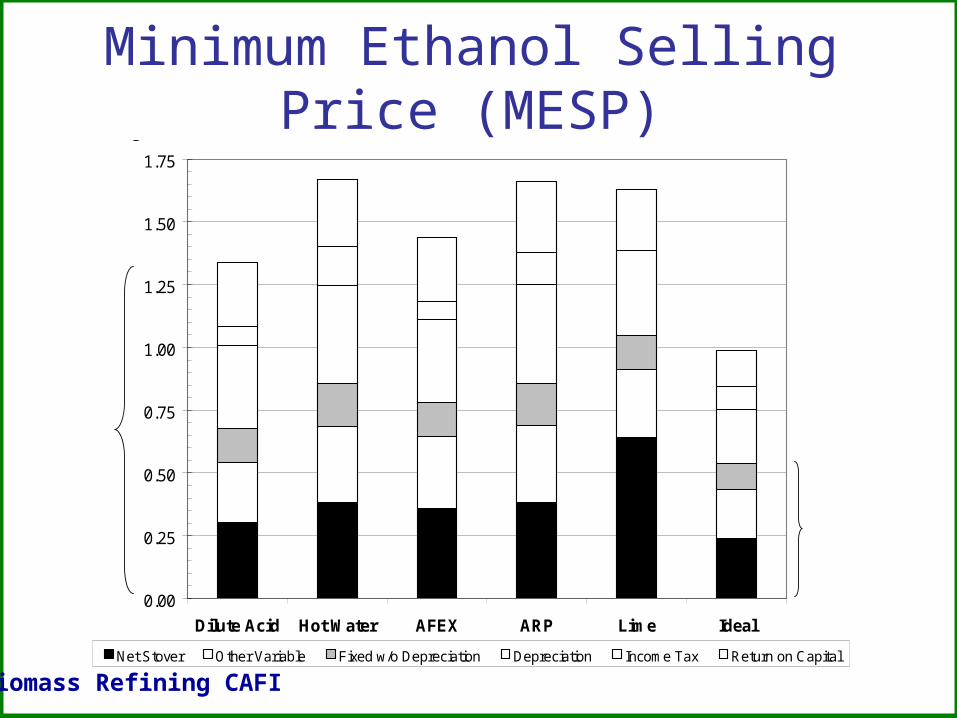
Minimum Ethanol Selling Price (MESP)
Biomass Refining CAFI
0.00
0.25
0.50
0.75
1.00
1.25
1.50
1.75
Dilute Acid Hot Water AFEX ARP Lime Ideal
Net Stover Other Variable Fixed w/o Depreciation Depreciation Income Tax Return on Capital
Proof Year: 4th Year of Operation$/gal EtOH
CashCostPlantLevel
MESP

Effect of Oligomer Conversion
Biomass Refining CAFI
1.00
1.25
1.50
1.75
Dilute Acid Hot Water AFEX ARP Lime
ME
SP
, $/
gal
EtO
H
w/o Oligomer Credit w/ Oligomer Credit
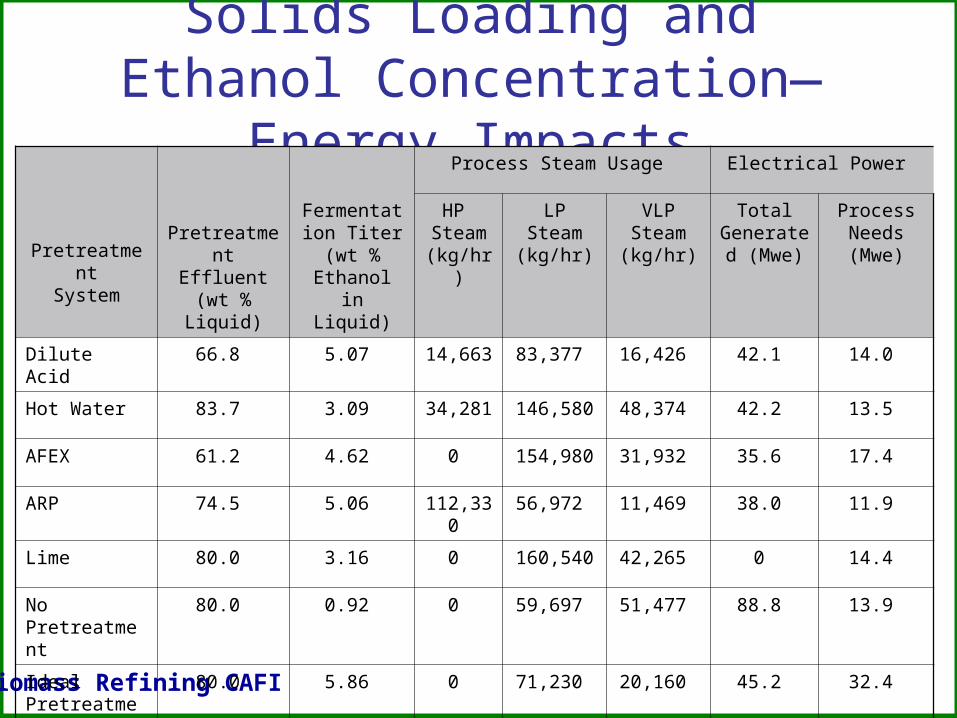
Solids Loading and Ethanol Concentration—Energy Impacts
Biomass Refining CAFI
PretreatmentSystem
Pretreatment Effluent (wt %
Liquid)
Fermentation Titer (wt % Ethanol in
Liquid)
Process Steam Usage Electrical Power
HP Steam (kg/hr)
LP Steam (kg/hr)
VLP Steam (kg/hr)
Total Generated
(Mwe)
Process Needs (Mwe)
Dilute Acid 66.8 5.07 14,663 83,377 16,426 42.1 14.0
Hot Water 83.7 3.09 34,281 146,580 48,374 42.2 13.5
AFEX 61.2 4.62 0 154,980 31,932 35.6 17.4
ARP 74.5 5.06 112,330 56,972 11,469 38.0 11.9
Lime 80.0 3.16 0 160,540 42,265 0 14.4
No Pretreatment
80.0 0.92 0 59,697 51,477 88.8 13.9
Ideal Pretreatment
80.0 5.86 0 71,230 20,160 45.2 32.4

Key Findings from USDA CAFI Project• Initial set of comparative pretreatment data has been developed
– 1st generation economic models developed
• Significant differences in pretreatment and enzymatic hydrolysis yields observed– Especially, when and to what extent xylan is converted
• Pretreatment capital costs more similar than anticipated– High costs for catalyst recovery or regeneration
• Findings to be published in a special issue of Bioresource Technology (December, 2005)
• Data gaps remain (addressed in current CAFI DOE Project)– Optimal enzyme types for each pretreatment– Hydrolyzate fermentability at relevant sugar concentrations– Rigor of economic models (esp. pretreatment area capital costs)
Biomass Refining CAFI

DOE Office of the Biomass Program Project: April 2004 Start
• Funded by DOE Office of the Biomass Program for $1.88 million through a joint competitive solicitation with USDA
• Using identical analytical methods and feedstock sources to develop comparative data for corn stover and poplar
• Determining more in-depth information on:– Enzymatic hydrolysis of cellulose and hemicellulose in solids– Conditioning and fermentation of pretreatment hydrolyzate liquids– Predictive models
• Added University of British Columbia to team through funding from Natural Resources Canada to– Capitalize on their expertise with xylanases for better
hemicellulose utilization– Evaluate sulfur dioxide pretreatment along with those previously
examined: dilute acid, controlled pH, AFEX, ARP, lime• Augmented by Genencor Int’l to supply enzymes
Biomass Refining CAFI

Objectives of CAFI DOE Project1. Cellulosic biomass will be pretreated by leading technologies to improve
cellulose accessibility to enzymes.
2. Conditioning methods will be developed as needed to maximize fermentation yields by a recombinant yeast, the cause of inhibition will be determined, and fermentations will be modeled.
3. Cellulose and hemicellulose in pretreated biomass will be enzymatically hydrolyzed, as appropriate, and models will be developed to understand the relationship between pretreated biomass features, advanced enzyme characteristics, and enzymatic digestion results.
4. Capital and operating costs will be estimated for each integrated pretreatment, hydrolysis, and fermentation system and used to direct research.
5. The proposal team will work with an Industrial and Agricultural Advisory Board and others to evaluate these findings; identify opportunities to utilize the pretreatment technologies; define opportunities to improve coupled pretreatment, fermentation, and enzymatic hydrolysis; and disseminate the results widely.
Biomass Refining CAFI

Acknowledgements US Department of Agriculture Initiative for Future
Agricultural and Food Systems Program, Contract 00-52104-9663
US Department of Energy Office of the Biomass Program, Contract DE-FG36-04GO14017
Natural Resources Canada Genencor International Our team from Dartmouth College; Auburn, Michigan State,
Purdue, and Texas A&M Universities; the University of British Columbia; and the National Renewable Energy Laboratory
Biomass Refining CAFI





























