Embed Size (px)
Citation preview

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA QUÍMICA E INDUSTRIAS EXTRACTIVAS.
Estudio de la compatibilidad de colorantes derivados del ácido carmínico en resina poliéster cristal y poliuretano.
TESIS
QUE PARA OBTENER EL TÍTULO DE:
INGENIERO QUÍMICO INDUSTRIAL.
P R E S E N T A
Galicia León María Eugenia
Director de Tesis: M. en C. J. Trinidad Ávila Salazar
MÉXICO, D. F. Septiembre 2014


Agradecimientos
A Dios:
Por darme confianza, fe, una maravillosa
familia y una gran oportunidad para hacer
de mí, una persona de bien.
A mis padres:
A mi mamá por todo su amor, su apoyo y por ser mi
motivación para seguir adelante; a mi papá por
todos sus sacrificios hechos, por ser mi guía y por
su amor infinito. Les agradezco por mi hermosa
familia ya que hoy y siempre serán el motor de mi
vida.
A la ESIQIE:
Por todas las experiencias vividas, mis amigos, mis maestros y las personas que
conocí, por abrirme sus puertas y por dejarme concluir uno de los retos más
importantes y gratificantes de mi vida. Por la gran satisfacción de llevar el
escudo de mi escuela en mi corazón.
ÍNDICE
Resumen...................................................................................................................1
Introducción……………………………………………………………………………..…2
CAPÍTULO I. GENERALIDADES DE LOS COLORANTES.
I.1 Colorantes a lo largo de la historia…………………………………………………..4
I.1.1 La grana cochinilla………………………………………………………......4
I.2 Compuestos antraquinónicos………………………………………………………...7
I.2.1 El Ácido carmínico…………………………………………………………..7
I.2.1.1 Solubilidad del carmín………………………………………….…9
I.2.1.2 Extracción del ácido Carmínico……………………………….....9
I.2.1.2.1 Métodos de extracción alcohólica……………………12
I.2.1.2.2 Métodos de extracción en Cristales………………….13
I.2.1.2.3 Métodos de extracción en Carmín…………………...14
I.2.2 Mordientes…………………………………………………………………..15
I.2.2.1 Laqueado del ácido Carmínico……..…………………………..15
I.2.3 Aplicaciones del ácido Carmínico………………………………………..16
CAPÍTULO II. QUÍMICA DEL COLOR EN POLÍMEROS.
II.1 Grupos Cromóforos y Auxocrómos………………..………………………………17
II.2 Colorantes y Pigmentos………………………………………………….……...….18
II.2.1Técnicas de caracterización de Colorantes y Pigmentos……………...19
II.2.1.1 Caracterización de compuestos antraquinónicos………..…..23
II.2.2 Familias de colorantes utilizados en la coloración de plásticos......….27
II.3 Resinas Poliméricas Empleadas…………………………………………………..28
II.3.1 Resina poliéster……………………………...……………………………28
II.3.1.1 Resina poliéster cristal…………………………...………….….30
II.3.2 Poliuretano……………………...………………………………………….30

CAPITULO III. CARACTERÍSTICAS FISICOQUÍMICAS PARA LA TINCIÓN DE
POLÍMEROS.
III.1 Polímeros……………………………………………………………………………34
III.1.1 Clasificación de los polímeros………………………………………….34
III.1.2 Estructura Química…………………………………………….………...35
III.1.3 Peso molecular y su distribución………………………………...……..35
III.2 Selección de colorantes para plásticos……………………………………...…...35
III.2.1 Problemas de coloración……………………………………….………..36
III.2.1.1 Tendencias a la flotación, sedimentación y floculación....…36
III.2.1.2 Migración………………………………………………………..36
III.2.1.3 Sangrado………………………………………………………..36
III.3 Solubilidad…………………………………………………………………………..37
III.3.1 Solubilidad de los polímeros………………………...………….………40
CAPITULO IV. DESARROLLO EXPERIMENTAL.
IV.2 Diagrama general de experimentación…………...……………………….……..42
IV.2.1 Síntesis de laca a partir de ácido carmínico…………………………..43
IV.2.1.1 Reactivos……………………………………………….……….43
IV.2.1.2 Propiedades fisicoquímicas de la sales para el lacaje……..44
IV.2.1.3 Propiedades de los solventes utilizados…………………......45
IV.2.1.4 Material de laboratorio……………………………………....…46
IV.2.1.5 Desarrollo experimental……………………………………….47
IV.2.1.5.1Método de Forgios……………………………….…...48
IV.2.1.5.2Cálculos estequiométricos…………………………...49
IV.2.2 Pruebas de disolución de la laca………………...………………….….52
IV.2.3 Aplicación del pigmento líquido a las resinas………………………....55
IV.2.3.1 Resina poliéster cristal…………………………………………55
IV.2.3.2 Poliuretano…………………………………..………………….57
CAPITULO V. ANALISIS DE RESULTADOS.
Análisis de resultados y conclusiones Referencias bibliográficas Anexos
1
RESUMEN
En el presente trabajo se analizó el comportamiento de adherencia del ácido carmínico
lacado, las propiedades físicas y químicas durante la tinción de la resina poliéster cristal
y de la espuma de poliuretano rígida; así como de sus características del producto final.
En el capítulo I “Generalidades” se presentan, antecedentes históricos de la grana
cochinilla, su naturaleza, composición y taxonomía. Se define la estructura química y
propiedades de su base antraquinonica, características generales del ácido carmínico
así como propiedades fisicoquímicas. Además de la extracción del ácido carmínico a
partir de la grana cochinilla, características de los métodos y parámetros esenciales
durante el proceso de extracción.
Posteriormente en el capítulo II “Química del color en polímeros” se describen los
grupos funcionales cromóforos y auxocrómos que son los responsables de brindar
color, las técnicas de caracterización e identificación de estos grupos como la
espectroscopia infrarroja y ultravioleta; haciendo especial enfoque en los compuestos
de tipo antraquinónicos. Resume las características de las resinas a utilizar durante la
experimentación.
En el capítulo III “Características fisicoquímicas para la tinción de polímeros” Se
explican las propiedades fisicoquímicas de los polímeros y como llevar a cabo la
selección de colorantes en base a sus características. Además de los diferentes
problemas que se presentan durante la coloración y la importancia de la solubilidad en
la selección de pigmentos.
En el capítulo IV “Desarrollo experimental” se expone el procedimiento de la síntesis de
lacas y propiedades de los reactivos utilizados. Dentro del mismo capítulo se explica los
métodos comúnmente utilizados en la síntesis así como los cálculos estequiométricos
basados en las reacciones de lacaje. Se describe el proceso llevado a cabo para la
evaluación del comportamiento de las lacas en 3 diferentes solventes así como la
incorporación del pigmento en las resinas liquidas (Resina poliéster cristal y espuma
rígida de poliuretano).
Por último se presentan el análisis de resultados basados en el análisis de las
características de los productos finales después de la tinción para la resinas poliéster
cristal y la espuma rígida de poliuretano, las observaciones correspondientes durante el
desarrollo del trabajo y las recomendaciones generales para mejorar la adhesión del
pigmento en resinas plásticas.
Así como una conclusión general de las características de los pigmentos sintetizados, y
de la aplicación del producto no solo en la resina poliéster cristal y poliuretano; sino de
otros tipos de resinas plásticas comunes.

2
INTRODUCCION
La evolución de diversos materiales en el transcurso del tiempo ha conducido a una
creciente variedad de polímeros cada vez más versátiles y de mejor calidad;
involucrando procesos tales como la síntesis, formulación y transformación de plásticos
en donde diversas áreas de la ingeniería química se ven implicadas desde la selección
de materia prima hasta el desarrollo de maquinaria y equipo de transformación.
La industria de la transformación de plásticos emplea diversos tipos de aditivos para
mejorar o añadir propiedades a los plásticos moldeados; entre estos se encuentran los
colorantes. Con el paso del tiempo las exigencias del mercado han sido mayores y
sería de gran utilidad procesar plásticos con colorantes de origen natural que garanticen
mejores condiciones de salubridad para almacenar alimentos, medicinas y cosméticos;
además de la fomentación en el área de la química verde y la conservación del medio
ambiente.
Los aditivos son sustancias químicas que modifican las características de los plásticos;
entre los cuales destacan los colorantes y pigmentos.
Hoy en día tanto proceso como producto químico deben ser “amigables” con el medio
ambiente, las condiciones de operación lo más cercanas a las condiciones ambientales
y que los productos químicos (en este caso plásticos) posean tiempos de degradación a
la intemperie reducidos.
Se han realizado estudios sobre el poder colorante del ácido carmínico, enfocados para
aplicaciones en el área de alimentos, medicina y cosméticos, ya que el pigmento logra
satisfacer los requerimientos de salubridad y las condiciones de pigmentación en estos
rubros. La finalidad de esta tesis es darle un nuevo enfoque a la aplicación de este
pigmento natural.
La lista de colorantes empleados ha disminuido a lo largo de la historia debido a que
presentan una estructura química considerada peligrosa para el hombre y no cumplen
estándares específicos para su utilización.
Concretamente los pigmentos rojizos obtenidos de óxidos de hierro, perilenos y
colorantes azoicos son los más tóxicos en el mercado de los polímeros.

3
Por esta razón, el objetivo de este estudio es la formulación de un colorante de origen
natural a partir de la “grana cochinilla” (antroquinona), que debido a sus características
químicas produce un color rojizo potente con diversas tonalidades; aplicándolo en
materiales poliméricos compatibles sin modificar las propiedades de estos. Los
colorantes obtenidos a partir del ácido carmínico han remplazado a colorantes
orgánicos e inorgánicos sintéticos, en aplicaciones donde el producto se encuentra en
contacto directo con el hombre debido a sus características químicas no toxicas.
El estudio detallado de este tema podría conllevar a aplicaciones en áreas innovadoras
tales como el embalaje en la industria alimentaria, cosmética y en medicina; e influiría
en el proceso de pigmentación de diferentes sectores del plástico, contribuyendo al
cuidado del ambiente y promoviendo el mercado de la grana cochinilla en nuestro país.

4
CAPITULO I. GENERALIDADES DE LOS COLORANTES.
I.1 Colorantes a lo largo de la historia
Desde la antigüedad el hombre se ha preocupado por las cuestiones físicas de los
materiales, una de las cuales es la apariencia, una prueba clara de este hecho es el
uso de colorantes.
En México durante la época prehispánica, los mayas y los incas desarrollaron
colorantes para pintar materiales como plumas y telas; brindándoles un aspecto
colorido y llamativo. A la llegada de los españoles, estos se asombraron por los
llamativos colores que la “grana cochinilla” les confería a los materiales, y fue así como
durante la colonia esta se consideró como uno de los materiales más valiosos después
de la plata y el oro [30].
Con el desarrollo de la química orgánica aparecieron nuevos colorantes sintéticos y
desde 1856 los colorantes naturales empezaron a ser sustituidos. La causa principal fue
la gama de colores con buena estabilidad y costo razonable que se podian obtener a
partir de los colorantes sinteticos. No obstante, las exigencias del mercado han ido
cambiando a lo largo del tiempo, es así como desde los años sesenta ha sido
cuestionada la utilización de ciertos colorantes sintéticos en las industrias, sobre todo
de aquellos que tienen contacto directo con el ser humano. Actualmente, el objetivo
principal no solo es la reducción de costos, sino también la salud y el cuidado del
ambiente, esto ha conllevado a muchas industrias a revisar la formulación de sus
productos y sustituir (cuando es tecnológicamente factible) colorantes artificiales por
colorantes naturales.
El interés por volver a utilizar colorantes naturales como el ácido carmínico en la
actualidad es debido a sus buenas características toxicologicas y que no contamina el
ambiente; además de que es uno de los pocos colorantes aprobados por instituciones
mundiales de salud y su uso como pigmento esta autorizado.
I.1.1 La grana cochinilla.
La cochinilla (Dactylopius Dactylopius coccus Costa) es un insecto que vive como
huésped en el nopal Opuntia ficus-indica (L.) Mill, alimentándose del clorénquima[6]
(figura I.1). La importancia de este es la producción de ácido carmínico en su
metabolismo, el cual se extrae de diversas maneras para transformarlo en un polvo fino
color rojo púrpura intenso que se comercializa en extracto líquido para ser utilizado
como colorante orgánico en la industria alimentaria, farmacéutica, textil y de cosméticos [7].

5
El género Dactylopius pertenece a la clase insecta, familia Dactylopiidae del suborden
Homóptera, y comprende de nueve especies, de las cuales cinco están presentes en
Norteamérica y cuatro en Sudamérica. De las cuales Dactylopius coccus es la única
especie cultivada para la obtención de pigmentos, por lo que se denomina grana fina o
cultivada. El resto de especies constituyen un grupo denominado grana silvestre [28].
Tabla I.1: Clasificación taxonómica de la cochinilla según Costa.
Phyllum Arthropoda
Clase Insecta
Orden Heteróptera
Sub-orden Homóptera
Familia Dactylopiidae
Género Dactylopius
Especie Dactylopius coccus
El ciclo biológico de Dactylopius coccus ocurre entre 90 a 150 días según sean las
condiciones ambientales (figura 1.2). Este comprende: el estado de huevo, dos estados
ninfales y el estado adulto que muestra un dimorfismo sexual. Luego de eclosionar el
huevo, las ninfas se movilizan hasta ubicarse en un lugar de la planta donde puedan
alimentarse. En el lugar permanecen sésiles un tiempo y aparece una cubierta cerosa
de filamentos blanquecinos, hasta la muda que dará lugar a la etapa de ninfa II.
Entonces se da lugar al dimorfismo sexual, favoreciendo el desarrollo de una hembra o
de un macho. Luego la hembra muda por segunda vez hasta emerger como hembra
adulta; al madurar empieza su postura, denominándose a este estado hembra oviplena
(figura I.6). La hembra llega a poner 150 huevos durante 15 a 20 días y luego muere. El
macho, que se distingue por su aparato bucal atrofiado, construye un capullo en el cual
pasa de pupa hasta adulto alado, sin embargo su período de vida es breve (3-5 días) [9,
27].
Figura I.1 Nopal infestado por cochinilla
Dactylopius Dactylopius coccus Costa.

6
La hembra adulta mide unos 2 mm de longitud, es de color rojo y de forma ovalada,
está cubierta de un polvo blanquecino [27]. Pesa aproximadamente 6 mg. Las hembras
contienen ácido carmínico hasta en un 22 %. De 100 kg de insectos con impurezas, se
obtiene de 85 a 90 kg limpia y tamizada.
El insecto se desarrolla en regiones áridas y semiáridas, los factores climáticos que más
favorecen el desarrollo de ésta son: la temperatura que debe oscilar entre 20 y 32°C; la
humedad relativa entre 40 y 75%, con precipitaciones de 100 a 700 mm anuales; la
iluminación debe estar entre 40 y 60% [1].
Figura I.2 Ciclo biológico de la cochinilla [9].

7
I.2 Compuestos antraquinónicos.
Las antraquinonas son compuestos aromáticos polihidroxilados, que constituyen el
numeroso grupo de sustancias polifenólicas que conforman la base y la fuente de una
importante cantidad de colorantes. Poseen una funcionalidad p-quinoide en un núcleo
antracénico, cuyos carbonos se enumeran tal como se muestra en la figura I.3 [17].
O
O
1
2
3
4
6
5
7
8
9
10
Constituyen el grupo más numeroso de las quinonas naturales, se encuentran en forma
natural en algunas plantas (Rubiarbo, Espino Cerval y el género Aloe), hongos,
líquenes e insectos y son la base de una importante cantidad de colorantes. Son
quinonas tricíclicas derivadas del antraceno [23]; compuestos aromáticos polihidroxilados
metilados y cuando existen sustituyentes en la posición C-2 ó C-3, el estado de
oxidación del átomo de carbono puede variar y ser –CH3, -CH2OH, -CHO, -COOH o
formar grupos más complejo. Si poseen grupos OH en C-1 y C-2, las antraquinonas
tendrán propiedades colorantes; pero si los poseen en C-1 y C-8, tendrán propiedades
laxantes pertenecen a la categoría de carticos y se usan en terapias contra el
estreñimiento. [17].
Por ejemplo, la 9, 10-antroquinona es de color amarillo claro y cuando esta sustituida
por grupos auxocrómicos, en una o más de sus ocho posiciones disponibles, se
produce un incremento en la intensidad del color, el cual se desplaza al rojo intenso
fuerte hasta el negro. Cuanto mayor es el número de los grupos sustituyentes
donadores de electrones, más fuerte y profundo será el color [17].
I.2.1 El ácido carmínico.
El ácido carmínico C22H20O13 es una antraquinona polihidroxilada con resto carboxílico,
enlace glucosídico con una d-glucopiranosa, gran cantidad de grupos hidroxilos (figura
I.4); soluble en agua y en mezclas hidroalcohólicas, su solubilidad aumenta al
alcalinizar el medio [13]. Presenta una coloración roja la cual puede variar hasta purpura
en función del pH, cristaliza en prismas rojos, no tiene punto de fusión y se
descompone a 120°C [31].
Figura I.3 Enumeración de los carbonos en el
núcleo de las antraquinonas.

8
El grupo carboxílico y los cuatro grupos fenólicos, de las posiciones C-3, C-5, C-6 y C-8
desprotonables, contribuyen a los cambios de color y de pH.
En solución acuosa toma un color rojo oscuro cuya tonalidad varía en función del pH.
En medio ácido, hasta pH=4, es color naranja; en el intervalo de pH de 5 a 6 toma una
coloración roja y a partir de pH=6.2, toma una coloración púrpura [29].
Los estándares de calidad del ácido carmínico son regidos por la FDA (Food and Drug
Administration) de Estados Unidos: el porcentaje de ácido carmínico debe encontrarse
entre 20 y 22%, pH entre 8.5 – 7.0 (a 25°C y concentración 1:1), el porcentaje de
proteína presente debe ser menor a 2.2% y la presencia de arsénico y de plomo debe
ser nula [15, 23].
El ácido carmínico tiene distintos nombres según las denominaciones:
Tabla I.2: Nombres del ácido carmínico [7, 23].
Denominaciones Nombre Nombre común Ácido Carmínico
Sistemático Ácido 7-α-D-glucopiranosil-9, 10-dihidro-3, 5, 6, 8-tetrahidroxi-1-metil-9, 10-dioxi-2-antraceno carboxílico
CEE Número/Denominación E-120- Rojo Cochinilla
CI Número/ Denominación 75470- Rojo Natural No. 4
Figura I.4 Ácido carmínico en polvo.
Figura I.5 Estructura del ácido carmínico.

9
I.2.1.1 Solubilidad del carmín.
Las propiedades de solubilidad del carmín se deben a la unidad antraquinona (1 ácido,
4 fenoles y 2 cetonas), y la presencia de la glucosa como sustituyente, con sus grupos
hidroxilo. Todos estos grupos son capaces de formar puentes de hidrógeno con el agua
o con otros solventes orgánicos polares [31].
Es soluble en las siguientes condiciones:
Ligeramente soluble en agua fría
Soluble en ácidos minerales, en álcalis
Insoluble en éter, aceites, grasas, alcohol y disolventes orgánicos.
La estereoquímica α del enlace C-glucosídico se considera específica del ácido
carmínico. La existencia de un enlace σ entre el núcleo de antraquinona y el carbono
anómero de la glucosa en su orientación α. le confiere una resistencia particular contra
las hidrólisis ácidas, mientras que sus funciones fenólicas le permiten formar complejos
con una gran variedad de cationes metálicos. Esta estabilidad del complejo desplaza su
máximo de absorción en el espectro visible, hacia longitudes de onda más elevadas,
incrementando su intensidad de color [7].
El ácido carmínico disuelto en agua sufre degradación fotoquímica como resultado de la
absorción de la luz, en modelos experimentales se encontró que la oxidación
degradativa del ácido carmínico es fuertemente dependiente del valor de pH, de la
presión parcial del oxígeno y de la exposición a la luz. La decoloración se incrementa a
medida que el valor de pH aumenta debido a la fotolabilidad de las formas
desprotonadas [7].
I.2.1.2 Extracción del ácido carmínico.
De la cochinilla se pueden obtener una diversidad de productos, según sean los
procesos a la que sea sometida. La utilización más simple son los cuerpos disecados
de los insectos de los cuales se obtiene un líquido rojizo empleado en la tinción de
textiles. También se pueden encontrar extracto alcohólico, el ácido carmínico y las
alúminas. Los dos primeros utilizados en alimentos y la industria farmacéutica, tanto por
su inocuidad como por su estabilidad ante variaciones fuertes de pH [26].
Los insectos hembras se cosechan maduras, debido que en esta etapa poseen mayor
cantidad de pigmento (19 a 22 % de ácido carmínico). La cosecha, se puede efectuar
tres o cuatro veces al año, es manual y se realiza con cuidado para no romper el
insecto y no derramar el pigmento; se realiza con pinceles, brochas finas o cucharas

10
para separarlo cuidadosamente el insecto desde la penca del nopal y colocarlo en
recipientes no muy profundos de modo que no se compriman [17].
Después de la cosecha y selección, los insectos se secan, mediante métodos naturales
(secado solar de 4-5 horas por 6 días o a la sombra durante 20 a 30 días) o artificiales
(sistemas de aire caliente, 50-70ºC, durante 3-4 h); hasta obtener un contenido de
humedad del 7 al 10%. Este último método, permite un secado más uniforme,
disminuye la contaminación e incrementa la calidad de la materia prima [26,31]:
Después del secado, la cochinilla se limpia para eliminar impurezas como espinas,
arena u otros elementos silíceos, esta operación se puede realizar en forma semi-
manual utilizando corriente de aire y cribas.
A continuación se clasifica en rangos de calidad, para lo cual se utilizan tamices con
distintas aberturas de malla; se considera una cochinilla de primera la que es retenida
en mallas con orificios de 2 mm. La calidad del insecto está referida principalmente a los
contenidos de ácido carmínico, humedad y metales pesados. Respecto al contenido de
ácido carmínico se considera bueno, un valor superior al 22 % [31].
Una vez seca y clasificada, el insecto se envasa en sacos de yute o plástico
impermeable o en tambores hechos de cartón prensado con aros metálicos que
permiten que la cochinilla no se dañe. Se almacena a temperaturas inferiores a 20ºC y
humedad relativa menor de 50 % y se envía a la planta procesadora.
En la planta procesadora, se somete a procesos de extracción que suelen estar
protegidos por patentes industriales; en el diagrama I.1 se muestra el proceso general
de la obtención del extracto de cochinilla [26]:
Figura I.6 Hembra adulta de la cochinilla.

11
Así mismo se elimina la capa cerosa que la cubre, ya que es uno de los factores que
determinan la brillantez del producto final. Para ello, la grana se deposita en un
recipiente de acero inoxidable y se vierte acetona o hexano, que actúa como solvente
que disuelve completamente la cera y se filtra a través de una malla.
Una vez limpio y seco el insecto se somete a una molienda a fin de permitir con mayor
facilidad la extracción del colorante. Esta molienda debe proporcionar un producto
totalmente pulverizado, por lo que puede ser necesario el uso de dos molinos en serie [26].
La preparación del extracto es un proceso solido- líquido en el que las principales
variables que afectan el proceso son [1]:
a) Solvente: El más utilizado es el agua, aunque puede realizarse con mezclas agua-
alcohol que favorecen el rendimiento de extracción.
b) Tiempo de extracción: Tiene importancia solo en procesos a gran escala influyendo
en el tiempo y costos de operación.
c) Número de extracciones: Es el parámetro más incidente en el rendimiento global de
la extracción del colorante. El número de extracciones óptimas es de 2 a 3 etapas.
d) Tamaño de partícula: Cuanto mayor sea el tamaño de partícula menor será el
rendimiento, ya que la superficie total de contacto con el solvente es menor; cuando
menor es el tamaño de partícula, la extracción es mayor debido al área de contacto
pero puede ocasionar problemas durante las operaciones de filtración.
e) Temperatura de extracción: conforme aumenta la temperatura la extracción es
mayor; la temperatura óptima de extracción son 70ºC siempre buscando el equilibrio
entre el número de extracciones, el gasto energético y el tiempo de operación.
Cochinilla seca Eliminación de
ceras Molienda Extracción
Filtración Concentración
por evaporación Extracto de cochinilla
Diagrama I.1 Proceso general de la obtención de extracto de cochinilla [12]:

12
Existen diferentes métodos para la extracción del colorante del ácido carmínico que no
solo dependen de las características de la materia prima sino de la forma de obtención
deseada del producto final que puede ser en cristales, como solución o en laca [1].
Métodos más comunes para la obtención del colorante [1,7]:
Ensayos experimentales determinaron que el método de “Extracción alcohólica con
carbonato de sodio” ofrece un mejor rendimiento en comparación con los demás.
1.2.1.2.1 Métodos de extracción alcohólica.
Extracción del colorante con carbonato de sodio. Reactivos:
Solución de carbonato de sodio (125 ml de agua desmineralizada, 0.125 g de Na2 CO3).
125 ml de alcohol etílico.
5 g de cochinilla.
Procedimiento: Añadir la cochinilla a la solución de carbonato de sodio, ebullir durante 20 minutos, dejar reposar, decantar el líquido y filtrar. Agregar a la solución el alcohol etílico, dejar reposar una semana. Decantar el líquido y filtrar.
Extracción del colorante con carbonato de potasio. Reactivos:
Solución de carbonato de potasio (16 ml de agua desmineralizada, 0.17 g de K2CO3).
3 g de cochinilla molida.
10 ml de alcohol etílico.
Tabla I.3: Métodos comunes de extracción del ácido carmínico[1].
FASE TRATAMIENTO
Extracción alcohólica Extracción alcohólica con carbonato de sodio.
Extracción alcohólica con carbonato de potasio.
Extracción en cristales Método japonés.
Método alemán.
Extracción de ácido carmínico en carmín (laca concentrada)
Método inglés.
Método de Carré.

13
31 g de Jarabe (14 g de azúcar y 17 g de agua). Procedimiento: Añadir el alcohol y la cochinilla a la solución de carbonato de potasio Calentar a ebullición por 7 minutos, reposar, decantar el líquido y filtrar. A este extracto agregar el jarabe y mezclar. I.2.1.2.2 Métodos de extracción en cristales. Se basan en la concentración y cristalización del ácido carmínico a partir de un complejo metálico precipitado en una extracción acuosa. A continuación se describen los dos métodos principales.
Método Japonés. Equipo y reactivos:
95 ml de agua desmineralizada.
0.1 g de ácido tartárico.
0.2 g de gelatina.
3 g de cochinilla molida.
Tamiz de malla No. 20. Procedimiento: En una autoclave calentar el agua desmineralizada, el ácido tartárico, la gelatina, y la grana cochinilla (tamizada con malla del no. 20 y a 8% de humedad); a 150°C y 16 lb de presión durante 10 minutos. Reposar, filtrar y destilar la solución obtenida hasta obtener un extracto concentrado con un alto porcentaje de ácido carmínico.
Método Alemán. Equipo y reactivos:
95 ml de agua desmineralizada.
3 g de cochinilla molida.
Solución de laqueado (345 ml de agua, 1 g de sulfato doble de aluminio y potasio).
Procedimiento: Añadir la cochinilla al agua desmineralizada, ebullir por 8 minutos, dejar reposar, realizar la decantación del líquido y filtrar en caliente. Adicionar la solución de laqueado, calentar a ebullición durante 8 minutos y dejar reposar por 24 horas para la sedimentación de la laca, decantar del líquido y filtrar la laca sedimentada. Se obtiene una laca color violeta.
14
I.2.1.2.3 Métodos de extracción en carmín. (Laca concentrada).
Método de Carré. Equipo y reactivos:
95 ml de agua desmineralizada.
1.5 g de carbonato de sodio.
1.75 g de ácido cítrico.
3 g de cochinilla molida.
Solución de laqueado (343.75 ml de agua desmineralizada y 2 g de sulfato
doble de aluminio y potasio). Procedimiento: Poner a ebullición el agua desmineralizada, el carbonato de sodio, el ácido cítrico y la cochinilla molida durante 8 minutos; dejar reposar, realizar la decantación del líquido y filtrar en caliente, agregar la solución de laqueado y ebullir por 8 minutos, reposar la sedimentación de la laca, decantar el líquido y filtrar. Se obtiene una laca color rojo intenso.
Método Inglés. Reactivos:
95 ml de agua desmineralizada.
0.25 g de carbonato de sodio.
3 g de cochinilla molida.
Solución de laqueado (343.75 ml de agua y 0.62 g de sulfato doble de Aluminio y Potasio).
Gelatina.
Procedimiento:
Ebullir el agua desmineralizada, el carbonato de sodio y la cochinilla molida por 8
minutos, reposar, decantar del líquido y filtrar. Agregar la solución de laqueado, ebullir
por 8 minutos más y agregar la gelatina, dejar reposar por 24 horas para la
sedimentación de la laca, decantar el líquido y filtrar. Se obtiene una laca color violeta.

15
I.2.2 Mordientes.
Un mordiente o complejante es una sustancia de origen natural o sintético que contiene
un ion metálico que al reaccionar con el ácido carmínico forma un complejo coloreado
brillante y cumple las siguientes funciones [2,30]:
Ayuda a que los tintes se fijen en la fibra
Afecta el color que producen los tintes(intensificándolo o reduciéndolo)
Mantiene los colores estables en presencia de la luz.
I.2.2.1 Laqueado del ácido carmínico.
La ventaja principal del ácido carmínico está en su capacidad de reaccionar con iones
metálicos para formar lacas que van desde el rojo carmín hasta un púrpura azulado.
Las lacas del ácido carmínico son sólidos amorfos, insolubles en agua, ácidos diluidos
y solventes orgánicos [1,31].
Descripción de las propiedades de estabilidad y coloración de elementos metálicos en
la grana cochinilla [1]:
Tabla I.4: Propiedades de iones metálicos al reaccionar con el ácido carmínico.[29]
METAL COLORACIÓN DE LACA
ESTABILIDAD
ÁCIDO BÁSICO
Al Carmesí Estable Inestable
Cu Purpura Estable Inestable
Pb Rojo Parduzco Estable Inestable
Th Azul Estable Inestable
Al-Sn Escarlata n.d. n.d.
Ba Violeta opaco n.d. n.d.
Cr Purpura n.d. n.d.
Fe Purpura n.d. n.d.
Mg Rosa n.d. n.d.
Hg Escarlata n.d. n.d.
N Escarlata n.d. n.d.
U Verde n.d. n.d.
Zn Carmesí n.d. n.d.
n.d.: no disponible
La laca más común es el “carmín” o laca de ácido carmínico aluminio-calcio que es
preparada bajo condiciones acuosas reaccionando iones de aluminio y calcio.

16
A continuación se describe el método de preparación general de una laca aluminio-
calcio [2,17]:
1.- Preparar una solución acuosa (agua desmineralizada) y ácido carmínico y ajustar el pH de la solución entre un valor de 4 y 6.
2.- Añadir las sales para el lacaje (El Aluminio antes del Calcio). Sales recomendadas:
Aluminio: AlK(SO4)2*12 H2O o Al2(SO4)3.
Calcio: (CH3COO)2 Ca*H2O, CaCO3 o CaCl2.
3.- Llevar a cabo el lacaje bajo las siguientes condiciones:
Tiempo de reacción: de 30 minutos a 60 minutos.
Temperatura: de 80ºC a 100ºC.
4.- Se puede incluir una fase de filtración y/o una fase de secado de la laca.
I.2.3 Aplicaciones del ácido carmínico.
Debido a sus características no existe reglamento que imponga limitaciones a la
cantidad de carmín permitido en aplicaciones alimentarias, médicas o cosméticas; sin
embargo su uso es económicamente auto-limitante [21].
Puede ser utilizado como laca en polvo, solución o una composición de color donde se
incluye un portador o aditivo adecuado aceptable desde el punto de vista de la higiene
de los alimentos o farmacéuticamente; además es utilizado ampliamente en la industria
textil y cosmética [21].
Figura I.8 Estructura química de la laca Aluminio – Calcio [15].

17
CAPITULO II. QUÍMICA DEL COLOR EN POLIMEROS.
La visión a color es tal vez uno de los mayores dones con que la naturaleza ha dotado
al ser humano. El color se puede describir como el resultado de la modificación física
de la luz por los colorantes tal como lo observa el ojo humano, es decir, es el efecto
resultante de la interacción de la luz y la materia en el ojo de un espectador que
posteriormente interpretará como una imagen [30].
II.1 Grupos Cromóforos y Auxocromos.
En 1876 Witt concluyó que ciertos grupos o arreglos de átomos son responsables del
color en un compuesto ya que absorben energía en la región visible del espectro, a los
cuales llamó cromóforos (del griego chroma: color, phoros: portador) [17].
Existen dos tipos; el primer tipo son los llamados cromóforos “fuertes” donde basta la
presencia de uno de ellos en la molécula para que esta sea colora, mientras que con el
segundo tipo llamados “débiles” producen color solamente cuando se encuentran
varios de ellos en esta [16].
II.1 Grupos funcionales cromóforos fuertes.
Nombre Estructura química
Quinoide
Azo
Nitroso
La transformación de un bencenoide a algún tipo de estructura quinónica es
acompañado de una súbita aparición de color por lo que diferentes grupos típicos de
pigmentos pueden formase en base a este tipo de estructura.
Tabla II.2 Grupos funcionales cromóforos débiles
Nombre Estructura química
Doble enlace Carbono- Carbono
Compuestos Nitro
Aldehídos, cetonas, ésteres
18
Los grupos cromóforos son todos aquellos compuestos que tienen electrones
resonando a determinada frecuencia y por eso absorben luz y al unirse refuerzan la
absorción de radiación.
Entre los trabajos de Witt se encuentra también; el reconocimiento de ciertos grupos
que por sí solos no producen color en la molécula, pero, cuando se encuentran en
combinación con un cromóforo cambian el color o la tonalidad del mismo. Estos grupos
son llamados Auxocrómos (del griego auxo: aumentar) [17, 20].
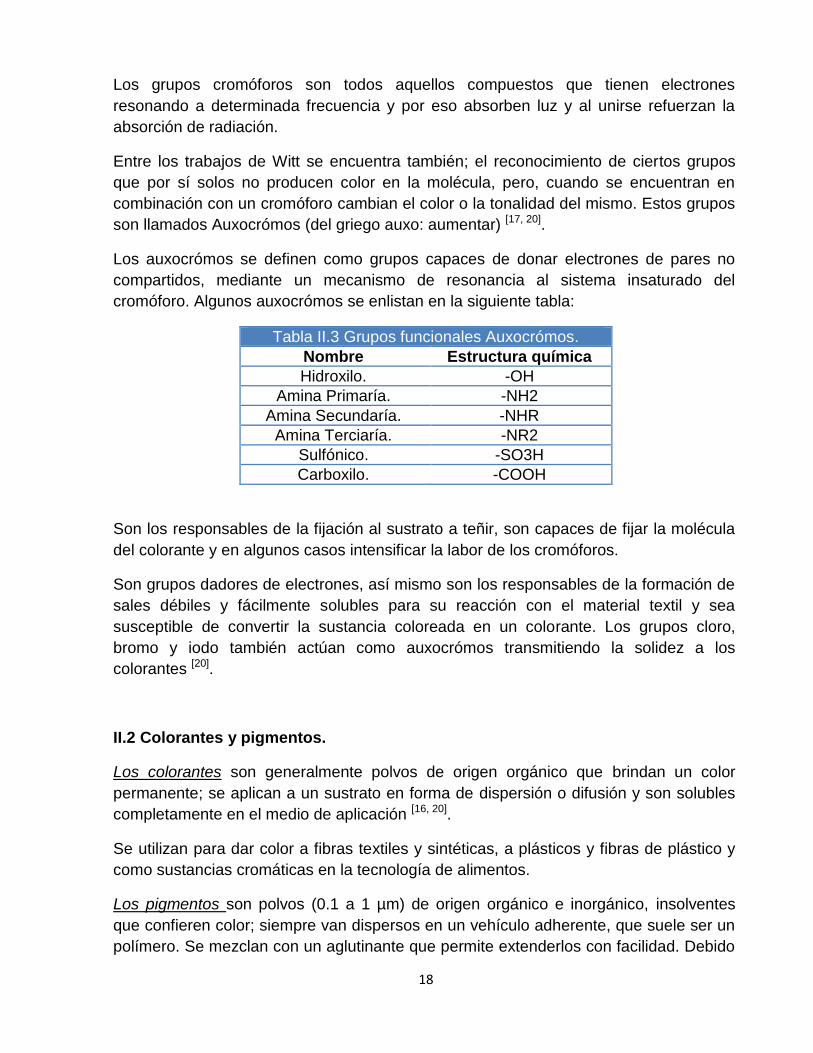
Los auxocrómos se definen como grupos capaces de donar electrones de pares no
compartidos, mediante un mecanismo de resonancia al sistema insaturado del
cromóforo. Algunos auxocrómos se enlistan en la siguiente tabla:
Tabla II.3 Grupos funcionales Auxocrómos.
Nombre Estructura química
Hidroxilo. -OH
Amina Primaría. -NH2
Amina Secundaría. -NHR
Amina Terciaría. -NR2
Sulfónico. -SO3H
Carboxilo. -COOH
Son los responsables de la fijación al sustrato a teñir, son capaces de fijar la molécula
del colorante y en algunos casos intensificar la labor de los cromóforos.
Son grupos dadores de electrones, así mismo son los responsables de la formación de
sales débiles y fácilmente solubles para su reacción con el material textil y sea
susceptible de convertir la sustancia coloreada en un colorante. Los grupos cloro,
bromo y iodo también actúan como auxocrómos transmitiendo la solidez a los
colorantes [20].
II.2 Colorantes y pigmentos.
Los colorantes son generalmente polvos de origen orgánico que brindan un color
permanente; se aplican a un sustrato en forma de dispersión o difusión y son solubles
completamente en el medio de aplicación [16, 20].
Se utilizan para dar color a fibras textiles y sintéticas, a plásticos y fibras de plástico y
como sustancias cromáticas en la tecnología de alimentos.
Los pigmentos son polvos (0.1 a 1 µm) de origen orgánico e inorgánico, insolventes
que confieren color; siempre van dispersos en un vehículo adherente, que suele ser un
polímero. Se mezclan con un aglutinante que permite extenderlos con facilidad. Debido

19
a sus propiedades ópticas estos se utilizan como sustancias cromáticas como en
pinturas, tintas de impresión, plásticos (mediante medios mecánicos), etc.
Generalmente son inorgánicos (TiO2, ZnO) [16, 20].
II.2.1 Técnicas de caracterización de colorantes y pigmentos.
Desde hace muchos años el color se ha usado como ayuda para reconocer sustancias
químicas; al reemplazar el ojo humano por otros detectores de radiación se puede
estudiar la absorción de sustancias, no solamente en la zona del espectro visible, sino
también en ultravioleta e infrarrojo [6].
La espectrofotometría es una de las técnicas experimentales más utilizadas para la
detección específica de moléculas y se basa en la medición de la cantidad de energía
radiante que absorbe un sistema químico en función de la longitud de onda de la
radiación; se caracteriza por su precisión, sensibilidad y su aplicabilidad a moléculas
de distinta naturaleza y estado de agregación [8].
La teoría ondulatoria de la luz propone la idea de que un haz de luz es un flujo de
cuantos de energía llamados fotones; cada uno de los cuales posee una cantidad
definida de energía.
Espectroscopia UV-VIS.
Las técnicas espectroscópicas se basan en la interacción de la radiación
electromagnética con la materia. A través de esta interacción las moléculas pueden
pasar de un estado energético, m, a otro estado energético distinto, l, absorbiendo
entre los dos niveles: El- Em; para conseguir esto, las moléculas absorben una
radiación tal que:
Figura II.1 Transición electrónica entre el nivel de energía Em y Ei

20
Estos tránsitos energéticos son los que dan origen a los espectros que, en definitiva, no
son más que el registro de diferentes longitudes de onda que se producen por estos
tránsitos energéticos [3].
Transiciones electrónicas:
La absorción de radiación UV corresponde a la excitación de los electrones externos.
Existen tres tipos de transiciones electrónicas a considerar [12]:
1) Transiciones que involucran electrones ¶ ,σ y n.
2) Transiciones que involucran electrones de transferencia de carga.
3) Transiciones que involucran electrones d y f.
Tabla II.4 Absorción máxima para las transiciones ¶→¶* de algunos grupos funcionales.
Tabla II.5 Absorción máxima y absortividad de las transición ¶→¶* en enlaces de carbono..

21
La absorción de radiación ultravioleta o visible proviene de la excitación de los
electrones enlazantes y como consecuencia, las longitudes de onda de los picos de
absorción pueden correlacionarse con los tipos de enlaces que existen en las especies
de estudio es por esto que la espectroscopia de absorción molecular se usa para la
identificación de los grupos funcionales de una molécula. Sin embargo, otra de las
aplicaciones más importantes de la absorción ultravioleta visible es la determinación
cuantitativa de compuestos que contienen grupos absorbentes o también llamados
cromóforos [8].
Espectroscopia infrarroja.
Se basa en la absorción de la radiación infrarroja por las vibraciones de las moléculas,
de alargamiento y flexión. La frecuencia apropiada de esta excita a la molécula
produciéndose la vibración [8].
La frecuencia o longitud de onda de cada modo de absorción es función de la masa
relativa de los átomos, la constante de fuerza de los enlaces y la geometría de la
vibración; esto hace posible la asignación de frecuencias características de
alargamiento y flexión a grupos funcionales específicos. Cabe destacar que sólo se
observará un pico en el espectro de infrarrojo en el caso de que el movimiento de
vibración, alargamiento o flexión, vaya acompañado de un cambio en el momento
dipolar [20]. Indican la presencia de grupos alcohólicos, fenólicos, ácidos, y grupos
carboxílicos característicos de aldehídos, cetonas o ácidos.
Su aplicación más habitual en química orgánica es de tipo cualitativo y reside en la
identificación de determinados grupos funcionales de una molécula para los que se
observan bandas características en determinadas regiones del espectro. También
permite el seguimiento de una reacción en la que se tiene lugar una transformación de
grupos funcionales observables en IR [8].
En la zona del espectro con longitudes de onda comprendidas entre 1300-400 cm-1, la asignación de bandas de absorción a determinadas vibraciones moleculares es muy difícil de realizar y se le denominada “huella dactilar”, que es característica de cada compuesto [8].
Tabla II.6 Absorción máxima para las transiciones ¶→¶* en grupos funcionales.
22
Características de la espectroscopia infrarroja:
Si dos moléculas están constituidas por átomos distintos, o tienen distinta
distribución isotópica, configuración, o se encuentran en ambientes distintos, los
espectros infrarrojos serán distintos.
Los espectros muestran bandas que son típicas de grupos funcionales
particulares y que tienen localizaciones e intensidades específicas dentro de los
espectros infrarrojos
A partir de los espectros se pueden inferir las estructuras moleculares. Para ello
se requiere un modelo en el cual basar los cálculos.
Las intensidades en las bandas del espectro de una mezcla, son generalmente
proporcionales a las concentraciones de las componentes individuales.
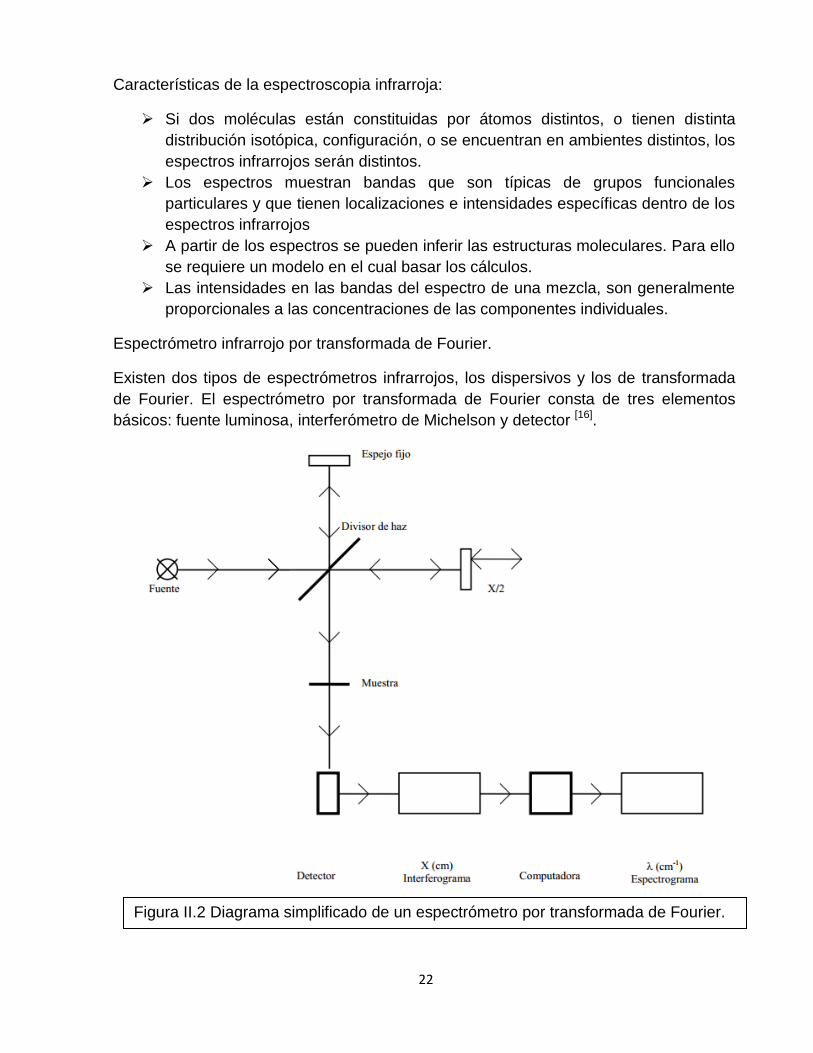
Espectrómetro infrarrojo por transformada de Fourier.
Existen dos tipos de espectrómetros infrarrojos, los dispersivos y los de transformada
de Fourier. El espectrómetro por transformada de Fourier consta de tres elementos
básicos: fuente luminosa, interferómetro de Michelson y detector [16].
Figura II.2 Diagrama simplificado de un espectrómetro por transformada de Fourier.

23
II.2.1.1 Caracterización de compuestos antraquinónicos.
Espectroscopia Ultravioleta.
Las antraquinonas en general presentan en solución etanólica hasta cuatro bandas de absorción entre 220 y 290 nm (9000-3000), otra entre 300 y 350 nm (3000-6000), y otra entre 400 y 500 nm (2000-9000) [6].
La presencia de grupos hidroxilos en posiciones 1, 4, 5 y 8 del núcleo antraquinónico, puede detectarse en el espectro UV, ya que al añadir cloruro de aluminio en solución metanólica a la solución alcohólica de la antraquinona, se observa un notable desplazamiento batocrómico del espectro, el cual se mantiene aún después de añadir un ácido mineral. El desplazamiento batocrómico es debido a la formación de un quelato estable (figura II.3) [6].
O
O
OH
OH
OH
AlCl3
Al
O
O
O
O
O
AlCl
ClCl
Al
O
O
OH
OH
O
ClCl
HCl
Espectroscopia Infrarrojo de antraquinonas.
El espectro infrarrojo de las antraquinonas muestra bandas de absorción en 1695-1650 y 1640-1595 cm-1, debidas al grupo dicarbonilo, ß-insaturado. En el caso de los grupos carbonilos vecinos a hidroxilos peri (en 1, 4, 5 u 8), estos absorben alrededor de 1630 cm-1, mientras los grupos carbonilos no vecinos a hidroxilos peri absorben alrededor de 1660 cm-1 [6].
Figura II.3 Formación de quelatos con cloruro de aluminio.

24
Análisis del espectro infrarrojo del ácido carmínico [7]:
3450, 3030, 2940 y 2630: vibraciones de valencia O-H; C sp3-H; sp2-H y O-H en carboxilos condensados.
1640: Vibración con valencia de C=0 en cetonas aromáticas, forma enol.
1450: Vibración de valencia C=C en el plano.
1410, 1300, 1250 y 1090: Vibraciones de valencia de C-O de fenoles y ésteres aromáticos, vibración de deformación O-H en el plano y vibración de deformación de C-H aromático en el plano.
Figura II.4 Comparación de Espectros infrarrojos de Ácido Carmínico [7].

25
Ejemplos de espectros infrarrojos de compuestos derivados de las antraquinonas.
Figura II.6 Espectro infrarrojo que muestra una muestra patrón de aloína y una
muestra de antraquinona precipitada, tomada con KBr [6].
Figura II.5 Espectro de infrarrojo de la aloína y
estructura química [6].

26
Los siguientes espectros muestran las bandas de absorción de radiación infrarroja entre 2535,3 a 222.9 cm-1, incluyendo la región de la “huella dactilar” (1200-600 cm-1), zona en la que se identifica un compuesto, por la peculiaridad de su espectro [6,24].
Figura II.7 Espectro de infrarrojo, en la región de la huella digital, de un patrón de
aloína y unas muestras de antraquinona precipitada.

27
II.2.2 Familias de materias colorantes utilizadas en la coloración de plásticos.
La composición química de los colores presenta una gran diversidad, y de acuerdo a
esta los pigmentos se dividen convencionalmente en: orgánicos e inorgánicos.
Los inorgánicos están constituidos por elementos óxidos, sales, compuestos de adición
o mezclas de los anteriores. Por otro lado los compuestos orgánicos contienen
complejos órgano-metálicos, aromáticos y heterocíclicos con dobles enlaces
conjugados [19].
Para considerar una sustancia pigmento deber tener la mayor inercia química posible
en las condiciones a las que estará sometida, tanto refiriéndose a la matriz compleja
así como a las condiciones ambientales, a pesar de esto los pigmentos no llegan a ser
totalmente inertes.
Figura II.8 Diagrama de clasificación de materias colorantes [17].

28
II.3 Resinas poliméricas empleadas.
II.3.1 Resina Poliéster.
Existen diferentes tipos de resinas:
Resina poliéster: es la de uso más común.
Resinas viniléster: desarrollada para la fabricación de componentes plásticos
reforzados resistentes a productos químicos.
Resinas epoxi: posee excelentes propiedades utilizándose para prototipos.
Resinas Fenólicas.
Las resinas poliéster se producen a partir de reacciones de poli condensación entre dos
monómeros: Diol + ácido dicarboxílico [4].
Cuando la reacción ha finalizado se disuelve en un medio reactivo generalmente
estireno que ayuda a fluidizar el conjunto disminuyendo la viscosidad y actúa como
medio promotor de la estructura reticulada rígida ya finalizada la reacción de
endurecimiento. Para iniciar la polimerización se añade un sistema catalítico o de
curado comprendido de un catalizador y un acelerador; que definirán los tiempos de
gel, de endurecimiento y la vida de la resina una vez catalizada.
El curado de la resina tiene lugar por polimerización a través de grupos insaturados en
la cadena del poliéster y en el estireno u otro monómero. Los radicales libres son
suministrados por el peróxido. Una vez producidos los suficientes radicales libres la
resina empieza a entrelazarse dando paso a una reacción exotérmica (el calor
desprendido puede elevar la temperatura hasta 150ºC). Pasado el punto
correspondiente al pico exotérmico la resina se enfría lentamente mientras la reacción
química aminora, indicando el consumo de la mayor parte del catalizador en la reacción [4].
El curado de la resina se lleva a cabo en tres etapas [18]:
Gelificación: la resina cambia de un líquido fluyente a un gel blando.
Endurecimiento: la resina cambia de un gel blando a un material endurecido que
se puede extraer del molde.
Curado final: la resina adquiere sus propiedades mecánicas y químicas
completas. Puede durar varias horas a temperatura elevada o semanas a
temperatura ambiente.
Componentes de la resina poliéster [18]:
Monómeros: tienen como funciones actuar como disolvente de la resina y entrecruzar
las cadenas de poliéster. El estireno es el monómero más utilizado debido a su baja
viscosidad y bajo costo. Según la naturaleza de sus monómeros las resinas se pueden
clasificar en:

29
Ortoftálicas.
Isoftálicas.
Bisfenólicas.
Tereftálicas.
Inhibidores: existen diferentes tipos como los estabilizantes (evitan la polimerización) y
retardadores (retardan el comienzo de la polimerización para permitir las operaciones
de moldeo). Limitan la elevación de la temperatura provocada por la reacción
exotérmica de polimerización, prolongando la duración de la reacción.
Catalizadores: Producen los radicales libres necesarios para la iniciación de la
polimerización. Los catalizadores basados en peróxidos orgánicos son altamente
flamables y en algunos casos sin la presencia de aire.
Tabla IV.1 Principales sistemas catalíticos para resinas poliéster y vinil éster [9]
Catalizador Acelerador Potlife de la Resina
Tiempo de gel
Tiempo de endurecimiento
Peróxido de Benzoilo
Dimetil-anilina DMA
Largo Medio De medio a bastante rápido.
Dietil- anilina DEA
Largo Largo Largo
Dimetil- p.tolouidina
DMPT
Largo Corto Muy largo.
(**) Peróxido de
Metiletilcetona
Naftalato de Cobalto
Corto Medio Lento
** Catalizador empleado en la experimentación.
Activadores: Refuerzan la acción de los catalizadores y permiten catalizar a
temperaturas menos elevadas. Ejercen una acción violenta, sobre todo con los
peróxidos. Son formados por compuestos metálicos (Cobalto, manganeso y vanadio)
de aminas terciarias y mixtas.
Cargas y aditivos: Productos que pueden ser incorporados a las resinas para brindar
características particulares.
Cargas inorgánicas: aligeraran la pieza, disminuyen la contracción de la matriz,
modifican las propiedades reológicas, abaratan costos etc. Ejemplos:
microesferas sintéticas huecas, microfibras, esferas huecas de vidrio.
Cargas ignifugantes.
Colorantes y pigmentos.
Agentes anti-UV: evitan la destrucción de los enlaces químicos por efecto de la
radiación ultravioleta.

30
Lubricantes internos: modifican las fuerzas intermoleculares, disminuyendo la
viscosidad de las resinas.
Agentes desmoldantes: reducen la tendencia de la resina a adherirse a la
superficie del molde. (Cera desmoldante o alcohol Poli vinílico).
II.3.1.1 Resina poliéster cristal [5].
Resina liquida translucida viscosa insaturada ortoftálica, con grado de reactividad
medio, bajo porcentaje de contracción, transparencia y brillo; es formulada para solo
catalizarla. Los productos terminados proveen una gran resistencia al impacto,
transparencia y brillo.
Para fraguar requiere de un acelerador (regula los tiempos de reacción de fraguado) y
de un catalizador del tipo Peróxido de metiletil cetona (PMEK) al 50%. Este tipo de
resinas vienen preaceleradas requiriendo solo la adición del catalizador.
Reacción de polimerización: Exotérmica.
Temperatura de polimerización: Oscila de 20 a 30ºC.
Su principal aplicación es la fabricación de una amplia variedad de artículos de gran
transparencia y brillo de en la industria artesanal.
II.3.2 Poliuretano.
Son polímeros de ingeniería muy versátiles, se preparan por reacción de un isocianato,
un macroglicol (poliéster o poliéter) y un extendedor de cadena (glicoles o aminas).
La mezcla de dos componentes poliol e isocianato, que son liquidos a temperatura
ambiente, produce una reacción química exotérmica que se caracteriza por la
formación de enlaces entre el poliol y el isocianato , consiguiendo una estructura sólida,
uniforme y muy resistente.
Existen dos métodos generales para la preparación de poliuretanos [18]:
Método “OneShot”: El Isocianato reacciona con todos los demás componentes
de la mezcla, los cuales pueden adicionarse conjuntamente o aportarse al
reactor por separado.
Método del prepolímero: El Isocianato reacciona previamente con el poliéster
(total y parcialmente) formándose un prepolìmero que posteriormente se hace
reaccionar con el alargador de cadena y el resto de los aditivos.

31
Existen diversos tipos de aditivos que brindan mejores características dependiendo de
su aplicación [10]:
Emulsionantes: sustancias que se añaden al diol durante la preparación para
facilitar una mezcla homogénea de catalizadores, estabilizantes, pigmentos y
cargas.
Estabilizantes: tensoactivos que estabilizan la estructura celular del polímero y
que mejoran el aspecto externo del polímero.
Pigmentos: brindan color; y en ocasiones se añaden para comprobar la
homogeneidad de las mezclas de varios componentes. En su elección conviene
considerar los siguientes aspectos:
Resistencia a la luz (puesto que esta degrada a los poliuretanos).
Deben de ser pulverizados.
Evitar aquellos que puedan interferir en la reacción de reticulación del
poliuretano y por tanto modificar su estructura o acción del catalizador.
Evitar pigmentos que puedan degradarse en isocianatos o por acción del
calor producido durante la preparación de los poliuretanos alrededor de
los 100ºC.
Cargas inorgánicas: se añaden en cantidades inferiores al 10% W del macrogliol
sin modificar las propiedades finales del poliuretano. Provocan aumento de
viscosidad y de densidad; y reducen el costo del polímero. Ejemplos: sílice,
mica y algunos carbonatos.
Plastificantes: Aceites de silicona, modifican la viscosidad y otras propiedades
de los adhesivos de poliuretano.
La reactividad se divide en los siguientes tiempos:
Gelado o cremado: 10 - 15 segundos, formación de monómeros y polímeros.
Hilo: 45 - 70 segundos estructuración, formación de redes cristalinas.
Tacto Libre: 10 - 20 segundos después del tiempo de hilo, formación de piel.
Finalización de la reacción.
El Isocianato y el Poliol al mezclarse ocasionan una serie de reacciones químicas que
conducen a la producción química de uretanos, poliuretanos, alofanatos, ureas
modificadas, cianatos prepolímeros etc. en total unas 17 reacciones químicas
simultáneas, en que el paquete de catalizadores hace que tome una dirección
determinada.

32
Generan una exotérmia que puede elevar la temperatura hasta 70°C y hace que el
propelente en disolución se convierta en un gas por el calor generado, el agua en parte
se convierte en dióxido de carbono, esto hace que expanda la mezcla, formándose
pequeñas celdas después del gelado o cremado.
Estructura química del poliuretano.
a) Estructura no segmentada.
Poliuretanos llamados “puros” o “bicomponentes”, formados a partir de dos reactivos
(sin un macrogliol). Para estos polímeros existe un amplio rango de posibilidades
estructurales, con propiedades muy diferentes. Existen poliuretanos que poseen una
elevada proporción de enlaces de hidrogeno entre las cadenas y presentan un elevado
grado de cristalinidad, alta dureza y pobre solubilidad, mientras que otros cuyas fuerzas
intermoleculares son principalmente de tipo de Van der Waals, poseen una dureza
comparativamente baja y un grado de cristalinidad muy reducido [18].
b) Estructura segmentada.
Poliuretanos sintetizados a partir de al menos tres reactivos: macroglicol, diisocianato y
extendedor de cadena. Estos poliuretanos se caracterizan por presentar estructuras en
forma de segmentos blandos y móviles (cadenas de poliéster) y otras duras y rígidas
(reacción entre el isocianato y el extendedor de cadena) [18].
Adhesivos de poliuretano.
Dentro de los adhesivos de poliuretano se puede diferenciar dos grandes grupos [16]:
a) Adhesivos monocomponentes.
A este grupo pertenecen los adhesivos de poliuretano termoplásticos, los cuales se
obtienen a partir de la reacción entre un poliéster, un isocianato y un extendedor de
cadena. Estos adhesivos tienen a menudo bajo contenido en grupos de isocianato
libres y por tanto, son relativamente poco peligrosos en condiciones normales de
utilización; esta situación es frecuente en los adhesivos en cuya polimerización se
emplea MDI (Diisocianato de difenilmetano).
b) Adhesivos bicomponentes.
Están constituidos por dos componentes que se mezclan en el momento en que se va
a aplicar el adhesivo a un sustrato: en una proporción estequiométricamente definida
por el químico que diseña la fórmula [10]. A continuación se describen las características
de cada componente:

33
Componente A: Es un Poliol (puede comprender una amplia variedad de
polímeros que contenga grupos reactivos con hidrógenos activos) que es una
mezcla cuidadosamente formulada y balanceada de glicoles, alcoholes de
elevado peso molecular, se encuentran en mezcla con agentes espumantes y
otros aditivos tales como aminas, agentes siliconados, agua, propelentes y
catalizadores organometálicos que son lo que le dan las características a la
espuma final. La apariencia es como miel viscosa y posee un fuerte olor
amoniacal.
Componente B: Es un isocianato prepolimerizado reactivo, sensible a la
humedad y a los compuestos que contienen hidrógenos activos (pre-iniciado)
con un contenido de función NCO que puede variar desde los 18 al 35% en
funcionalidad. Algunos son café marrón muy viscosos y otros son casi albos y
fluidos.
Figura II.9 Proceso de espumación del poliuretano. Los componentes son mezclados
y agitados hasta su homogenización, inmediatamente se inicia la reacción química.
.que genera la espuma rígida.

34
CAPITULO III. CARACTERÍSTICAS FISICOQUÍMICAS PARA LA
TINCIÓN DE POLÍMEROS.
III.1 Polímeros.
Los polímeros son macromoléculas formadas por la secuencia repetitiva de una o
varias moléculas unidas por enlaces covalentes simples y por su naturaleza pueden
ser naturales o sintéticos. Los sintéticos contienen normalmente entre uno y tres tipos
diferentes de unidades que se repiten, mientras que los naturales o biopolímeros como
la celulosa, el ADN o las proteínas presentan estructuras más complejas [18].
III.1.1 Clasificación de los polímeros.
Los polímeros pueden clasificarse de diferentes maneras, y a su vez, esas
clasificaciones, pueden subdividirse en otras [4].
Pueden clasificarse en base a su tipo de reacción de polimerización que pueden ser:
reacciones de adición y de condensación.
En los polímeros de adición la unidad estructural de repetición tiene la misma
composición que el momero de partida. Ejemplo: Poli cloruro de vinilo.
Los polímeros de condensación se forman a partir de monómeros funcionales a
través de diversas reacciones con la posible eliminación de alguna molécula
como el H2O o el CO2. Así que la unidad de la molécula de repetición diferirá de
la de los dos en la molécula obtenida como subproducto. Ejemplo: Poliamidas.
Donde R y R` son grupos alifáticos o aromáticos.
En base a su comportamiento térmico podemos clasificarlos en [4]:
Termoplásticos: son materiales que al calentarse a determinadas temperaturas
se convierten en fluidos, permitiendo su moldeabilidad en la forma deseada que
quedará reservada al enfriarse.
Termoestables: son materiales que no pueden fluir por efecto de la temperatura
para ser remoldeados (polímeros entrecruzados), el sometimiento a
temperaturas elevadas promueve la descomposición química del polímero.

35
III.1.2 Estructura química.
Existen diferentes factores que determinan la estructura de un polímero como la
polaridad y el volumen de los átomos que a su vez afecta las fuerzas de cohesión entre
cadenas, que determinaran la flexibilidad del material, la temperatura de transición
vítrea, temperatura de fusión y capacidad de cristalización entre otras propiedades [18].
Las cadenas de moléculas altamente polares que contienen átomos de oxigeno o
nitrógeno se atraen entre sí por puentes de hidrogeno. En general cuanto mayor sean
las fuerzas de cohesión entre las cadenas, tanto más rígido resultara el polímero y
tanto mayor será la temperatura de fusión.
III.1.3 Peso molecular y su distribución.
Diversas propiedades de los polímeros como la resistencia mecánica, elasticidad, la
temperatura de transición vítrea o la temperatura de fusión de las fibras y materiales
semicristalinos se deben al alto peso molecular de los mismos [4].
En la siguiente tabla se muestra el estado de agregación de una serie de moléculas de
alcanos de la misma estructura y creciente peso molecular.
Tabla III.1 Efecto del tamaño en la molécula sobre su estado de agregación [20]
Unidades –CH2-CH2- Peso molecular. Estado físico a 20ºC. 1 30 Gas
6 170 Liquido
35 1000 Grasa
430 >12000 Resina
Los polímeros sintéticos y la mayoría de los naturales están formados por una mezcla
de moléculas que han alcanzado diferente grado de polimerización y peso molecular.
En los polímeros sintéticos obtenidos por polimerización en cadena, la longitud de la
cadena viene determinada por el tiempo polimerización.
III.2 Selección de colorantes para plásticos.
Existen diversos parámetros que deben ser tomados en cuenta para la selección de
colorantes de cada resina o plástico a moldear. A continuación se presenta una lista de
los parámetros principales [22]:
Compatibilidad colorante- plástico.
Tipo y temperatura de proceso.

36
Tiempo de residencia en el proceso.
Color requerido (Reducción del tono).
Resistencia a la luz y a la intemperie.
Pureza y toxicidad.
Balance de precio (calidad, rendimiento o poder tintóreo)
III.2.1 Problemas de coloración.
Aun con una buena selección del colorante existen diferentes problemas en la
coloración que dependen no solo de la materia prima y del proceso. Es importante
tenerlas en cuenta para detectar y ejercer medidas necesarias para una homogénea
tinción del polímero [22].
III.2.1.1 Tendencias a la flotación, sedimentación y floculación.
Son expresiones de la sensibilidad de la dispersión ante fenómenos de flotación,
sedimentación o formación de aglomerados por parte del pigmento en la resina.
III.2.1.2 Migración.
Existen tres tipos de migración [22]:
Sangrado por contacto: se presenta cuando partes generalmente pequeñas de los
pigmentos presentan una solubilidad parcial en el polímero. Dichas partes del pigmento
se disuelven por calor; pero al ser enfriada la pieza, se produce una solución
sobresaturada provocando que el pigmento cristalice, en unas horas o incluso llega al
equilibrio de solubilidad a temperatura ambiente. Sin embargo al tener contacto con
otro material, la parte del pigmento solubilizado puede pasar a este originando
manchas y provocando el sangrado por el contacto.
Efluorescencia: se presenta solubilidad total en el pigmento, sin núcleos cristalinos
dentro de la pieza ya que esta se lleva a cabo en la superficie de la pieza; siendo
detectada como un polvo fino que aparece al ser frotada con un paño.
Depositación o plate out: se da cuando existe transferencia desde el polímero a las
superficies metálicas del equipo de transformación, puede ser producido por pigmentos
orgánicos o inorgánicos, incluso las cargas.
II.2.1.3 Sangrado.
Es la migración de pigmentos de las capas inferiores a la superficie generalmente en
una película seca [22].

37
III.3 Solubilidad.
La solubilidad es la capacidad que posee una sustancia para poder disolverse en otra,
la sustancia disuelta se conoce como soluto y la sustancia donde se disuelve se
conoce como disolvente [4].
Los compuestos que poseen menor solubilidad tienen menor reactividad como las
parafinas, compuestos aromáticos, o compuestos derivados de los halógenos.
Las interacciones intermoleculares son fuerzas de atracción entre moléculas de igual o
distinta naturaleza e influyen en las propiedades físicas de los compuestos como su
punto de ebullición, el punto de fusión o la solubilidad.
El carácter polar o apolar y la distribución de los enlaces de las moléculas permite
predecir el tipo de interacciones intermoleculares establecidas entre ellas que influirán
en las propiedades físicas de los compuestos. La polaridad de un enlace depende de
su carácter iónico del mismo y el de la molécula; además de la distribución de los
enlaces polares [4].
Existen tres tipos principales de fuerzas de atracción que provocan que las moléculas
se asocien en sólidos y líquidos [4]:
Fuerzas de dispersión de London: afectan a todas las moléculas.
Fuerzas dipolo-dipolo: se da entre moléculas polares.
Interacciones por puente de hidrógeno: se da entre moléculas con hidrógenos
relativamente ácidos.
Una disolución es una mezcla homogénea de dos sustancias (soluto y disolvente), que
no reaccionan entre sí.
Como regla general “Un compuesto será más fácilmente soluble en un disolvente de
naturaleza química similar”, o lo que es lo mismo “lo semejante disuelve a semejante”;
es decir un compuesto polar se disolverá preferentemente en un disolvente polar y un
compuesto no polar lo hará en un disolvente no polar [18].
Tabla III.2 Disolventes comunes ordenados según su polaridad [18].

38
Comportamiento de disoluciones (soluto-solvente) según sus polaridades [16,4]:
Figura III.1 Soluto polar en solvente polar.
Figura III.2 Soluto polar en solvente no polar.
Figura III.3 Soluto no polar en solvente no polar.

39
La solubilidad de un soluto en un disolvente es la concentración que presenta una
disolución saturada, o sea, que está en equilibrio con el soluto sin disolver porque
siempre habrá algunas moléculas o iones que pasen a la disolución.
Factores que afectan a la solubilidad [4].
1) La temperatura: Al disolver una sustancia sólida se produce la ruptura de enlaces
que casi nunca se compensa por la energía de solvatación, la destrucción de la
estructura ordenada del sólido y la nueva disposición de las moléculas de disolvente
alrededor del soluto conllevan un aumento de entropía. Como ∆G = ∆H −T∆S, unos
valores negativos de H y de S positivos favorecen la espontaneidad del sistema por
tanto la solubilidad de la mayoría de las sustancias aumenta con la temperatura.
2) Momento Dipolar: La solubilidad es mayor cuanto más parecido es el momento
dipolar del soluto y del disolvente.
3) Constante Dieléctrica del Disolvente: las fuerzas de atracción entre dos iones son
más débiles cuanto mayor sea la constante dieléctrica.
4) Tamaño del Ion y densidad de Carga: si el tamaño de los iones positivo y negativo
es muy diferente, los iones mayores estarán más próximos. La repulsión
desestabilizará la red cristalina y se facilitará la disolución. La densidad de carga
representa la carga del ión dividido por su volumen. Cuanto mayor sea la densidad
de cargas, más intensas serán las atracciones eléctricas y más difíciles la disolución.
Figura III.4 Soluto no polar en solvente polar.

40
III.3.1 Solubilidad de los polímeros.
El estudio de la solubilidad de los polímeros en diferentes disolventes es importante a
la hora de especificar su resistencia a determinados ambientes, su utilización en la
fabricación de envases, recipientes de almacenamiento, tuberías y maquinaria, así
como en aplicaciones en las que el polímero se encuentra en disolución como pinturas,
recubrimientos, hilado de fibras, adhesivos, aceites multigrado, plastificantes, etc.
Además la caracterización macromolecular (determinación de masas moleculares
promedio, distribución de pesos moleculares, polidispersidad y dimensiones) se realiza
fundamentalmente a través de medidas de propiedades físicas de disoluciones de
polímeros [18].
Debido al gran tamaño de las moléculas, la solubilidad de los polímeros es más
compleja que la de los compuestos de bajo peso molecular. La forma de proceder la
disolución es ya diferente, en este caso son las pequeñas moléculas de disolvente las
que en una fase inicial penetran la muestra del material hinchándole y formando un gel,
únicamente en el caso de polímeros no reticulados (termoplásticos), el proceso continúa
hasta formar una verdadera disolución en la que se encuentran separadas las
macromoléculas. Cada una de las cadenas forma un ovillo más o menos solvatado por
el disolvente según la calidad del mismo. Si el polímero es reticulado (entrecruzado
covalentemente) el proceso se detiene en la fase de hinchamiento, la acción del
disolvente no llega a separar las cadenas y en lugar de una disolución un gel [5].
El grado de hinchamiento depende de la interacción con el disolvente (cuanto mayor
sea la interacción más hinchado estará el gel) y del grado de reticulación del material
polimérico (a mayor reticulación menor hinchamiento). Los elastómeros (cauchos) que
están ligeramente reticulados se hinchan ampliamente en disolventes en los que el
material sin reticular se disolvería, mientras que las resinas termoestables (altamente
reticuladas) sólo llegan a absorber pequeñísimas cantidades de disolventes [4].
La razón por la que un polímero es soluble en determinados disolventes está en la
entropía combinatorial (el desorden que se crea en el proceso de disolución) y
especialmente en los efectos energéticos o interacciones intermoleculares. Si la
interacción entre las moléculas de los dos componentes es igual o superior a la
interacción entre las moléculas en cada componente se producirá mezcla o disolución,
si no es así, las moléculas iguales tenderán a unirse o aglomerarse formando dos
fases.
Entre las fuerzas intermoleculares se encuentran las fuerzas de dispersión, dipolares e
interacciones específicas. Las fuerzas de dispersión son las que actúan al interaccionar
los dipolos instantáneos originados por las fluctuaciones de las nubes electrónicas,
estas fuerzas están presentes en toda la materia. Para las moléculas polares, es decir,
que poseen momentos dipolares permanentes, serán efectivas las interacciones dipolo-
dipolo entre sus moléculas [18].

41
En ausencia de interacciones específicas se podrá aplicar la regla «semejante disuelve
a semejante» donde semejante significa similares grupos químicos o polaridades.
Desde el punto de vista termodinámico el proceso de disolución o mezcla queda
definido por la energía libre de mezcla.
Si GM < O el proceso es espontáneo. Cuando no se dan interacciones específicas T
SM>O (aumenta el desorden en el proceso de disolución) por lo que el signo de GM
queda determinado por HM.
Se puede predecir qué tipo de compuestos tienen tendencia a formar enlace de
hidrógeno; así los compuestos polihalogenados forman enlaces de hidrógeno con
éteres, cetonas, aldehídos y esteres. Algunos grupos funcionales reúnen los requisitos
para formar enlaces de hidrógeno entre ellos mismos como son el agua, ácidos
carboxílicos, alcoholes y aminas [18].

42
CAPITULO IV. DESARROLLO EXPERIMENTAL.
El estudio, síntesis y la aplicación de lacas del ácido carmínico en resinas poliméricas
se llevó a cabo en los laboratorios de Química Orgánica y de Polímeros de la Escuela
Superior de Ingeniería Química e Industrias Extractivas del Instituto Politécnico
Nacional.
Este capítulo se basa en el desarrollo experimental de la síntesis de lacas a partir de la
reacción entre el ácido carmínico y diferentes sales metálicas, continuando con su
aplicación de estas a materiales poliméricos como los son resina poliéster cristal y
espuma de poliuretano rígida.
IV.1 Desarrollo experimental general.
Figura IV.1 Diagrama general de la experimentación.
Síntesis de lacas
Ca2+
Zr4+
Fe3+
Fe
2+
Al3+
Acido Carmínico
Formulación del colorante
Selección del solvente
Aplicación de la laca
Resina poliéster cristal Poliuretano
Caracterización
Infrarrojo

43
IV.1.1 Síntesis de lacas a partir de ácido carmínico.
Al reaccionar el ácido carmínico con una sal, el ion metálico se adhiere a la estructura;
propiciando la formación de moléculas complejas en forma de cadenas, conocidas
como lacas; por lo que en este trabajo se propone la reacción del ácido carmínico con
sales metálicas para la formación de moléculas complejas compatibles en la aplicación
con resinas poliméricas.
En base a la disponibilidad de sales en el laboratorio de química orgánica y de
polímeros, se realizó un proceso de selección bajo los siguientes criterios:
Solubilidad completa o parcial de la sal en el agua desionizada.
Antecedentes bibliográficos de reacción de lacaje con el ácido carmínico.
Baja toxicidad y fácil manipulación.
Cumpliendo los criterios de selección sales que contenían los iones metálicos de Ca, Al,
Fe y Zr.
IV.1.1.1 Reactivos.
Tabla IV.1 Reactivos para la síntesis de lacas.
Nombre Fórmula PM
(g/gmol) Aspecto físico Pureza Marca
Ácido Carmínico. C22H20O13 492.3969 Polvo fino color
rojo. 52% Farbe
Cloruro de Calcio. CaCl2 110.986 Cristales blancos.
75.4% Fermont
Sulfato de Aluminio.
Al2(SO4)3 342.1478 Cristales blancos.
77.25% Fermont
Carbonato de Calcio.
CaCO3 100.08936 Cristales blancos.
N/A Fermont
Ácido Clorhídrico. HCl 36.46097 Líquido
transparente. 75.4% Fermont
Ácido sulfúrico. H2SO4 98.07754 Líquido
transparente. N/A Fermont
Cloruro de aluminio.
Al Cl3 133.241 Polvo fino color
blanco. 82% Fermont
Sulfato de Fierro. Fe SO4 151.91 Polvo fino color
verde. 99% Fermont
Cloruro Férrico. Fe Cl3 162.195 Cristales negros
marrones. 95% Fermont
Cloruro de Zirconio.
Zr Cl4 233.024 Cristales
amarillo claro. 95% Fermont

44
IV.1.1.2 Propiedades fisicoquímicas de las sales para el lacaje.
Tabla V.2 Propiedades fisicoquímicas de sales metálicas empleadas.
Sal metálica. Propiedades fisicoquímicas. Cloruro de Aluminio
Hexahidratado Estado físico Sólido, Cristales .
Color. Blanco o amarillo.
Formula química. AlCl3. 6 H2O.
Densidad. 2.48 g/cm3.
Masa Molar. 241.43 g/mol.
Punto de ebullición. 120 °C
Punto de fusión . 100 °C
Solubilidad en agua. No disponible.
No. CAS. 7784-13-6
Sal metálica. Propiedades fisicoquímicas..
Cloruro de Calcio Anhidro. Estado físico. Sólido
Color. Blanco o incoloro
Formula química. CaCl2
Densidad. 2.15 g/cm3
Masa Molar 110.99 g/mol
Punto de ebullición. 120 °C
Punto de fusión. 100 °C
Solubilidad en agua. 74,5 g/100 ml (20 °C)
No. CAS. 10043-52-4
Sal metálica Propiedades fisicoquímicas.
Cloruro Férrico Hexahidratado.
Estado físico. Trozos de solidos
Color. Verde obscuro
Formula química. FeCl3. 6 H2O
Densidad. 2.8 g/cm3
Masa Molar. 270.30 g/mol
Punto de ebullición. 315°C
Punto de fusión. 260°C
Solubilidad en agua. 92 g/100 ml (20 °C)
No. CAS. 10025-77-1
Sal metálica. Propiedades fisicoquímicas. Carbonato de Calcio. Estado físico. Sólido, Polvo.
Color Blanco
Formula química. CaCO3
Densidad 2.711 g/cm3
Masa Molar. 100.09 g/mol
Punto de ebullición 1339 °C
Punto de fusión. 899 °C
Solubilidad en agua. 0.00015 g/100 ml (25 °C)
No. CAS 471-34-1

45
Sal metálica. Propiedades fisicoquímicas. Sulfato de Aluminio Estado físico. Sólido.
Color. Cristales Blancos.
Formula química Al2(SO4)3. 18 H2O
Densidad. 2.672 g/cm3
Masa Molar. 666.42 g/mol
Punto de ebullición. No disponible
Punto de fusión. No disponible
Solubilidad en agua. 87 g/100 ml (25 °C)
No. CAS. 7784-31-8
Sal metálica Propiedades fisicoquímicas. Sulfato Férrico Estado físico. Polvo
Color Cristales Blancos.
Formula química. Fe2(SO4)3. n H2O
Densidad 2.672 g/cm3
Masa Molar. 399.9 g/mol
Punto de ebullición. No disponible
Punto de fusión. No disponible
Solubilidad en agua. 87 g/100 ml (25 °C)
No. CAS 10028-22-5
Sal metálica Propiedades fisicoquímicas. Cloruro de Zirconio Estado físico. Cristales
Color Amarillo Claro.
Formula química. ZrCl4
Densidad 2.8 g/cm3 a 15 ºC.
Masa Molar. 233.04 g/mol.
Punto de ebullición. No disponible.
Punto de fusión 437 ºC
Solubilidad en agua. No disponible.
No. CAS 10026-11-6
IV.1.1.3 Propiedades fisicoquímicas de los solventes utilizados.
Tabla V.3 Propiedades fisicoquímicas de solventes.
Nombre Estructura Propiedades fisicoquímicas Metanol
Peso molecular 32.04 g/mol
Punto de ebullición 64.7 ºC
Densidad 0.81 g/mol
Presión de vapor 127.2 mm Hg a 25ºC
Parámetro de solubilidad
No disponible

46
Nombre Estructura Propiedades fisicoquímicas Etanol
Peso molecular 46.07 g/mol
Punto de ebullición 78.3 ºC a 760mm Hg
Densidad 0.7893 g/mol
Presión de vapor 59 mm Hg a 25 ºC
Parámetro de solubilidad.
Agua, éter, metanol, cloroformo y acetona.
Nombre Estructura Propiedades fisicoquímicas. Agua
Desionizada
Peso molecular. g/mol
Punto de ebullición. ºC a 760 mm Hg
Densidad g/mol
Presión de vapor. mm Hg a 25 ºC
Parámetro de solubilidad.
.
IV.2 Material de laboratorio.
Para facilitar el proceso el material debe de estar perfectamente lavado y seco; el
material y equipo utilizado fue el siguiente:
Vasos de precipitados.
Agitador.
Pipeta y propipeta.
Termómetro.
Bala magnética.
Balanza granataria.
Parrilla de calentamiento con agitación
Estufa de laboratorio.
Las condiciones de reacción se resumen en la siguiente tabla:
Tabla IV.4 Condiciones de reacción/secado de laca Relación peso Carmin/Sal 2:1
Volumen de solución. 20 mL
pH 3.5-4.5
Tiempo de reacción. 20 min
Temperatura de reacción. 75-85ºC
Tiempo de secado. 24 h
Temperatura de secado. 40°C

47
IV.2.1 Desarrollo experimental.
Las sustancias empleadas para la síntesis de lacas fueron: agua desionizada, ácido
carmínico y las sales metálicas previamente seleccionadas.
Procedimiento general:
1. Pesar la cantidad de sal metálica calculada. (Ver sección V.2.1.3)
2. Calentar en la parrilla eléctrica 15 ml de agua desionizada a 50ºC.
3. Diluir la sal con agitación constante.
4. Agregar 1.5 gramos de ácido carmínico.
5. Elevar la temperatura de 75 a 80ºC durante 15 minutos.
6. Reposar la mezcla durante 8 horas a temperatura ambiente.
7. Secar en la estufa a 45ºC durante 24 horas.
8. Envasar y etiquetar.
Figura IV.2 Desarrollo experimental entre el ácido carmínico y el CaCl2.
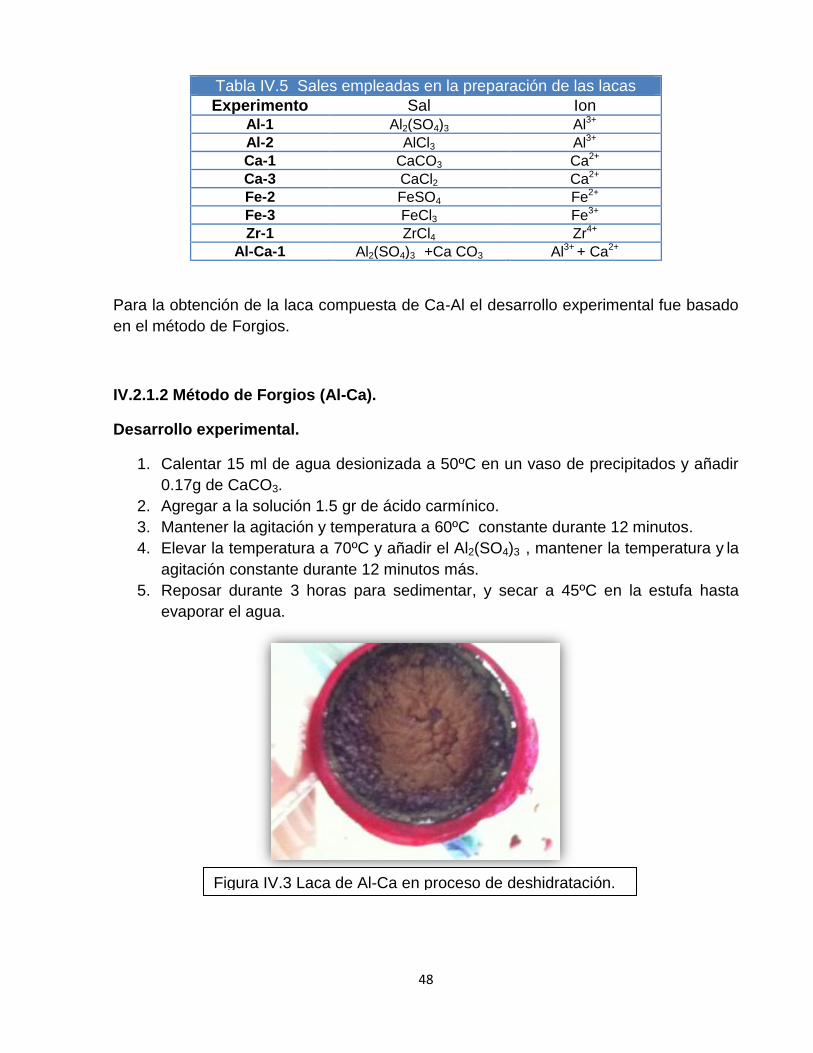
48
Tabla IV.5 Sales empleadas en la preparación de las lacas
Experimento Sal Ion Al-1 Al2(SO4)3 Al3+
Al-2 AlCl3 Al3+
Ca-1 CaCO3 Ca2+
Ca-3 CaCl2 Ca2+
Fe-2 FeSO4 Fe2+
Fe-3 FeCl3 Fe3+
Zr-1 ZrCl4 Zr4+
Al-Ca-1 Al2(SO4)3 +Ca CO3 Al3+ + Ca2+
Para la obtención de la laca compuesta de Ca-Al el desarrollo experimental fue basado
en el método de Forgios.
IV.2.1.2 Método de Forgios (Al-Ca).
Desarrollo experimental.
1. Calentar 15 ml de agua desionizada a 50ºC en un vaso de precipitados y añadir
0.17g de CaCO3.
2. Agregar a la solución 1.5 gr de ácido carmínico.
3. Mantener la agitación y temperatura a 60ºC constante durante 12 minutos.
4. Elevar la temperatura a 70ºC y añadir el Al2(SO4)3 , mantener la temperatura y la
agitación constante durante 12 minutos más.
5. Reposar durante 3 horas para sedimentar, y secar a 45ºC en la estufa hasta
evaporar el agua.
Figura IV.3 Laca de Al-Ca en proceso de deshidratación.

49
IV.2.1.3 Cálculos estequiometricos.
Ácido carmínico + sulfato de aluminio:
[
]
( ) [ ( ) ( )
] ( )
( ) ( ) [ ( )
( ) ] ( )
( ) ( ) ( ) ( )
Ácido carmínico + cloruro de aluminio:
[
]
[ ( )
]
[
]
( )
Ácido carmínico + carbonato de calcio:
[
]
[ ( )
]

50
[
]
( )
Ácido carmínico + cloruro de calcio:
[
]
[ ( )
]
[
]
( )
Ácido carmínico + sulfato de fierro:
[
]
( ) [ ( ) ( )
] ( )
( ) ( ) [ ( )
( ) ] ( )
( ) ( ) ( ) ( )
Ácido carmínico + cloruro férrico:
[
]

51
[ ( )
]
[
]
( )
Ácido carmínico + cloruro de zirconio:
[
]
[ ( )
]
[
]
( )
Ácido carmínico + carbonato de calcio + sulfato de aluminio:
[
]
[ ( )
]
[
]
( )
( ) [ ( )
( ) ] ( )
( ) ( ) [ ( )
( ) ] ( )

52
Tabla IV.6 Resultados estequiometricos.
Ácido carmínico Sal metálica W gramos
1.5 gramos ( ) 0.456
1.5 gramos 0.16
1.5 gramos 0.17
1.5 gramos 0.17
1.5 gramos 0.16
1.5 gramos 0.19
1.5 gramos 0.254
1.5 gramos + ( ) 0.17+0.6
IV.2.2 Pruebas de disolución de las lacas.
En base a la naturaleza de las resinas poliméricas a utilizar se optó por la aplicación del
colorante de forma líquida con el fin de facilitar su dispersión en la resina.
Por esta razón se llevaron a cabo pruebas de solubilidad de las lacas obtenidas con el
fin de identificar el disolvente apropiado y la relación laca/solvente para la posterior
aplicación en el polímero. Dichas pruebas se realizaron en 3 diferentes solventes: agua,
metanol y etanol.
Figura IV.4 Comparación de tonalidades entre lacas obtenidas del
ácido carmínico de CaCl2 [muestra del lado izquierdo] y Al2 (SO4)3
[muestra del lado derecho].

53
Material:
Vasos de precipitado de 20 mL.
Agitador de vidrio.
Propipetas de 2 y 5 mL.
Pipeta
Balanza analítica.
Espátula
Prueba 1: Agua-etanol.
1. Preparar 9 ml 30:70 Agua-etanol (relación volumen).
2. Disolver 0.01 g de la laca (Al-1).
3. Mantener la agitación constante en un baño María a 50ºC.
4. Enfriar a temperatura ambiente.
Prueba 2: Metanol.
1. Disolver 0.01 g de la laca (Al-1) en 9 ml de metanol.
2. Mantener la agitación constante en un baño María a 50ºC.
3. Enfriar a temperatura ambiente.
Prueba 3: Etanol.
1. Disolver 0.01 g de la laca en 9 ml de etanol.
2. Mantener la agitación constante en un baño María a 50ºC.
3. Enfriar a temperatura ambiente.
Figura IV.5 Dilución de laca de Al en
solución agua-etanol.

54
Para la laca ( ) el mejor disolvente fue el metanol por lo que se prosiguió a
determinar la relación W laca/ V metanol para determinar la cantidad exacta de laca
capaz de disolverse completamente en el metanol.
Determinación de la relación W laca/ V metanol:
1. Pesar 0.01 gr de laca de ácido carmínico.
2. Diluir en 5 ml de metanol.
3. Agregar de uno en uno, 1 ml de metanol hasta la disolución completa.
4. En caso de ser necesario elevar la temperatura de la estufa a 35ºC para la
completa dilución.
Preparación del pigmento líquido.
La aplicación de las lacas obtenidas en la resina poliéster cristal y poliuretano se
realizará en forma líquida. Por lo que se planteó el siguiente desarrollo experimental
para la preparación del pigmento:
Tabla IV.7 Relación W/V de la disolución de sales
Laca Wlaca (gr) V metanol (ml)
Al-1 0.01 9
Al-2 0.01 9
Ca-1 0.01 11
Ca-3 0.01 12
Fe-2 0.01 13
Fe-3 0.01 13
Zr-1 0.01 11
Al-Ca-1 0.01 12
Ácido carmínico 0.01 10
Volumen de Metanol Promedio: 11.11 ml
Figura IV.6 Dilución de una laca de
Al-1 en etanol.

55
1. Diluir 0.01 gramos de laca de ácido carmínico en 11 ml de metanol en vaso de
precipitados.
2. Agitar con un agitador de vidrio hasta lograr la homogenización.
3. En caso de ser necesario elevar la temperatura para la dilución homogénea.
IV.2.3 Aplicación del pigmento líquido a las resinas.
IV.2.3.1 Resina Poliéster Cristal.
Es una resina liquida transparente que polimeriza a bajas temperaturas por lo cual es
óptima para la aplicación del pigmento obtenido además de que gracias a su estado de
agregación es fácil la homogenización. La técnica usada para la aplicación del pigmento
será el vaciado.
Vaciado
Sustancias y reactivos a utilizar:
Figura IV.7 Alcohol polivinílico. Figura IV.8 Resina PP- Cristal preparada.
Figura IV.9 Catalizador K-2000.
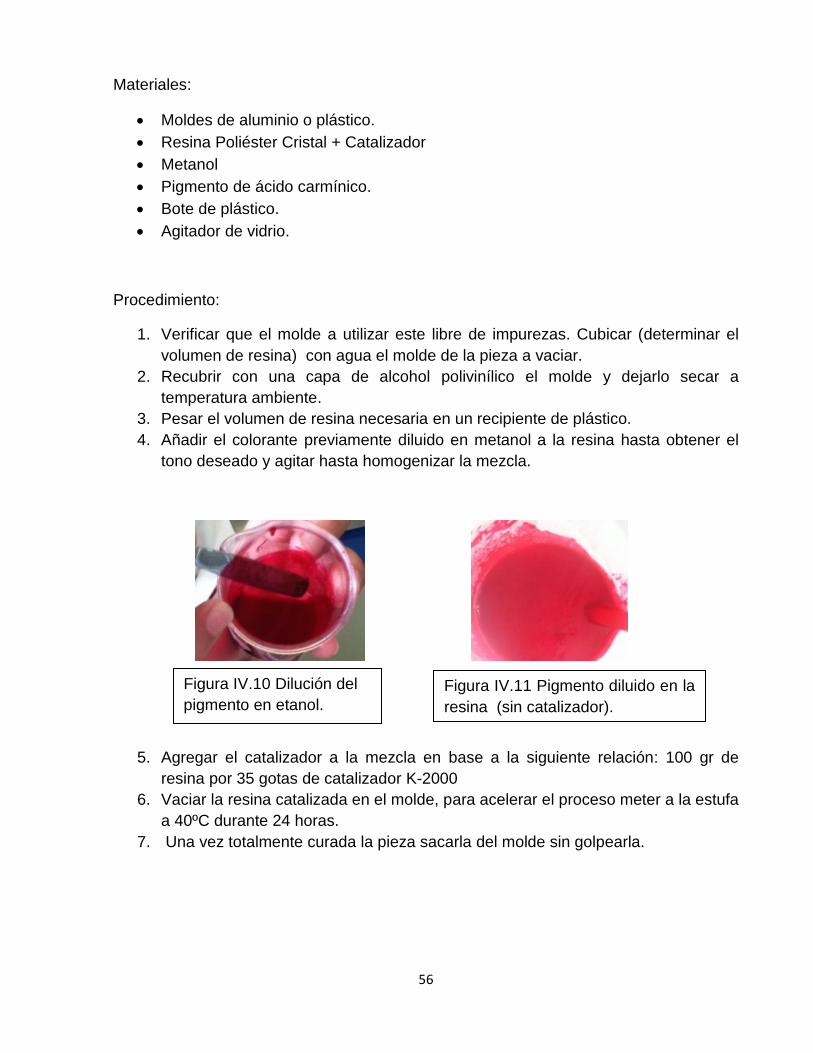
56
Materiales:
Moldes de aluminio o plástico.
Resina Poliéster Cristal + Catalizador
Metanol
Pigmento de ácido carmínico.
Bote de plástico.
Agitador de vidrio.
Procedimiento:
1. Verificar que el molde a utilizar este libre de impurezas. Cubicar (determinar el
volumen de resina) con agua el molde de la pieza a vaciar.
2. Recubrir con una capa de alcohol polivinílico el molde y dejarlo secar a
temperatura ambiente.
3. Pesar el volumen de resina necesaria en un recipiente de plástico.
4. Añadir el colorante previamente diluido en metanol a la resina hasta obtener el
tono deseado y agitar hasta homogenizar la mezcla.
5. Agregar el catalizador a la mezcla en base a la siguiente relación: 100 gr de
resina por 35 gotas de catalizador K-2000
6. Vaciar la resina catalizada en el molde, para acelerar el proceso meter a la estufa
a 40ºC durante 24 horas.
7. Una vez totalmente curada la pieza sacarla del molde sin golpearla.
Figura IV.10 Dilución del
pigmento en etanol.
Figura IV.11 Pigmento diluido en la
resina (sin catalizador).

57
IV.2.3.2 Poliuretano.
Materiales y reactivos:
Agitador de vidrio.
Vasos de unicel.
Pigmento líquido.
Poliuretano (Parte A y Parte B).
Pigmento del líquido en parte “A”.
Procedimiento:
1. Preparar “x” ml de la dilución colorante- metanol.
2. La relación entre la parte A y parte B será 1:1(3ml de A por 3ml de B); mezclar
3ml de parte A con el colorante hasta completar la homogenización.
3. Mezclar en un vaso de unicel la parte A y parte B y agitar vigorosamente durante
30 segundos.
4. Esperar el término de la reacción.
Figuras IV.12- IV.13 Piezas obtenidas de laca de zirconio en resina poliéster
cristal.
Figura IV.14 Preparación del
pigmento líquido.
Figura IV.15 Reacción de
polimerización con laca de acido
carminico.
58
Pigmento liquido en Parte “B”.
Se realizaron los pasos en base al procedimiento descrito anteriormente; pero en el
paso 2 se deberá mezclar los 3ml de parte B con el colorante.
La polimerización se realizó en base a diferentes proporciones de colorante para la
determinación del tiempo de reacción del poliuretano pigmentado así como sus
características del producto final. Debido a la mejor homogenización del pigmento en la
parte “A”, menor viscosidad, color menos opaco se prefirió la dilución en la parte “A” que
en la “B”.
La siguiente tabla muestra los experimentos realizados homogenizando el pigmento en
el componente “A” del poliuretano.
Tabla IV.8 Pruebas de dilución del colorante en el componente A.
Exp Colorante T. Reacción Observaciones
A N/A 60 segundos
Consistencia: Espuma completamente rígida. Formación de pequeñas burbujas en la parte superior. Color: Crema. Forma esférica en la parte superior.
B 0.4 ml 50 segundos
Consistencia: Espuma completamente rígida. Formación de pequeñas burbujas en la parte superior. Color: Ligeramente rosado. Formación esférica en la parte superior menos marcada.
C 1 ml 40 segundos
Consistencia: Espuma quebradiza arenosa. Formación de burbujas en todo el cuerpo. Color: Rosado. Al término de la reacción se formó el cono característico pero con el paso del tiempo el volumen
Figura IV.16 Mezcla del pigmento
en la parte “B” del poliuretano.

59
fue decreciendo considerablemente.
D 1.5 ml 22 segundos
Consistencia: Espuma quebradiza arenosa. Formación de burbujas en todo el cuerpo. Coloración: Rosa fuerte. La reacción se realizó de manera correcta pero con el paso del tiempo el volumen fue descendiendo y el resultado de la polimerización se impregno en las paredes del recipiente.
Tabla IV.9 Dilución del colorante en el componente B
Exp Colorante T. Reacción Observaciones
E 1ml 40 segundos.
Consistencia: Espuma quebradiza pero rígida Formación de burbujas en todo el cuerpo Color: Rosado. Al término de la reacción se formó el cono característico pero con el paso del tiempo el volumen fue decreciendo considerablemente.
Las siguientes fotografías muestran los productos de los experimentos realizados:
Figura IV.17 Experimento “A”.
Figura IV.18 Experimento “B”.
Figura IV.19 Experimento “C”.
Figura IV.20 Experimento “C”.

60
Figura IV.23, IV.24, IV.25 Experimentos “E”.
Figura IV.21 Experimento “D”.
Figura IV.22 Experimento “D”.

61
CAPITULO V. ANALISIS DE RESULTADOS.
Selección de sales metálicas para el lacaje.
Bajo los criterios de selección de sales se descartaron las que contenían iones como el
mercurio, bario y uranio, que a pesar de sus referencias bibliográficas de brindar
coloraciones llamativas fueron descartadas debido a su toxicidad; resultando como
apropiadas sales metálicas que contenían los iones metálicos del Ca, Al, Fe y Zr.
Procedimiento de lacaje.
El medio en el que se realiza la reacción es vital para su correcto desarrollo; por lo que
se llevó a cabo en agua desionizada que permite la disociación de las sales y debido a
su naturaleza no contiene iones sulfatos, carbonatos o metálicos que pudieran interferir
en la reacción.
Después de la reacción de lacaje, se observó una variación en la tonalidad del producto
en función de la sal metálica utilizada, que oscilaron entre morado, rojo y guinda
además que la viscosidad aumentó significativamente en los productos obtenidos.
Secado.
Se eliminó el contenido de agua en las lacas obtenidas para evitar conflictos en la
aplicación con las resinas poliméricas.
Aplicación.
En base a las propiedades finales del producto y a la forma de aplicación; las lacas
obtenidas pueden definirse como “colorante”, ya que aunque se disuelve primeramente
en metanol, se aplican en forma de dispersión en las resinas disolviéndose
completamente.
Los inconvenientes en la aplicación son derivados de la naturaleza del colorante por lo
que la aplicación en resinas poliméricas no es la más adecuada; entre los principales
inconvenientes se encuentran:
La temperatura de degradación de la mayoría de las resinas poliméricas supera
la temperatura de degradación del colorante.
La imprecisión de la adhesión y dispersión del colorante durante y al final del
proceso de tinción del polímero. Además de la resistencia a la luz y a la
intemperie una vez aplicadas.

62
La selección de las resinas poliméricas se realizó en base a la temperatura de
degradación del ácido carmínico que oscila alrededor de los 120ºC, aunque durante el
desarrollo del trabajo se planteó el posible aumento de la temperatura de degradación
del ácido carmínico, gracias al contenido de iones metálicos en su estructura.
Aumentando la resistencia a la temperatura y al medio ambiente.
Aun basados en la hipótesis anterior, las temperaturas de polimerización y de proceso
de las resinas estarán por debajo de la temperatura de degradación del ácido carminico
puro.
La adhesión y dispersión del colorante depende de la naturaleza y propiedades
químicas del colorante, del disolvente empleado y de las resinas poliméricas.
La estructura molecular de las lacas obtenidas es función del número de valencia de los
iones metálicos.
El producto de la reacción es un compuesto orgánico, cuya estructura contiene grupos
hidroxilos y carbonilos que en presencia de grupos similares propiciaran la formación de
puentes de hidrogeno que promoverán la posibilidad de disolución.
Por lo que sí “Lo semejante disuelve a lo semejante”, moléculas como el poliuretano y
resina poliéster serán compatibles con el disolvente y el colorante debido a su
polaridad.
Figura V.1 Estructura base de las lacas obtenidas.
Figura V. 2 Estructura química del poliuretano

63
La aplicación del colorante se puede realizar de las siguientes formas:
En resinas termoestables como aplicarlo en los procesos de transformación
(inyección, extrusión, etc.) es decir, en la resina fundida antes de adoptar su
forma en el producto final.
En polímeros termofijos como el poliuretano y la resina poliéster cristal agregar
el colorante en los monómeros para facilitar la dispersión, antes de añadir el
catalizador y empezar la reacción, aprovechando la temperatura de
polimerización baja que puede controlarse en función del catalizador.
En resinas termofijas como el polipropileno o polietilentereftalato, con alta temperatura
de fusión, regularmente los colorantes son agregados en forma de pellets durante el
proceso de extrusión, rotomoldeo o inyección, etc.; por lo que los pigmentos empleados
poseen una temperatura elevada de degradación capaz de resistir la temperatura de
fusión de la resina antes de degradarse. Lo que hace al carmín inapropiado en este tipo
de resinas.
Se decidió aplicar el colorante en resina poliéster cristal y poliuretano, ya que su estado
líquido de los monómeros facilitaría la dispersión, por lo que se prosiguió a elegir un
disolvente apropiado para las resinas e inerte con el colorante y los monómeros para no
alterar la reacción de polimerización.
En general una sustancia actúa mejor como disolvente cuando:
Mayor es la semejanza de funciones químicas entre las moléculas de la
sustancia.
Entre mayor similitud de polaridades.
Entre más pequeña sea.
Durante las pruebas de solubilidad realizadas en el desarrollo experimental se concluyó
que el mejor disolvente para las lacas es el agua y en segundo lugar el metanol.
Tabla V.2 Resultados de pruebas de solubilidad.
Disolvente Buena Media Baja
Agua X
Metanol X
Agua- Etanol (70/30) X
Etanol X
El metanol y el agua son solventes cuyas moléculas son muy polares y que al mismo
tiempo contienen una función química idéntica que es el oxhídrilo. Así que al diluir
nuestro colorante debido a su polaridad y su tamaño es más fácil la dilución de este en
dichos solventes.

64
Mientras que en casos con moléculas más grandes como el etanol, propanol o el
butanol la disolución se volverá más compleja o incluso nula, ya que aunque contienen
el grupo hidroxilo el diferencial de carga se reparte a lo largo de sus átomos.
A pesar de que el agua es el mejor disolvente para las lacas de ácido carmínico este no
solubiliza con las resinas a utilizar, en cambio el metanol es un compuesto que debido a
su estructura y grupos funcionales es compatible con las resinas a utilizar, gracias a la
formación de puentes de hidrógenos y la polaridad de las moléculas.
Figura V.3 Estructura química del
metanol.
Figura V.4 Estructura química del
agua.
Figura V.5 La pieza de la izquierda muestra la aplicación de laca de zirconio diluida
en una dilución etanol-agua y la figura de la derecha con el colorante diluido en
metanol.

65
Cambios de coloración entre lacas.
Después de la inspección de los productos obtenidos con la resina poliéster cristal, se
concluyó que los cambios de coloración no solo están en función del ion metálico sino
también en su número de oxidación.
Se aplicaron dos sales con el ion hierro cuya diferencia era su número de oxidación (2+
y 3+), y al comparar los productos obtenidos se observó una variación de color
resultando más claro con el ion Fe 3+ que con el Fe2+.
Otro cambio de coloración significativo fue detectado en los productos obtenidos con el
ion Zr, cuyo número de valencia es de +4, que en base a los mecanismos de reacción
influiría en la formación de los grupos cromóforos y por consiguiente en la coloración.
En base a los fundamentos anteriores se deduce que en la reacción de lacaje; el
número de oxidación de las sales metálicas es proporcionar la tonalidad de los
productos. Es decir números de oxidación pequeños ofrecerán tonalidades más
obscuras en comparación con sales con números de oxidación elevados que mostraran
tonalidades más claras.
Cabe destacar que la cantidad de colorante empleada también será función de la
tonalidad.
Las siguientes imágenes muestran piezas de resina poliéster cristal pigmentadas con
ácido carmínico y las lacas obtenidas.
Figura V. 6 Con ácido carmínico
Figura V. 7 Con Ca 2+
Figura V. 8 Con Fe 2+

66
Reacciones químicas presentes durante el lacado del ácido carmínico.
El ácido carmínico es una molécula orgánica cuyos grupos funcionales son reactivos en
presencia de ciertos compuestos. Sus sitios más reactivos son los correspondientes al
grupo carboxilo y al grupo hidroxilo adyacente; le siguen en reactividad los sitios
correspondientes al grupo carbonilo y al grupo hidroxilo adyacente, del lado opuesto al
grupo glúcido (α-d-glucopiranosa, en este caso), debido a su menor impedimento
estérico; todos los demás grupos funcionales tienen menor reactividad, o incluso nula
como el grupo glúcido.
O
O
C
O
O
O O
OH
HH
O
H
H
O
H2C
O
H
OH
OH
HO
1
1
2
3
3
Cuando una sal metálica reacciona con el ácido carmínico exista una gran probabilidad
de que este se una al ion metálico en el sitio correspondiente al grupo carboxilo,
sustituyendo un átomo de hidrógeno, formando una laca básica. Ejemplo: reacción del
ácido carmínico con el ion calcio.
Figura V.12 Sitios reactivos del ácido carmínico en su
correspondiente orden de reactividad.
Figura V. 9 Con Al 3+
Figura V. 10 Con Al- Ca
Figura V. 11 Con Zr 4+

67
Si una segunda sal metálica reaccionara con la laca anterior, esta sal se unirá en la
región correspondiente al grupo carbonilo con el grupo hidroxilo adyacente. Ejemplo:
laca de calcio -aluminio.
Sin embargo, en el caso de la reacción del ácido carmínico con el ion aluminio, este
tiende a reaccionar en la región del grupo carbonilo, debido a su facilidad de establecer
enlaces de coordinación.
En conclusión; los iones metálicos con número de oxidación 2+, reaccionaran con el
grupo carboxilo mientras que iones con número de oxidación 3+ o más, tenderán a
situarse en el grupo carbonilo en convivencia con el grupo hidroxilo adyacente.
A continuación se presentan algunos mecanismos de reacción que muestran la
formación de lacas con las sales de calcio y aluminio:
Ácido carmínico + carbonato de calcio:
O
O
C
O
O
O O
OH
HH
O
H
H
+
2
O
H2C
O
H
OH
OH
HO
C O
O
O
Ca
O
O
C
O
O
O O
O
HH
O
H
H
CaO
O
O
O
O
H
H
O
H
C
O
OO
H2C
O
H
OH
OH
HO
O
H
+
CH2
O
H
OH
HO
OH
C
O
H
O
H
O
La polaridad de la molécula de ácido carmínico, grupos funcionales e impedimento
estérico hacen al grupo carboxílico sea el centro más activo para la reacción, debido a
la carga positiva que adquiere el hidrógeno, gracias a la fuerza de atracción de su
electrón no solo por el oxígeno del grupo hidroxilo sino por el oxígeno del grupo
carbonilo.
Figura V.13 Reacción entre el ácido carminico y el carbonato de
calcio.

68
En este caso la sal contiene el ion Ca2+ que debido a su carga electrónica tenderá a
sustituir al hidrógeno del grupo carboxilo. Bajo las condiciones de reacción sometidas
los electrones del oxígeno del grupo carboxilo –OH, atacan al Ca 2+, desplazando al
grupo carboxílico con su carga 2-.
Mientras que el oxígeno más negativo del grupo carboxílico de otra molécula de ácido
carmínico será el que atacará al Ca con carga +1, desplazando a otro carbonato dando
como resultado una estructura compleja conocida como “laca de calcio”.
Se obtendrá como resultado una solución ácida debido a los iones H+ disueltos en el
medio, que se neutralizaran en la solución con el ion carbonato formando ácido
carbónico. Es así como el producto de la reacción es la laca de calcio y como
subproducto moléculas de ácido carbónico.
Ácido carmínico + cloruro de calcio:
CaCl2O
O
C
O
O
O O
OH
HH
O
H
H +2
O
H2C
O
H
OH
OH
HO
O
O
C
O
O
O O
O
HH
O
H
H
CaO
O
O
O
O
H
H
O
H
C
O
OO
H2C
O
H
OH
OH
HO
O
H
+ 2H-Cl
CH2
O
H
OH
HO
OH
Para este caso el mecanismo de reacción se llevará a cabo como en la reacción del
carbonato de calcio debido a la carga electrónica del ion calcio que es la misma para
las dos sales empleadas.
Figura V.14 Reacción entre el ácido carmínico y cloruro de calcio.

69
Los iones H+ disueltos en el medio formaran moléculas de HCl por los iones Cl-1
disueltos en el medio. El producto de la reacción es la laca de calcio y como
subproducto el ácido clorhídrico.
Ácido carmínico + cloruro de aluminio:
AlCl3O
O
C
O
O
O O
OH
HH
O
H
H +2
O
H2C
O
H
OH
OH
HO
+
O
O
C
O
O
O O
H
O
H
H
O
H2C
O
H
OH
OH
HO
OH
O
O
O
O
H
O
H
C
O
O
O
H
H2C
O
H
OH
OH
HO
Al+
OH
Cl2Cl-
A diferencia de los mecanismos de reacción que emplean el ion calcio el número de
oxidación del aluminio es 3+ por lo que el centro más activo del ácido carminico se
Figura V.15 Reacción entre el ácido carmínico y cloruro de aluminio.

70
localizara en la región del grupo carbonilo, gracias a la facilidad de establecer enlaces
de coordinación con los grupos hidroxilo adyacentes.
En el medio adecuado el Al3+ reaccionará con el grupo carbonilo y el hidroxilo adyacente, formando enlaces covalentes con el grupo hidroxilo de dos moléculas de ácido carmínico, desplazará al hidrógeno y formará enlaces de coordinación con el grupo carbonilo dando como resultado la formación de una laca de aluminio y dos moléculas de HCl debido a los iones Cl 1- y a las condiciones ácidas del medio.
Ácido carmínico + sulfato de aluminio:
Al2(SO4)3O
O
C
O
O
O O
OH
HH
O
H
H +2
O
H2C
O
H
OH
OH
HO
+
O
O
C
O
O
O O
H
O
H
H
O
H2C
O
H
OH
OH
HO
OH
O
O
O
O
H
O
H
C
O
O
O
H
H2C
O
H
OH
OH
HO
Al+
OH
H2SO4SO4-
Figura V.16 Reacción entre el ácido carmínico y el sulfato de aluminio.

71
En este caso el mecanismo de reacción se llevará a cabo de igual manera que con el
cloruro de aluminio debido al número de oxidación de este elemento metálico.
Los iones H+ disueltos en el medio formaran moléculas de H2SO4 debido a los iones
(SO4)2-
dispersos en el medio. Por lo que producto de la reacción será la laca de
aluminio y como subproducto el ácido sulfúrico disperso en el medio.
Ácido carmínico + carbonato de calcio + sulfato de aluminio:
O
O
C
O
O
O O
O
HH
O
H
H
CaO
O
O
O
O
H
H
O
H
C
O
OO
H2C
O
H
OH
OH
HO
O
H
CH2
O
H
OH
HO
OH
Al2(SO4)32
+
+
O
O
C
O
O
O O
H
O
H
H
O
H2C
O
H
OH
OH
HO
O
O
O
O
O
H
O
H
C
O
O
O
H
H2C
O
H
OH
OH
HO
Al+ Ca
O
2 2 H2SO4SO4-
Figura V.17 Reacción entre el ácido carmínico y carbonato de calcio + sulfato de
aluminio.

72
Para la formación de esta laca es necesario primeramente reaccionar el ácido carmínico con el carbonato de calcio dando resultado la laca de calcio; una vez obtenida se somete a unas segundas condiciones de reacción pero con la sal de sulfato de aluminio. Al igual que en los mecanismos explicado anteriormente con el ion aluminio su parte más reactiva de la laca de calcio será en el grupo carbonilo y el grupo hidroxilo adyacente formando enlaces covalentes con el grupo hidroxilo de las dos moléculas de ácido carmínico, desplazando al hidrógeno y formando enlaces de coordinación con el grupo carbonilo de las mismas dos moléculas. Formando la laca de Al-Ca en medio acido.

73
Conclusiones
Síntesis de lacas.
Se realizó de manera exitosa la obtención de diferentes tonalidades del ácido carmínico a partir de la reacción de lacaje con las sales de Ca, Fe, Al, Zr y Al-Ca.
Compatibilización con resina poliéster cristal.
Se logró la compatibilización de las lacas obtenidas con la resina poliéster cristal sin modificar las características del producto final. Brindándole un tono potente rojizo que fue función de la cantidad de colorante aplicada así como del metal previamente reaccionado con el ácido carmínico.
Compatibilización con poliuretano.
Se concluyó que el colorante derivado del ácido carmínico es compatible con la resina de poliuretano gracias a la similitud y compatibilidad de sus grupos funcionales ya que la resina es pigmentada. Aunque el solvente (metanol) debido a su estructura química forma parte de la reacción de polimerización afectando la estructura química y por consiguiente las características del producto final.
Generales
El ácido carminico es un colorante que se puede emplear con resinas plásticas con una estructura química compatible; es decir que contenga grupos funcionales similares a este. Es importante considerar las características que conlleva la utilización de un colorante de origen natural como lo es la temperatura de degradación; es por esta razón que el éxito de la compatibilización dependerá en gran medida de la resina seleccionada.
Así mismo cabe destacar el alto costo que implicaría la utilización de este colorante aplicado industrialmente debido al costo de la materia prima (ácido carminico), aunque si es aplicado a industrias como el embalaje, medicina o a la industria de los juguetes; es compensable el factor costo con el factor salud.

74
Referencias bibliográficas.
1. Agreda R. M. 2009. Evaluación de seis métodos para la extracción de ácido
carmínico obtenida a partir de cochinilla (Dactylopiuscoccus costa) según
condiciones de laboratorio. Tesis de Licenciatura. Facultad de Agronomía.
Universidad de San Carlos. Guatemala. 56 p.
2. Allevi D. 1991. The 1st total synthesis of carminic acid. Journal Chemical
Society. Chemical Communications. Vol 4, 42p
3. Alperti N. 1983. IR-Theory and practice of infrared Spectroscopy.
Plenum/Roseta, New York. USA. 112 p.
4. Billmayer F.W. 2004. La Ciencia de los Polímeros. Editorial Reverte. 565 p.
5. Bueno O. 2005. Introducción a los usos de la resina polyester y otros materiales.
OTAV Escultura. 22 p.
6. Bustamante B. L. M. 2010. Estandarización de la técnica espectrofotométrica
(UV-VIS) para la cuantificación de antraquinonas presentes en productos a base
de Aloe vera. Universidad Tecnológica de Pereira. Facultad de Química. 68 p.
7. Centeno A. M. 2003. Extracción, estabilización y evaluaciones analíticas del
carmín. Tesis de M. en C. CINVESTAV-IPN. México, D. F. 115 p.
8. Chang R.1971. Basic Principles of Spectroscopy. Mc-Graw Hill, New York, USA.
695 p.
9. Del Río y Dueñas I. 2006. Grana cochinilla fina: Regalo de México para el
mundo. Instituto Estatal de Ecología de Oaxaca. Oaxaca México. 95 p.
10. Driver W. E. 1982. Química y Tecnología de los Plásticos. Ed. CECSA. México
D. F. 70 p.
11. Domenech C. A. 2003. Electrochemical identification of antraquinone-based
dyes in microsamples by Square Wave Voltammetry using graphite/polyester
composite electrodes. Analytical Bioanalytical Chemistry. Valencia, España.
1175 p.

75
12. Galen E. 1985. Instrumental Methods of Chemical Analysis, 5ª edition, McGraw-
Hill, New York, USA. 1462 p.
13. European Colour. 1995. Synthesis of carminic acid and principal intermediates.
Tymanet, USA Patent 54244421. 23 p.
14. Flores F. 2004. Situación del Nopal en el Perú. Simposio: Importancia del Nopal
en el mundo. Memorias X Congreso Nacional y VIII Internacional sobre
Conocimiento y Aprovechamiento del Nopal. UACH, Chapingo, México. 85 p.
15. Francis F. J. 1987. Lesser-Known food colorant. Food Technology. Washington
USA. No. 41. pp. 62-68.
16. Gary C. D. 1981. Química Analítica. 2ª Edición, Editorial LIMUSA, México D. F.
1223 p.
17. Gibaja O. S. 1998. Pigmentos Naturales Quinónicos. Fondo Editorial UNMSM.
Universidad Nacional Mayor de San Marcos. Mexico. 158 p.
18. González M. 2010. Propiedades químicas y físicas de polímeros. E.T.S.I.A.
Universidad Politécnica de Madrid. Madrid España. 122 p.
19. Heitzman H. 1994. Colorants & Coloring Processes. Encyclopedia of Polymer
Science and Technology. Copyright John Wiley & Sons. 2:25-56
20. Hernández H. L., González P. C. 2002. Introducción a al Análisis Instrumental.
Ed. Ariel Ciencia. Madrid, España. 253 p
21. Takahito I. 2005. Pigmento de cochinilla purificado y procedimiento para la
producción del mismo. Oficina Española de Patentes y de Marcas. Madrid,
España. 33 p.
22. Kalpakjian y Schmith. 2001. Manufactura, ingeniería y tecnología. 4ª Edición.
Prentice Hall, New Jersey, U.S.A. 357 p.
23. Marmion D. M. 1991. Handbook of U.S. Colorants, Foods, Drugs, Cosmetics,
and Medical Devices. John Wiley & Sons, New York, USA. 247 p.
24. Martínez M. A. 2012 Quinonas y compuestos relacionados. Universidad de
Antioquia, Medellín, 147 p.

76
25. Ortega C. V. 2011 Comparación del rendimiento del ácido carmínico entre dos
procesos de deshidratación de la cochinilla de tunas cultivadas en guano. Tesis
de Grado en Bioquímica Farmacéutica. Escuela Superior Politécnica de
Chimborazo-Facultad de Ciencias-Escuela de Bioquímica y Farmacia.
Riobamba, Ecuador. 129 p.
26. Pérez, J. 1992 Anteproyecto de una planta procesadora de grana cochinilla para
la obtención de sus principales derivados: extracto de cochinilla, carmín de
cochinilla y ácido carmínico. Tesis profesional Ingeniero Químico. Universidad de
La Salle, Escuela de Química, México. 105 p.
27. Pérez, M. 2001. Nocheztli: el insecto del rojo carmín. Rev. Biodiversitas. 36(6):2-
6.
28. Portillo, M. L. 1994. Los nopales hospederos de la cochinilla fina o cultivada
Dactylopiuscoccus Costa. Rev. Cactus y Suc. 39(4):90-95.
29. Saenz C., H. Berger. 2008. Utilización Agroindustrial del nopal. Boletín de
Servicios Agrícolas. FAO. New York, USA. 165 p.
30. Zelman C. 2008. Quimica y color en los textiles. Facultad de ciencias exactas y
naturales U.B.A, Barcelona, España. 31 p.
31. Zorn B. 1975. Process for the production of Polyurethane coatings. United States
Patent US3904796

77
ANEXOS

78
Hojas técnicas

79
80

81

82

83

84
Espectros Infrarrojos

85

86

87





























