Embed Size (px)
Citation preview
INSTITUTO POLITECNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA QUÍMICA E INDUSTRIAS EXTRACTIVAS
DEPARTAMENTO DE INGENIERIA EN METALURGIA Y MATERIALES
“SIMULACIÓN TERMODINÁMICA DE LA PRODUCCIÓN DE CLINKER”
TESIS PARA OBTENER EL TITULO DE
INGENIERO EN METALURGIA Y MATERIALES
PRESENTA
C. CECILIA KIMBERLY OROZCO AVILA
DIRECTOR DE TESIS
DR. AURELIO HERNÁNDEZ RAMÍREZ
CIUDAD DE MÉXICO, DICIEMBRE 2016
Agradecimientos
La elaboración de la tesis representa el esfuerzo constante durante la licenciatura con
apoyo de muchas personas tanto en lo profesional como en lo personal. Con estas líneas
quisiera mostrar mi gratitud a todas ellas.
A mi tutor, el profesor Aurelio Hernández Ramírez por su gran ayuda y colaboración en
cada momento de consulta y soporte en esta tesis. Además de forma especial agradezco
sus consejos y amistad que fortaleció mi compromiso en aspecto profesional y personal.
A la Ing. María Inés Avila Montiel por su intervención para lograr el estudio en planta y
atenciones laborales y personales.
A mi familia, mis padres Silvestre Rey Orozco Velázquez y Silvia Avila Hernández quienes
han sido parte del camino de todos mis logros, que con su cariño han hecho todo más
fácil. Agradezco infinitamente dar todo por mí en todo momento. A mis hermanos Rodrigo
y María Eugenia por el orgullo que me han demostrado y su incansable labor de
fortalecerme.
A mi novio Antonio de Jesús Sánchez Molina por compartir mis ilusiones e impulsarme a
lograr éste y todos mis objetivos; quien ha depositado en mí una confianza enorme y me
ha protegido en todo momento.
ÍNDICE CON CONTENIDO
RESUMEN i
JUSTIFICACIÓN ii
OBJETIVO iii
Objetivos particulares: iii
INTRODUCCIÓN iv
CAPÍTULO I: GENERALIDADES 1
I.1. Proceso de producción de Cemento 1
I.1.1. Materias primas 1
I.1.2. Trituración 3
I.1.3. Homogeneización previa 3
I.1.4. Dosificación 4
I.1.5. Molienda 4
I.1.6. Homogeneización 4
I.1.7. Calcinación 4
I.1.8. Molienda 6
I.1.9. Envase 6
I.2. Fases del clinker 7
I.2.1. Nomenclatura de las fases del clinker 7
I.3. Cemento 8
I.3.1. Clasificación del cemento 8
I.3.2. Requerimientos mecánicos 10
I.3.2.1. Desarrollo de la resistencia 10
I.3.2.1.1. Resistencia nominal 11
I.3.2.1.2. Resistencia inicial 11
I.3.3. Requerimientos físicos 12
I.3.4. Requerimientos químicos 12
I.4. Producción del cemento 13
I.5. Horno rotatorio 16
I.5.1. Historia 16
I.5.2. Funcionamiento 17
I.5.2.1. Componentes 17
I.5.3. Combustión 19
I.5.3.1. Combustión de coque de petróleo 19
I.5.3.2. Temperatura de flama adiabática 20
I.5.4. Variables de operación 21
I.5.4.1. Mezcla de segregación 21
I.5.4.2. Movimiento y transporte de materiales en el horno 22
CAPÍTULO II: SIMULACIÓN DE HORNO ROTATORIO PARA CEMENTO 23
II.1. Programa de simulación termodinámica FactSage 24
II.1.1. Minimización de energía de Gibbs 24
II.2. Descripción del sistema 25
II.3. Modelo de combustión 26
II.3.1. Temperatura de flama adiabática 26
II.4. Modelo de transferencia de calor 27
II.4.1. Perfil de temperatura del sólido 28
II.4.2. Perfil de temperatura del gas 28
II.4.3. Método numérico de solución 29
II.5. Cálculo termodinámico 30
II.5.1. Precalentador 30
II.5.2. Horno rotatorio 31
II.6. Desarrollo experimental 33
II.6.1. Descripción del muestreo 33
II.6.2. Descripción de las técnicas de caracterización 33
II.6.2.1. Análisis granulométrico 33
II.6.2.2. Análisis de difracción de Rayos X 34
II.6.2.2.1. Cuantificación de especies en cada etapa del precalentador y clinker 34
II.6.2.3. Determinación de especies de muestras con tratamiento térmico en
cámara de temperatura HTK 1200N 34
II.6.2.4. Microscopía Electrónica de Barrido 34
CAPÍTULO III: RESULTADOS 35
III.1. Simulación 35
III.1.1. Temperatura de flama adiabática 35
II.1.2. Perfil de temperatura de las fases sólido y gas 39

III.1.3. Cálculo termodinámico de las etapas del precalentador 49
III.1.4. Cálculo termodinámico del horno rotatorio 50
III.2. Caracterización del muestreo 51
III.2.1. Análisis granulométrico 51
III.2.2. Análisis de Rayos X 53
III.2.2.1. Cuantificación de especies 54
III.2.3. Determinación de especies de las muestras con tratamiento térmico 57
III.2.4. Análisis de Microscopía Electrónica de Barrido 64
CAPÍTULO IV: CONCLUSIONES 72
BIBLIOGRAFÍA 74
APÉNDICE 77
ÍNDICE DE TABLAS
Tabla 1. Parámetros para la determinación de velocidad de reacción constante,
k= A exp (-E/RT) por Guruz y Bac en 1981. 6
Tabla 2. Nomenclatura de los compuestos de la harina cruda. 7
Tabla 3. Nomenclatura de los compuestos del clinker. 7
Tabla 4. Descripción de fases mineralógicas del clinker y su efecto en el
cemento portland. 8
Tabla 5. Los productos de la familia de los cementos comunes. 9
Tabla 6. Composición química de los tipos de cemento de ASTM C150-07 10
Tabla 7. Requisitos mecánicos y físicos expresados como valores característicos. 12
Tabla 8. Requisitos químicos expresados como valores característicos. 13
Tabla 9. Composición elemental de cenizas de coque. 20
Tabla 10. Análisis de combustible. 23
Tabla 11. Cálculo de temperatura adiabática para cada combustible. 35
Tabla 12. Composición química estándar de aire y coque en %masa. 35
Tabla 13. Composición química estándar de aire y combustóleo en %masa. 35
Tabla 14. Composición química estándar de aire y llanta en %masa. 36
Tabla 15. Composición química estándar de aire y plástico en %masa. 36
Tabla 16. Casos para el cálculo de perfil de temperatura del sólido y gas. 40
Tabla 17. Resumen de las especies en equilibrio de acuerdo a la temperatura,
presión y etapas del precaletador. 49
Tabla 18. Análisis granulométrico de la etapa IV. 52
Tabla 19. Análisis granulométrico de la etapa III. 52
Tabla 20. Análisis granulométrico de la etapa II. 52
Tabla 21. Análisis granulométrico de la etapa I. 53
Tabla 22. Composición química de harina cruda y clinker. 53
Tabla 23. Composición química de las materias primas (%masa). 54
Tabla 24. Resumen de la cuantificación de las especies de las etapas del
precalentador. 56
Tabla 25. Cuantificación de las fases presentes en el clinker. 57
Tabla 26. Análisis semi-cuantitativo de los elementos presentes en cada
muestra en %peso. 58
Tabla 27. Identificación de compuestos de alimentación en %peso. 59
Tabla 28. Identificación de compuestos de etapa IV en %peso. 59
Tabla 29. Identificación de compuestos de etapa III en % peso. 60
Tabla 30. Identificación de compuestos de la etapa II en %peso. 60
Tabla 31. Identificación de compuestos de la etapa I T11 en %peso. 61
Tabla 32. Identificación de compuestos de la etapa I T10 en %peso. 61
Tabla 33. Identificación de compuestos de polvo recuperado 62
Tabla 34. Identificación de compuestos del clinker en %peso. 62
ÍNDICE DE FIGURAS
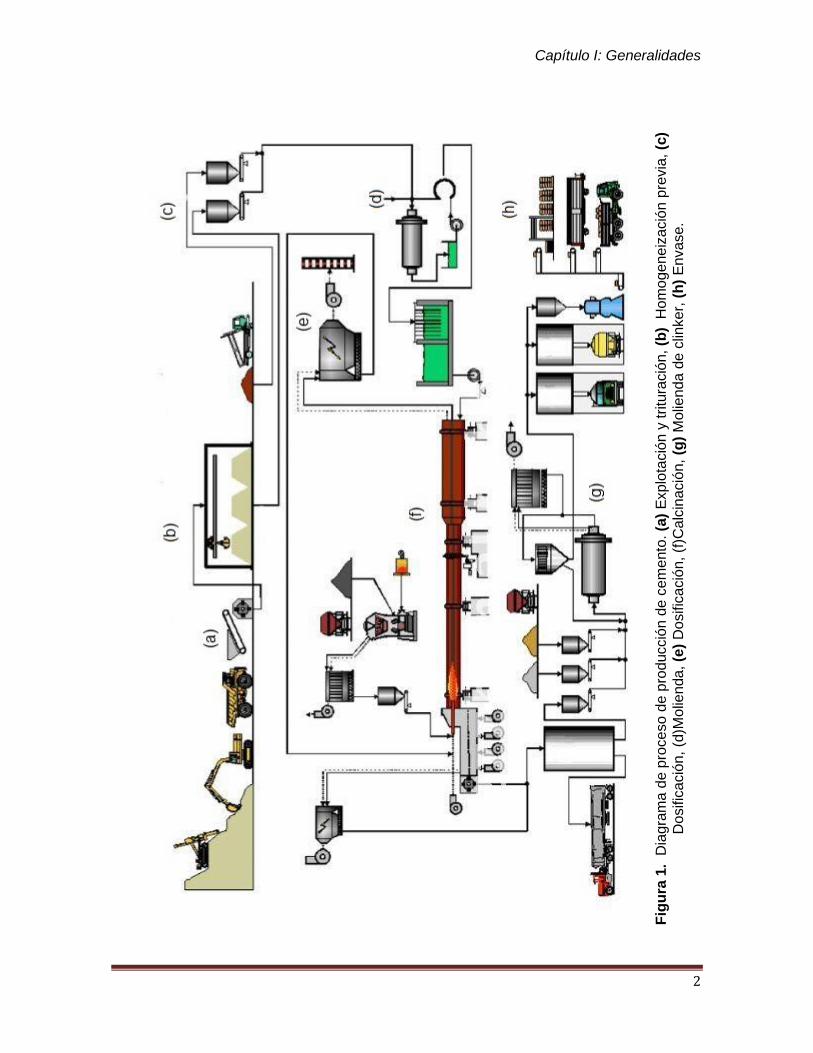
Figura 1. Diagrama de proceso de producción de cemento. (a) Explotación y trituración,
(b) Homogeneización previa, (c) Dosificación, (d)Molienda, (e) Dosificación,
(f)Calcinación, (g) Molienda de clinker, (h) Envase. 2
Figura 2.Desarrollo de la resistencia de los componentes puros. 11
Figura 3. Evolución de la producción de cemento y del sector de la construcción (7). 14
Figura 4. Producción total de cemento en 2013(7). 14
Figura 5. Evolución de la producción de cemento. 15
Figura 6. Porcentaje de la capacidad de la planta en la industria manufacturera y
de la fabricación de cemento. 16
Figura 7. Componentes del horno de tres estaciones. 17
Figura 8. Temperatura de flama vs relación aire-combustible. 21
Figura 9. Movimiento de material dentro de horno rotatorio. 22
Figura 10. Elemento diferencial para el modelo local. 24
Figura 11. Gráfica de energía libre de Gibbs contra grado de avance. 25
Figura 12. Sistema precalentador-horno-enfriador para la elaboración de clinker. 26
Figura 13. Transferencia de calor radial. 27
Figura 14. Precalentador de IV etapas. 31
Figura 15. Esquema de tiempo de residencia para la formación de fases en porción
masa a diferentes temperaturas (°C) dentro del horno rotatorio. 32
Figura 16. Variación de la temperatura de flama (°C) en función de la
relación de combustión de aire/coque (Kg/s). 37
Figura 17. Variación de la temperatura de flama (°C) en función de la
relación de combustión de aire/combustóleo (Kg/s). 37
Figura 18. Variación de la temperatura de flama (°C) en función de la
relación de combustión de aire/llanta (Kg/s). 38
Figura 19. Variación de la temperatura de flama (°C) en función de la
relación de combustión de aire/plástico (Kg/s). 39
Figura 20. Perfil de temperatura del sólido en condición de combustión aire/coque (Kg/s),
con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del
horno. 41
Figura 21. Perfil de temperatura del gas en condición de combustión aire/coque (Kg/s),
con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del
horno. 41
Figura 22. Perfil de temperatura del sólido en condición de combustión aire/coque (Kg/s),
con mezcla de aire estándar (0.25 O2, 0.75 N2, %masa). Respecto a la longitud del
horno. 42
Figura 23. . Perfil de temperatura del gas en condición de combustión aire/coque (Kg/s),
con mezcla de aire estándar (0.25 O2, 0.75 N2, %masa). Respecto a la longitud del
horno. 42
Figura 24. Perfil de temperatura del sólido en condición de combustión aire/coque (Kg/s),
con mezcla de aire estándar (0.27 O2, 0.73 N2, %masa). Respecto a la longitud del
horno. 43
Figura 25. Perfil de temperatura del gas en condición de combustión aire/coque (Kg/s),
con mezcla de aire estándar (0.27 O2, 0.73 N2, %masa). Respecto a la longitud del
horno. 43
Figura 26. Perfil de temperatura del sólido en condición de combustión aire/coque (Kg/s),
con mezcla de aire estándar (0.30 O2, 0.70 N2, %masa). Respecto a la longitud del
horno. 44
Figura 27. Perfil de temperatura del gas en condición de combustión aire/coque (Kg/s),
con mezcla de aire estándar (0.30 O2, 0.70 N2, %masa). Respecto a la longitud del
horno. 44
Figura 28. Perfil de temperatura del sólido en condición de combustión aire/coque (Kg/s),
con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del
horno. 46
Figura 29. Perfil de temperatura del gas en condición de combustión aire/coque (Kg/s),
con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del
horno. 46
Figura 30. Perfil de temperatura del sólido en condición de combustión aire/llanta (Kg/s),
con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del
horno. 47
Figura 31. Perfil de temperatura del gas en condición de combustión aire/llanta (Kg/s), con
mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del horno. 47
Figura 32. Perfil de temperatura del sólido en condición de combustión aire/pástico (Kg/s),
con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del
horno. 48
Figura 33. Perfil de temperatura del gas en condición de combustión aire/plástico (Kg/s),
con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del
horno. 48
Figura 34. Diagrama de fases del clinker a partir de 25-1500 °C. 51
Figura 35. Patrones de difracción de alimentación (harina cruda que entra al
precalentador, de las etapas del precalentador y de clinker a la salida del horno
rotatorio. 55
Figura 36. Captura de alimentación por microscopía electrónica de barrido a
diferentes magnificaciones. 64
Figura 37. Mapeo por elemento de alimentación con magnificación de 2500x. 65
Figura 38. Mapeo por elemento de etapa IV con una magnificación de 1000x. 66
Figura 39. Captura de muestra de etapa III con magnificación: (a) 400x y (b) 1500x. 67
Figura 40. Mapeo por elemento de la etapa III con magnificación de 1500x. 67
Figura 41. Captura de etapa II por microscopía electrónica de barrido a
diferentes magnificaciones. 68
Figura 42. Mapeo por elemento de la etapa I- T11 con magnificación de 2000x. 69
Figura 43. Captura de etapa I-T11 por microscopía electrónica de barrido. 70
Figura 44. Captura de etapa I-T10 por microscopía electrónica de barrido
con magnificación de 1000x. 70
Figura 45. Mapeo por elemento de polvo recuperado con magnificación de 1500x. 71
Figura 46. Captura de clinker por microscopía electrónica de barrido. 71
i
RESUMEN
En la industria cementera mexicana existe preocupación con respecto a la composición
del clinker en la producción en horno rotatorio.
El presente trabajo de tesis se llevó a cabo en una industria cementera con el fin de
simular a través del programa FactSage las fases que se forman durante el proceso de
calcinación-producción de clinker, así como la influencia de la temperatura de flama en la
distribución de especies mineralógicas durante el proceso antes mencionado.
La simulación comprende las etapas del precalentador y horno rotatorio. De manera
simultánea a la simulación, también se realizó el análisis de caracterización para muestras
de las etapas simuladas mediante la técnica de difracción de rayos X, análisis
granulométrico, microscopía electrónica de barrido y el programa Match que mediante el
método de Rietveld. Se observó una tendencia de la formación de las fases mineralógicas
en el clinker con respecto a la temperatura de flama (horno) y en las etapas en el
precalentador.
Los experimentos contemplaron el desarrollo de simulación de diferentes escenarios de
combustión con coque, oxicombustión con coque, y combustión con combustibles alternos
para evaluar la temperatura en condición adiabática y desarrollar el perfil de temperatura
de manera axial para el horno rotatorio.
Los resultados de la simulación de combustión en %masa con combustibles alternos
generan una diferencia de temperatura no significativa con la relación de alimentación
aire/coque en operación regular y garantiza la trasformación de fases características del
clinker a través del modelo de transferencia de calor.
Los escenarios simulados con combustibles alternos con relación de alimentación en
%masa: combustóleo con relaciones de alimentación (6.828, 6.940 y 7.097), llanta con
relaciones de alimentación (2.943, 2.991 y 3.059) y plástico con relaciones de
alimentación (4.969, 5.051 y 5.165).
ii
JUSTIFICACIÓN
El clinker es el producto químico mayoritario en la composición del cemento y es
responsable de las características físicas y mecánicas, inmediatas y a largo plazo en el
cemento.
La elaboración de clinker consiste en dos etapas, la primera en un calentamiento de la
harina cruda en el precalentador de cuatro etapas en donde ocurre una calcinación parcial
con una temperatura máxima de 900 °C y descarga en el horno, en donde ocurren las
reacciones de clinkerización a 1400 °C.
Es de interés para la industria cementera reducir o eliminar la variación química en la
producción de clinker infiriendo en la alimentación de combustible y la generación de calor
suficiente para llevar a cabo dicha transformación.
Con base a lo anterior, el presente trabajo propone medir in-situ las condiciones de
operación del proceso: perfiles de temperatura en las etapas del precalentador, horno
rotatorio, combustión, así como la composición química de la harina cruda, de los
combustibles y de los gases de combustión.
Adicionalmente, el trabajo se complementa al realizar la simulación del horno,
considerando la transferencia de calor, temperatura de flama adiabática y parámetros de
operación.
iii
OBJETIVO
El objetivo de la presente tesis es simular, mediante el uso del software FactSage, las
fases que se forman durante el proceso de calcinación-producción de clinker, así como la
influencia de la temperatura de flama en la distribución de especies mineralógicas durante
el proceso antes mencionado.
Objetivos particulares:
Realizar una caracterización de harina a la entrada del horno y del clinker obtenido
in-situ.
Obtención de los perfiles de temperatura de las fases del sistema en el horno
rotatorio a través de un modelo de transferencia de calor y determinación de
temperatura de flama adiabática.
Cálculos termodinámicos (simulación termodinámica) de la producción del clinker,
en cada etapa del precalentador y horno rotatorio.
iv
INTRODUCCIÓN
En el proceso químico de elaboración de clinker se lleva a cabo en dos etapas, la primera
en una etapa de calcinación (precalentador) en donde se descompone parcialmente el
carbonato de calcio (CaCO3) en óxido de calcio (CaO) hasta una temperatura máxima de
900 °C, y la segunda etapa en donde ocurre la formación de clinker a una temperatura de
1450 °C (horno rotatorio).
Los parámetros de control en la industria cementera son los perfiles de temperatura en los
equipos, composición de materia prima alimentada (harina cruda) y composición química
del producto (clinker).
El presente trabajo tiene como objetivo principal simular mediante el programa FactSage
las reacciones en función de la temperatura en el precalentador y horno y mostrar un
modelo que describa el perfil de composición química presente en el horno rotatorio. Para
validar dicha simulación se utilizan muestras in situ de una industria cementera para
caracterizar la harina de entrada al horno y balancear las especies formadas a partir de
dicha composición química.
Como parte de la determinación del perfil de temperatura, el programa FactSage con sus
módulos (Reaction, Predom, pH, Equilib, Phase Diagram y Optisage) para determinar la
temperatura de flama adiabática y comparar mediante iteraciones con la temperatura al
exterior del horno rotatorio.
Esta simulación tendrá beneficios industriales al proporcionar escenarios de combustión
que garanticen la temperatura a la que se produce el clinker, sin comprometer la
composición química.
Capítulo I: Generalidades
1
CAPÍTULO I: GENERALIDADES
El clinker (1) es el producto químico mayoritario en la composición del cemento y es
responsable de las características físicas y mecánicas inmediatas y a largo plazo en el
cemento.
El clinker se define como “el producto artificial obtenido por la calcinación y sinterización
de los crudos correspondientes, a la temperatura y durante el tiempo necesario, y
posterior enfriamiento adecuado, a fin de que dichos productos tengan la composición
química y la constitución mineralógica requerida. Los crudos para el clinker portland son
mezclas suficientemente finas, homogéneas y adecuadamente dosificadas de materias
primas que contienen cal (CaO), sílice (SiO2), alúmina (Al2O3), óxido férrico (Fe2O3) y
pequeñas cantidades de otros compuestos minoritarios, los cuales se clinkerizan a
1250°C para los cementos grises y a 1450°C para el cemento blanco”,
La producción de cemento involucra la producción de clinker, que será descrita a
continuación.
I.1. Proceso de producción de Cemento
En la elaboración de cemento portland se combinan los productos yeso y clinker. En la
Figura 1 se muestra un diagrama que describe el proceso de elaboración de cemento
desde la extracción de materias primas hasta el envase del producto terminado.
A continuación se describe el proceso en todas sus etapas, para comprender la
elaboración del clinker como producto para la producción de cemento.
I.1.1. Materias primas
I.1.1.1. Componente calcáreo
El Carbonato (2) de Calcio (CaCO3) abunda en la naturaleza. Para fabricar cemento
portland es adecuado el procedente de todas las formas geológicas. La dureza de la
caliza está comprendida entre 1.8 y 3.0 de la escala de Mohs; su peso específico varía de
2.6 a 2.8.
Usualmente la caliza contiene otros materiales pertenecientes a sustancias arcillosas o a
minerales de hierro que influyen en su color.
En el crudo para cemento el componente calcáreo alcanza una cuantía del 76-80%.
Capítulo I: Generalidades
2
Fig
ura
1. D
iagra
ma
de p
roce
so
de p
rod
ucció
n d
e c
em
ento
. (a
) E
xp
lota
ció
n y
tritu
ració
n, (b
) H
om
oge
ne
iza
ció
n p
revia
, (c
)
Do
sific
ació
n,
(d)M
olie
nda, (e
) D
osific
ació
n, (f
)Ca
lcin
ació
n,
(g)
Mo
liend
a d
e c
linker,
(h
) E
nvase.
Capítulo I: Generalidades
3
I.1.1.2. Componente de arcilla
La segunda materia prima importante para la fabricación de cemento es la arcilla. Las
arcillas, en esencia, son productos de meteorización de silicatos de los metales alcalinos y
alcalinotérreos, en particular de los feldespatos.
Las arcillas se clasifican en los siguientes grupos:
1. Grupo del caolín
2. Grupo de montmorillonita
3. El grupo de las arcillas con álcalis como la mica
I.1.1.3. Componentes adicionales
I.1.1.3.1. Óxido de magnesio
Esta combinado un 2% en las fases principales del clinker, más allá de esta cifra aparece
como MgO (periclasa) en el clínker. Por lo general, el MgO se encuentra en la caliza como
dolomita (CaCO3∙MgCO3).
I.1.1.3.2. Álcalis
Los K2O y Na2O proceden principalmente de los materiales margosos y arcillosos en que
están presentes en forma de inclusiones finamente dispersas en el seno de los
feldespatos, de los restos de mica y del mineral illita. (2)
I.1.1.3.3. Azufre
Se suele presentar combinado como sulfuro (pirita y marcasita FeS2) en casi todas las
materias primas para cemento.
I.1.2. Trituración
Los fragmentos provenientes de la explotación de mineral son transportados hacia el
departamento de trituración. La Figura 1(a) muestra la trituración del material se realiza
por medio de un triturador de placas que reducen en material hasta alcanzar un tamaño
máximo de 3 cm de diámetro.
El proceso de trituración es en circuito cerrado; el material que presenta dimensiones
mayores se separa por cribado y retorna al triturador para desmenuzarlo hasta el tamaño
exigido.
I.1.3. Homogeneización previa
Todas las materias primas requieren una homogeneización previa que se logra de manera
independiente en almacenes circulares para la caliza y longitudinales para el resto de los
materiales con sistemas de almacenamiento y recuperación. En la Figura 1 (b) se
Capítulo I: Generalidades
4
observa que el circuito del proceso del material triturado y cribado se recibe en el almacén
de prehomogeneización donde es cortado por un rastrillo que hace resbalar las piedras
homogéneas hacia una tolva, que por medio de elevadores, lo entrega al departamento
de dosificación. Las pilas de material son removidas para evitar la segregación.
I.1.4. Dosificación
Aquí el material pasa a las tolvas que dan las cantidades necesarias de cada materia
prima, para poder pasar a la molienda de la harina cruda. Cada uno de los materiales es
dosificado en la proporción correcta para su mezcla como se muestra en la Figura 1(c).
La composición de harina cruda se maneja de forma general en la industria: CaO: 42%-
44%, SiO2: 12%-14%, Al2O3: 3-5%, y Fe2O3: 2-%-3% (2). El material cae de tolvas a una
banda pesadora que tiene la indicación de la cantidad de cada uno de los materiales para
unirlos en una banda que los transporta a molienda.
I.1.5. Molienda
Las materias primas pasan por un proceso adicional de reducción de tamaño, que
mediante el uso de un molino vertical de rodillos de alta presión pulveriza el material, el
material se obtiene con un retenido en tamiz 170 (90μ) de 10%-12%. Ver Figura 1(d).
I.1.6. Homogeneización
La harina pulverizada se traslada a silos de homogeneización en cuyas cámaras
intermedias, mediante aire a diferentes presiones y descargas de material, se logra reunir
partículas semejantes entre sí. Una vez homogeneizada, la harina cruda pasa a la unidad
de calcinación. Figura 1(e).
I.1.7. Calcinación
La mezcla en bruto del material de alimentación del horno de cemento (o carga, harina
cruda) incluye algunas formulaciones de CaCO3 piedra caliza, Al2O3 alúmina, Fe2O3
hematita y sílice SiO2. En su viaje a través del horno, la carga se somete a todo tipo de
procesos en función de la temperatura, incluido el secado, precalentamiento, reacciones
químicas, un cambio de fase, la reestructuración o sinterización, y la refrigeración.
En esta etapa se requiere de una temperatura de 900 °C en el precalentador y 1450 °C en
el interior del horno (Figura 1(f)).
Cuando el material alimentado al horno entra en las zonas de alta temperatura en el horno
rotatorio, una serie de reacciones químicas ocurren con el óxido de calcio, óxido de
aluminio, óxido férrico, sílice, y otros óxidos metálicos reaccionan para formar cuatro
compuestos principales de cemento (3). Las temperaturas de formación de estos
compuestos definen las zonas axiales en las que se forma cada compuesto. El perfil de
temperatura axial del horno se puede dividir en tres zonas en las que todas las reacciones
se producen ya sea de forma independiente o simultánea.
Capítulo I: Generalidades
5
a) Zona de descomposición
La cantidad de materia prima que no reacciona en la salida del precalentador puede ser
tanto como 85 a 95 por ciento. Al entrar en la zona de descomposición pequeñas
cantidades de CaO·Al2O3 (CA), CaO∙Fe2O3 (CF), 2CaO·Fe2O3, y 5CaO·3Al2O3 (C5A3) se
forman después de las reacciones siguientes:
CaCO3 →CaO + CO2 (600-900 °C) (1) CaO + Al2O3 → CaO · Al2O3 (800 °C) (2) CaO + Fe2O3 → CaO · Fe2O3 (800 °C) (3) CaO + CaO · Fe2O3 → 2CaO · Fe2O3 (800 °C) (4) 3 CaO · Al2O3 + 2CaO → 5CaO · 3Al2O3 (900-950 °C) (5)
Después de la zona de descomposición, es decir, en el lugar con la temperatura axial
mayor que 900 °C, se puede suponer que la disociación de carbonato de calcio, la
ecuación 1, una reacción endotérmica con ∆H = -1660 kJ/kg CaCO3, se encuentra
completa.
b) Zona de transición
Las reacciones clave en esta zona son principios endotérmicos con sílice (C2S), (∆ H = +
603 kJ/kg C2S) seguido de la formación de C4AF (∆H = + 109 kJ/kg C4AF), y C3A (∆H =
37kJ / kg C3A), es decir:
2CaO + SiO2 → 2CaO·SiO2 (1000 °C) (6) 3(2CaO·Fe2O3) + 5CaO·3Al2O3 + CaO → 3(4CaO·Al2O3·Fe2O3)
(1200-1300 °C) (7)
5CaO·3Al2O3 + 4CaO → 3(3CaO·Al2O3) (1200-1300 °C) (8)
c) Zona de clinkerización
En esta zona el componente principal, C3S (∆H = + 448 kJ/kg C3S), está formado por una
reacción entre C2S formado anteriormente y cualquier cal libre disponible como en la
ecuación 9.
2CaO·SiO2 +CaO → 3CaO·SiO2 (1350–1450 °C) (9)
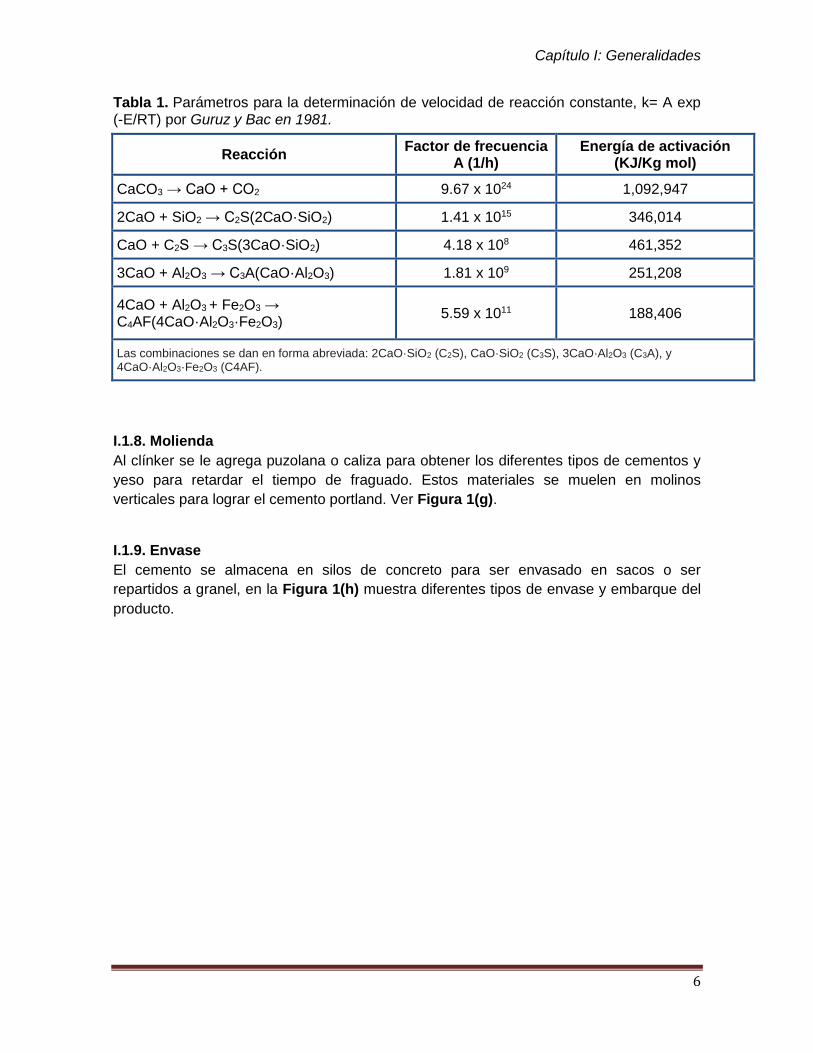
La determinación de la constante cinética para la ecuación 1 y las ecuaciones 5-8 se
muestra en la Tabla 1.
Capítulo I: Generalidades
6
Tabla 1. Parámetros para la determinación de velocidad de reacción constante, k= A exp (-E/RT) por Guruz y Bac en 1981.
Reacción Factor de frecuencia
A (1/h) Energía de activación
(KJ/Kg mol)
CaCO3 → CaO + CO2 9.67 x 1024 1,092,947
2CaO + SiO2 → C2S(2CaO·SiO2) 1.41 x 1015 346,014
CaO + C2S → C3S(3CaO·SiO2) 4.18 x 108 461,352
3CaO + Al2O3 → C3A(CaO·Al2O3) 1.81 x 109 251,208
4CaO + Al2O3 + Fe2O3 → C4AF(4CaO·Al2O3·Fe2O3)
5.59 x 1011 188,406
Las combinaciones se dan en forma abreviada: 2CaO·SiO2 (C2S), CaO·SiO2 (C3S), 3CaO·Al2O3 (C3A), y 4CaO·Al2O3·Fe2O3 (C4AF).
I.1.8. Molienda
Al clínker se le agrega puzolana o caliza para obtener los diferentes tipos de cementos y
yeso para retardar el tiempo de fraguado. Estos materiales se muelen en molinos
verticales para lograr el cemento portland. Ver Figura 1(g).
I.1.9. Envase
El cemento se almacena en silos de concreto para ser envasado en sacos o ser
repartidos a granel, en la Figura 1(h) muestra diferentes tipos de envase y embarque del
producto.
Capítulo I: Generalidades
7
I.2. Fases del clinker
I.2.1. Nomenclatura de las fases del clinker
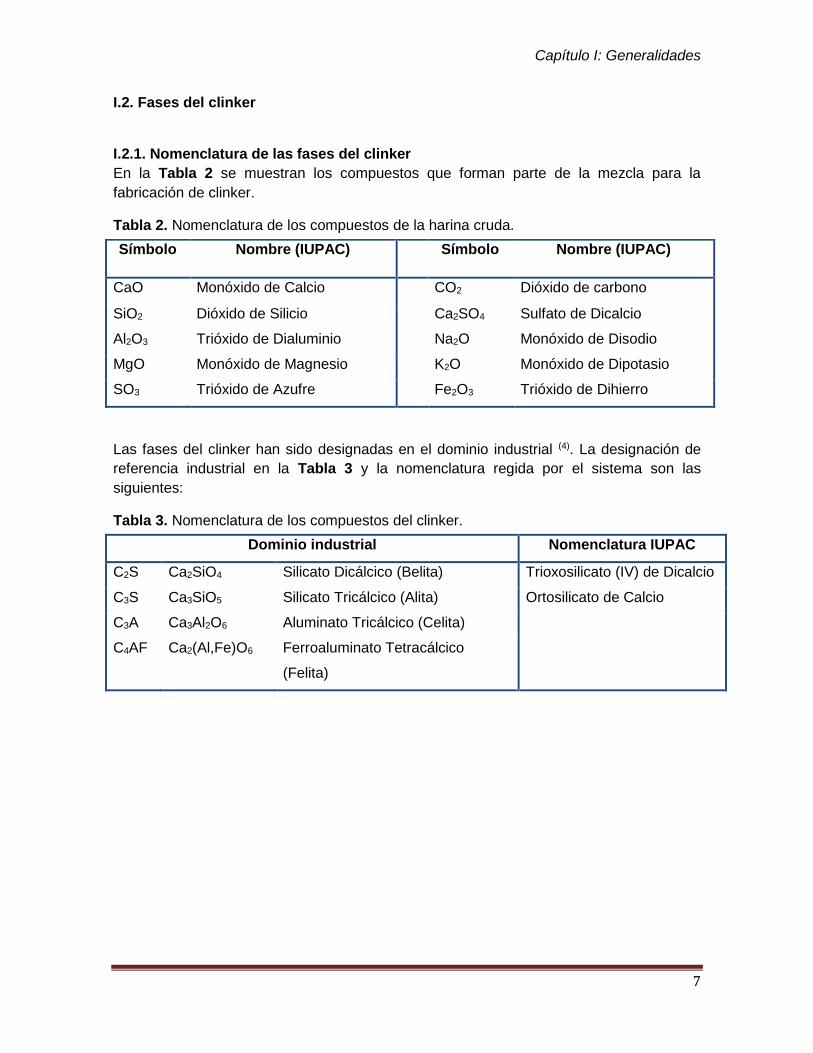
En la Tabla 2 se muestran los compuestos que forman parte de la mezcla para la
fabricación de clinker.
Tabla 2. Nomenclatura de los compuestos de la harina cruda.
Las fases del clinker han sido designadas en el dominio industrial (4). La designación de
referencia industrial en la Tabla 3 y la nomenclatura regida por el sistema son las
siguientes:
Tabla 3. Nomenclatura de los compuestos del clinker.
Dominio industrial Nomenclatura IUPAC
C2S Ca2SiO4 Silicato Dicálcico (Belita) Trioxosilicato (IV) de Dicalcio
C3S Ca3SiO5 Silicato Tricálcico (Alita) Ortosilicato de Calcio
C3A Ca3Al2O6 Aluminato Tricálcico (Celita)
C4AF Ca2(Al,Fe)O6 Ferroaluminato Tetracálcico
(Felita)
Símbolo Nombre (IUPAC) Símbolo Nombre (IUPAC)
CaO Monóxido de Calcio CO2 Dióxido de carbono
SiO2 Dióxido de Silicio Ca2SO4 Sulfato de Dicalcio
Al2O3 Trióxido de Dialuminio Na2O Monóxido de Disodio
MgO Monóxido de Magnesio K2O Monóxido de Dipotasio
SO3 Trióxido de Azufre Fe2O3 Trióxido de Dihierro
Capítulo I: Generalidades
8
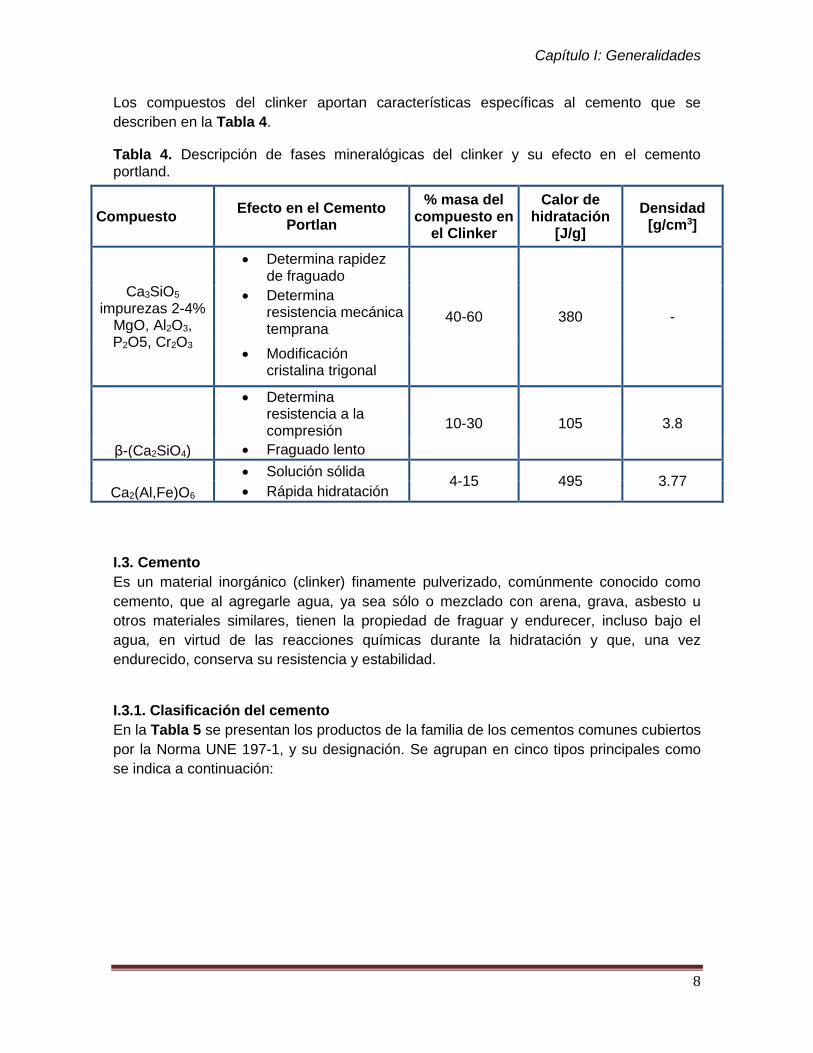
Los compuestos del clinker aportan características específicas al cemento que se
describen en la Tabla 4.
Tabla 4. Descripción de fases mineralógicas del clinker y su efecto en el cemento portland.
Compuesto Efecto en el Cemento
Portlan
% masa del compuesto en
el Clinker
Calor de hidratación
[J/g]
Densidad [g/cm3]
Ca3SiO5 impurezas 2-4%
MgO, Al2O3, P2O5, Cr2O3
Determina rapidez de fraguado
40-60 380 -
Determina resistencia mecánica temprana
Modificación cristalina trigonal
β-(Ca2SiO4)
Determina resistencia a la compresión
10-30 105 3.8
Fraguado lento
Ca2(Al,Fe)O6
Solución sólida 4-15 495 3.77
Rápida hidratación
I.3. Cemento
Es un material inorgánico (clinker) finamente pulverizado, comúnmente conocido como
cemento, que al agregarle agua, ya sea sólo o mezclado con arena, grava, asbesto u
otros materiales similares, tienen la propiedad de fraguar y endurecer, incluso bajo el
agua, en virtud de las reacciones químicas durante la hidratación y que, una vez
endurecido, conserva su resistencia y estabilidad.
I.3.1. Clasificación del cemento
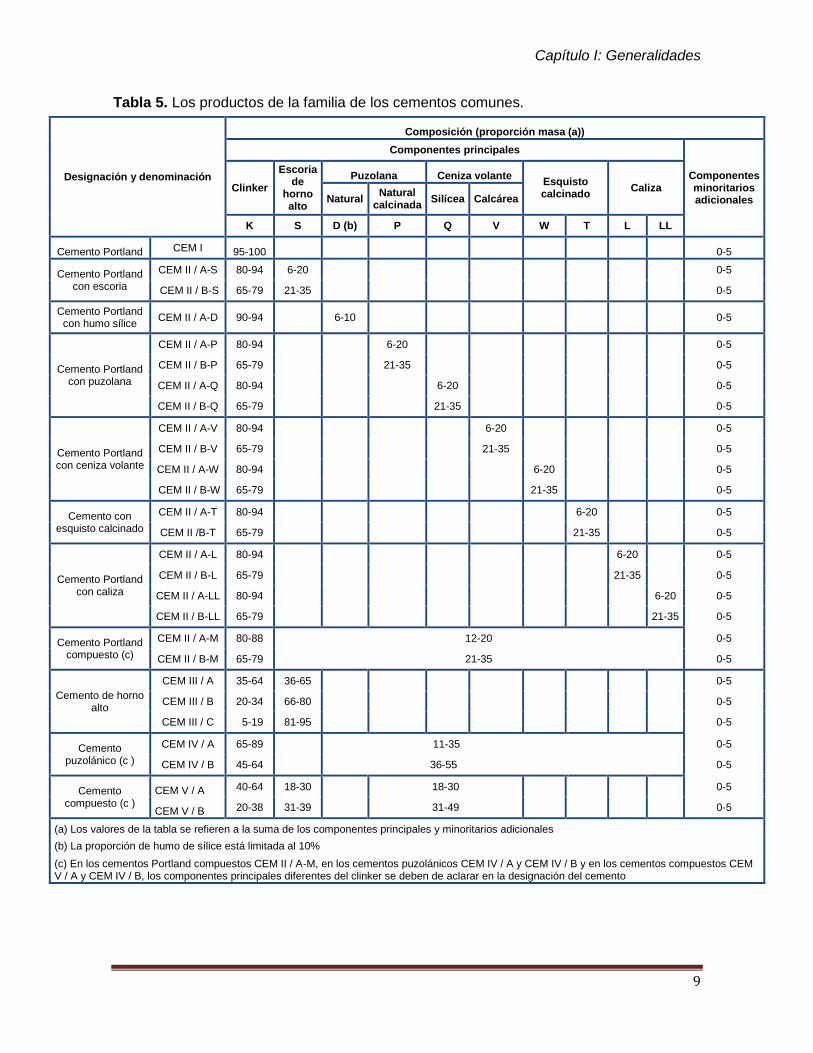
En la Tabla 5 se presentan los productos de la familia de los cementos comunes cubiertos
por la Norma UNE 197-1, y su designación. Se agrupan en cinco tipos principales como
se indica a continuación:
Capítulo I: Generalidades
9
Tabla 5. Los productos de la familia de los cementos comunes.
Designación y denominación
Composición (proporción masa (a))
Componentes principales
Componentes minoritarios adicionales
Clinker
Escoria de
horno alto
Puzolana Ceniza volante Esquisto calcinado
Caliza Natural
Natural calcinada
Silícea Calcárea
K S D (b) P Q V W T L LL
Cemento Portland CEM I 95-100
0-5
Cemento Portland con escoria
CEM II / A-S 80-94 6-20 0-5
CEM II / B-S 65-79 21-35 0-5
Cemento Portland con humo sílice
CEM II / A-D 90-94 6-10 0-5
Cemento Portland con puzolana
CEM II / A-P 80-94
6-20 0-5
CEM II / B-P 65-79 21-35 0-5
CEM II / A-Q 80-94 6-20 0-5
CEM II / B-Q 65-79 21-35 0-5
Cemento Portland con ceniza volante
CEM II / A-V 80-94 6-20 0-5
CEM II / B-V 65-79 21-35 0-5
CEM II / A-W 80-94 6-20 0-5
CEM II / B-W 65-79 21-35 0-5
Cemento con esquisto calcinado
CEM II / A-T 80-94 6-20 0-5
CEM II /B-T 65-79 21-35 0-5
Cemento Portland con caliza
CEM II / A-L 80-94 6-20 0-5
CEM II / B-L 65-79 21-35 0-5
CEM II / A-LL 80-94 6-20 0-5
CEM II / B-LL 65-79 21-35 0-5
Cemento Portland compuesto (c)
CEM II / A-M 80-88 12-20 0-5
CEM II / B-M 65-79 21-35 0-5
Cemento de horno alto
CEM III / A 35-64 36-65 0-5
CEM III / B 20-34 66-80 0-5
CEM III / C 15-19 81-95 0-5
Cemento puzolánico (c )
CEM IV / A 65-89 111-35
0-5
CEM IV / B 45-64 36-55 0-5
Cemento compuesto (c )
CEM V / A 40-64 18-30 18-30 0-5
CEM V / B 20-38 31-39 31-49 0-5
(a) Los valores de la tabla se refieren a la suma de los componentes principales y minoritarios adicionales
(b) La proporción de humo de sílice está limitada al 10%
(c) En los cementos Portland compuestos CEM II / A-M, en los cementos puzolánicos CEM IV / A y CEM IV / B y en los cementos compuestos CEM V / A y CEM IV / B, los componentes principales diferentes del clinker se deben de aclarar en la designación del cemento
Capítulo I: Generalidades
10
CEM I. Cemento portland
CEM II. Cemento portland compuesto
CEM III. Cemento de horno alto
CEM IV. Cemento puzolánico
CEM V. Cemento compuesto
La familia de cemento contiene 27 tipos de productos diferentes, para el cemento Portland
contiene del 95-100 por ciento en masa de clinker, y como componente adicional contiene
yeso de 0-5 por ciento.
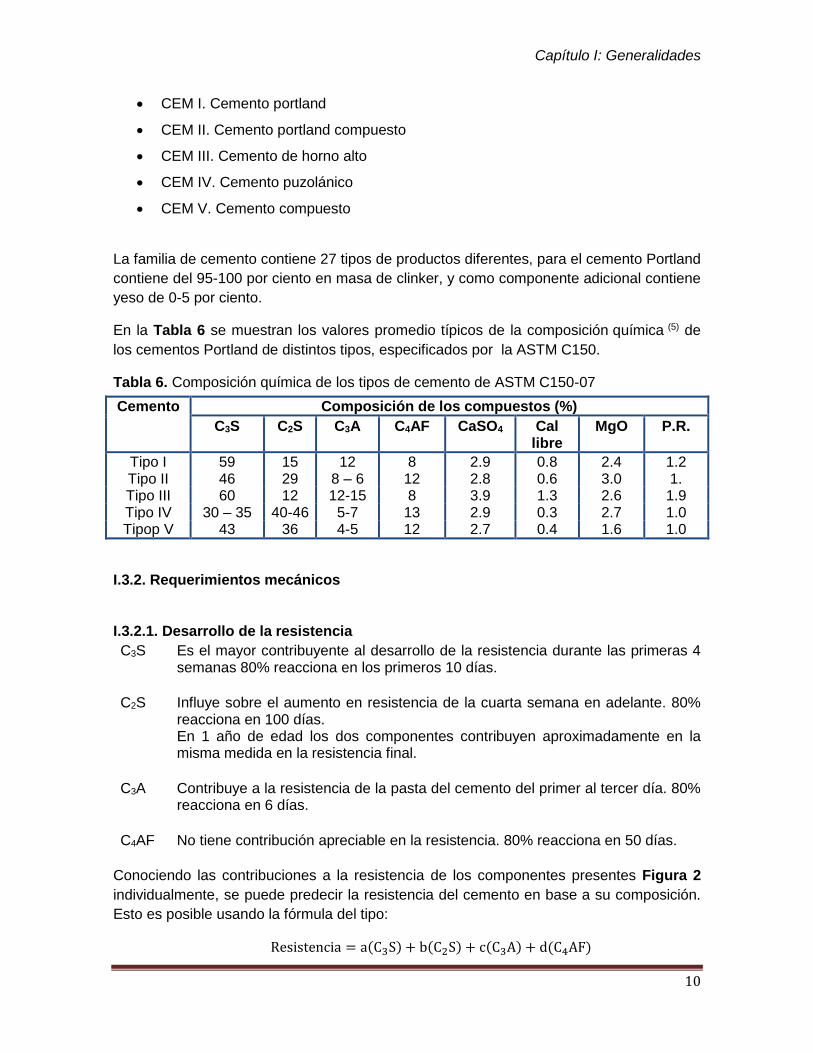
En la Tabla 6 se muestran los valores promedio típicos de la composición química (5) de
los cementos Portland de distintos tipos, especificados por la ASTM C150.
Tabla 6. Composición química de los tipos de cemento de ASTM C150-07
Cemento Composición de los compuestos (%)
C3S C2S C3A C4AF CaSO4 Cal libre
MgO P.R.
Tipo I 59 15 12 8 2.9 0.8 2.4 1.2 Tipo II 46 29 8 – 6 12 2.8 0.6 3.0 1. Tipo III 60 12 12-15 8 3.9 1.3 2.6 1.9 Tipo IV 30 – 35 40-46 5-7 13 2.9 0.3 2.7 1.0 Tipop V 43 36 4-5 12 2.7 0.4 1.6 1.0
I.3.2. Requerimientos mecánicos
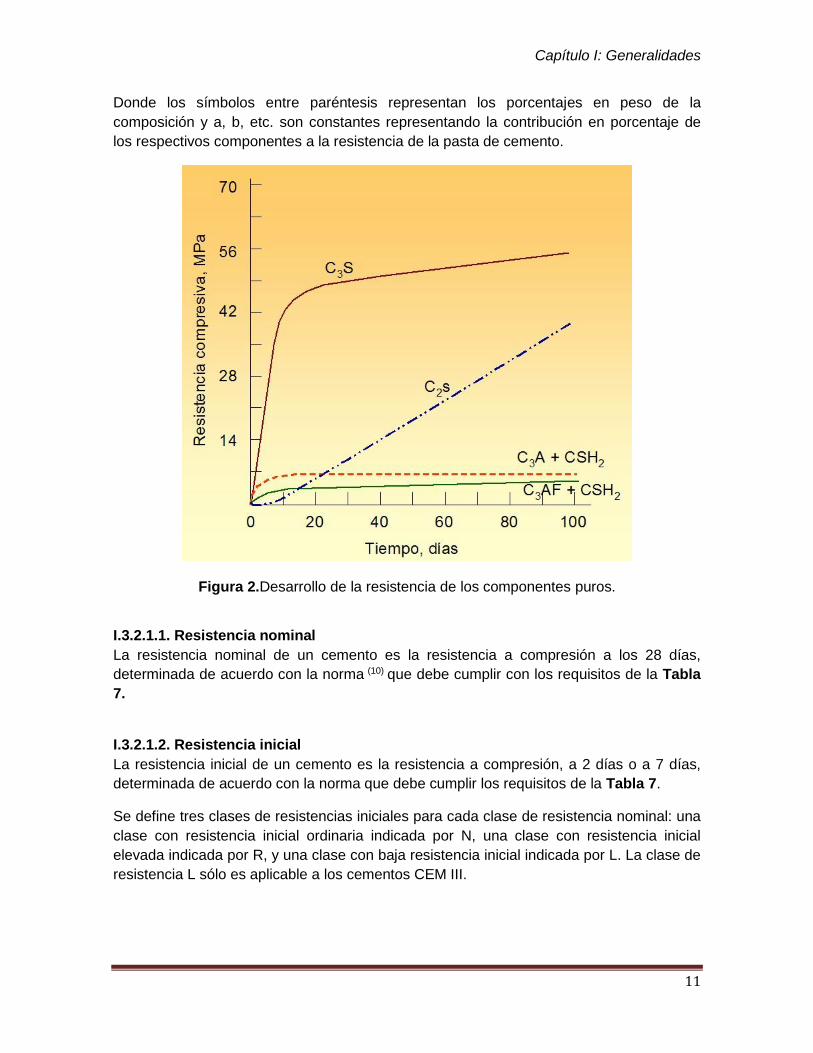
I.3.2.1. Desarrollo de la resistencia
C3S Es el mayor contribuyente al desarrollo de la resistencia durante las primeras 4 semanas 80% reacciona en los primeros 10 días.
C2S Influye sobre el aumento en resistencia de la cuarta semana en adelante. 80%
reacciona en 100 días. En 1 año de edad los dos componentes contribuyen aproximadamente en la misma medida en la resistencia final.
C3A Contribuye a la resistencia de la pasta del cemento del primer al tercer día. 80%
reacciona en 6 días.
C4AF No tiene contribución apreciable en la resistencia. 80% reacciona en 50 días.
Conociendo las contribuciones a la resistencia de los componentes presentes Figura 2
individualmente, se puede predecir la resistencia del cemento en base a su composición.
Esto es posible usando la fórmula del tipo:
Resistencia = a(C3S) + b(C2S) + c(C3A) + d(C4AF)
Capítulo I: Generalidades
11
Donde los símbolos entre paréntesis representan los porcentajes en peso de la
composición y a, b, etc. son constantes representando la contribución en porcentaje de
los respectivos componentes a la resistencia de la pasta de cemento.
Figura 2.Desarrollo de la resistencia de los componentes puros.
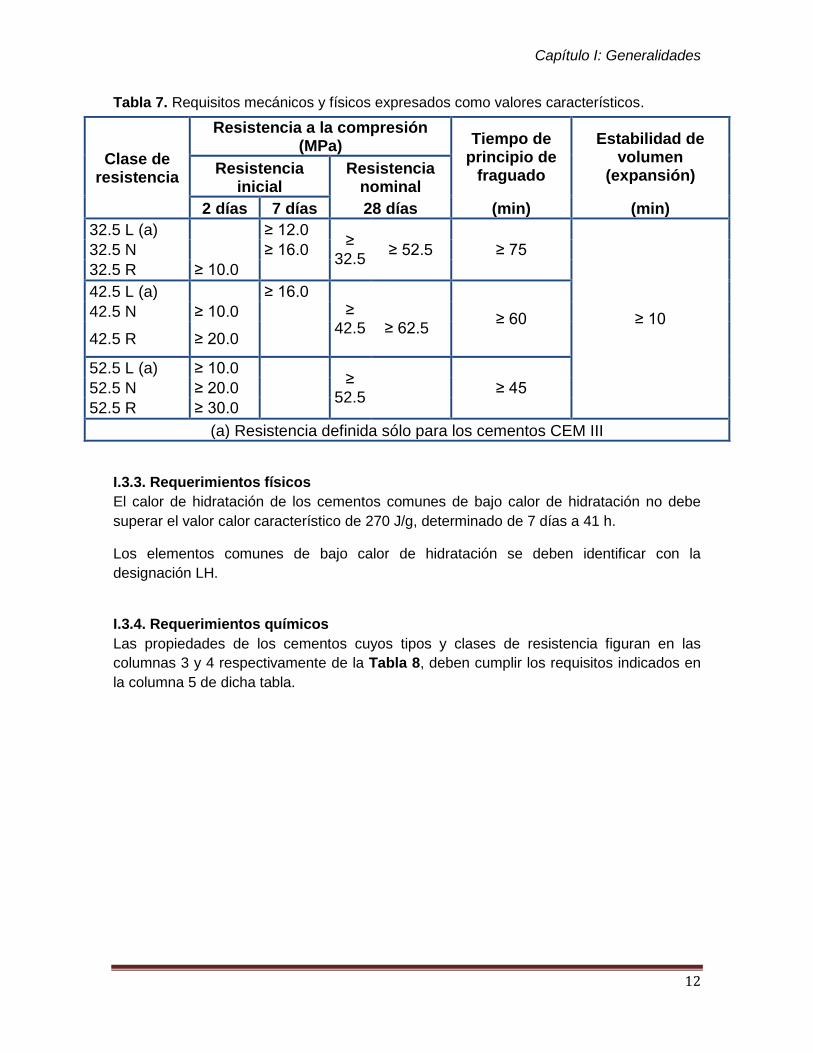
I.3.2.1.1. Resistencia nominal
La resistencia nominal de un cemento es la resistencia a compresión a los 28 días,
determinada de acuerdo con la norma (10) que debe cumplir con los requisitos de la Tabla
7.
I.3.2.1.2. Resistencia inicial
La resistencia inicial de un cemento es la resistencia a compresión, a 2 días o a 7 días,
determinada de acuerdo con la norma que debe cumplir los requisitos de la Tabla 7.
Se define tres clases de resistencias iniciales para cada clase de resistencia nominal: una
clase con resistencia inicial ordinaria indicada por N, una clase con resistencia inicial
elevada indicada por R, y una clase con baja resistencia inicial indicada por L. La clase de
resistencia L sólo es aplicable a los cementos CEM III.
Capítulo I: Generalidades
12
Tabla 7. Requisitos mecánicos y físicos expresados como valores característicos.
Clase de resistencia
Resistencia a la compresión (MPa) Tiempo de
principio de fraguado
Estabilidad de volumen
(expansión) Resistencia inicial
Resistencia nominal
2 días 7 días 28 días (min) (min)
32.5 L (a)
≥ 12.0 ≥
32.5 ≥ 52.5 ≥ 75
≥ 10
32.5 N
≥ 16.0
32.5 R ≥ 10.0
42.5 L (a)
≥ 16.0 ≥
42.5
≥ 62.5
≥ 60 42.5 N ≥ 10.0
42.5 R ≥ 20.0
52.5 L (a) ≥ 10.0 ≥
52.5 ≥ 45 52.5 N ≥ 20.0
52.5 R ≥ 30.0
(a) Resistencia definida sólo para los cementos CEM III
I.3.3. Requerimientos físicos
El calor de hidratación de los cementos comunes de bajo calor de hidratación no debe
superar el valor calor característico de 270 J/g, determinado de 7 días a 41 h.
Los elementos comunes de bajo calor de hidratación se deben identificar con la
designación LH.
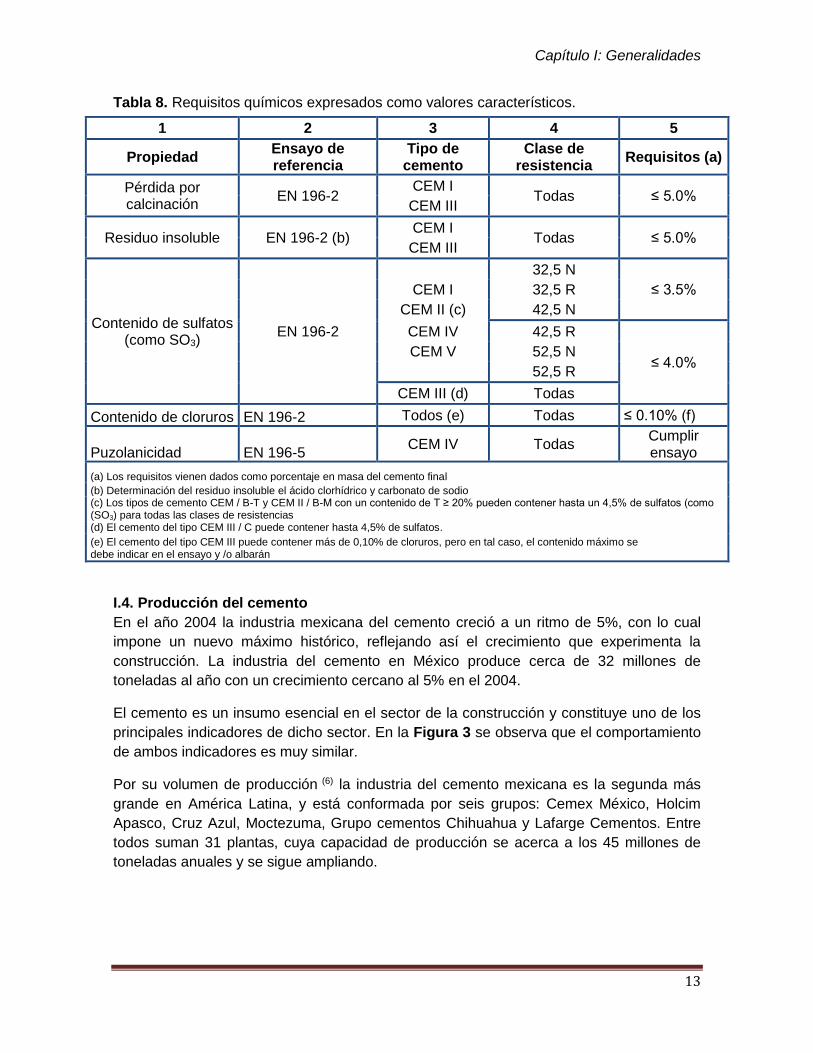
I.3.4. Requerimientos químicos
Las propiedades de los cementos cuyos tipos y clases de resistencia figuran en las
columnas 3 y 4 respectivamente de la Tabla 8, deben cumplir los requisitos indicados en
la columna 5 de dicha tabla.
Capítulo I: Generalidades
13
Tabla 8. Requisitos químicos expresados como valores característicos.
1 2 3 4 5
Propiedad Ensayo de referencia
Tipo de cemento
Clase de resistencia
Requisitos (a)
Pérdida por calcinación
EN 196-2 CEM I
Todas ≤ 5.0% CEM III
Residuo insoluble EN 196-2 (b) CEM I
Todas ≤ 5.0% CEM III
Contenido de sulfatos (como SO3)
EN 196-2
32,5 N
≤ 3.5% CEM I 32,5 R
CEM II (c) 42,5 N
CEM IV 42,5 R
≤ 4.0% CEM V 52,5 N
52,5 R
CEM III (d) Todas
Contenido de cloruros EN 196-2 Todos (e) Todas ≤ 0.10% (f)
Puzolanicidad EN 196-5 CEM IV Todas
Cumplir ensayo
(a) Los requisitos vienen dados como porcentaje en masa del cemento final
(b) Determinación del residuo insoluble el ácido clorhídrico y carbonato de sodio (c) Los tipos de cemento CEM / B-T y CEM II / B-M con un contenido de T ≥ 20% pueden contener hasta un 4,5% de sulfatos (como (SO3) para todas las clases de resistencias (d) El cemento del tipo CEM III / C puede contener hasta 4,5% de sulfatos.
(e) El cemento del tipo CEM III puede contener más de 0,10% de cloruros, pero en tal caso, el contenido máximo se debe indicar en el ensayo y /o albarán
I.4. Producción del cemento
En el año 2004 la industria mexicana del cemento creció a un ritmo de 5%, con lo cual
impone un nuevo máximo histórico, reflejando así el crecimiento que experimenta la
construcción. La industria del cemento en México produce cerca de 32 millones de
toneladas al año con un crecimiento cercano al 5% en el 2004.
El cemento es un insumo esencial en el sector de la construcción y constituye uno de los
principales indicadores de dicho sector. En la Figura 3 se observa que el comportamiento
de ambos indicadores es muy similar.
Por su volumen de producción (6) la industria del cemento mexicana es la segunda más
grande en América Latina, y está conformada por seis grupos: Cemex México, Holcim
Apasco, Cruz Azul, Moctezuma, Grupo cementos Chihuahua y Lafarge Cementos. Entre
todos suman 31 plantas, cuya capacidad de producción se acerca a los 45 millones de
toneladas anuales y se sigue ampliando.
Capítulo I: Generalidades
14
Figura 3. Evolución de la producción de cemento y del sector de la construcción (7).
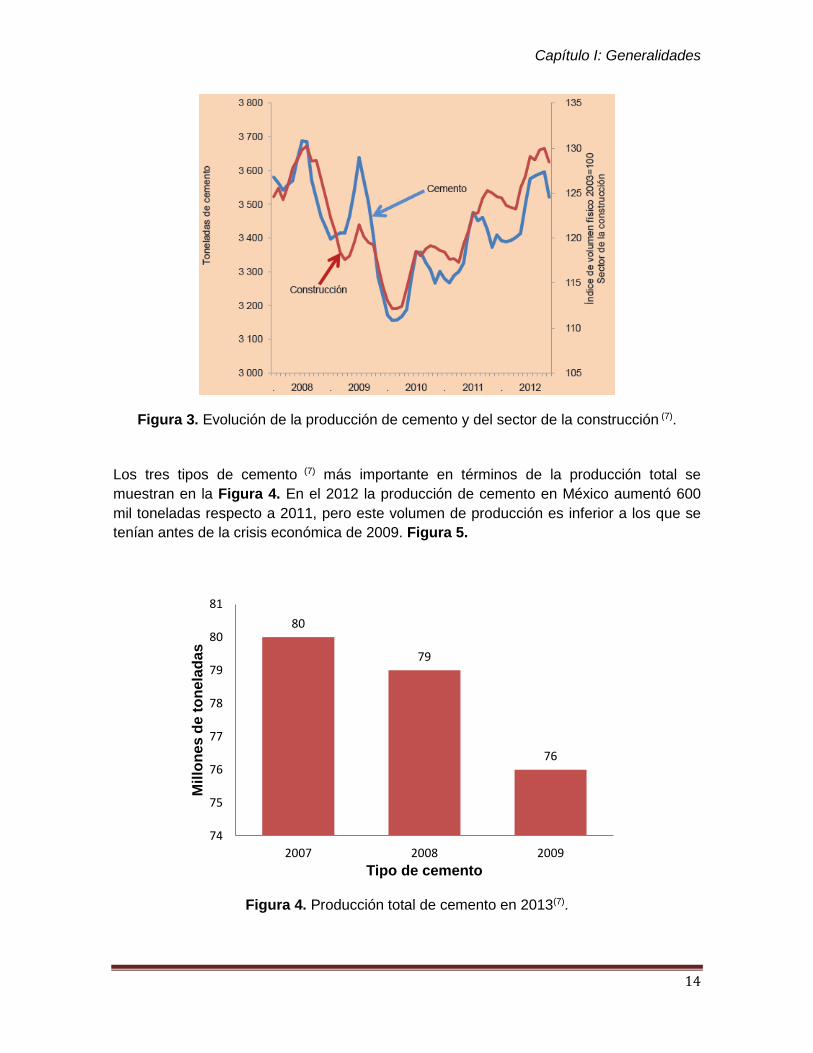
Los tres tipos de cemento (7) más importante en términos de la producción total se
muestran en la Figura 4. En el 2012 la producción de cemento en México aumentó 600
mil toneladas respecto a 2011, pero este volumen de producción es inferior a los que se
tenían antes de la crisis económica de 2009. Figura 5.
Figura 4. Producción total de cemento en 2013(7).
80
79
76
74
75
76
77
78
79
80
81
2007 2008 2009
Mil
lon
es d
e t
on
ela
da
s
Tipo de cemento
Capítulo I: Generalidades
15
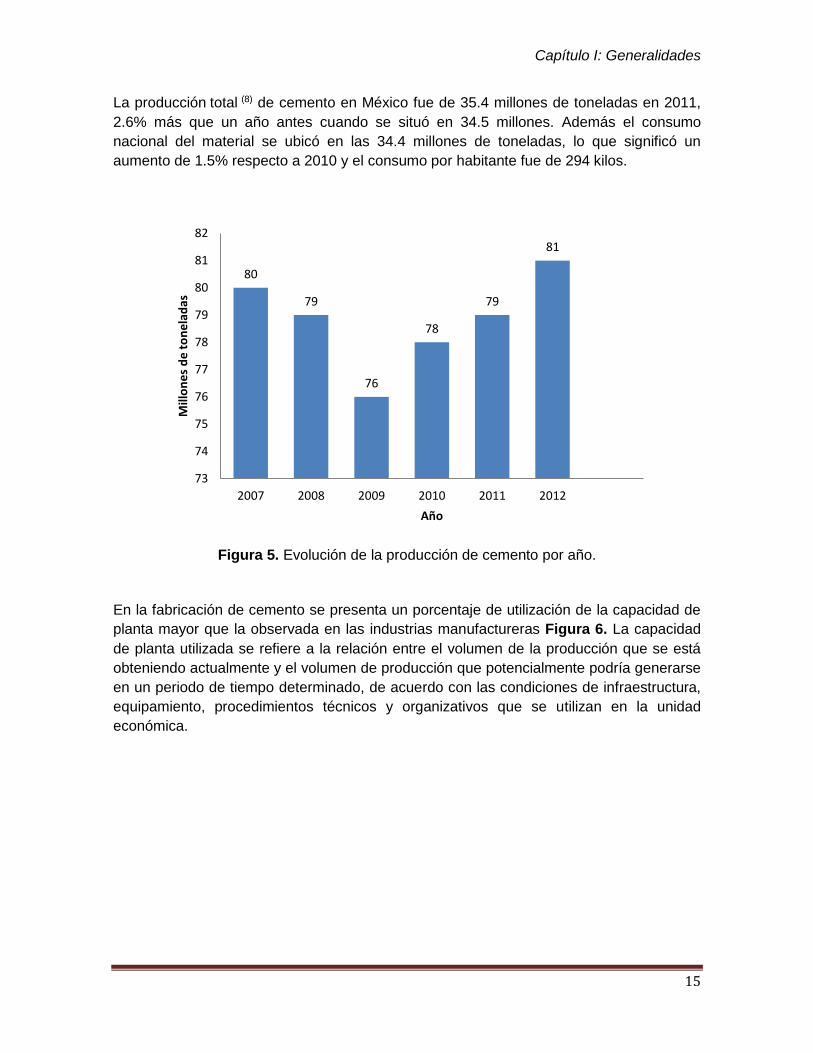
La producción total (8) de cemento en México fue de 35.4 millones de toneladas en 2011,
2.6% más que un año antes cuando se situó en 34.5 millones. Además el consumo
nacional del material se ubicó en las 34.4 millones de toneladas, lo que significó un
aumento de 1.5% respecto a 2010 y el consumo por habitante fue de 294 kilos.
Figura 5. Evolución de la producción de cemento por año.
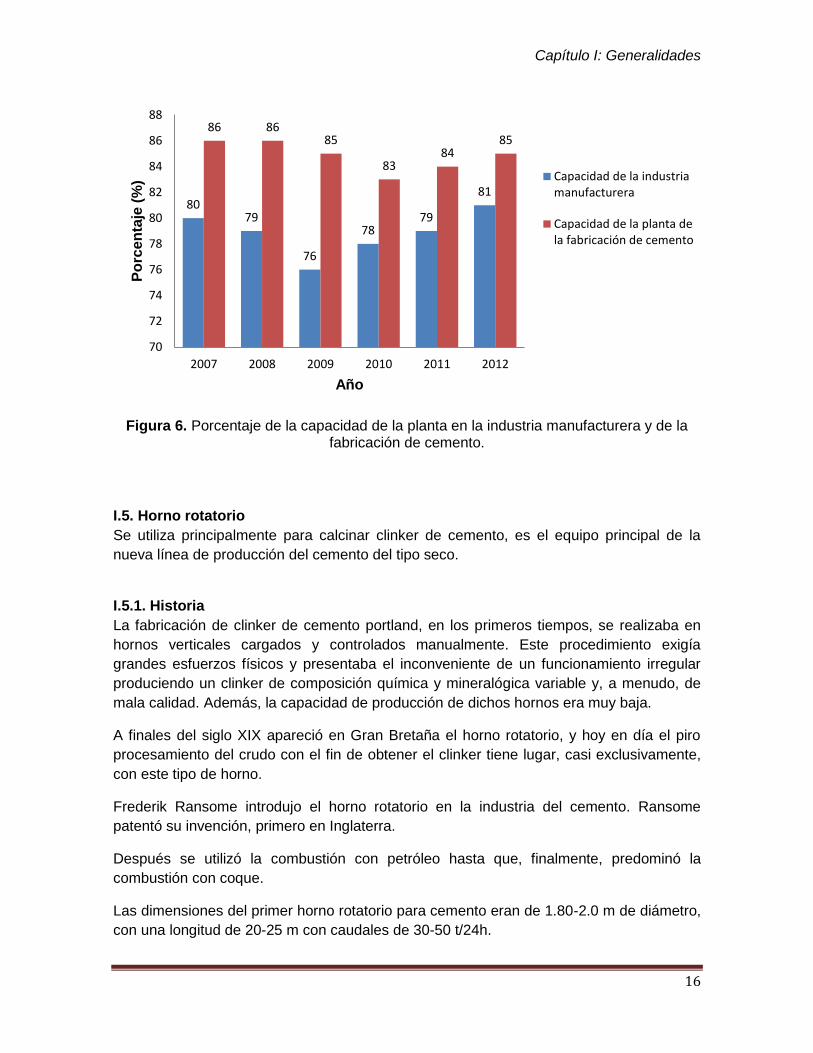
En la fabricación de cemento se presenta un porcentaje de utilización de la capacidad de
planta mayor que la observada en las industrias manufactureras Figura 6. La capacidad
de planta utilizada se refiere a la relación entre el volumen de la producción que se está
obteniendo actualmente y el volumen de producción que potencialmente podría generarse
en un periodo de tiempo determinado, de acuerdo con las condiciones de infraestructura,
equipamiento, procedimientos técnicos y organizativos que se utilizan en la unidad
económica.
80
79
76
78
79
81
73
74
75
76
77
78
79
80
81
82
2007 2008 2009 2010 2011 2012
Mill
on
es
de
to
ne
lad
as
Año
Capítulo I: Generalidades
16
Figura 6. Porcentaje de la capacidad de la planta en la industria manufacturera y de la fabricación de cemento.
I.5. Horno rotatorio
Se utiliza principalmente para calcinar clinker de cemento, es el equipo principal de la
nueva línea de producción del cemento del tipo seco.
I.5.1. Historia
La fabricación de clinker de cemento portland, en los primeros tiempos, se realizaba en
hornos verticales cargados y controlados manualmente. Este procedimiento exigía
grandes esfuerzos físicos y presentaba el inconveniente de un funcionamiento irregular
produciendo un clinker de composición química y mineralógica variable y, a menudo, de
mala calidad. Además, la capacidad de producción de dichos hornos era muy baja.
A finales del siglo XIX apareció en Gran Bretaña el horno rotatorio, y hoy en día el piro
procesamiento del crudo con el fin de obtener el clinker tiene lugar, casi exclusivamente,
con este tipo de horno.
Frederik Ransome introdujo el horno rotatorio en la industria del cemento. Ransome
patentó su invención, primero en Inglaterra.
Después se utilizó la combustión con petróleo hasta que, finalmente, predominó la
combustión con coque.
Las dimensiones del primer horno rotatorio para cemento eran de 1.80-2.0 m de diámetro,
con una longitud de 20-25 m con caudales de 30-50 t/24h.
8079
76
7879
81
86 8685
8384
85
70
72
74
76
78
80
82
84
86
88
2007 2008 2009 2010 2011 2012
Po
rcen
taje
(%
)
Año
Capacidad de la industriamanufacturera
Capacidad de la planta dela fabricación de cemento

Capítulo I: Generalidades
17
En 1889, Polysius puso en servicio el primer horno rotatorio en Europa. Con diámetro
máximo de 2 metros y largo de 20 metros, las instalaciones de entonces producían entre
30 y 50 toneladas diarias de clinker. Actualmente la capacidad de producción es de 10
000 toneladas/día.
I.5.2. Funcionamiento
I.5.2.1. Componentes
Las dimensiones efectivamente requeridas del horno vienen determinadas
fundamentalmente por los crudos y combustibles utilizados, por la configuración de la
instalación, la calidad del clínker de cemento y la propia cantidad a producir.
Cuando la relación longitud/ diámetro sobrepasa el valor 15, es razonable apoyar el horno
rotatorio sobre 3 estaciones de rodillos, Figura 7.
Para su operación se implementaron numerosas soluciones innovadoras de detalle para
un tratamiento térmico rentable (como son los accionamientos electromecánicos de
velocidad regulable con reductores planetarios, los aros de rodadura dentados, la
obturación de entrada y salida, la teja de entrada refrigerada por aire, el empujador
hidráulico, etc.) constituyen parte integrante tanto del horno de 2 como de 3 apoyos. Sin
embargo, son específicos del horno de 3 apoyos, el accionamiento con piñón basculante y
los aros de rodadura sueltos (como alternativa económica al aro dentado).
Figura 7. Componentes del horno de tres estaciones.
Capítulo I: Generalidades
18
I.5.2.1.1. Accionamiento con piñón basculante
Los accionamientos electro-mecánicos con velocidad regulable por convertidor de
frecuencia son una solución fiable para el horno de 3 apoyos.
Al utilizar un piñón basculante se consigue un contacto óptimo sobre todo el ancho del
engranaje. El piñón basculante compensa posibles deformaciones del cilindro del horno
causadas por la operación y con ello el alabeo de la corona dentada. En comparación al
accionamiento rígido, el mejor contacto y la unión positiva.
I.5.2.1.2. Estaciones de cojinete
Los cojinetes compactos y robustos de una estación de rodillos son intercambiables entre
sí. Al estar concebidos como cojinetes antifricción con noria de aceite y dispuestos de
forma auto-centrable sobre la bancada, permiten un toque óptimo.
I.5.2.1.3. Aro de rodadura suelto
Como alternativa al aro dentado, el aro de rodadura suelto, fijado sobre el cilindro del
horno únicamente en sentido axial, lo que le permite girar en sentido periférico en relación
al horno.
La fijación del aro se compone de placas de calce unidas en unión positiva con el cilindro
del horno. La fijación en sentido periférico y axial se consigue mediante elementos de
sujeción.
I.5.2.1.4. Rodillos basculantes
Para poder transmitir eficazmente el par de giro es necesario disponer de un contacto
impecable entre el aro y los rodillos accionados, por lo que es imprescindible que
perturbaciones producidas por cilindros de horno térmicamente deformados o por
asentamiento de los macizos sean compensadas por los rodillos, sin afectar la estabilidad
del asiento del horno.
Para dar un contacto óptimo de las superficies de rodadura del aro y de los rodillos y un
apoyo rígido seguro del cilindro del horno, se apoya las bancadas de los rodillos de forma
basculante sobre dos rótulas axiales de apoyo. Estas rótulas axiales absorben las fuerzas
de apoyo y expansión del cilindro del horno y con sus articulaciones pueden seguir
cualquier alabeo del aro. Se asegura así un apoyo uniforme, sin soporte sobre cantos de
las superficies de rodadura en todas las situaciones de carga.
Capítulo I: Generalidades
19
I.5.2.1.5. Aro dentado
Al utilizar un accionamiento directo de rodillos es imprescindible disponer de aros
dentados para transmitir el par de giro al cilindro del horno. El aro, a través de su dentado
interior, está unido en unión positiva al cilindro del horno en sentido periférico. Todo el
peso del horno descansa tangencialmente sobre el dentado interior del aro. Como
resultado de la transmisión tangencial de la carga, el cilindro del horno mantiene la forma
circular en todos los estados de marcha, evitándose estrangulaciones, al tiempo que se
cumplen las premisas para una larga vida del revestimiento refractario.
I.5.3. Combustión
La combustión (3) es la conversión de combustibles fósiles en compuestos químicos o
productos mediante la combinación con un oxidante, por lo general de oxígeno en el aire.
El proceso de combustión es una reacción química exotérmica, es decir, una reacción que
libera energía térmica.
En la mayoría de los sistemas de combustión y para el caso en las cámaras de
combustión rotativos, el oxidante es usualmente aire, pero que podría ser o bien oxígeno
puro o una mezcla de oxígeno.
La cantidad de calor liberado durante la combustión depende del tipo de combustible. Los
combustibles son evaluados en base a la cantidad de energía o calor que liberan por
unidad de masa, por volumen, o por mol durante la combustión del combustible. Esta
cantidad se conoce como el calor de reacción, y por lo general se expresa en términos
específicos, tales como J/kg (Btu/lb), kcal/litro (Btu/gal), kcal/m3 (Btu/ft3). Físicamente, el
calor liberado se puede caracterizar por la intensidad de la llama y también por su
luminosidad. La eficacia de disipar este calor puede ser juzgado por la forma de la llama.
Existen combustibles químicos en varias formas incluyendo gaseoso, líquido, y formas
sólidas. Los combustibles comunes que se queman en la mayoría de los hornos son o
bien sólidos (por ejemplo, carbón o coque), líquidos (por ejemplo, aceites residuales), o
gases (por ejemplo, gas natural, gas de hornos de coque). Se permiten algunas
operaciones de hornos para quemar residuos peligrosos líquidos.
I.5.3.1. Combustión de coque de petróleo
El coque de petróleo es un sólido carbonoso derivado de los procesos de craqueo de las
refinerías de petróleo, y ha sido una fuente de combustible pulverizado relativamente
barata para la industria del horno. Se llama coque verde hasta que se trata térmicamente
en coque de petróleo calcinado cristalina o utilizado en la fabricación de electrodos para el
Capítulo I: Generalidades
20
acero y la extracción de aluminio. El coque verde proviene de varias fuentes, todos de la
industria de la refinería de petróleo.
Los componentes combustibles son el carbono, el hidrógeno y el azufre; en la combustión
estos elementos se combinan con el oxígeno del aire y por eso genera calor. Cuanto
mayor es la proporción de estos componentes en el combustible, tanto más elevado el
calor de combustión. En la Tabla 9 se indica la composición elemental del carbón y el
coque.
Para clasificar los combustibles fósiles se utiliza dos tipos de análisis
a) El análisis aproximado, que comprende la determinación cuantitativa de la
humedad, volátil, carbono y cenizas.
b) El análisis elemental, se emplea para el cálculo exacto de los procesos de
combustión y comprende la determinación cuantitativa de carbono, hidrógeno,
oxígeno, azufre, nitrógeno y cenizas.
Tabla 9. Composición elemental de cenizas de coque.
Componentes Ceniza % Coque %
Carbono (C) 60-92 80-90 Hidrógeno (H) 1-5 0.4-2 Oxígeno (O) 2-14 - Nitrógeno (N) 0.3-2 - Azufre (S) 0.5-4 0.4-1 Cenizas 5-15 8-14 Humedad 2-1.5 1-1.5
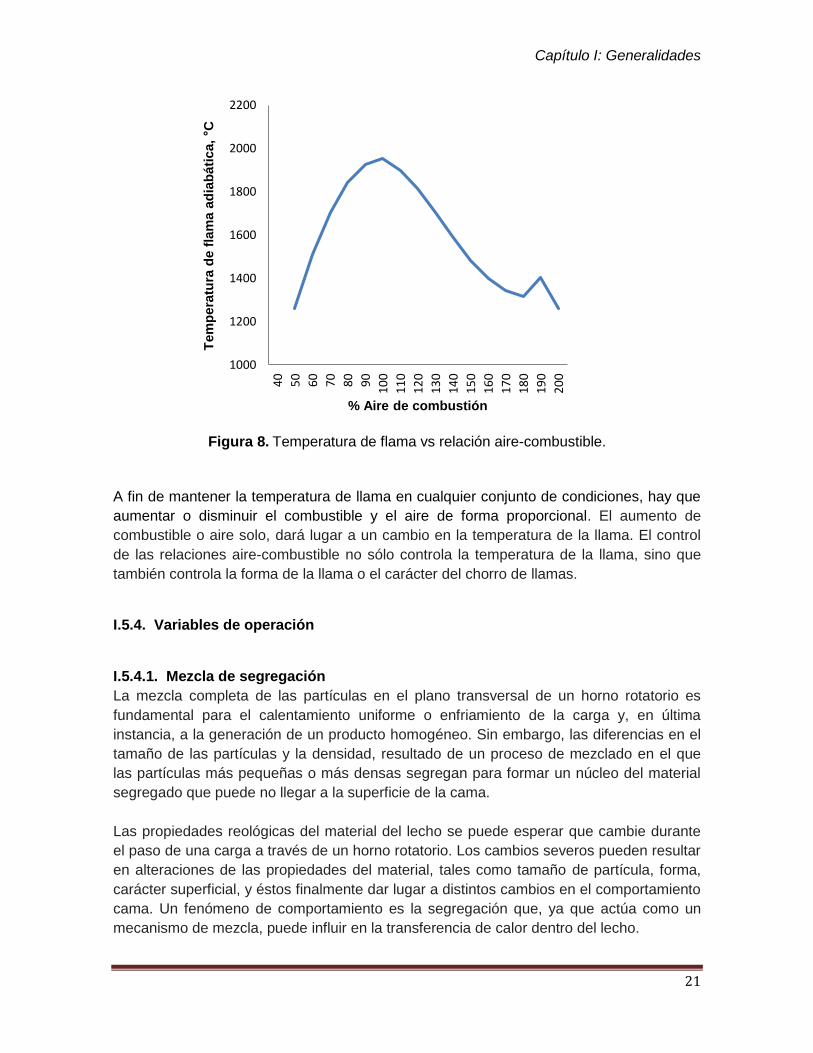
I.5.3.2. Temperatura de flama adiabática
La temperatura adiabática de llama se produce cuando la cámara de combustión está
aislada y no hay pérdidas de calor (condiciones adiabáticas). El pico de temperatura de
flama se produce en torno a (a=100% aire de combustión) en una cámara de combustión
aislada. La Figura 8 es un gráfico típico de la temperatura de la llama para una mezcla de
aire y gas natural. A medida que aumenta el porcentaje de aire de combustión, es decir, a
medida que se desvían de la condición estequiometrica, una parte del calor generado se
utiliza para calentar el aire en exceso. Como resultado, la temperatura de la llama se
reducirá. Por la misma razón, es importante tener en cuenta que el aumento del
combustible en condiciones estequiométricas reducirá la temperatura de la llama como se
indica por el lado izquierdo del pico de temperatura en la Figura 7. Por lo tanto, en
condiciones controladas, la temperatura de la llama puede ser una medida útil de la
relación aire-combustible, es decir, hasta qué punto se desvía de las condiciones
estequiométricas.
Capítulo I: Generalidades
21
Figura 8. Temperatura de flama vs relación aire-combustible.
A fin de mantener la temperatura de llama en cualquier conjunto de condiciones, hay que
aumentar o disminuir el combustible y el aire de forma proporcional. El aumento de
combustible o aire solo, dará lugar a un cambio en la temperatura de la llama. El control
de las relaciones aire-combustible no sólo controla la temperatura de la llama, sino que
también controla la forma de la llama o el carácter del chorro de llamas.
I.5.4. Variables de operación
I.5.4.1. Mezcla de segregación
La mezcla completa de las partículas en el plano transversal de un horno rotatorio es
fundamental para el calentamiento uniforme o enfriamiento de la carga y, en última
instancia, a la generación de un producto homogéneo. Sin embargo, las diferencias en el
tamaño de las partículas y la densidad, resultado de un proceso de mezclado en el que
las partículas más pequeñas o más densas segregan para formar un núcleo del material
segregado que puede no llegar a la superficie de la cama.
Las propiedades reológicas del material del lecho se puede esperar que cambie durante
el paso de una carga a través de un horno rotatorio. Los cambios severos pueden resultar
en alteraciones de las propiedades del material, tales como tamaño de partícula, forma,
carácter superficial, y éstos finalmente dar lugar a distintos cambios en el comportamiento
cama. Un fenómeno de comportamiento es la segregación que, ya que actúa como un
mecanismo de mezcla, puede influir en la transferencia de calor dentro del lecho.
1000
1200
1400
1600
1800
2000
2200
40
50
60
70
80
90
10
0
11
0
12
0
13
0
14
0
15
0
16
0
17
0
18
0
19
0
20
0
Tem
pera
tura
de f
lam
a a
dia
báti
ca,
°C
% Aire de combustión
Capítulo I: Generalidades
22
La segregación también puede influir en la velocidad a la que las partículas se decantan a
partir de la superficie del lecho expuesta cuando, por ejemplo, grandes cantidades de gas
están siendo liberados de la cama. Además, el efecto de la segregación en la
transferencia de calor es de considerable importancia práctica, ya que puede influir
considerablemente en el grado de la homogeneidad del producto. Las principales causas
de la segregación son las diferencias en el tamaño de partícula, la densidad, la forma,
rugosidad, y resistencia.
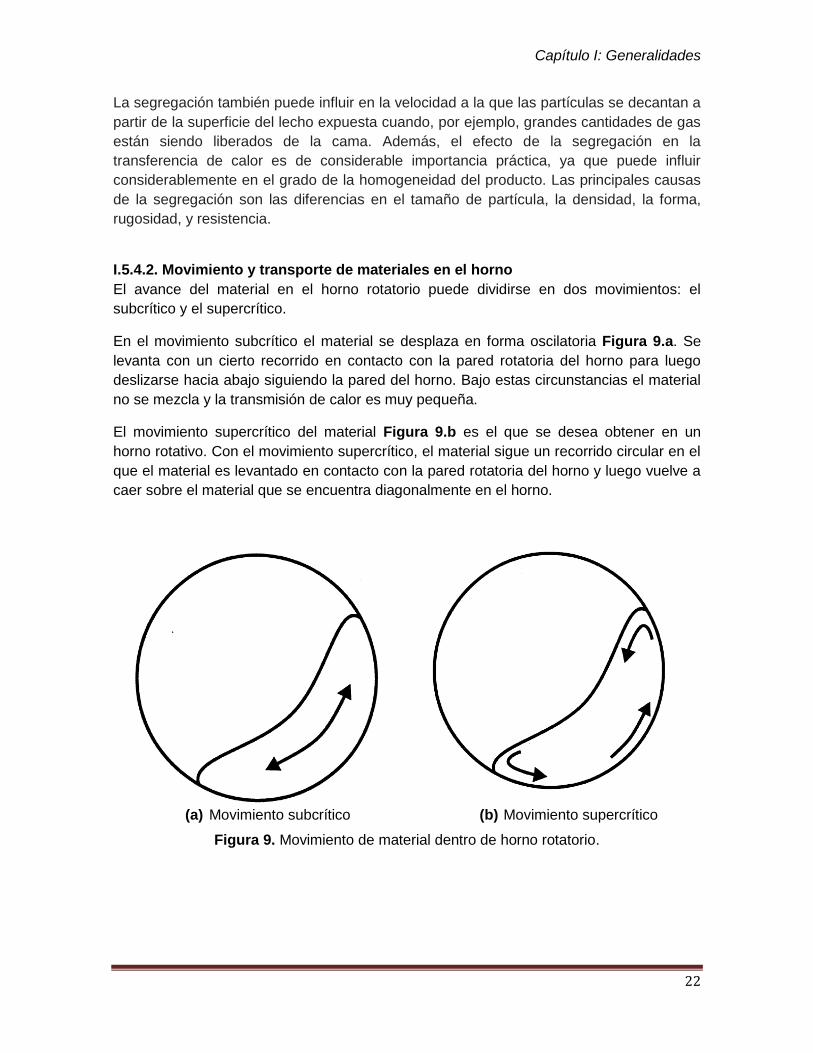
I.5.4.2. Movimiento y transporte de materiales en el horno
El avance del material en el horno rotatorio puede dividirse en dos movimientos: el
subcrítico y el supercrítico.
En el movimiento subcrítico el material se desplaza en forma oscilatoria Figura 9.a. Se
levanta con un cierto recorrido en contacto con la pared rotatoria del horno para luego
deslizarse hacia abajo siguiendo la pared del horno. Bajo estas circunstancias el material
no se mezcla y la transmisión de calor es muy pequeña.
El movimiento supercrítico del material Figura 9.b es el que se desea obtener en un
horno rotativo. Con el movimiento supercrítico, el material sigue un recorrido circular en el
que el material es levantado en contacto con la pared rotatoria del horno y luego vuelve a
caer sobre el material que se encuentra diagonalmente en el horno.
(a) Movimiento subcrítico (b) Movimiento supercrítico
Figura 9. Movimiento de material dentro de horno rotatorio.
Capítulo II. Simulación termodinámica de horno rotatorio para cemento
23
CAPÍTULO II: SIMULACIÓN DE HORNO ROTATORIO PARA CEMENTO
La simulación localizada del proceso de clinkerización tiene como objetivo principal
presentar las fases del producto en condiciones de operación de combustión coque con
aire, a través del programa FactSage en equilibrio termodinámico. Con la misma base de
datos y programando la relación coque/aire en una condición de ∆H=0, se obtuvo la
temperatura adiabática.
El horno se modeló involucrando dos fases: la primera conformada por los gases de
combustión y la segunda es conformada por el sólido de manera similar a la modelación
de simulación por oxicombustión (9).
El modelo global del horno se divide en dos partes:
1. Es el modelo de combustión del horno comprendido con la entrada de combustible
(ver Tabla 10) y aire en % masa con cada relación Coque/Aire en condición ∆H=0,
para obtener la temperatura de flama adiabática. Adicionalmente fue
implementado el modelo de transferencia de calor que incluye la ley de Fourier y
ley de Boltzman (10) consideradas para describir el gradiente de temperatura de
manera radial, se obtuvo así entonces el perfil de temperatura de las dos fases en
cuestión.
Tabla 10. Análisis de combustible.
Análisis Humedad Carbón fijo Azufre
% Masa 5.21 84.68 3.42
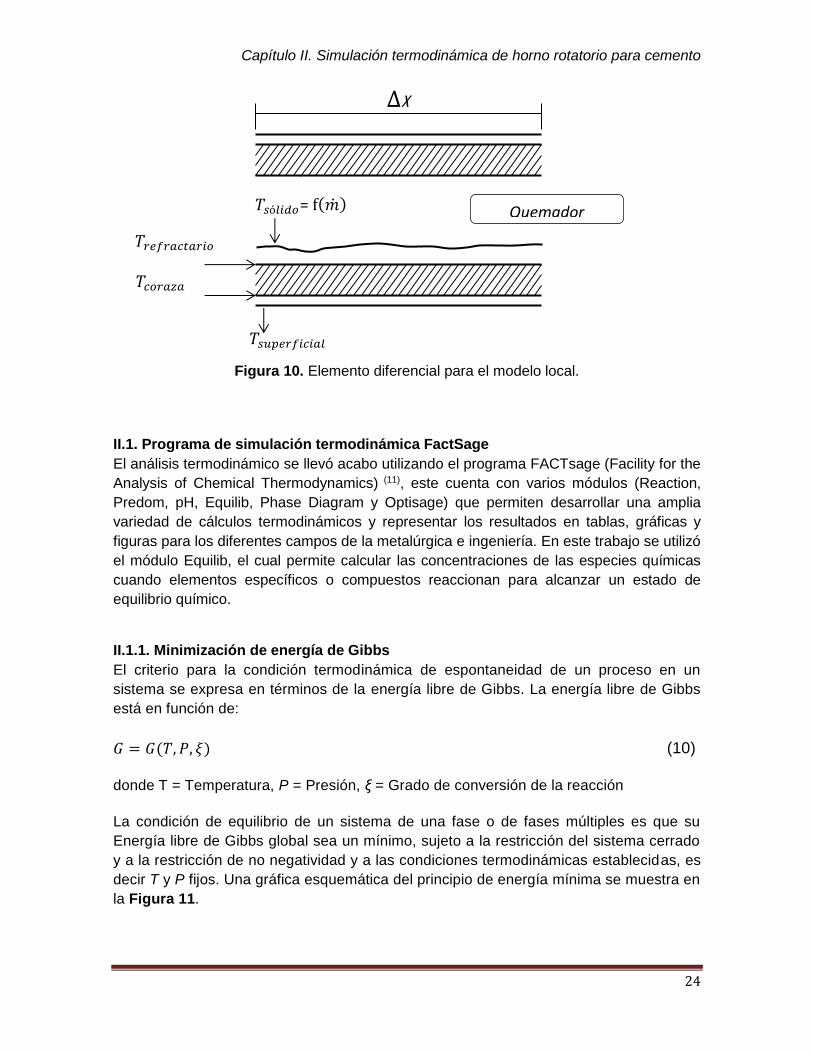
2. El modelo local que da cuenta del proceso de transformación del clinker. Los
resultados del modelo de combustión fueron las condiciones iniciales para la
programación del elemento diferencial Figura 10.
Capítulo II. Simulación termodinámica de horno rotatorio para cemento
24
Figura 10. Elemento diferencial para el modelo local.
II.1. Programa de simulación termodinámica FactSage
El análisis termodinámico se llevó acabo utilizando el programa FACTsage (Facility for the
Analysis of Chemical Thermodynamics) (11), este cuenta con varios módulos (Reaction,
Predom, pH, Equilib, Phase Diagram y Optisage) que permiten desarrollar una amplia
variedad de cálculos termodinámicos y representar los resultados en tablas, gráficas y
figuras para los diferentes campos de la metalúrgica e ingeniería. En este trabajo se utilizó
el módulo Equilib, el cual permite calcular las concentraciones de las especies químicas
cuando elementos específicos o compuestos reaccionan para alcanzar un estado de
equilibrio químico.
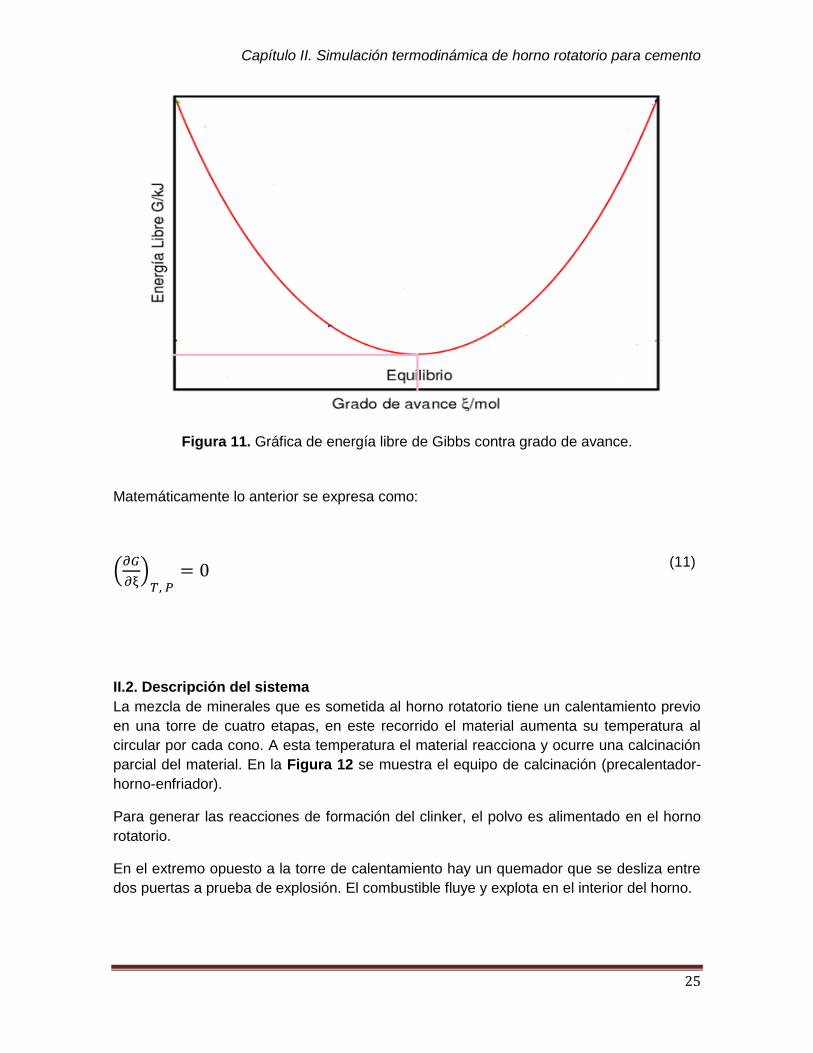
II.1.1. Minimización de energía de Gibbs
El criterio para la condición termodinámica de espontaneidad de un proceso en un
sistema se expresa en términos de la energía libre de Gibbs. La energía libre de Gibbs
está en función de:
𝐺 = 𝐺(𝑇, 𝑃, 𝜉) (10)
donde T = Temperatura, P = Presión, ξ = Grado de conversión de la reacción
La condición de equilibrio de un sistema de una fase o de fases múltiples es que su
Energía libre de Gibbs global sea un mínimo, sujeto a la restricción del sistema cerrado
y a la restricción de no negatividad y a las condiciones termodinámicas establecidas, es
decir T y P fijos. Una gráfica esquemática del principio de energía mínima se muestra en
la Figura 11.
Quemador
∆x
𝑇𝑠ó𝑙𝑖𝑑𝑜= f(𝑚 )
𝑇𝑟𝑒𝑓𝑟𝑎𝑐𝑡𝑎𝑟𝑖𝑜
𝑇𝑐𝑜𝑟𝑎𝑧𝑎
𝑇𝑠𝑢𝑝𝑒𝑟𝑓𝑖𝑐𝑖𝑎𝑙
Capítulo II. Simulación termodinámica de horno rotatorio para cemento
25
Figura 11. Gráfica de energía libre de Gibbs contra grado de avance.
Matemáticamente lo anterior se expresa como:
(𝜕𝐺
𝜕ξ)𝑇, 𝑃
= 0 (11)
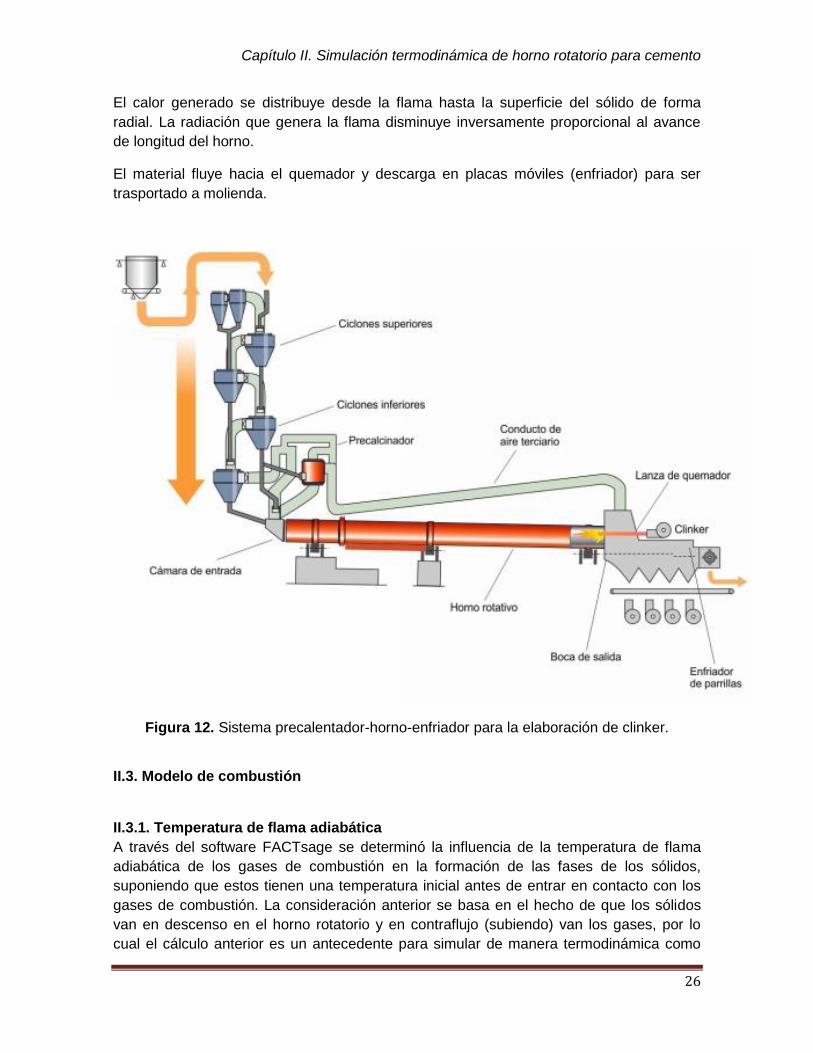
II.2. Descripción del sistema
La mezcla de minerales que es sometida al horno rotatorio tiene un calentamiento previo
en una torre de cuatro etapas, en este recorrido el material aumenta su temperatura al
circular por cada cono. A esta temperatura el material reacciona y ocurre una calcinación
parcial del material. En la Figura 12 se muestra el equipo de calcinación (precalentador-
horno-enfriador).
Para generar las reacciones de formación del clinker, el polvo es alimentado en el horno
rotatorio.
En el extremo opuesto a la torre de calentamiento hay un quemador que se desliza entre
dos puertas a prueba de explosión. El combustible fluye y explota en el interior del horno.
Capítulo II. Simulación termodinámica de horno rotatorio para cemento
26
El calor generado se distribuye desde la flama hasta la superficie del sólido de forma
radial. La radiación que genera la flama disminuye inversamente proporcional al avance
de longitud del horno.
El material fluye hacia el quemador y descarga en placas móviles (enfriador) para ser
trasportado a molienda.
Figura 12. Sistema precalentador-horno-enfriador para la elaboración de clinker.
II.3. Modelo de combustión
II.3.1. Temperatura de flama adiabática
A través del software FACTsage se determinó la influencia de la temperatura de flama
adiabática de los gases de combustión en la formación de las fases de los sólidos,
suponiendo que estos tienen una temperatura inicial antes de entrar en contacto con los
gases de combustión. La consideración anterior se basa en el hecho de que los sólidos
van en descenso en el horno rotatorio y en contraflujo (subiendo) van los gases, por lo
cual el cálculo anterior es un antecedente para simular de manera termodinámica como
Capítulo II. Simulación termodinámica de horno rotatorio para cemento
27
se calientan los sólidos y la formación de las fases hasta que estos salen del horno
rotatorio. Se considera para el cálculo termodinámico una temperatura inicial del sólido de
1113°C que corresponde a la descarga de la etapa I y que este estará en contacto directo
con la flama del quemador del horno.
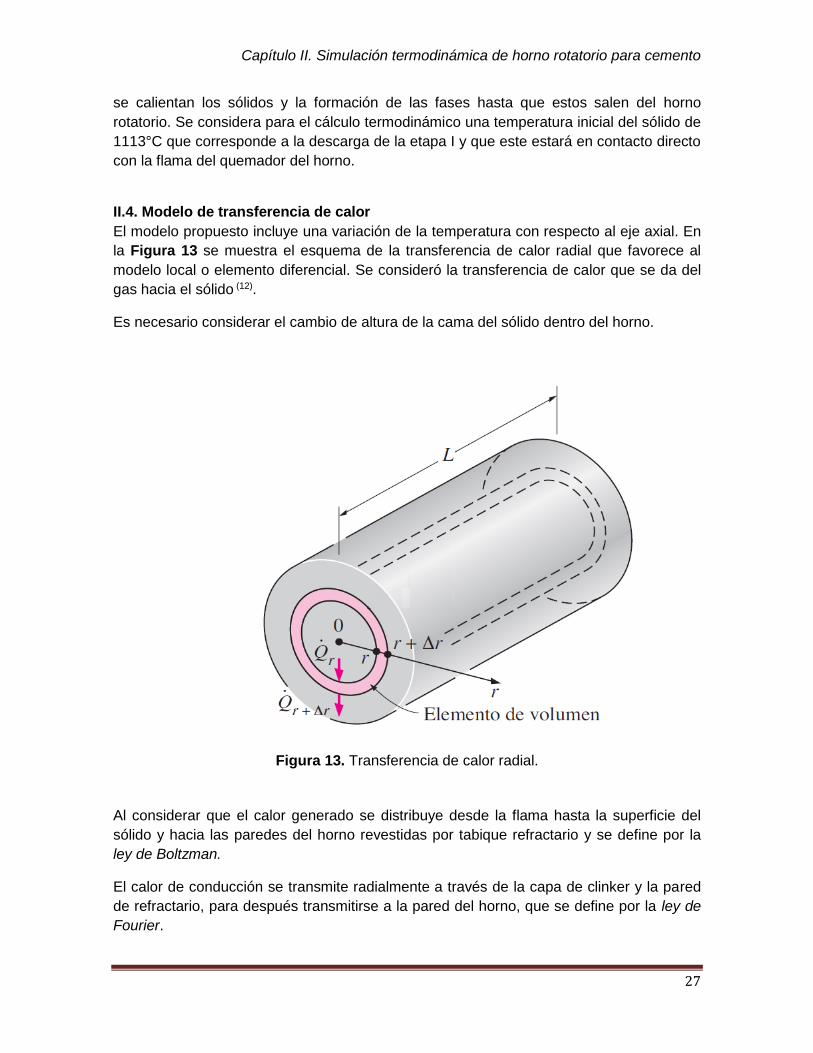
II.4. Modelo de transferencia de calor
El modelo propuesto incluye una variación de la temperatura con respecto al eje axial. En
la Figura 13 se muestra el esquema de la transferencia de calor radial que favorece al
modelo local o elemento diferencial. Se consideró la transferencia de calor que se da del
gas hacia el sólido (12).
Es necesario considerar el cambio de altura de la cama del sólido dentro del horno.
Figura 13. Transferencia de calor radial.
Al considerar que el calor generado se distribuye desde la flama hasta la superficie del
sólido y hacia las paredes del horno revestidas por tabique refractario y se define por la
ley de Boltzman.
El calor de conducción se transmite radialmente a través de la capa de clinker y la pared
de refractario, para después transmitirse a la pared del horno, que se define por la ley de
Fourier.
Capítulo II. Simulación termodinámica de horno rotatorio para cemento
28
Cuando la mezcla llega al extremo de descarga tiene una temperatura aproximada a
2000°C. Durante el avance a través del horno la mezcla aumenta su temperatura para
llevar a cabo las reacciones químicas para transformar a clinker.
II.4.1. Perfil de temperatura del sólido
El modelo de circulación del sólido describe el área de contacto entre los gases y sólido a
través de una capa plana en donde ocurre la transferencia de calor.
El perfil de temperatura del sólido con respecto a la coordenada axial se describe en la
ecuación 12. El flujo de calor es cedido a partir de los gases de combustión hacia al
sólido a través de los mecanismos de transferencia de calor de convección y radiación en
capa plana y es el calor consumido por el sólido.
𝑑𝑇𝑠
𝑑𝑧=
(ℎ𝑐+ℎ𝑟)𝑚(𝑇𝑔−𝑇𝑠)
𝑊𝑠∙𝐶𝑝𝑠
(12)
dónde:
hc = coeficiente de transferencia de calor por convección (W/m2K).
hr = coeficiente de transferencia de calor por radiación (W/m2K).
m= Longitud de capa plana (m).
Tg = Temperatura del gas (K).
Ts = Temperatura del sólido (K).
Ws = Caudal másico (Kg/s).
Cps = Capacidad calorífica des sólido (J/KgK).
Como paso inicial a la simulación del modelo local se realizó el perfil de temperatura con
el método numérico descrito en el tema II.4.3, y se obtuvo el perfil con la ecuación 12.
II.4.2. Perfil de temperatura del gas
La consideración que se toma en cuenta para describir el perfil de temperatura del gas es
que el calor total del gas es cedido al sólido y a las paredes del refractario, obteniendo la
ecuación 13.
𝑑𝑇𝑔
𝑑𝑧=
[𝑚(ℎ𝑐+ℎ𝑟)(𝑇𝑔−𝑇𝑠)]+[𝑈(𝑑𝐴 𝑑𝑧⁄ )(𝑇𝑝−𝑇𝑒𝑥𝑡)]
𝑊𝑔∙𝐶𝑝𝑔
(13)
Capítulo II. Simulación termodinámica de horno rotatorio para cemento
29
dónde:
U = Coeficiente global de transferencia de calor (W/m2K).
Tp = Temperatura promedio (K).
Text = Temperatura exterior (K)
Wg = Flujo másico del gas (Kg/s).
Cpg = Capacidad calorífica del gas (J/KgK).
Cuando la transferencia de calor se da a través de una pared constituida por capas
múltiples, el flujo calorífico suele expresarse en función del “coeficiente global de
transferencia de calor, U”. El producto resultante de este coeficiente multiplicado por la
diferencia total de temperatura (ecuación 14), nos da un flujo de calor transmitido a través
de la configuración. Por lo tanto, expresando el coeficiente U en la ecuación 15.
𝑄𝑡𝑜𝑡𝑎𝑙 = 𝑈𝐴(∆𝑇)𝑡𝑜𝑡𝑎𝑙 (14)
𝑈 = 1
[𝑟3𝑙𝑛(𝑟2 𝑟1⁄ )
𝑘𝑟𝑒𝑓𝑟𝑎+𝑟3𝑙𝑛(𝑟3 𝑟2⁄ )
𝑘𝑣𝑖𝑟𝑜𝑙𝑎+
1
ℎ𝑐+ℎ𝑟]
(15)
dónde:
r = radio (m).
k = conductividad térmica (W/mK).
II.4.3. Método numérico de solución
Los métodos (13) de Runge-Kutta utilizan indirectamente el algoritmo de Taylor. En general,
estos métodos evalúan f(x,y) en más de un punto en la proximidad (𝑥𝑛, 𝑦𝑛).
La derivación de estos métodos se acompaña de la suposición de un algoritmo particular
con ciertos coeficientes indeterminados. Los valores de estos términos constantes se
encuentran igualando la fórmula de Runge-Kutta de orden p al algoritmo de Taylor de
orden p.
El método Runge-Kutta resuelve ecuaciones diferenciales ordinarias de la forma 𝑑
𝑑𝑥𝑦(𝑥) =
𝑦′(𝑥). La ecuación 16 utilizada por este método se emplea para calcular la nueva
aproximación 𝑦𝑛+1:

Capítulo II. Simulación termodinámica de horno rotatorio para cemento
30
𝑦𝑛+1 = 𝑦𝑛 +1
6(𝑘1 + 2𝑘2 + 2𝑘3 + 𝑘4)
(16)
dónde:
𝑘1 = ℎ𝑓(𝑥𝑛, 𝑦𝑛) (17)
𝑘2 = ℎ𝑓(𝑥𝑛 +1
2𝑦𝑛 +
𝑘1
2)
(18)
𝑘3 = ℎ𝑓(𝑥𝑛 +ℎ
2𝑦𝑛 +
𝑘2
2)
(19)
𝑘4 = ℎ𝑓(𝑥𝑛 + ℎ𝑦𝑛 + 𝑘3) (20)
II.5. Cálculo termodinámico
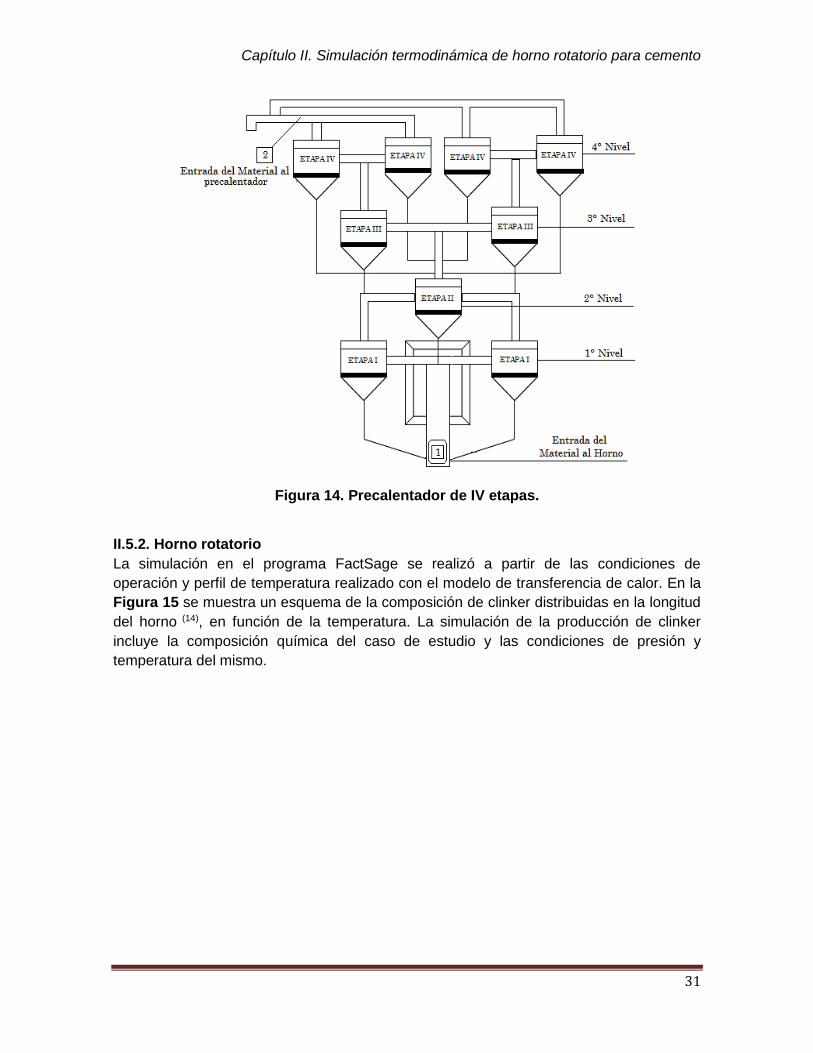
II.5.1. Precalentador
El proceso de clinkerización inicia cuando se alimenta la harina cruda a la torre de
precalentador, esta torre consiste en cuatro etapas de manera descendente como se
muestra en la Figura 14, el objetivo de la simulación es determinar los productos que
ingresan al horno en equilibrio.
Se ingresa la composición de la mezcla en el programa FactSage en condiciones
determinadas por la etapa simulada, los resultados son analizados para determinar el
progreso de formación de productos en cada etapa.
Esta simulación será válida al ser comparada con los análisis de caracterización del
muestreo descrito en este capítulo.
Capítulo II. Simulación termodinámica de horno rotatorio para cemento
31
Figura 14. Precalentador de IV etapas.
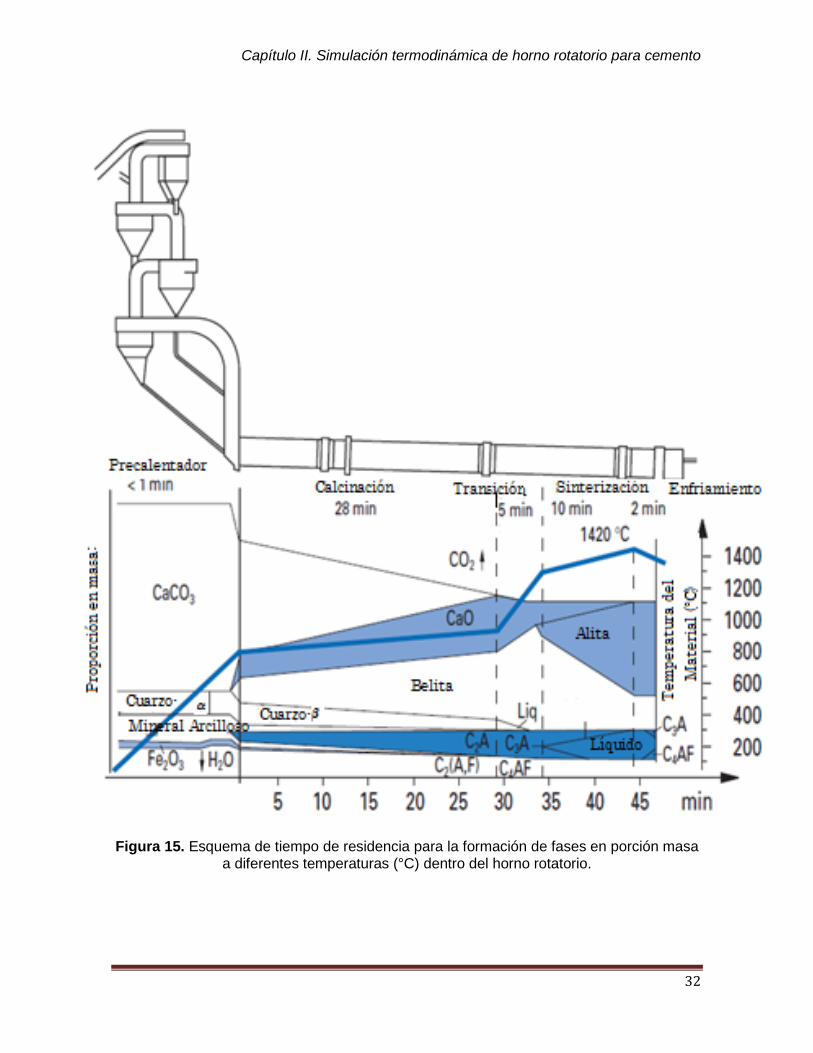
II.5.2. Horno rotatorio
La simulación en el programa FactSage se realizó a partir de las condiciones de
operación y perfil de temperatura realizado con el modelo de transferencia de calor. En la
Figura 15 se muestra un esquema de la composición de clinker distribuidas en la longitud
del horno (14), en función de la temperatura. La simulación de la producción de clinker
incluye la composición química del caso de estudio y las condiciones de presión y
temperatura del mismo.
Capítulo II. Simulación termodinámica de horno rotatorio para cemento
32
Figura 15. Esquema de tiempo de residencia para la formación de fases en porción masa a diferentes temperaturas (°C) dentro del horno rotatorio.
Capítulo II. Simulación termodinámica de horno rotatorio para cemento
33
II.6. Desarrollo experimental
De manera previa a la simulación, se realizó una medición in situ de las condiciones de
operación para el caso de estudio y un muestreo en la sección de calcinación
precalentador-horno.
De manera paralela a la elaboración del modelo de transferencia de calor y las
simulaciones, se realizó los análisis químicos del muestreo.
A continuación, se describirá el muestreo y las técnicas de caracterización para el caso de
estudio.
II.6.1. Descripción del muestreo
En el sistema de calcinación (descrito en el tema I.7 del capítulo I), se realizó un muestreo
de harina y clinker respectivamente.
Las muestras se tomaron en 11 horarios diferentes (8:00, 10:00, 12:00, 15:00, 17:00,
19:00, 21:00, 23:00, 01:00, 03:00 y 05:00) de la siguiente manera:
Harina de alimentación (11 muestras totales por día)
Para el precalentador Figura 16, se tomó muestra en la descarga de cada etapa, y
para el caso de la etapa I se tomó muestra de la descarga de cada cono
designadas como T10 y T11, (55 muestras totales de la torre de precalentador por
día).
Polvo recuperado (un total de 11 muestras por día).
Clinker (un total de 11 muestras por día, tomadas después de las demás muestras
con un tiempo designado por el cálculo del tiempo de residencia de la harina en el
horno durante su procesamiento).
Se acumularon un total de 88 muestras por día del sistema de calcinación, con este
conjunto se realizó las pruebas de caracterización descritas a continuación.
II.6.2. Descripción de las técnicas de caracterización
II.6.2.1. Análisis granulométrico
Para el análisis de distribución de tamaños de partícula, se consideró la descarga de cada
ciclón (etapas) del precalentador, utilizándose el equipo ‘’Rot-Tap’’ y mallas de acuerdo a
la norma ASTM (15).
El ensayo trata básicamente de separar una muestra de agregado seco de masa
conocida, a través de una serie de tamices de aberturas progresivamente menores, con el
objeto de determinar los tamaños de las partículas.
Capítulo II. Simulación termodinámica de horno rotatorio para cemento
34
II.6.2.2. Análisis de difracción de Rayos X
La espectrometría de rayos-X es una técnica que permite conocer la composición química
del material, para su análisis se utilizó un espectrómetro modelo Bruker AXS S4 Pioneer
de longitud de onda dispersa, con tubo de emisión de rayos-X, con ánodo de Rh como
fuente de radiación.
El análisis por difracción de rayos-X (DRX), permite identificar los compuestos cristalinos
(16), la técnica está limitada por la concentración de cada especie presente.
Para este análisis, se utilizó un difractómetro modelo D8 FOCUS marca Bruker, con
radiación Kα de Cu, operado a un voltaje de 35 KV y una intensidad de 25 mA, con un
barrido de 20° a 110°. Este análisis cualitativo se llevó a cabo con el software
DIFFRAC.EVA (17) mediante la técnica de identificación de picos, considerando los ángulos
de difracción y las intensidades relativas de las líneas más intensas, permitiendo así,
identificar tanto las especies que componen a la materia prima como cuantificar las fases
cristalinas del clinker.
II.6.2.2.1. Cuantificación de especies en cada etapa del precalentador y clinker
Se realizó la cuantificación de especies de las etapas del precalentador y de clinker con el
uso del software EVA con Match Phase Identification From Powder Diffraction (18) por la
comparación del patrón de difracción de la muestra a una base de datos que contiene
patrones de referencia con el análisis cuantitativo usando Rietveld.
II.6.2.3. Determinación de especies de muestras con tratamiento térmico en cámara
de temperatura HTK 1200N
Se realizó un tratamiento térmico a las muestras y se tomó un difractograma a distintas
temperaturas. El tratamiento térmico consistió en calentar desde temperatura ambiente
(aproximadamente 25 °C) hasta la temperatura deseada, con una rampa de calentamiento
de 150 °/min, con un tiempo de estabilización de la temperatura de 5 min antes de cada
medición. Las mismas se realizaron a 30, 200, 413, 595, 807, 873, 950, 1100 y 1200 °C
durante el calentamiento y una medición más a 25 °C después de haber sido tratada la
muestra. A continuación, se presenta el ciclo térmico seguido para las muestras.
II.6.2.4. Microscopía Electrónica de Barrido
Se realizó un análisis de mapeo por elemento y analizador de imagen por microscopía
electrónica de barrido (19), se basa en la obtención de una imagen de la muestra a partir
del barrido de la misma con un haz de electrones, como resultado de las interacciones
entre los electrones incidentes y la muestra.
Capítulo III. Resultados
35
CAPÍTULO III: RESULTADOS
III.1. Simulación
III.1.1. Temperatura de flama adiabática
Como se mencionó en el capítulo anterior, el cálculo de temperatura adiabática se realizó
en el software FactSage en condiciones de operación del caso solo para alimentación de
Coque de petróleo con aire y propuestas la simulación de aire con combustóleo, llanta y
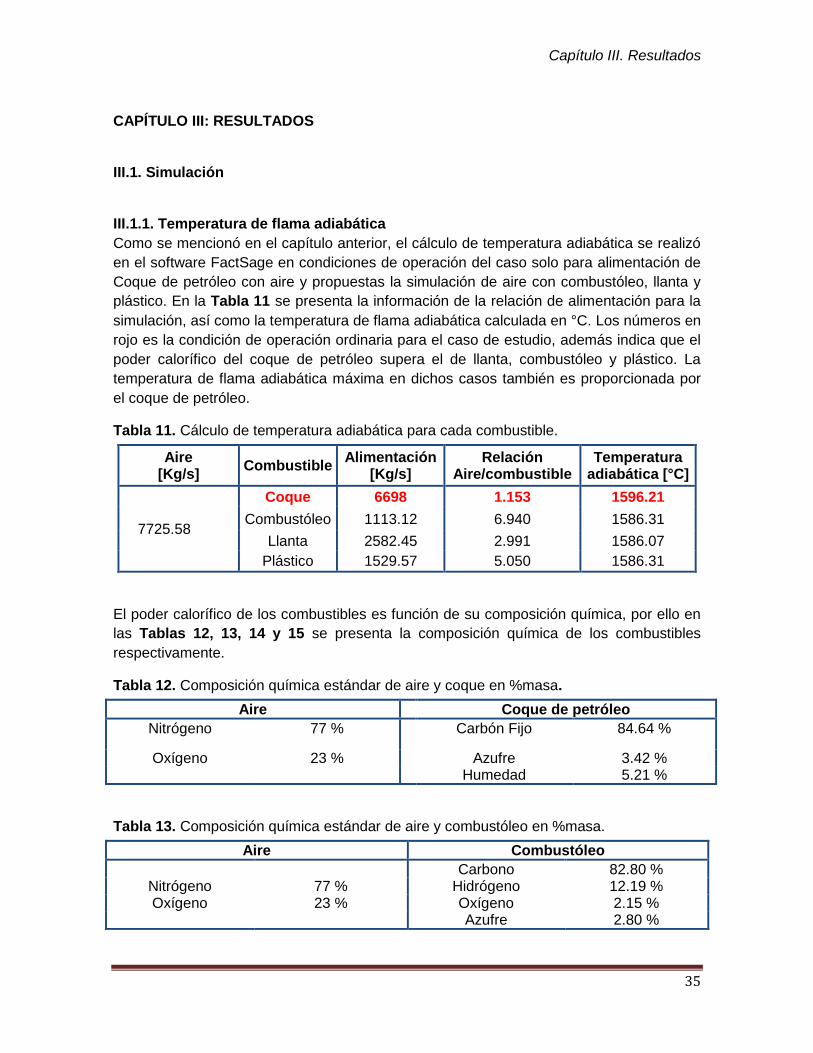
plástico. En la Tabla 11 se presenta la información de la relación de alimentación para la
simulación, así como la temperatura de flama adiabática calculada en °C. Los números en
rojo es la condición de operación ordinaria para el caso de estudio, además indica que el
poder calorífico del coque de petróleo supera el de llanta, combustóleo y plástico. La
temperatura de flama adiabática máxima en dichos casos también es proporcionada por
el coque de petróleo.
Tabla 11. Cálculo de temperatura adiabática para cada combustible.
Aire [Kg/s]
Combustible Alimentación
[Kg/s] Relación
Aire/combustible Temperatura
adiabática [°C]
7725.58
Coque 6698 1.153 1596.21
Combustóleo 1113.12 6.940 1586.31
Llanta 2582.45 2.991 1586.07
Plástico 1529.57 5.050 1586.31
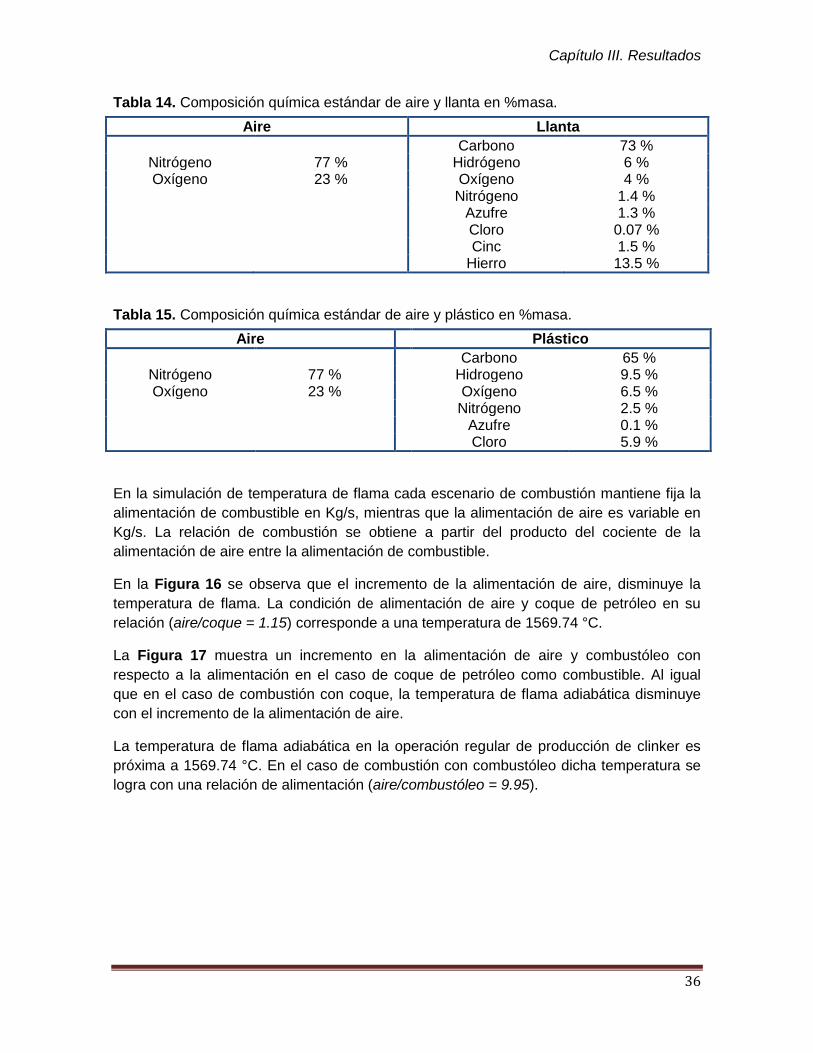
El poder calorífico de los combustibles es función de su composición química, por ello en
las Tablas 12, 13, 14 y 15 se presenta la composición química de los combustibles
respectivamente.
Tabla 12. Composición química estándar de aire y coque en %masa.
Aire Coque de petróleo
Nitrógeno 77 % Carbón Fijo 84.64 %
Oxígeno 23 % Azufre 3.42 % Humedad 5.21 %
Tabla 13. Composición química estándar de aire y combustóleo en %masa.
Aire Combustóleo
Carbono 82.80 % Nitrógeno 77 % Hidrógeno 12.19 % Oxígeno 23 % Oxígeno 2.15 %
Azufre 2.80 %
Capítulo III. Resultados
36
Tabla 14. Composición química estándar de aire y llanta en %masa.
Aire Llanta
Carbono 73 % Nitrógeno 77 % Hidrógeno 6 % Oxígeno 23 % Oxígeno 4 %
Nitrógeno 1.4 % Azufre 1.3 %
Cloro 0.07 % Cinc 1.5 % Hierro 13.5 %
Tabla 15. Composición química estándar de aire y plástico en %masa.
Aire Plástico
Carbono 65 % Nitrógeno 77 % Hidrogeno 9.5 % Oxígeno 23 % Oxígeno 6.5 %
Nitrógeno 2.5 % Azufre 0.1 %
Cloro 5.9 %
En la simulación de temperatura de flama cada escenario de combustión mantiene fija la
alimentación de combustible en Kg/s, mientras que la alimentación de aire es variable en
Kg/s. La relación de combustión se obtiene a partir del producto del cociente de la
alimentación de aire entre la alimentación de combustible.
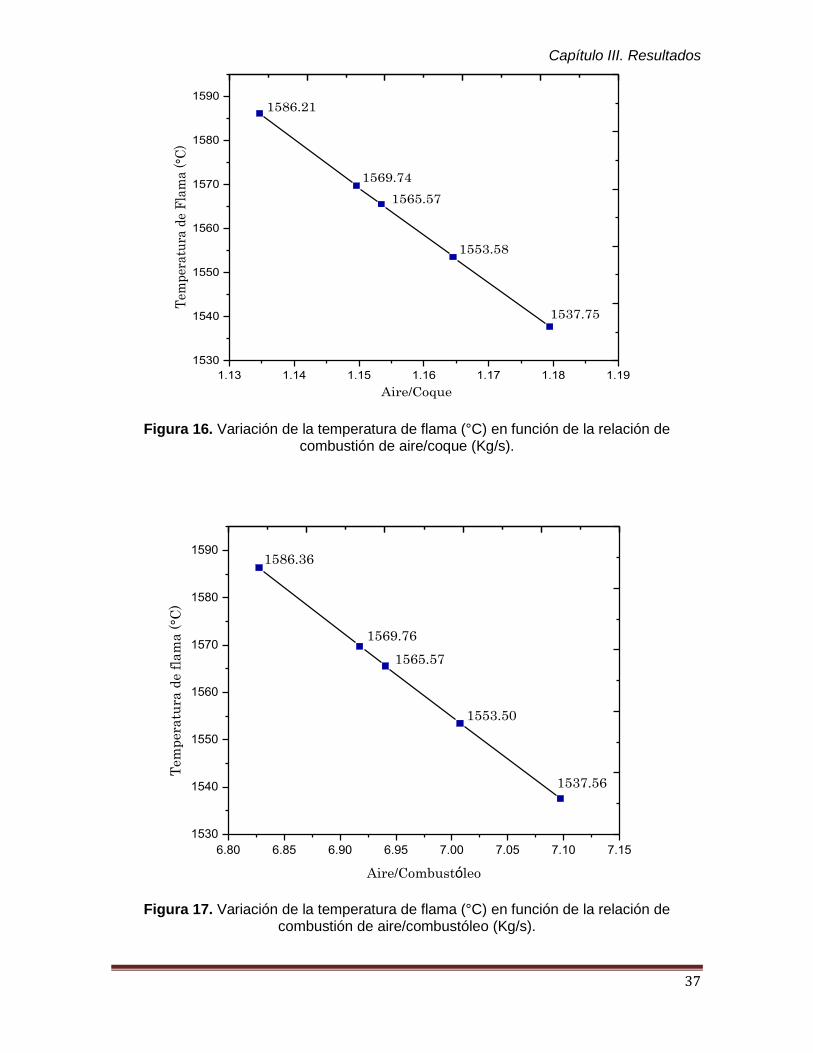
En la Figura 16 se observa que el incremento de la alimentación de aire, disminuye la
temperatura de flama. La condición de alimentación de aire y coque de petróleo en su
relación (aire/coque = 1.15) corresponde a una temperatura de 1569.74 °C.
La Figura 17 muestra un incremento en la alimentación de aire y combustóleo con
respecto a la alimentación en el caso de coque de petróleo como combustible. Al igual
que en el caso de combustión con coque, la temperatura de flama adiabática disminuye
con el incremento de la alimentación de aire.
La temperatura de flama adiabática en la operación regular de producción de clinker es
próxima a 1569.74 °C. En el caso de combustión con combustóleo dicha temperatura se
logra con una relación de alimentación (aire/combustóleo = 9.95).
Capítulo III. Resultados
37
Figura 16. Variación de la temperatura de flama (°C) en función de la relación de combustión de aire/coque (Kg/s).
Figura 17. Variación de la temperatura de flama (°C) en función de la relación de combustión de aire/combustóleo (Kg/s).
1.13 1.14 1.15 1.16 1.17 1.18 1.19
1530
1540
1550
1560
1570
1580
1590
1537.75
1553.58
1565.57
1569.74
1586.21
Tem
per
atu
ra d
e F
lam
a (
°C)
Aire/Coque
6.80 6.85 6.90 6.95 7.00 7.05 7.10 7.15
1530
1540
1550
1560
1570
1580
1590
1537.56
1553.50
1565.57
1569.76
1586.36
Tem
pera
tura
de f
lam
a (
°C)
Aire/Combustóleo
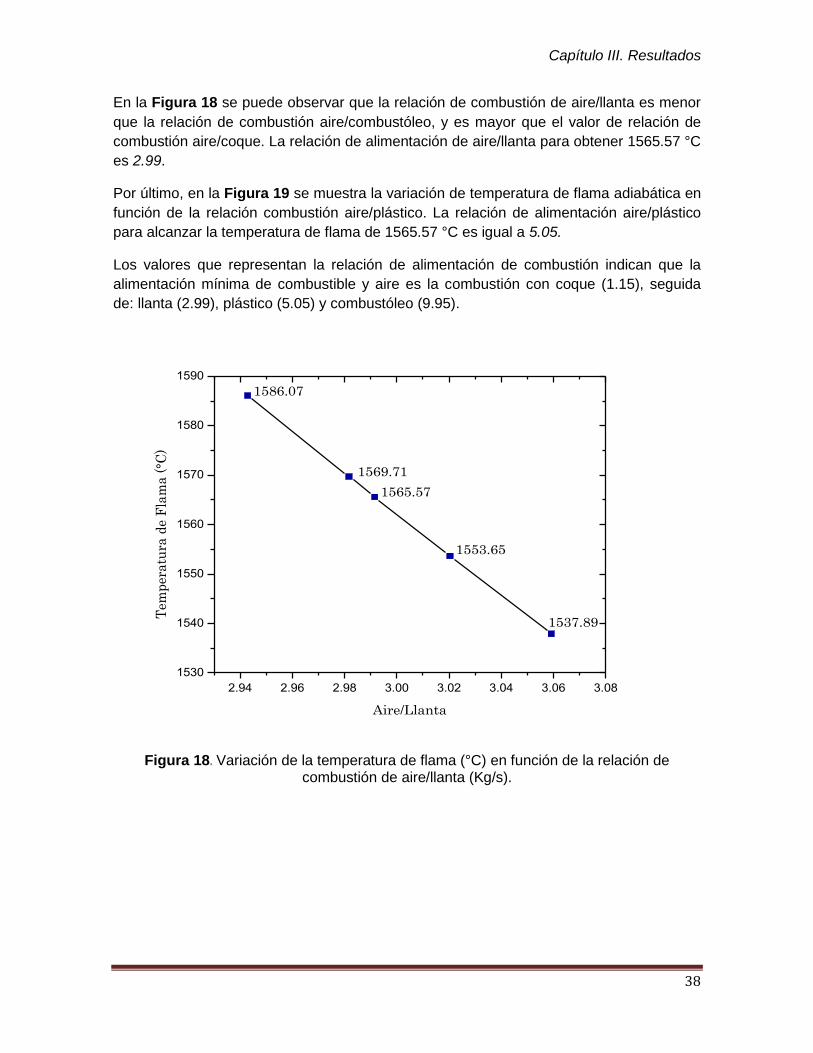
Capítulo III. Resultados
38
En la Figura 18 se puede observar que la relación de combustión de aire/llanta es menor
que la relación de combustión aire/combustóleo, y es mayor que el valor de relación de
combustión aire/coque. La relación de alimentación de aire/llanta para obtener 1565.57 °C
es 2.99.
Por último, en la Figura 19 se muestra la variación de temperatura de flama adiabática en
función de la relación combustión aire/plástico. La relación de alimentación aire/plástico
para alcanzar la temperatura de flama de 1565.57 °C es igual a 5.05.
Los valores que representan la relación de alimentación de combustión indican que la
alimentación mínima de combustible y aire es la combustión con coque (1.15), seguida
de: llanta (2.99), plástico (5.05) y combustóleo (9.95).
Figura 18. Variación de la temperatura de flama (°C) en función de la relación de combustión de aire/llanta (Kg/s).
2.94 2.96 2.98 3.00 3.02 3.04 3.06 3.08
1530
1540
1550
1560
1570
1580
1590
1537.89
1553.65
1565.57
1569.71
1586.07
Tem
pera
tura
de F
lam
a (
°C)
Aire/Llanta
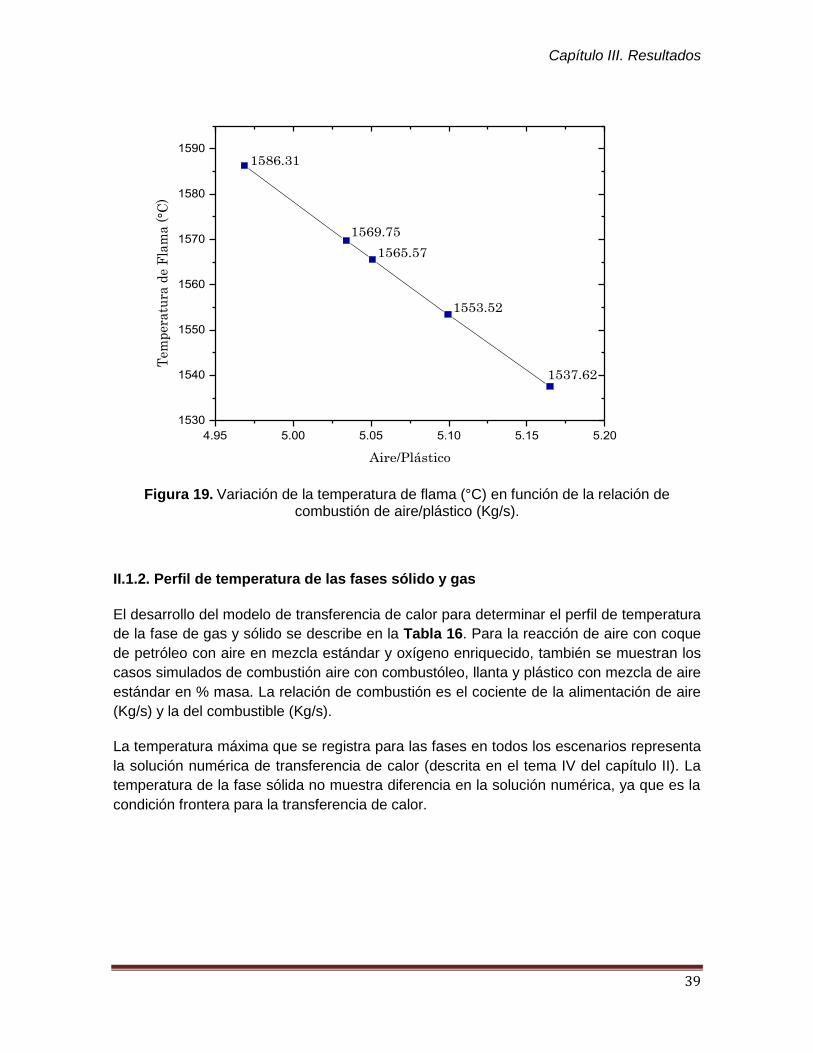
Capítulo III. Resultados
39
Figura 19. Variación de la temperatura de flama (°C) en función de la relación de combustión de aire/plástico (Kg/s).
II.1.2. Perfil de temperatura de las fases sólido y gas
El desarrollo del modelo de transferencia de calor para determinar el perfil de temperatura
de la fase de gas y sólido se describe en la Tabla 16. Para la reacción de aire con coque
de petróleo con aire en mezcla estándar y oxígeno enriquecido, también se muestran los
casos simulados de combustión aire con combustóleo, llanta y plástico con mezcla de aire
estándar en % masa. La relación de combustión es el cociente de la alimentación de aire
(Kg/s) y la del combustible (Kg/s).
La temperatura máxima que se registra para las fases en todos los escenarios representa
la solución numérica de transferencia de calor (descrita en el tema IV del capítulo II). La
temperatura de la fase sólida no muestra diferencia en la solución numérica, ya que es la
condición frontera para la transferencia de calor.
4.95 5.00 5.05 5.10 5.15 5.20
1530
1540
1550
1560
1570
1580
1590
1537.62
1553.52
1565.57
1569.75
1586.31T
em
pera
tura
de F
lam
a (
°C)
Aire/Plástico
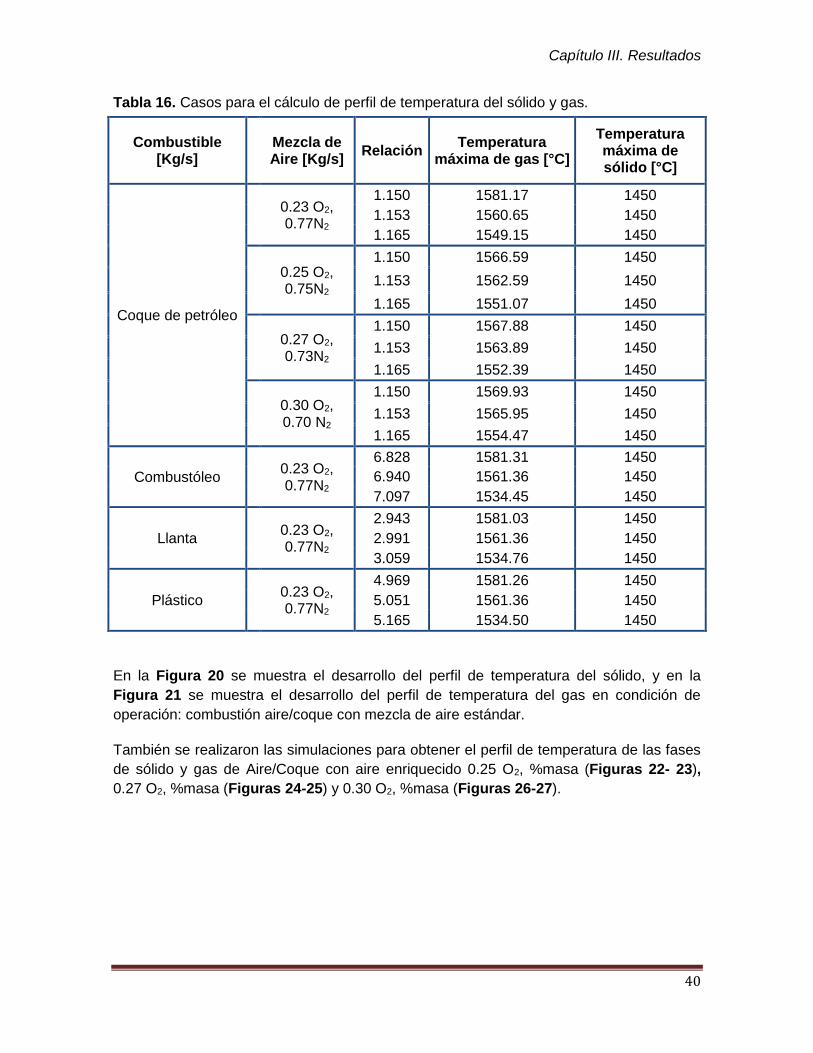
Capítulo III. Resultados
40
Tabla 16. Casos para el cálculo de perfil de temperatura del sólido y gas.
Combustible [Kg/s]
Mezcla de Aire [Kg/s]
Relación Temperatura
máxima de gas [°C]
Temperatura máxima de sólido [°C]
Coque de petróleo
0.23 O2, 0.77N2
1.150 1581.17 1450
1.153 1560.65 1450
1.165 1549.15 1450
0.25 O2, 0.75N2
1.150 1566.59 1450
1.153 1562.59 1450
1.165 1551.07 1450
0.27 O2, 0.73N2
1.150 1567.88 1450
1.153 1563.89 1450
1.165 1552.39 1450
0.30 O2, 0.70 N2
1.150 1569.93 1450
1.153 1565.95 1450
1.165 1554.47 1450
Combustóleo 0.23 O2, 0.77N2
6.828 1581.31 1450
6.940 1561.36 1450
7.097 1534.45 1450
Llanta 0.23 O2, 0.77N2
2.943 1581.03 1450
2.991 1561.36 1450
3.059 1534.76 1450
Plástico 0.23 O2, 0.77N2
4.969 1581.26 1450
5.051 1561.36 1450
5.165 1534.50 1450
En la Figura 20 se muestra el desarrollo del perfil de temperatura del sólido, y en la
Figura 21 se muestra el desarrollo del perfil de temperatura del gas en condición de
operación: combustión aire/coque con mezcla de aire estándar.
También se realizaron las simulaciones para obtener el perfil de temperatura de las fases
de sólido y gas de Aire/Coque con aire enriquecido 0.25 O2, %masa (Figuras 22- 23),
0.27 O2, %masa (Figuras 24-25) y 0.30 O2, %masa (Figuras 26-27).
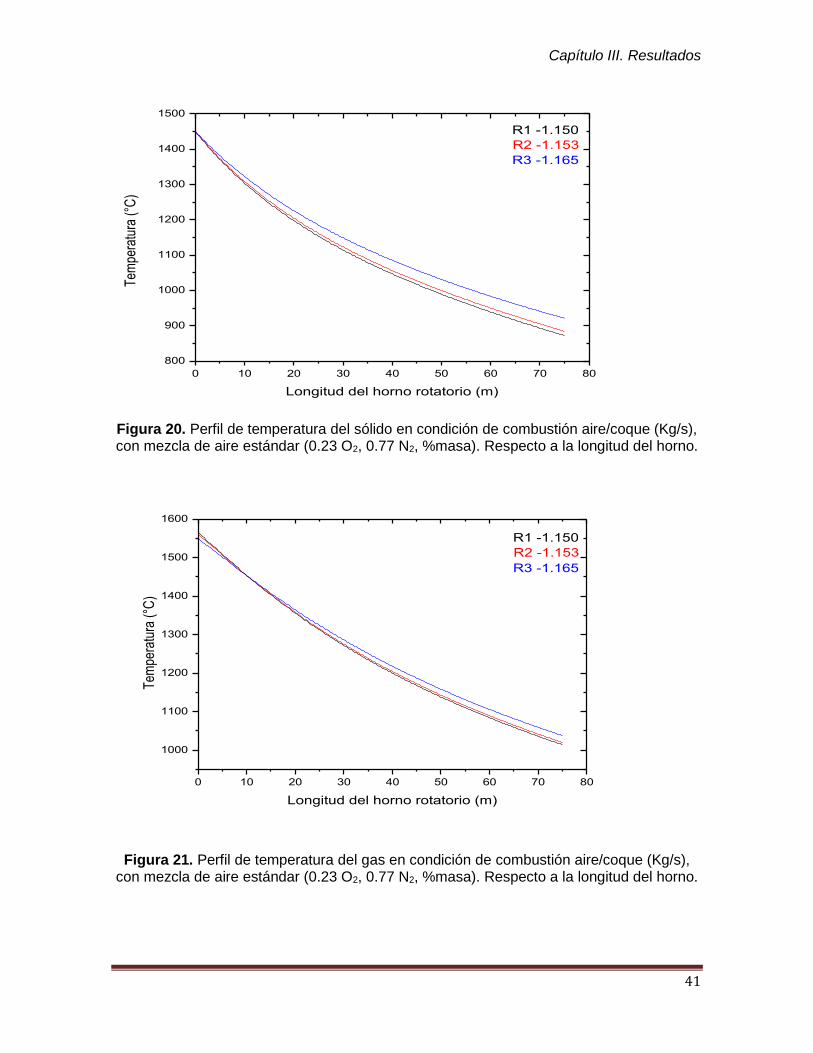
Capítulo III. Resultados
41
Figura 20. Perfil de temperatura del sólido en condición de combustión aire/coque (Kg/s), con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del horno.
Figura 21. Perfil de temperatura del gas en condición de combustión aire/coque (Kg/s), con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del horno.
0 10 20 30 40 50 60 70 80
1000
1100
1200
1300
1400
1500
1600
Tem
pera
tura
(°C
)
Longitud del horno rotatorio (m)
R3 -1.165
R1 -1.150
R2 -1.153
0 10 20 30 40 50 60 70 80
800
900
1000
1100
1200
1300
1400
1500
Tem
pera
tura
(°C
)
Longitud del horno rotatorio (m)
R1 -1.150
R2 -1.153
R3 -1.165
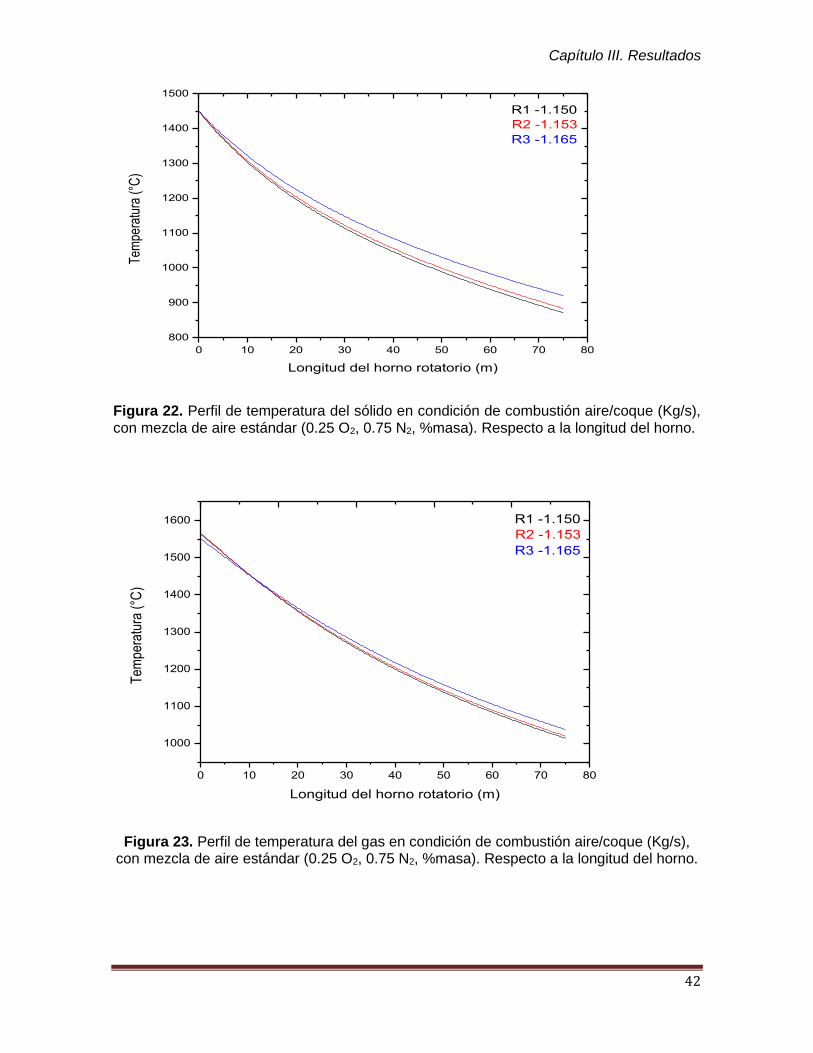
Capítulo III. Resultados
42
Figura 22. Perfil de temperatura del sólido en condición de combustión aire/coque (Kg/s), con mezcla de aire estándar (0.25 O2, 0.75 N2, %masa). Respecto a la longitud del horno.
Figura 23. Perfil de temperatura del gas en condición de combustión aire/coque (Kg/s), con mezcla de aire estándar (0.25 O2, 0.75 N2, %masa). Respecto a la longitud del horno.
0 10 20 30 40 50 60 70 80
800
900
1000
1100
1200
1300
1400
1500
Tem
pera
tura
(°C
)
Longitud del horno rotatorio (m)
R1 -1.150
R2 -1.153
R3 -1.165
0 10 20 30 40 50 60 70 80
1000
1100
1200
1300
1400
1500
1600
Tem
pera
tura
(°C
)
Longitud del horno rotatorio (m)
R1 -1.150
R2 -1.153
R3 -1.165
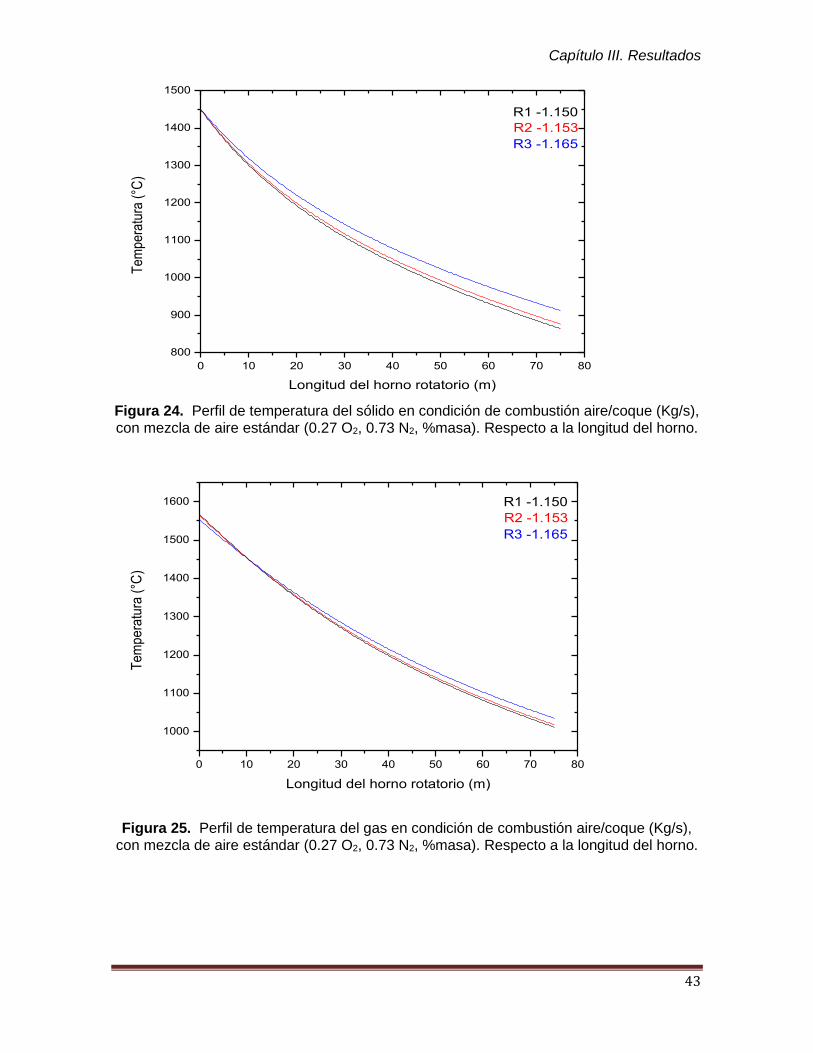
Capítulo III. Resultados
43
Figura 24. Perfil de temperatura del sólido en condición de combustión aire/coque (Kg/s), con mezcla de aire estándar (0.27 O2, 0.73 N2, %masa). Respecto a la longitud del horno.
Figura 25. Perfil de temperatura del gas en condición de combustión aire/coque (Kg/s), con mezcla de aire estándar (0.27 O2, 0.73 N2, %masa). Respecto a la longitud del horno.
0 10 20 30 40 50 60 70 80
800
900
1000
1100
1200
1300
1400
1500
Te
mp
era
tura
(°C
)
Longitud del horno rotatorio (m)
R3 -1.165
R2 -1.153
R1 -1.150
0 10 20 30 40 50 60 70 80
1000
1100
1200
1300
1400
1500
1600
Te
mp
era
tura
(°C
)
Longitud del horno rotatorio (m)
R1 -1.150
R2 -1.153
R3 -1.165
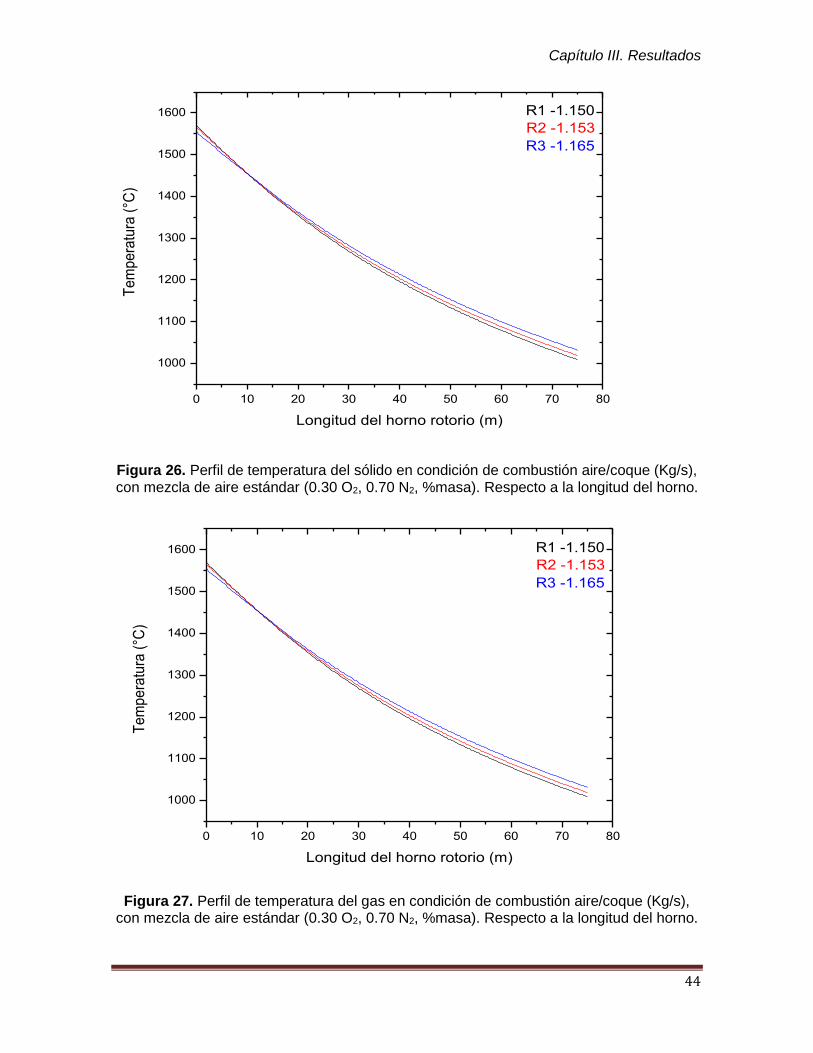
Capítulo III. Resultados
44
Figura 26. Perfil de temperatura del sólido en condición de combustión aire/coque (Kg/s), con mezcla de aire estándar (0.30 O2, 0.70 N2, %masa). Respecto a la longitud del horno.
Figura 27. Perfil de temperatura del gas en condición de combustión aire/coque (Kg/s), con mezcla de aire estándar (0.30 O2, 0.70 N2, %masa). Respecto a la longitud del horno.
0 10 20 30 40 50 60 70 80
1000
1100
1200
1300
1400
1500
1600
Te
mp
era
tura
(°C
)
Longitud del horno rotorio (m)
R1 -1.150
R2 -1.153
R3 -1.165
0 10 20 30 40 50 60 70 80
1000
1100
1200
1300
1400
1500
1600
Te
mp
era
tura
(°C
)
Longitud del horno rotorio (m)
R1 -1.150
R2 -1.153
R3 -1.165
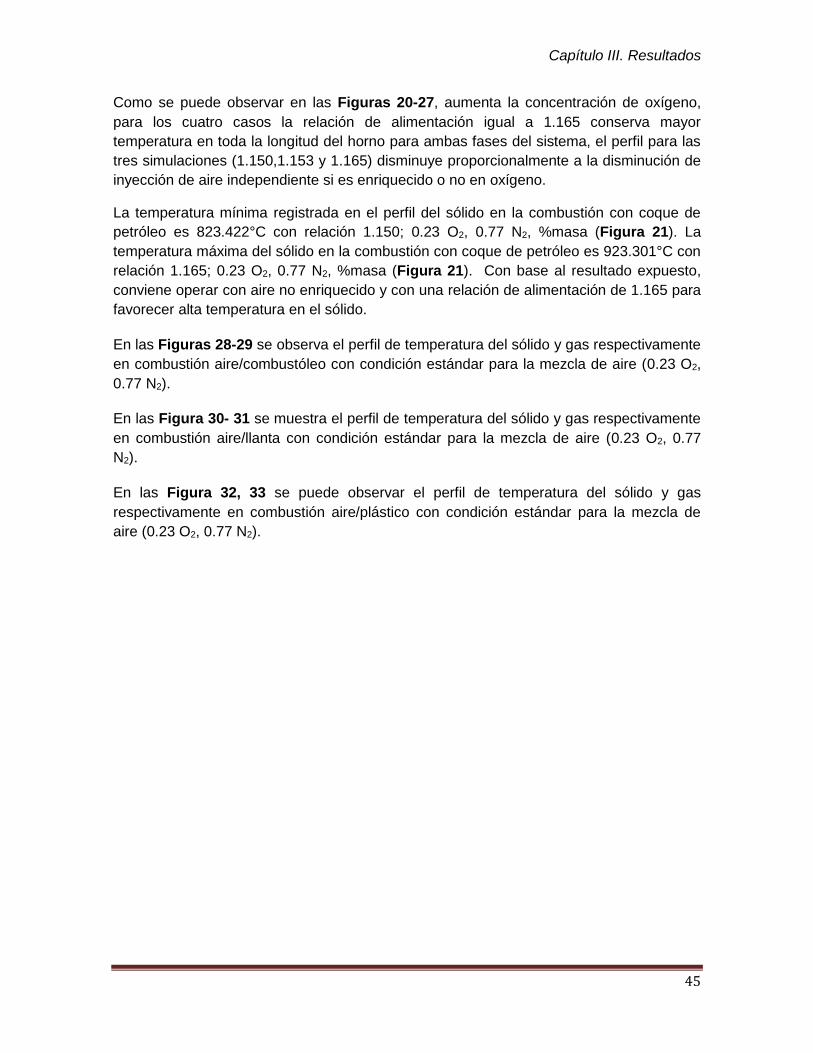
Capítulo III. Resultados
45
Como se puede observar en las Figuras 20-27, aumenta la concentración de oxígeno,
para los cuatro casos la relación de alimentación igual a 1.165 conserva mayor
temperatura en toda la longitud del horno para ambas fases del sistema, el perfil para las
tres simulaciones (1.150,1.153 y 1.165) disminuye proporcionalmente a la disminución de
inyección de aire independiente si es enriquecido o no en oxígeno.
La temperatura mínima registrada en el perfil del sólido en la combustión con coque de
petróleo es 823.422°C con relación 1.150; 0.23 O2, 0.77 N2, %masa (Figura 21). La
temperatura máxima del sólido en la combustión con coque de petróleo es 923.301°C con
relación 1.165; 0.23 O2, 0.77 N2, %masa (Figura 21). Con base al resultado expuesto,
conviene operar con aire no enriquecido y con una relación de alimentación de 1.165 para
favorecer alta temperatura en el sólido.
En las Figuras 28-29 se observa el perfil de temperatura del sólido y gas respectivamente
en combustión aire/combustóleo con condición estándar para la mezcla de aire (0.23 O2,
0.77 N2).
En las Figura 30- 31 se muestra el perfil de temperatura del sólido y gas respectivamente
en combustión aire/llanta con condición estándar para la mezcla de aire (0.23 O2, 0.77
N2).
En las Figura 32, 33 se puede observar el perfil de temperatura del sólido y gas
respectivamente en combustión aire/plástico con condición estándar para la mezcla de
aire (0.23 O2, 0.77 N2).
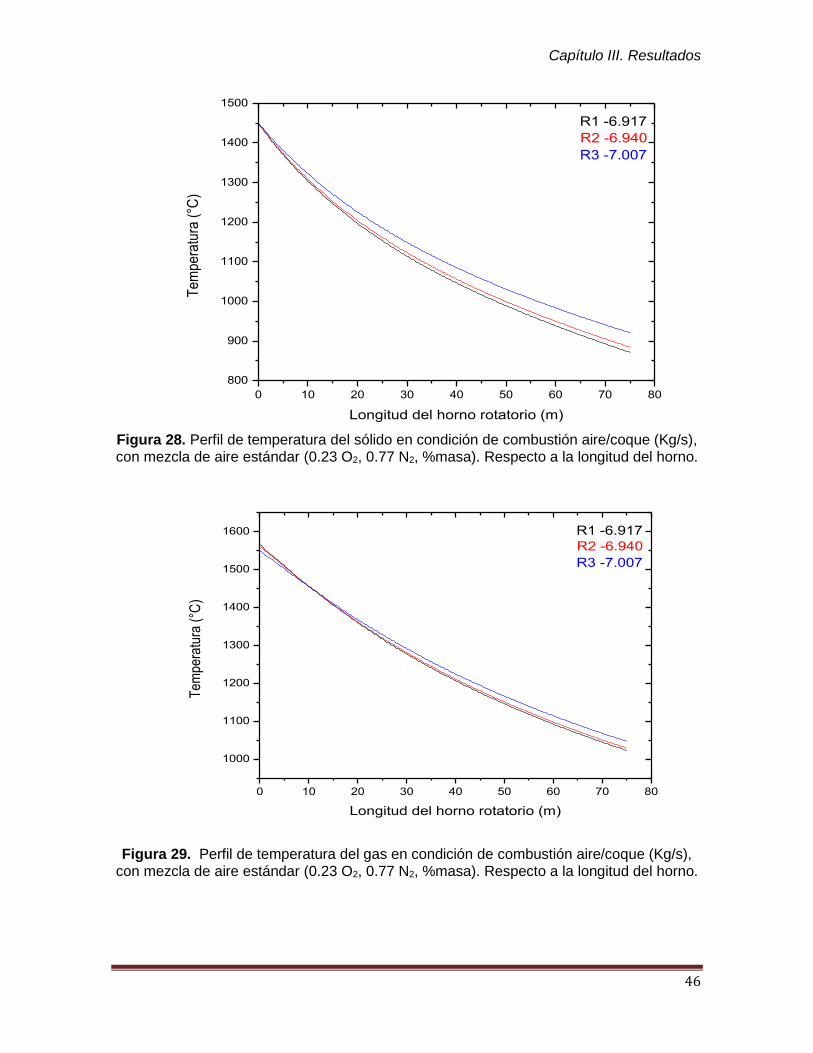
Capítulo III. Resultados
46
Figura 28. Perfil de temperatura del sólido en condición de combustión aire/coque (Kg/s), con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del horno.
Figura 29. Perfil de temperatura del gas en condición de combustión aire/coque (Kg/s), con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del horno.
0 10 20 30 40 50 60 70 80
800
900
1000
1100
1200
1300
1400
1500
Te
mp
era
tura
(°C
)
Longitud del horno rotatorio (m)
R3 -7.007
R2 -6.940
R1 -6.917
0 10 20 30 40 50 60 70 80
1000
1100
1200
1300
1400
1500
1600
Te
mp
era
tura
(°C
)
Longitud del horno rotatorio (m)
R2 -6.940
R1 -6.917
R3 -7.007
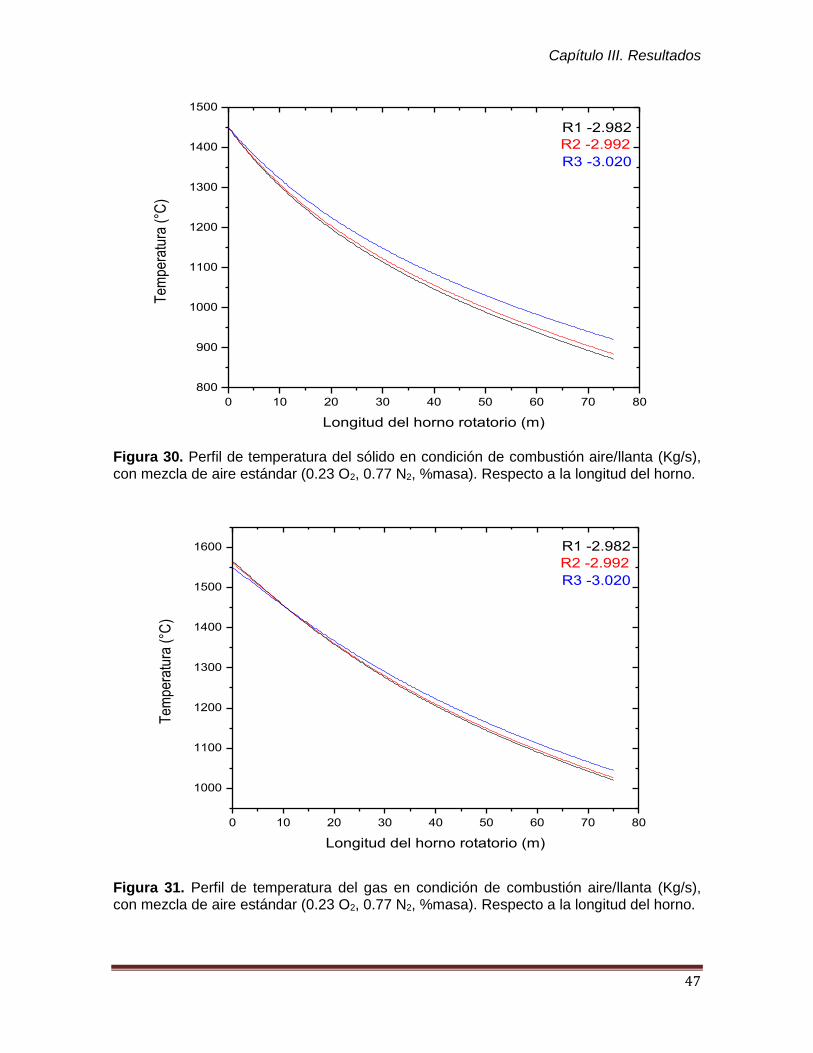
Capítulo III. Resultados
47
Figura 30. Perfil de temperatura del sólido en condición de combustión aire/llanta (Kg/s), con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del horno.
Figura 31. Perfil de temperatura del gas en condición de combustión aire/llanta (Kg/s), con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del horno.
0 10 20 30 40 50 60 70 80
800
900
1000
1100
1200
1300
1400
1500
Te
mp
era
tura
(°C
)
Longitud del horno rotatorio (m)
R3 -3.020
R2 -2.992
R1 -2.982
0 10 20 30 40 50 60 70 80
1000
1100
1200
1300
1400
1500
1600
Te
mp
era
tura
(°C
)
Longitud del horno rotatorio (m)
R3 -3.020
R2 -2.992
R1 -2.982
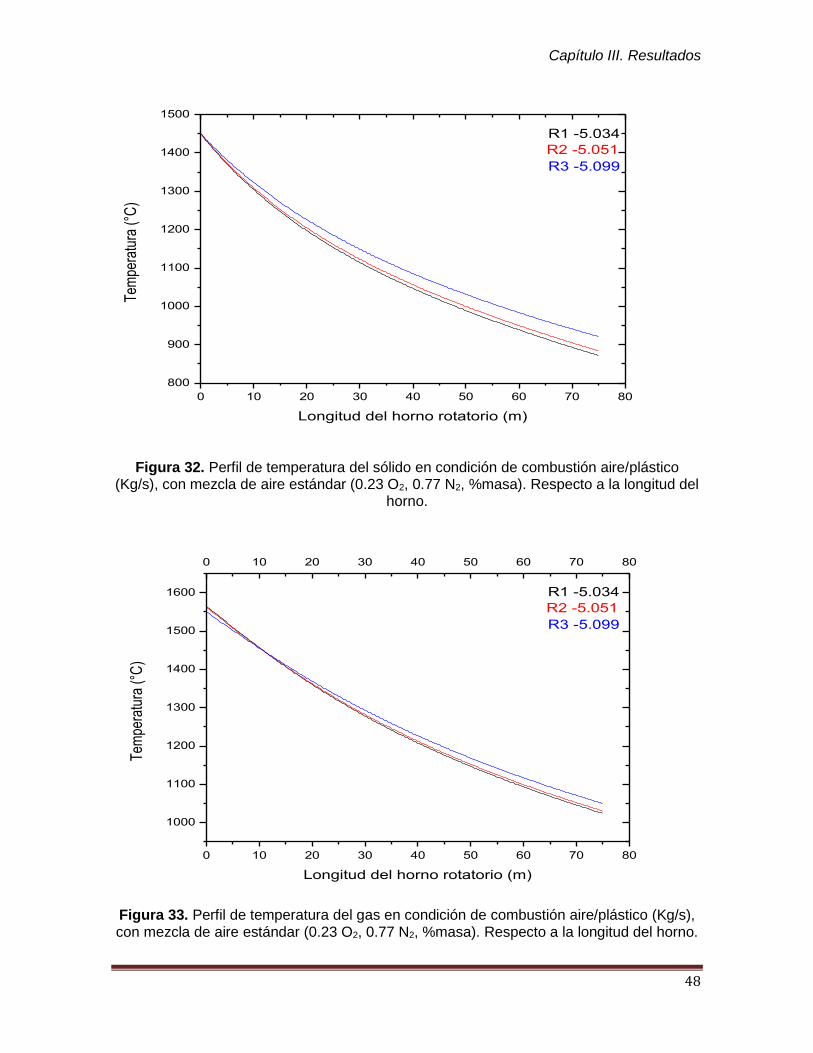
Capítulo III. Resultados
48
Figura 32. Perfil de temperatura del sólido en condición de combustión aire/plástico (Kg/s), con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del
horno.
Figura 33. Perfil de temperatura del gas en condición de combustión aire/plástico (Kg/s), con mezcla de aire estándar (0.23 O2, 0.77 N2, %masa). Respecto a la longitud del horno.
0 10 20 30 40 50 60 70 80
800
900
1000
1100
1200
1300
1400
1500
Tem
pera
tura
(°C
)
Longitud del horno rotatorio (m)
R3 -5.099
R2 -5.051
R1 -5.034
0 10 20 30 40 50 60 70 80
1000
1100
1200
1300
1400
1500
1600
Tem
pera
tura
(°C
)
Longitud del horno rotatorio (m)
R1 -5.034
R2 -5.051
R3 -5.099
0 10 20 30 40 50 60 70 80
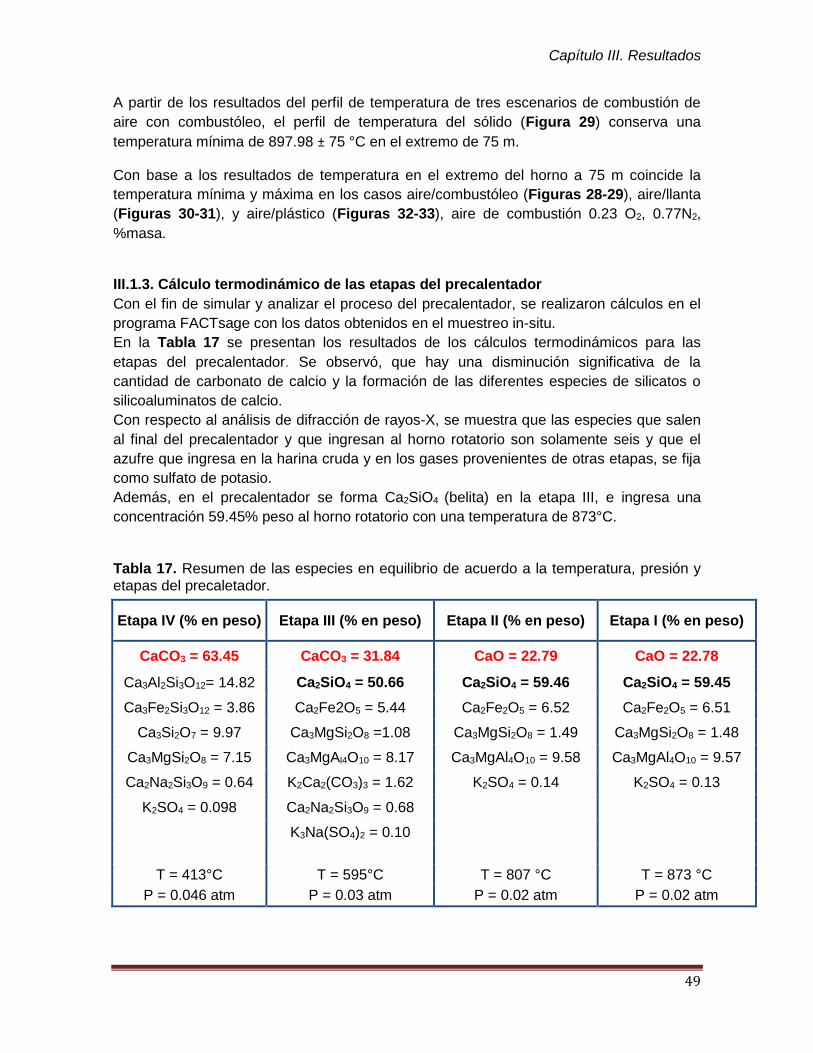
Capítulo III. Resultados
49
A partir de los resultados del perfil de temperatura de tres escenarios de combustión de
aire con combustóleo, el perfil de temperatura del sólido (Figura 29) conserva una
temperatura mínima de 897.98 ± 75 °C en el extremo de 75 m.
Con base a los resultados de temperatura en el extremo del horno a 75 m coincide la
temperatura mínima y máxima en los casos aire/combustóleo (Figuras 28-29), aire/llanta
(Figuras 30-31), y aire/plástico (Figuras 32-33), aire de combustión 0.23 O2, 0.77N2,
%masa.
III.1.3. Cálculo termodinámico de las etapas del precalentador
Con el fin de simular y analizar el proceso del precalentador, se realizaron cálculos en el
programa FACTsage con los datos obtenidos en el muestreo in-situ.
En la Tabla 17 se presentan los resultados de los cálculos termodinámicos para las
etapas del precalentador. Se observó, que hay una disminución significativa de la
cantidad de carbonato de calcio y la formación de las diferentes especies de silicatos o
silicoaluminatos de calcio.
Con respecto al análisis de difracción de rayos-X, se muestra que las especies que salen
al final del precalentador y que ingresan al horno rotatorio son solamente seis y que el
azufre que ingresa en la harina cruda y en los gases provenientes de otras etapas, se fija
como sulfato de potasio.
Además, en el precalentador se forma Ca2SiO4 (belita) en la etapa III, e ingresa una
concentración 59.45% peso al horno rotatorio con una temperatura de 873°C.
Tabla 17. Resumen de las especies en equilibrio de acuerdo a la temperatura, presión y etapas del precaletador.
Etapa IV (% en peso) Etapa III (% en peso) Etapa II (% en peso) Etapa I (% en peso)
CaCO3 = 63.45 CaCO3 = 31.84 CaO = 22.79 CaO = 22.78
Ca3Al2Si3O12= 14.82 Ca2SiO4 = 50.66 Ca2SiO4 = 59.46 Ca2SiO4 = 59.45
Ca3Fe2Si3O12 = 3.86 Ca2Fe2O5 = 5.44 Ca2Fe2O5 = 6.52 Ca2Fe2O5 = 6.51
Ca3Si2O7 = 9.97 Ca3MgSi2O8 =1.08 Ca3MgSi2O8 = 1.49 Ca3MgSi2O8 = 1.48
Ca3MgSi2O8 = 7.15 Ca3MgAl4O10 = 8.17 Ca3MgAl4O10 = 9.58 Ca3MgAl4O10 = 9.57
Ca2Na2Si3O9 = 0.64 K2Ca2(CO3)3 = 1.62 K2SO4 = 0.14 K2SO4 = 0.13
K2SO4 = 0.098 Ca2Na2Si3O9 = 0.68
K3Na(SO4)2 = 0.10
T = 413°C T = 595°C T = 807 °C T = 873 °C
P = 0.046 atm P = 0.03 atm P = 0.02 atm P = 0.02 atm
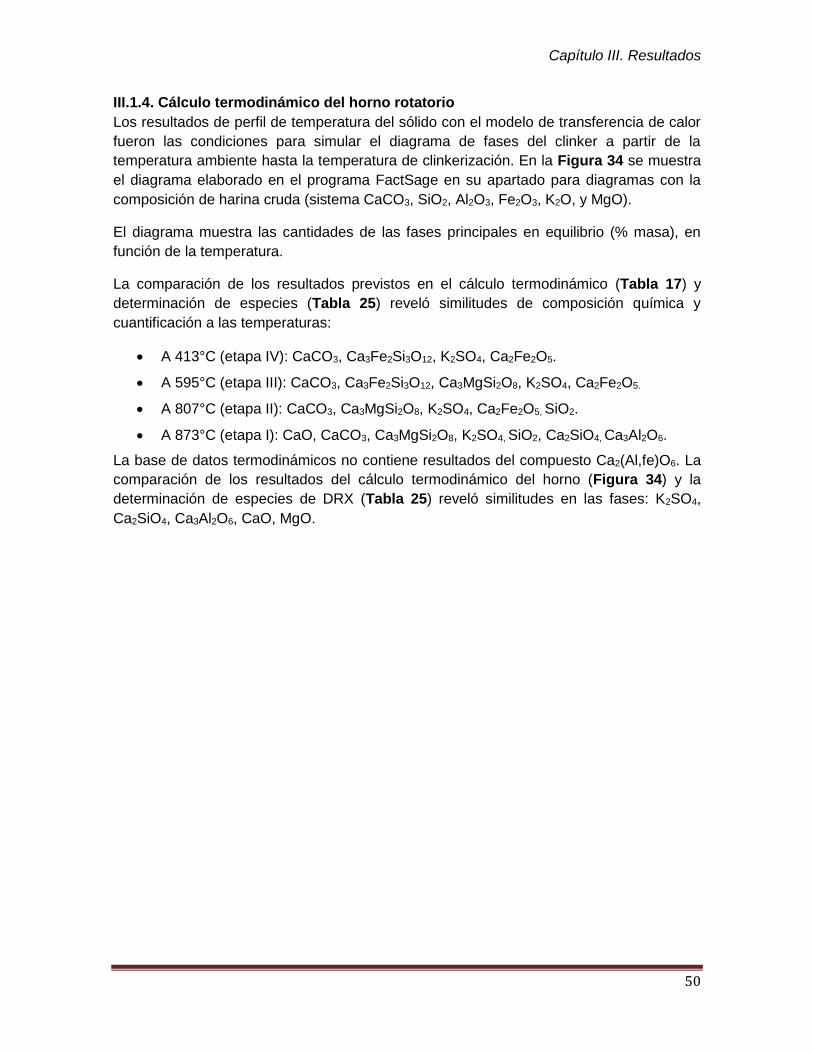
Capítulo III. Resultados
50
III.1.4. Cálculo termodinámico del horno rotatorio
Los resultados de perfil de temperatura del sólido con el modelo de transferencia de calor
fueron las condiciones para simular el diagrama de fases del clinker a partir de la
temperatura ambiente hasta la temperatura de clinkerización. En la Figura 34 se muestra
el diagrama elaborado en el programa FactSage en su apartado para diagramas con la
composición de harina cruda (sistema CaCO3, SiO2, Al2O3, Fe2O3, K2O, y MgO).
El diagrama muestra las cantidades de las fases principales en equilibrio (% masa), en
función de la temperatura.
La comparación de los resultados previstos en el cálculo termodinámico (Tabla 17) y
determinación de especies (Tabla 25) reveló similitudes de composición química y
cuantificación a las temperaturas:
A 413°C (etapa IV): CaCO3, Ca3Fe2Si3O12, K2SO4, Ca2Fe2O5.
A 595°C (etapa III): CaCO3, Ca3Fe2Si3O12, Ca3MgSi2O8, K2SO4, Ca2Fe2O5.
A 807°C (etapa II): CaCO3, Ca3MgSi2O8, K2SO4, Ca2Fe2O5, SiO2.
A 873°C (etapa I): CaO, CaCO3, Ca3MgSi2O8, K2SO4, SiO2, Ca2SiO4, Ca3Al2O6.
La base de datos termodinámicos no contiene resultados del compuesto Ca2(Al,fe)O6. La
comparación de los resultados del cálculo termodinámico del horno (Figura 34) y la
determinación de especies de DRX (Tabla 25) reveló similitudes en las fases: K2SO4,
Ca2SiO4, Ca3Al2O6, CaO, MgO.
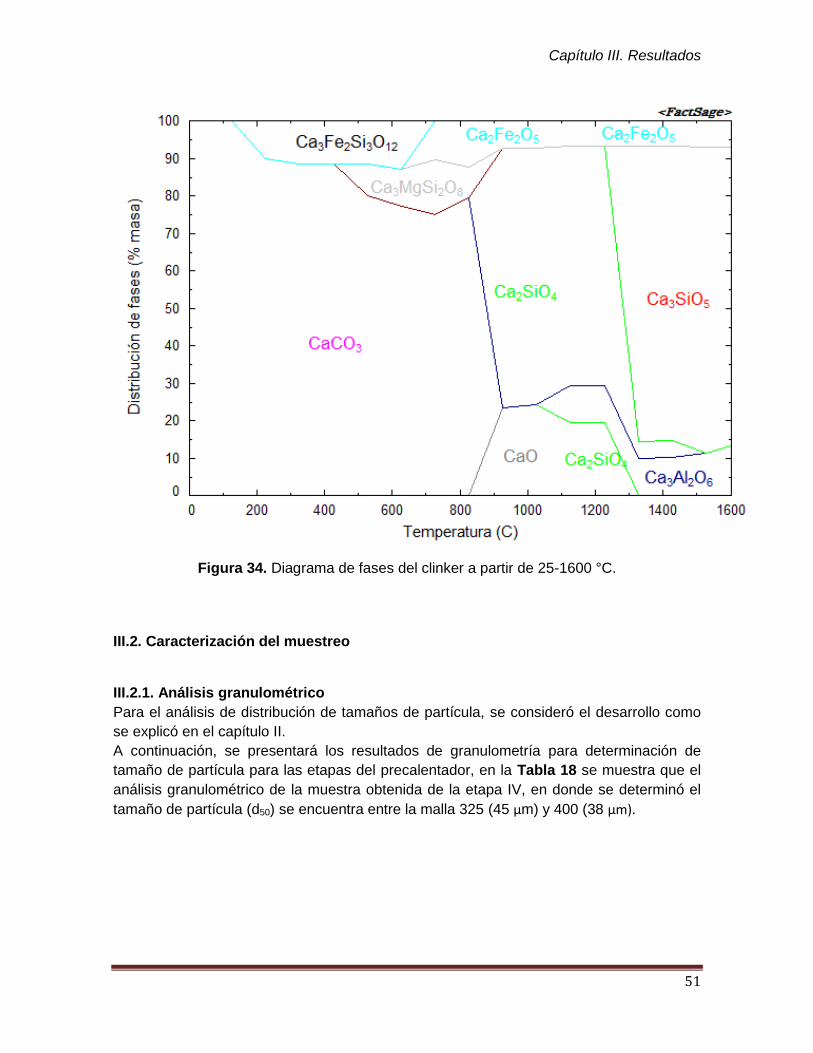
Capítulo III. Resultados
51
Figura 34. Diagrama de fases del clinker a partir de 25-1600 °C.
III.2. Caracterización del muestreo
III.2.1. Análisis granulométrico
Para el análisis de distribución de tamaños de partícula, se consideró el desarrollo como
se explicó en el capítulo II.
A continuación, se presentará los resultados de granulometría para determinación de
tamaño de partícula para las etapas del precalentador, en la Tabla 18 se muestra que el
análisis granulométrico de la muestra obtenida de la etapa IV, en donde se determinó el
tamaño de partícula (d50) se encuentra entre la malla 325 (45 μm) y 400 (38 μm).
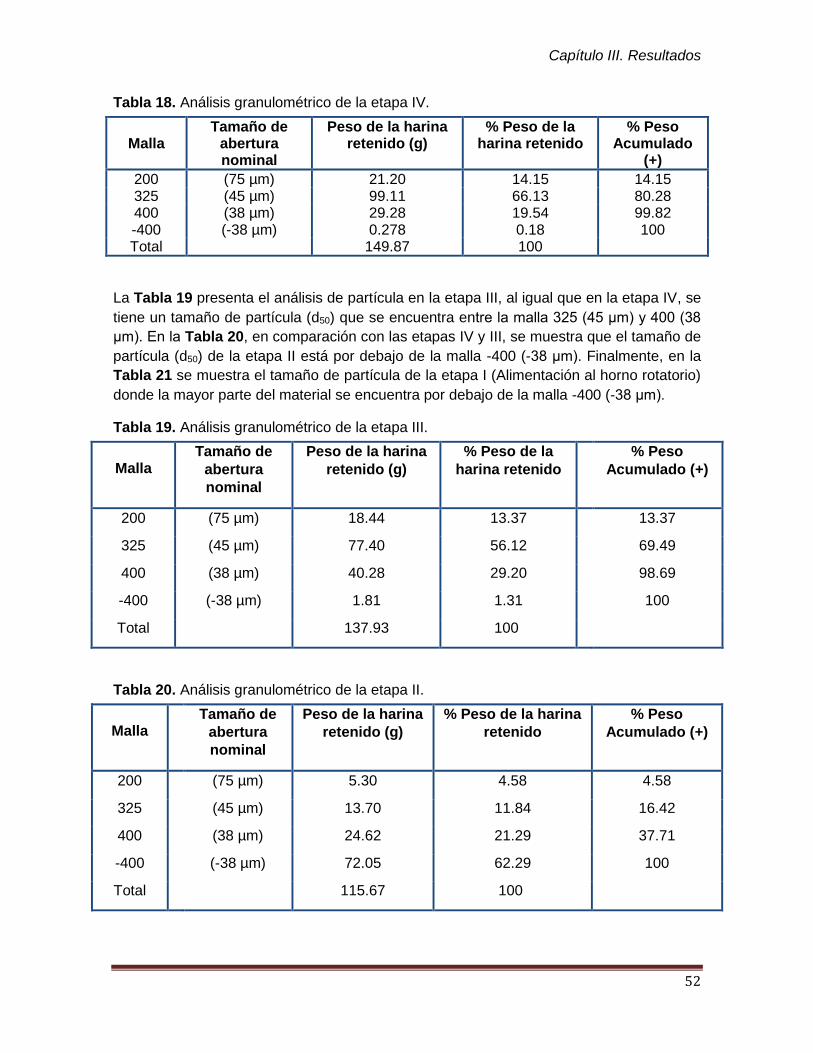
Capítulo III. Resultados
52
Tabla 18. Análisis granulométrico de la etapa IV.
Malla
Tamaño de abertura nominal
Peso de la harina retenido (g)
% Peso de la harina retenido
% Peso Acumulado
(+)
200 (75 µm) 21.20 14.15 14.15 325 (45 µm) 99.11 66.13 80.28 400 (38 µm) 29.28 19.54 99.82 -400 (-38 µm) 0.278 0.18 100 Total 149.87 100
La Tabla 19 presenta el análisis de partícula en la etapa III, al igual que en la etapa IV, se
tiene un tamaño de partícula (d50) que se encuentra entre la malla 325 (45 μm) y 400 (38
μm). En la Tabla 20, en comparación con las etapas IV y III, se muestra que el tamaño de
partícula (d50) de la etapa II está por debajo de la malla -400 (-38 μm). Finalmente, en la
Tabla 21 se muestra el tamaño de partícula de la etapa I (Alimentación al horno rotatorio)
donde la mayor parte del material se encuentra por debajo de la malla -400 (-38 μm).
Tabla 19. Análisis granulométrico de la etapa III.
Malla
Tamaño de
abertura
nominal
Peso de la harina
retenido (g)
% Peso de la
harina retenido
% Peso
Acumulado (+)
200 (75 µm) 18.44 13.37 13.37
325 (45 µm) 77.40 56.12 69.49
400 (38 µm) 40.28 29.20 98.69
-400 (-38 µm) 1.81 1.31 100
Total 137.93 100
Tabla 20. Análisis granulométrico de la etapa II.
Malla
Tamaño de
abertura
nominal
Peso de la harina
retenido (g)
% Peso de la harina
retenido
% Peso
Acumulado (+)
200 (75 µm) 5.30 4.58 4.58
325 (45 µm) 13.70 11.84 16.42
400 (38 µm) 24.62 21.29 37.71
-400 (-38 µm) 72.05 62.29 100
Total 115.67 100
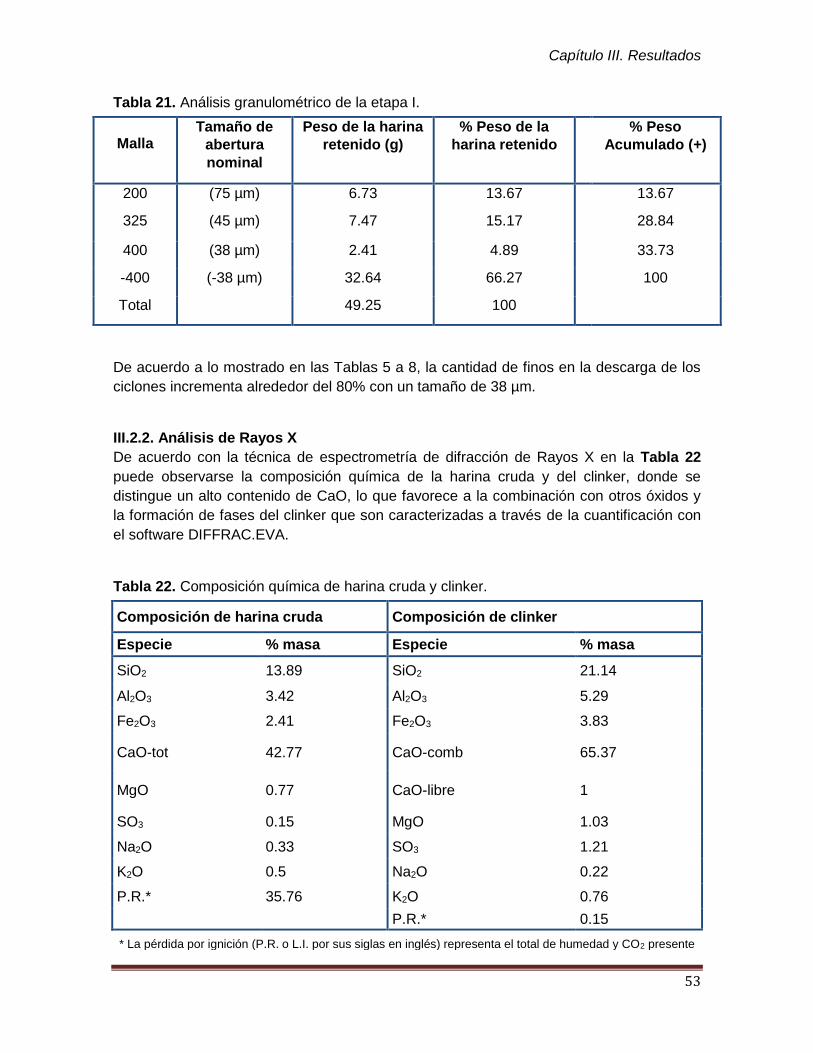
Capítulo III. Resultados
53
Tabla 21. Análisis granulométrico de la etapa I.
Malla
Tamaño de
abertura
nominal
Peso de la harina
retenido (g)
% Peso de la
harina retenido
% Peso
Acumulado (+)
200
325
(75 µm)
(45 µm)
6.73
7.47
13.67
15.17
13.67
28.84
400 (38 µm) 2.41 4.89 33.73
-400 (-38 µm) 32.64 66.27 100
Total 49.25 100
De acuerdo a lo mostrado en las Tablas 5 a 8, la cantidad de finos en la descarga de los
ciclones incrementa alrededor del 80% con un tamaño de 38 µm.
III.2.2. Análisis de Rayos X
De acuerdo con la técnica de espectrometría de difracción de Rayos X en la Tabla 22
puede observarse la composición química de la harina cruda y del clinker, donde se
distingue un alto contenido de CaO, lo que favorece a la combinación con otros óxidos y
la formación de fases del clinker que son caracterizadas a través de la cuantificación con
el software DIFFRAC.EVA.
Tabla 22. Composición química de harina cruda y clinker.
Composición de harina cruda Composición de clinker
Especie % masa Especie % masa
SiO2 13.89 SiO2 21.14
Al2O3 3.42 Al2O3 5.29
Fe2O3 2.41 Fe2O3 3.83
CaO-tot 42.77 CaO-comb 65.37
MgO 0.77 CaO-libre 1
SO3 0.15 MgO 1.03
Na2O 0.33 SO3 1.21
K2O 0.5 Na2O 0.22
P.R.* 35.76 K2O 0.76
P.R.* 0.15
* La pérdida por ignición (P.R. o L.I. por sus siglas en inglés) representa el total de humedad y CO2 presente
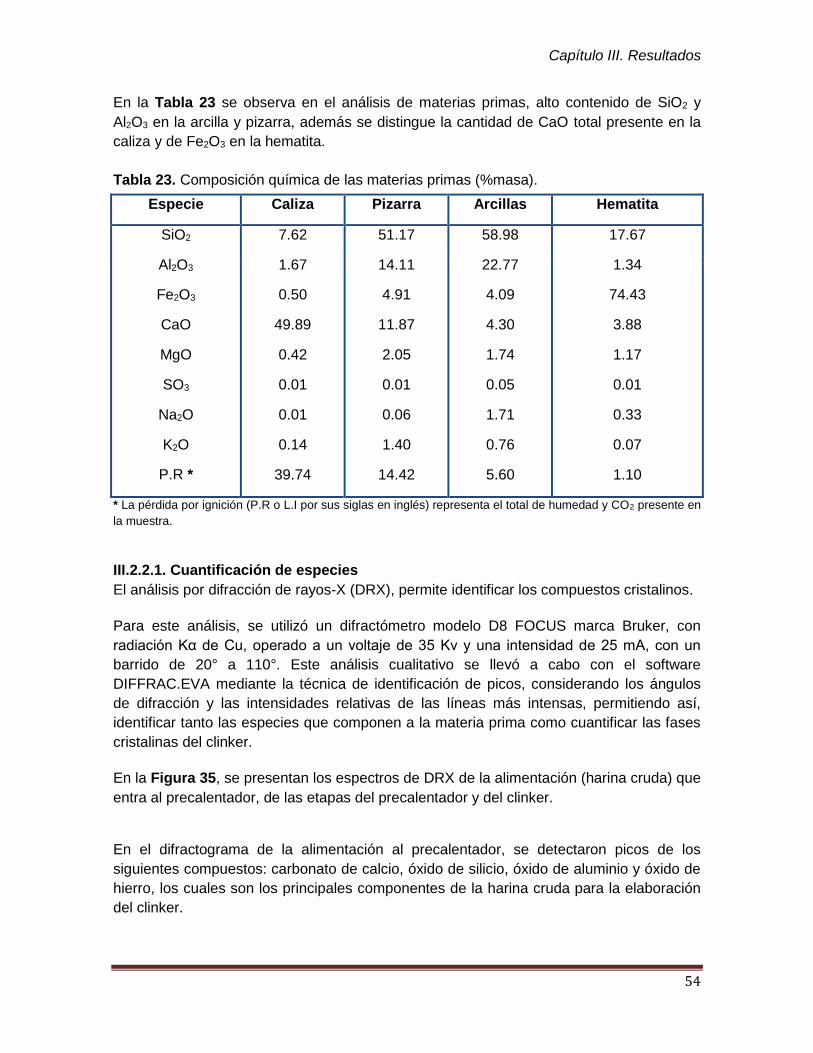
Capítulo III. Resultados
54
En la Tabla 23 se observa en el análisis de materias primas, alto contenido de SiO2 y
Al2O3 en la arcilla y pizarra, además se distingue la cantidad de CaO total presente en la
caliza y de Fe2O3 en la hematita.
Tabla 23. Composición química de las materias primas (%masa).
* La pérdida por ignición (P.R o L.I por sus siglas en inglés) representa el total de humedad y CO2 presente en
la muestra.
III.2.2.1. Cuantificación de especies
El análisis por difracción de rayos-X (DRX), permite identificar los compuestos cristalinos.
Para este análisis, se utilizó un difractómetro modelo D8 FOCUS marca Bruker, con
radiación Kα de Cu, operado a un voltaje de 35 Kv y una intensidad de 25 mA, con un
barrido de 20° a 110°. Este análisis cualitativo se llevó a cabo con el software
DIFFRAC.EVA mediante la técnica de identificación de picos, considerando los ángulos
de difracción y las intensidades relativas de las líneas más intensas, permitiendo así,
identificar tanto las especies que componen a la materia prima como cuantificar las fases
cristalinas del clinker.
En la Figura 35, se presentan los espectros de DRX de la alimentación (harina cruda) que
entra al precalentador, de las etapas del precalentador y del clinker.
En el difractograma de la alimentación al precalentador, se detectaron picos de los
siguientes compuestos: carbonato de calcio, óxido de silicio, óxido de aluminio y óxido de
hierro, los cuales son los principales componentes de la harina cruda para la elaboración
del clinker.
Especie Caliza Pizarra Arcillas Hematita
SiO2 7.62 51.17 58.98 17.67
Al2O3 1.67 14.11 22.77 1.34
Fe2O3 0.50 4.91 4.09 74.43
CaO 49.89 11.87 4.30 3.88
MgO 0.42 2.05 1.74 1.17
SO3 0.01 0.01 0.05 0.01
Na2O 0.01 0.06 1.71 0.33
K2O 0.14 1.40 0.76 0.07
P.R * 39.74 14.42 5.60 1.10
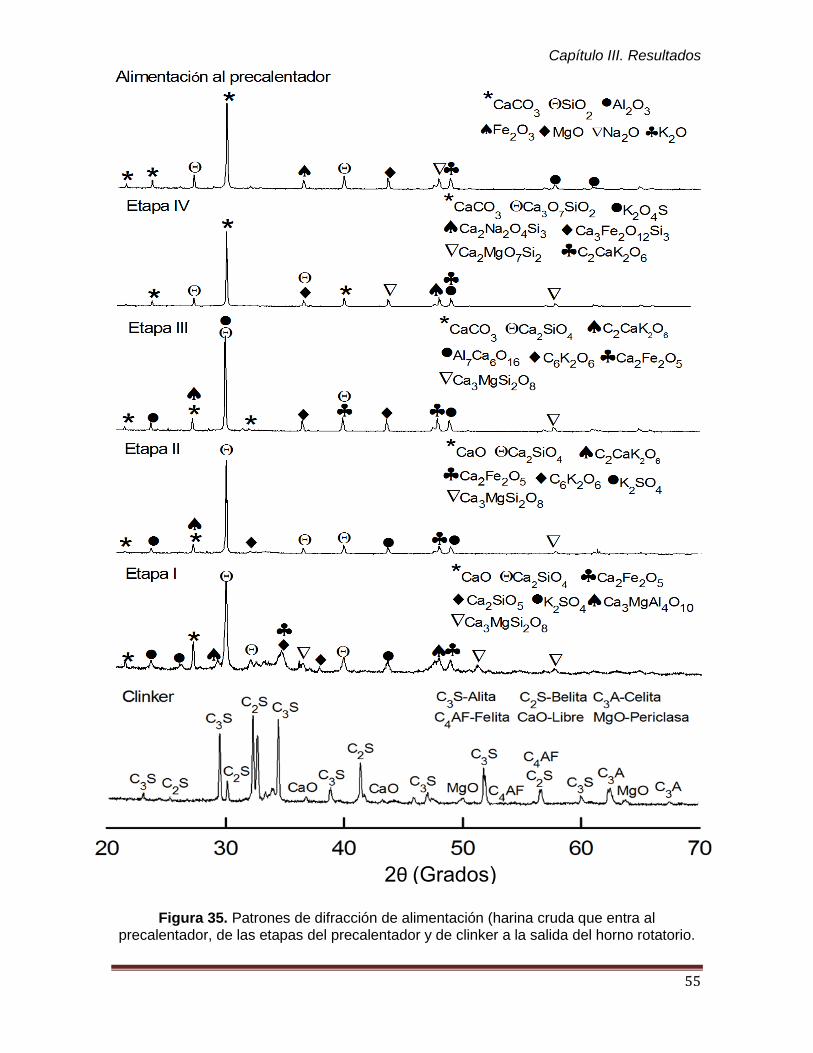
Capítulo III. Resultados
55
Figura 35. Patrones de difracción de alimentación (harina cruda que entra al precalentador, de las etapas del precalentador y de clinker a la salida del horno rotatorio.
2θ (Grados)
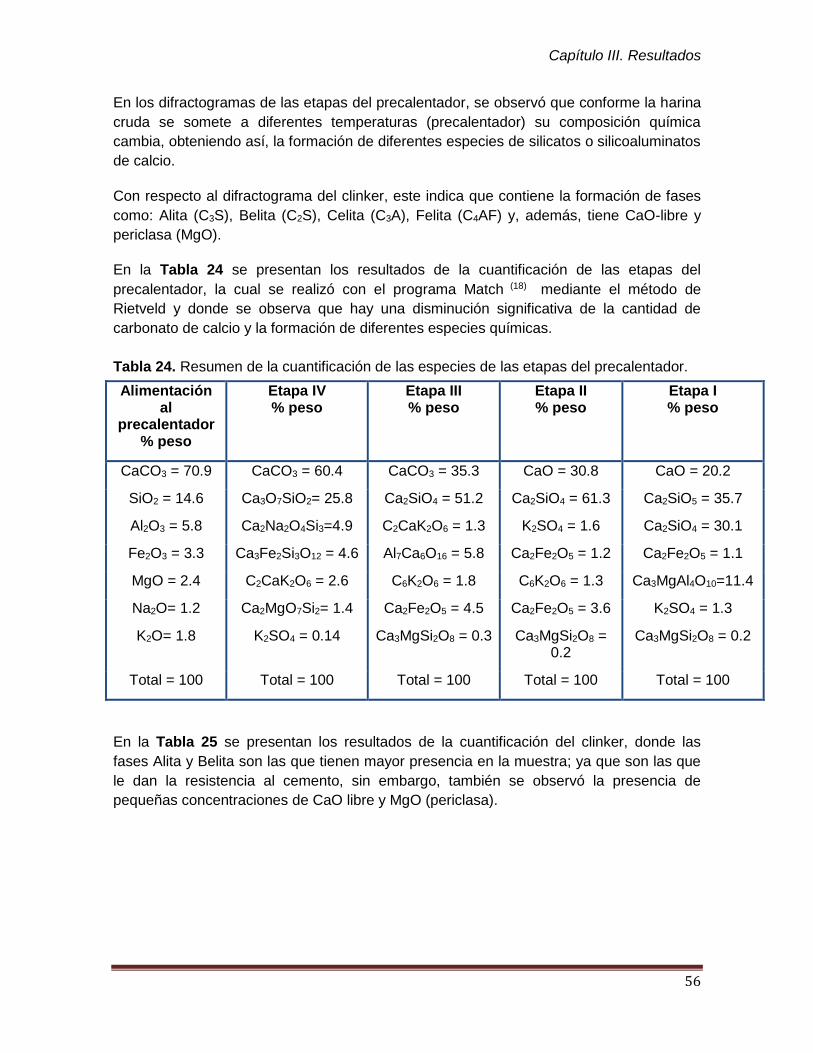
Capítulo III. Resultados
56
En los difractogramas de las etapas del precalentador, se observó que conforme la harina
cruda se somete a diferentes temperaturas (precalentador) su composición química
cambia, obteniendo así, la formación de diferentes especies de silicatos o silicoaluminatos
de calcio.
Con respecto al difractograma del clinker, este indica que contiene la formación de fases
como: Alita (C3S), Belita (C2S), Celita (C3A), Felita (C4AF) y, además, tiene CaO-libre y
periclasa (MgO).
En la Tabla 24 se presentan los resultados de la cuantificación de las etapas del
precalentador, la cual se realizó con el programa Match (18) mediante el método de
Rietveld y donde se observa que hay una disminución significativa de la cantidad de
carbonato de calcio y la formación de diferentes especies químicas.
Tabla 24. Resumen de la cuantificación de las especies de las etapas del precalentador.
Alimentación al
precalentador % peso
Etapa IV % peso
Etapa III % peso
Etapa II % peso
Etapa I % peso
CaCO3 = 70.9 CaCO3 = 60.4 CaCO3 = 35.3 CaO = 30.8 CaO = 20.2
SiO2 = 14.6 Ca3O7SiO2= 25.8 Ca2SiO4 = 51.2 Ca2SiO4 = 61.3 Ca2SiO5 = 35.7
Al2O3 = 5.8 Ca2Na2O4Si3=4.9 C2CaK2O6 = 1.3 K2SO4 = 1.6 Ca2SiO4 = 30.1
Fe2O3 = 3.3 Ca3Fe2Si3O12 = 4.6 Al7Ca6O16 = 5.8 Ca2Fe2O5 = 1.2 Ca2Fe2O5 = 1.1
MgO = 2.4 C2CaK2O6 = 2.6 C6K2O6 = 1.8 C6K2O6 = 1.3 Ca3MgAl4O10=11.4
Na2O= 1.2 Ca2MgO7Si2= 1.4 Ca2Fe2O5 = 4.5 Ca2Fe2O5 = 3.6 K2SO4 = 1.3
K2O= 1.8 K2SO4 = 0.14 Ca3MgSi2O8 = 0.3 Ca3MgSi2O8 = 0.2
Ca3MgSi2O8 = 0.2
Total = 100 Total = 100 Total = 100 Total = 100 Total = 100
En la Tabla 25 se presentan los resultados de la cuantificación del clinker, donde las
fases Alita y Belita son las que tienen mayor presencia en la muestra; ya que son las que
le dan la resistencia al cemento, sin embargo, también se observó la presencia de
pequeñas concentraciones de CaO libre y MgO (periclasa).
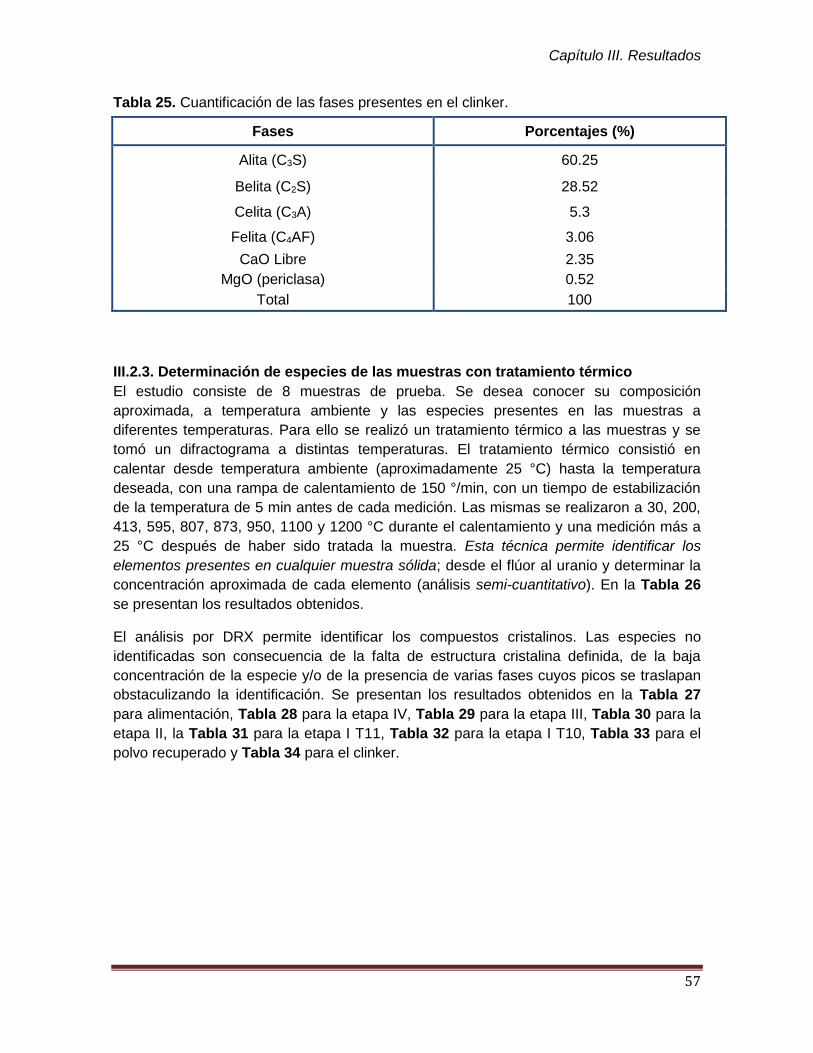
Capítulo III. Resultados
57
Tabla 25. Cuantificación de las fases presentes en el clinker.
Fases Porcentajes (%)
Alita (C3S) 60.25
Belita (C2S) 28.52
Celita (C3A) 5.3
Felita (C4AF) 3.06
CaO Libre 2.35
MgO (periclasa) 0.52
Total 100
III.2.3. Determinación de especies de las muestras con tratamiento térmico
El estudio consiste de 8 muestras de prueba. Se desea conocer su composición
aproximada, a temperatura ambiente y las especies presentes en las muestras a
diferentes temperaturas. Para ello se realizó un tratamiento térmico a las muestras y se
tomó un difractograma a distintas temperaturas. El tratamiento térmico consistió en
calentar desde temperatura ambiente (aproximadamente 25 °C) hasta la temperatura
deseada, con una rampa de calentamiento de 150 °/min, con un tiempo de estabilización
de la temperatura de 5 min antes de cada medición. Las mismas se realizaron a 30, 200,
413, 595, 807, 873, 950, 1100 y 1200 °C durante el calentamiento y una medición más a
25 °C después de haber sido tratada la muestra. Esta técnica permite identificar los
elementos presentes en cualquier muestra sólida; desde el flúor al uranio y determinar la
concentración aproximada de cada elemento (análisis semi-cuantitativo). En la Tabla 26
se presentan los resultados obtenidos.
El análisis por DRX permite identificar los compuestos cristalinos. Las especies no
identificadas son consecuencia de la falta de estructura cristalina definida, de la baja
concentración de la especie y/o de la presencia de varias fases cuyos picos se traslapan
obstaculizando la identificación. Se presentan los resultados obtenidos en la Tabla 27
para alimentación, Tabla 28 para la etapa IV, Tabla 29 para la etapa III, Tabla 30 para la
etapa II, la Tabla 31 para la etapa I T11, Tabla 32 para la etapa I T10, Tabla 33 para el
polvo recuperado y Tabla 34 para el clinker.
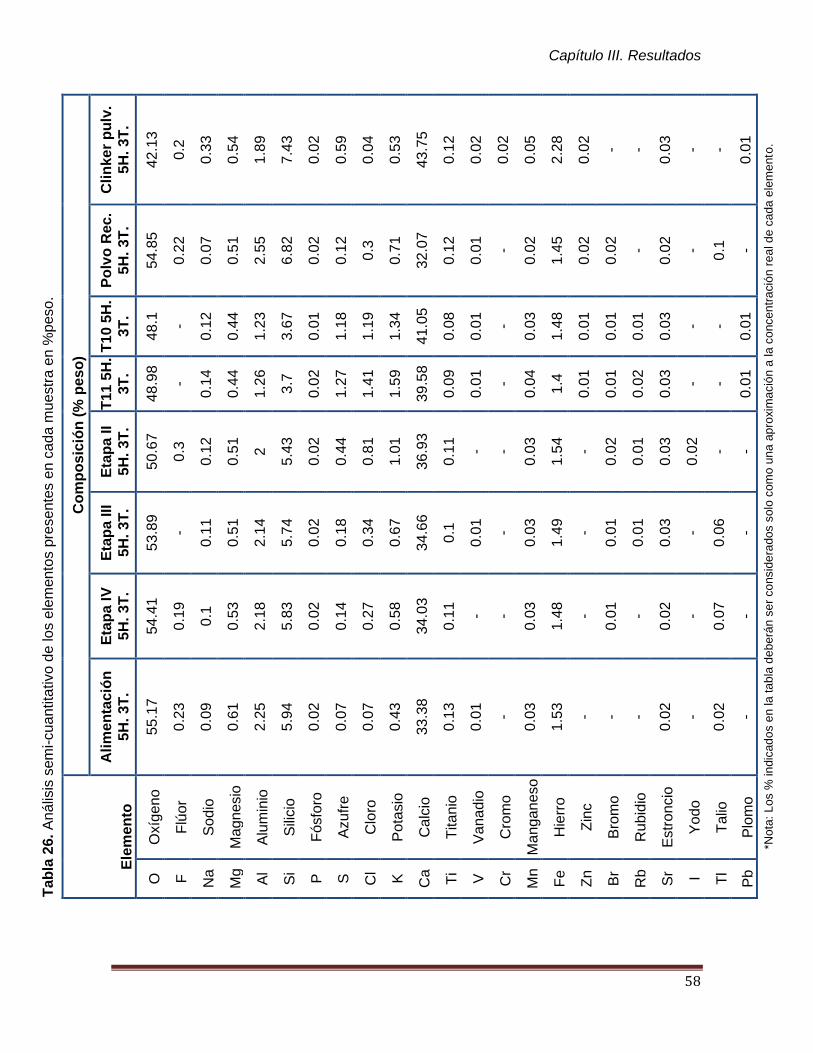
Capítulo III. Resultados
58
Tab
la 2
6.
An
ális
is s
em
i-cu
an
tita
tivo d
e lo
s e
lem
en
tos p
resen
tes e
n c
ada
mu
estr
a e
n %
peso
.
Co
mp
os
ició
n (
% p
es
o)
Cli
nke
r p
ulv
.
5H
. 3T
.
42.1
3
0.2
0.3
3
0.5
4
1.8
9
7.4
3
0.0
2
0.5
9
0.0
4
0.5
3
43.7
5
0.1
2
0.0
2
0.0
2
0.0
5
2.2
8
0.0
2
- -
0.0
3
- -
0.0
1
*Nota
: L
os %
in
dic
ad
os e
n la
ta
bla
de
berá
n s
er
co
nsid
era
dos s
olo
com
o u
na
ap
roxim
ació
n a
la
co
ncen
tra
ció
n r
ea
l d
e c
ada
ele
me
nto
.
Po
lvo
Rec
.
5H
. 3
T.
54.8
5
0.2
2
0.0
7
0.5
1
2.5
5
6.8
2
0.0
2
0.1
2
0.3
0.7
1
32.0
7
0.1
2
0.0
1
-
0.0
2
1.4
5
0.0
2
0.0
2
-
0.0
2
-
0.1
-
T1
0 5
H.
3T
.
48.1
-
0.1
2
0.4
4
1.2
3
3.6
7
0.0
1
1.1
8
1.1
9
1.3
4
41.0
5
0.0
8
0.0
1
-
0.0
3
1.4
8
0.0
1
0.0
1
0.0
1
0.0
3
- -
0.0
1
T11
5H
.
3T
.
48.9
8
-
0.1
4
0.4
4
1.2
6
3.7
0.0
2
1.2
7
1.4
1
1.5
9
39.5
8
0.0
9
0.0
1
-
0.0
4
1.4
0.0
1
0.0
1
0.0
2
0.0
3
- -
0.0
1
Eta
pa
II
5H
. 3
T.
50.6
7
0.3
0.1
2
0.5
1
2
5.4
3
0.0
2
0.4
4
0.8
1
1.0
1
36.9
3
0.1
1
- -
0.0
3
1.5
4
-
0.0
2
0.0
1
0.0
3
0.0
2
- -
Eta
pa
III
5H
. 3
T.
53.8
9
-
0.1
1
0.5
1
2.1
4
5.7
4
0.0
2
0.1
8
0.3
4
0.6
7
34.6
6
0.1
0.0
1
-
0.0
3
1.4
9
-
0.0
1
0.0
1
0.0
3
-
0.0
6
-
Eta
pa
IV
5H
. 3
T.
54.4
1
0.1
9
0.1
0.5
3
2.1
8
5.8
3
0.0
2
0.1
4
0.2
7
0.5
8
34.0
3
0.1
1
- -
0.0
3
1.4
8
-
0.0
1
-
0.0
2
-
0.0
7
-
Ali
me
nta
ció
n
5H
. 3
T.
55.1
7
0.2
3
0.0
9
0.6
1
2.2
5
5.9
4
0.0
2
0.0
7
0.0
7
0.4
3
33.3
8
0.1
3
0.0
1
-
0.0
3
1.5
3
- - -
0.0
2
-
0.0
2
-
Ele
me
nto
Oxíg
en
o
Flú
or
So
dio
Ma
gn
esio
Alu
min
io
Sili
cio
Fósfo
ro
Azu
fre
Clo
ro
Po
tasio
Ca
lcio
Tita
nio
Va
na
dio
Cro
mo
Ma
ng
an
eso
Hie
rro
Zin
c
Bro
mo
Ru
bid
io
Estr
oncio
Yo
do
Talio
Plo
mo
O
F
Na
Mg
Al
Si
P
S
Cl
K
Ca
Ti
V
Cr
Mn
Fe
Zn
Br
Rb
Sr I Tl
Pb
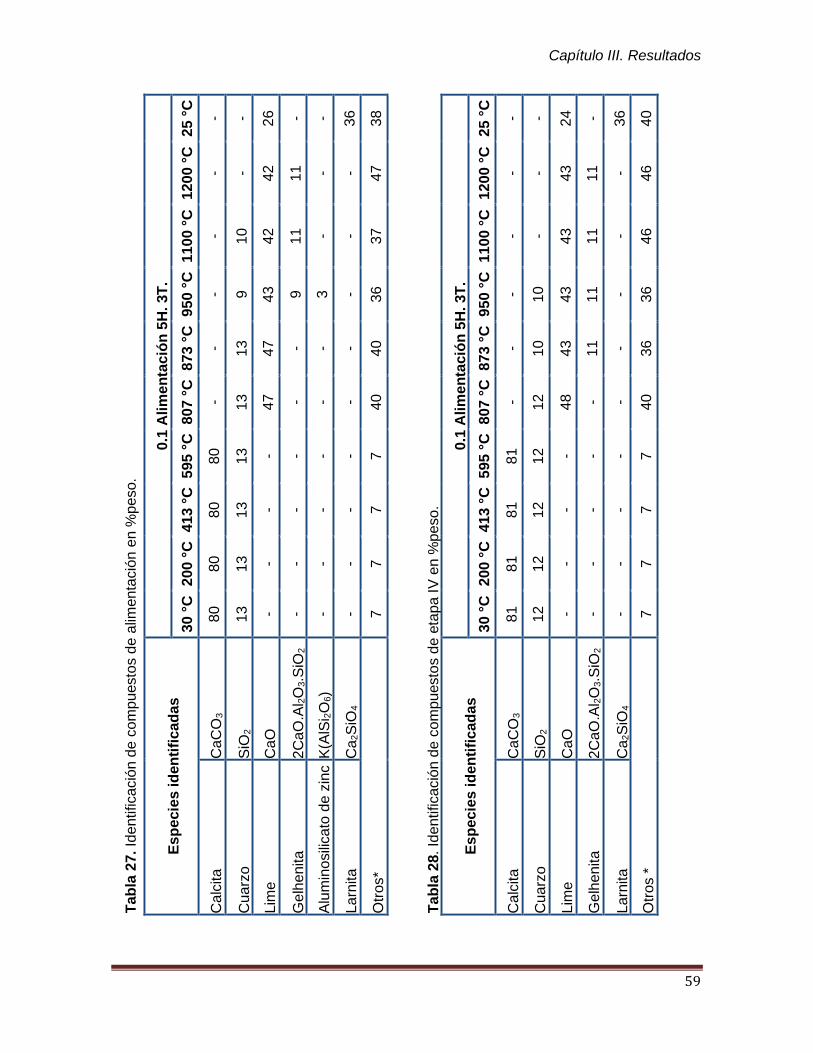
Capítulo III. Resultados
59
Tab
la 2
7. Id
en
tificació
n d
e c
om
pu
esto
s d
e a
limen
tació
n e
n %
pe
so.
0.1
Alim
en
tació
n 5
H. 3T
.
25 °
C
- - 26
- - 36
38
Ta
bla
28. Id
en
tificació
n d
e c
om
pu
esto
s d
e e
tapa I
V e
n %
peso.
0.1
Alim
en
tació
n 5
H. 3T
.
25 °
C
- - 24
- 36
40
120
0 °
C
- - 42
11
- - 47
120
0 °
C
- - 43
11
- 46
110
0 °
C
- 10
42
11
- - 37
110
0 °
C
- - 43
11
- 46
950
°C
- 9
43
9
3 - 3
6
950
°C
- 10
43
11
- 36
873
°C
- 13
47
- - - 40
8
73
°C
- 10
43
11
- 36
807
°C
- 13
47
- - - 40
807
°C
- 12
48
- - 40
595
°C
80
13
- - - - 7
595
°C
81
12
- - - 7
413
°C
80
13
- - - - 7
413
°C
81
12
- - - 7
200
°C
80
13
- - - - 7
200
°C
81
12
- - - 7
30 °
C
80
13
- - - - 7
30 °
C
81
12
- - - 7
Es
pe
cie
s id
en
tifi
cad
as
Ca
CO
3
SiO
2
Ca
O
2C
aO
.Al 2
O3.S
iO2
K(A
lSi 2
O6)
Ca
2S
iO4
Otr
os*
Es
pe
cie
s id
en
tifi
cad
as
Ca
CO
3
SiO
2
Ca
O
2C
aO
.Al 2
O3.S
iO2
Ca
2S
iO4
Otr
os *
Ca
lcita
Cu
arz
o
Lim
e
Ge
lhen
ita
Alu
min
osili
ca
to d
e z
inc
Larn
ita
Ca
lcita
Cu
arz
o
Lim
e
Ge
lhen
ita
Larn
ita
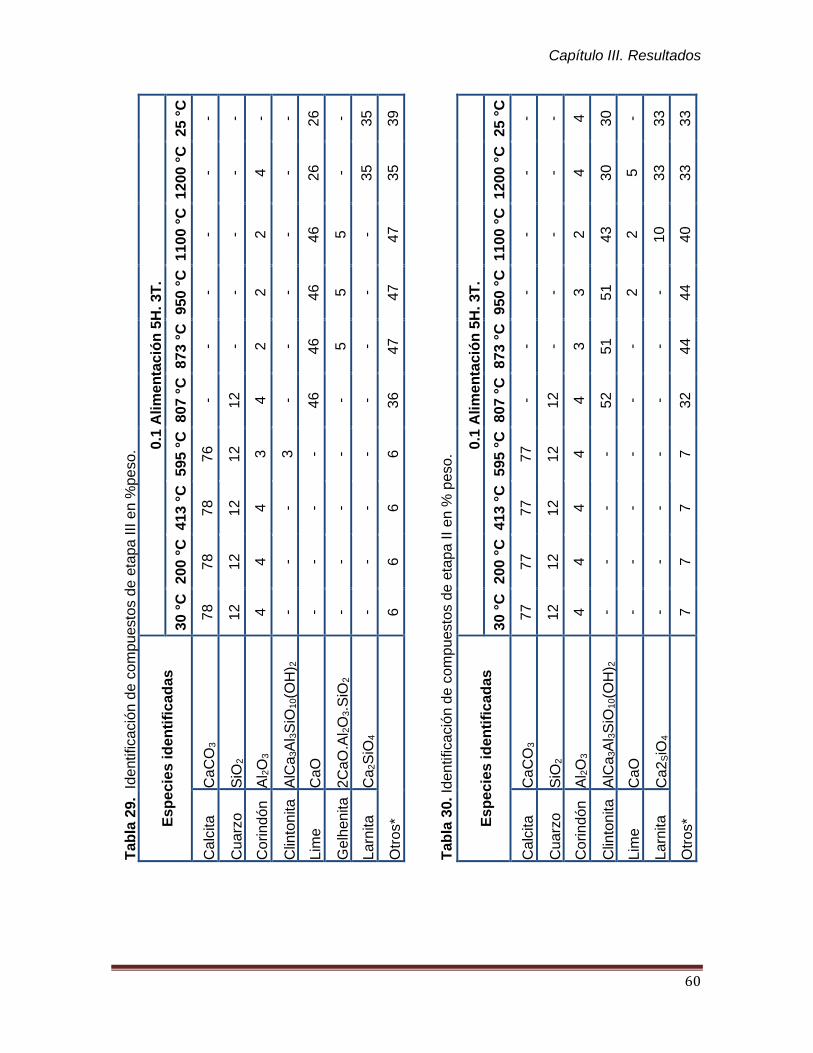
Capítulo III. Resultados
60
Tab
la 2
9.
Id
entifica
ció
n d
e c
om
pu
esto
s d
e e
tapa III
en %
pe
so. 0
.1 A
lim
en
tació
n 5
H. 3T
.
25 °
C
- - - - 26
- 35
39
Tab
la 3
0.
Iden
tificació
n d
e c
om
pu
esto
s d
e e
tapa II
en %
peso. 0
.1 A
lim
en
tació
n 5
H. 3T
.
25 °
C
- - 4
30
- 33
33
120
0 °
C
- - 4 - 2
6
- 35
35
120
0 °
C
- - 4
30
5
33
33
110
0 °
C
- - 2 - 4
6
5 - 4
7
110
0 °
C
- - 2
43
2
10
40
950
°C
- - 2 - 4
6
5 - 4
7
950
°C
- - 3
51
2 - 4
4
873
°C
- - 2 - 4
6
5 - 4
7
873
°C
- - 3
51
- - 44
807
°C
- 12
4 - 4
6
- - 36
807
°C
- 12
4
52
- - 32
595
°C
76
12
3
3 - - - 6
595
°C
77
12
4 - - - 7
413
°C
78
12
4 - - - - 6
413
°C
77
12
4 - - - 7
200
°C
78
12
4 - - - - 6
200
°C
77
12
4 - - - 7
30 °
C
78
12
4 - - - - 6
30 °
C
77
12
4 - - - 7
Es
pe
cie
s id
en
tifi
cad
as
Ca
CO
3
SiO
2
Al 2
O3
AlC
a3A
l 3S
iO10(O
H) 2
Ca
O
2C
aO
.Al 2
O3.S
iO2
Ca
2S
iO4
Otr
os*
Es
pe
cie
s id
en
tifi
cad
as
Ca
CO
3
SiO
2
Al 2
O3
AlC
a3A
l 3S
iO10(O
H) 2
Ca
O
Ca
2SiO
4
Otr
os*
Ca
lcita
Cu
arz
o
Co
rind
ón
Clin
ton
ita
Lim
e
Ge
lhen
ita
Larn
ita
Ca
lcita
Cu
arz
o
Co
rind
ón
Clin
ton
ita
Lim
e
Larn
ita
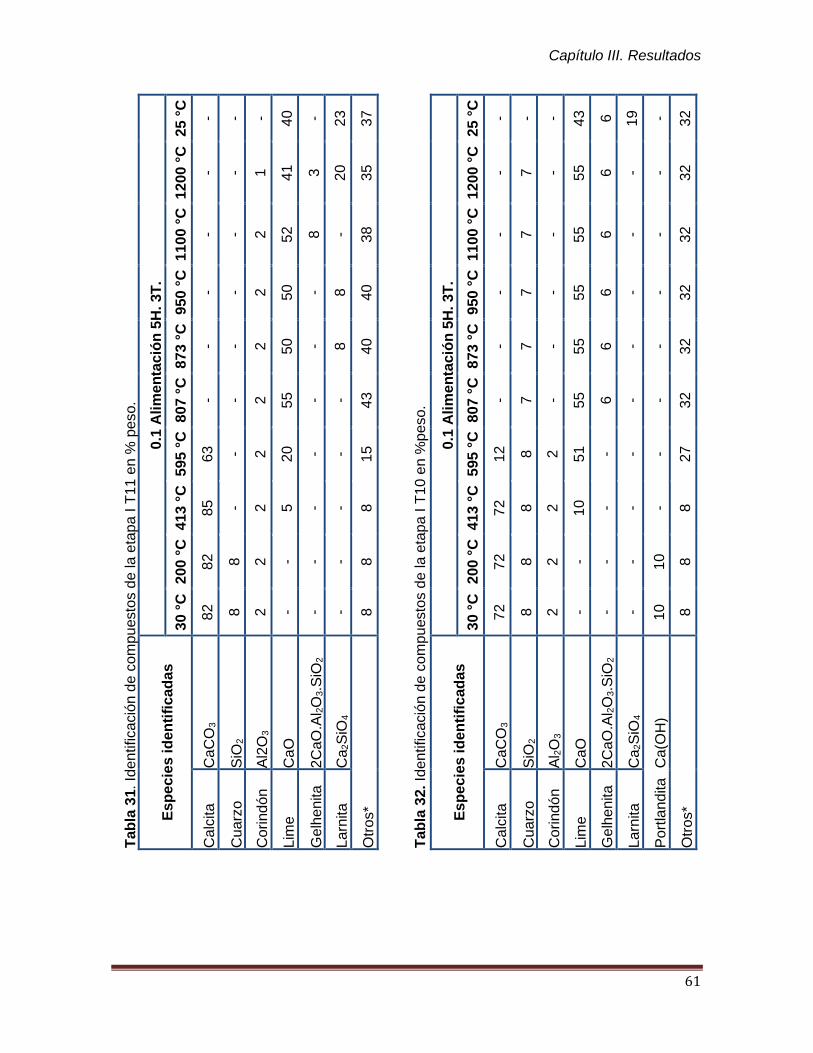
Capítulo III. Resultados
61
Tab
la 3
1. Id
en
tificació
n d
e c
om
pu
esto
s d
e la e
tap
a I T
11
en %
peso.
0.1
Alim
en
tació
n 5
H. 3T
.
25 °
C
- - - 40
- 23
37
Ta
bla
32.
Iden
tificació
n d
e c
om
pu
esto
s d
e la e
tap
a I T
10
en %
pe
so.
0.1
Alim
en
tació
n 5
H. 3T
.
25 °
C
- - - 43
6
19
- 32
120
0 °
C
- - 1
41
3
20
35
120
0 °
C
- 7 - 5
5
6 - - 3
2
110
0 °
C
- - 2
52
8 - 3
8
110
0 °
C
- 7 - 5
5
6 - - 3
2
950
°C
- - 2
50
- 8
40
950
°C
- 7 - 5
5
6 - - 3
2
873
°C
- - 2
50
- 8
40
873
°C
- 7 - 5
5
6 - - 3
2
807
°C
- - 2
55
- - 43
807
°C
- 7 - 5
5
6 - - 3
2
595
°C
63
- 2
20
- - 15
595
°C
12
8
2
51
- - - 27
413
°C
85
- 2
5 - - 8
413
°C
72
8
2
10
- - - 8
200
°C
82
8
2 - - - 8
200
°C
72
8
2 - - - 1
0
8
30 °
C
82
8
2 - - - 8
30 °
C
72
8
2 - - - 1
0
8
Es
pe
cie
s id
en
tifi
cad
as
Ca
CO
3
SiO
2
Al2
O3
Ca
O
2C
aO
.Al 2
O3.S
iO2
Ca
2S
iO4
Otr
os*
Es
pe
cie
s id
en
tifi
cad
as
Ca
CO
3
SiO
2
Al 2
O3
Ca
O
2C
aO
.Al 2
O3.S
iO2
Ca
2S
iO4
Ca
(OH
)
Otr
os*
Ca
lcita
Cu
arz
o
Co
rind
ón
Lim
e
Ge
lhen
ita
Larn
ita
Ca
lcita
Cu
arz
o
Co
rind
ón
Lim
e
Ge
lhen
ita
Larn
ita
Po
rtla
nd
ita
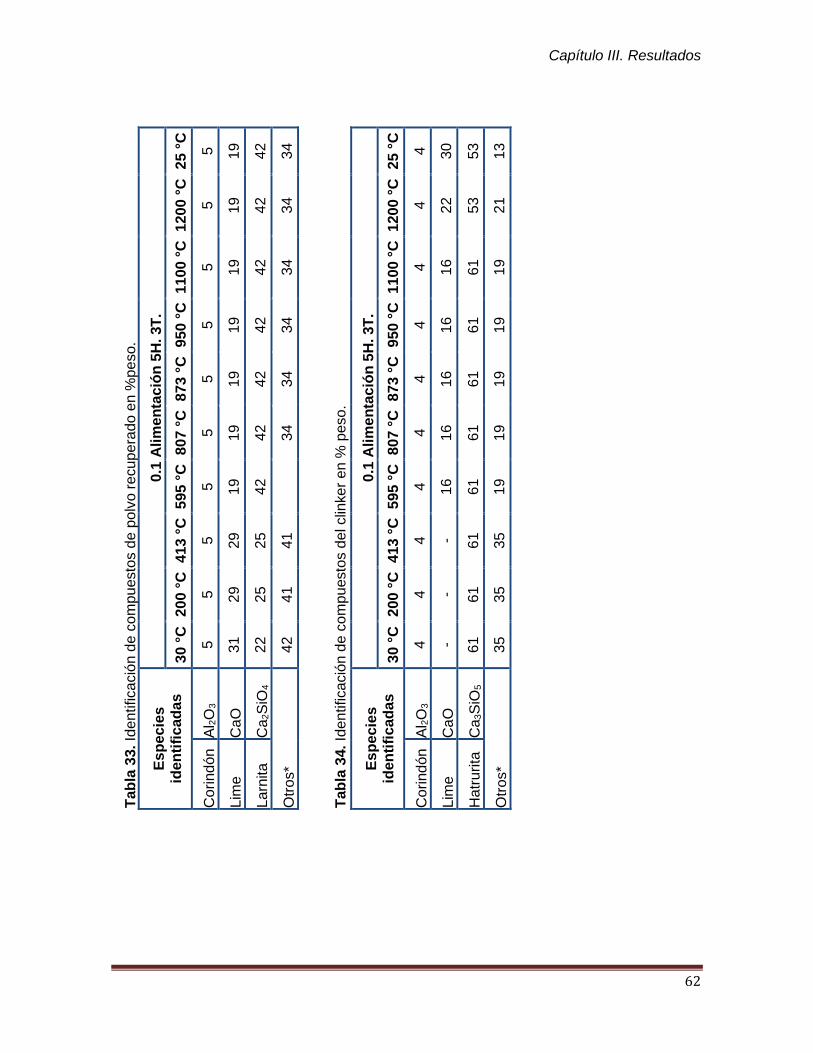
Capítulo III. Resultados
62
Tab
la 3
3.
Identifica
ció
n d
e c
om
pu
esto
s d
e p
olv
o r
ecup
era
do e
n %
pe
so.
0.1
Alim
en
tació
n 5
H. 3T
.
25 °
C
5
19
42
34
Tab
la 3
4.
Iden
tificació
n d
e c
om
pu
esto
s d
el clin
ke
r e
n %
peso
.
0.1
Alim
en
tació
n 5
H. 3T
.
25 °
C
4
30
53
13
120
0 °
C
5
19
42
34
120
0 °
C
4
22
53
21
1100 °
C
5
19
42
34
110
0 °
C
4
16
61
19
950
°C
5
19
42
34
950
°C
4
16
61
19
873
°C
5
19
42
34
873
°C
4
16
61
19
807
°C
5
19
42
34
807
°C
4
16
61
19
595
°C
5
19
42
595
°C
4
16
61
19
413
°C
5
29
25
41
413
°C
4 - 6
1
35
200
°C
5
29
25
41
200
°C
4 - 6
1
35
30 °
C
5
31
22
42
30 °
C
4 - 6
1
35
Es
pe
cie
s
iden
tifi
cad
as
Al 2
O3
Ca
O
Ca
2S
iO4
Otr
os*
Es
pe
cie
s
iden
tifi
cad
as
Al 2
O3
Ca
O
Ca
3S
iO5
Otr
os*
Co
rind
ón
Lim
e
Larn
ita
Co
rind
ón
Lim
e
Ha
tru
rita
Capítulo III. Resultados
63
Se puede observar que el contenido de CaO de todas las muestras a partir de los 807°C
es similar y corresponde tanto al cálculo termodinámico del precalentador en sus etapas II
y I (Tabla 16 y 23), además de la disminución de este compuesto después de 1100°C en
las Tablas 30-32.
Los resultados de la identificación de compuestos de muestras con tratamiento térmico
fueron comparados con los resultados de identificación de compuestos por la técnica de
difracción de rayos X.
Las diferencias en la cuantificación entre las técnicas mencionadas son:
Alimentación a 413 °C. Para identificación de muestra con tratamiento
térmico el contenido de CaCO3 = 80, y para la técnica de difracción de rayos
X el contenido de CaCO3 = 70.9.
Etapa IV a 413 °C. Para identificación de muestra con tratamiento térmico el
contenido de CaCO3 = 81, y para la técnica de difracción de rayos X el
contenido de CaCO3 = 60.4.
Etapa III a 595 °C. Para identificación de muestra con tratamiento térmico el
contenido de CaCO3 = 76, y para la técnica de difracción de rayos X el
contenido de CaCO3 = 35.3.
Etapa II a 807 °C. Para identificación de muestra con tratamiento térmico el
contenido de CaO = 52, y para la técnica de difracción de rayos X el
contenido de CaO = 30.8.
Etapa I a 873 °C. Para identificación de muestra con tratamiento térmico el
contenido de CaO = 50, y para la técnica de difracción de rayos X el
contenido de CaO = 20.2.
Clinker a temperaturas 1100 y 1200 °C. Para identificación de muestra con
tratamiento térmico el contenido de Ca3SiO5(1100 °C) = 61, Ca3SiO5(1200 °C) =
53.
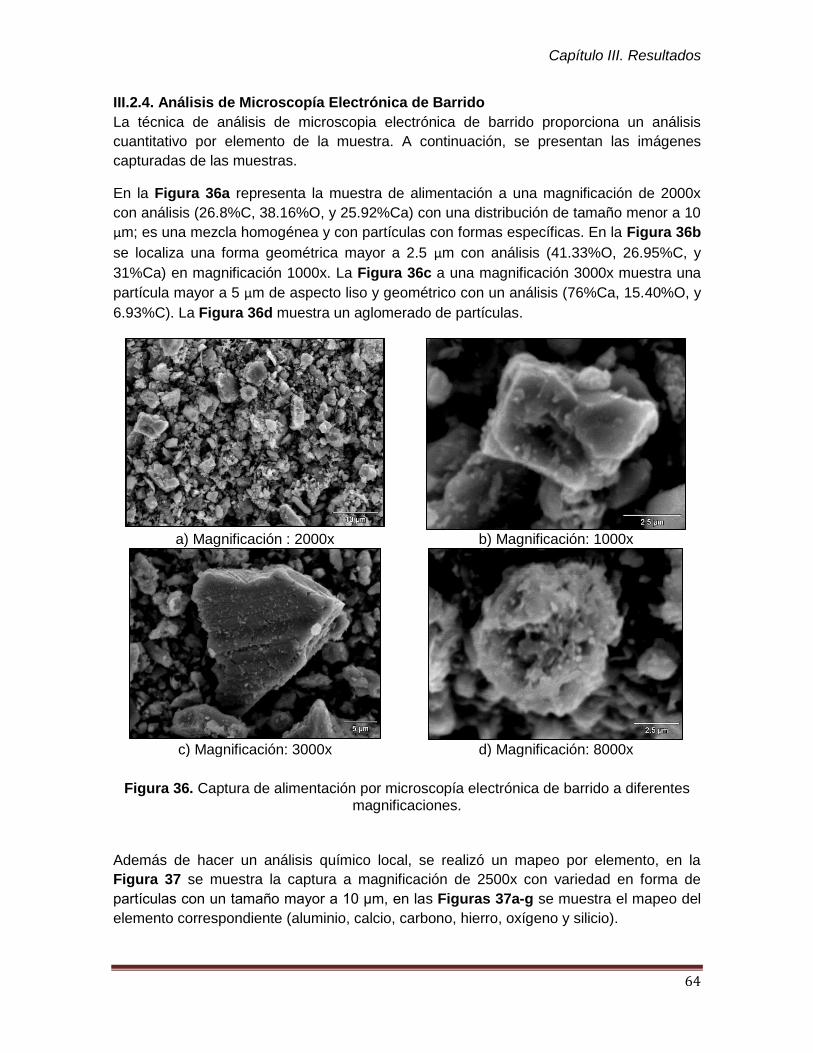
Capítulo III. Resultados
64
III.2.4. Análisis de Microscopía Electrónica de Barrido
La técnica de análisis de microscopia electrónica de barrido proporciona un análisis
cuantitativo por elemento de la muestra. A continuación, se presentan las imágenes
capturadas de las muestras.
En la Figura 36a representa la muestra de alimentación a una magnificación de 2000x
con análisis (26.8%C, 38.16%O, y 25.92%Ca) con una distribución de tamaño menor a 10
μm; es una mezcla homogénea y con partículas con formas específicas. En la Figura 36b
se localiza una forma geométrica mayor a 2.5 μm con análisis (41.33%O, 26.95%C, y
31%Ca) en magnificación 1000x. La Figura 36c a una magnificación 3000x muestra una
partícula mayor a 5 μm de aspecto liso y geométrico con un análisis (76%Ca, 15.40%O, y
6.93%C). La Figura 36d muestra un aglomerado de partículas.
a) Magnificación : 2000x b) Magnificación: 1000x
c) Magnificación: 3000x d) Magnificación: 8000x
Figura 36. Captura de alimentación por microscopía electrónica de barrido a diferentes magnificaciones.
Además de hacer un análisis químico local, se realizó un mapeo por elemento, en la
Figura 37 se muestra la captura a magnificación de 2500x con variedad en forma de
partículas con un tamaño mayor a 10 μm, en las Figuras 37a-g se muestra el mapeo del
elemento correspondiente (aluminio, calcio, carbono, hierro, oxígeno y silicio).
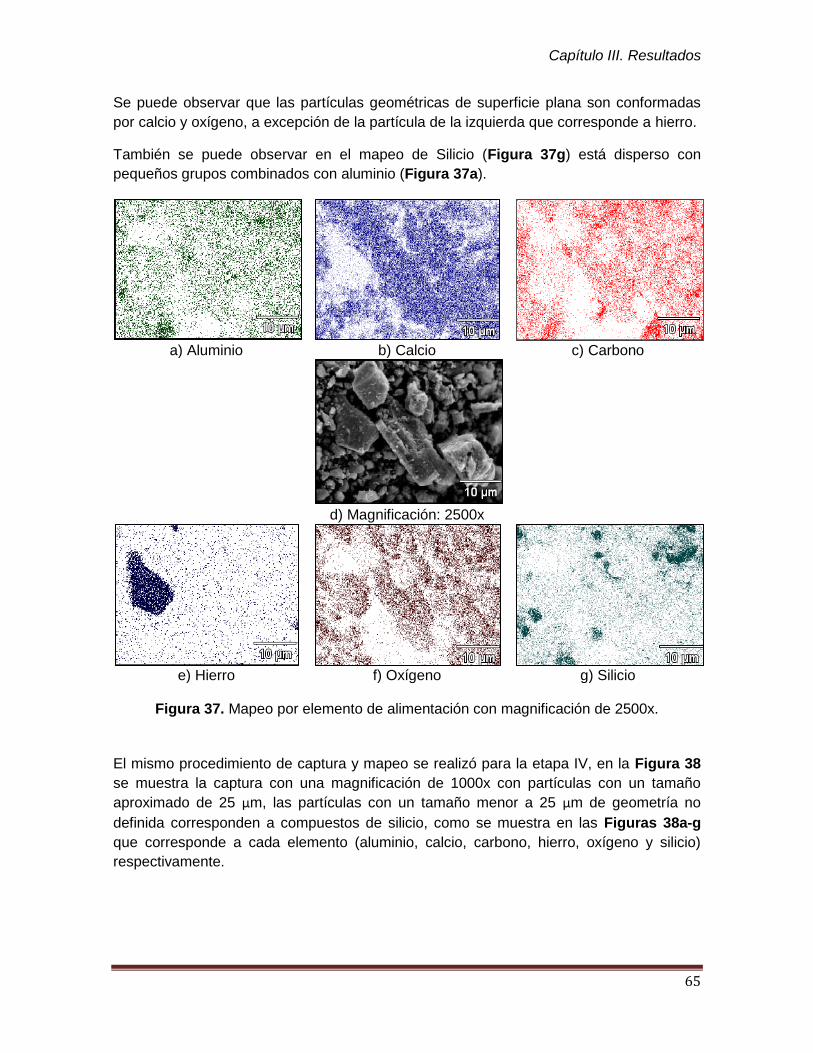
Capítulo III. Resultados
65
Se puede observar que las partículas geométricas de superficie plana son conformadas
por calcio y oxígeno, a excepción de la partícula de la izquierda que corresponde a hierro.
También se puede observar en el mapeo de Silicio (Figura 37g) está disperso con
pequeños grupos combinados con aluminio (Figura 37a).
a) Aluminio b) Calcio c) Carbono
d) Magnificación: 2500x
e) Hierro f) Oxígeno g) Silicio
Figura 37. Mapeo por elemento de alimentación con magnificación de 2500x.
El mismo procedimiento de captura y mapeo se realizó para la etapa IV, en la Figura 38
se muestra la captura con una magnificación de 1000x con partículas con un tamaño
aproximado de 25 μm, las partículas con un tamaño menor a 25 μm de geometría no
definida corresponden a compuestos de silicio, como se muestra en las Figuras 38a-g
que corresponde a cada elemento (aluminio, calcio, carbono, hierro, oxígeno y silicio)
respectivamente.
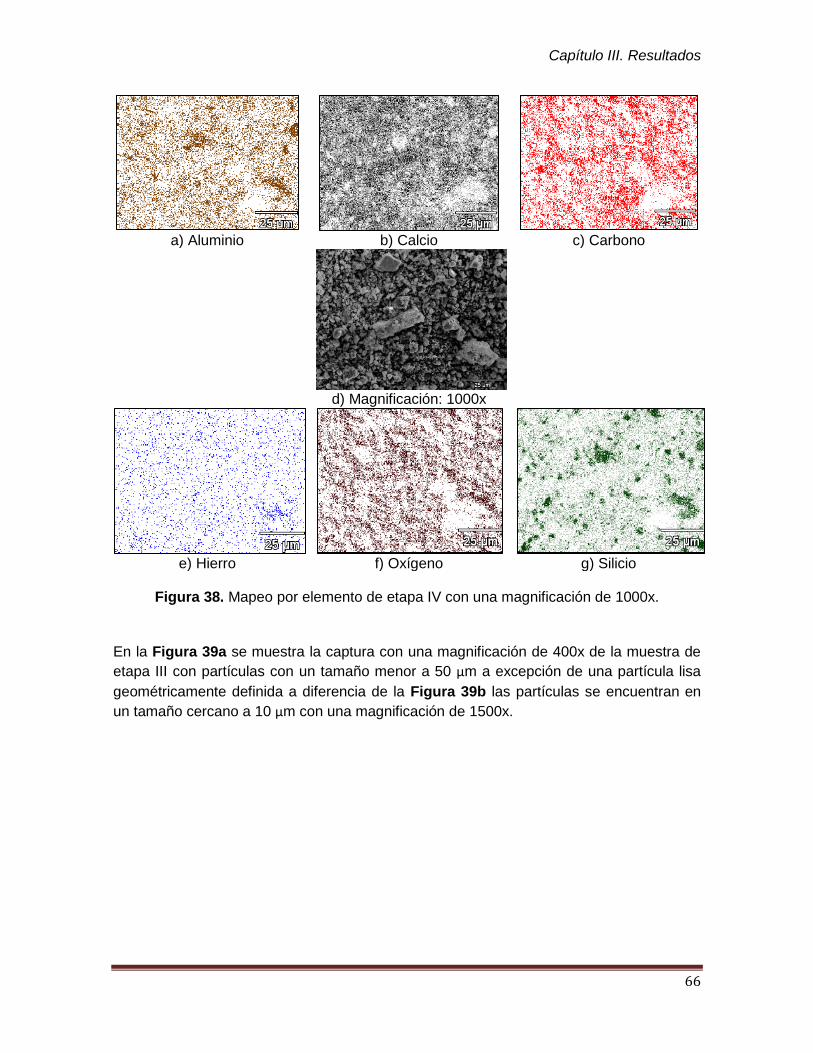
Capítulo III. Resultados
66
a) Aluminio b) Calcio c) Carbono
d) Magnificación: 1000x
e) Hierro f) Oxígeno g) Silicio
Figura 38. Mapeo por elemento de etapa IV con una magnificación de 1000x.
En la Figura 39a se muestra la captura con una magnificación de 400x de la muestra de
etapa III con partículas con un tamaño menor a 50 μm a excepción de una partícula lisa
geométricamente definida a diferencia de la Figura 39b las partículas se encuentran en
un tamaño cercano a 10 μm con una magnificación de 1500x.
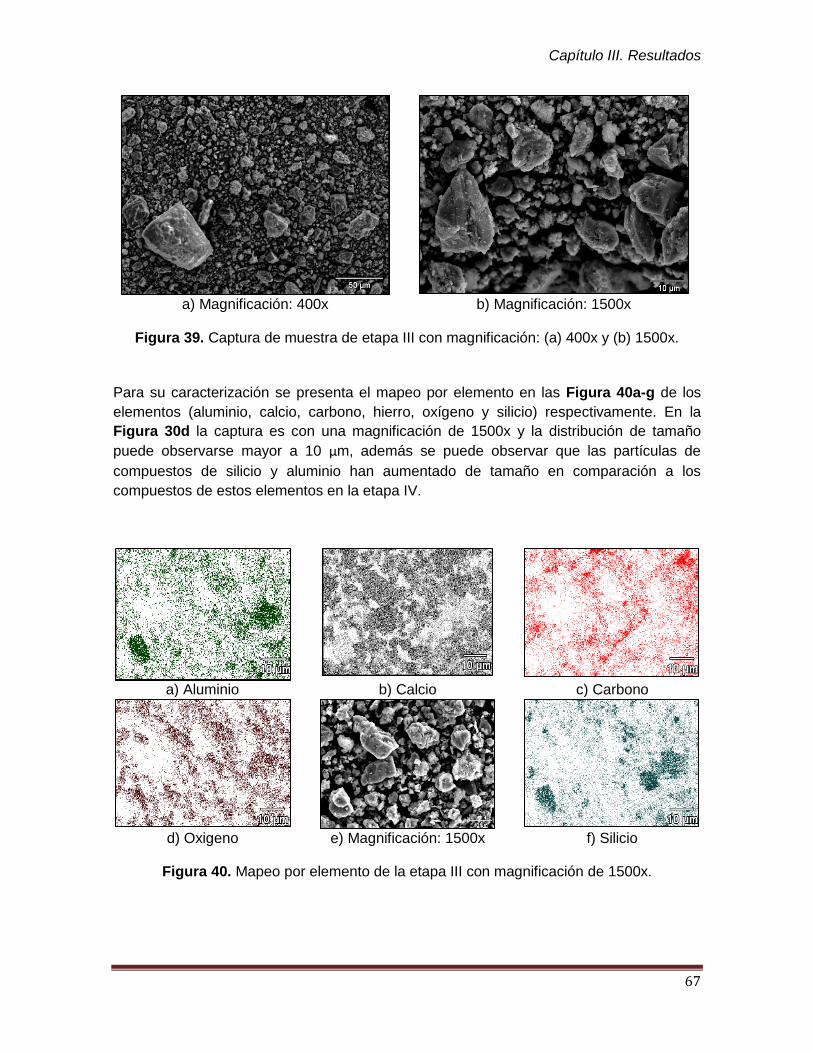
Capítulo III. Resultados
67
a) Magnificación: 400x b) Magnificación: 1500x
Figura 39. Captura de muestra de etapa III con magnificación: (a) 400x y (b) 1500x.
Para su caracterización se presenta el mapeo por elemento en las Figura 40a-g de los
elementos (aluminio, calcio, carbono, hierro, oxígeno y silicio) respectivamente. En la
Figura 30d la captura es con una magnificación de 1500x y la distribución de tamaño
puede observarse mayor a 10 μm, además se puede observar que las partículas de
compuestos de silicio y aluminio han aumentado de tamaño en comparación a los
compuestos de estos elementos en la etapa IV.
a) Aluminio b) Calcio c) Carbono
d) Oxigeno e) Magnificación: 1500x f) Silicio
Figura 40. Mapeo por elemento de la etapa III con magnificación de 1500x.
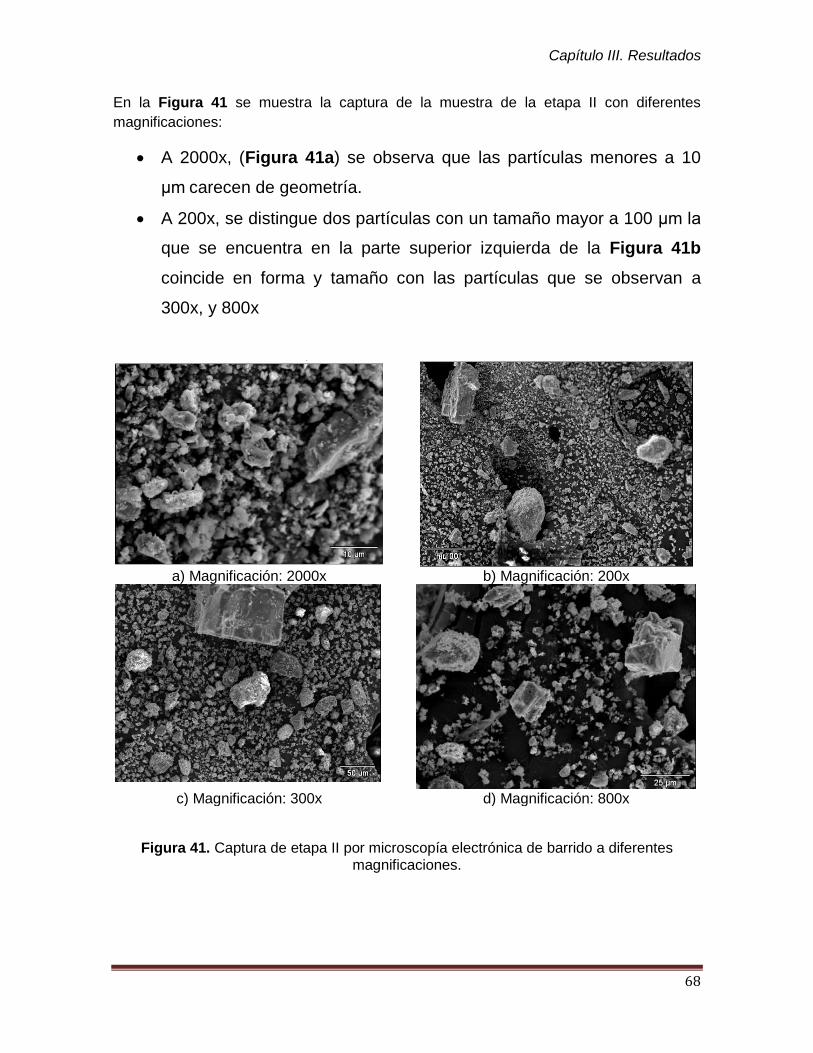
Capítulo III. Resultados
68
En la Figura 41 se muestra la captura de la muestra de la etapa II con diferentes
magnificaciones:
A 2000x, (Figura 41a) se observa que las partículas menores a 10
μm carecen de geometría.
A 200x, se distingue dos partículas con un tamaño mayor a 100 μm la
que se encuentra en la parte superior izquierda de la Figura 41b
coincide en forma y tamaño con las partículas que se observan a
300x, y 800x
a) Magnificación: 2000x b) Magnificación: 200x
c) Magnificación: 300x d) Magnificación: 800x
Figura 41. Captura de etapa II por microscopía electrónica de barrido a diferentes magnificaciones.
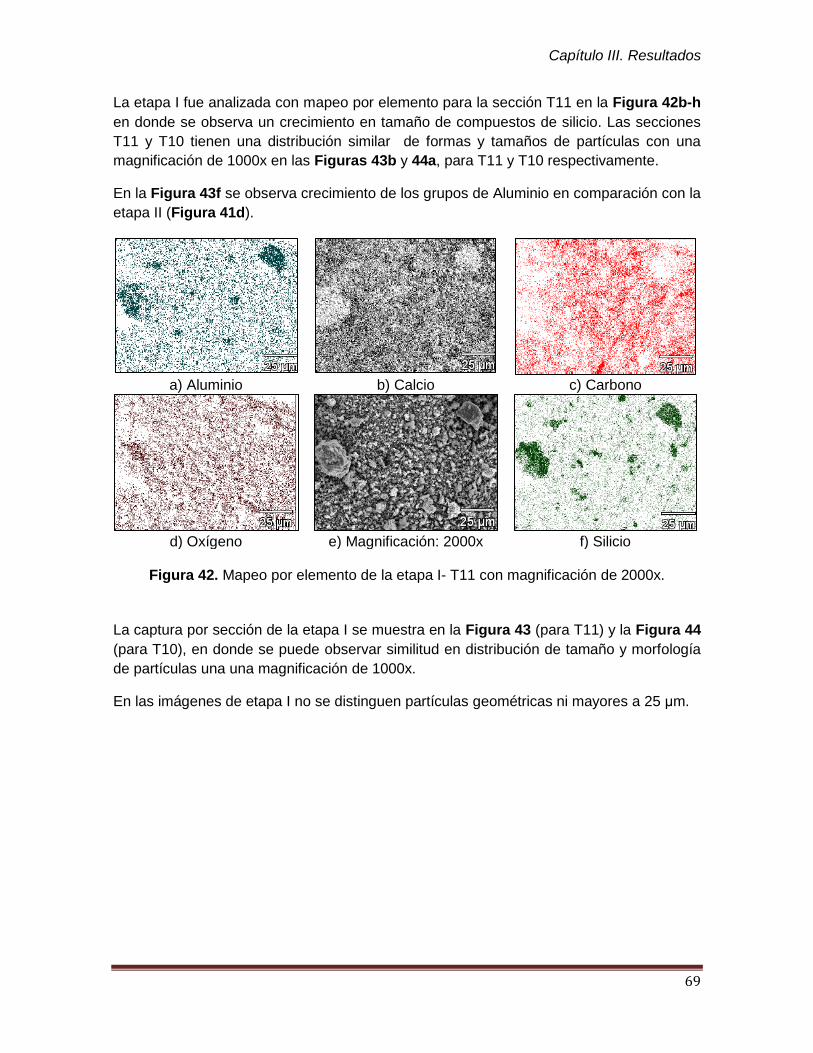
Capítulo III. Resultados
69
La etapa I fue analizada con mapeo por elemento para la sección T11 en la Figura 42b-h
en donde se observa un crecimiento en tamaño de compuestos de silicio. Las secciones
T11 y T10 tienen una distribución similar de formas y tamaños de partículas con una
magnificación de 1000x en las Figuras 43b y 44a, para T11 y T10 respectivamente.
En la Figura 43f se observa crecimiento de los grupos de Aluminio en comparación con la
etapa II (Figura 41d).
a) Aluminio b) Calcio c) Carbono
d) Oxígeno e) Magnificación: 2000x f) Silicio
Figura 42. Mapeo por elemento de la etapa I- T11 con magnificación de 2000x.
La captura por sección de la etapa I se muestra en la Figura 43 (para T11) y la Figura 44
(para T10), en donde se puede observar similitud en distribución de tamaño y morfología
de partículas una una magnificación de 1000x.
En las imágenes de etapa I no se distinguen partículas geométricas ni mayores a 25 μm.
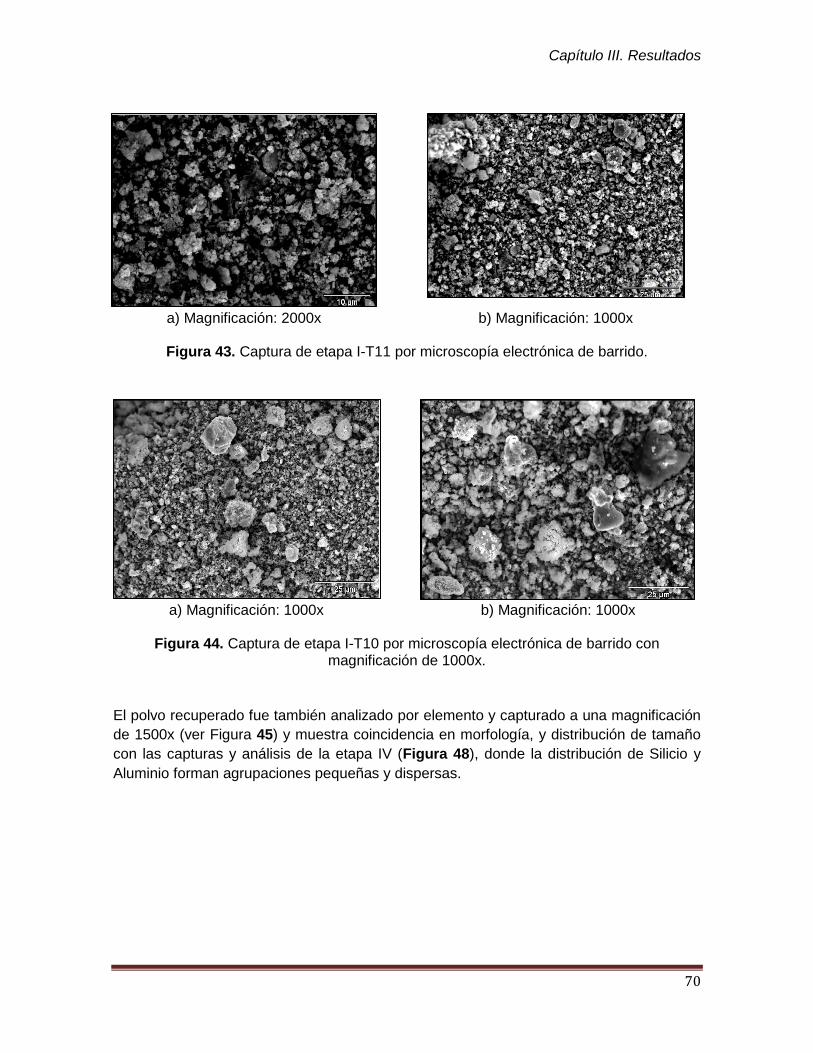
Capítulo III. Resultados
70
Figura 43. Captura de etapa I-T11 por microscopía electrónica de barrido.
a) Magnificación: 1000x b) Magnificación: 1000x
Figura 44. Captura de etapa I-T10 por microscopía electrónica de barrido con
magnificación de 1000x.
El polvo recuperado fue también analizado por elemento y capturado a una magnificación
de 1500x (ver Figura 45) y muestra coincidencia en morfología, y distribución de tamaño
con las capturas y análisis de la etapa IV (Figura 48), donde la distribución de Silicio y
Aluminio forman agrupaciones pequeñas y dispersas.
a) Magnificación: 2000x b) Magnificación: 1000x
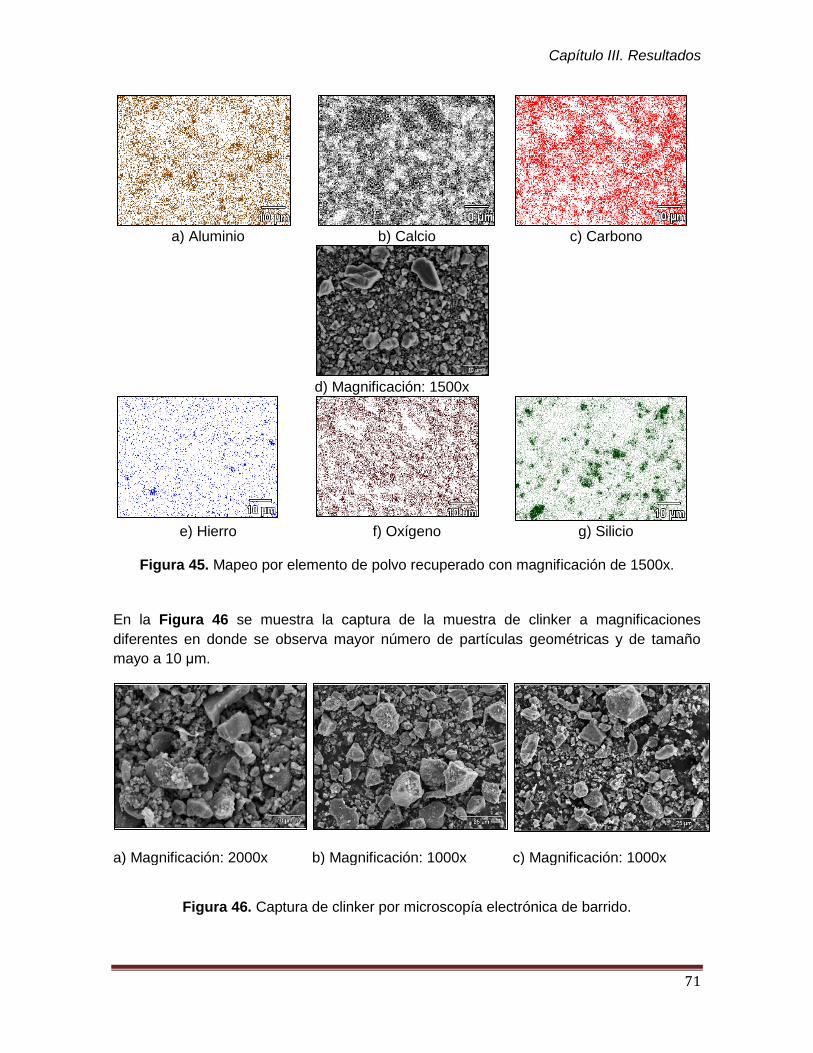
Capítulo III. Resultados
71
a) Aluminio b) Calcio c) Carbono
d) Magnificación: 1500x
e) Hierro f) Oxígeno g) Silicio
Figura 45. Mapeo por elemento de polvo recuperado con magnificación de 1500x.
En la Figura 46 se muestra la captura de la muestra de clinker a magnificaciones
diferentes en donde se observa mayor número de partículas geométricas y de tamaño
mayo a 10 μm.
a) Magnificación: 2000x b) Magnificación: 1000x c) Magnificación: 1000x
Figura 46. Captura de clinker por microscopía electrónica de barrido.
Capítulo IV: Conclusiones
72
CAPÍTULO IV: CONCLUSIONES
Como resultado de la simulación de diferentes escenarios de combustión, es posible
concluir que en cualquiera de los casos de combustión el calor generado es suficiente
para llevar a cabo las reacciones de la producción de clinker, es posible alcanzar la
máxima temperatura (1854 °C) de combustión aire (no enriquecido en oxígeno) con:
coque (relación: 1.150 Kg/s), combustóleo (relación: 6.828 Kg/s), llanta (relación: 2.943
Kg/s) y plástico (relación: 4.969 Kg/s). La relación de alimentación aumenta en
consecuencia del aumento en la alimentación de combustible.
Con base a los resultados de los escenarios de combustión con coque de petróleo y aire
enriquecido con oxígeno (0.23 O2, 0.77 N2; 0.25 O2, 0.75 N2, 0.27 O2, 0.73 N2; 0.30 O2,
0.70 N2) se mantiene parecida en cada relación de alimentación (1.150, 1.153, 1.165
Kg/s).
A través de la solución matemática del modelo de transferencia de calor, fue posible
determinar el perfil de temperatura de las fases en cuestión. En los casos de combustión
aire con coque de petróleo se presentó enriquecimiento en oxígeno. En estos casos se
concluye que con el incremento de oxígeno en el aire hay mejor transferencia de calor
hacia el sólido y este mantiene alta temperatura en la mayor parte de la longitud del
horno.
En los casos de combustóleo, llanta y plástico, no se presentó enriquecimiento en
oxígeno, sin embargo, en comparación con el perfil del sólido con enriquecimiento de
oxígeno la diferencia de temperatura es de 1000 °C aproximadamente. Los escenarios de
combustión propuestas son viables como opciones para la operación en industria sin
comprometer la transferencia del calor y como consecuencia la composición química del
clinker.
Las nuevas tecnologías de combustión aplicables al horno rotatorio y combustibles
alternos pueden contribuir a la iniciativa del uso de desechos como combustible.
A través del cálculo termodinámico en el FactSage se ha conseguido:
Determinar los compuestos en las etapas de la torre de precalentador y la
conversión de CaCO3 a CaO termina en la etapa II con una temperatura de 807
°C.
El diagrama de fases Temperatura (°C) vs Distribución de fases (% masa) de la
producción del clinker. El perfil de distribución de fases dentro del horno tiene
consistencia con la caracterización de muestra contratamiento térmico.
El cálculo de temperatura de flama adiabática (∆H=0) para determinar el calor que
entra al sistema.
Condiciones de combustión para las reacciones de clinkerización, es decir que los
escenarios propuestos indican la alimentación en Kg/s de combustible y aire para
generar el calor suficiente que garantice las reacciones de la producción de
clinker.
Capítulo IV: Conclusiones
73
La determinación de compuestos de muestras contratamiento térmico indica una
concentración de 61% de alita (Ca3SiO5) en el clinker a 1100 °C.
La determinación de compuestos por difracción de rayos X, es congruente con la
simulación a través del Software FactSage con una variación promedio de 7.3% en la
cuantificación de CaCO3 en las etapas IV y III.
Por último, el análisis rayos X muestra una producción de clinker adecuada a los
estándares del producto, y la morfología por microscopía electrónica de barrido muestra la
geométrica, y tamaño de las partículas de las fases definidas por difracción.
Bibliografía
74
BIBLIOGRAFÍA
1.. NOM-040-SEMARNAT-2002, (2002). Protección ambiental- Fabircación de cemento
hidráulico- Niveles maximos de emisión a la atmósfera.
2. Duda, Walter H. (1977). Manual Tecnológico del cemento. Barcelona : Bauverlag
Grabh.
3. Boateng, Akwasi A. (2008). Rotary Kilns: Transport Phenomena and Transport
Processes. Amsterdam.
4. Hökfors, Bodil. (2014). Phase chemistry in process models for cement clinker and lime
production. Suecia : Doctoral Thesis.
5. ASTM C150. Especificación normalizada para cemento portland.
6. Real Estate Market & Lifstyle, (2004). Cemento el oro gris de México.
7. Instituto Nacional de Estadística y Geografía. (2013). Estadística a propósito de la
Industria del Cemento.
8. Expansión en alianza con CNN,(2012). Slim del Valle hace negocio de cemento.
9. Morales, David A. Granados, (2012). Modelado y simulación de un proceso de
oxicombustión en un horno de la industria cementera. Medillin, Colombia : s.n.
10. Yunus A. Cengel, Afshin J. Ghajar, (2008). FactSage Thermochemical Software and
Datavases-Recent , Developments, Calphad. s.l. : McGraw Hill.
11. Bale C.W., et. al., (2008). FactSage thermochemical Software Databases-Recent
Developments, Calphad.
12. Ramos, Myriam Ramayo, (2008). Dimencionoamiento de un horno rotaotorio para la
producción de clinker de cemento protland. Cadiz, España : s.n.
13. F., Walter Mora, (2016). Introducción a los Métodos Numéricos. Costa Rica : s.n.
14. Zement Taschenbuch (2002). Verein Deutscher Zementwerke e.V.
15. 136-01, ASTM C. Stadard Test Method for Sive Analysis of Fine and Coarse
Aggregates. 1995.
16. Cullity, B. D., (1956). Elements of X Ray -difraction . s.l. : Wesley Publishing .
17. XRD Software- DIFFRAC.SUITE. DIFFRAC.EVA. s.l. : BRUKER.
18. Match Phase Identification from Powder Diffraction . s.l. : Crystal Impact.
Bibliografía
75
19. Joan Carles Melgarejo, Joaquón A. Proenza, Salvado Galí, Xavier Llovent.
Techiniques of mineral characterization and their use inmining exploration and explotation
. Facultad Geologica, Universidad de Barcelona, Barcelona : 2009.
20. Sanjuán B.M y Chinchón S., Introducción a la fabricación y normalización del cemento
portland" Universidad de Alicante, Departamento de Construcciones Arquitectónicas,
2014.
21. Orduz A.S, Diseño mecánico de horno rotatorio de funcionamiento horizontal, Tesis
de licenciatura, Universidad del Valle, Santiago de Cali, 2012.
22. Esteban J.D. y Restrepo B.O., Uso de herramientas computacionales para el estudio
del proceso de fabricación del cemento portland, Revista Colombiana de Materiales.
23. Avendaño G. y López N., (2013) “Estudio de la influencia de las variables de
operación en el resultado del rendimiento de equipos de una planta de producción de
cemento”, Eleventh LACCEI Latin American and Caribbean Conference for Engineering
and Technology (LACCEI’2013), Cancún, México.
24. Catañón A.M. y García G.S., (2012) “Estudio de las fases mineralógicas del clinker
en una cementera española, utilizando el método de rietveld”, Dyna, año 79, Nro. 173, pp.
41-47. Medellín. ISSN 0012-7353.
25. Granados D. y Jaramillo A., “Análisis exergético del proceso térmico de un horno de
cemento operado con oxicombustión”. Universidad Nacional de Colombia – Sede
Medellín, Colombia.
26. Puertas F. y Blanco-Varela M.T., (2003) “Empleo de combustibles alternativos en la
fabricación de cemento”. Instituto de Ciencias de la Construcción Eduardo Torroja (CSIC)
- España.
27. Coral M.J. y Dobrosz I., (2014) “Mathematical Modeling and Simulation of an
Industrial Rotary Reactor for Clinker Production”, Universidad Nacional de Colombia -
Sede Manizales.
28. Vargas G.A y Amurrio D.D., (2003) “Modelización de un Proceso de Calcinación en
un Horno Rotatorio” Universidad Católica Boliviana San Pablo Cochabamba, Bolivia. Vol.
2.
29. Fontalvo A.J., y Coral M.J., (2011) “Modelamiento y simulación de hornos rotatorios.
Aplicación a la producción de cemento” Universidad Nacional de Colombia - Sede
Manizales.
30. Benítez I., y Silva J.R., (2010) “Modelado formal de la automatización del molino de
clinker” Instituto de información científica y tecnológica, Santiago de Cuba-Cuba.
Bibliografía
76
31. Mujumdar K. S. y Ganesh K. V., (2007) “Rotary Cement Kiln Simulator (RoCKS):
Integrated modeling of pre-heater, calciner, kiln and clinker cooler” Instituto de tecnología
de Bombay- India
32. Albella J.M, y Cintas A.M., (1993) "Introducción a la Ciencia de Materiales: Técnicas
de preparación y caracterización". Textos Universitarios nº 20, C.S.I.C., Madrid.
33. Faldos M. y Goberna C., (2011) “Técnicas de análisis y caracterización de
materiales” Consejo Superior de Investigaciones Científicas. Editorial CSIC.
34. Bish D.L y Howard S.A. (1988) Quantitative phase analysis using the Rietveld
Method, J. Appl. Crystallogr. 21, 86-71.
35. Organismo Nacional de Normalización y Certificación de la Construcción y Edificación,
S.C.
36. Prada León F. (2009) “Combustibles alternativos para mejorar la combustión del
proceso clinker de la planta caracolito de Cemex Colombia”, (Tesis de Licenciatura).
Universidad Industrial de Santander, Bucaramanga, Colombia.
37. Perea Rivera T.G., (2012) “Simulación del Proceso de Calcinación del Cemento”,
(Tesis de Maestría). Universidad Nacional Autónoma de México, México,D.F
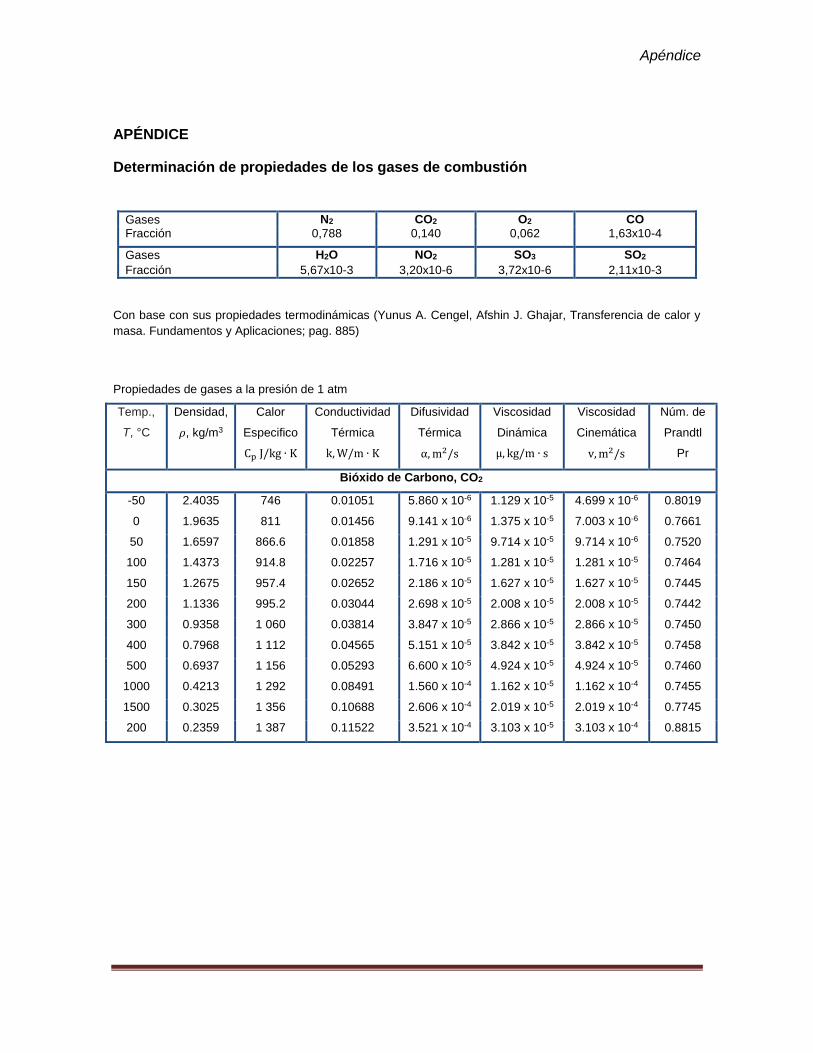
Apéndice
APÉNDICE
Determinación de propiedades de los gases de combustión
Gases N2 CO2 O2 CO
Fracción 0,788 0,140 0,062 1,63x10-4
Gases H2O NO2 SO3 SO2
Fracción 5,67x10-3 3,20x10-6 3,72x10-6 2,11x10-3
Con base con sus propiedades termodinámicas (Yunus A. Cengel, Afshin J. Ghajar, Transferencia de calor y
masa. Fundamentos y Aplicaciones; pag. 885)
Propiedades de gases a la presión de 1 atm
Temp.,
T, °C
Densidad,
𝜌, kg/m3
Calor
Especifico
Cp J/kg ∙ K
Conductividad
Térmica
k,W/m ∙ K
Difusividad
Térmica
α,m2/s
Viscosidad
Dinámica
μ, kg/m ∙ s
Viscosidad
Cinemática
v,m2/s
Núm. de
Prandtl
Pr
Bióxido de Carbono, CO2
-50 2.4035 746 0.01051 5.860 x 10-6 1.129 x 10-5 4.699 x 10-6 0.8019
0 1.9635 811 0.01456 9.141 x 10-6 1.375 x 10-5 7.003 x 10-6 0.7661
50 1.6597 866.6 0.01858 1.291 x 10-5 9.714 x 10-5 9.714 x 10-6 0.7520
100 1.4373 914.8 0.02257 1.716 x 10-5 1.281 x 10-5 1.281 x 10-5 0.7464
150 1.2675 957.4 0.02652 2.186 x 10-5 1.627 x 10-5 1.627 x 10-5 0.7445
200 1.1336 995.2 0.03044 2.698 x 10-5 2.008 x 10-5 2.008 x 10-5 0.7442
300 0.9358 1 060 0.03814 3.847 x 10-5 2.866 x 10-5 2.866 x 10-5 0.7450
400 0.7968 1 112 0.04565 5.151 x 10-5 3.842 x 10-5 3.842 x 10-5 0.7458
500 0.6937 1 156 0.05293 6.600 x 10-5 4.924 x 10-5 4.924 x 10-5 0.7460
1000 0.4213 1 292 0.08491 1.560 x 10-4 1.162 x 10-5 1.162 x 10-4 0.7455
1500 0.3025 1 356 0.10688 2.606 x 10-4 2.019 x 10-5 2.019 x 10-4 0.7745
200 0.2359 1 387 0.11522 3.521 x 10-4 3.103 x 10-5 3.103 x 10-4 0.8815
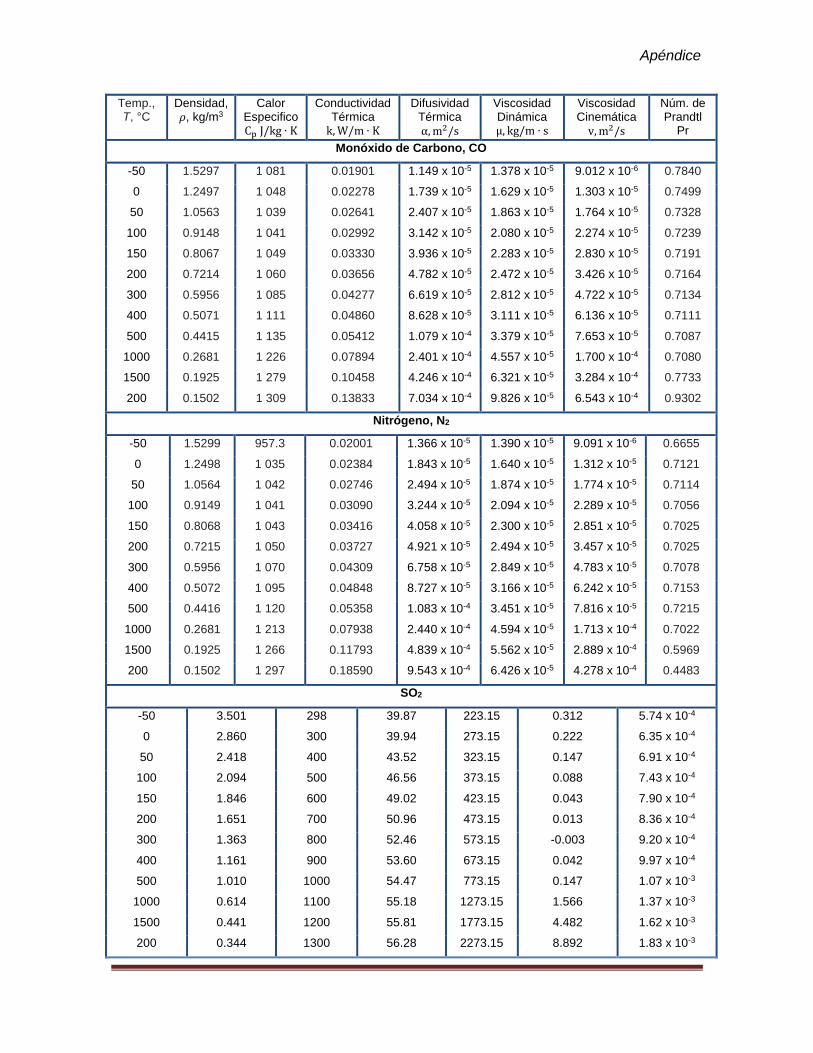
Apéndice
Temp., T, °C
Densidad, 𝜌, kg/m3
Calor Especifico Cp J/kg ∙ K
Conductividad Térmica k,W/m ∙ K
Difusividad Térmica
α,m2/s
Viscosidad Dinámica μ, kg/m ∙ s
Viscosidad Cinemática
v,m2/s
Núm. de Prandtl
Pr
Monóxido de Carbono, CO
-50 1.5297 1 081 0.01901 1.149 x 10-5 1.378 x 10-5 9.012 x 10-6 0.7840
0 1.2497 1 048 0.02278 1.739 x 10-5 1.629 x 10-5 1.303 x 10-5 0.7499
50 1.0563 1 039 0.02641 2.407 x 10-5 1.863 x 10-5 1.764 x 10-5 0.7328
100 0.9148 1 041 0.02992 3.142 x 10-5 2.080 x 10-5 2.274 x 10-5 0.7239
150 0.8067 1 049 0.03330 3.936 x 10-5 2.283 x 10-5 2.830 x 10-5 0.7191
200 0.7214 1 060 0.03656 4.782 x 10-5 2.472 x 10-5 3.426 x 10-5 0.7164
300 0.5956 1 085 0.04277 6.619 x 10-5 2.812 x 10-5 4.722 x 10-5 0.7134
400 0.5071 1 111 0.04860 8.628 x 10-5 3.111 x 10-5 6.136 x 10-5 0.7111
500 0.4415 1 135 0.05412 1.079 x 10-4 3.379 x 10-5 7.653 x 10-5 0.7087
1000 0.2681 1 226 0.07894 2.401 x 10-4 4.557 x 10-5 1.700 x 10-4 0.7080
1500 0.1925 1 279 0.10458 4.246 x 10-4 6.321 x 10-5 3.284 x 10-4 0.7733
200 0.1502 1 309 0.13833 7.034 x 10-4 9.826 x 10-5 6.543 x 10-4 0.9302
Nitrógeno, N2
-50 1.5299 957.3 0.02001 1.366 x 10-5 1.390 x 10-5 9.091 x 10-6 0.6655
0 1.2498 1 035 0.02384 1.843 x 10-5 1.640 x 10-5 1.312 x 10-5 0.7121
50 1.0564 1 042 0.02746 2.494 x 10-5 1.874 x 10-5 1.774 x 10-5 0.7114
100 0.9149 1 041 0.03090 3.244 x 10-5 2.094 x 10-5 2.289 x 10-5 0.7056
150 0.8068 1 043 0.03416 4.058 x 10-5 2.300 x 10-5 2.851 x 10-5 0.7025
200 0.7215 1 050 0.03727 4.921 x 10-5 2.494 x 10-5 3.457 x 10-5 0.7025
300 0.5956 1 070 0.04309 6.758 x 10-5 2.849 x 10-5 4.783 x 10-5 0.7078
400 0.5072 1 095 0.04848 8.727 x 10-5 3.166 x 10-5 6.242 x 10-5 0.7153
500 0.4416 1 120 0.05358 1.083 x 10-4 3.451 x 10-5 7.816 x 10-5 0.7215
1000 0.2681 1 213 0.07938 2.440 x 10-4 4.594 x 10-5 1.713 x 10-4 0.7022
1500 0.1925 1 266 0.11793 4.839 x 10-4 5.562 x 10-5 2.889 x 10-4 0.5969
200 0.1502 1 297 0.18590 9.543 x 10-4 6.426 x 10-5 4.278 x 10-4 0.4483
SO2
-50 3.501 298 39.87 223.15 0.312 5.74 x 10-4
0 2.860 300 39.94 273.15 0.222 6.35 x 10-4
50 2.418 400 43.52 323.15 0.147 6.91 x 10-4
100 2.094 500 46.56 373.15 0.088 7.43 x 10-4
150 1.846 600 49.02 423.15 0.043 7.90 x 10-4
200 1.651 700 50.96 473.15 0.013 8.36 x 10-4
300 1.363 800 52.46 573.15 -0.003 9.20 x 10-4
400 1.161 900 53.60 673.15 0.042 9.97 x 10-4
500 1.010 1000 54.47 773.15 0.147 1.07 x 10-3
1000 0.614 1100 55.18 1273.15 1.566 1.37 x 10-3
1500 0.441 1200 55.81 1773.15 4.482 1.62 x 10-3
200 0.344 1300 56.28 2273.15 8.892 1.83 x 10-3
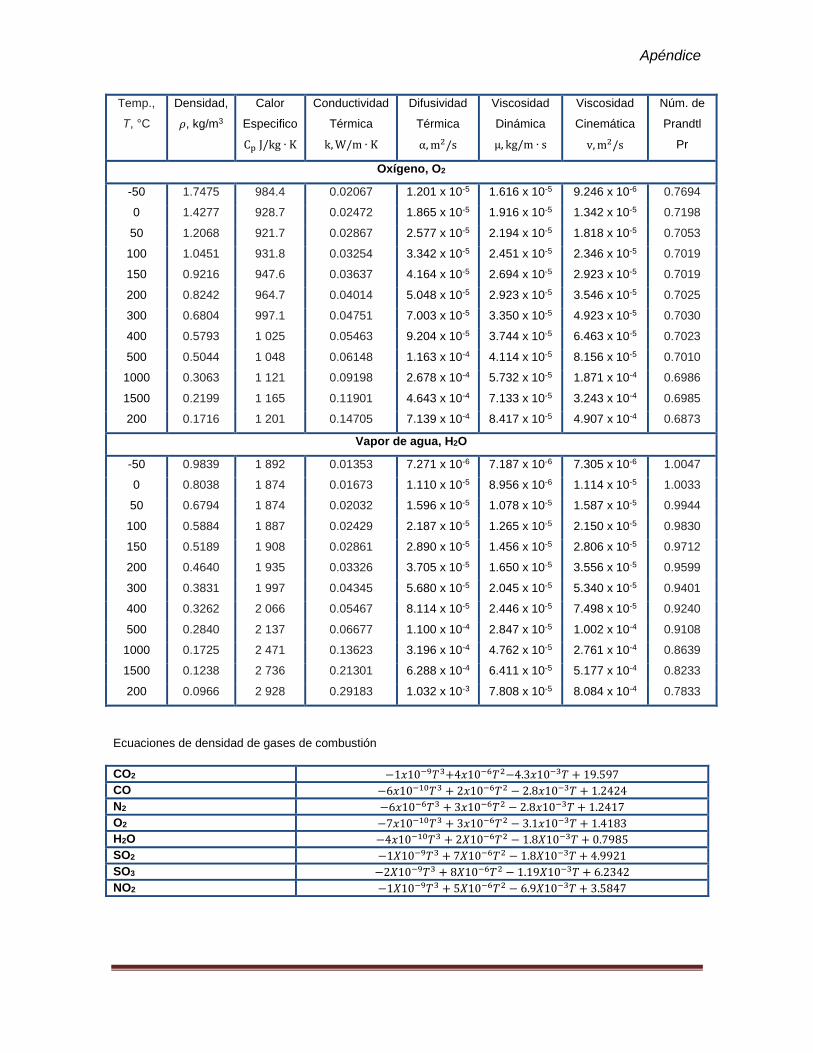
Apéndice
Temp.,
T, °C
Densidad,
𝜌, kg/m3
Calor
Especifico
Cp J/kg ∙ K
Conductividad
Térmica
k,W/m ∙ K
Difusividad
Térmica
α,m2/s
Viscosidad
Dinámica
μ, kg/m ∙ s
Viscosidad
Cinemática
v,m2/s
Núm. de
Prandtl
Pr
Oxígeno, O2
-50 1.7475 984.4 0.02067 1.201 x 10-5 1.616 x 10-5 9.246 x 10-6 0.7694
0 1.4277 928.7 0.02472 1.865 x 10-5 1.916 x 10-5 1.342 x 10-5 0.7198
50 1.2068 921.7 0.02867 2.577 x 10-5 2.194 x 10-5 1.818 x 10-5 0.7053
100 1.0451 931.8 0.03254 3.342 x 10-5 2.451 x 10-5 2.346 x 10-5 0.7019
150 0.9216 947.6 0.03637 4.164 x 10-5 2.694 x 10-5 2.923 x 10-5 0.7019
200 0.8242 964.7 0.04014 5.048 x 10-5 2.923 x 10-5 3.546 x 10-5 0.7025
300 0.6804 997.1 0.04751 7.003 x 10-5 3.350 x 10-5 4.923 x 10-5 0.7030
400 0.5793 1 025 0.05463 9.204 x 10-5 3.744 x 10-5 6.463 x 10-5 0.7023
500 0.5044 1 048 0.06148 1.163 x 10-4 4.114 x 10-5 8.156 x 10-5 0.7010
1000 0.3063 1 121 0.09198 2.678 x 10-4 5.732 x 10-5 1.871 x 10-4 0.6986
1500 0.2199 1 165 0.11901 4.643 x 10-4 7.133 x 10-5 3.243 x 10-4 0.6985
200 0.1716 1 201 0.14705 7.139 x 10-4 8.417 x 10-5 4.907 x 10-4 0.6873
Vapor de agua, H2O
-50 0.9839 1 892 0.01353 7.271 x 10-6 7.187 x 10-6 7.305 x 10-6 1.0047
0 0.8038 1 874 0.01673 1.110 x 10-5 8.956 x 10-6 1.114 x 10-5 1.0033
50 0.6794 1 874 0.02032 1.596 x 10-5 1.078 x 10-5 1.587 x 10-5 0.9944
100 0.5884 1 887 0.02429 2.187 x 10-5 1.265 x 10-5 2.150 x 10-5 0.9830
150 0.5189 1 908 0.02861 2.890 x 10-5 1.456 x 10-5 2.806 x 10-5 0.9712
200 0.4640 1 935 0.03326 3.705 x 10-5 1.650 x 10-5 3.556 x 10-5 0.9599
300 0.3831 1 997 0.04345 5.680 x 10-5 2.045 x 10-5 5.340 x 10-5 0.9401
400 0.3262 2 066 0.05467 8.114 x 10-5 2.446 x 10-5 7.498 x 10-5 0.9240
500 0.2840 2 137 0.06677 1.100 x 10-4 2.847 x 10-5 1.002 x 10-4 0.9108
1000 0.1725 2 471 0.13623 3.196 x 10-4 4.762 x 10-5 2.761 x 10-4 0.8639
1500 0.1238 2 736 0.21301 6.288 x 10-4 6.411 x 10-5 5.177 x 10-4 0.8233
200 0.0966 2 928 0.29183 1.032 x 10-3 7.808 x 10-5 8.084 x 10-4 0.7833
Ecuaciones de densidad de gases de combustión
CO2 −1𝑥10−9𝑇3+4𝑥10−6𝑇2−4.3𝑥10−3𝑇 + 19.597
CO −6𝑥10−10𝑇3 + 2𝑥10−6𝑇2 − 2.8𝑥10−3𝑇 + 1.2424
N2 −6𝑥10−6𝑇3 + 3𝑥10−6𝑇2 − 2.8𝑥10−3𝑇 + 1.2417
O2 −7𝑥10−10𝑇3 + 3𝑥10−6𝑇2 − 3.1𝑥10−3𝑇 + 1.4183
H2O −4𝑥10−10𝑇3 + 2𝑋10−6𝑇2 − 1.8𝑋10−3𝑇 + 0.7985
SO2 −1𝑋10−9𝑇3 + 7𝑋10−6𝑇2 − 1.8𝑋10−3𝑇 + 4.9921
SO3 −2𝑋10−9𝑇3 + 8𝑋10−6𝑇2 − 1.19𝑋10−3𝑇 + 6.2342
NO2 −1𝑋10−9𝑇3 + 5𝑋10−6𝑇2 − 6.9𝑋10−3𝑇 + 3.5847
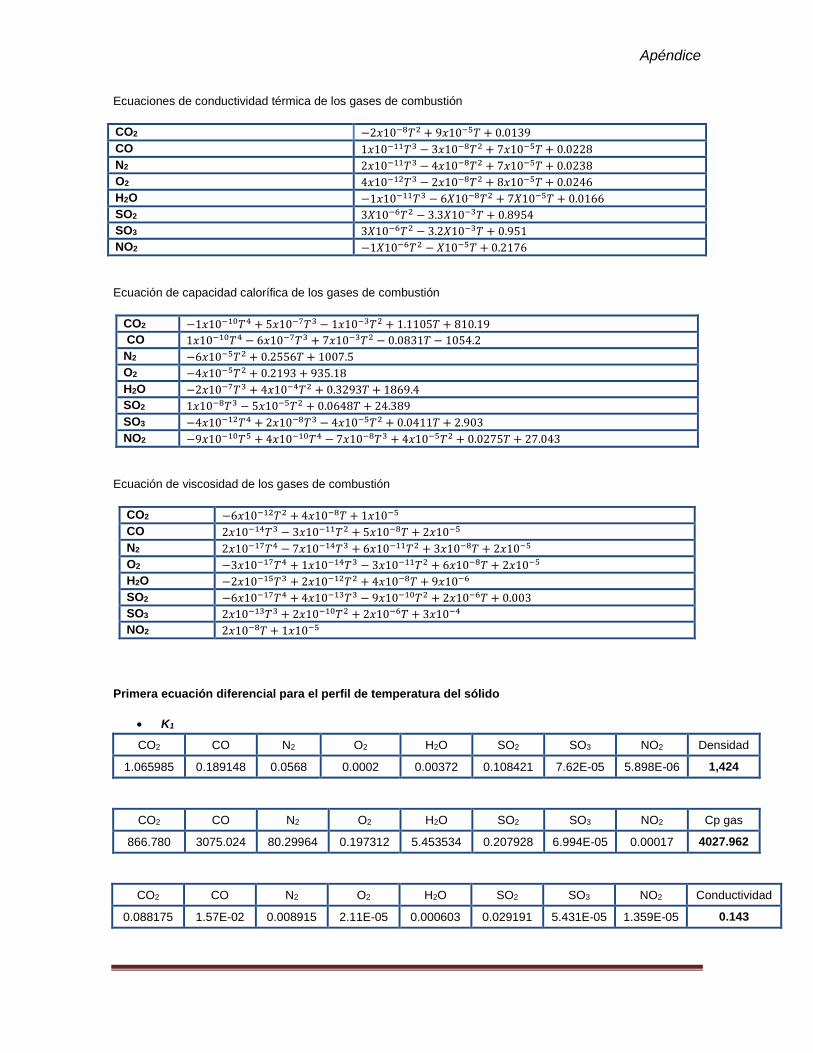
Apéndice
Ecuaciones de conductividad térmica de los gases de combustión
CO2 −2𝑥10−8𝑇2 + 9𝑥10−5𝑇 + 0.0139
CO 1𝑥10−11𝑇3 − 3𝑥10−8𝑇2 + 7𝑥10−5𝑇 + 0.0228
N2 2𝑥10−11𝑇3 − 4𝑥10−8𝑇2 + 7𝑥10−5𝑇 + 0.0238
O2 4𝑥10−12𝑇3 − 2𝑥10−8𝑇2 + 8𝑥10−5𝑇 + 0.0246
H2O −1𝑥10−11𝑇3 − 6𝑋10−8𝑇2 + 7𝑋10−5𝑇 + 0.0166
SO2 3𝑋10−6𝑇2 − 3.3𝑋10−3𝑇 + 0.8954
SO3 3𝑋10−6𝑇2 − 3.2𝑋10−3𝑇 + 0.951
NO2 −1𝑋10−6𝑇2 − 𝑋10−5𝑇 + 0.2176
Ecuación de capacidad calorífica de los gases de combustión
CO2 −1𝑥10−10𝑇4 + 5𝑥10−7𝑇3 − 1𝑥10−3𝑇2 + 1.1105𝑇 + 810.19
CO 1𝑥10−10𝑇4 − 6𝑥10−7𝑇3 + 7𝑥10−3𝑇2 − 0.0831𝑇 − 1054.2
N2 −6𝑥10−5𝑇2 + 0.2556𝑇 + 1007.5
O2 −4𝑥10−5𝑇2 + 0.2193 + 935.18
H2O −2𝑥10−7𝑇3 + 4𝑥10−4𝑇2 + 0.3293𝑇 + 1869.4
SO2 1𝑥10−8𝑇3 − 5𝑥10−5𝑇2 + 0.0648𝑇 + 24.389
SO3 −4𝑥10−12𝑇4 + 2𝑥10−8𝑇3 − 4𝑥10−5𝑇2 + 0.0411𝑇 + 2.903
NO2 −9𝑥10−10𝑇5 + 4𝑥10−10𝑇4 − 7𝑥10−8𝑇3 + 4𝑥10−5𝑇2 + 0.0275𝑇 + 27.043
Ecuación de viscosidad de los gases de combustión
CO2 −6𝑥10−12𝑇2 + 4𝑥10−8𝑇 + 1𝑥10−5
CO 2𝑥10−14𝑇3 − 3𝑥10−11𝑇2 + 5𝑥10−8𝑇 + 2𝑥10−5
N2 2𝑥10−17𝑇4 − 7𝑥10−14𝑇3 + 6𝑥10−11𝑇2 + 3𝑥10−8𝑇 + 2𝑥10−5
O2 −3𝑥10−17𝑇4 + 1𝑥10−14𝑇3 − 3𝑥10−11𝑇2 + 6𝑥10−8𝑇 + 2𝑥10−5
H2O −2𝑥10−15𝑇3 + 2𝑥10−12𝑇2 + 4𝑥10−8𝑇 + 9𝑥10−6
SO2 −6𝑥10−17𝑇4 + 4𝑥10−13𝑇3 − 9𝑥10−10𝑇2 + 2𝑥10−6𝑇 + 0.003
SO3 2𝑥10−13𝑇3 + 2𝑥10−10𝑇2 + 2𝑥10−6𝑇 + 3𝑥10−4
NO2 2𝑥10−8𝑇 + 1𝑥10−5
Primera ecuación diferencial para el perfil de temperatura del sólido
K1
CO2 CO N2 O2 H2O SO2 SO3 NO2 Densidad
1.065985 0.189148 0.0568 0.0002 0.00372 0.108421 7.62E-05 5.898E-06 1,424
CO2 CO N2 O2 H2O SO2 SO3 NO2 Cp gas
866.780 3075.024 80.29964 0.197312 5.453534 0.207928 6.994E-05 0.00017 4027.962
CO2 CO N2 O2 H2O SO2 SO3 NO2 Conductividad
0.088175 1.57E-02 0.008915 2.11E-05 0.000603 0.029191 5.431E-05 1.359E-05 0.143
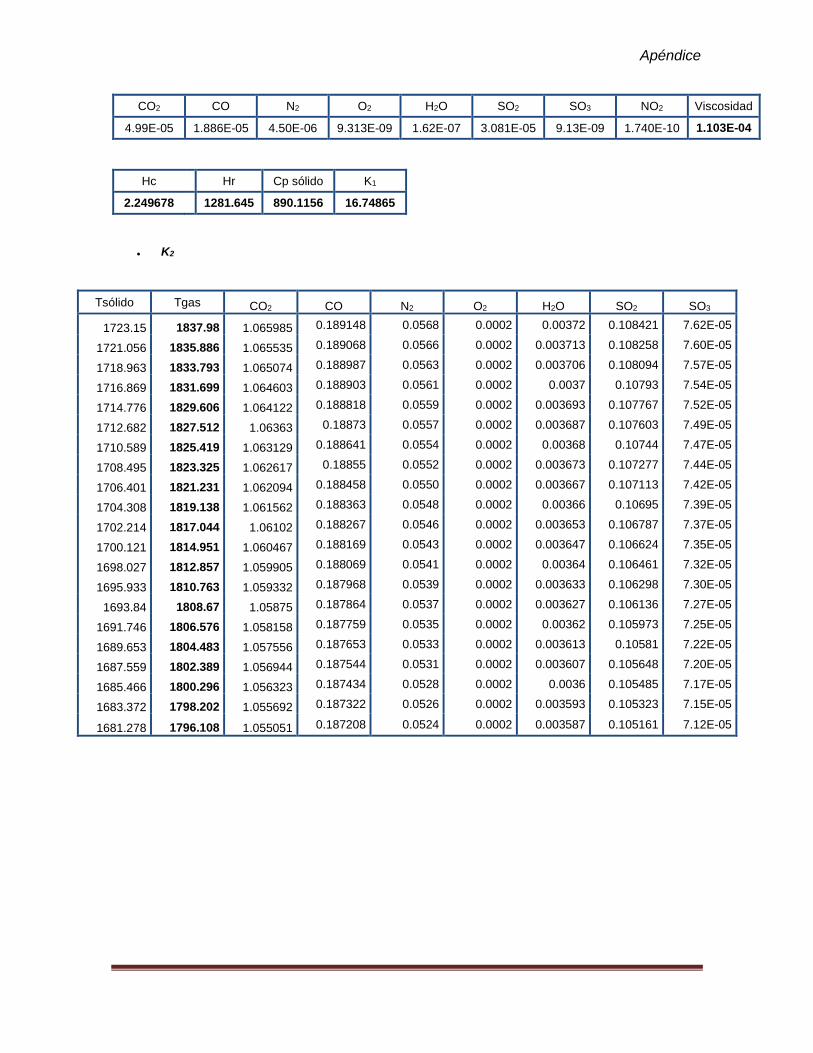
Apéndice
CO2 CO N2 O2 H2O SO2 SO3 NO2 Viscosidad
4.99E-05 1.886E-05 4.50E-06 9.313E-09 1.62E-07 3.081E-05 9.13E-09 1.740E-10 1.103E-04
Hc
Hr Cp sólido K1
2.249678
1281.645 890.1156 16.74865
K2
Tsólido Tgas CO2 CO N2 O2 H2O SO2 SO3
1723.15 1837.98 1.065985 0.189148 0.0568 0.0002 0.00372 0.108421 7.62E-05
1721.056 1835.886 1.065535 0.189068 0.0566 0.0002 0.003713 0.108258 7.60E-05
1718.963 1833.793 1.065074 0.188987 0.0563 0.0002 0.003706 0.108094 7.57E-05
1716.869 1831.699 1.064603 0.188903 0.0561 0.0002 0.0037 0.10793 7.54E-05
1714.776 1829.606 1.064122 0.188818 0.0559 0.0002 0.003693 0.107767 7.52E-05
1712.682 1827.512 1.06363 0.18873 0.0557 0.0002 0.003687 0.107603 7.49E-05
1710.589 1825.419 1.063129 0.188641 0.0554 0.0002 0.00368 0.10744 7.47E-05
1708.495 1823.325 1.062617 0.18855 0.0552 0.0002 0.003673 0.107277 7.44E-05
1706.401 1821.231 1.062094 0.188458 0.0550 0.0002 0.003667 0.107113 7.42E-05
1704.308 1819.138 1.061562 0.188363 0.0548 0.0002 0.00366 0.10695 7.39E-05
1702.214 1817.044 1.06102 0.188267 0.0546 0.0002 0.003653 0.106787 7.37E-05
1700.121 1814.951 1.060467 0.188169 0.0543 0.0002 0.003647 0.106624 7.35E-05
1698.027 1812.857 1.059905 0.188069 0.0541 0.0002 0.00364 0.106461 7.32E-05
1695.933 1810.763 1.059332 0.187968 0.0539 0.0002 0.003633 0.106298 7.30E-05
1693.84 1808.67 1.05875 0.187864 0.0537 0.0002 0.003627 0.106136 7.27E-05
1691.746 1806.576 1.058158 0.187759 0.0535 0.0002 0.00362 0.105973 7.25E-05
1689.653 1804.483 1.057556 0.187653 0.0533 0.0002 0.003613 0.10581 7.22E-05
1687.559 1802.389 1.056944 0.187544 0.0531 0.0002 0.003607 0.105648 7.20E-05
1685.466 1800.296 1.056323 0.187434 0.0528 0.0002 0.0036 0.105485 7.17E-05
1683.372 1798.202 1.055692 0.187322 0.0526 0.0002 0.003593 0.105323 7.15E-05
1681.278 1796.108 1.055051 0.187208 0.0524 0.0002 0.003587 0.105161 7.12E-05
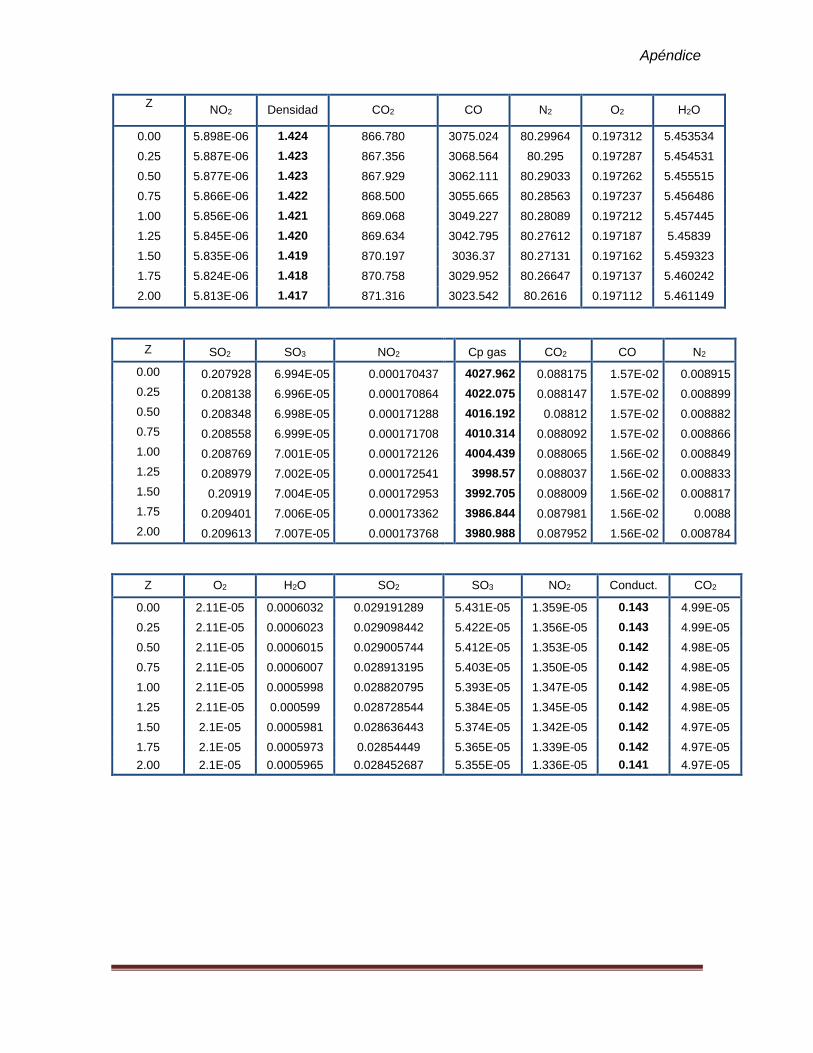
Apéndice
Z NO2 Densidad CO2 CO N2 O2 H2O
0.00 5.898E-06 1.424 866.780 3075.024 80.29964 0.197312 5.453534
0.25 5.887E-06 1.423 867.356 3068.564 80.295 0.197287 5.454531
0.50 5.877E-06 1.423 867.929 3062.111 80.29033 0.197262 5.455515
0.75 5.866E-06 1.422 868.500 3055.665 80.28563 0.197237 5.456486
1.00 5.856E-06 1.421 869.068 3049.227 80.28089 0.197212 5.457445
1.25 5.845E-06 1.420 869.634 3042.795 80.27612 0.197187 5.45839
1.50 5.835E-06 1.419 870.197 3036.37 80.27131 0.197162 5.459323
1.75 5.824E-06 1.418 870.758 3029.952 80.26647 0.197137 5.460242
2.00 5.813E-06 1.417 871.316 3023.542 80.2616 0.197112 5.461149
Z SO2 SO3 NO2
Cp gas CO2 CO N2
0.00 0.207928 6.994E-05 0.000170437
4027.962 0.088175 1.57E-02 0.008915
0.25 0.208138 6.996E-05 0.000170864
4022.075 0.088147 1.57E-02 0.008899
0.50 0.208348 6.998E-05 0.000171288
4016.192 0.08812 1.57E-02 0.008882
0.75 0.208558 6.999E-05 0.000171708
4010.314 0.088092 1.57E-02 0.008866
1.00 0.208769 7.001E-05 0.000172126
4004.439 0.088065 1.56E-02 0.008849
1.25 0.208979 7.002E-05 0.000172541
3998.57 0.088037 1.56E-02 0.008833
1.50 0.20919 7.004E-05 0.000172953
3992.705 0.088009 1.56E-02 0.008817
1.75 0.209401 7.006E-05 0.000173362
3986.844 0.087981 1.56E-02 0.0088
2.00 0.209613 7.007E-05 0.000173768
3980.988 0.087952 1.56E-02 0.008784
Z O2 H2O SO2 SO3 NO2 Conduct. CO2
0.00 2.11E-05 0.0006032 0.029191289 5.431E-05 1.359E-05 0.143 4.99E-05
0.25 2.11E-05 0.0006023 0.029098442 5.422E-05 1.356E-05 0.143 4.99E-05
0.50 2.11E-05 0.0006015 0.029005744 5.412E-05 1.353E-05 0.142 4.98E-05
0.75 2.11E-05 0.0006007 0.028913195 5.403E-05 1.350E-05 0.142 4.98E-05
1.00 2.11E-05 0.0005998 0.028820795 5.393E-05 1.347E-05 0.142 4.98E-05
1.25 2.11E-05 0.000599 0.028728544 5.384E-05 1.345E-05 0.142 4.98E-05
1.50 2.1E-05 0.0005981 0.028636443 5.374E-05 1.342E-05 0.142 4.97E-05
1.75 2.1E-05 0.0005973 0.02854449 5.365E-05 1.339E-05 0.142 4.97E-05
2.00 2.1E-05 0.0005965 0.028452687 5.355E-05 1.336E-05 0.141 4.97E-05
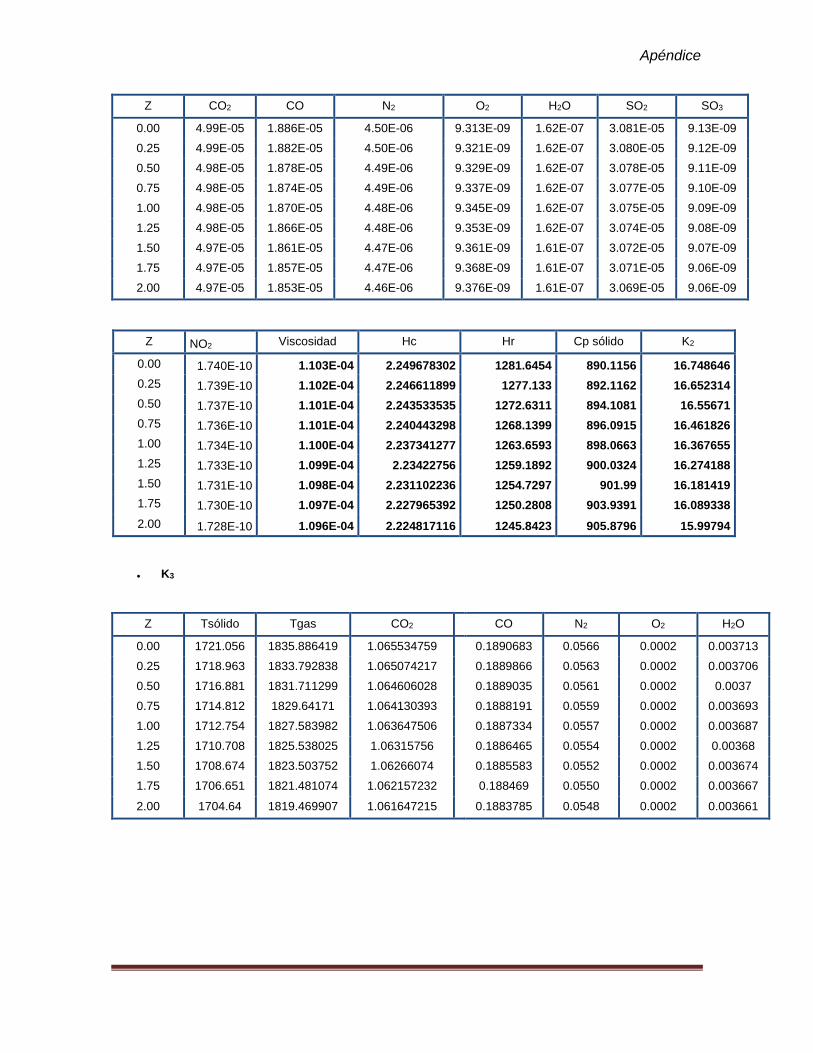
Apéndice
Z CO2 CO N2 O2 H2O SO2 SO3
0.00 4.99E-05 1.886E-05 4.50E-06 9.313E-09 1.62E-07 3.081E-05 9.13E-09
0.25 4.99E-05 1.882E-05 4.50E-06 9.321E-09 1.62E-07 3.080E-05 9.12E-09
0.50 4.98E-05 1.878E-05 4.49E-06 9.329E-09 1.62E-07 3.078E-05 9.11E-09
0.75 4.98E-05 1.874E-05 4.49E-06 9.337E-09 1.62E-07 3.077E-05 9.10E-09
1.00 4.98E-05 1.870E-05 4.48E-06 9.345E-09 1.62E-07 3.075E-05 9.09E-09
1.25 4.98E-05 1.866E-05 4.48E-06 9.353E-09 1.62E-07 3.074E-05 9.08E-09
1.50 4.97E-05 1.861E-05 4.47E-06 9.361E-09 1.61E-07 3.072E-05 9.07E-09
1.75 4.97E-05 1.857E-05 4.47E-06 9.368E-09 1.61E-07 3.071E-05 9.06E-09
2.00 4.97E-05 1.853E-05 4.46E-06 9.376E-09 1.61E-07 3.069E-05 9.06E-09
Z NO2 Viscosidad Hc Hr Cp sólido K2
0.00 1.740E-10 1.103E-04 2.249678302 1281.6454 890.1156 16.748646
0.25 1.739E-10 1.102E-04 2.246611899 1277.133 892.1162 16.652314
0.50 1.737E-10 1.101E-04 2.243533535 1272.6311 894.1081 16.55671
0.75 1.736E-10 1.101E-04 2.240443298 1268.1399 896.0915 16.461826
1.00 1.734E-10 1.100E-04 2.237341277 1263.6593 898.0663 16.367655
1.25 1.733E-10 1.099E-04 2.23422756 1259.1892 900.0324 16.274188
1.50 1.731E-10 1.098E-04 2.231102236 1254.7297 901.99 16.181419
1.75 1.730E-10 1.097E-04 2.227965392 1250.2808 903.9391 16.089338
2.00 1.728E-10 1.096E-04 2.224817116 1245.8423 905.8796 15.99794
K3
Z Tsólido Tgas CO2 CO N2 O2 H2O
0.00 1721.056 1835.886419 1.065534759 0.1890683 0.0566 0.0002 0.003713
0.25 1718.963 1833.792838 1.065074217 0.1889866 0.0563 0.0002 0.003706
0.50 1716.881 1831.711299 1.064606028 0.1889035 0.0561 0.0002 0.0037
0.75 1714.812 1829.64171 1.064130393 0.1888191 0.0559 0.0002 0.003693
1.00 1712.754 1827.583982 1.063647506 0.1887334 0.0557 0.0002 0.003687
1.25 1710.708 1825.538025 1.06315756 0.1886465 0.0554 0.0002 0.00368
1.50 1708.674 1823.503752 1.06266074 0.1885583 0.0552 0.0002 0.003674
1.75 1706.651 1821.481074 1.062157232 0.188469 0.0550 0.0002 0.003667
2.00 1704.64 1819.469907 1.061647215 0.1883785 0.0548 0.0002 0.003661
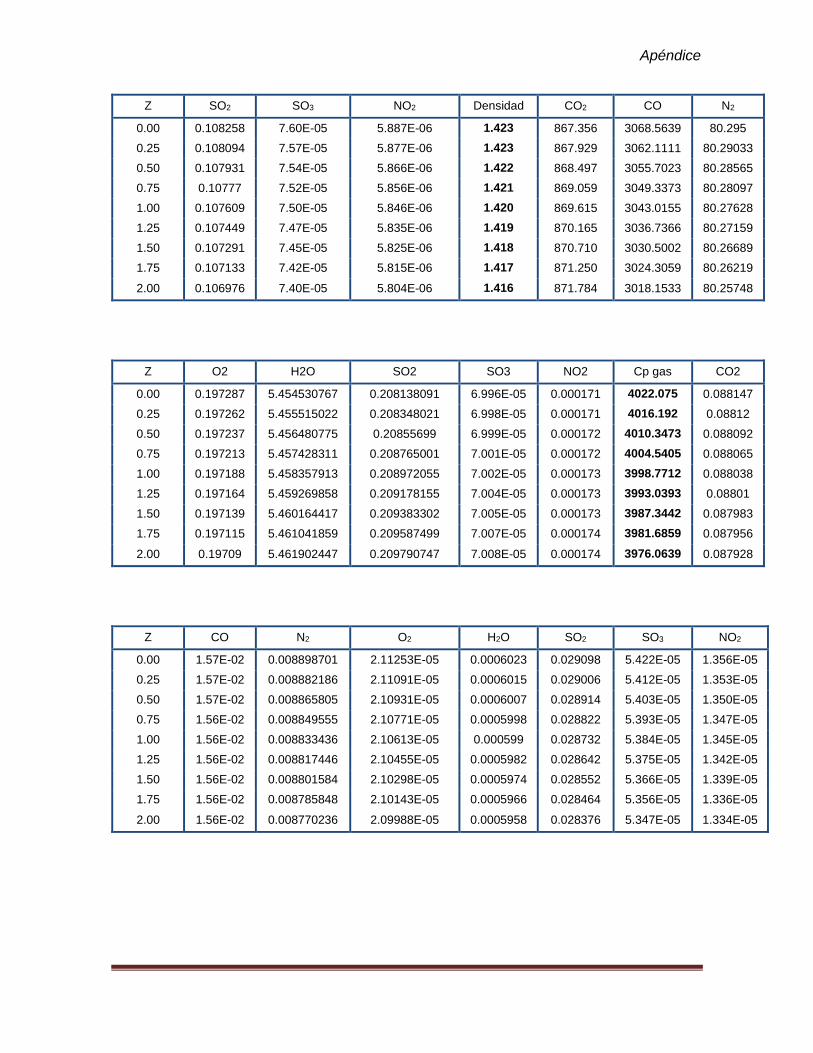
Apéndice
Z SO2 SO3 NO2 Densidad CO2 CO N2
0.00 0.108258 7.60E-05 5.887E-06 1.423 867.356 3068.5639 80.295
0.25 0.108094 7.57E-05 5.877E-06 1.423 867.929 3062.1111 80.29033
0.50 0.107931 7.54E-05 5.866E-06 1.422 868.497 3055.7023 80.28565
0.75 0.10777 7.52E-05 5.856E-06 1.421 869.059 3049.3373 80.28097
1.00 0.107609 7.50E-05 5.846E-06 1.420 869.615 3043.0155 80.27628
1.25 0.107449 7.47E-05 5.835E-06 1.419 870.165 3036.7366 80.27159
1.50 0.107291 7.45E-05 5.825E-06 1.418 870.710 3030.5002 80.26689
1.75 0.107133 7.42E-05 5.815E-06 1.417 871.250 3024.3059 80.26219
2.00 0.106976 7.40E-05 5.804E-06 1.416 871.784 3018.1533 80.25748
Z O2 H2O SO2 SO3 NO2 Cp gas CO2
0.00 0.197287 5.454530767 0.208138091 6.996E-05 0.000171 4022.075 0.088147
0.25 0.197262 5.455515022 0.208348021 6.998E-05 0.000171 4016.192 0.08812
0.50 0.197237 5.456480775 0.20855699 6.999E-05 0.000172 4010.3473 0.088092
0.75 0.197213 5.457428311 0.208765001 7.001E-05 0.000172 4004.5405 0.088065
1.00 0.197188 5.458357913 0.208972055 7.002E-05 0.000173 3998.7712 0.088038
1.25 0.197164 5.459269858 0.209178155 7.004E-05 0.000173 3993.0393 0.08801
1.50 0.197139 5.460164417 0.209383302 7.005E-05 0.000173 3987.3442 0.087983
1.75 0.197115 5.461041859 0.209587499 7.007E-05 0.000174 3981.6859 0.087956
2.00 0.19709 5.461902447 0.209790747 7.008E-05 0.000174 3976.0639 0.087928
Z CO N2 O2 H2O SO2 SO3 NO2
0.00 1.57E-02 0.008898701 2.11253E-05 0.0006023 0.029098 5.422E-05 1.356E-05
0.25 1.57E-02 0.008882186 2.11091E-05 0.0006015 0.029006 5.412E-05 1.353E-05
0.50 1.57E-02 0.008865805 2.10931E-05 0.0006007 0.028914 5.403E-05 1.350E-05
0.75 1.56E-02 0.008849555 2.10771E-05 0.0005998 0.028822 5.393E-05 1.347E-05
1.00 1.56E-02 0.008833436 2.10613E-05 0.000599 0.028732 5.384E-05 1.345E-05
1.25 1.56E-02 0.008817446 2.10455E-05 0.0005982 0.028642 5.375E-05 1.342E-05
1.50 1.56E-02 0.008801584 2.10298E-05 0.0005974 0.028552 5.366E-05 1.339E-05
1.75 1.56E-02 0.008785848 2.10143E-05 0.0005966 0.028464 5.356E-05 1.336E-05
2.00 1.56E-02 0.008770236 2.09988E-05 0.0005958 0.028376 5.347E-05 1.334E-05
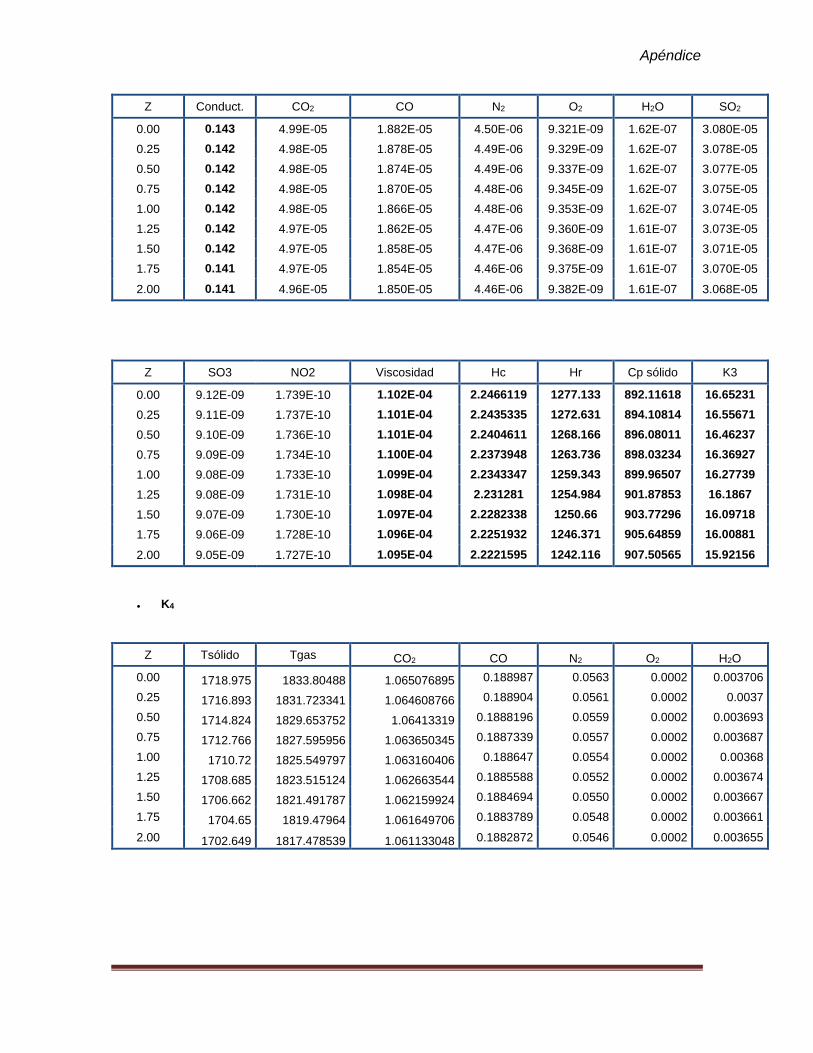
Apéndice
Z Conduct. CO2 CO N2 O2 H2O SO2
0.00 0.143 4.99E-05 1.882E-05 4.50E-06 9.321E-09 1.62E-07 3.080E-05
0.25 0.142 4.98E-05 1.878E-05 4.49E-06 9.329E-09 1.62E-07 3.078E-05
0.50 0.142 4.98E-05 1.874E-05 4.49E-06 9.337E-09 1.62E-07 3.077E-05
0.75 0.142 4.98E-05 1.870E-05 4.48E-06 9.345E-09 1.62E-07 3.075E-05
1.00 0.142 4.98E-05 1.866E-05 4.48E-06 9.353E-09 1.62E-07 3.074E-05
1.25 0.142 4.97E-05 1.862E-05 4.47E-06 9.360E-09 1.61E-07 3.073E-05
1.50 0.142 4.97E-05 1.858E-05 4.47E-06 9.368E-09 1.61E-07 3.071E-05
1.75 0.141 4.97E-05 1.854E-05 4.46E-06 9.375E-09 1.61E-07 3.070E-05
2.00 0.141 4.96E-05 1.850E-05 4.46E-06 9.382E-09 1.61E-07 3.068E-05
Z SO3 NO2 Viscosidad Hc Hr Cp sólido K3
0.00 9.12E-09 1.739E-10 1.102E-04 2.2466119 1277.133 892.11618 16.65231
0.25 9.11E-09 1.737E-10 1.101E-04 2.2435335 1272.631 894.10814 16.55671
0.50 9.10E-09 1.736E-10 1.101E-04 2.2404611 1268.166 896.08011 16.46237
0.75 9.09E-09 1.734E-10 1.100E-04 2.2373948 1263.736 898.03234 16.36927
1.00 9.08E-09 1.733E-10 1.099E-04 2.2343347 1259.343 899.96507 16.27739
1.25 9.08E-09 1.731E-10 1.098E-04 2.231281 1254.984 901.87853 16.1867
1.50 9.07E-09 1.730E-10 1.097E-04 2.2282338 1250.66 903.77296 16.09718
1.75 9.06E-09 1.728E-10 1.096E-04 2.2251932 1246.371 905.64859 16.00881
2.00 9.05E-09 1.727E-10 1.095E-04 2.2221595 1242.116 907.50565 15.92156
K4
Z Tsólido Tgas CO2 CO N2 O2 H2O
0.00 1718.975 1833.80488 1.065076895 0.188987 0.0563 0.0002 0.003706
0.25 1716.893 1831.723341 1.064608766 0.188904 0.0561 0.0002 0.0037
0.50 1714.824 1829.653752 1.06413319 0.1888196 0.0559 0.0002 0.003693
0.75 1712.766 1827.595956 1.063650345 0.1887339 0.0557 0.0002 0.003687
1.00 1710.72 1825.549797 1.063160406 0.188647 0.0554 0.0002 0.00368
1.25 1708.685 1823.515124 1.062663544 0.1885588 0.0552 0.0002 0.003674
1.50 1706.662 1821.491787 1.062159924 0.1884694 0.0550 0.0002 0.003667
1.75 1704.65 1819.47964 1.061649706 0.1883789 0.0548 0.0002 0.003661
2.00 1702.649 1817.478539 1.061133048 0.1882872 0.0546 0.0002 0.003655
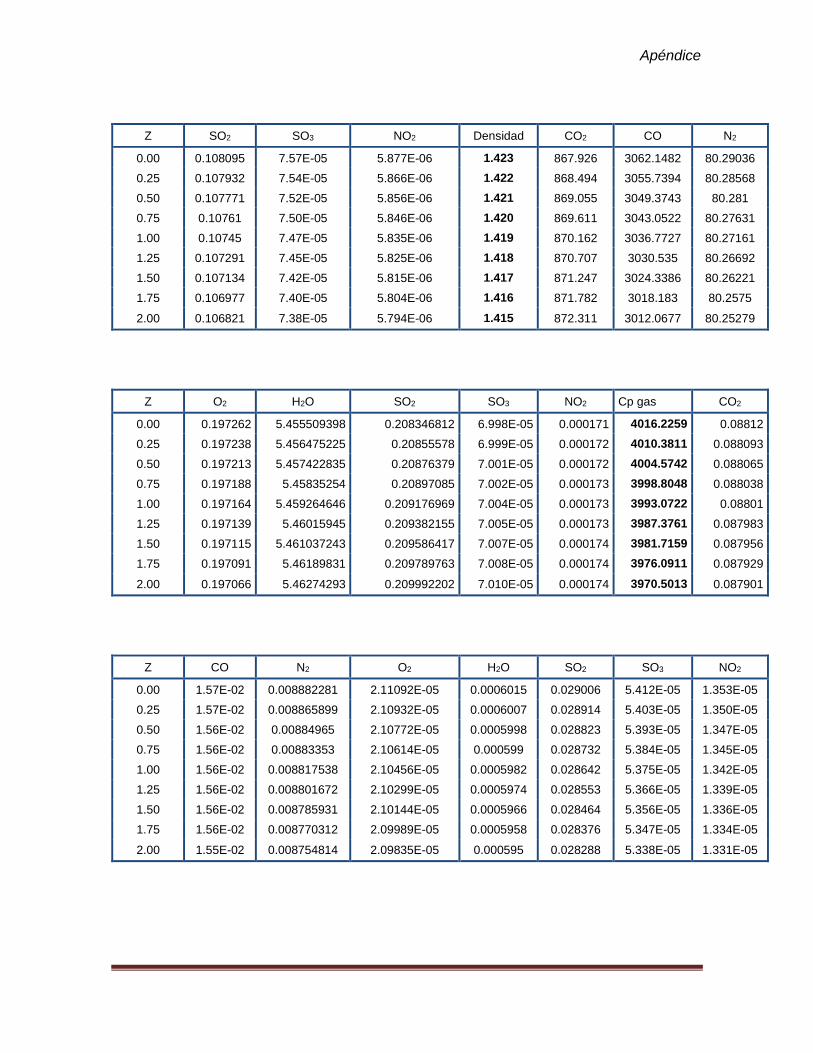
Apéndice
Z SO2 SO3 NO2 Densidad CO2 CO N2
0.00 0.108095 7.57E-05 5.877E-06 1.423 867.926 3062.1482 80.29036
0.25 0.107932 7.54E-05 5.866E-06 1.422 868.494 3055.7394 80.28568
0.50 0.107771 7.52E-05 5.856E-06 1.421 869.055 3049.3743 80.281
0.75 0.10761 7.50E-05 5.846E-06 1.420 869.611 3043.0522 80.27631
1.00 0.10745 7.47E-05 5.835E-06 1.419 870.162 3036.7727 80.27161
1.25 0.107291 7.45E-05 5.825E-06 1.418 870.707 3030.535 80.26692
1.50 0.107134 7.42E-05 5.815E-06 1.417 871.247 3024.3386 80.26221
1.75 0.106977 7.40E-05 5.804E-06 1.416 871.782 3018.183 80.2575
2.00 0.106821 7.38E-05 5.794E-06 1.415 872.311 3012.0677 80.25279
Z O2 H2O SO2 SO3 NO2 Cp gas CO2
0.00 0.197262 5.455509398 0.208346812 6.998E-05 0.000171 4016.2259 0.08812
0.25 0.197238 5.456475225 0.20855578 6.999E-05 0.000172 4010.3811 0.088093
0.50 0.197213 5.457422835 0.20876379 7.001E-05 0.000172 4004.5742 0.088065
0.75 0.197188 5.45835254 0.20897085 7.002E-05 0.000173 3998.8048 0.088038
1.00 0.197164 5.459264646 0.209176969 7.004E-05 0.000173 3993.0722 0.08801
1.25 0.197139 5.46015945 0.209382155 7.005E-05 0.000173 3987.3761 0.087983
1.50 0.197115 5.461037243 0.209586417 7.007E-05 0.000174 3981.7159 0.087956
1.75 0.197091 5.46189831 0.209789763 7.008E-05 0.000174 3976.0911 0.087929
2.00 0.197066 5.46274293 0.209992202 7.010E-05 0.000174 3970.5013 0.087901
Z CO N2 O2 H2O SO2 SO3 NO2
0.00 1.57E-02 0.008882281 2.11092E-05 0.0006015 0.029006 5.412E-05 1.353E-05
0.25 1.57E-02 0.008865899 2.10932E-05 0.0006007 0.028914 5.403E-05 1.350E-05
0.50 1.56E-02 0.00884965 2.10772E-05 0.0005998 0.028823 5.393E-05 1.347E-05
0.75 1.56E-02 0.00883353 2.10614E-05 0.000599 0.028732 5.384E-05 1.345E-05
1.00 1.56E-02 0.008817538 2.10456E-05 0.0005982 0.028642 5.375E-05 1.342E-05
1.25 1.56E-02 0.008801672 2.10299E-05 0.0005974 0.028553 5.366E-05 1.339E-05
1.50 1.56E-02 0.008785931 2.10144E-05 0.0005966 0.028464 5.356E-05 1.336E-05
1.75 1.56E-02 0.008770312 2.09989E-05 0.0005958 0.028376 5.347E-05 1.334E-05
2.00 1.55E-02 0.008754814 2.09835E-05 0.000595 0.028288 5.338E-05 1.331E-05
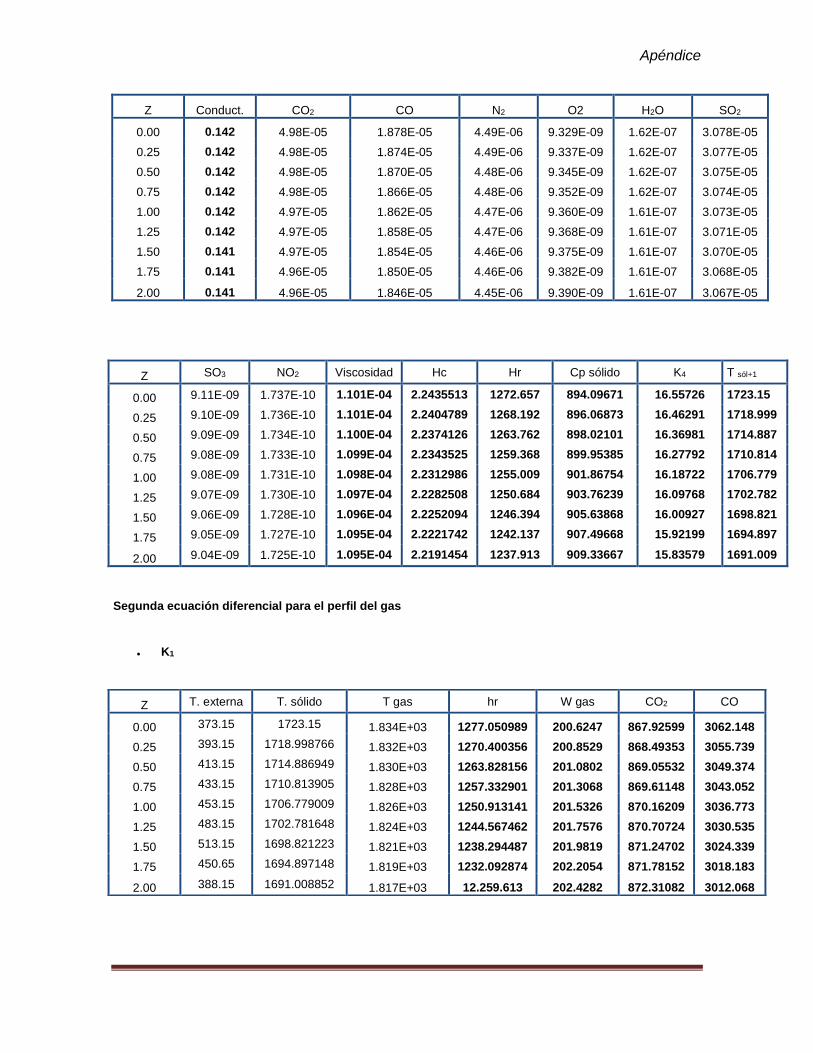
Apéndice
Z Conduct. CO2 CO N2 O2 H2O SO2
0.00 0.142 4.98E-05 1.878E-05 4.49E-06 9.329E-09 1.62E-07 3.078E-05
0.25 0.142 4.98E-05 1.874E-05 4.49E-06 9.337E-09 1.62E-07 3.077E-05
0.50 0.142 4.98E-05 1.870E-05 4.48E-06 9.345E-09 1.62E-07 3.075E-05
0.75 0.142 4.98E-05 1.866E-05 4.48E-06 9.352E-09 1.62E-07 3.074E-05
1.00 0.142 4.97E-05 1.862E-05 4.47E-06 9.360E-09 1.61E-07 3.073E-05
1.25 0.142 4.97E-05 1.858E-05 4.47E-06 9.368E-09 1.61E-07 3.071E-05
1.50 0.141 4.97E-05 1.854E-05 4.46E-06 9.375E-09 1.61E-07 3.070E-05
1.75 0.141 4.96E-05 1.850E-05 4.46E-06 9.382E-09 1.61E-07 3.068E-05
2.00 0.141 4.96E-05 1.846E-05 4.45E-06 9.390E-09 1.61E-07 3.067E-05
Z SO3 NO2 Viscosidad Hc Hr Cp sólido K4 T sól+1
0.00 9.11E-09 1.737E-10 1.101E-04 2.2435513 1272.657 894.09671 16.55726 1723.15
0.25 9.10E-09 1.736E-10 1.101E-04 2.2404789 1268.192 896.06873 16.46291 1718.999
0.50 9.09E-09 1.734E-10 1.100E-04 2.2374126 1263.762 898.02101 16.36981 1714.887
0.75 9.08E-09 1.733E-10 1.099E-04 2.2343525 1259.368 899.95385 16.27792 1710.814
1.00 9.08E-09 1.731E-10 1.098E-04 2.2312986 1255.009 901.86754 16.18722 1706.779
1.25 9.07E-09 1.730E-10 1.097E-04 2.2282508 1250.684 903.76239 16.09768 1702.782
1.50 9.06E-09 1.728E-10 1.096E-04 2.2252094 1246.394 905.63868 16.00927 1698.821
1.75 9.05E-09 1.727E-10 1.095E-04 2.2221742 1242.137 907.49668 15.92199 1694.897
2.00 9.04E-09 1.725E-10 1.095E-04 2.2191454 1237.913 909.33667 15.83579 1691.009
Segunda ecuación diferencial para el perfil del gas
K1
Z T. externa T. sólido T gas hr W gas CO2 CO
0.00 373.15 1723.15 1.834E+03 1277.050989 200.6247 867.92599 3062.148
0.25 393.15 1718.998766 1.832E+03 1270.400356 200.8529 868.49353 3055.739
0.50 413.15 1714.886949 1.830E+03 1263.828156 201.0802 869.05532 3049.374
0.75 433.15 1710.813905 1.828E+03 1257.332901 201.3068 869.61148 3043.052
1.00 453.15 1706.779009 1.826E+03 1250.913141 201.5326 870.16209 3036.773
1.25 483.15 1702.781648 1.824E+03 1244.567462 201.7576 870.70724 3030.535
1.50 513.15 1698.821223 1.821E+03 1238.294487 201.9819 871.24702 3024.339
1.75 450.65 1694.897148 1.819E+03 1232.092874 202.2054 871.78152 3018.183
2.00 388.15 1691.008852 1.817E+03 12.259.613 202.4282 872.31082 3012.068
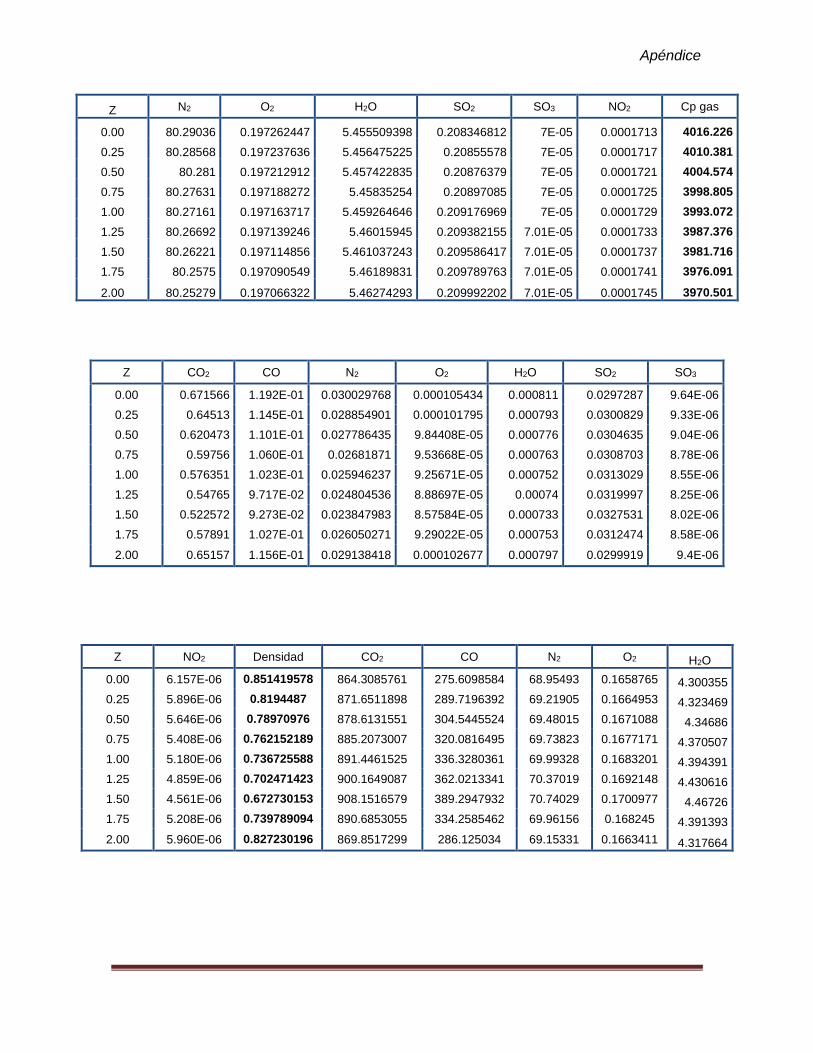
Apéndice
Z N2 O2 H2O SO2 SO3 NO2 Cp gas
0.00 80.29036 0.197262447 5.455509398 0.208346812 7E-05 0.0001713 4016.226
0.25 80.28568 0.197237636 5.456475225 0.20855578 7E-05 0.0001717 4010.381
0.50 80.281 0.197212912 5.457422835 0.20876379 7E-05 0.0001721 4004.574
0.75 80.27631 0.197188272 5.45835254 0.20897085 7E-05 0.0001725 3998.805
1.00 80.27161 0.197163717 5.459264646 0.209176969 7E-05 0.0001729 3993.072
1.25 80.26692 0.197139246 5.46015945 0.209382155 7.01E-05 0.0001733 3987.376
1.50 80.26221 0.197114856 5.461037243 0.209586417 7.01E-05 0.0001737 3981.716
1.75 80.2575 0.197090549 5.46189831 0.209789763 7.01E-05 0.0001741 3976.091
2.00 80.25279 0.197066322 5.46274293 0.209992202 7.01E-05 0.0001745 3970.501
Z CO2 CO N2 O2 H2O SO2 SO3
0.00 0.671566 1.192E-01 0.030029768 0.000105434 0.000811 0.0297287 9.64E-06
0.25 0.64513 1.145E-01 0.028854901 0.000101795 0.000793 0.0300829 9.33E-06
0.50 0.620473 1.101E-01 0.027786435 9.84408E-05 0.000776 0.0304635 9.04E-06
0.75 0.59756 1.060E-01 0.02681871 9.53668E-05 0.000763 0.0308703 8.78E-06
1.00 0.576351 1.023E-01 0.025946237 9.25671E-05 0.000752 0.0313029 8.55E-06
1.25 0.54765 9.717E-02 0.024804536 8.88697E-05 0.00074 0.0319997 8.25E-06
1.50 0.522572 9.273E-02 0.023847983 8.57584E-05 0.000733 0.0327531 8.02E-06
1.75 0.57891 1.027E-01 0.026050271 9.29022E-05 0.000753 0.0312474 8.58E-06
2.00 0.65157 1.156E-01 0.029138418 0.000102677 0.000797 0.0299919 9.4E-06
Z NO2 Densidad CO2 CO N2 O2 H2O
0.00 6.157E-06 0.851419578 864.3085761 275.6098584 68.95493 0.1658765 4.300355
0.25 5.896E-06 0.8194487 871.6511898 289.7196392 69.21905 0.1664953 4.323469
0.50 5.646E-06 0.78970976 878.6131551 304.5445524 69.48015 0.1671088 4.34686
0.75 5.408E-06 0.762152189 885.2073007 320.0816495 69.73823 0.1677171 4.370507
1.00 5.180E-06 0.736725588 891.4461525 336.3280361 69.99328 0.1683201 4.394391
1.25 4.859E-06 0.702471423 900.1649087 362.0213341 70.37019 0.1692148 4.430616
1.50 4.561E-06 0.672730153 908.1516579 389.2947932 70.74029 0.1700977 4.46726
1.75 5.208E-06 0.739789094 890.6853055 334.2585462 69.96156 0.168245 4.391393
2.00 5.960E-06 0.827230196 869.8517299 286.125034 69.15331 0.1663411 4.317664
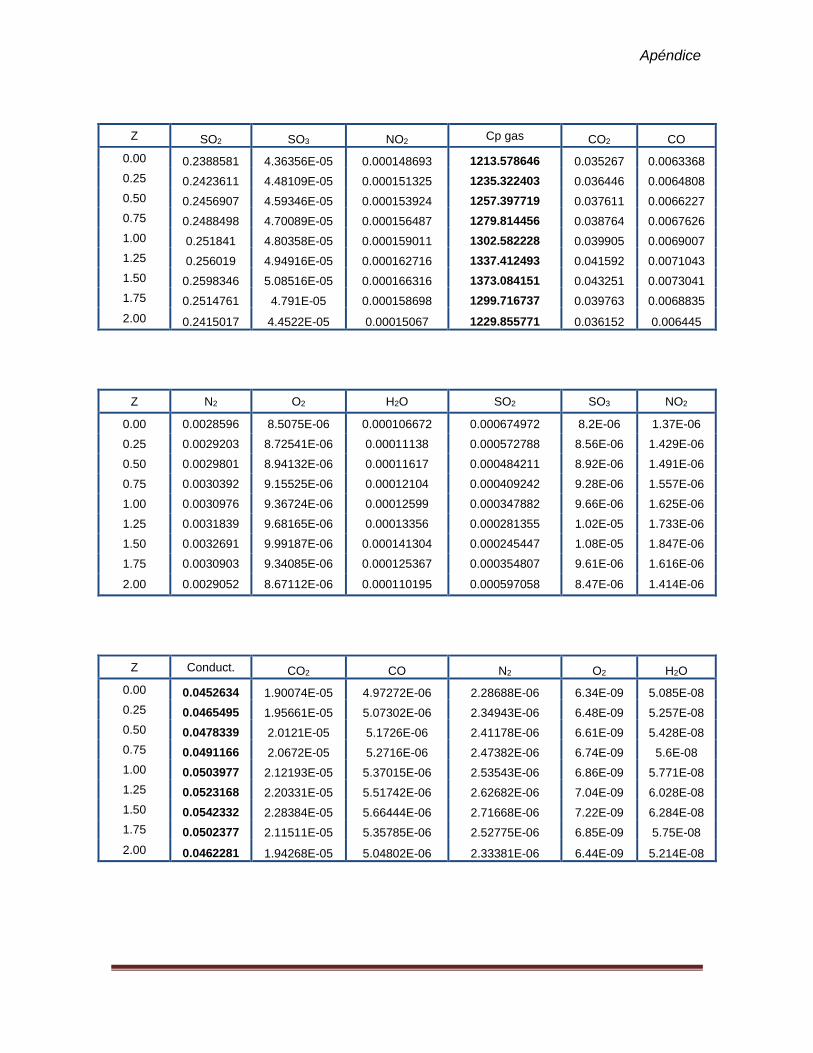
Apéndice
Z SO2 SO3 NO2 Cp gas CO2 CO
0.00 0.2388581 4.36356E-05 0.000148693 1213.578646 0.035267 0.0063368
0.25 0.2423611 4.48109E-05 0.000151325 1235.322403 0.036446 0.0064808
0.50 0.2456907 4.59346E-05 0.000153924 1257.397719 0.037611 0.0066227
0.75 0.2488498 4.70089E-05 0.000156487 1279.814456 0.038764 0.0067626
1.00 0.251841 4.80358E-05 0.000159011 1302.582228 0.039905 0.0069007
1.25 0.256019 4.94916E-05 0.000162716 1337.412493 0.041592 0.0071043
1.50 0.2598346 5.08516E-05 0.000166316 1373.084151 0.043251 0.0073041
1.75 0.2514761 4.791E-05 0.000158698 1299.716737 0.039763 0.0068835
2.00 0.2415017 4.4522E-05 0.00015067 1229.855771 0.036152 0.006445
Z N2 O2 H2O SO2 SO3 NO2
0.00 0.0028596 8.5075E-06 0.000106672 0.000674972 8.2E-06 1.37E-06
0.25 0.0029203 8.72541E-06 0.00011138 0.000572788 8.56E-06 1.429E-06
0.50 0.0029801 8.94132E-06 0.00011617 0.000484211 8.92E-06 1.491E-06
0.75 0.0030392 9.15525E-06 0.00012104 0.000409242 9.28E-06 1.557E-06
1.00 0.0030976 9.36724E-06 0.00012599 0.000347882 9.66E-06 1.625E-06
1.25 0.0031839 9.68165E-06 0.00013356 0.000281355 1.02E-05 1.733E-06
1.50 0.0032691 9.99187E-06 0.000141304 0.000245447 1.08E-05 1.847E-06
1.75 0.0030903 9.34085E-06 0.000125367 0.000354807 9.61E-06 1.616E-06
2.00 0.0029052 8.67112E-06 0.000110195 0.000597058 8.47E-06 1.414E-06
Z Conduct. CO2 CO N2 O2 H2O
0.00 0.0452634 1.90074E-05 4.97272E-06 2.28688E-06 6.34E-09 5.085E-08
0.25 0.0465495 1.95661E-05 5.07302E-06 2.34943E-06 6.48E-09 5.257E-08
0.50 0.0478339 2.0121E-05 5.1726E-06 2.41178E-06 6.61E-09 5.428E-08
0.75 0.0491166 2.0672E-05 5.2716E-06 2.47382E-06 6.74E-09 5.6E-08
1.00 0.0503977 2.12193E-05 5.37015E-06 2.53543E-06 6.86E-09 5.771E-08
1.25 0.0523168 2.20331E-05 5.51742E-06 2.62682E-06 7.04E-09 6.028E-08
1.50 0.0542332 2.28384E-05 5.66444E-06 2.71668E-06 7.22E-09 6.284E-08
1.75 0.0502377 2.11511E-05 5.35785E-06 2.52775E-06 6.85E-09 5.75E-08
2.00 0.0462281 1.94268E-05 5.04802E-06 2.33381E-06 6.44E-09 5.214E-08
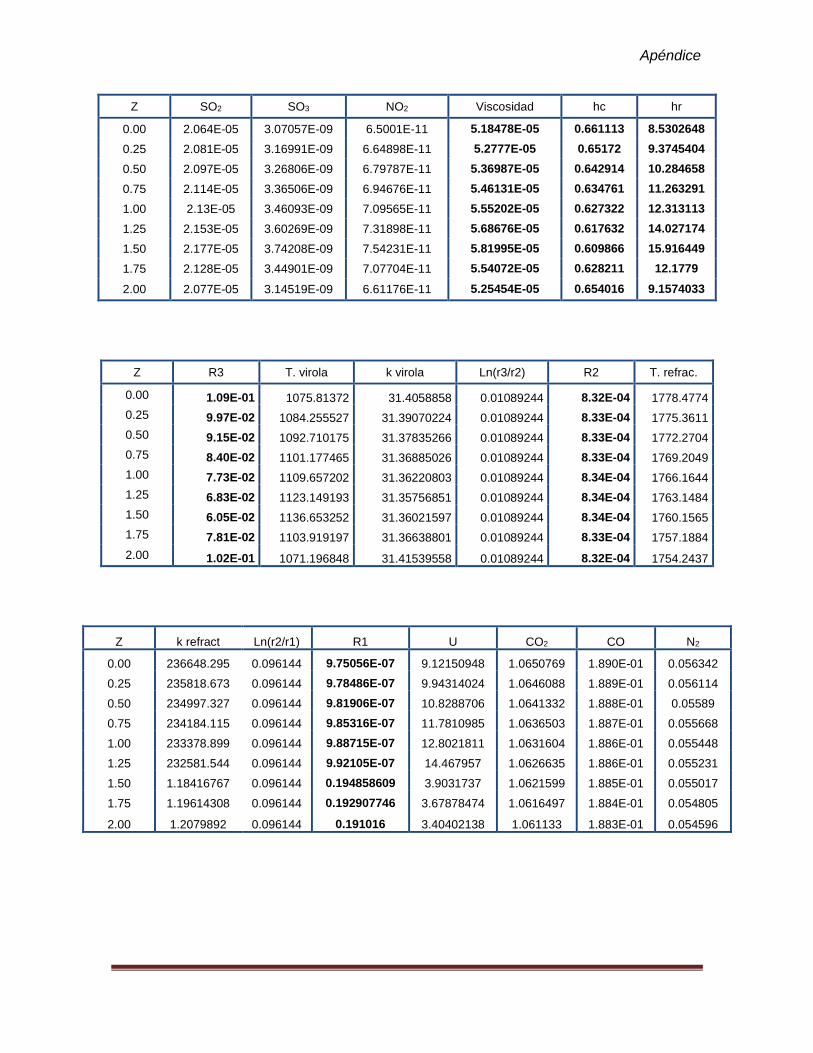
Apéndice
Z SO2 SO3 NO2 Viscosidad hc hr
0.00 2.064E-05 3.07057E-09 6.5001E-11 5.18478E-05 0.661113 8.5302648
0.25 2.081E-05 3.16991E-09 6.64898E-11 5.2777E-05 0.65172 9.3745404
0.50 2.097E-05 3.26806E-09 6.79787E-11 5.36987E-05 0.642914 10.284658
0.75 2.114E-05 3.36506E-09 6.94676E-11 5.46131E-05 0.634761 11.263291
1.00 2.13E-05 3.46093E-09 7.09565E-11 5.55202E-05 0.627322 12.313113
1.25 2.153E-05 3.60269E-09 7.31898E-11 5.68676E-05 0.617632 14.027174
1.50 2.177E-05 3.74208E-09 7.54231E-11 5.81995E-05 0.609866 15.916449
1.75 2.128E-05 3.44901E-09 7.07704E-11 5.54072E-05 0.628211 12.1779
2.00 2.077E-05 3.14519E-09 6.61176E-11 5.25454E-05 0.654016 9.1574033
Z R3 T. virola k virola Ln(r3/r2) R2 T. refrac.
0.00 1.09E-01 1075.81372 31.4058858 0.01089244 8.32E-04 1778.4774
0.25 9.97E-02 1084.255527 31.39070224 0.01089244 8.33E-04 1775.3611
0.50 9.15E-02 1092.710175 31.37835266 0.01089244 8.33E-04 1772.2704
0.75 8.40E-02 1101.177465 31.36885026 0.01089244 8.33E-04 1769.2049
1.00 7.73E-02 1109.657202 31.36220803 0.01089244 8.34E-04 1766.1644
1.25 6.83E-02 1123.149193 31.35756851 0.01089244 8.34E-04 1763.1484
1.50 6.05E-02 1136.653252 31.36021597 0.01089244 8.34E-04 1760.1565
1.75 7.81E-02 1103.919197 31.36638801 0.01089244 8.33E-04 1757.1884
2.00 1.02E-01 1071.196848 31.41539558 0.01089244 8.32E-04 1754.2437
Z k refract Ln(r2/r1) R1 U CO2 CO N2
0.00 236648.295 0.096144 9.75056E-07 9.12150948 1.0650769 1.890E-01 0.056342
0.25 235818.673 0.096144 9.78486E-07 9.94314024 1.0646088 1.889E-01 0.056114
0.50 234997.327 0.096144 9.81906E-07 10.8288706 1.0641332 1.888E-01 0.05589
0.75 234184.115 0.096144 9.85316E-07 11.7810985 1.0636503 1.887E-01 0.055668
1.00 233378.899 0.096144 9.88715E-07 12.8021811 1.0631604 1.886E-01 0.055448
1.25 232581.544 0.096144 9.92105E-07 14.467957 1.0626635 1.886E-01 0.055231
1.50 1.18416767 0.096144 0.194858609 3.9031737 1.0621599 1.885E-01 0.055017
1.75 1.19614308 0.096144 0.192907746 3.67878474 1.0616497 1.884E-01 0.054805
2.00 1.2079892 0.096144 0.191016 3.40402138 1.061133 1.883E-01 0.054596
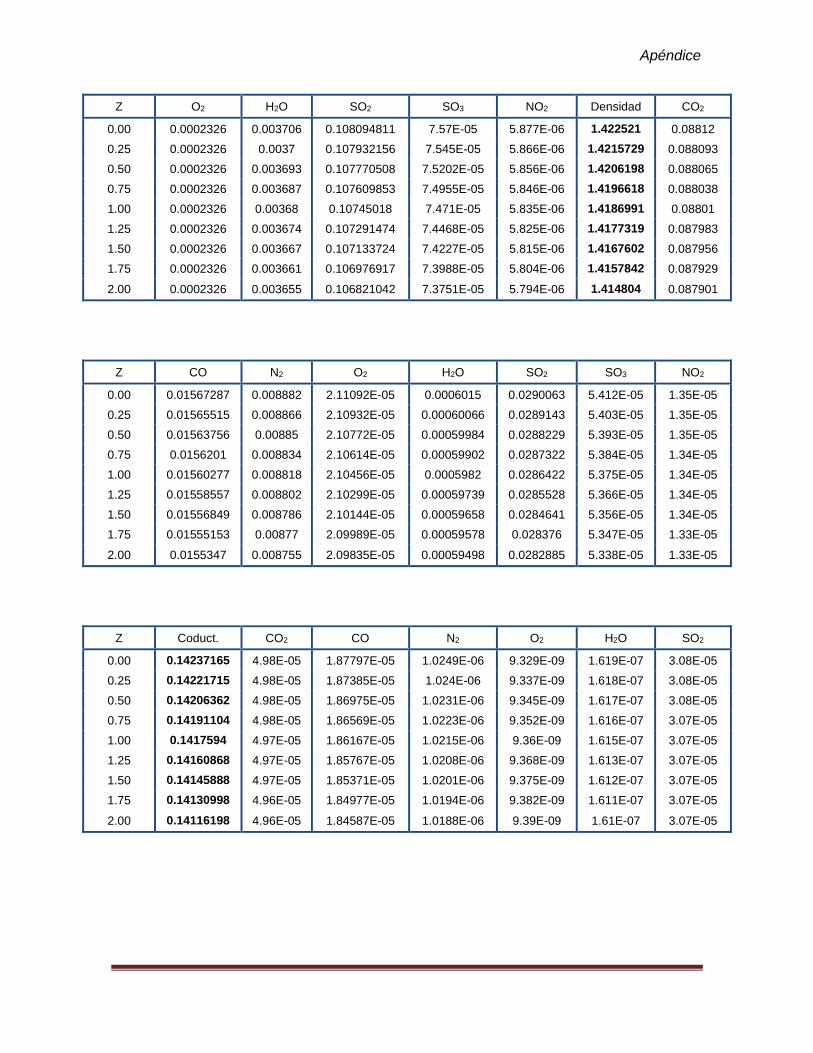
Apéndice
Z O2 H2O SO2 SO3 NO2 Densidad CO2
0.00 0.0002326 0.003706 0.108094811 7.57E-05 5.877E-06 1.422521 0.08812
0.25 0.0002326 0.0037 0.107932156 7.545E-05 5.866E-06 1.4215729 0.088093
0.50 0.0002326 0.003693 0.107770508 7.5202E-05 5.856E-06 1.4206198 0.088065
0.75 0.0002326 0.003687 0.107609853 7.4955E-05 5.846E-06 1.4196618 0.088038
1.00 0.0002326 0.00368 0.10745018 7.471E-05 5.835E-06 1.4186991 0.08801
1.25 0.0002326 0.003674 0.107291474 7.4468E-05 5.825E-06 1.4177319 0.087983
1.50 0.0002326 0.003667 0.107133724 7.4227E-05 5.815E-06 1.4167602 0.087956
1.75 0.0002326 0.003661 0.106976917 7.3988E-05 5.804E-06 1.4157842 0.087929
2.00 0.0002326 0.003655 0.106821042 7.3751E-05 5.794E-06 1.414804 0.087901
Z CO N2 O2 H2O SO2 SO3 NO2
0.00 0.01567287 0.008882 2.11092E-05 0.0006015 0.0290063 5.412E-05 1.35E-05
0.25 0.01565515 0.008866 2.10932E-05 0.00060066 0.0289143 5.403E-05 1.35E-05
0.50 0.01563756 0.00885 2.10772E-05 0.00059984 0.0288229 5.393E-05 1.35E-05
0.75 0.0156201 0.008834 2.10614E-05 0.00059902 0.0287322 5.384E-05 1.34E-05
1.00 0.01560277 0.008818 2.10456E-05 0.0005982 0.0286422 5.375E-05 1.34E-05
1.25 0.01558557 0.008802 2.10299E-05 0.00059739 0.0285528 5.366E-05 1.34E-05
1.50 0.01556849 0.008786 2.10144E-05 0.00059658 0.0284641 5.356E-05 1.34E-05
1.75 0.01555153 0.00877 2.09989E-05 0.00059578 0.028376 5.347E-05 1.33E-05
2.00 0.0155347 0.008755 2.09835E-05 0.00059498 0.0282885 5.338E-05 1.33E-05
Z Coduct. CO2 CO N2 O2 H2O SO2
0.00 0.14237165 4.98E-05 1.87797E-05 1.0249E-06 9.329E-09 1.619E-07 3.08E-05
0.25 0.14221715 4.98E-05 1.87385E-05 1.024E-06 9.337E-09 1.618E-07 3.08E-05
0.50 0.14206362 4.98E-05 1.86975E-05 1.0231E-06 9.345E-09 1.617E-07 3.08E-05
0.75 0.14191104 4.98E-05 1.86569E-05 1.0223E-06 9.352E-09 1.616E-07 3.07E-05
1.00 0.1417594 4.97E-05 1.86167E-05 1.0215E-06 9.36E-09 1.615E-07 3.07E-05
1.25 0.14160868 4.97E-05 1.85767E-05 1.0208E-06 9.368E-09 1.613E-07 3.07E-05
1.50 0.14145888 4.97E-05 1.85371E-05 1.0201E-06 9.375E-09 1.612E-07 3.07E-05
1.75 0.14130998 4.96E-05 1.84977E-05 1.0194E-06 9.382E-09 1.611E-07 3.07E-05
2.00 0.14116198 4.96E-05 1.84587E-05 1.0188E-06 9.39E-09 1.61E-07 3.07E-05
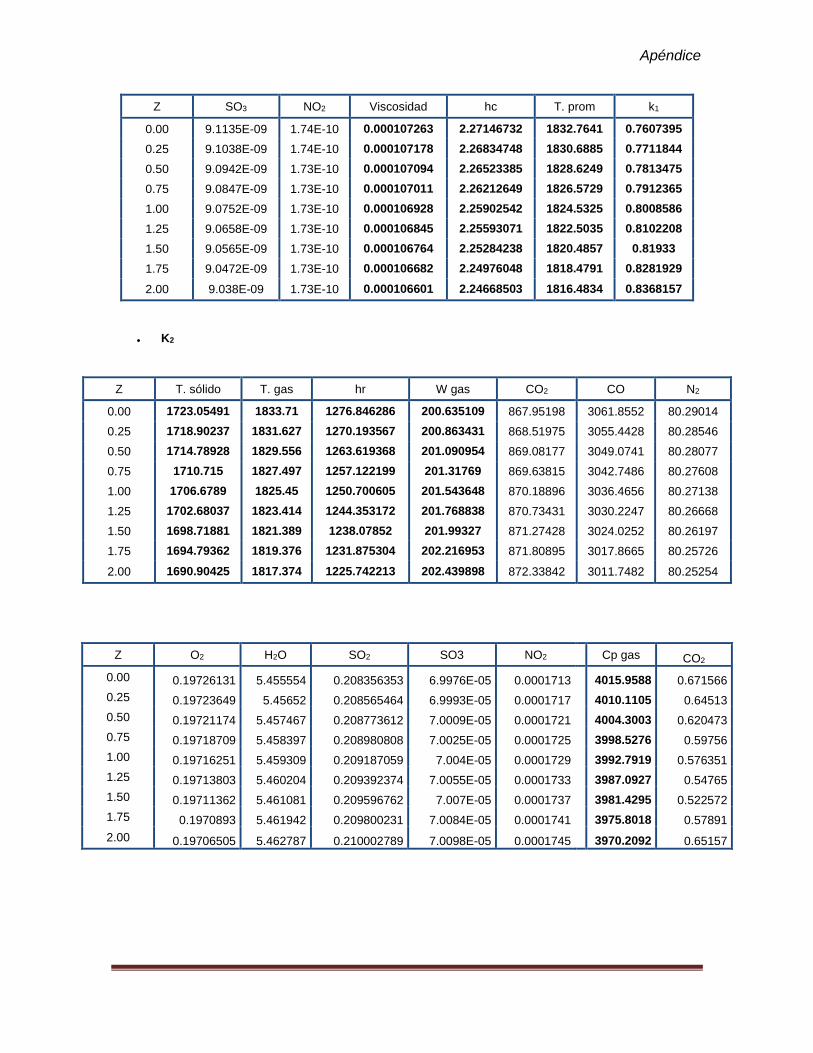
Apéndice
Z SO3 NO2 Viscosidad hc T. prom k1
0.00 9.1135E-09 1.74E-10 0.000107263 2.27146732 1832.7641 0.7607395
0.25 9.1038E-09 1.74E-10 0.000107178 2.26834748 1830.6885 0.7711844
0.50 9.0942E-09 1.73E-10 0.000107094 2.26523385 1828.6249 0.7813475
0.75 9.0847E-09 1.73E-10 0.000107011 2.26212649 1826.5729 0.7912365
1.00 9.0752E-09 1.73E-10 0.000106928 2.25902542 1824.5325 0.8008586
1.25 9.0658E-09 1.73E-10 0.000106845 2.25593071 1822.5035 0.8102208
1.50 9.0565E-09 1.73E-10 0.000106764 2.25284238 1820.4857 0.81933
1.75 9.0472E-09 1.73E-10 0.000106682 2.24976048 1818.4791 0.8281929
2.00 9.038E-09 1.73E-10 0.000106601 2.24668503 1816.4834 0.8368157
K2
Z T. sólido T. gas hr W gas CO2 CO N2
0.00 1723.05491 1833.71 1276.846286 200.635109 867.95198 3061.8552 80.29014
0.25 1718.90237 1831.627 1270.193567 200.863431 868.51975 3055.4428 80.28546
0.50 1714.78928 1829.556 1263.619368 201.090954 869.08177 3049.0741 80.28077
0.75 1710.715 1827.497 1257.122199 201.31769 869.63815 3042.7486 80.27608
1.00 1706.6789 1825.45 1250.700605 201.543648 870.18896 3036.4656 80.27138
1.25 1702.68037 1823.414 1244.353172 201.768838 870.73431 3030.2247 80.26668
1.50 1698.71881 1821.389 1238.07852 201.99327 871.27428 3024.0252 80.26197
1.75 1694.79362 1819.376 1231.875304 202.216953 871.80895 3017.8665 80.25726
2.00 1690.90425 1817.374 1225.742213 202.439898 872.33842 3011.7482 80.25254
Z O2 H2O SO2 SO3 NO2
Cp gas CO2
0.00 0.19726131 5.455554 0.208356353 6.9976E-05 0.0001713
4015.9588 0.671566
0.25 0.19723649 5.45652 0.208565464 6.9993E-05 0.0001717
4010.1105 0.64513
0.50 0.19721174 5.457467 0.208773612 7.0009E-05 0.0001721
4004.3003 0.620473
0.75 0.19718709 5.458397 0.208980808 7.0025E-05 0.0001725
3998.5276 0.59756
1.00 0.19716251 5.459309 0.209187059 7.004E-05 0.0001729
3992.7919 0.576351
1.25 0.19713803 5.460204 0.209392374 7.0055E-05 0.0001733
3987.0927 0.54765
1.50 0.19711362 5.461081 0.209596762 7.007E-05 0.0001737
3981.4295 0.522572
1.75 0.1970893 5.461942 0.209800231 7.0084E-05 0.0001741
3975.8018 0.57891
2.00 0.19706505 5.462787 0.210002789 7.0098E-05 0.0001745
3970.2092 0.65157
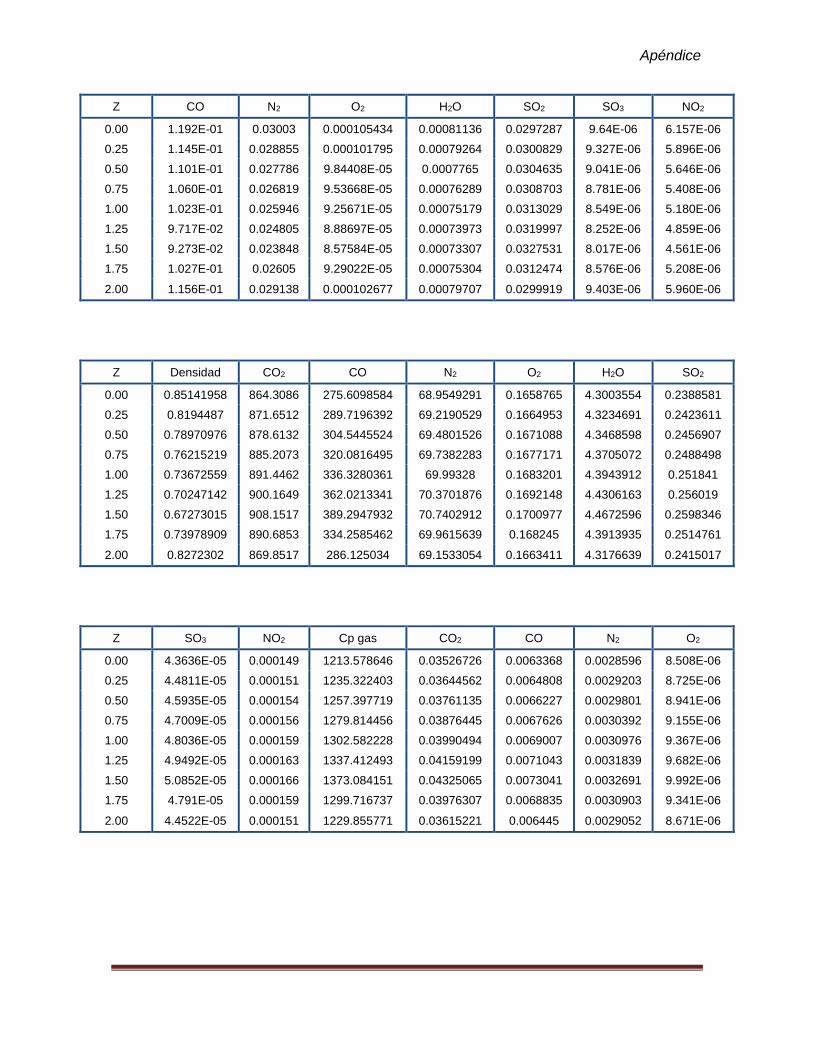
Apéndice
Z CO N2 O2 H2O SO2 SO3 NO2
0.00 1.192E-01 0.03003 0.000105434 0.00081136 0.0297287 9.64E-06 6.157E-06
0.25 1.145E-01 0.028855 0.000101795 0.00079264 0.0300829 9.327E-06 5.896E-06
0.50 1.101E-01 0.027786 9.84408E-05 0.0007765 0.0304635 9.041E-06 5.646E-06
0.75 1.060E-01 0.026819 9.53668E-05 0.00076289 0.0308703 8.781E-06 5.408E-06
1.00 1.023E-01 0.025946 9.25671E-05 0.00075179 0.0313029 8.549E-06 5.180E-06
1.25 9.717E-02 0.024805 8.88697E-05 0.00073973 0.0319997 8.252E-06 4.859E-06
1.50 9.273E-02 0.023848 8.57584E-05 0.00073307 0.0327531 8.017E-06 4.561E-06
1.75 1.027E-01 0.02605 9.29022E-05 0.00075304 0.0312474 8.576E-06 5.208E-06
2.00 1.156E-01 0.029138 0.000102677 0.00079707 0.0299919 9.403E-06 5.960E-06
Z Densidad CO2 CO N2 O2 H2O SO2
0.00 0.85141958 864.3086 275.6098584 68.9549291 0.1658765 4.3003554 0.2388581
0.25 0.8194487 871.6512 289.7196392 69.2190529 0.1664953 4.3234691 0.2423611
0.50 0.78970976 878.6132 304.5445524 69.4801526 0.1671088 4.3468598 0.2456907
0.75 0.76215219 885.2073 320.0816495 69.7382283 0.1677171 4.3705072 0.2488498
1.00 0.73672559 891.4462 336.3280361 69.99328 0.1683201 4.3943912 0.251841
1.25 0.70247142 900.1649 362.0213341 70.3701876 0.1692148 4.4306163 0.256019
1.50 0.67273015 908.1517 389.2947932 70.7402912 0.1700977 4.4672596 0.2598346
1.75 0.73978909 890.6853 334.2585462 69.9615639 0.168245 4.3913935 0.2514761
2.00 0.8272302 869.8517 286.125034 69.1533054 0.1663411 4.3176639 0.2415017
Z SO3 NO2 Cp gas CO2 CO N2 O2
0.00 4.3636E-05 0.000149 1213.578646 0.03526726 0.0063368 0.0028596 8.508E-06
0.25 4.4811E-05 0.000151 1235.322403 0.03644562 0.0064808 0.0029203 8.725E-06
0.50 4.5935E-05 0.000154 1257.397719 0.03761135 0.0066227 0.0029801 8.941E-06
0.75 4.7009E-05 0.000156 1279.814456 0.03876445 0.0067626 0.0030392 9.155E-06
1.00 4.8036E-05 0.000159 1302.582228 0.03990494 0.0069007 0.0030976 9.367E-06
1.25 4.9492E-05 0.000163 1337.412493 0.04159199 0.0071043 0.0031839 9.682E-06
1.50 5.0852E-05 0.000166 1373.084151 0.04325065 0.0073041 0.0032691 9.992E-06
1.75 4.791E-05 0.000159 1299.716737 0.03976307 0.0068835 0.0030903 9.341E-06
2.00 4.4522E-05 0.000151 1229.855771 0.03615221 0.006445 0.0029052 8.671E-06
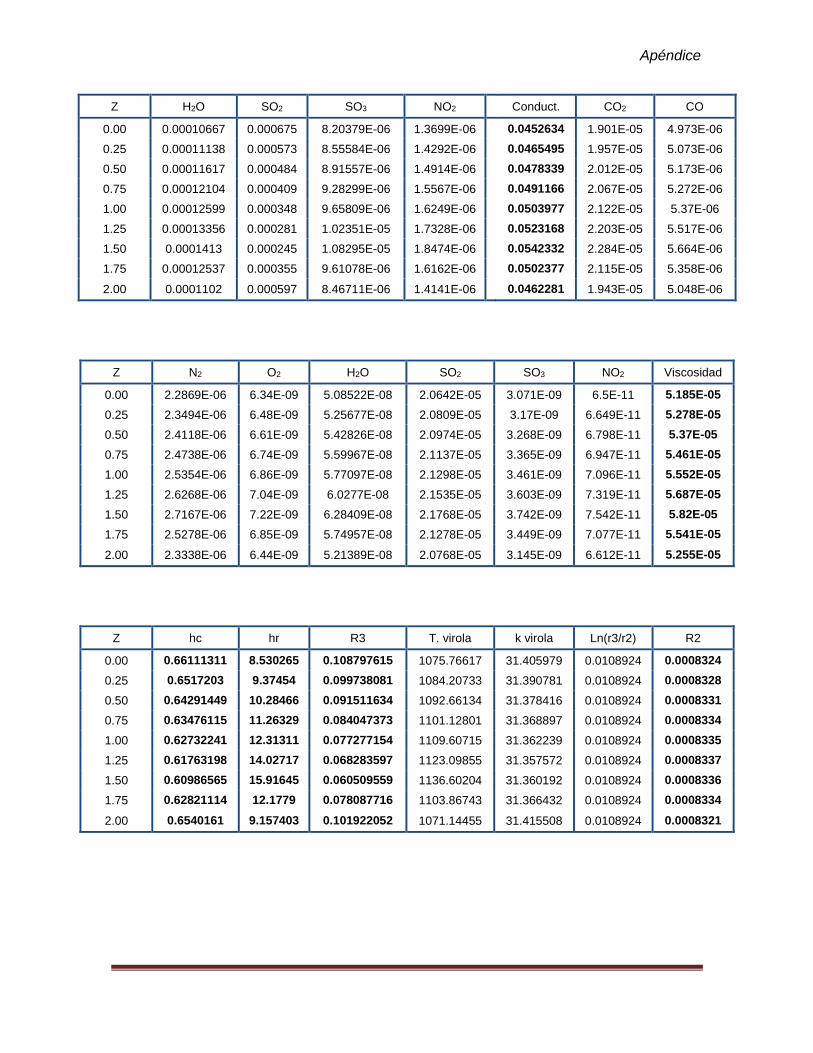
Apéndice
Z H2O SO2 SO3 NO2 Conduct. CO2 CO
0.00 0.00010667 0.000675 8.20379E-06 1.3699E-06 0.0452634 1.901E-05 4.973E-06
0.25 0.00011138 0.000573 8.55584E-06 1.4292E-06 0.0465495 1.957E-05 5.073E-06
0.50 0.00011617 0.000484 8.91557E-06 1.4914E-06 0.0478339 2.012E-05 5.173E-06
0.75 0.00012104 0.000409 9.28299E-06 1.5567E-06 0.0491166 2.067E-05 5.272E-06
1.00 0.00012599 0.000348 9.65809E-06 1.6249E-06 0.0503977 2.122E-05 5.37E-06
1.25 0.00013356 0.000281 1.02351E-05 1.7328E-06 0.0523168 2.203E-05 5.517E-06
1.50 0.0001413 0.000245 1.08295E-05 1.8474E-06 0.0542332 2.284E-05 5.664E-06
1.75 0.00012537 0.000355 9.61078E-06 1.6162E-06 0.0502377 2.115E-05 5.358E-06
2.00 0.0001102 0.000597 8.46711E-06 1.4141E-06 0.0462281 1.943E-05 5.048E-06
Z N2 O2 H2O SO2 SO3 NO2 Viscosidad
0.00 2.2869E-06 6.34E-09 5.08522E-08 2.0642E-05 3.071E-09 6.5E-11 5.185E-05
0.25 2.3494E-06 6.48E-09 5.25677E-08 2.0809E-05 3.17E-09 6.649E-11 5.278E-05
0.50 2.4118E-06 6.61E-09 5.42826E-08 2.0974E-05 3.268E-09 6.798E-11 5.37E-05
0.75 2.4738E-06 6.74E-09 5.59967E-08 2.1137E-05 3.365E-09 6.947E-11 5.461E-05
1.00 2.5354E-06 6.86E-09 5.77097E-08 2.1298E-05 3.461E-09 7.096E-11 5.552E-05
1.25 2.6268E-06 7.04E-09 6.0277E-08 2.1535E-05 3.603E-09 7.319E-11 5.687E-05
1.50 2.7167E-06 7.22E-09 6.28409E-08 2.1768E-05 3.742E-09 7.542E-11 5.82E-05
1.75 2.5278E-06 6.85E-09 5.74957E-08 2.1278E-05 3.449E-09 7.077E-11 5.541E-05
2.00 2.3338E-06 6.44E-09 5.21389E-08 2.0768E-05 3.145E-09 6.612E-11 5.255E-05
Z hc hr R3 T. virola k virola Ln(r3/r2) R2
0.00 0.66111311 8.530265 0.108797615 1075.76617 31.405979 0.0108924 0.0008324
0.25 0.6517203 9.37454 0.099738081 1084.20733 31.390781 0.0108924 0.0008328
0.50 0.64291449 10.28466 0.091511634 1092.66134 31.378416 0.0108924 0.0008331
0.75 0.63476115 11.26329 0.084047373 1101.12801 31.368897 0.0108924 0.0008334
1.00 0.62732241 12.31311 0.077277154 1109.60715 31.362239 0.0108924 0.0008335
1.25 0.61763198 14.02717 0.068283597 1123.09855 31.357572 0.0108924 0.0008337
1.50 0.60986565 15.91645 0.060509559 1136.60204 31.360192 0.0108924 0.0008336
1.75 0.62821114 12.1779 0.078087716 1103.86743 31.366432 0.0108924 0.0008334
2.00 0.6540161 9.157403 0.101922052 1071.14455 31.415508 0.0108924 0.0008321
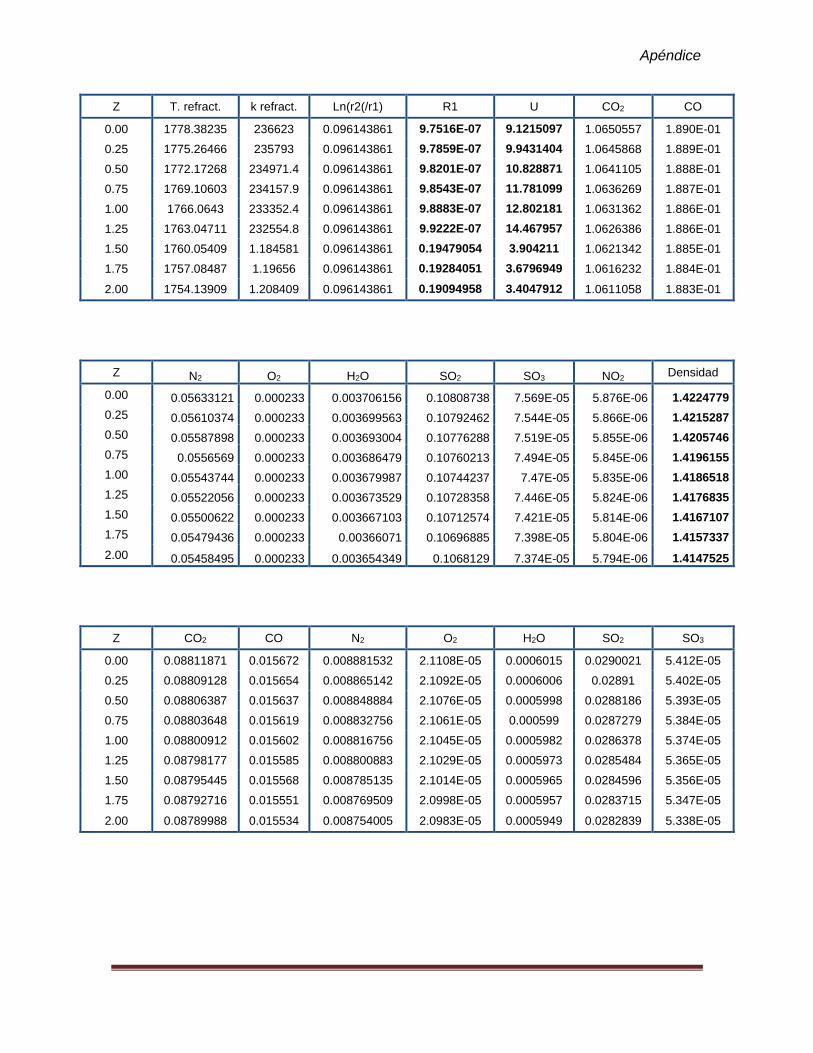
Apéndice
Z T. refract. k refract. Ln(r2(/r1) R1 U CO2 CO
0.00 1778.38235 236623 0.096143861 9.7516E-07 9.1215097 1.0650557 1.890E-01
0.25 1775.26466 235793 0.096143861 9.7859E-07 9.9431404 1.0645868 1.889E-01
0.50 1772.17268 234971.4 0.096143861 9.8201E-07 10.828871 1.0641105 1.888E-01
0.75 1769.10603 234157.9 0.096143861 9.8543E-07 11.781099 1.0636269 1.887E-01
1.00 1766.0643 233352.4 0.096143861 9.8883E-07 12.802181 1.0631362 1.886E-01
1.25 1763.04711 232554.8 0.096143861 9.9222E-07 14.467957 1.0626386 1.886E-01
1.50 1760.05409 1.184581 0.096143861 0.19479054 3.904211 1.0621342 1.885E-01
1.75 1757.08487 1.19656 0.096143861 0.19284051 3.6796949 1.0616232 1.884E-01
2.00 1754.13909 1.208409 0.096143861 0.19094958 3.4047912 1.0611058 1.883E-01
Z N2 O2 H2O SO2 SO3 NO2 Densidad
0.00 0.05633121 0.000233 0.003706156 0.10808738 7.569E-05 5.876E-06 1.4224779
0.25 0.05610374 0.000233 0.003699563 0.10792462 7.544E-05 5.866E-06 1.4215287
0.50 0.05587898 0.000233 0.003693004 0.10776288 7.519E-05 5.855E-06 1.4205746
0.75 0.0556569 0.000233 0.003686479 0.10760213 7.494E-05 5.845E-06 1.4196155
1.00 0.05543744 0.000233 0.003679987 0.10744237 7.47E-05 5.835E-06 1.4186518
1.25 0.05522056 0.000233 0.003673529 0.10728358 7.446E-05 5.824E-06 1.4176835
1.50 0.05500622 0.000233 0.003667103 0.10712574 7.421E-05 5.814E-06 1.4167107
1.75 0.05479436 0.000233 0.00366071 0.10696885 7.398E-05 5.804E-06 1.4157337
2.00 0.05458495 0.000233 0.003654349 0.1068129 7.374E-05 5.794E-06 1.4147525
Z CO2 CO N2 O2 H2O SO2 SO3
0.00 0.08811871 0.015672 0.008881532 2.1108E-05 0.0006015 0.0290021 5.412E-05
0.25 0.08809128 0.015654 0.008865142 2.1092E-05 0.0006006 0.02891 5.402E-05
0.50 0.08806387 0.015637 0.008848884 2.1076E-05 0.0005998 0.0288186 5.393E-05
0.75 0.08803648 0.015619 0.008832756 2.1061E-05 0.000599 0.0287279 5.384E-05
1.00 0.08800912 0.015602 0.008816756 2.1045E-05 0.0005982 0.0286378 5.374E-05
1.25 0.08798177 0.015585 0.008800883 2.1029E-05 0.0005973 0.0285484 5.365E-05
1.50 0.08795445 0.015568 0.008785135 2.1014E-05 0.0005965 0.0284596 5.356E-05
1.75 0.08792716 0.015551 0.008769509 2.0998E-05 0.0005957 0.0283715 5.347E-05
2.00 0.08789988 0.015534 0.008754005 2.0983E-05 0.0005949 0.0282839 5.338E-05
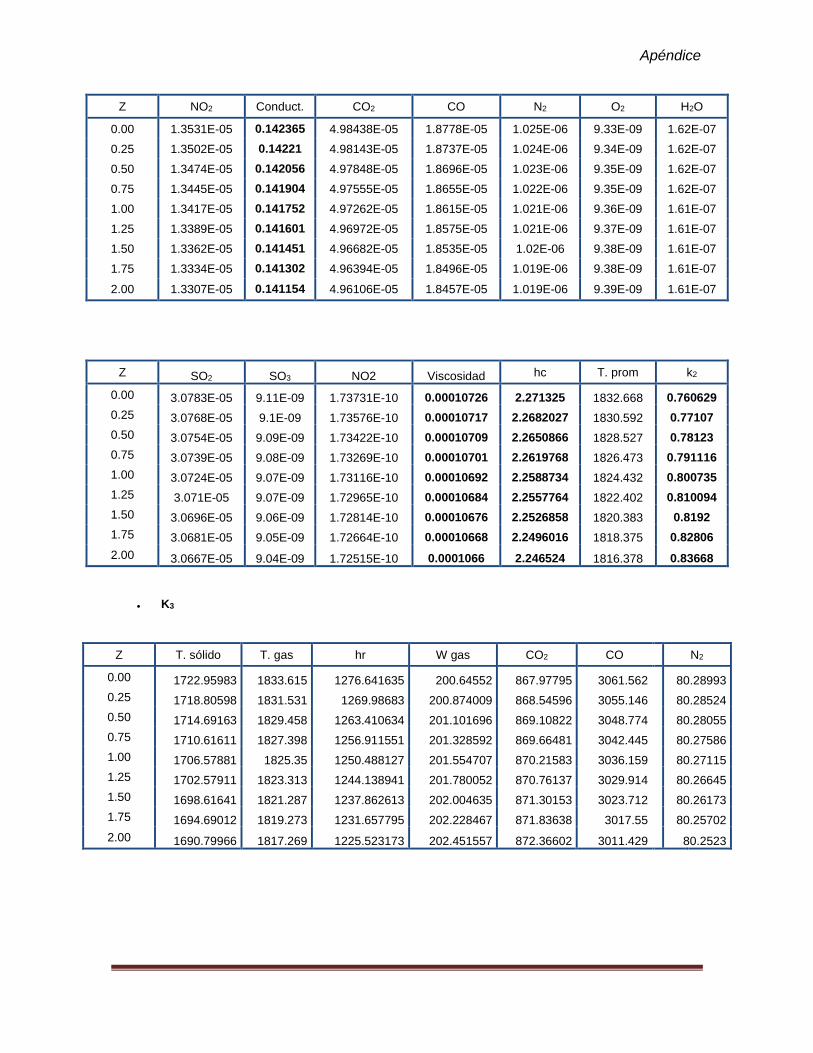
Apéndice
Z NO2 Conduct. CO2 CO N2 O2 H2O
0.00 1.3531E-05 0.142365 4.98438E-05 1.8778E-05 1.025E-06 9.33E-09 1.62E-07
0.25 1.3502E-05 0.14221 4.98143E-05 1.8737E-05 1.024E-06 9.34E-09 1.62E-07
0.50 1.3474E-05 0.142056 4.97848E-05 1.8696E-05 1.023E-06 9.35E-09 1.62E-07
0.75 1.3445E-05 0.141904 4.97555E-05 1.8655E-05 1.022E-06 9.35E-09 1.62E-07
1.00 1.3417E-05 0.141752 4.97262E-05 1.8615E-05 1.021E-06 9.36E-09 1.61E-07
1.25 1.3389E-05 0.141601 4.96972E-05 1.8575E-05 1.021E-06 9.37E-09 1.61E-07
1.50 1.3362E-05 0.141451 4.96682E-05 1.8535E-05 1.02E-06 9.38E-09 1.61E-07
1.75 1.3334E-05 0.141302 4.96394E-05 1.8496E-05 1.019E-06 9.38E-09 1.61E-07
2.00 1.3307E-05 0.141154 4.96106E-05 1.8457E-05 1.019E-06 9.39E-09 1.61E-07
Z SO2 SO3 NO2 Viscosidad hc T. prom k2
0.00 3.0783E-05 9.11E-09 1.73731E-10 0.00010726 2.271325 1832.668 0.760629
0.25 3.0768E-05 9.1E-09 1.73576E-10 0.00010717 2.2682027 1830.592 0.77107
0.50 3.0754E-05 9.09E-09 1.73422E-10 0.00010709 2.2650866 1828.527 0.78123
0.75 3.0739E-05 9.08E-09 1.73269E-10 0.00010701 2.2619768 1826.473 0.791116
1.00 3.0724E-05 9.07E-09 1.73116E-10 0.00010692 2.2588734 1824.432 0.800735
1.25 3.071E-05 9.07E-09 1.72965E-10 0.00010684 2.2557764 1822.402 0.810094
1.50 3.0696E-05 9.06E-09 1.72814E-10 0.00010676 2.2526858 1820.383 0.8192
1.75 3.0681E-05 9.05E-09 1.72664E-10 0.00010668 2.2496016 1818.375 0.82806
2.00 3.0667E-05 9.04E-09 1.72515E-10 0.0001066 2.246524 1816.378 0.83668
K3
Z T. sólido T. gas hr W gas CO2 CO
N2
0.00 1722.95983 1833.615 1276.641635 200.64552 867.97795 3061.562
80.28993
0.25 1718.80598 1831.531 1269.98683 200.874009 868.54596 3055.146
80.28524
0.50 1714.69163 1829.458 1263.410634 201.101696 869.10822 3048.774
80.28055
0.75 1710.61611 1827.398 1256.911551 201.328592 869.66481 3042.445
80.27586
1.00 1706.57881 1825.35 1250.488127 201.554707 870.21583 3036.159
80.27115
1.25 1702.57911 1823.313 1244.138941 201.780052 870.76137 3029.914
80.26645
1.50 1698.61641 1821.287 1237.862613 202.004635 871.30153 3023.712
80.26173
1.75 1694.69012 1819.273 1231.657795 202.228467 871.83638 3017.55
80.25702
2.00 1690.79966 1817.269 1225.523173 202.451557 872.36602 3011.429
80.2523
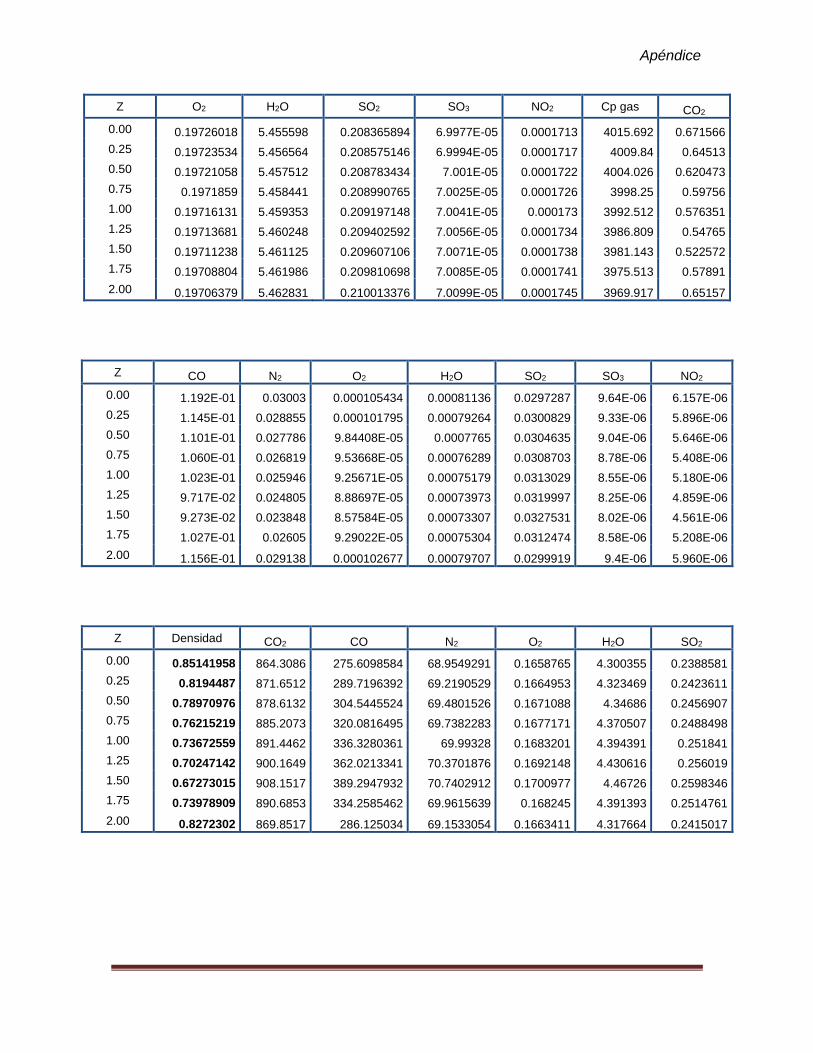
Apéndice
Z O2 H2O
SO2 SO3 NO2 Cp gas CO2
0.00 0.19726018 5.455598
0.208365894 6.9977E-05 0.0001713 4015.692 0.671566
0.25 0.19723534 5.456564
0.208575146 6.9994E-05 0.0001717 4009.84 0.64513
0.50 0.19721058 5.457512
0.208783434 7.001E-05 0.0001722 4004.026 0.620473
0.75 0.1971859 5.458441
0.208990765 7.0025E-05 0.0001726 3998.25 0.59756
1.00 0.19716131 5.459353
0.209197148 7.0041E-05 0.000173 3992.512 0.576351
1.25 0.19713681 5.460248
0.209402592 7.0056E-05 0.0001734 3986.809 0.54765
1.50 0.19711238 5.461125
0.209607106 7.0071E-05 0.0001738 3981.143 0.522572
1.75 0.19708804 5.461986
0.209810698 7.0085E-05 0.0001741 3975.513 0.57891
2.00 0.19706379 5.462831
0.210013376 7.0099E-05 0.0001745 3969.917 0.65157
Z CO N2 O2 H2O SO2 SO3 NO2
0.00 1.192E-01 0.03003 0.000105434 0.00081136 0.0297287 9.64E-06 6.157E-06
0.25 1.145E-01 0.028855 0.000101795 0.00079264 0.0300829 9.33E-06 5.896E-06
0.50 1.101E-01 0.027786 9.84408E-05 0.0007765 0.0304635 9.04E-06 5.646E-06
0.75 1.060E-01 0.026819 9.53668E-05 0.00076289 0.0308703 8.78E-06 5.408E-06
1.00 1.023E-01 0.025946 9.25671E-05 0.00075179 0.0313029 8.55E-06 5.180E-06
1.25 9.717E-02 0.024805 8.88697E-05 0.00073973 0.0319997 8.25E-06 4.859E-06
1.50 9.273E-02 0.023848 8.57584E-05 0.00073307 0.0327531 8.02E-06 4.561E-06
1.75 1.027E-01 0.02605 9.29022E-05 0.00075304 0.0312474 8.58E-06 5.208E-06
2.00 1.156E-01 0.029138 0.000102677 0.00079707 0.0299919 9.4E-06 5.960E-06
Z Densidad CO2 CO N2 O2 H2O SO2
0.00 0.85141958 864.3086 275.6098584 68.9549291 0.1658765 4.300355 0.2388581
0.25 0.8194487 871.6512 289.7196392 69.2190529 0.1664953 4.323469 0.2423611
0.50 0.78970976 878.6132 304.5445524 69.4801526 0.1671088 4.34686 0.2456907
0.75 0.76215219 885.2073 320.0816495 69.7382283 0.1677171 4.370507 0.2488498
1.00 0.73672559 891.4462 336.3280361 69.99328 0.1683201 4.394391 0.251841
1.25 0.70247142 900.1649 362.0213341 70.3701876 0.1692148 4.430616 0.256019
1.50 0.67273015 908.1517 389.2947932 70.7402912 0.1700977 4.46726 0.2598346
1.75 0.73978909 890.6853 334.2585462 69.9615639 0.168245 4.391393 0.2514761
2.00 0.8272302 869.8517 286.125034 69.1533054 0.1663411 4.317664 0.2415017
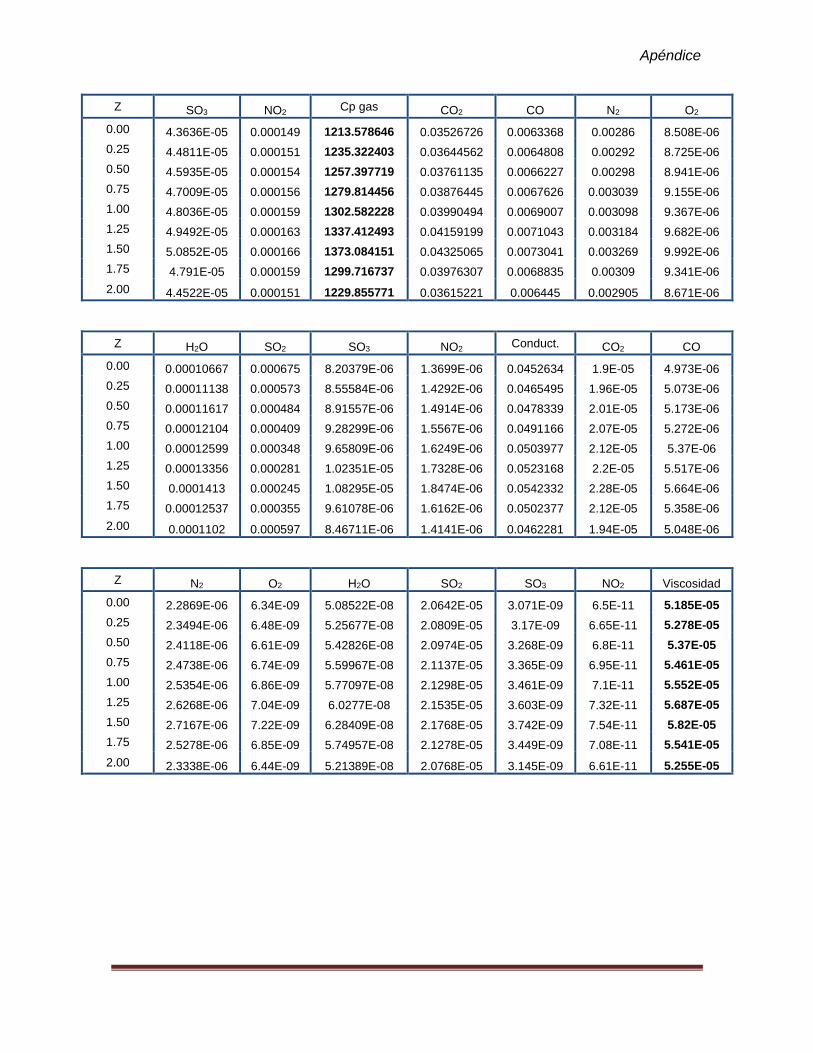
Apéndice
Z SO3 NO2 Cp gas CO2 CO N2 O2
0.00 4.3636E-05 0.000149 1213.578646 0.03526726 0.0063368 0.00286 8.508E-06
0.25 4.4811E-05 0.000151 1235.322403 0.03644562 0.0064808 0.00292 8.725E-06
0.50 4.5935E-05 0.000154 1257.397719 0.03761135 0.0066227 0.00298 8.941E-06
0.75 4.7009E-05 0.000156 1279.814456 0.03876445 0.0067626 0.003039 9.155E-06
1.00 4.8036E-05 0.000159 1302.582228 0.03990494 0.0069007 0.003098 9.367E-06
1.25 4.9492E-05 0.000163 1337.412493 0.04159199 0.0071043 0.003184 9.682E-06
1.50 5.0852E-05 0.000166 1373.084151 0.04325065 0.0073041 0.003269 9.992E-06
1.75 4.791E-05 0.000159 1299.716737 0.03976307 0.0068835 0.00309 9.341E-06
2.00 4.4522E-05 0.000151 1229.855771 0.03615221 0.006445 0.002905 8.671E-06
Z H2O SO2 SO3 NO2 Conduct. CO2 CO
0.00 0.00010667 0.000675 8.20379E-06 1.3699E-06 0.0452634 1.9E-05 4.973E-06
0.25 0.00011138 0.000573 8.55584E-06 1.4292E-06 0.0465495 1.96E-05 5.073E-06
0.50 0.00011617 0.000484 8.91557E-06 1.4914E-06 0.0478339 2.01E-05 5.173E-06
0.75 0.00012104 0.000409 9.28299E-06 1.5567E-06 0.0491166 2.07E-05 5.272E-06
1.00 0.00012599 0.000348 9.65809E-06 1.6249E-06 0.0503977 2.12E-05 5.37E-06
1.25 0.00013356 0.000281 1.02351E-05 1.7328E-06 0.0523168 2.2E-05 5.517E-06
1.50 0.0001413 0.000245 1.08295E-05 1.8474E-06 0.0542332 2.28E-05 5.664E-06
1.75 0.00012537 0.000355 9.61078E-06 1.6162E-06 0.0502377 2.12E-05 5.358E-06
2.00 0.0001102 0.000597 8.46711E-06 1.4141E-06 0.0462281 1.94E-05 5.048E-06
Z N2 O2 H2O SO2 SO3 NO2 Viscosidad
0.00 2.2869E-06 6.34E-09 5.08522E-08 2.0642E-05 3.071E-09 6.5E-11 5.185E-05
0.25 2.3494E-06 6.48E-09 5.25677E-08 2.0809E-05 3.17E-09 6.65E-11 5.278E-05
0.50 2.4118E-06 6.61E-09 5.42826E-08 2.0974E-05 3.268E-09 6.8E-11 5.37E-05
0.75 2.4738E-06 6.74E-09 5.59967E-08 2.1137E-05 3.365E-09 6.95E-11 5.461E-05
1.00 2.5354E-06 6.86E-09 5.77097E-08 2.1298E-05 3.461E-09 7.1E-11 5.552E-05
1.25 2.6268E-06 7.04E-09 6.0277E-08 2.1535E-05 3.603E-09 7.32E-11 5.687E-05
1.50 2.7167E-06 7.22E-09 6.28409E-08 2.1768E-05 3.742E-09 7.54E-11 5.82E-05
1.75 2.5278E-06 6.85E-09 5.74957E-08 2.1278E-05 3.449E-09 7.08E-11 5.541E-05
2.00 2.3338E-06 6.44E-09 5.21389E-08 2.0768E-05 3.145E-09 6.61E-11 5.255E-05
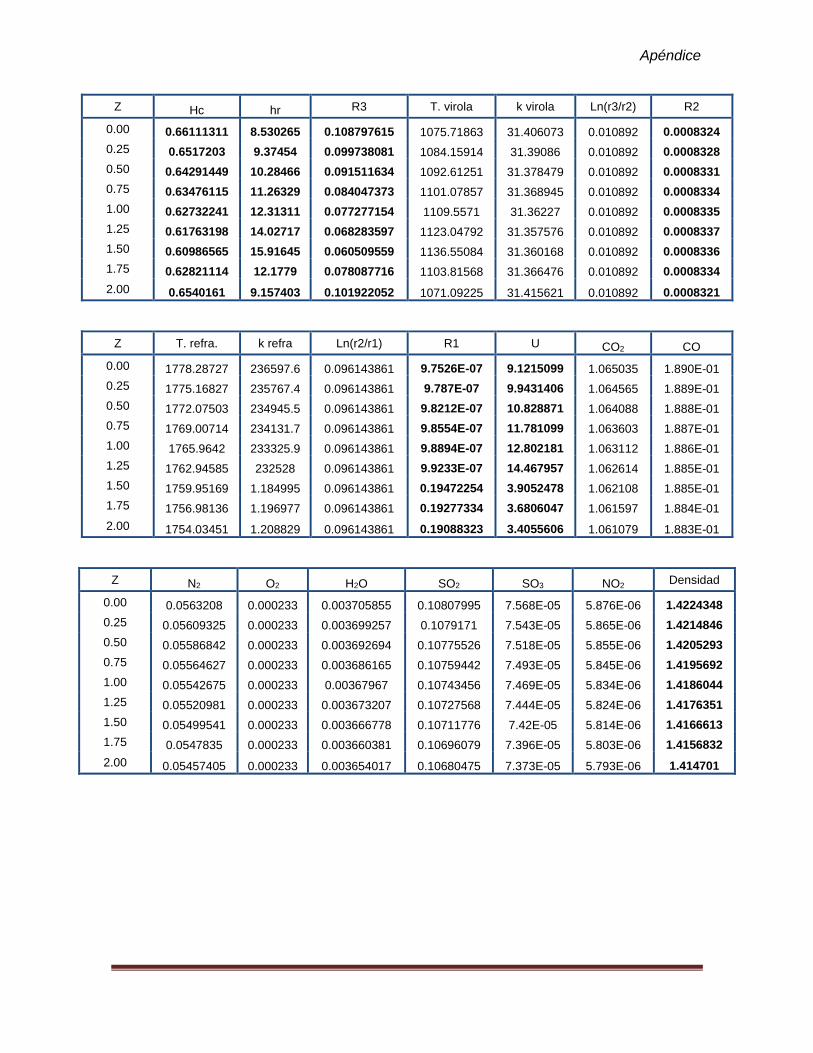
Apéndice
Z Hc hr R3 T. virola k virola Ln(r3/r2) R2
0.00 0.66111311 8.530265 0.108797615 1075.71863 31.406073 0.010892 0.0008324
0.25 0.6517203 9.37454 0.099738081 1084.15914 31.39086 0.010892 0.0008328
0.50 0.64291449 10.28466 0.091511634 1092.61251 31.378479 0.010892 0.0008331
0.75 0.63476115 11.26329 0.084047373 1101.07857 31.368945 0.010892 0.0008334
1.00 0.62732241 12.31311 0.077277154 1109.5571 31.36227 0.010892 0.0008335
1.25 0.61763198 14.02717 0.068283597 1123.04792 31.357576 0.010892 0.0008337
1.50 0.60986565 15.91645 0.060509559 1136.55084 31.360168 0.010892 0.0008336
1.75 0.62821114 12.1779 0.078087716 1103.81568 31.366476 0.010892 0.0008334
2.00 0.6540161 9.157403 0.101922052 1071.09225 31.415621 0.010892 0.0008321
Z T. refra. k refra Ln(r2/r1) R1 U CO2 CO
0.00 1778.28727 236597.6 0.096143861 9.7526E-07 9.1215099 1.065035 1.890E-01
0.25 1775.16827 235767.4 0.096143861 9.787E-07 9.9431406 1.064565 1.889E-01
0.50 1772.07503 234945.5 0.096143861 9.8212E-07 10.828871 1.064088 1.888E-01
0.75 1769.00714 234131.7 0.096143861 9.8554E-07 11.781099 1.063603 1.887E-01
1.00 1765.9642 233325.9 0.096143861 9.8894E-07 12.802181 1.063112 1.886E-01
1.25 1762.94585 232528 0.096143861 9.9233E-07 14.467957 1.062614 1.885E-01
1.50 1759.95169 1.184995 0.096143861 0.19472254 3.9052478 1.062108 1.885E-01
1.75 1756.98136 1.196977 0.096143861 0.19277334 3.6806047 1.061597 1.884E-01
2.00 1754.03451 1.208829 0.096143861 0.19088323 3.4055606 1.061079 1.883E-01
Z N2 O2 H2O SO2 SO3 NO2 Densidad
0.00 0.0563208 0.000233 0.003705855 0.10807995 7.568E-05 5.876E-06 1.4224348
0.25 0.05609325 0.000233 0.003699257 0.1079171 7.543E-05 5.865E-06 1.4214846
0.50 0.05586842 0.000233 0.003692694 0.10775526 7.518E-05 5.855E-06 1.4205293
0.75 0.05564627 0.000233 0.003686165 0.10759442 7.493E-05 5.845E-06 1.4195692
1.00 0.05542675 0.000233 0.00367967 0.10743456 7.469E-05 5.834E-06 1.4186044
1.25 0.05520981 0.000233 0.003673207 0.10727568 7.444E-05 5.824E-06 1.4176351
1.50 0.05499541 0.000233 0.003666778 0.10711776 7.42E-05 5.814E-06 1.4166613
1.75 0.0547835 0.000233 0.003660381 0.10696079 7.396E-05 5.803E-06 1.4156832
2.00 0.05457405 0.000233 0.003654017 0.10680475 7.373E-05 5.793E-06 1.414701
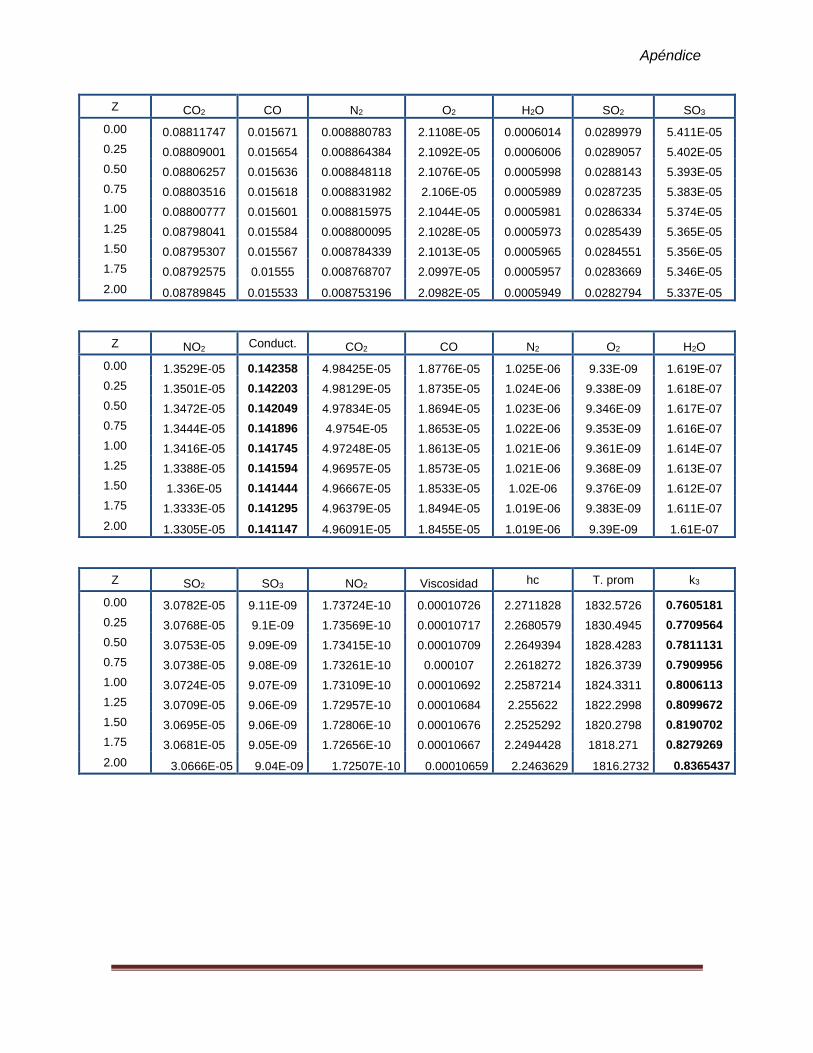
Apéndice
Z CO2 CO N2 O2 H2O SO2 SO3
0.00 0.08811747 0.015671 0.008880783 2.1108E-05 0.0006014 0.0289979 5.411E-05
0.25 0.08809001 0.015654 0.008864384 2.1092E-05 0.0006006 0.0289057 5.402E-05
0.50 0.08806257 0.015636 0.008848118 2.1076E-05 0.0005998 0.0288143 5.393E-05
0.75 0.08803516 0.015618 0.008831982 2.106E-05 0.0005989 0.0287235 5.383E-05
1.00 0.08800777 0.015601 0.008815975 2.1044E-05 0.0005981 0.0286334 5.374E-05
1.25 0.08798041 0.015584 0.008800095 2.1028E-05 0.0005973 0.0285439 5.365E-05
1.50 0.08795307 0.015567 0.008784339 2.1013E-05 0.0005965 0.0284551 5.356E-05
1.75 0.08792575 0.01555 0.008768707 2.0997E-05 0.0005957 0.0283669 5.346E-05
2.00 0.08789845 0.015533 0.008753196 2.0982E-05 0.0005949 0.0282794 5.337E-05
Z NO2 Conduct. CO2 CO N2 O2 H2O
0.00 1.3529E-05 0.142358 4.98425E-05 1.8776E-05 1.025E-06 9.33E-09 1.619E-07
0.25 1.3501E-05 0.142203 4.98129E-05 1.8735E-05 1.024E-06 9.338E-09 1.618E-07
0.50 1.3472E-05 0.142049 4.97834E-05 1.8694E-05 1.023E-06 9.346E-09 1.617E-07
0.75 1.3444E-05 0.141896 4.9754E-05 1.8653E-05 1.022E-06 9.353E-09 1.616E-07
1.00 1.3416E-05 0.141745 4.97248E-05 1.8613E-05 1.021E-06 9.361E-09 1.614E-07
1.25 1.3388E-05 0.141594 4.96957E-05 1.8573E-05 1.021E-06 9.368E-09 1.613E-07
1.50 1.336E-05 0.141444 4.96667E-05 1.8533E-05 1.02E-06 9.376E-09 1.612E-07
1.75 1.3333E-05 0.141295 4.96379E-05 1.8494E-05 1.019E-06 9.383E-09 1.611E-07
2.00 1.3305E-05 0.141147 4.96091E-05 1.8455E-05 1.019E-06 9.39E-09 1.61E-07
Z SO2 SO3 NO2 Viscosidad hc T. prom k3
0.00 3.0782E-05 9.11E-09 1.73724E-10 0.00010726 2.2711828 1832.5726 0.7605181
0.25 3.0768E-05 9.1E-09 1.73569E-10 0.00010717 2.2680579 1830.4945 0.7709564
0.50 3.0753E-05 9.09E-09 1.73415E-10 0.00010709 2.2649394 1828.4283 0.7811131
0.75 3.0738E-05 9.08E-09 1.73261E-10 0.000107 2.2618272 1826.3739 0.7909956
1.00 3.0724E-05 9.07E-09 1.73109E-10 0.00010692 2.2587214 1824.3311 0.8006113
1.25 3.0709E-05 9.06E-09 1.72957E-10 0.00010684 2.255622 1822.2998 0.8099672
1.50 3.0695E-05 9.06E-09 1.72806E-10 0.00010676 2.2525292 1820.2798 0.8190702
1.75 3.0681E-05 9.05E-09 1.72656E-10 0.00010667 2.2494428 1818.271 0.8279269
2.00 3.0666E-05 9.04E-09 1.72507E-10 0.00010659 2.2463629 1816.2732 0.8365437
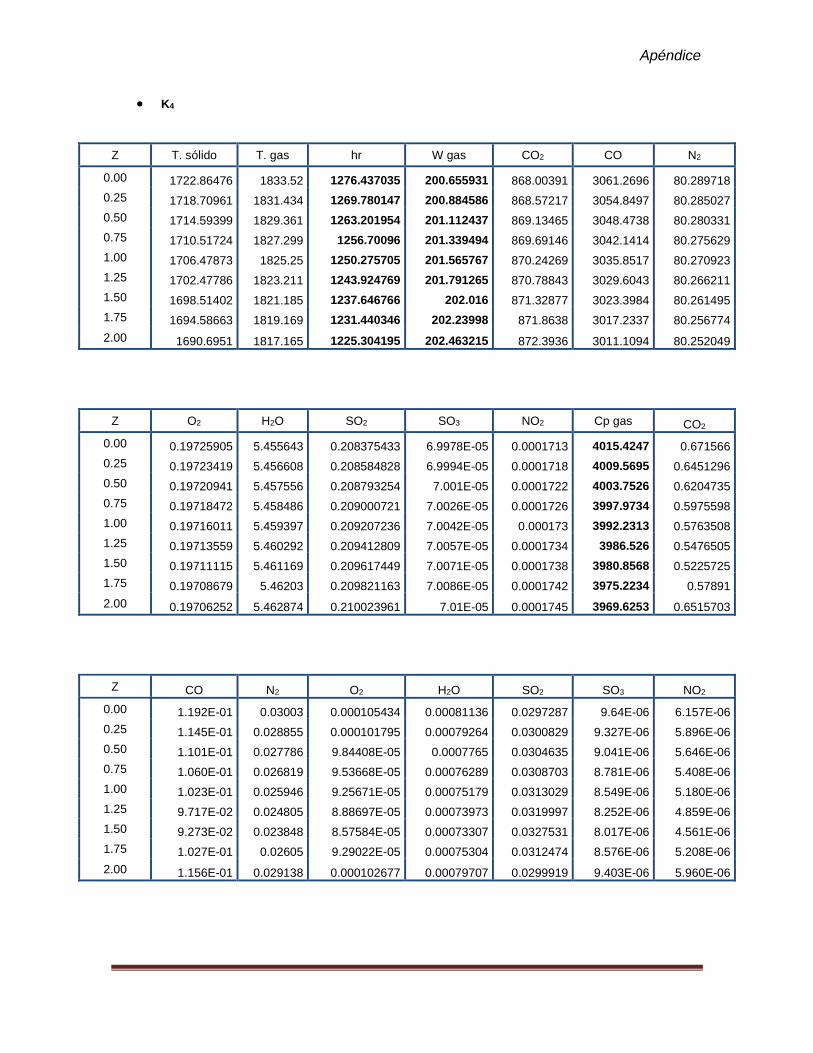
Apéndice
K4
Z T. sólido T. gas hr W gas CO2 CO N2
0.00 1722.86476 1833.52 1276.437035 200.655931 868.00391 3061.2696 80.289718
0.25 1718.70961 1831.434 1269.780147 200.884586 868.57217 3054.8497 80.285027
0.50 1714.59399 1829.361 1263.201954 201.112437 869.13465 3048.4738 80.280331
0.75 1710.51724 1827.299 1256.70096 201.339494 869.69146 3042.1414 80.275629
1.00 1706.47873 1825.25 1250.275705 201.565767 870.24269 3035.8517 80.270923
1.25 1702.47786 1823.211 1243.924769 201.791265 870.78843 3029.6043 80.266211
1.50 1698.51402 1821.185 1237.646766 202.016 871.32877 3023.3984 80.261495
1.75 1694.58663 1819.169 1231.440346 202.23998 871.8638 3017.2337 80.256774
2.00 1690.6951 1817.165 1225.304195 202.463215 872.3936 3011.1094 80.252049
Z O2 H2O SO2 SO3 NO2 Cp gas CO2
0.00 0.19725905 5.455643 0.208375433 6.9978E-05 0.0001713 4015.4247 0.671566
0.25 0.19723419 5.456608 0.208584828 6.9994E-05 0.0001718 4009.5695 0.6451296
0.50 0.19720941 5.457556 0.208793254 7.001E-05 0.0001722 4003.7526 0.6204735
0.75 0.19718472 5.458486 0.209000721 7.0026E-05 0.0001726 3997.9734 0.5975598
1.00 0.19716011 5.459397 0.209207236 7.0042E-05 0.000173 3992.2313 0.5763508
1.25 0.19713559 5.460292 0.209412809 7.0057E-05 0.0001734 3986.526 0.5476505
1.50 0.19711115 5.461169 0.209617449 7.0071E-05 0.0001738 3980.8568 0.5225725
1.75 0.19708679 5.46203 0.209821163 7.0086E-05 0.0001742 3975.2234 0.57891
2.00 0.19706252 5.462874 0.210023961 7.01E-05 0.0001745 3969.6253 0.6515703
Z CO N2 O2 H2O SO2 SO3 NO2
0.00 1.192E-01 0.03003 0.000105434 0.00081136 0.0297287 9.64E-06 6.157E-06
0.25 1.145E-01 0.028855 0.000101795 0.00079264 0.0300829 9.327E-06 5.896E-06
0.50 1.101E-01 0.027786 9.84408E-05 0.0007765 0.0304635 9.041E-06 5.646E-06
0.75 1.060E-01 0.026819 9.53668E-05 0.00076289 0.0308703 8.781E-06 5.408E-06
1.00 1.023E-01 0.025946 9.25671E-05 0.00075179 0.0313029 8.549E-06 5.180E-06
1.25 9.717E-02 0.024805 8.88697E-05 0.00073973 0.0319997 8.252E-06 4.859E-06
1.50 9.273E-02 0.023848 8.57584E-05 0.00073307 0.0327531 8.017E-06 4.561E-06
1.75 1.027E-01 0.02605 9.29022E-05 0.00075304 0.0312474 8.576E-06 5.208E-06
2.00 1.156E-01 0.029138 0.000102677 0.00079707 0.0299919 9.403E-06 5.960E-06
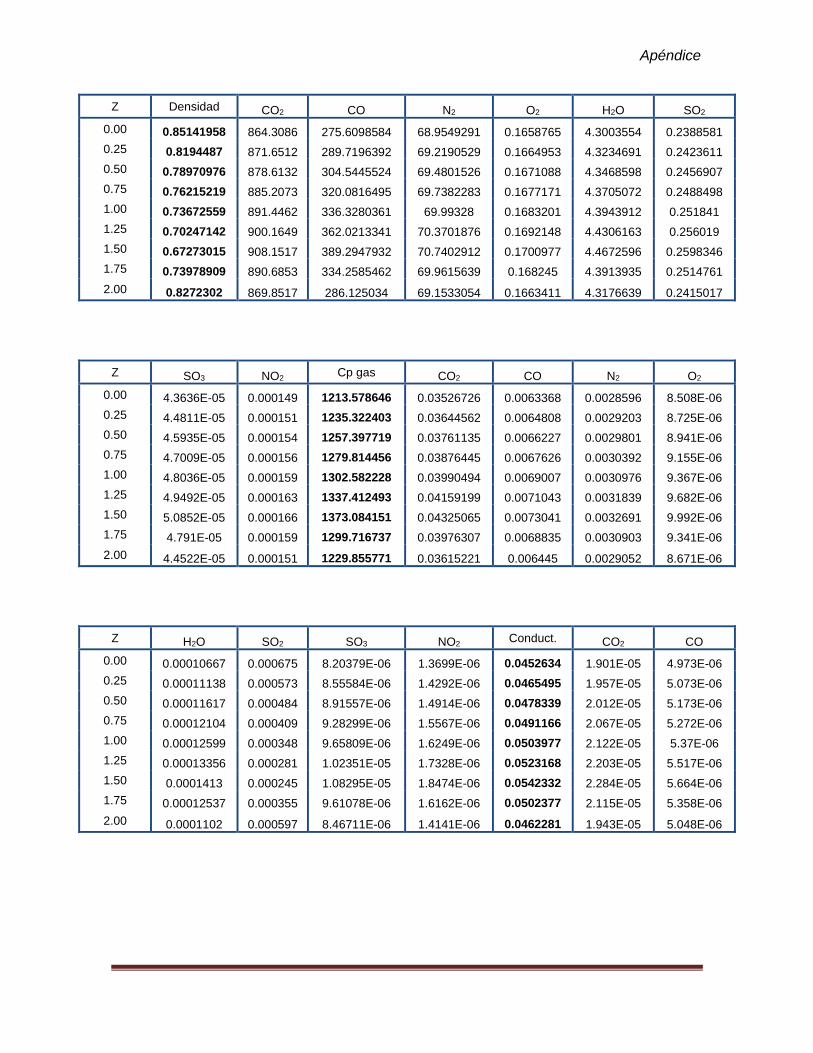
Apéndice
Z Densidad CO2 CO N2 O2 H2O SO2
0.00 0.85141958 864.3086 275.6098584 68.9549291 0.1658765 4.3003554 0.2388581
0.25 0.8194487 871.6512 289.7196392 69.2190529 0.1664953 4.3234691 0.2423611
0.50 0.78970976 878.6132 304.5445524 69.4801526 0.1671088 4.3468598 0.2456907
0.75 0.76215219 885.2073 320.0816495 69.7382283 0.1677171 4.3705072 0.2488498
1.00 0.73672559 891.4462 336.3280361 69.99328 0.1683201 4.3943912 0.251841
1.25 0.70247142 900.1649 362.0213341 70.3701876 0.1692148 4.4306163 0.256019
1.50 0.67273015 908.1517 389.2947932 70.7402912 0.1700977 4.4672596 0.2598346
1.75 0.73978909 890.6853 334.2585462 69.9615639 0.168245 4.3913935 0.2514761
2.00 0.8272302 869.8517 286.125034 69.1533054 0.1663411 4.3176639 0.2415017
Z SO3 NO2 Cp gas CO2 CO N2 O2
0.00 4.3636E-05 0.000149 1213.578646 0.03526726 0.0063368 0.0028596 8.508E-06
0.25 4.4811E-05 0.000151 1235.322403 0.03644562 0.0064808 0.0029203 8.725E-06
0.50 4.5935E-05 0.000154 1257.397719 0.03761135 0.0066227 0.0029801 8.941E-06
0.75 4.7009E-05 0.000156 1279.814456 0.03876445 0.0067626 0.0030392 9.155E-06
1.00 4.8036E-05 0.000159 1302.582228 0.03990494 0.0069007 0.0030976 9.367E-06
1.25 4.9492E-05 0.000163 1337.412493 0.04159199 0.0071043 0.0031839 9.682E-06
1.50 5.0852E-05 0.000166 1373.084151 0.04325065 0.0073041 0.0032691 9.992E-06
1.75 4.791E-05 0.000159 1299.716737 0.03976307 0.0068835 0.0030903 9.341E-06
2.00 4.4522E-05 0.000151 1229.855771 0.03615221 0.006445 0.0029052 8.671E-06
Z H2O SO2 SO3 NO2 Conduct. CO2 CO
0.00 0.00010667 0.000675 8.20379E-06 1.3699E-06 0.0452634 1.901E-05 4.973E-06
0.25 0.00011138 0.000573 8.55584E-06 1.4292E-06 0.0465495 1.957E-05 5.073E-06
0.50 0.00011617 0.000484 8.91557E-06 1.4914E-06 0.0478339 2.012E-05 5.173E-06
0.75 0.00012104 0.000409 9.28299E-06 1.5567E-06 0.0491166 2.067E-05 5.272E-06
1.00 0.00012599 0.000348 9.65809E-06 1.6249E-06 0.0503977 2.122E-05 5.37E-06
1.25 0.00013356 0.000281 1.02351E-05 1.7328E-06 0.0523168 2.203E-05 5.517E-06
1.50 0.0001413 0.000245 1.08295E-05 1.8474E-06 0.0542332 2.284E-05 5.664E-06
1.75 0.00012537 0.000355 9.61078E-06 1.6162E-06 0.0502377 2.115E-05 5.358E-06
2.00 0.0001102 0.000597 8.46711E-06 1.4141E-06 0.0462281 1.943E-05 5.048E-06
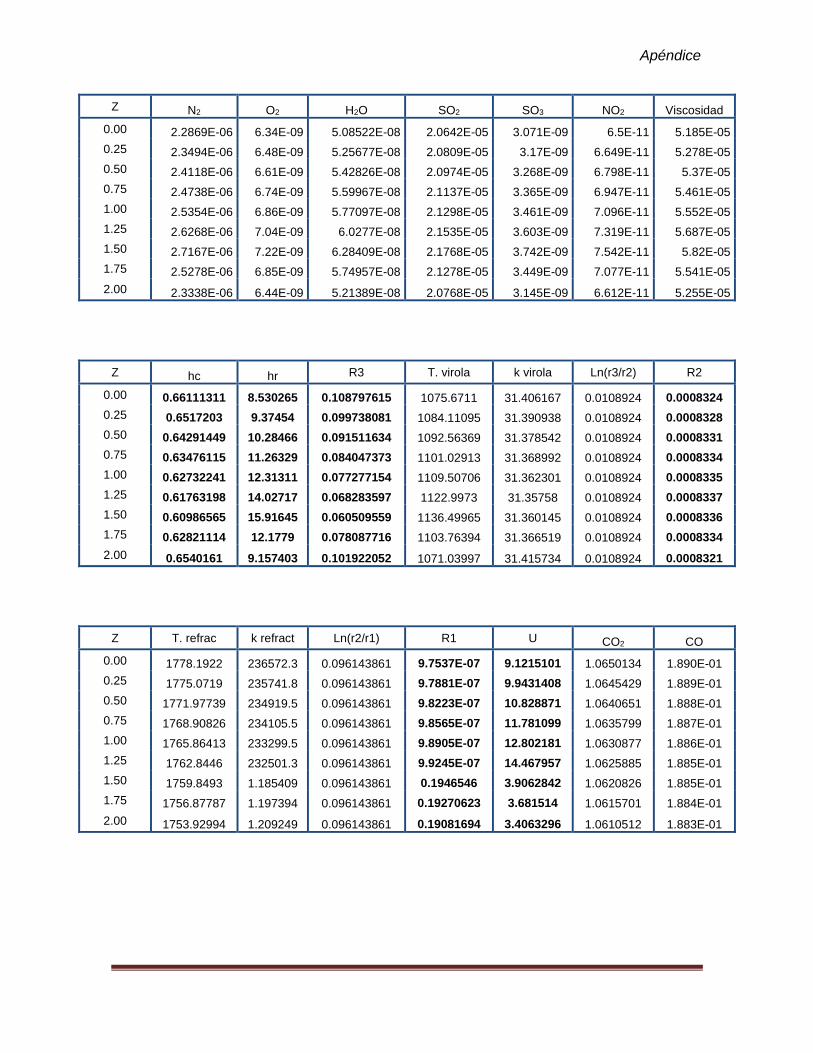
Apéndice
Z N2 O2 H2O SO2 SO3 NO2 Viscosidad
0.00 2.2869E-06 6.34E-09 5.08522E-08 2.0642E-05 3.071E-09 6.5E-11 5.185E-05
0.25 2.3494E-06 6.48E-09 5.25677E-08 2.0809E-05 3.17E-09 6.649E-11 5.278E-05
0.50 2.4118E-06 6.61E-09 5.42826E-08 2.0974E-05 3.268E-09 6.798E-11 5.37E-05
0.75 2.4738E-06 6.74E-09 5.59967E-08 2.1137E-05 3.365E-09 6.947E-11 5.461E-05
1.00 2.5354E-06 6.86E-09 5.77097E-08 2.1298E-05 3.461E-09 7.096E-11 5.552E-05
1.25 2.6268E-06 7.04E-09 6.0277E-08 2.1535E-05 3.603E-09 7.319E-11 5.687E-05
1.50 2.7167E-06 7.22E-09 6.28409E-08 2.1768E-05 3.742E-09 7.542E-11 5.82E-05
1.75 2.5278E-06 6.85E-09 5.74957E-08 2.1278E-05 3.449E-09 7.077E-11 5.541E-05
2.00 2.3338E-06 6.44E-09 5.21389E-08 2.0768E-05 3.145E-09 6.612E-11 5.255E-05
Z hc hr R3 T. virola k virola Ln(r3/r2) R2
0.00 0.66111311 8.530265 0.108797615 1075.6711 31.406167 0.0108924 0.0008324
0.25 0.6517203 9.37454 0.099738081 1084.11095 31.390938 0.0108924 0.0008328
0.50 0.64291449 10.28466 0.091511634 1092.56369 31.378542 0.0108924 0.0008331
0.75 0.63476115 11.26329 0.084047373 1101.02913 31.368992 0.0108924 0.0008334
1.00 0.62732241 12.31311 0.077277154 1109.50706 31.362301 0.0108924 0.0008335
1.25 0.61763198 14.02717 0.068283597 1122.9973 31.35758 0.0108924 0.0008337
1.50 0.60986565 15.91645 0.060509559 1136.49965 31.360145 0.0108924 0.0008336
1.75 0.62821114 12.1779 0.078087716 1103.76394 31.366519 0.0108924 0.0008334
2.00 0.6540161 9.157403 0.101922052 1071.03997 31.415734 0.0108924 0.0008321
Z T. refrac k refract Ln(r2/r1) R1 U CO2 CO
0.00 1778.1922 236572.3 0.096143861 9.7537E-07 9.1215101 1.0650134 1.890E-01
0.25 1775.0719 235741.8 0.096143861 9.7881E-07 9.9431408 1.0645429 1.889E-01
0.50 1771.97739 234919.5 0.096143861 9.8223E-07 10.828871 1.0640651 1.888E-01
0.75 1768.90826 234105.5 0.096143861 9.8565E-07 11.781099 1.0635799 1.887E-01
1.00 1765.86413 233299.5 0.096143861 9.8905E-07 12.802181 1.0630877 1.886E-01
1.25 1762.8446 232501.3 0.096143861 9.9245E-07 14.467957 1.0625885 1.885E-01
1.50 1759.8493 1.185409 0.096143861 0.1946546 3.9062842 1.0620826 1.885E-01
1.75 1756.87787 1.197394 0.096143861 0.19270623 3.681514 1.0615701 1.884E-01
2.00 1753.92994 1.209249 0.096143861 0.19081694 3.4063296 1.0610512 1.883E-01
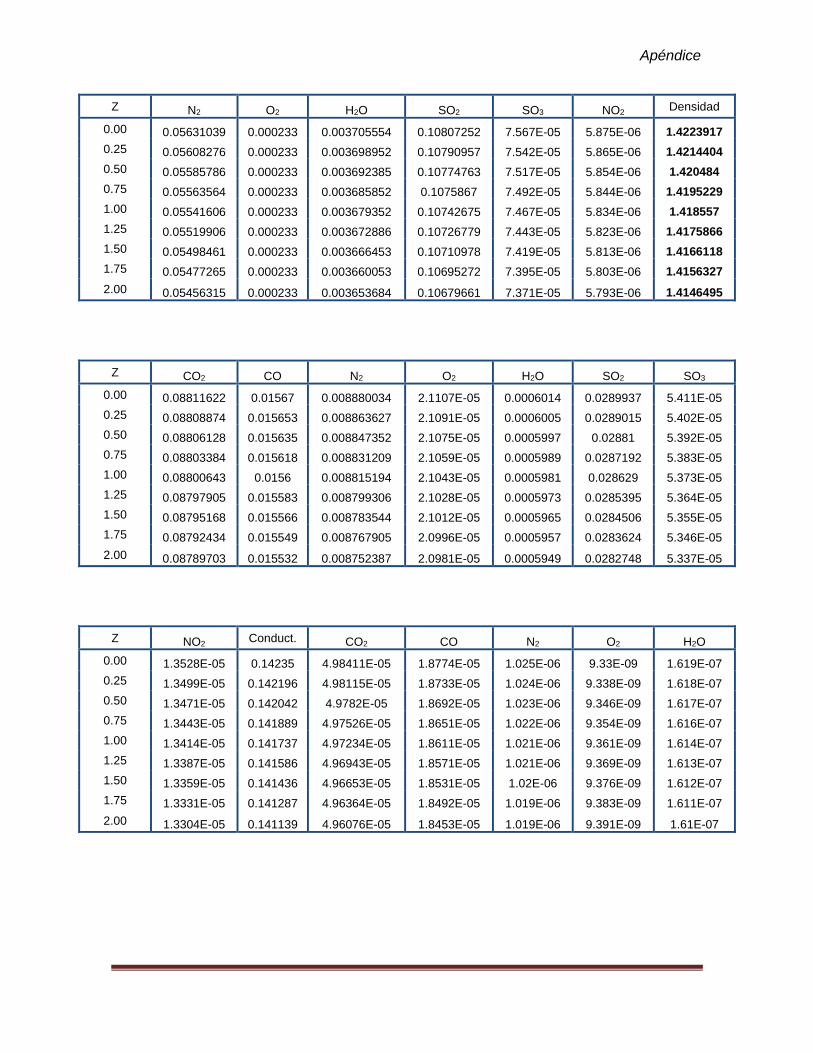
Apéndice
Z N2 O2 H2O SO2 SO3 NO2 Densidad
0.00 0.05631039 0.000233 0.003705554 0.10807252 7.567E-05 5.875E-06 1.4223917
0.25 0.05608276 0.000233 0.003698952 0.10790957 7.542E-05 5.865E-06 1.4214404
0.50 0.05585786 0.000233 0.003692385 0.10774763 7.517E-05 5.854E-06 1.420484
0.75 0.05563564 0.000233 0.003685852 0.1075867 7.492E-05 5.844E-06 1.4195229
1.00 0.05541606 0.000233 0.003679352 0.10742675 7.467E-05 5.834E-06 1.418557
1.25 0.05519906 0.000233 0.003672886 0.10726779 7.443E-05 5.823E-06 1.4175866
1.50 0.05498461 0.000233 0.003666453 0.10710978 7.419E-05 5.813E-06 1.4166118
1.75 0.05477265 0.000233 0.003660053 0.10695272 7.395E-05 5.803E-06 1.4156327
2.00 0.05456315 0.000233 0.003653684 0.10679661 7.371E-05 5.793E-06 1.4146495
Z CO2 CO N2 O2 H2O SO2 SO3
0.00 0.08811622 0.01567 0.008880034 2.1107E-05 0.0006014 0.0289937 5.411E-05
0.25 0.08808874 0.015653 0.008863627 2.1091E-05 0.0006005 0.0289015 5.402E-05
0.50 0.08806128 0.015635 0.008847352 2.1075E-05 0.0005997 0.02881 5.392E-05
0.75 0.08803384 0.015618 0.008831209 2.1059E-05 0.0005989 0.0287192 5.383E-05
1.00 0.08800643 0.0156 0.008815194 2.1043E-05 0.0005981 0.028629 5.373E-05
1.25 0.08797905 0.015583 0.008799306 2.1028E-05 0.0005973 0.0285395 5.364E-05
1.50 0.08795168 0.015566 0.008783544 2.1012E-05 0.0005965 0.0284506 5.355E-05
1.75 0.08792434 0.015549 0.008767905 2.0996E-05 0.0005957 0.0283624 5.346E-05
2.00 0.08789703 0.015532 0.008752387 2.0981E-05 0.0005949 0.0282748 5.337E-05
Z NO2 Conduct. CO2 CO N2 O2 H2O
0.00 1.3528E-05 0.14235 4.98411E-05 1.8774E-05 1.025E-06 9.33E-09 1.619E-07
0.25 1.3499E-05 0.142196 4.98115E-05 1.8733E-05 1.024E-06 9.338E-09 1.618E-07
0.50 1.3471E-05 0.142042 4.9782E-05 1.8692E-05 1.023E-06 9.346E-09 1.617E-07
0.75 1.3443E-05 0.141889 4.97526E-05 1.8651E-05 1.022E-06 9.354E-09 1.616E-07
1.00 1.3414E-05 0.141737 4.97234E-05 1.8611E-05 1.021E-06 9.361E-09 1.614E-07
1.25 1.3387E-05 0.141586 4.96943E-05 1.8571E-05 1.021E-06 9.369E-09 1.613E-07
1.50 1.3359E-05 0.141436 4.96653E-05 1.8531E-05 1.02E-06 9.376E-09 1.612E-07
1.75 1.3331E-05 0.141287 4.96364E-05 1.8492E-05 1.019E-06 9.383E-09 1.611E-07
2.00 1.3304E-05 0.141139 4.96076E-05 1.8453E-05 1.019E-06 9.391E-09 1.61E-07
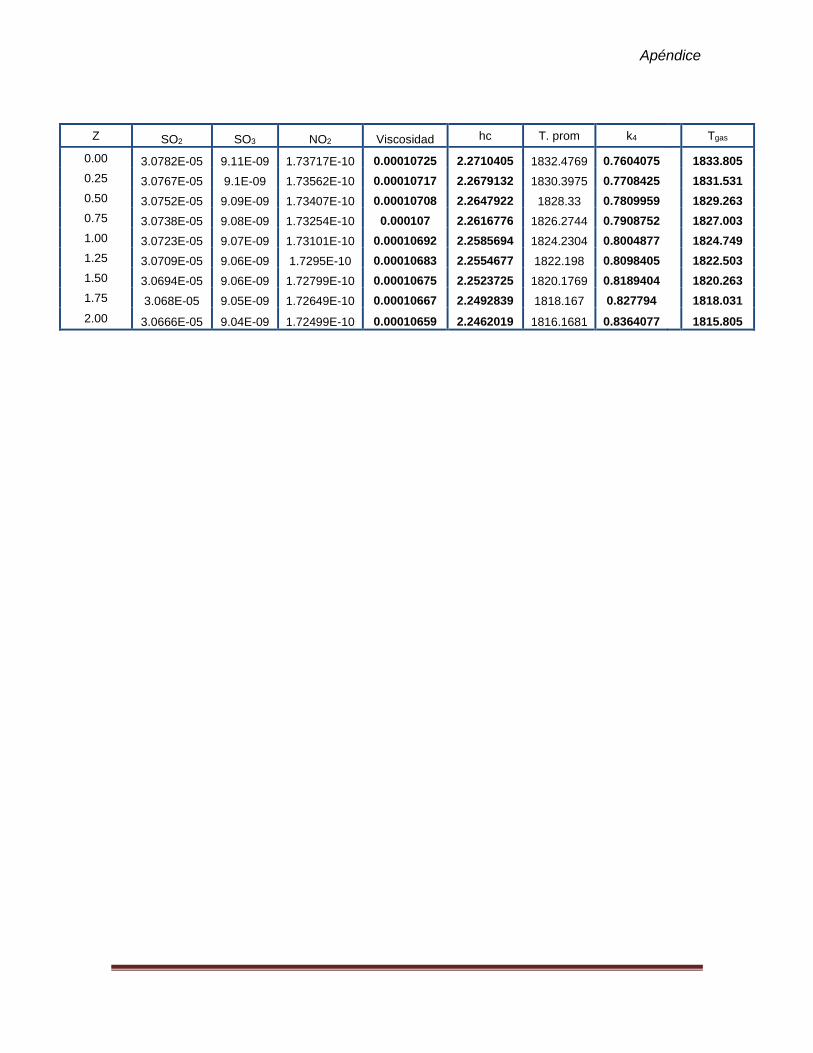
Apéndice
Z SO2 SO3 NO2 Viscosidad hc T. prom k4
Tgas
0.00 3.0782E-05 9.11E-09 1.73717E-10 0.00010725 2.2710405 1832.4769 0.7604075
1833.805
0.25 3.0767E-05 9.1E-09 1.73562E-10 0.00010717 2.2679132 1830.3975 0.7708425
1831.531
0.50 3.0752E-05 9.09E-09 1.73407E-10 0.00010708 2.2647922 1828.33 0.7809959
1829.263
0.75 3.0738E-05 9.08E-09 1.73254E-10 0.000107 2.2616776 1826.2744 0.7908752
1827.003
1.00 3.0723E-05 9.07E-09 1.73101E-10 0.00010692 2.2585694 1824.2304 0.8004877
1824.749
1.25 3.0709E-05 9.06E-09 1.7295E-10 0.00010683 2.2554677 1822.198 0.8098405
1822.503
1.50 3.0694E-05 9.06E-09 1.72799E-10 0.00010675 2.2523725 1820.1769 0.8189404
1820.263
1.75 3.068E-05 9.05E-09 1.72649E-10 0.00010667 2.2492839 1818.167 0.827794
1818.031
2.00 3.0666E-05 9.04E-09 1.72499E-10 0.00010659 2.2462019 1816.1681 0.8364077
1815.805