Embed Size (px)
Citation preview
Innovation in Motion
Teer Coatings Limited, Miba Coating Group
Dr. Kevin Cooke
Business Development Manager & Collaborative Research Coordinator
Dr Shicai Yang
Senior Researcher
15th June 2011
IMFair 2011 PVD High Performance Coatings for
Aerospace Applications

© Teer Coatings Ltd 2011
Outline of Presentation
Company Profile
Miba Coating Group
o High Tech Coatings GmbH
o Teer Coatings Limited
Physical Vapour Deposition for Aerospace Applications
© Teer Coatings Ltd 2011
No Power Train without Miba Technology
© Teer Coatings Ltd 2011
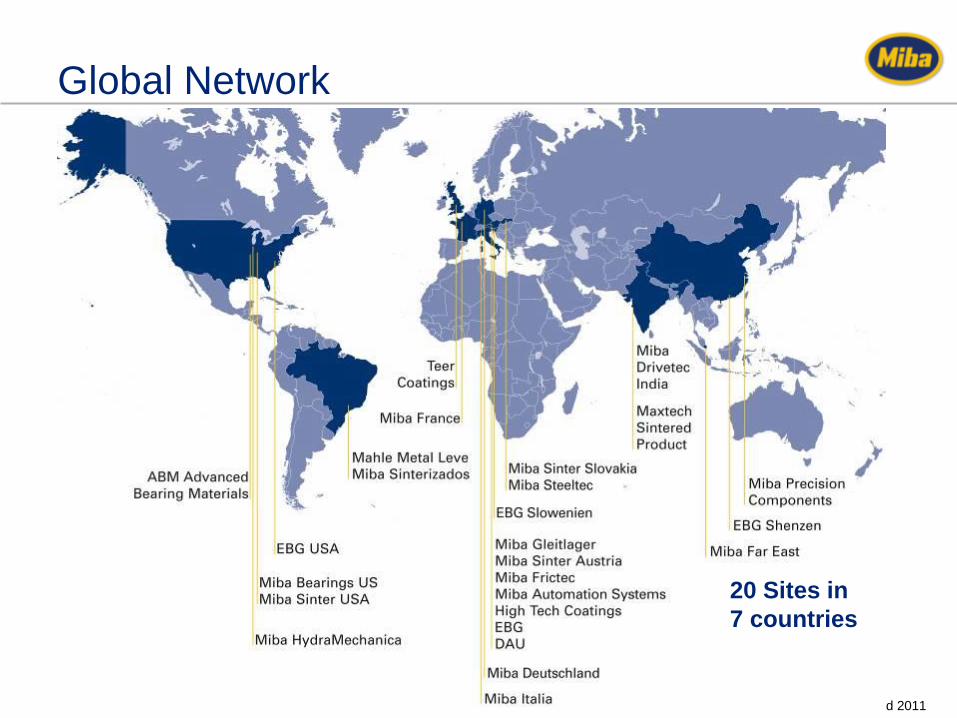
Global Network
20 Sites in
7 countries

© Teer Coatings Ltd 2011
Employees and Values
Values
Technology Leadership
Entrepreneurship
Passion for Success
Life-Long Learning
Facts
3,600 employees worldwide
1,800 in Austria
118 apprentices in Austria

© Teer Coatings Ltd 2011
Research and Development
Technology Leader Miba (2010/11)
R&D expenditure equivalent to 5% of sales
R&D expenses: 22,6 million euros
167 employees in R&D
166 valid patents and petty patents
© Teer Coatings Ltd 2011
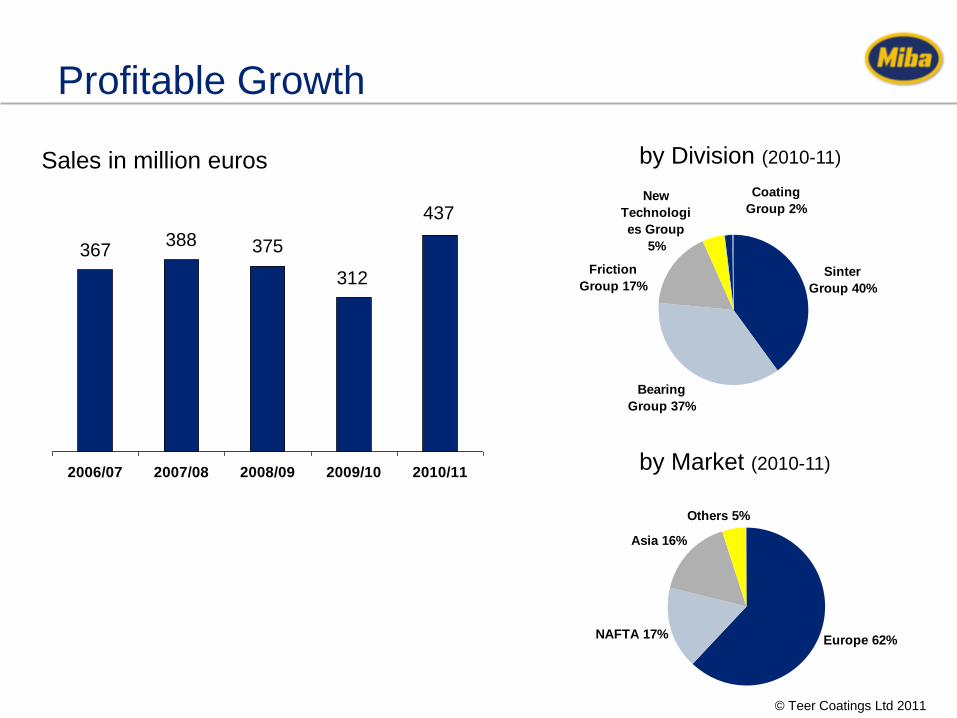
Europe 62%NAFTA 17%
Asia 16%
Others 5%
Friction
Group 17%
Bearing
Group 37%
Sinter
Group 40%
New
Technologi
es Group
5%
Coating
Group 2%
Profitable Growth
by Division (2010-11)
by Market (2010-11)
Sales in million euros
2006/07 2007/08 2008/09 2009/10 2010/11
312
388 375 367
437

© Teer Coatings Ltd 2011
HTC develops individual coating solutions. Polymer coatings, electroplated
overlays and PVD coatings are the core technologies. Moreover, HTC is a
specialist in highly efficient high volume production.
HTC partners with the international automotive industry in development activities.
HTC is ISO9001:2008 and TS 16949 certified.
High Tech Coatings GmbH

© Teer Coatings Ltd 2011
Teer Coatings Ltd.
Teer Coatings deposit PVD thin film coatings using a patented magnetron
sputtering technique developed in-house.
TCL has the capability to deposit one of the widest range of coatings available
anywhere in the world.
Research & Development play a crucial role within technology-focused TCL.
TCL is ISO9001:2008 certified.
© Teer Coatings Ltd 2011
Examples of Existing Aerospace Applications
• Miba Coating Group, Teer Coatings Limited:
o friction reduction: guide pins, solenoid components, valves,
spindles, trunnions, sleeves, hinges (satellites) etc.
o wear and environmental resistance: levers (TiN), pins (CrTiAlN).
o electrical conductivity: noble metal for electrical screening.
o currently at least14 aerospace-related customers.
• Miba Bearing Group:
o CuPb Bearing bushings (i.e. a solid component, not a coating!).
• used in Turbo Prop PT6 engine.
• > 10 years successful production experience.
• Pratt and Whitney approval.
© Teer Coatings Ltd 2011
High Performance PVD Coatings for Aerospace
• Introduction to Magnetron Sputtering-based PVD.
o Low friction, self-lubricating coatings.
o Wear resistance, inc. multi-element , nanostructured nitrides.
• Potential applications for components:
o Improve surface performance of lightweight materials.
o Protect in aggressive environments (high temperature, high
loads, fretting, abrasion, erosion, oxidation, corrosion, etc.).
o Reduce parasitic losses, improve efficiency.
• Potential applications for tooling:
o Cutting tools for difficult materials.
o Micro-machining.
• Other functional applications:
• Fuel cell components, catalysts, optical films, sensors, etc.
© Teer Coatings Ltd 2011
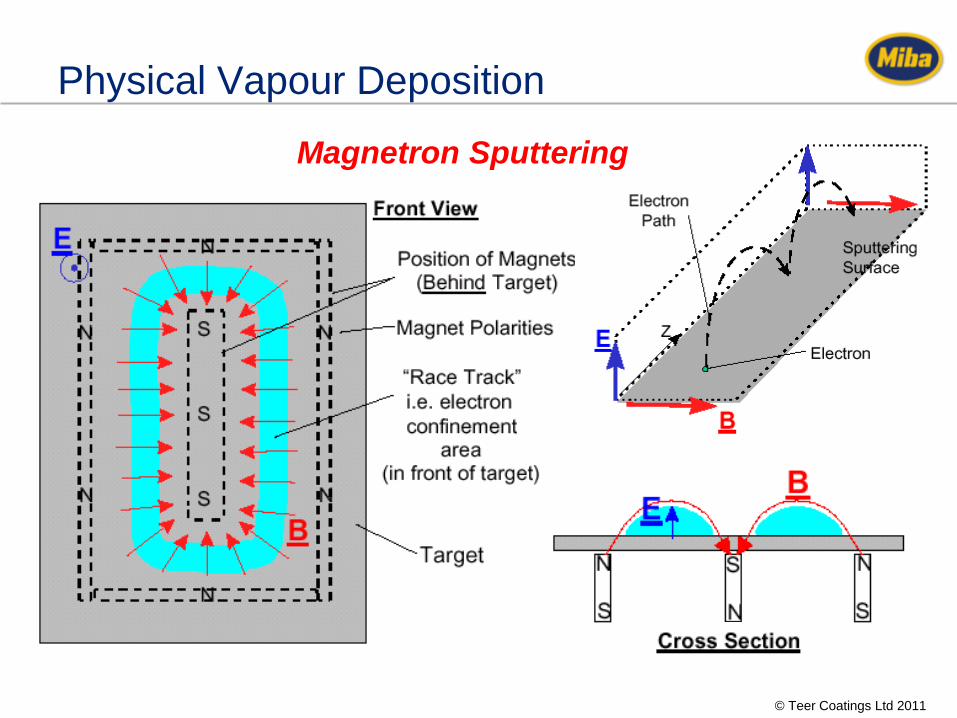
Physical Vapour Deposition
Magnetron Sputtering
© Teer Coatings Ltd 2011
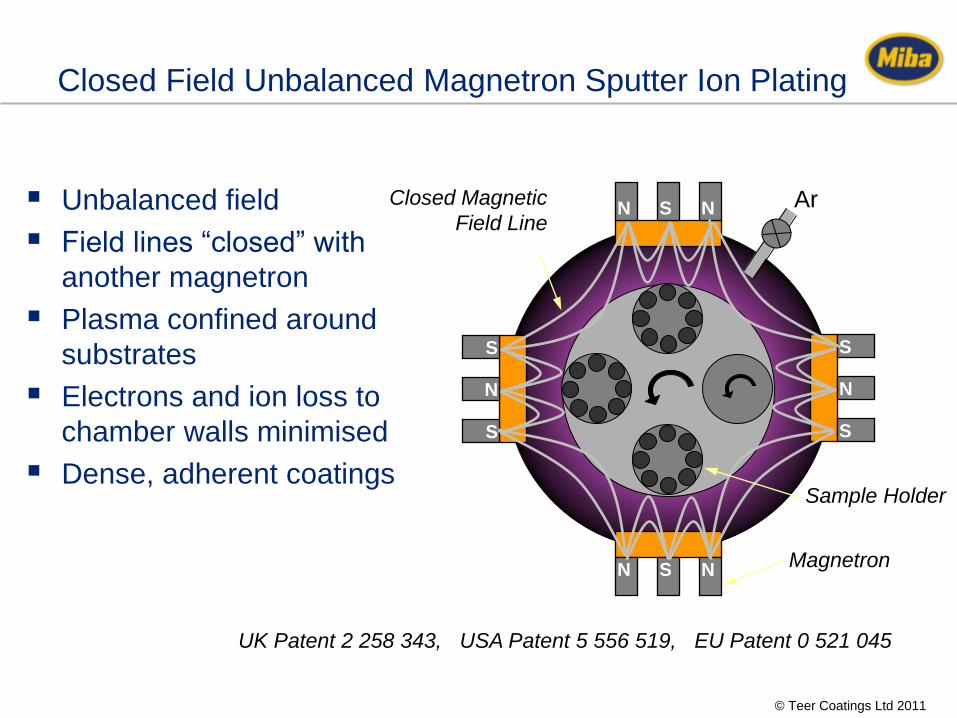
Unbalanced field
Field lines “closed” with
another magnetron
Plasma confined around
substrates
Electrons and ion loss to
chamber walls minimised
Dense, adherent coatings
UK Patent 2 258 343, USA Patent 5 556 519, EU Patent 0 521 045
Ar
S
S
N
S
S
N
N S N
N S N
Sample Holder
Magnetron
Closed Magnetic
Field Line
Closed Field Unbalanced Magnetron Sputter Ion Plating
© Teer Coatings Ltd 2011
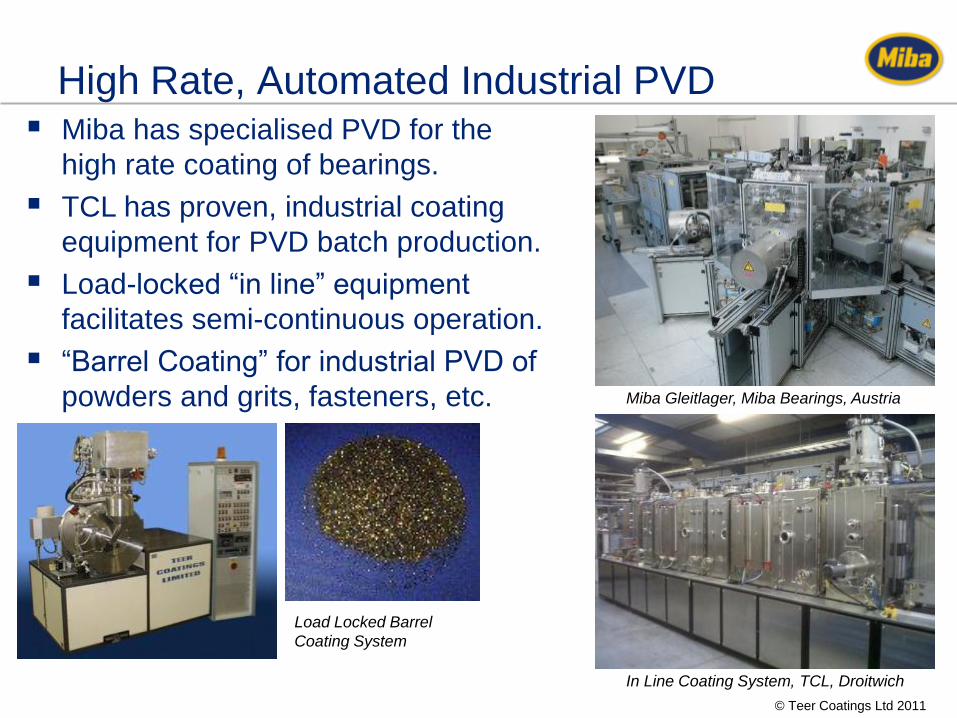
High Rate, Automated Industrial PVD
Miba Gleitlager, Miba Bearings, Austria
In Line Coating System, TCL, Droitwich
Miba has specialised PVD for the
high rate coating of bearings.
TCL has proven, industrial coating
equipment for PVD batch production.
Load-locked “in line” equipment
facilitates semi-continuous operation.
“Barrel Coating” for industrial PVD of
powders and grits, fasteners, etc.
Load Locked Barrel
Coating System
© Teer Coatings Ltd 2011
Low Friction, Self Lubricating Coatings
• Self lubricious, low coefficient of sliding friction combined
with high load bearing capability and toughness.
• Sophisticated coatings, designed with graded interfaces.
• Transfer layer mechanism can protect the counterface.
• Can also be used in combination with a hard underlayer.
• TCL Graphit-iC™:
o Carbon-based, non-hydrogenated, electrically conductive.
• Dymon-iC:
o Carbon-based, hydrogenated, “DLC”, electrically insulating.
• TCL MoST™.
o MoS2-based, humidity tolerant, but also qualified for space
applications
© Teer Coatings Ltd 2011
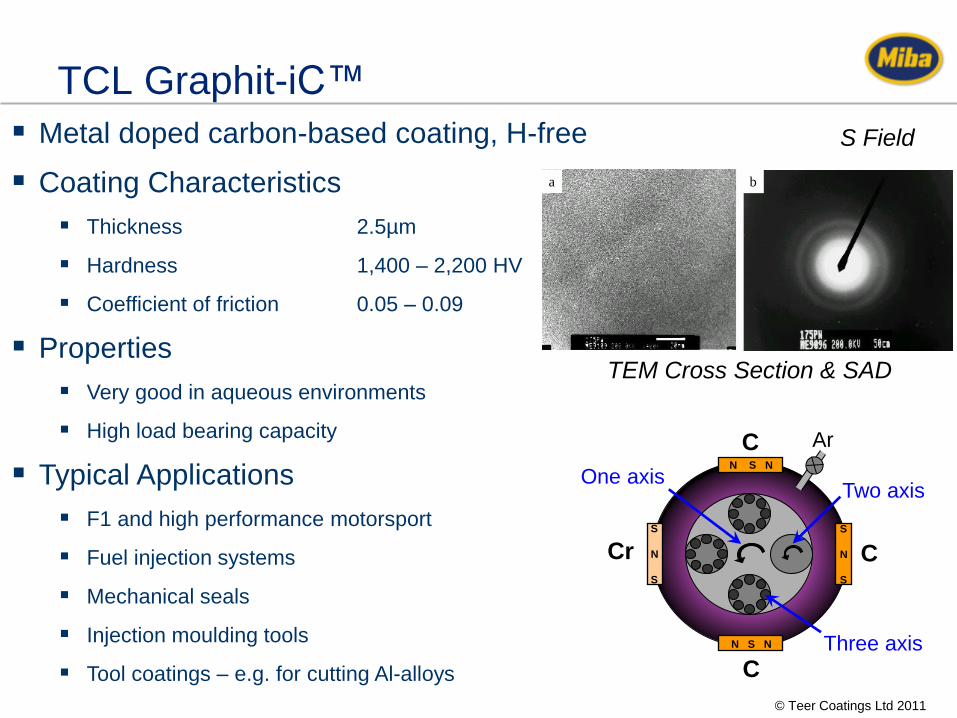
TCL Graphit-iC™
Metal doped carbon-based coating, H-free
Coating Characteristics
Thickness 2.5µm
Hardness 1,400 – 2,200 HV
Coefficient of friction 0.05 – 0.09
Properties
Very good in aqueous environments
High load bearing capacity
Typical Applications
F1 and high performance motorsport
Fuel injection systems
Mechanical seals
Injection moulding tools
Tool coatings – e.g. for cutting Al-alloys
Ar
Cr
C
C
C
S
N
S
S
N
S
N S N
N S N
One axis Two axis
Three axis
a ba b
TEM Cross Section & SAD
S Field
© Teer Coatings Ltd 2011
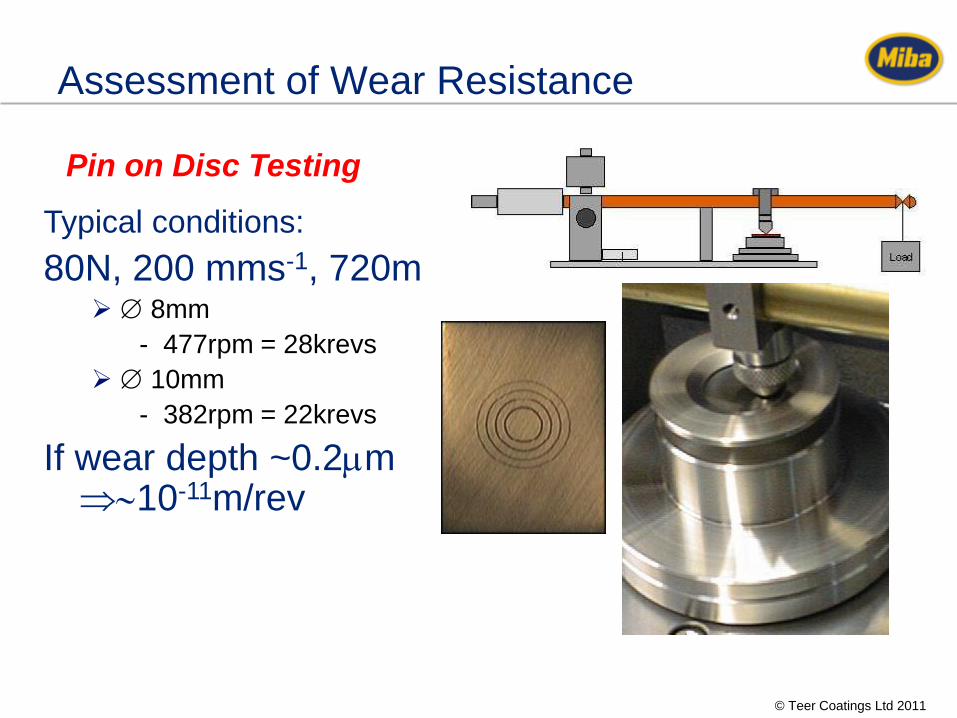
Assessment of Wear Resistance
Typical conditions:
80N, 200 mms-1, 720m 8mm
- 477rpm = 28krevs
10mm
- 382rpm = 22krevs
If wear depth ~0.2m 10-11m/rev
Pin on Disc Testing
© Teer Coatings Ltd 2011
Assessment of Wear Resistance
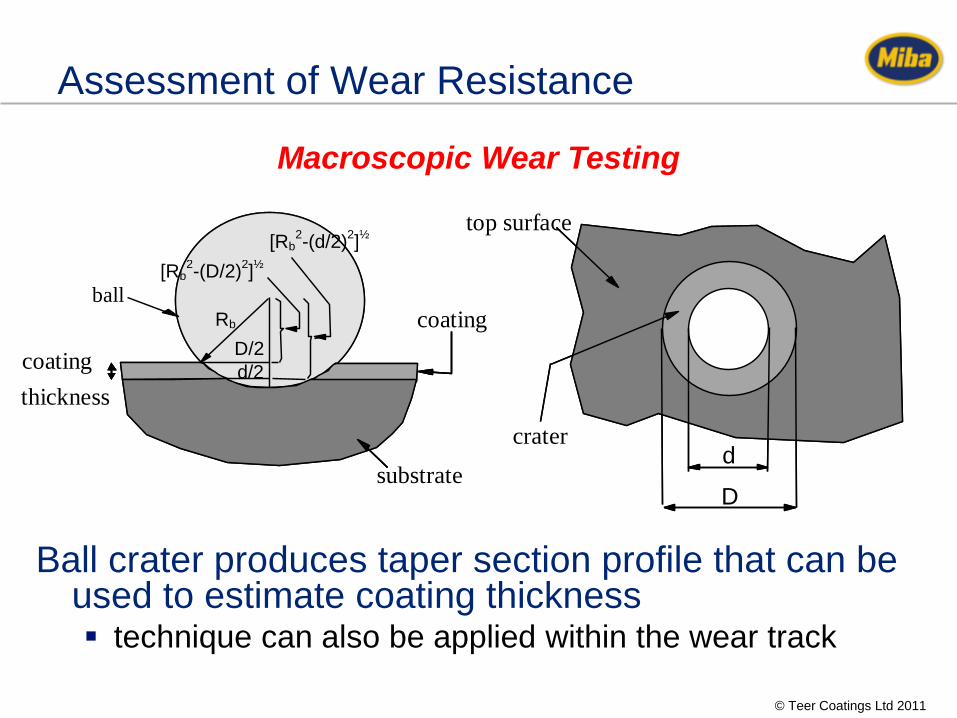
Ball crater produces taper section profile that can be used to estimate coating thickness technique can also be applied within the wear track
[R² -(d/2)²]b
1/2
coating
substrate
[R² -(D/2)²]b
1/2
coating
thickness
d
D
crater
top surface
R b
D / 2
d / 2
[R² -(d/2)²]b
1/2
[R² -(D/2)²]b
1/2
Rb
D/2
d/2
[Rb2-(d/2)
2]½
ball[Rb
2-(D/2)
2]½
Macroscopic Wear Testing
© Teer Coatings Ltd 2011
Assessment of Wear Resistance
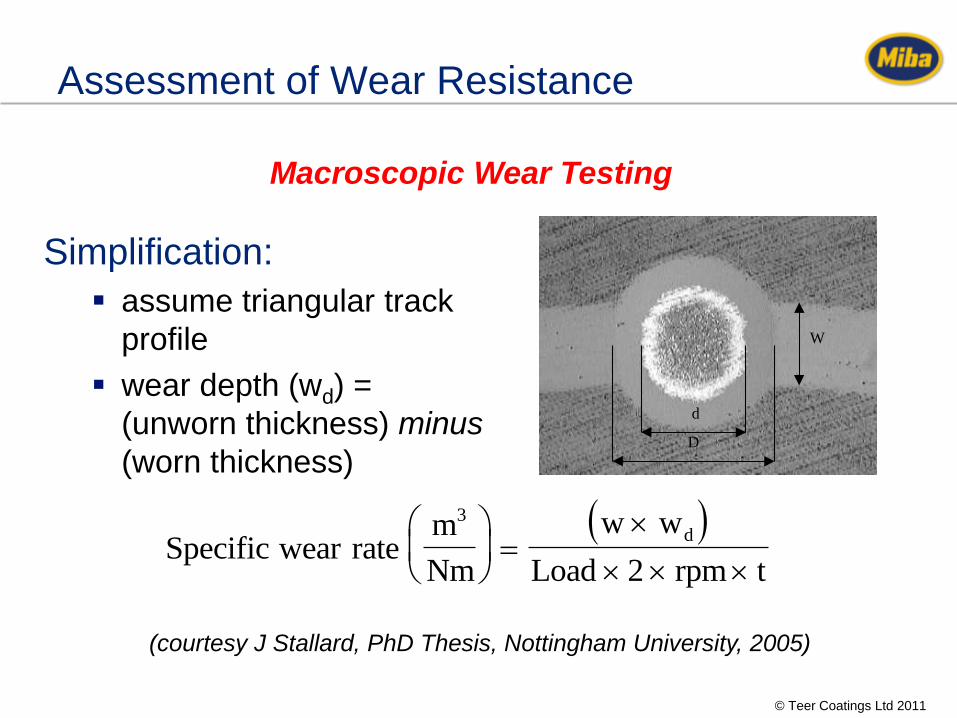
Simplification:
assume triangular track
profile
wear depth (wd) =
(unworn thickness) minus
(worn thickness)
Specific wear rate
m
Nm
w w
Load rpm t
d3
2
W
d
D
(courtesy J Stallard, PhD Thesis, Nottingham University, 2005)
Macroscopic Wear Testing
© Teer Coatings Ltd 2011
TCL Graphit-iC™
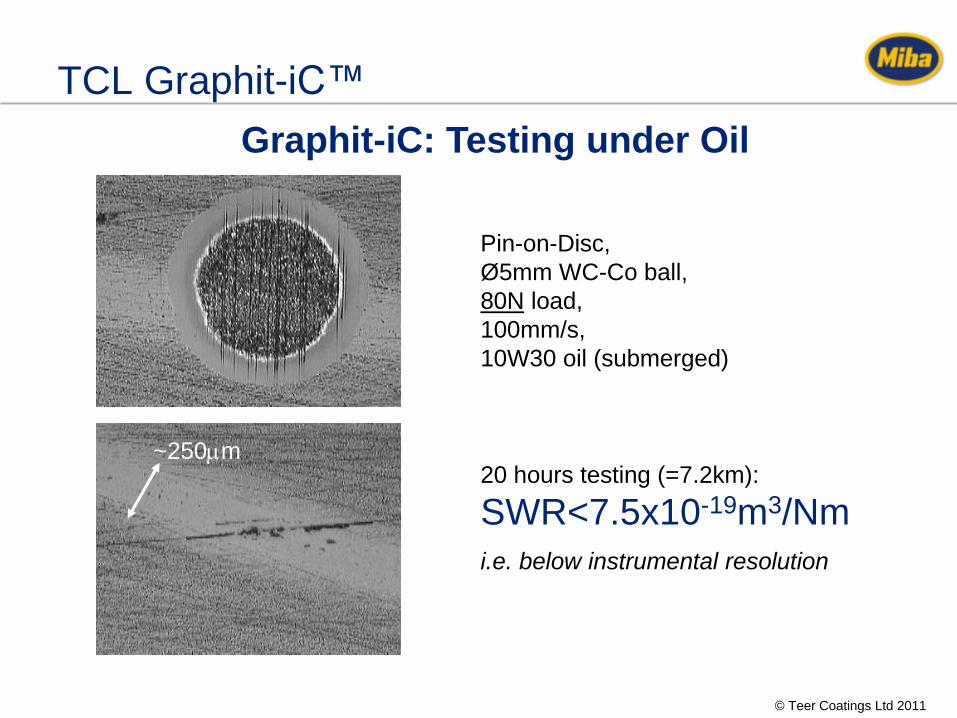
Graphit-iC: Testing under Oil
Pin-on-Disc,
Ø5mm WC-Co ball,
80N load,
100mm/s,
10W30 oil (submerged)
~250m 20 hours testing (=7.2km):
SWR<7.5x10-19m3/Nm
i.e. below instrumental resolution
© Teer Coatings Ltd 2011
TCL Graphit-iC™
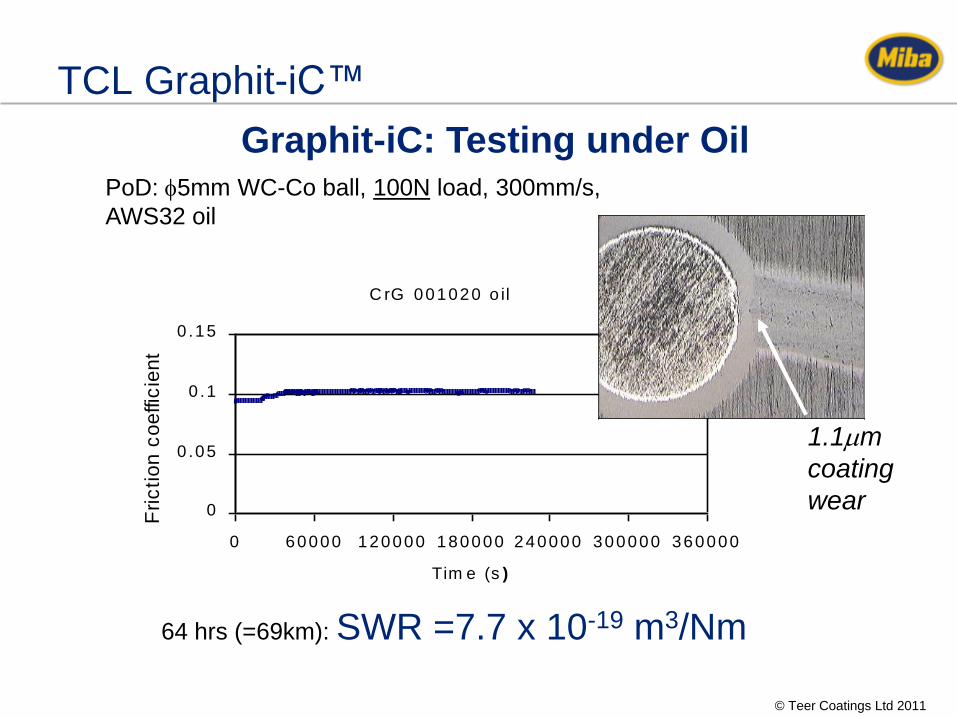
Graphit-iC: Testing under Oil
C rG 001020 o il
0
0 .05
0 .1
0 .15
0 60000 120000 180000 240000 300000 360000
Tim e (s )
Fri
cti
on
co
effic
ien
t
PoD: 5mm WC-Co ball, 100N load, 300mm/s,
AWS32 oil
64 hrs (=69km): SWR =7.7 x 10-19 m3/Nm
1.1m
coating
wear
© Teer Coatings Ltd 2011
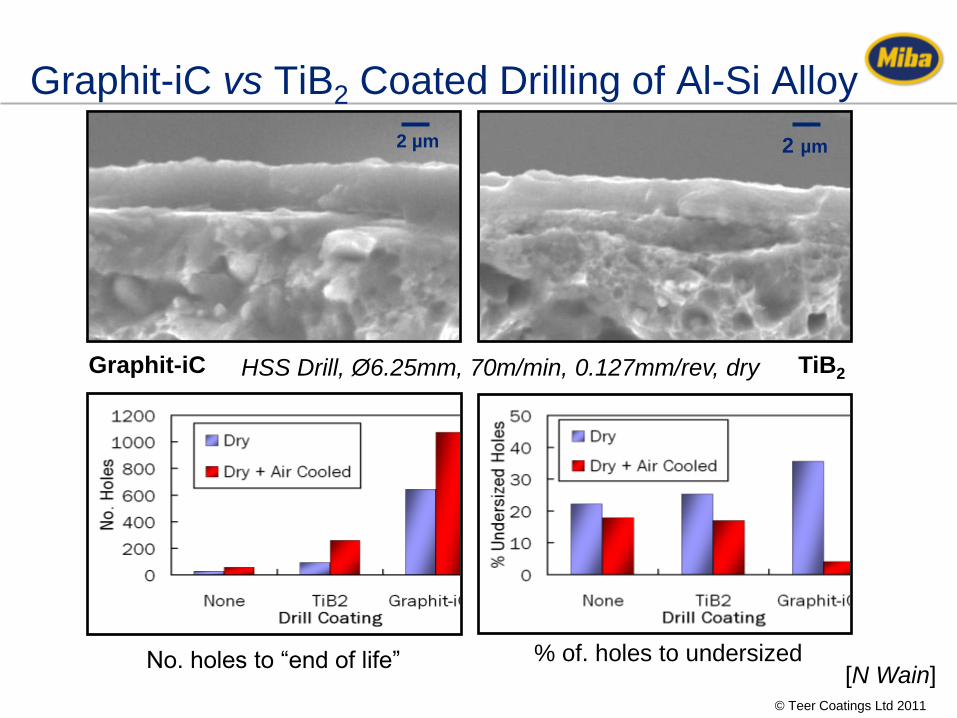
Graphit-iC vs TiB2 Coated Drilling of Al-Si Alloy
2 µm 2 µm
Graphit-iC TiB2
No. holes to “end of life” % of. holes to undersized
HSS Drill, Ø6.25mm, 70m/min, 0.127mm/rev, dry
[N Wain]
© Teer Coatings Ltd 2011
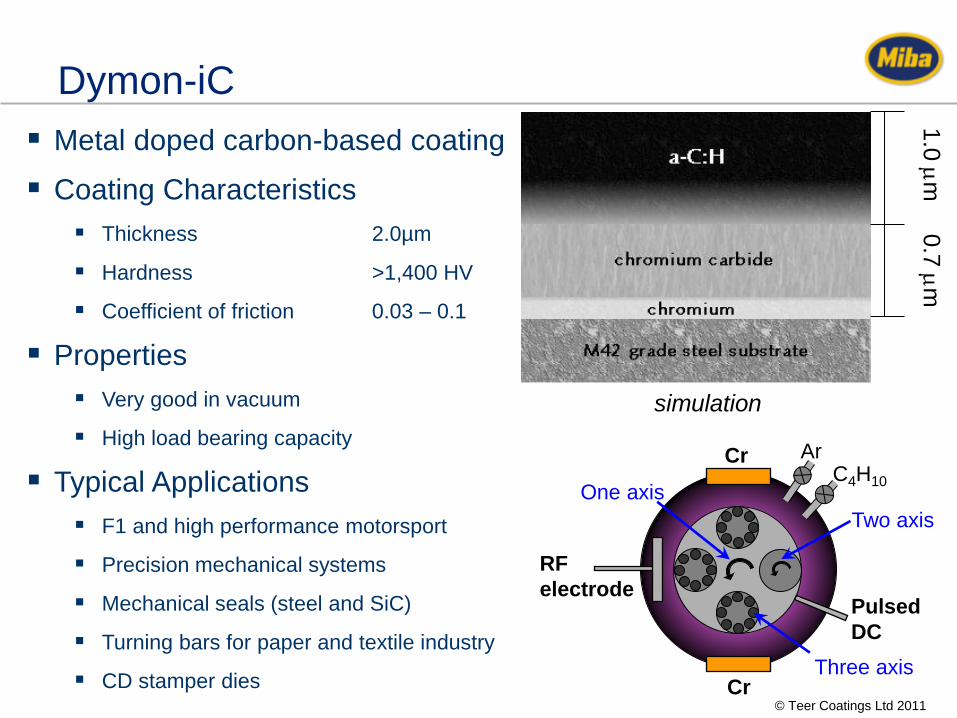
Dymon-iC
Metal doped carbon-based coating
Coating Characteristics
Thickness 2.0µm
Hardness >1,400 HV
Coefficient of friction 0.03 – 0.1
Properties
Very good in vacuum
High load bearing capacity
Typical Applications
F1 and high performance motorsport
Precision mechanical systems
Mechanical seals (steel and SiC)
Turning bars for paper and textile industry
CD stamper dies
Ar
RF
electrode
Cr
Cr
One axis
Two axis
Three axis
C4H10
Pulsed
DC
0.7
m
1.0
m
simulation
© Teer Coatings Ltd 2011
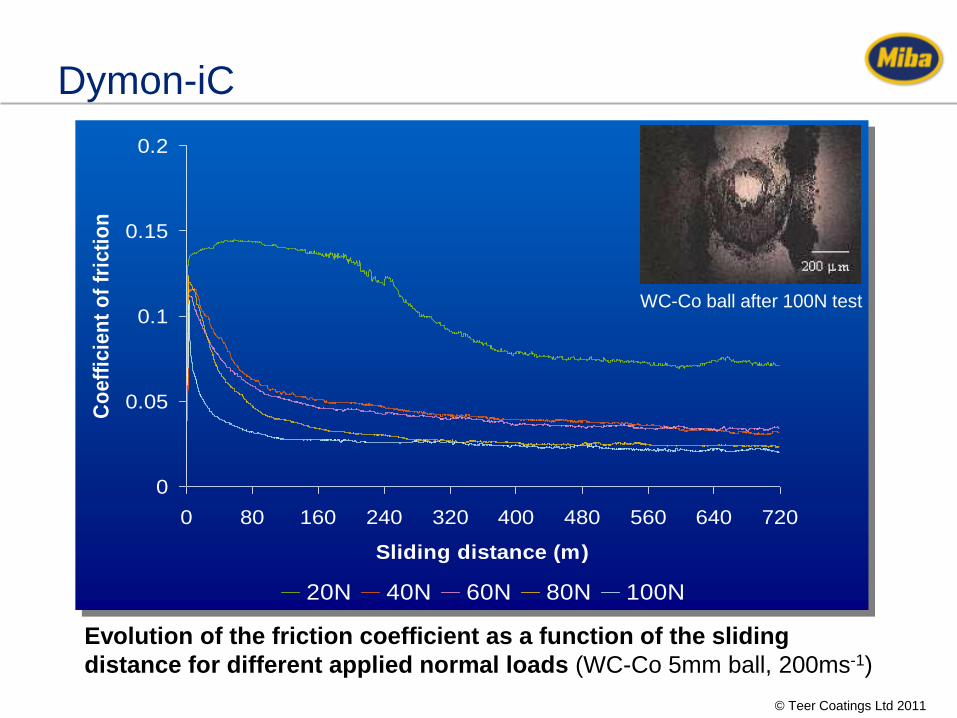
Dymon-iC
0
0.05
0.1
0.15
0.2
0 80 160 240 320 400 480 560 640 720
Sliding distance (m)
Co
eff
icie
nt
of
fric
tio
n
20N 40N 60N 80N 100N
WC-Co ball after 100N test
Evolution of the friction coefficient as a function of the sliding
distance for different applied normal loads (WC-Co 5mm ball, 200ms-1)
© Teer Coatings Ltd 2011
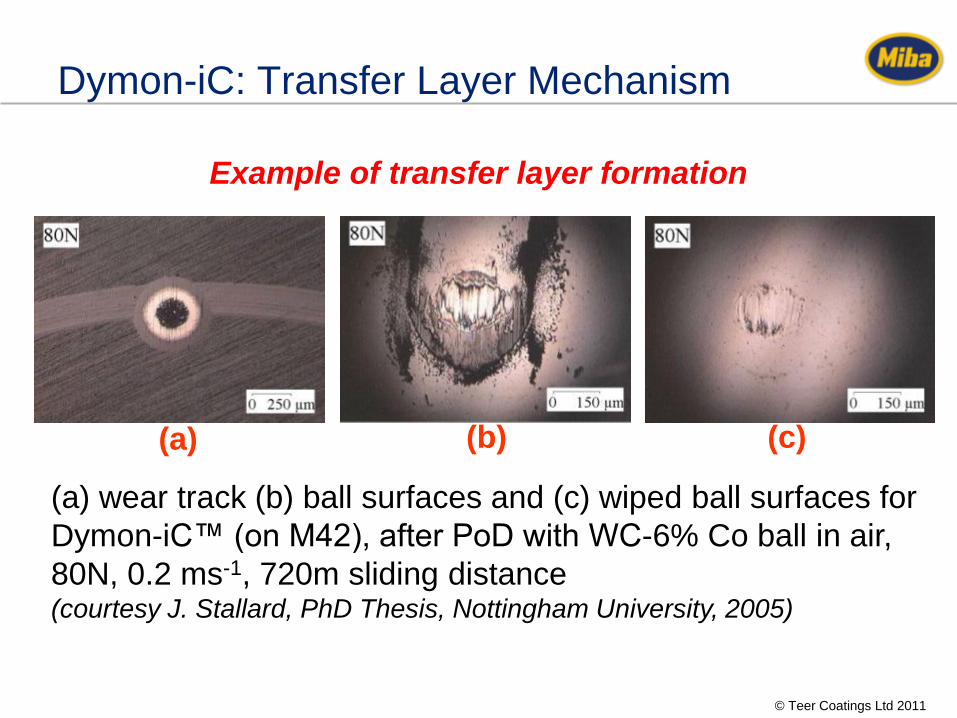
Dymon-iC: Transfer Layer Mechanism
(a) wear track (b) ball surfaces and (c) wiped ball surfaces for
Dymon-iC™ (on M42), after PoD with WC-6% Co ball in air,
80N, 0.2 ms-1, 720m sliding distance (courtesy J. Stallard, PhD Thesis, Nottingham University, 2005)
(a) (b) (c)
Example of transfer layer formation
© Teer Coatings Ltd 2011
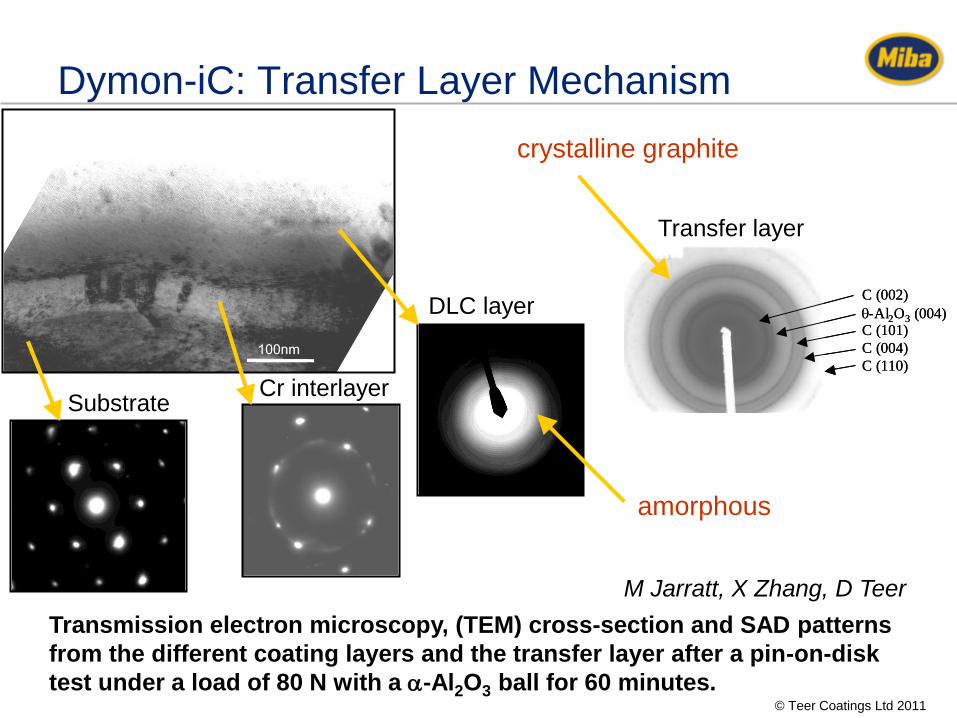
Dymon-iC: Transfer Layer Mechanism
Substrate Cr interlayer
DLC layer
C (002)
q-Al2O3 (004)C (101)
C (004)
C (110)
C (002)
q-Al2O3 (004)C (101)
C (004)
C (110)
Transfer layer
amorphous
crystalline graphite
Transmission electron microscopy, (TEM) cross-section and SAD patterns
from the different coating layers and the transfer layer after a pin-on-disk
test under a load of 80 N with a -Al2O3 ball for 60 minutes.
M Jarratt, X Zhang, D Teer
© Teer Coatings Ltd 2011
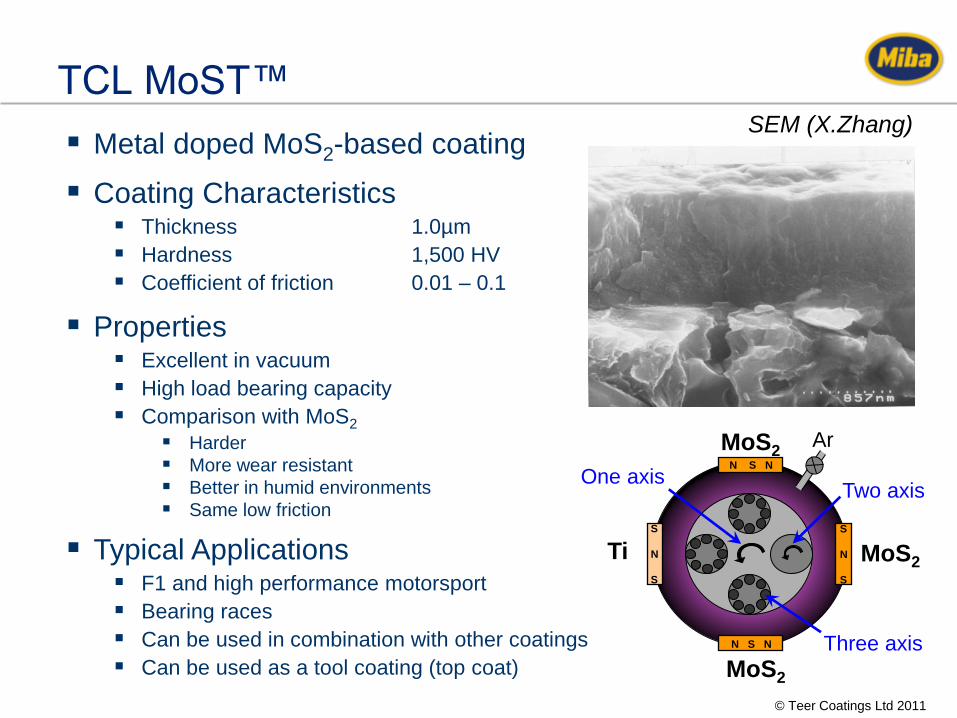
TCL MoST™
Metal doped MoS2-based coating
Coating Characteristics Thickness 1.0µm
Hardness 1,500 HV
Coefficient of friction 0.01 – 0.1
Properties Excellent in vacuum
High load bearing capacity
Comparison with MoS2
Harder
More wear resistant
Better in humid environments
Same low friction
Typical Applications F1 and high performance motorsport
Bearing races
Can be used in combination with other coatings
Can be used as a tool coating (top coat)
Ar
Ti
MoS2
MoS2
MoS2
S
N
S
S
N
S
N S N
N S N
One axis Two axis
Three axis
SEM (X.Zhang)
© Teer Coatings Ltd 2011
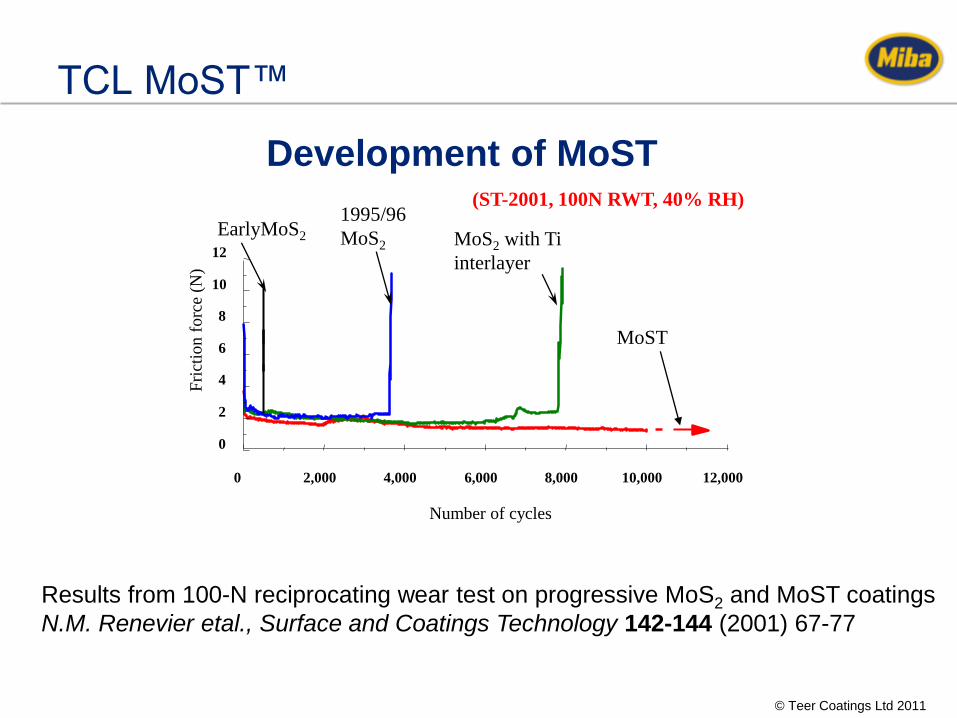
TCL MoST™
Results from 100-N reciprocating wear test on progressive MoS2 and MoST coatings
N.M. Renevier etal., Surface and Coatings Technology 142-144 (2001) 67-77
Development of MoST
0 2,000 4,000 6,000 8,000 10,000 12,000
0
2
4
6
8
10
12
Number of cycles
Fri
ctio
n f
orc
e (N
)
EarlyMoS2 MoS2 with Ti
interlayer
1995/96
MoS2
MoST
(ST-2001, 100N RWT, 40% RH)
© Teer Coatings Ltd 2011
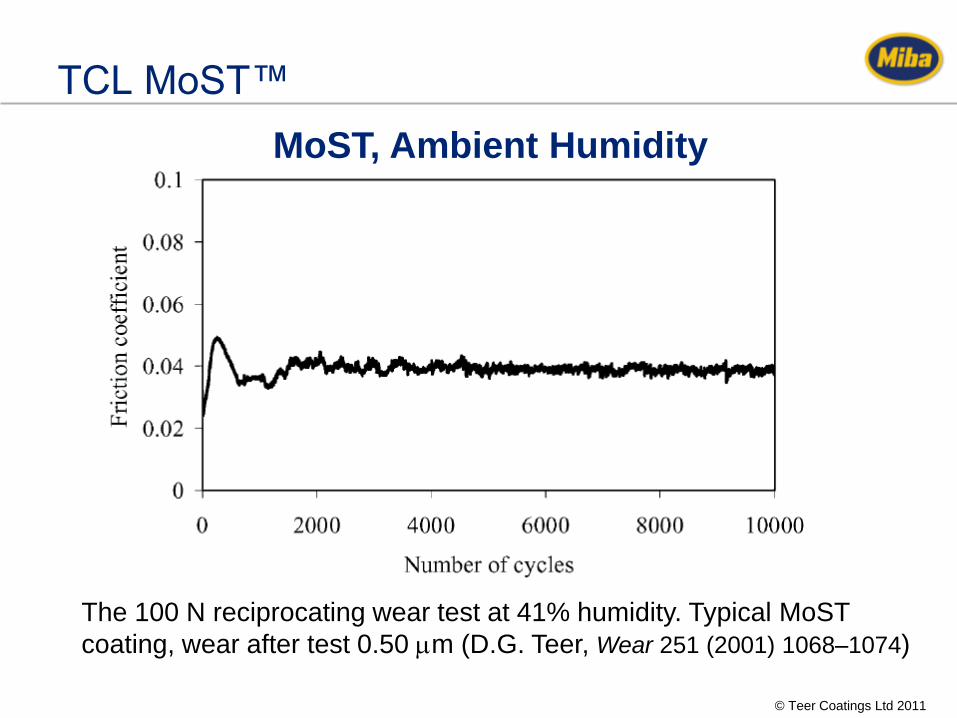
TCL MoST™
The 100 N reciprocating wear test at 41% humidity. Typical MoST
coating, wear after test 0.50 m (D.G. Teer, Wear 251 (2001) 1068–1074)
MoST, Ambient Humidity
© Teer Coatings Ltd 2011
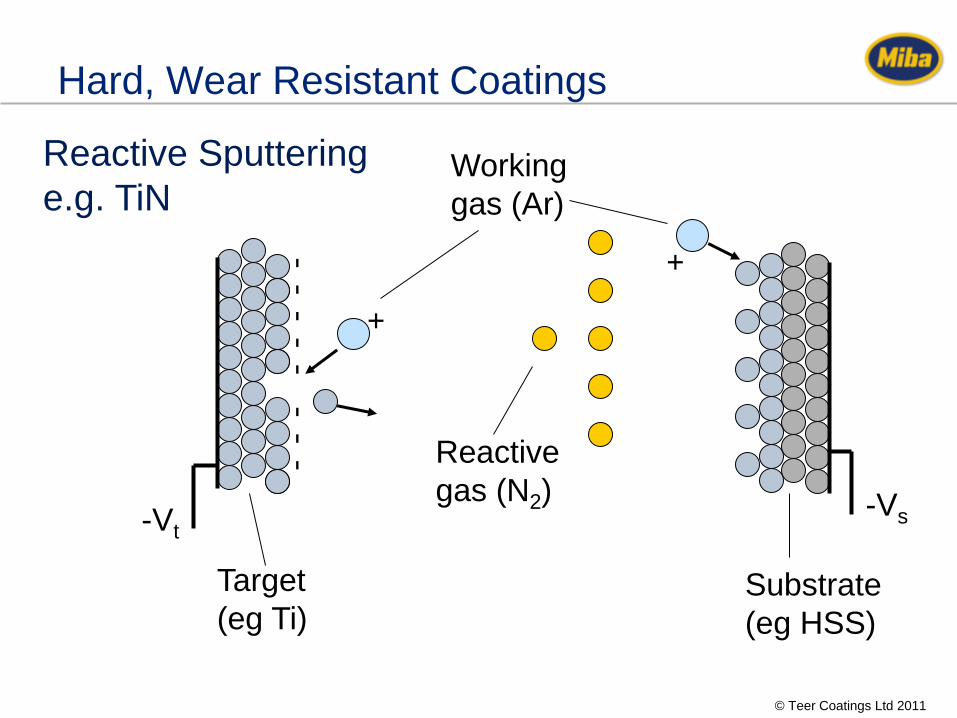
Hard, Wear Resistant Coatings
Reactive
gas (N2)
+
-Vs
Substrate
(eg HSS)
+
-Vt
- - - - - - - -
Target
(eg Ti)
Working
gas (Ar)
Reactive Sputtering
e.g. TiN
© Teer Coatings Ltd 2011
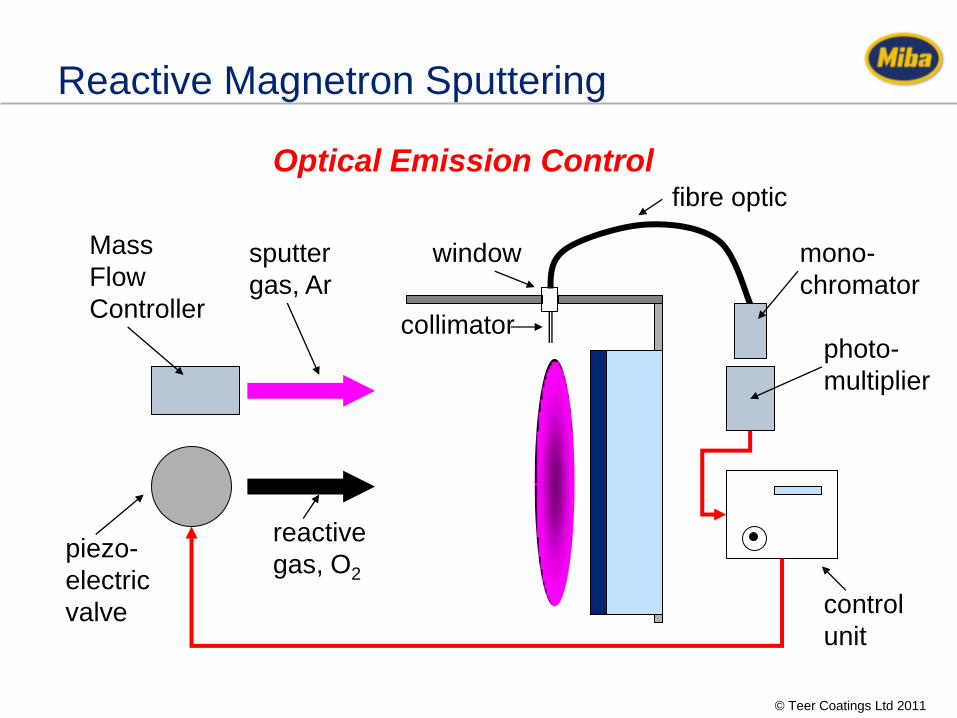
Reactive Magnetron Sputtering
Optical Emission Control
window
collimator
mono-
chromator
photo-
multiplier
fibre optic
Mass
Flow
Controller
sputter
gas, Ar
reactive
gas, O2 piezo-
electric
valve control
unit
© Teer Coatings Ltd 2011
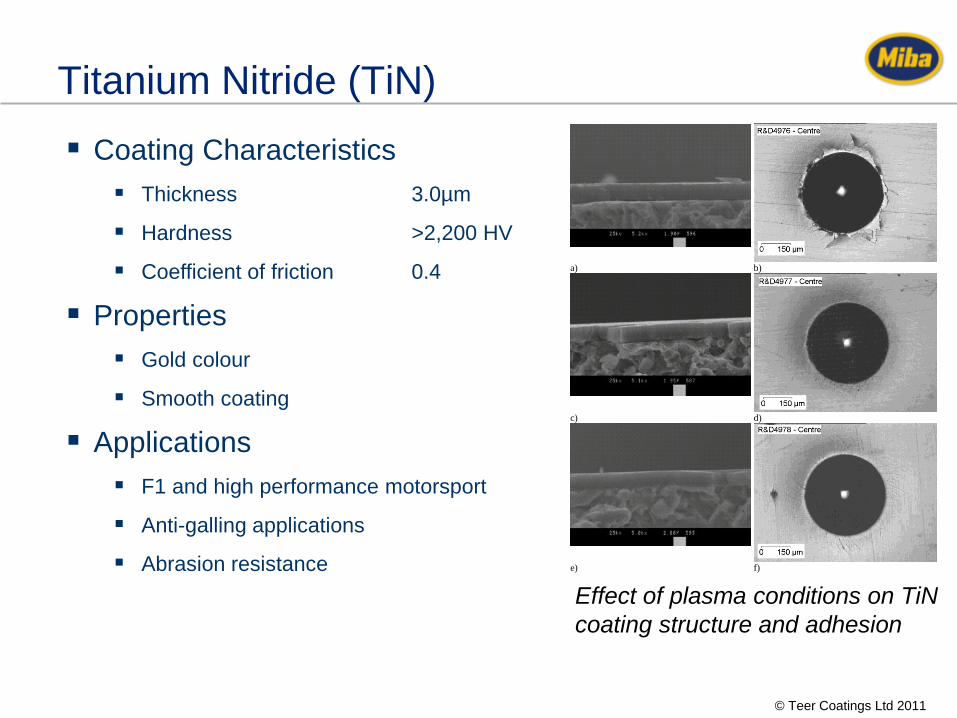
Titanium Nitride (TiN)
Coating Characteristics
Thickness 3.0µm
Hardness >2,200 HV
Coefficient of friction 0.4
Properties
Gold colour
Smooth coating
Applications
F1 and high performance motorsport
Anti-galling applications
Abrasion resistance
a) b)
c) d)
e) f)
Effect of plasma conditions on TiN
coating structure and adhesion
© Teer Coatings Ltd 2011
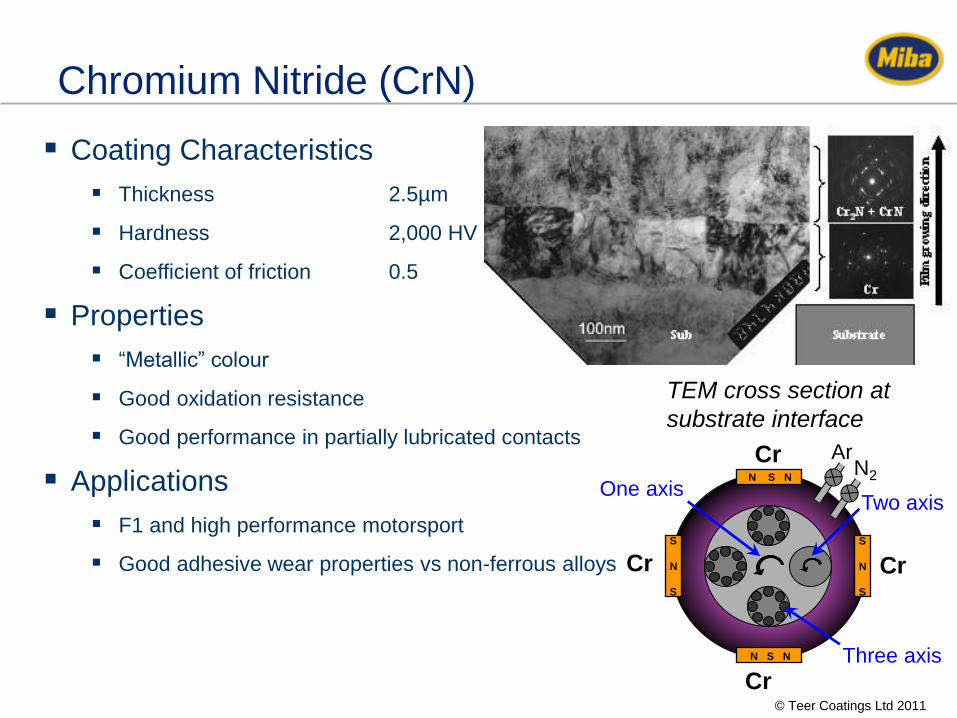
Chromium Nitride (CrN)
Coating Characteristics
Thickness 2.5µm
Hardness 2,000 HV
Coefficient of friction 0.5
Properties
“Metallic” colour
Good oxidation resistance
Good performance in partially lubricated contacts
Applications
F1 and high performance motorsport
Good adhesive wear properties vs non-ferrous alloys
TEM cross section at
substrate interface
Ar
Cr
Cr
Cr
Cr
S
N
S
N S N
N S N
One axis Two axis
Three axis
S
N
S
N2
© Teer Coatings Ltd 2011
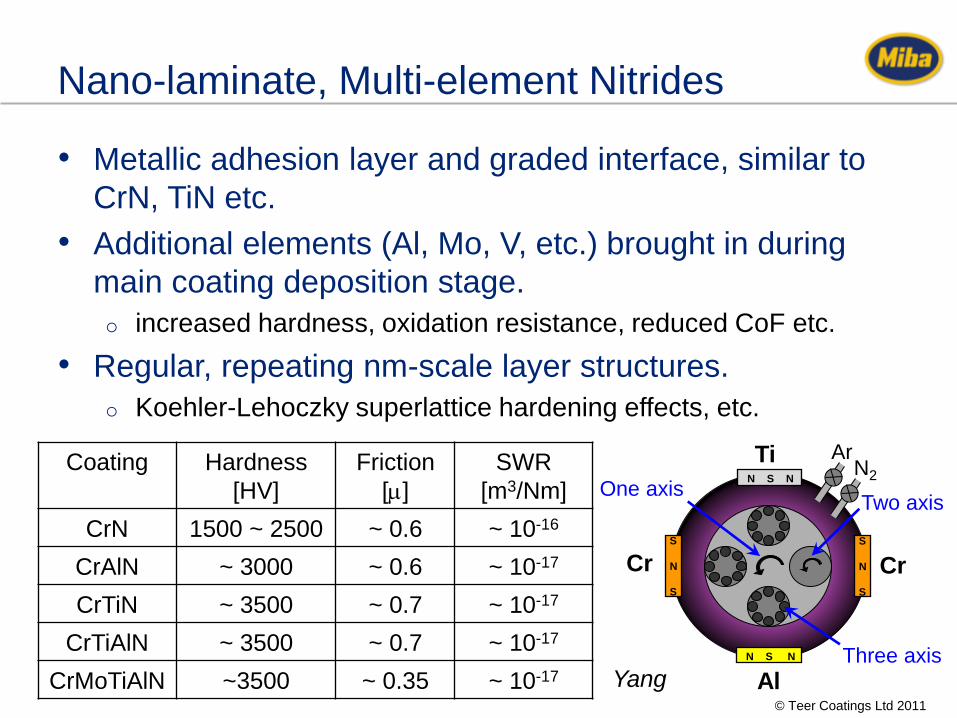
Nano-laminate, Multi-element Nitrides
• Metallic adhesion layer and graded interface, similar to
CrN, TiN etc.
• Additional elements (Al, Mo, V, etc.) brought in during
main coating deposition stage.
o increased hardness, oxidation resistance, reduced CoF etc.
• Regular, repeating nm-scale layer structures.
o Koehler-Lehoczky superlattice hardening effects, etc.
Ar
Cr
Al
Ti
Cr
S
N
S
N S N
One axis Two axis
Three axis
S
N
S
N S N N2
Coating Hardness
[HV]
Friction
[]
SWR
[m3/Nm]
CrN 1500 ~ 2500 ~ 0.6 ~ 10-16
CrAlN ~ 3000 ~ 0.6 ~ 10-17
CrTiN ~ 3500 ~ 0.7 ~ 10-17
CrTiAlN ~ 3500 ~ 0.7 ~ 10-17
CrMoTiAlN ~3500 ~ 0.35 ~ 10-17 Yang
© Teer Coatings Ltd 2011
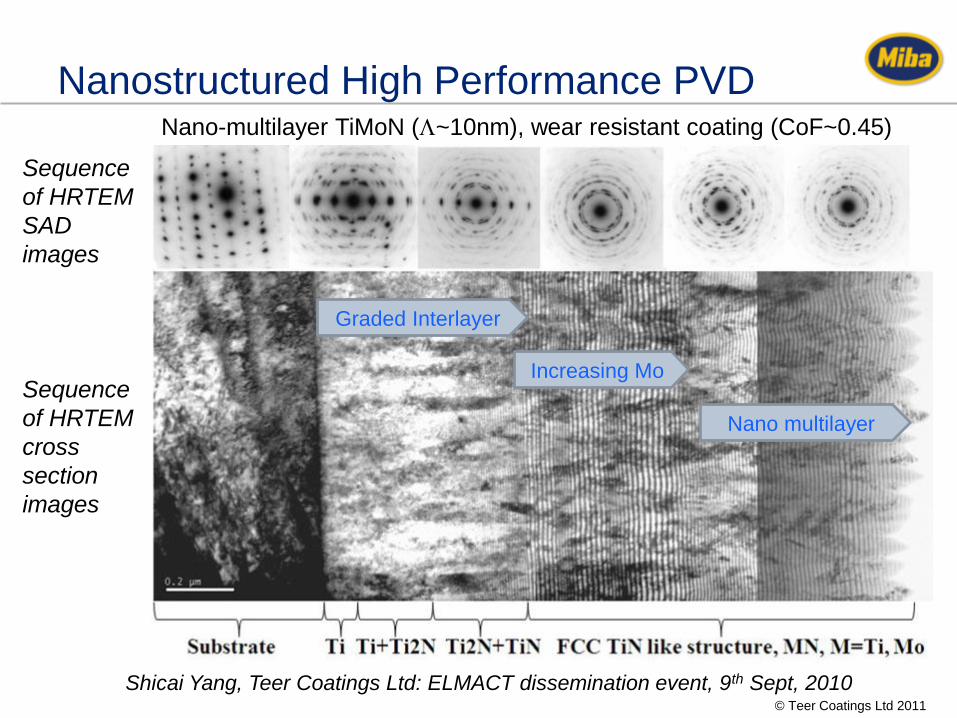
Nanostructured High Performance PVD Nano-multilayer TiMoN (~10nm), wear resistant coating (CoF~0.45)
Shicai Yang, Teer Coatings Ltd: ELMACT dissemination event, 9th Sept, 2010
Graded Interlayer
Increasing Mo
Nano multilayer
Sequence
of HRTEM
cross
section
images
Sequence
of HRTEM
SAD
images
© Teer Coatings Ltd 2011
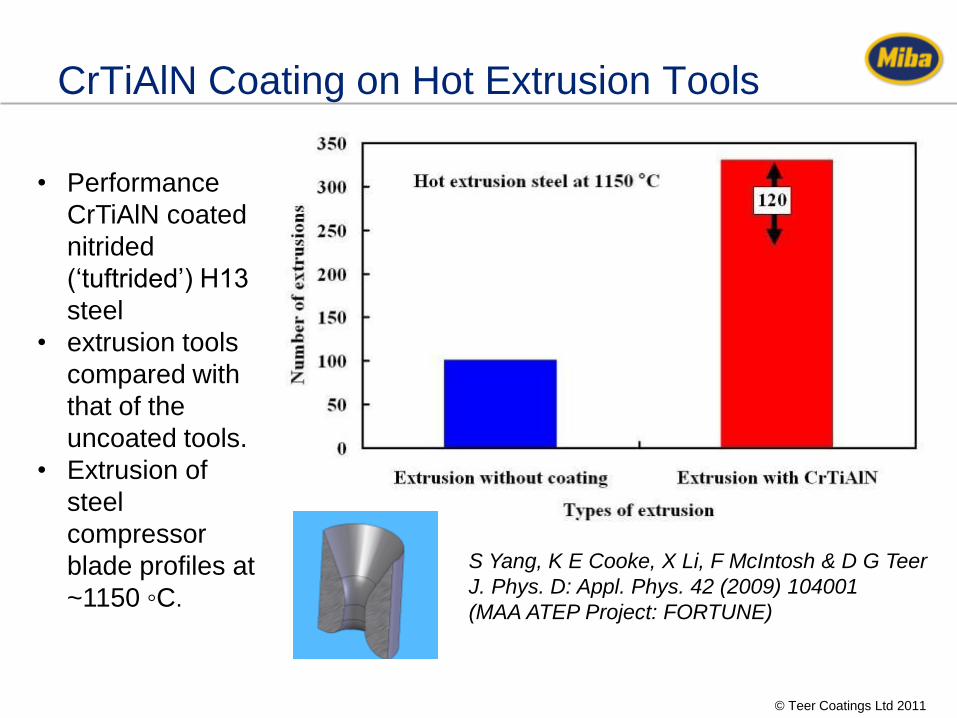
CrTiAlN Coating on Hot Extrusion Tools
S Yang, K E Cooke, X Li, F McIntosh & D G Teer
J. Phys. D: Appl. Phys. 42 (2009) 104001
(MAA ATEP Project: FORTUNE)
• Performance
CrTiAlN coated
nitrided
(„tuftrided‟) H13
steel
• extrusion tools
compared with
that of the
uncoated tools.
• Extrusion of
steel
compressor
blade profiles at
~1150 ◦C.
© Teer Coatings Ltd 2011
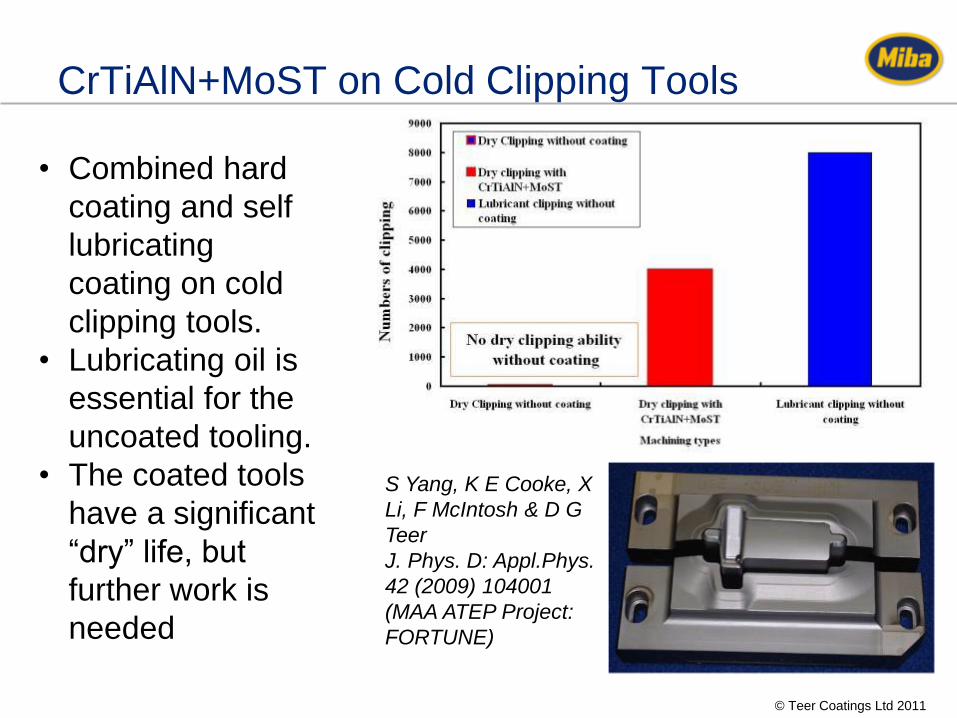
CrTiAlN+MoST on Cold Clipping Tools
S Yang, K E Cooke, X
Li, F McIntosh & D G
Teer
J. Phys. D: Appl.Phys.
42 (2009) 104001
(MAA ATEP Project:
FORTUNE)
• Combined hard
coating and self
lubricating
coating on cold
clipping tools.
• Lubricating oil is
essential for the
uncoated tooling.
• The coated tools
have a significant
“dry” life, but
further work is
needed
© Teer Coatings Ltd 2011
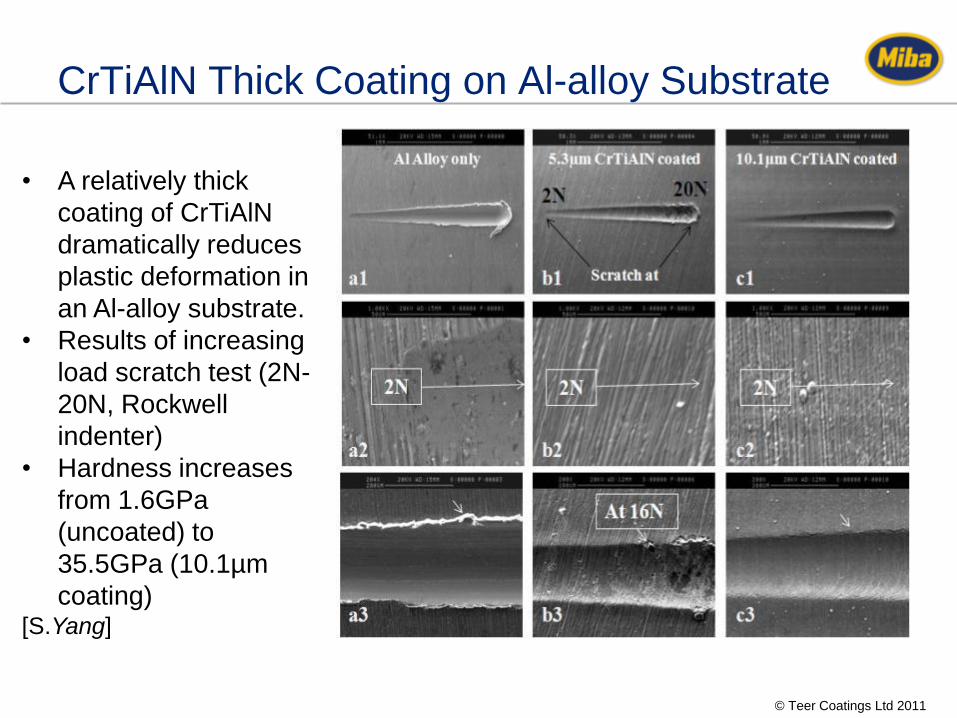
CrTiAlN Thick Coating on Al-alloy Substrate
• A relatively thick
coating of CrTiAlN
dramatically reduces
plastic deformation in
an Al-alloy substrate.
• Results of increasing
load scratch test (2N-
20N, Rockwell
indenter)
• Hardness increases
from 1.6GPa
(uncoated) to
35.5GPa (10.1µm
coating) [S.Yang]
© Teer Coatings Ltd 2011
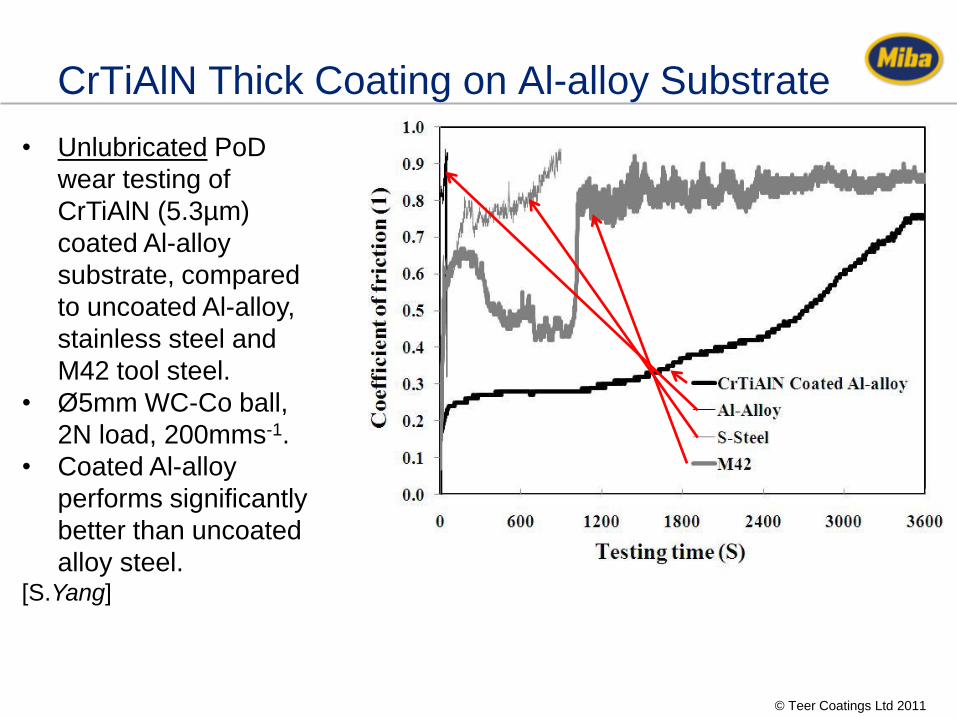
CrTiAlN Thick Coating on Al-alloy Substrate
• Unlubricated PoD
wear testing of
CrTiAlN (5.3µm)
coated Al-alloy
substrate, compared
to uncoated Al-alloy,
stainless steel and
M42 tool steel.
• Ø5mm WC-Co ball,
2N load, 200mms-1.
• Coated Al-alloy
performs significantly
better than uncoated
alloy steel. [S.Yang]
© Teer Coatings Ltd 2011
PVD Coating of Aluminium Alloys
• Magnetron sputtering does not need high process
temperatures:
o Thermally sensitive materials, polymers, bearing steels, high
strength Al-alloys, etc. can be coated.
o Process temperatures can be maintained <200C, and even
<150 C, if required.
o Others have coated e.g. Al 7075-T6 with TiN, at 450C, and used
post-coating heat treatment to restore mechanical properties.
• R H Oskouei, R N Ibrahim, Surface & Coatings Technology 205
(2011) 3967–3973
• Coatings can improve the wear resistance, but :
o For thin coatings, if the loads are too high, wear will increase.
• M H Staia et al, Surface Engineering 20 (2004) 128-134
© Teer Coatings Ltd 2011
Miba Coating Group is a leader in industrial PVD technology. o Highly automated, semi-continuous processing is possible.
Teer Coatings Limited provides a wide range of coatings,
including self-lubricating, wear and abrasion resistant films.
o Various substrate geometries accommodated – including powders.
Nano-scale multilayers can be integrated into state of the art,
muti-component nitrides o Wear resistance, high toughness, thermal endurance, etc.
Coatings can reduce friction, parasitic losses, etc.
Coatings can increase the durability and performance of
lightweight alloys.
Coatings can improve the performance of cutting and forming
tools.
These are only examples – Miba Coating Group is your ideal
partner for PVD-based coating technology.
Conclusions: PVD Coatings for Aerospace

© Teer Coatings Ltd 2011
Tel: +44 (0)1905 827 550
Fax: +44 (0)1905 827 551
www.teercoatings.co.uk
Miba Coating Group, Teer Coatings Ltd.
West Stone House
Berry Hill Industrial Estate
Droitwich Spa
Worcestershire
WR9 9AS
UK
Questions.....?
Acknowledgements:
Technology Strategy Board Project: ELMACT;
MAA ATEP-1 Project: FORTUNE;



![Waterborne Epoxy Based Coating Materials · friendly coatings like powder coatings, solventless coatings, UV curable coatings and waterborne coatings [6]. The first step in this process](https://img.pdfslide.net/doc/110x75/600912c2a8aea319421a2c7d/waterborne-epoxy-based-coating-materials-friendly-coatings-like-powder-coatings.jpg)

























